
The Correlation between Texture Evolution and Recrystallization Behavior during Rheologic Forming of 2195 Al–Li Alloy Cylindric Shell


Abstract
1. Introduction
2. Materials and Methods
3. Results
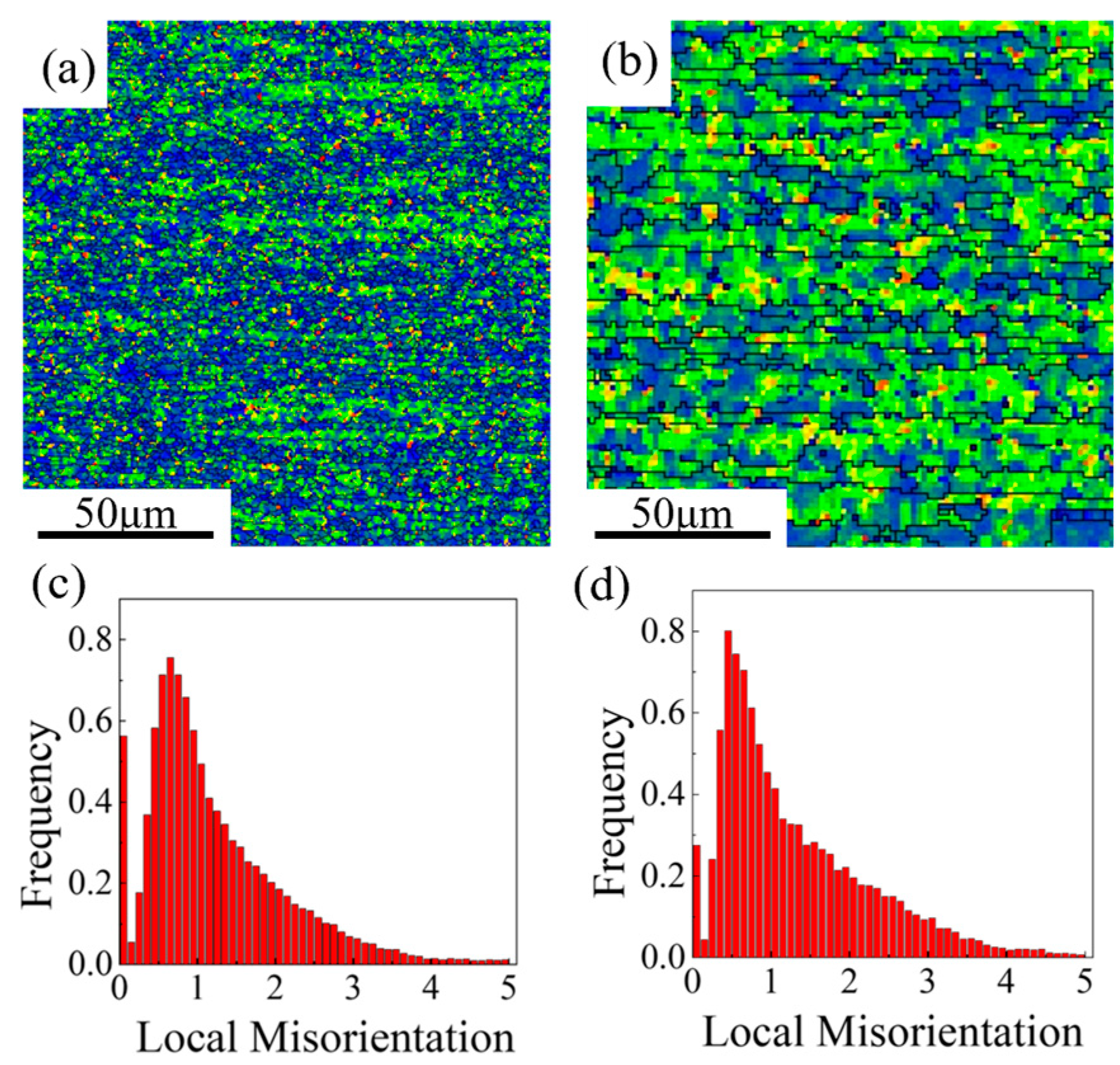
3.1. Grain Configuration in Different Forming Stages
3.2. Texture Evolution in Different Forming Stages
4. Discussion
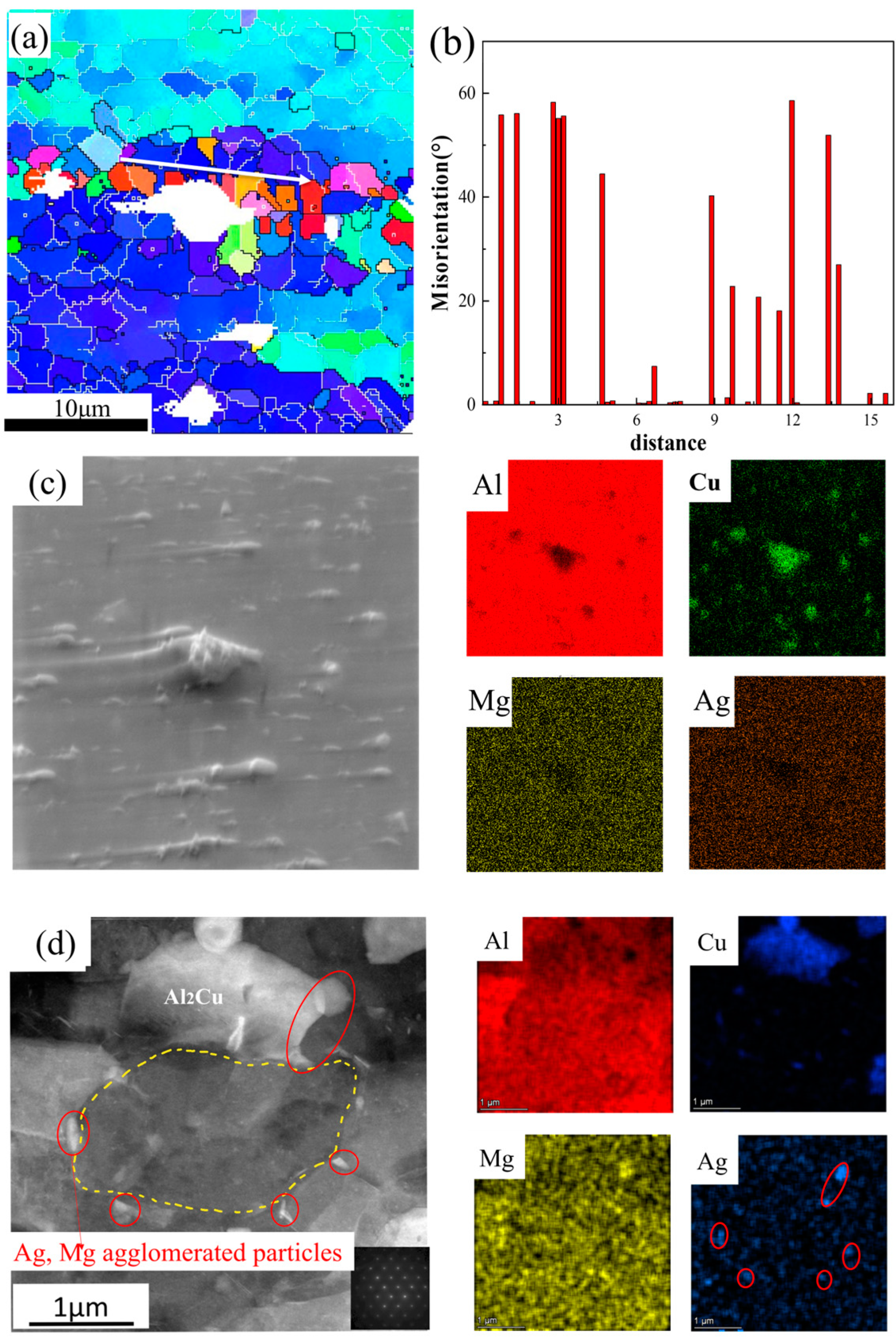
4.1. Particle-Stimulated Nucleation (PSN)
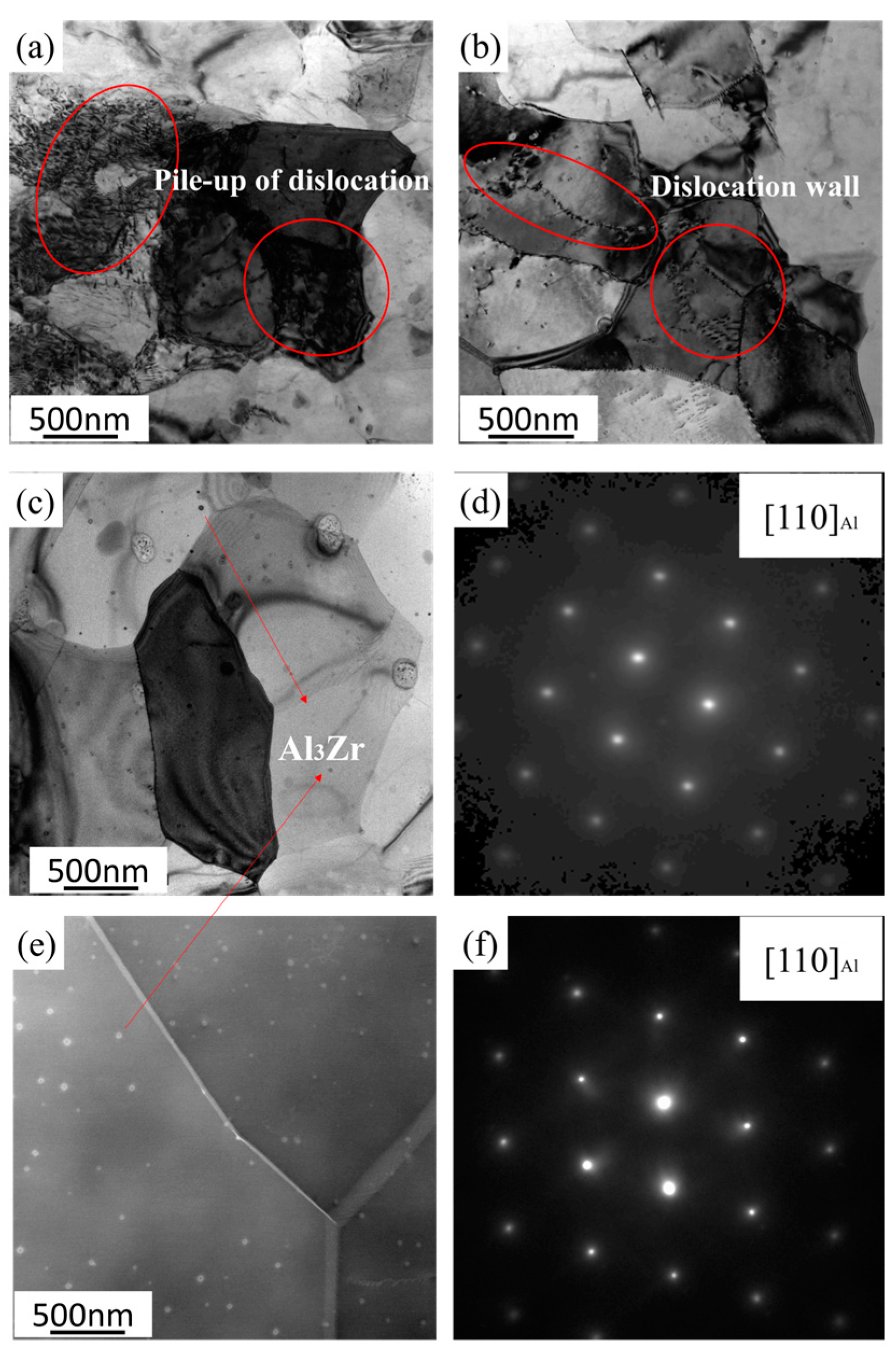
4.2. Continuous Dynamic Recrystallization (CDRX)
4.3. Textures Evolution during SEF Process
4.4. Textures Evolution during Solution Treatment
5. Conclusions
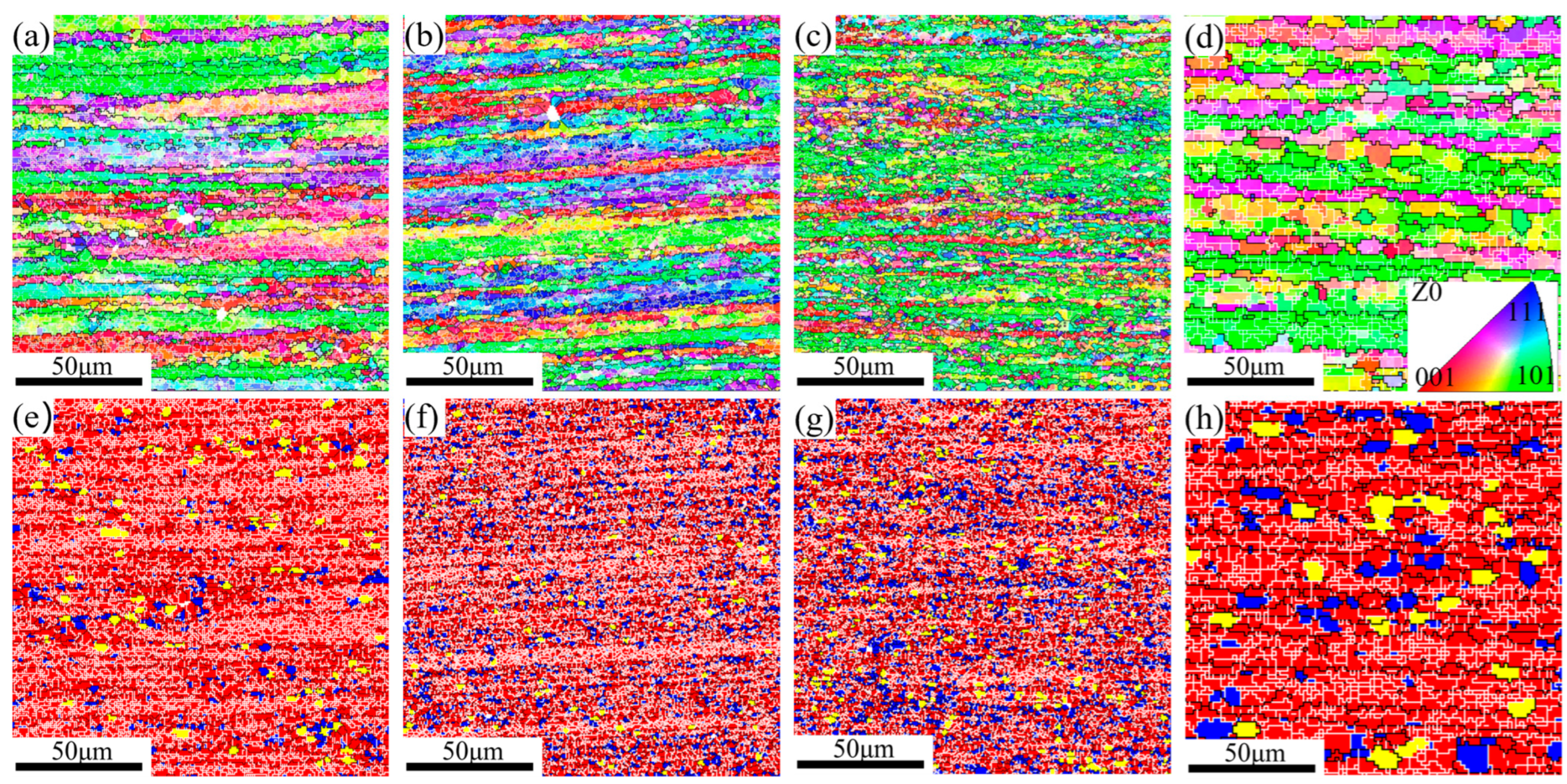
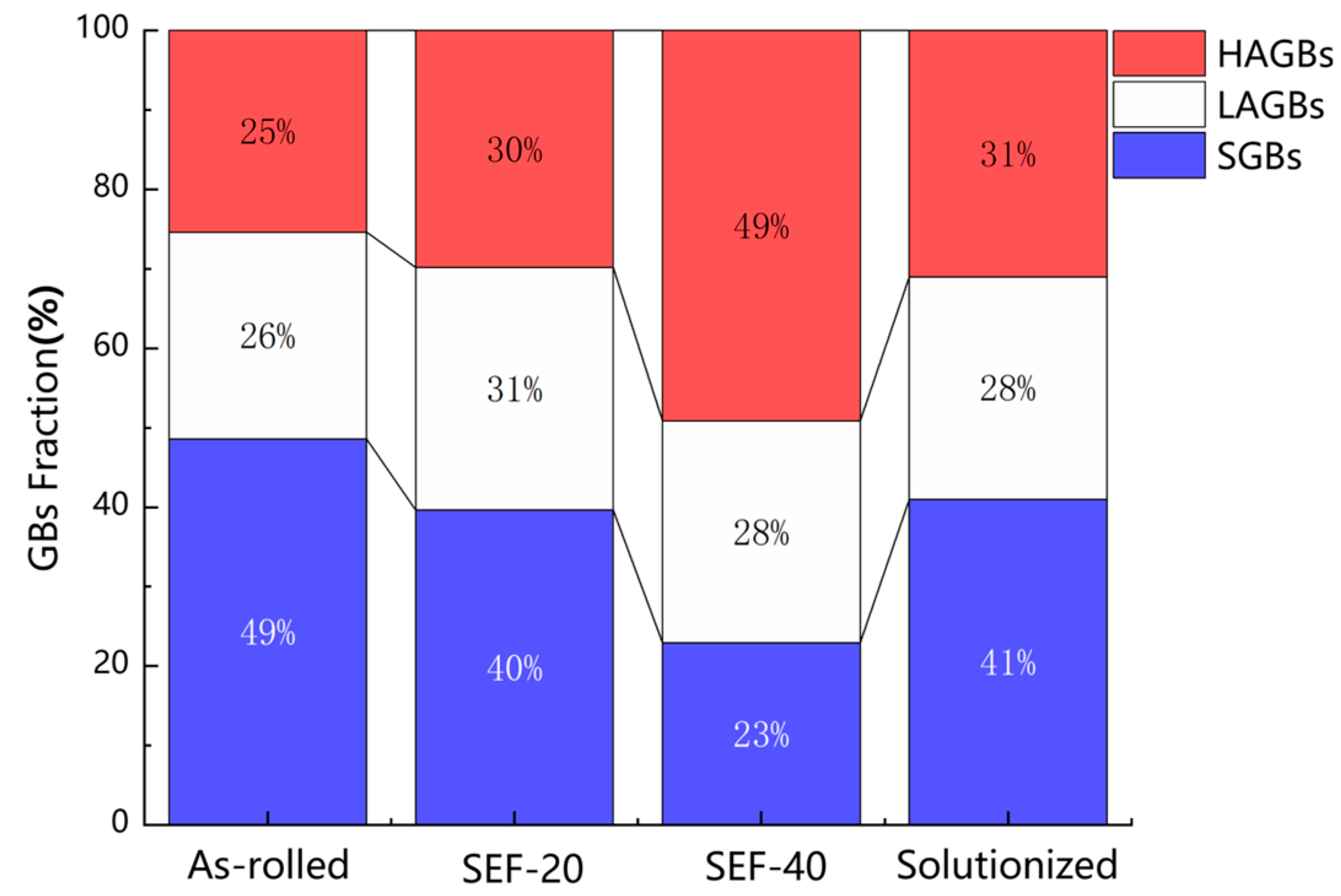
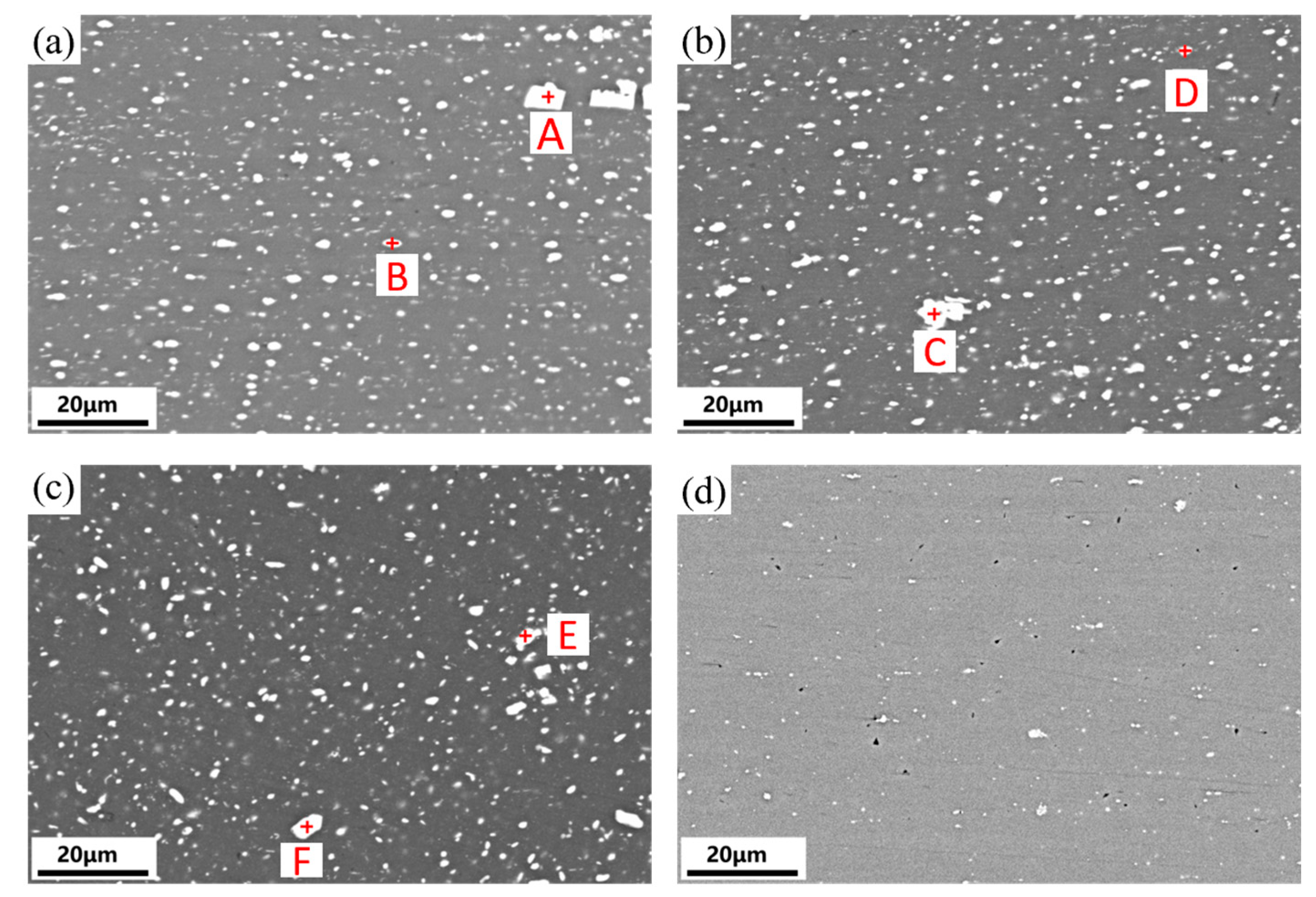
- After SEF-40, the as-rolled lamellar grains were broken up, and the fraction of recrystallized grains reached 20%. The material contains a combination of micron- and nano-sized secondary-phase particles, the former (Al2Cu and T2 phase with aggregated Mg and Ag particles) leads to PSN, and the latter (Al3Zr particles) caused pinning of the grain boundary, which results in continuous dynamic recrystallization;
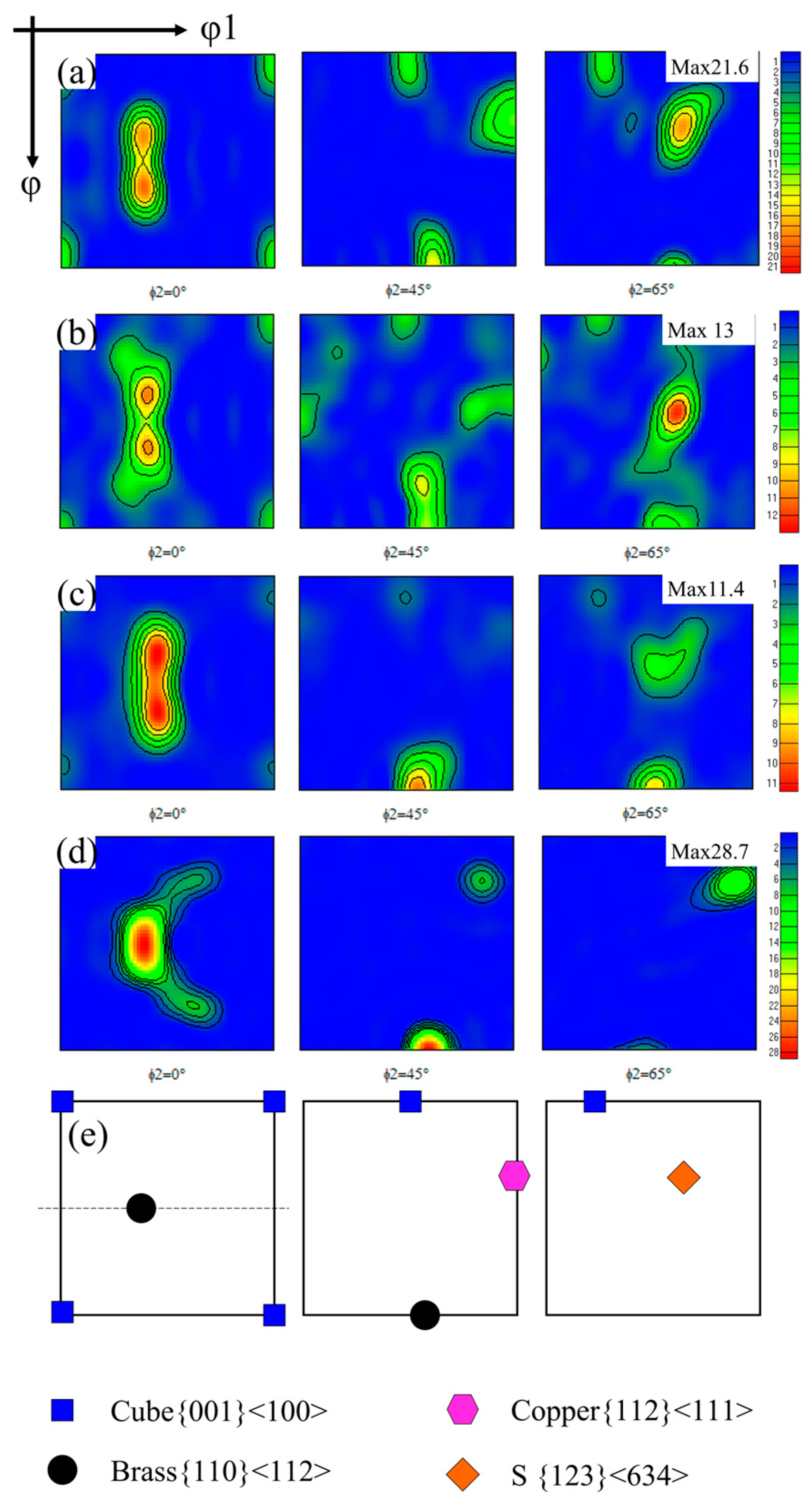
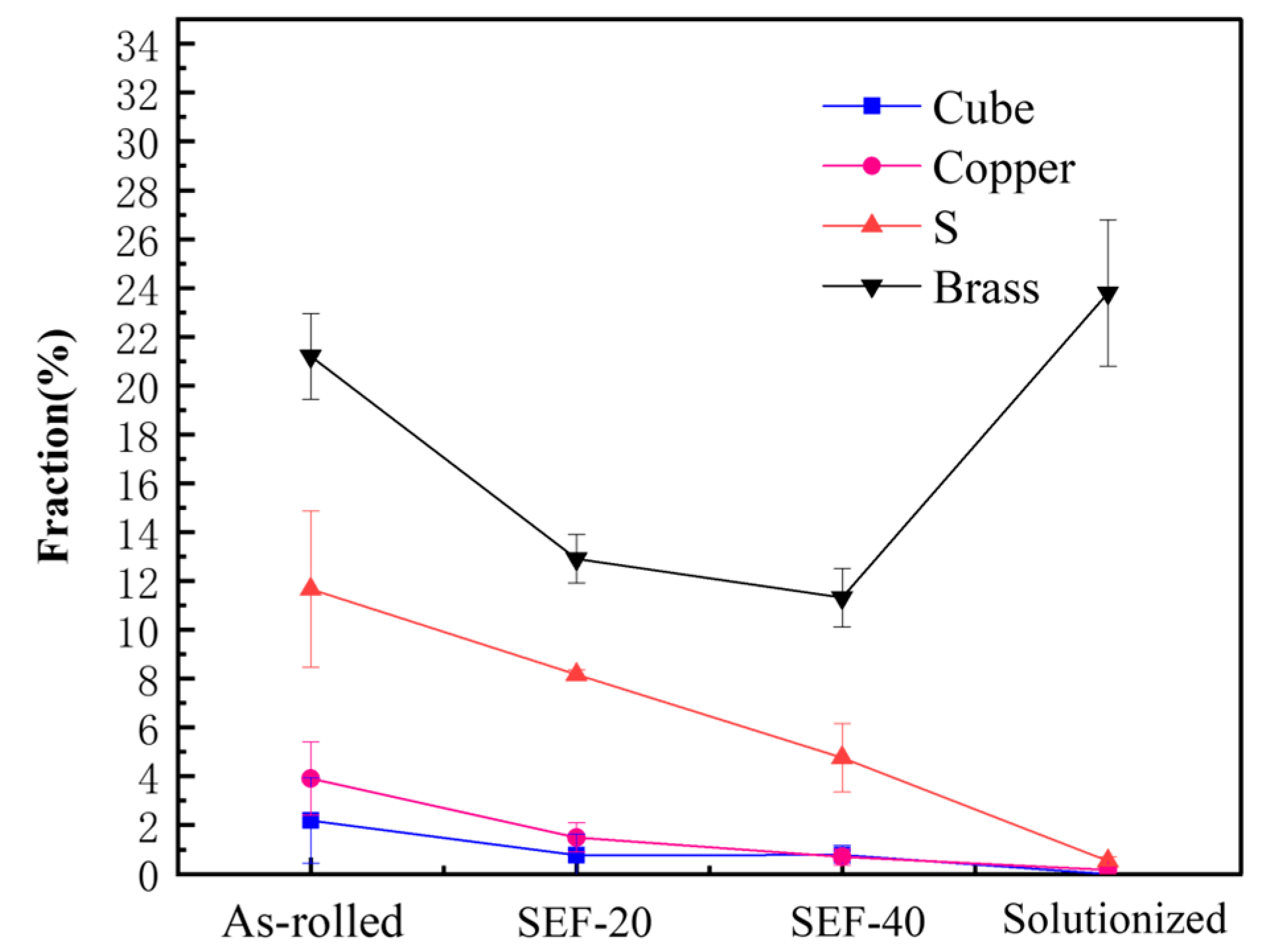
- The deformation texture is gradually weakened by randomly oriented grains produced by PSN during SEF. The cube texture {001} <100 > decreases by 65%, the copper texture {112} < 111 > decreases by 82%, and the S texture {123} < 634 > decreases by 60%. The brass texture {110} <112 >, however, decreases slower in the second pass; this is due to the continuous dynamic recrystallization of {110}-orientation grains, which enhances the brass texture;
- After solution treatment, basically no recrystallization occurs because of the pinning of Al3Zr. Except brass, the other deformation textures almost disappeared. The sharp increase of brass texture is caused by SIBM.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- El-Aty, A.A.; Xu, Y.; Zhang, S.; Ma, Y.; Chen, D. Experimental investigation of tensile properties and anisotropy of 1420, 8090 and 2060 Al-Li alloys sheet undergoing different strain rates and fibre orientation: A comparative study. Procedia Eng. 2017, 2017, 13–18. [Google Scholar] [CrossRef]
- Ahmed, B.; Wu, S.J. Aluminum Lithium Alloys (Al-Li-Cu-X)-New Generation Material for Aerospace Applications. Appl. Mech. Mater. 2013, 440, 104–111. [Google Scholar] [CrossRef]
- Betsofen, S.Y.; Antipov, V.V.; Knyazev, M.I. Al–Cu–Li and Al–Mg–Li alloys: Phase composition, texture, and anisotropy of mechanical properties (Review). Russ. Metall. 2016, 2016, 326–341. [Google Scholar] [CrossRef]
- Xia, Q.; Long, J.; Xiao, G.; Yuan, S.; Qin, Y. Deformation mechanism of ZK61 magnesium alloy cylindrical parts with longitudinal inner ribs during hot backward flow forming. J. Mater. Process. Technol. 2021, 296, 117197. [Google Scholar] [CrossRef]
- Xu, H.Q.; Li, M.Z.; Li, L.L.; Zhang, R.; Wang, D.L.; Liang, W.; Shen, Y.J. Power Spinning Study of Thin-Walled 5A06 Aluminum Alloy Cylinder with Longitudinal and Hoop Inner Ribs for Manufacturing Engineering. Adv. Mater. Res. 2012, 583, 301–305. [Google Scholar] [CrossRef]
- Garmestania, H.; Kalidindib, S.R.; Williamsa, L.; Bacaltchuk, C.M.; Fountain, C.; Lee, E.W.; Es-Said, O.S. Modeling the evolution of anisotropy in Al–Li alloys: Application to Al–Li 2090-T8E41. Int. J. Plast. 2002, 18, 1373–1393. [Google Scholar] [CrossRef]
- Gondo, S.; Arai, H.; Kajino, S.; Hanada, K. Evolution of texture distribution in thickness direction of aluminum sheet in metal spinning. Mater. Charact. 2022, 188, 111877. [Google Scholar] [CrossRef]
- Rakshit, R.; Sarkar, A.; Panda, S.K.; Mandal, S. Influence of out-of-plane stretch forming induced different strain paths on micro-texture evolution, slip system activity and Taylor factor distribution in Al–Li alloy. Mater. Sci. Eng. A 2022, 830, 142267. [Google Scholar] [CrossRef]
- Li, S.; Zhao, Q.; Liu, Z.; Li, F. A Review of Texture Evolution Mechanisms During Deformation by Rolling in Aluminum Alloys. J. Mater. Eng. Perform. 2018, 27, 3350–3373. [Google Scholar] [CrossRef]
- Wang, X.; Liu, H.; Tang, X.; Wang, Y.; Guo, M.; Zhuang, L. Influence of asymmetric rolling on the microstructure, texture evolution and mechanical properties of Al–Mg–Si alloy. Mater. Sci. Eng. A 2022, 844, 143154. [Google Scholar] [CrossRef]
- Ma, Y.-l.; Li, J.-f.; Zhang, R.-z.; Tang, J.-g.; Huang, C.; Li, H.-y.; Zheng, Z.-q. Strength and structure variation of 2195 Al-Li alloy caused by different deformation processes of hot extrusion and cold-rolling. Trans. Nonferrous Met. Soc. China 2020, 30, 835–849. [Google Scholar] [CrossRef]
- Jata, K.V.; Singh, A.K. Texture and Its Effects on Properties in Aluminum–Lithium Alloys. In Aluminum-Lithium Alloys; Butterworth-Heinemann: Oxford, UK, 2014; pp. 139–163. [Google Scholar]
- Xie, Y.; Deng, Y.; Wang, Y.; Guo, X. Effect of asymmetric rolling and subsequent ageing on the microstructure, texture and mechanical properties of the Al-Cu-Li alloy. J. Alloys Compd. 2020, 836, 155445. [Google Scholar] [CrossRef]
- Bate, P.S.; Ridley, N.; Zhang, B. Mechanical behaviour and microstructural evolution in superplastic Al-Li-Mg-Cu-Zr AA8090. Acta Mater. 2007, 55, 4995–5006. [Google Scholar] [CrossRef]
- Wang, Y.X.; Zhao, G.Q.; Xu, X.; Chen, X.X. Effect of extrusion parameters on microstructure, texture and mechanical property anisotropy of spray deposited 2195 Al-Li alloy profile. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2021, 818, 19. [Google Scholar] [CrossRef]
- Duan, S.; Guo, F.; Zhang, Y.; Chong, K.; Lee, S.; Matsuda, K.; Zou, Y. Effects of texture and precipitates characteristics on anisotropic hardness evolution during artificial aging for an Al–Cu–Li alloy. Mater. Des. 2021, 212, 110216. [Google Scholar] [CrossRef]
- Wang, X.-Y.; Jiang, J.-T.; Li, G.-A.; Wang, X.-M.; Shao, W.-Z.; Zhen, L. Particle-stimulated nucleation and recrystallization texture initiated by coarsened Al2CuLi phase in Al–Cu–Li alloy. J. Mater. Res. Technol. 2021, 10, 643–650. [Google Scholar] [CrossRef]
- Zhao, Q.; Liu, Z.; Wahab, M.A. Enhanced Brass texture of hot-rolled Al-4Cu-1.6Mg alloy by 0.1% Zr addition. Mater. Charact. 2020, 169, 110643. [Google Scholar] [CrossRef]
- Yang, S.; Liu, L.; Gao, F.; Xu, Z.; Song, D.; Jiang, P. Evolution of texture and precipitates in Al–Cu–Li alloy during deformation and heat treatment and its effect on anisotropy. Mater. Res. Express 2021, 8, 056509. [Google Scholar] [CrossRef]
- Zang, Q.; Chen, H.; Lee, Y.-S.; Yu, H.; Kim, M.-S.; Kim, H.-W. Improvement of anisotropic tensile properties of Al-7.9Zn-2.7Mg-2.0Cu alloy sheets by particle stimulated nucleation. J. Alloys Compd. 2020, 828, 154330. [Google Scholar] [CrossRef]
- She, H.; Shu, D.; Dong, A.; Wang, J.; Sun, B.; Lai, H. Relationship of particle stimulated nucleation, recrystallization and mechanical properties responding to Fe and Si contents in hot-extruded 7055 aluminum alloys. J. Mater. Sci. Technol. 2019, 35, 2570–2581. [Google Scholar] [CrossRef]
- Wang, X.; Guo, M.; Moliar, O.; Peng, W.; Xie, C.; Chen, J.; Wang, Y. Enhanced grain refinement and texture weakening in Al–Mg–Si alloy through a novel thermomechanical processing. J. Alloys Compd. 2022, 925, 166654. [Google Scholar] [CrossRef]
- Chen, X.; Zhao, G.; Xu, X.; Wang, Y. Effects of heat treatment on the microstructure, texture and mechanical property anisotropy of extruded 2196 Al-Cu-Li alloy. J. Alloys Compd. 2021, 862, 158102. [Google Scholar] [CrossRef]
- Khani Moghanaki, S.; Kazeminezhad, M.; Logé, R. Effect of concurrent precipitation on the texture evolution during continuous heating of multi directionally forged solution treated Al-Cu-Mg alloy. Mater. Charact. 2017, 131, 399–405. [Google Scholar] [CrossRef]
- Wang, X.-f.; Guo, M.-x.; Peng, W.-f.; Wang, Y.-g.; Zhuang, L.-z. Relationship among solution heating rate, mechanical properties, microstructure and texture of Al−Mg−Si−Cu alloy. Trans. Nonferrous Met. Soc. China 2021, 31, 36–52. [Google Scholar] [CrossRef]
- Liu, T.L.; Li, H.R.; Ma, Y.L.; Li, J.F.; Liu, D.Y.; Lu, D.D.; Guo, Y.J. Investigation of anisotropy and structure variation of spray-formed 2195 Al-Li alloy via final temperature-controlled rolling and cold rolling. J. Alloys Compd. 2023, 937, 168414. [Google Scholar] [CrossRef]
- Zhang, J.X.; Ma, M.; Liu, W.C. Effect of initial grain size on the recrystallization and recrystallization texture of cold-rolled AA 5182 aluminum alloy. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2017, 690, 233–243. [Google Scholar] [CrossRef]
- Rometsch, P.A.; Zhang, Y.; Knight, S. Heat treatment of 7xxx series aluminium alloys—Some recent developments. Trans. Nonferrous Met. Soc. China 2014, 24, 2003–2017. [Google Scholar] [CrossRef]
- Sidor, J.J.; Decroos, K.; Petrov, R.H.; Kestens, L.A.I. Evolution of recrystallization textures in particle containing Al alloys after various rolling reductions: Experimental study and modeling. Int. J. Plast. 2015, 66, 119–137. [Google Scholar] [CrossRef]
- Li, X.-y.; Xia, W.-j.; Chen, J.-h.; Yan, H.-g.; Li, Z.-z.; Su, B.; Song, M. Dynamic recrystallization, texture and mechanical properties of high Mg content Al–Mg alloy deformed by high strain rate rolling. Trans. Nonferrous Met. Soc. China 2021, 31, 2885–2898. [Google Scholar] [CrossRef]
- Luo, W.; Chen, F.; Xu, B.; Yang, Z.; Guo, Y.; Lu, B.; Huang, T. Study on compound spinning technology of large thin-walled parts with ring inner ribs and curvilinear generatrix. Int. J. Adv. Manuf. Technol. 2018, 98, 1199–1216. [Google Scholar] [CrossRef]
- Zeng, X.; Fan, X.G.; Li, H.W.; Zhan, M.; Li, S.H.; Wu, K.Q.; Ren, T.W. Heterogeneous microstructure and mechanical property of thin-walled tubular part with cross inner ribs produced by flow forming. Mater. Sci. Eng. A 2020, 790, 139702. [Google Scholar] [CrossRef]
- Zhang, Y.; Juul Jensen, D.; Zhang, Y.; Lin, F.; Zhang, Z.; Liu, Q. Three-dimensional investigation of recrystallization nucleation in a particle-containing Al alloy. Scr. Mater. 2012, 67, 320–323. [Google Scholar] [CrossRef]
- Schäfer, C.; Song, J.; Gottstein, G. Modeling of texture evolution in the deformation zone of second-phase particles. Acta Mater. 2009, 57, 1026–1034. [Google Scholar] [CrossRef]
- Humphreys, J.; Rohrer, G.S.; Rollett, A. Recrystallization of Two-Phase Alloys. In Recrystallization and Related Annealing Phenomena; Pergamon Press: Oxford, Uk, 2017; pp. 321–359. [Google Scholar]
- Wang, K.; Yin, D.; Zhao, Y.-C.; Atrens, A.; Zhao, M.-C. Microstructural evolution upon heat treatments and its effect on corrosion in Al-Zn-Mg alloys containing Sc and Zr. J. Mater. Res. Technol. 2020, 9, 5077–5089. [Google Scholar] [CrossRef]
- Liu, Q.; Huang, X.; Yao, M.; Yang, J. On deformation-induced continuous recrystallization in a superplastic Al-Li-Cu-Mg-Zr alloy. Acta Metall. Et Mater. 1992, 40, 1753–1762. [Google Scholar] [CrossRef]
- Tong, M.; Jiang, F.; Wang, H.; Jiang, J.; Wu, M.; Tang, Z. The evolutions of flow stress and microstructure of Al-Mg-Mn-Sc-Zr alloy at elevated temperatures. Mater. Charact. 2021, 182, 111560. [Google Scholar] [CrossRef]
- Mondal, C.; Singh, A.K.; Mukhopadhyay, A.K.; Chattopadhyay, K. Formation of a single, rotated-Brass {110} <556> texture by hot cross-rolling of an Al-Zn-Mg-Cu-Zr alloy. Scr. Mater. 2011, 64, 446–449. [Google Scholar] [CrossRef]
- Liu, F.; Liu, Z.; Jia, P.; Bai, S.; Yan, P.; Hu, Y. Dynamic dissolution and texture evolution of an Al–Cu–Mg–Ag alloy during hot rolling. J. Alloys Compd. 2020, 827, 154254. [Google Scholar] [CrossRef]
- Doherty, R.D.; Hughes, D.A.; Humphreys, F.J.; Jonas, J.J.; Jensen, D.J.; Kassner, M.E.; King, W.E.; McNelley, T.R.; McQueen, H.J.; Rollett, A.D. Current issues in recrystallization: A review. Mater. Sci. Eng. A 1997, 238, 219–274. [Google Scholar] [CrossRef]
- Zhao, Q.; Liu, Z.Y. Texture Evolution of Hot Rolled Al-Cu-Mg-Zr Alloy During Annealing. Met. Mater. Int. 2022, 28, 2947–2961. [Google Scholar] [CrossRef]
- Tsivoulas, D.; Prangnell, P.B. The effect of Mn and Zr dispersoid-forming additions on recrystallization resistance in Al-Cu-Li AA2198 sheet. Acta Mater. 2014, 77, 1–16. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Point | Al (%) | Cu (%) | Mg (%) | Ag (%) | Close Phase |
|---|---|---|---|---|---|
| A | 67.3 | 32.1 | Al2Cu | ||
| B | 86.3 | 13.7 | Al6CuLi3 | ||
| C | 70.3 | 29.6 | Al2Cu | ||
| D | 67.3 | 32.1 | Al2Cu | ||
| E | 69.1 | 29.7 | 0.5 | 0.1 | Al2Cu |
| F | 75.4 | 24.4 | 0.1 | 0.1 | Al2Cu |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Xiong, W.; Zheng, Y.; Zhang, J. The Correlation between Texture Evolution and Recrystallization Behavior during Rheologic Forming of 2195 Al–Li Alloy Cylindric Shell. Metals 2023, 13, 853. https://doi.org/10.3390/met13050853
Wang X, Xiong W, Zheng Y, Zhang J. The Correlation between Texture Evolution and Recrystallization Behavior during Rheologic Forming of 2195 Al–Li Alloy Cylindric Shell. Metals. 2023; 13(5):853. https://doi.org/10.3390/met13050853
Chicago/Turabian StyleWang, Xiaona, Wei Xiong, Ying Zheng, and Jin Zhang. 2023. "The Correlation between Texture Evolution and Recrystallization Behavior during Rheologic Forming of 2195 Al–Li Alloy Cylindric Shell" Metals 13, no. 5: 853. https://doi.org/10.3390/met13050853
APA StyleWang, X., Xiong, W., Zheng, Y., & Zhang, J. (2023). The Correlation between Texture Evolution and Recrystallization Behavior during Rheologic Forming of 2195 Al–Li Alloy Cylindric Shell. Metals, 13(5), 853. https://doi.org/10.3390/met13050853