
Formation Mechanism and Evolution of Plastic Damage in Billet during Reduction Pretreatment




Abstract
:1. Introduction
2. Materials and Experimental Methods
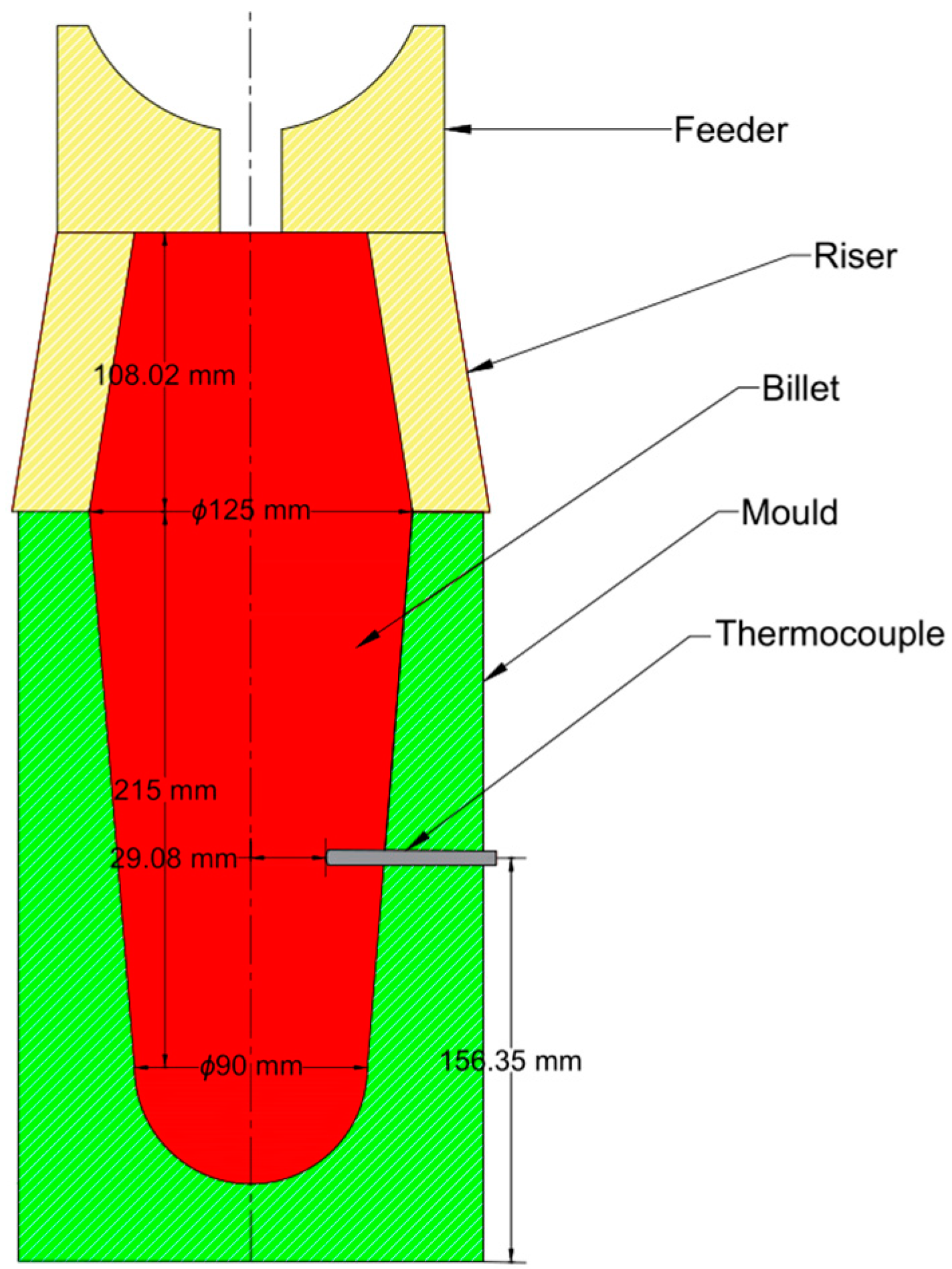
2.1. Materials and Experimental Procedure for Reduction Pretreatment
2.2. Isothermal Tension Tests
3. Experimental Results and Discussions
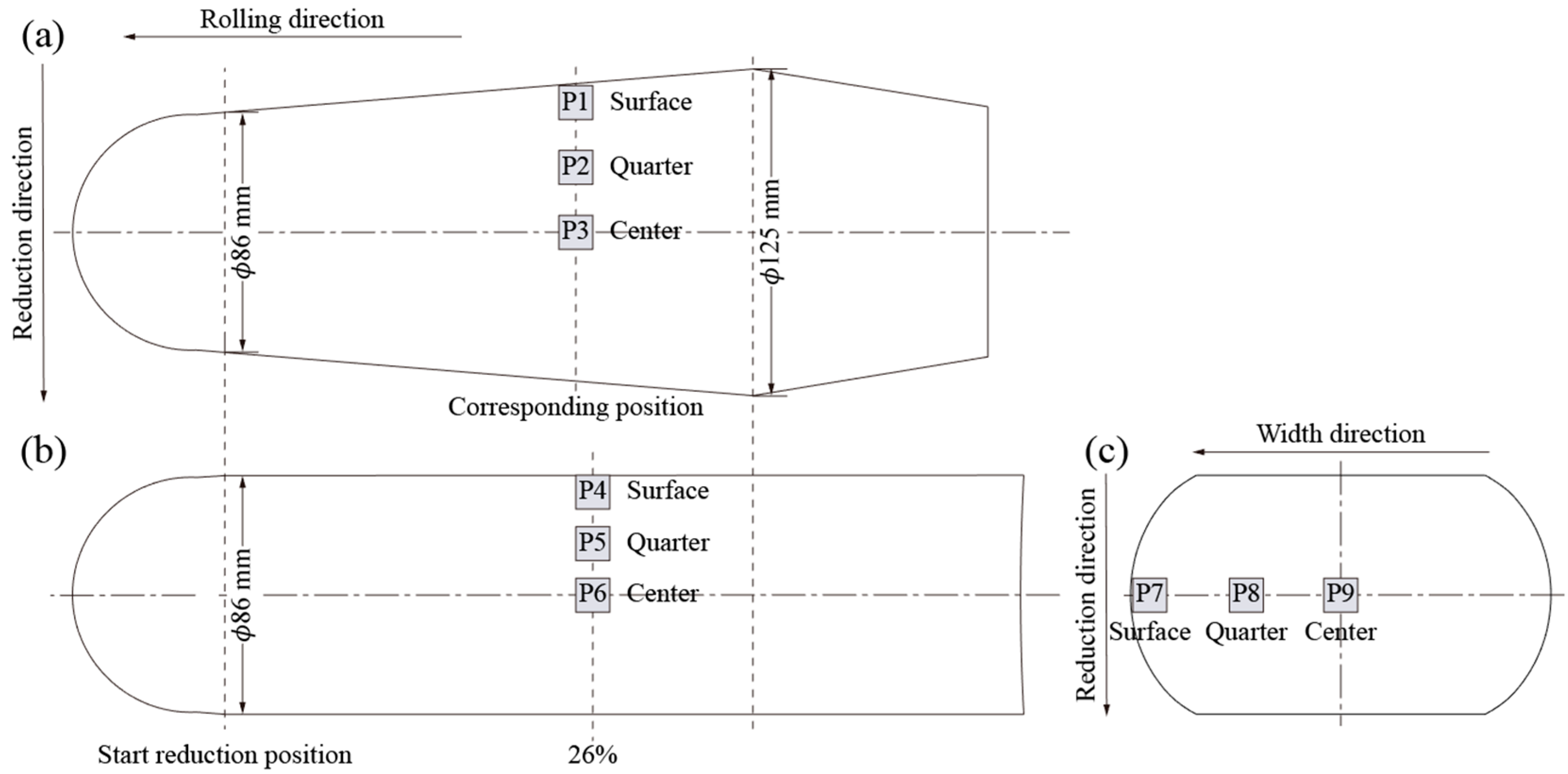
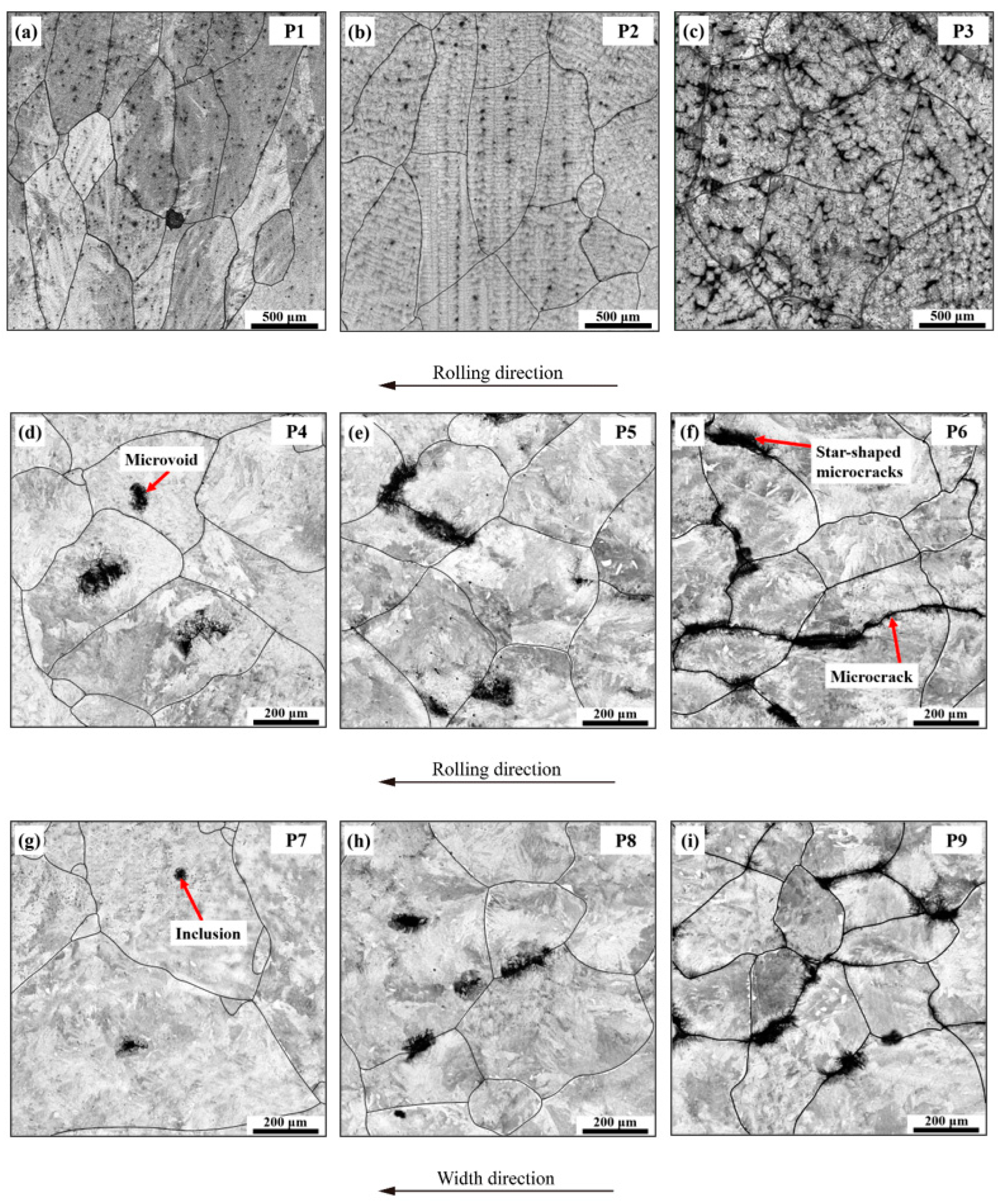
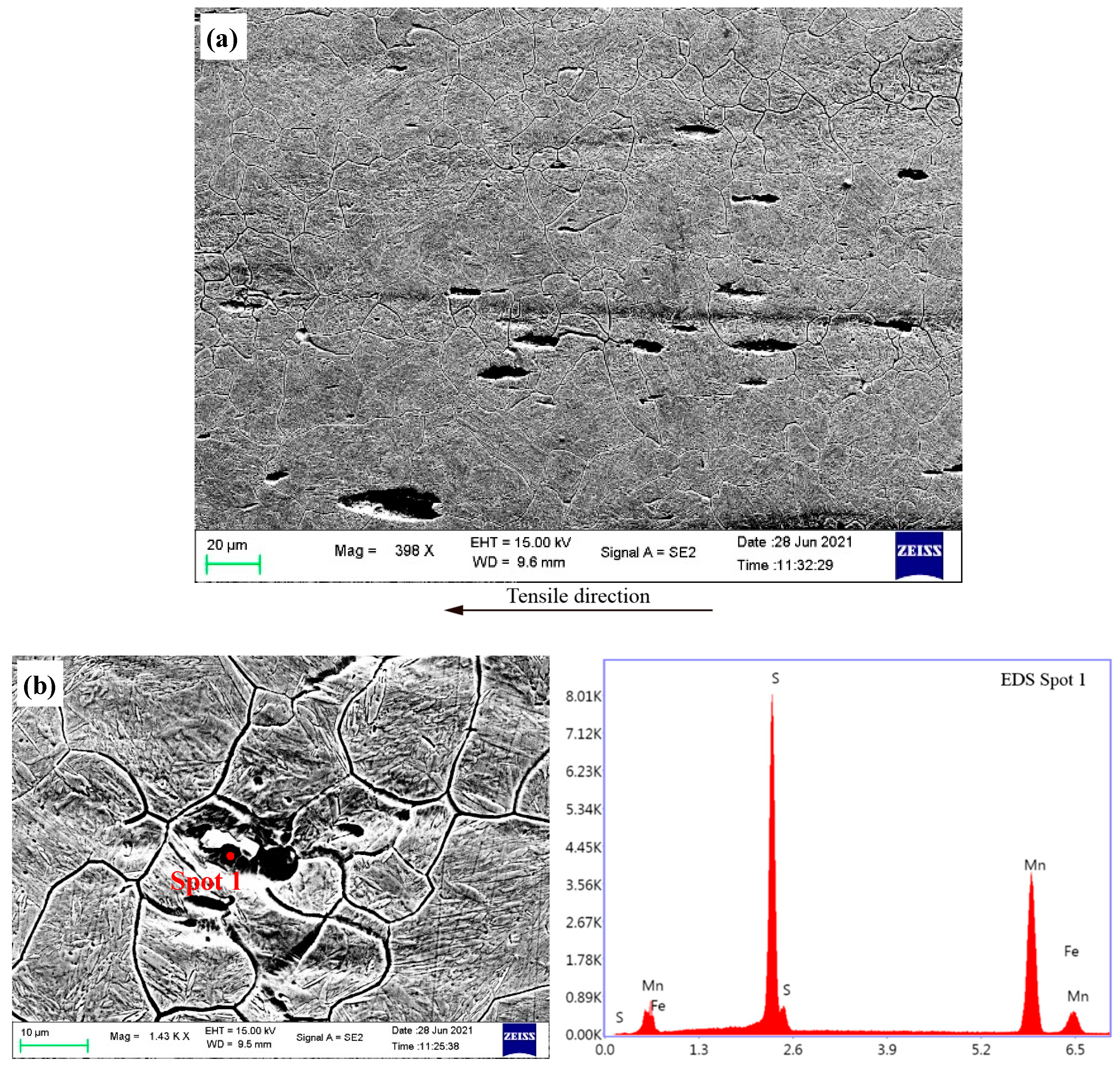
3.1. Microstructures and Damage Distribution in Reduction Pretreatment
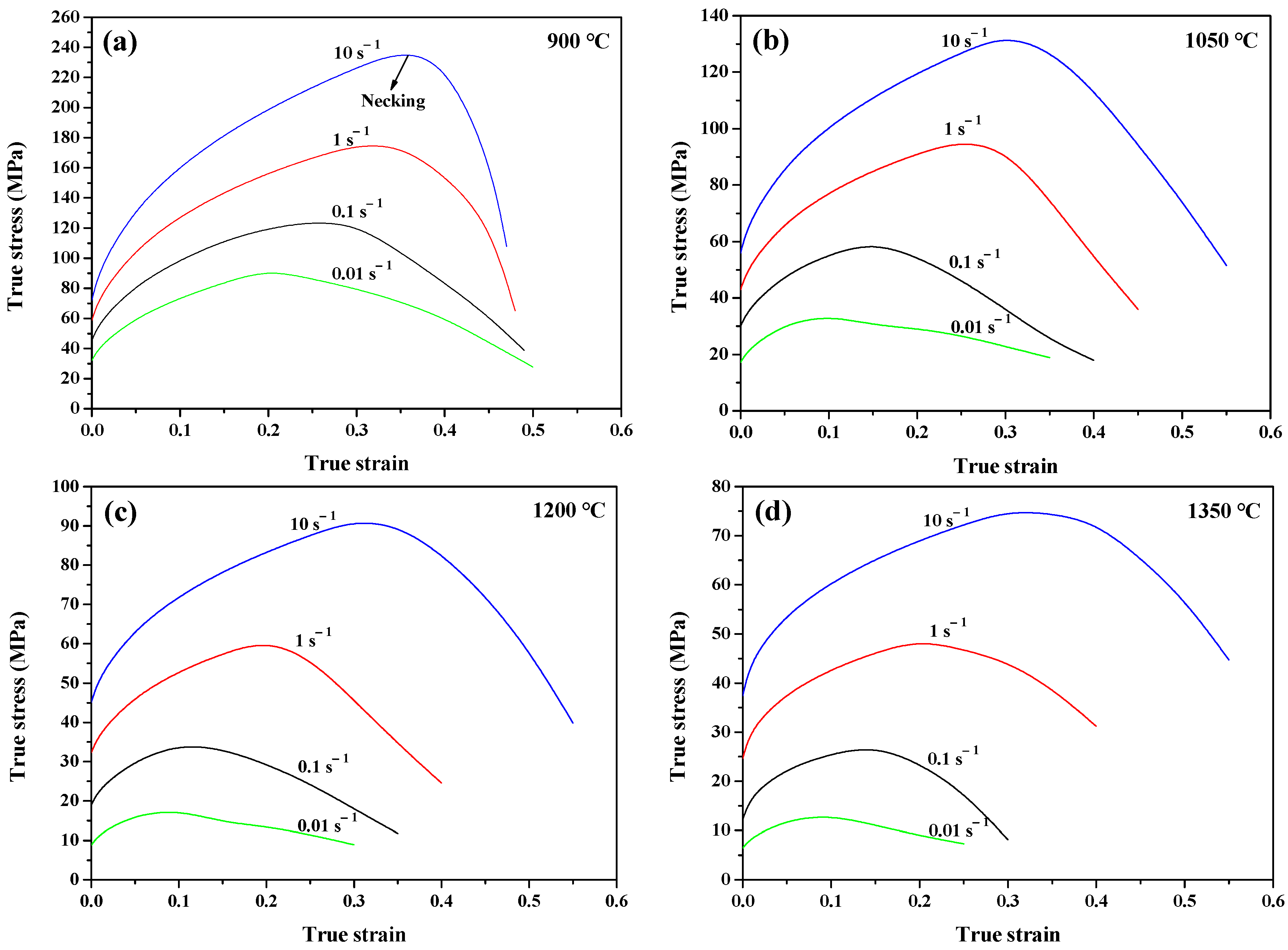
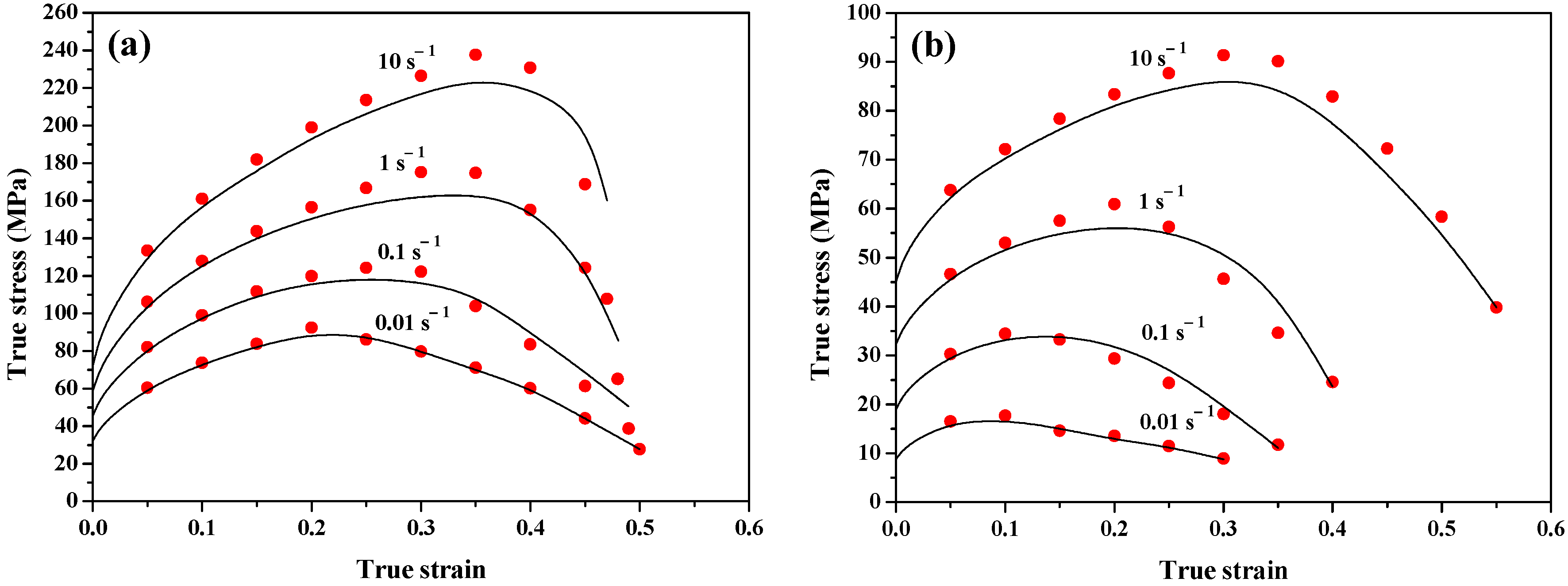
3.2. Results of Isothermal Tension Tests
3.3. Formation Mechanism of Plastic Damage
4. Plastic Damage Model Based on Isothermal Tension Test
4.1. Development of Plastic Damage Model
4.2. Determination of Material Constants
4.3. Validation and Discussion
5. Application of Plastic Damage Model to Analysis of Reduction Pretreatment
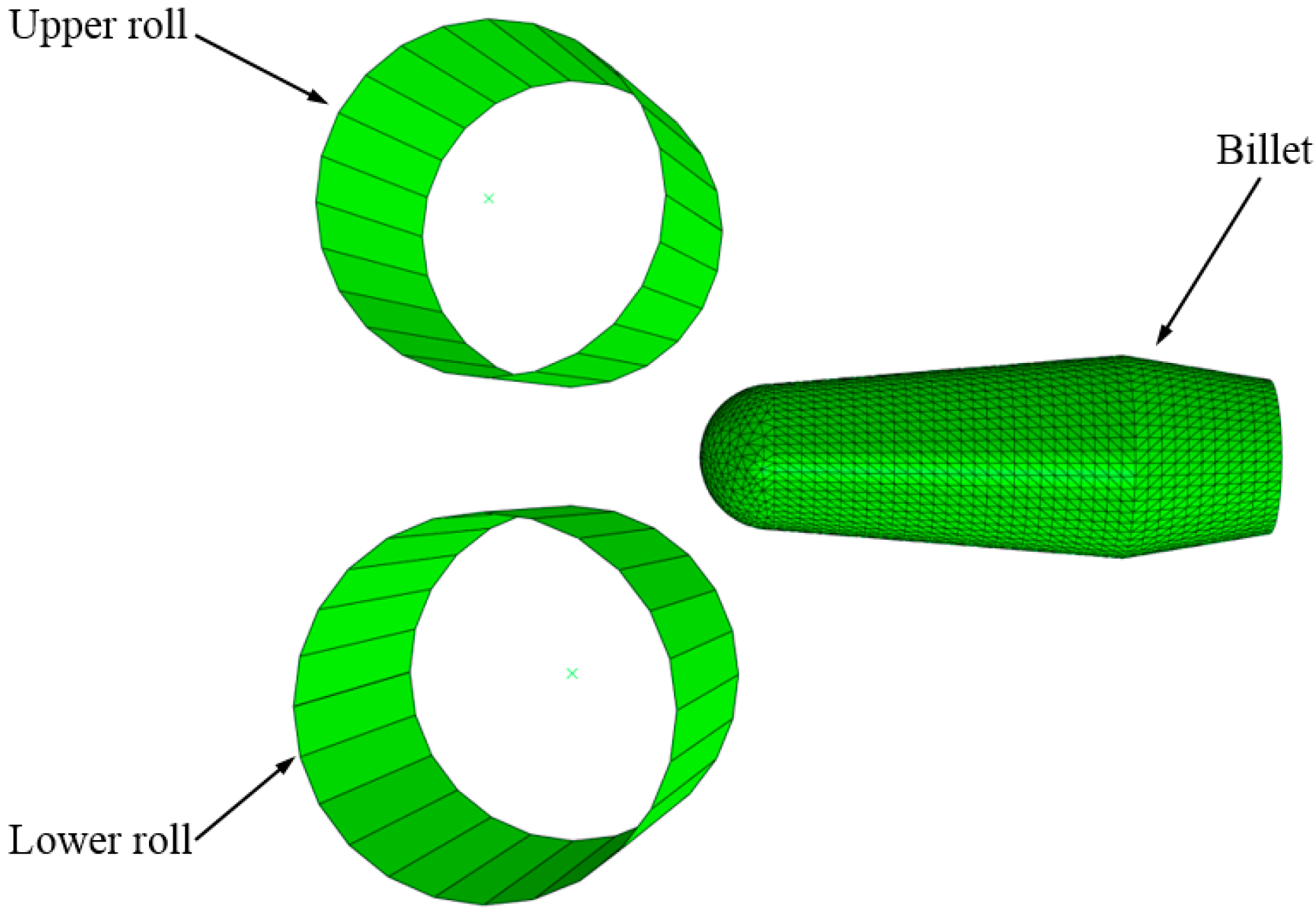
5.1. Numerical Simulation of Damage Evolution
5.2. Analysis of Damage Evolution during Reduction Pretreatment
6. Conclusions
- (1)
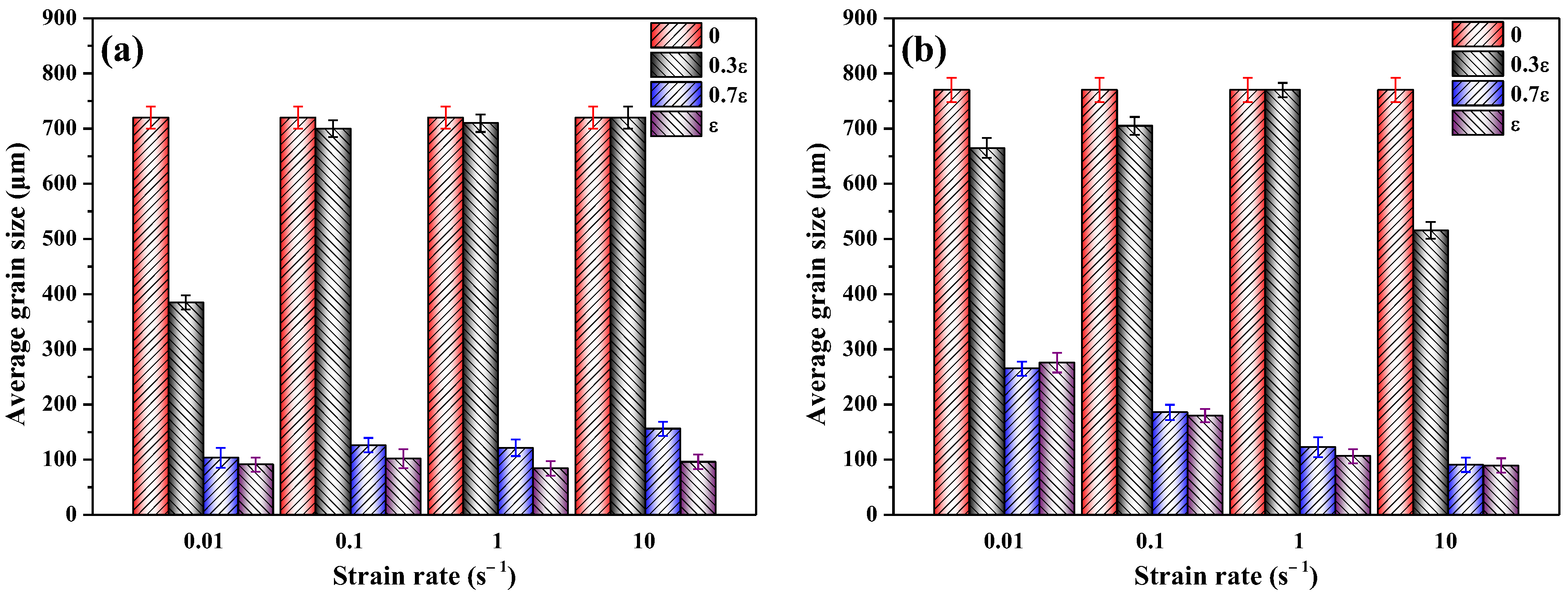
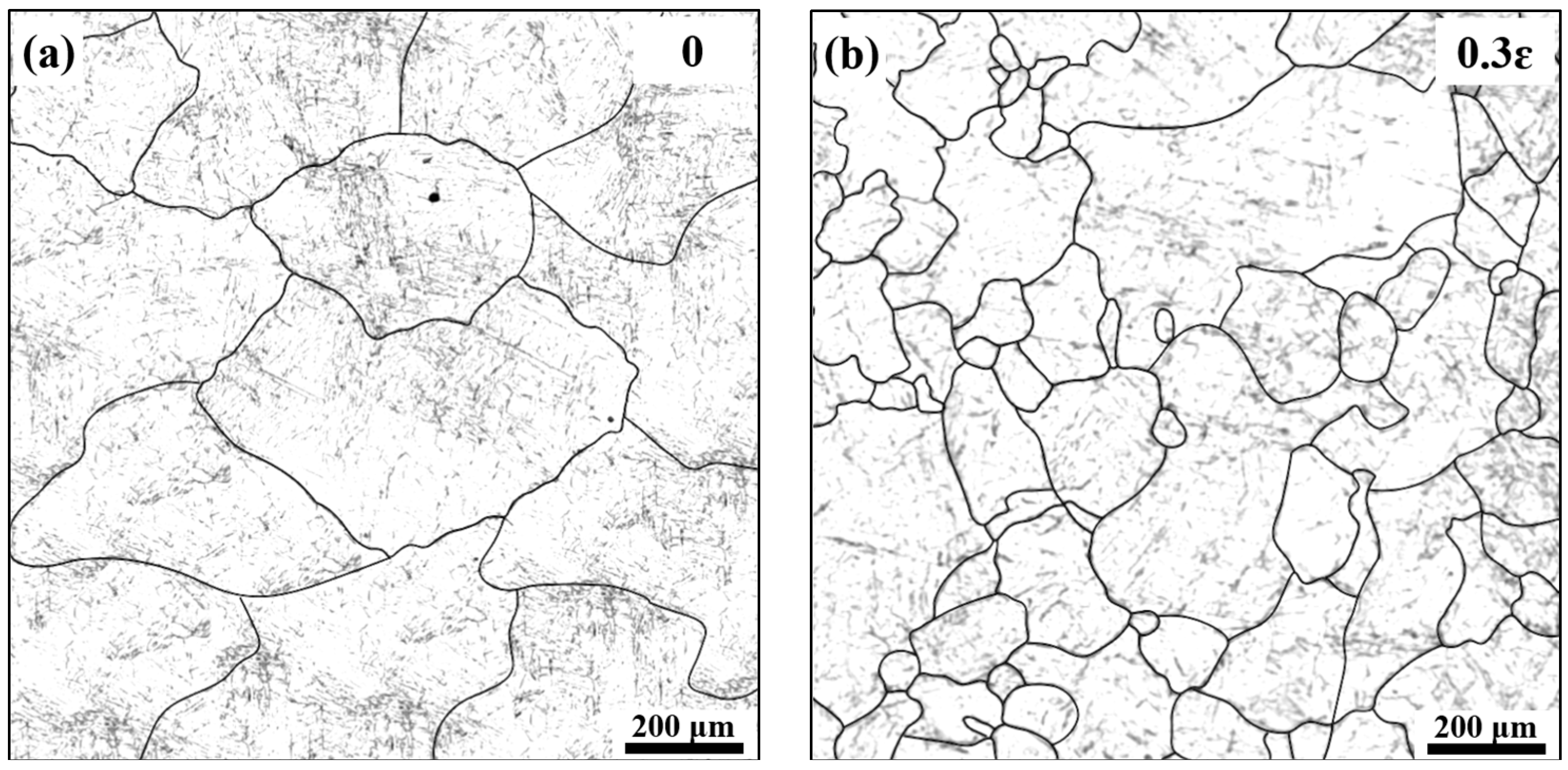
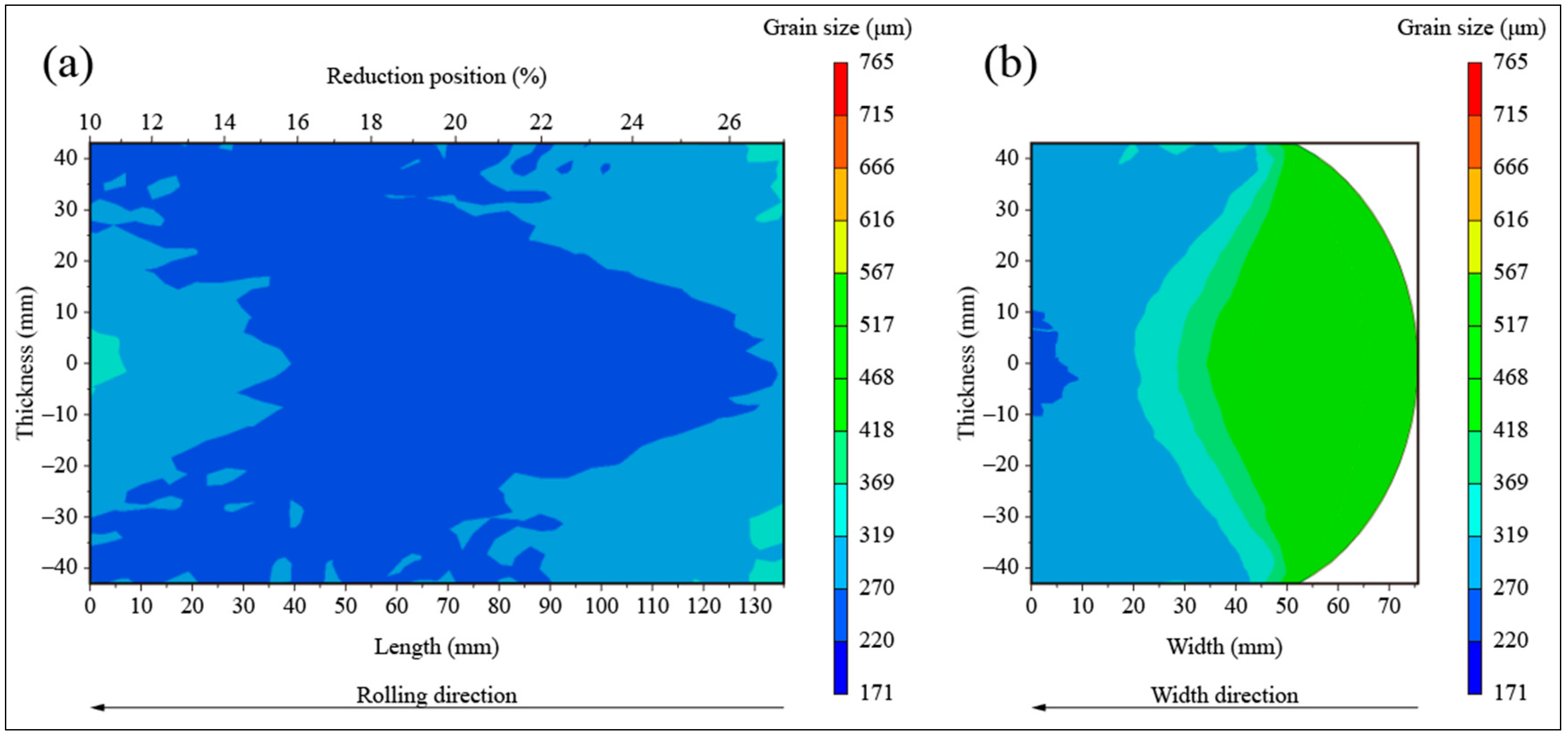
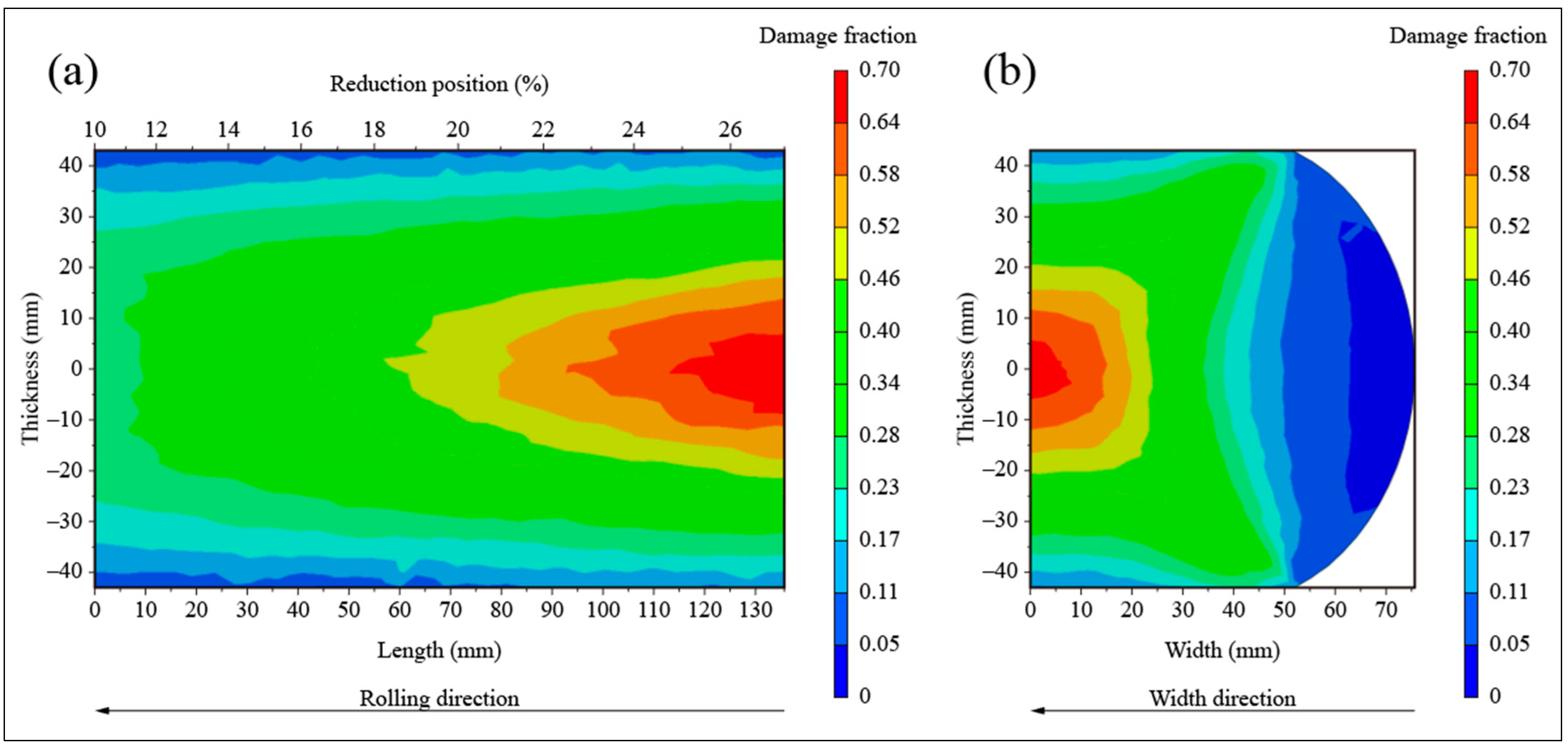
- Austenite grain refinement at the center of the billet is obvious following reduction pretreatment. Microvoid damage occurs near the surface of the billet. Both microvoid and grain boundary damage are found at the quarter. The plastic damage at the center is mainly grain boundary damage and many star-shaped microcracks are produced along the grain boundary.
- (2)
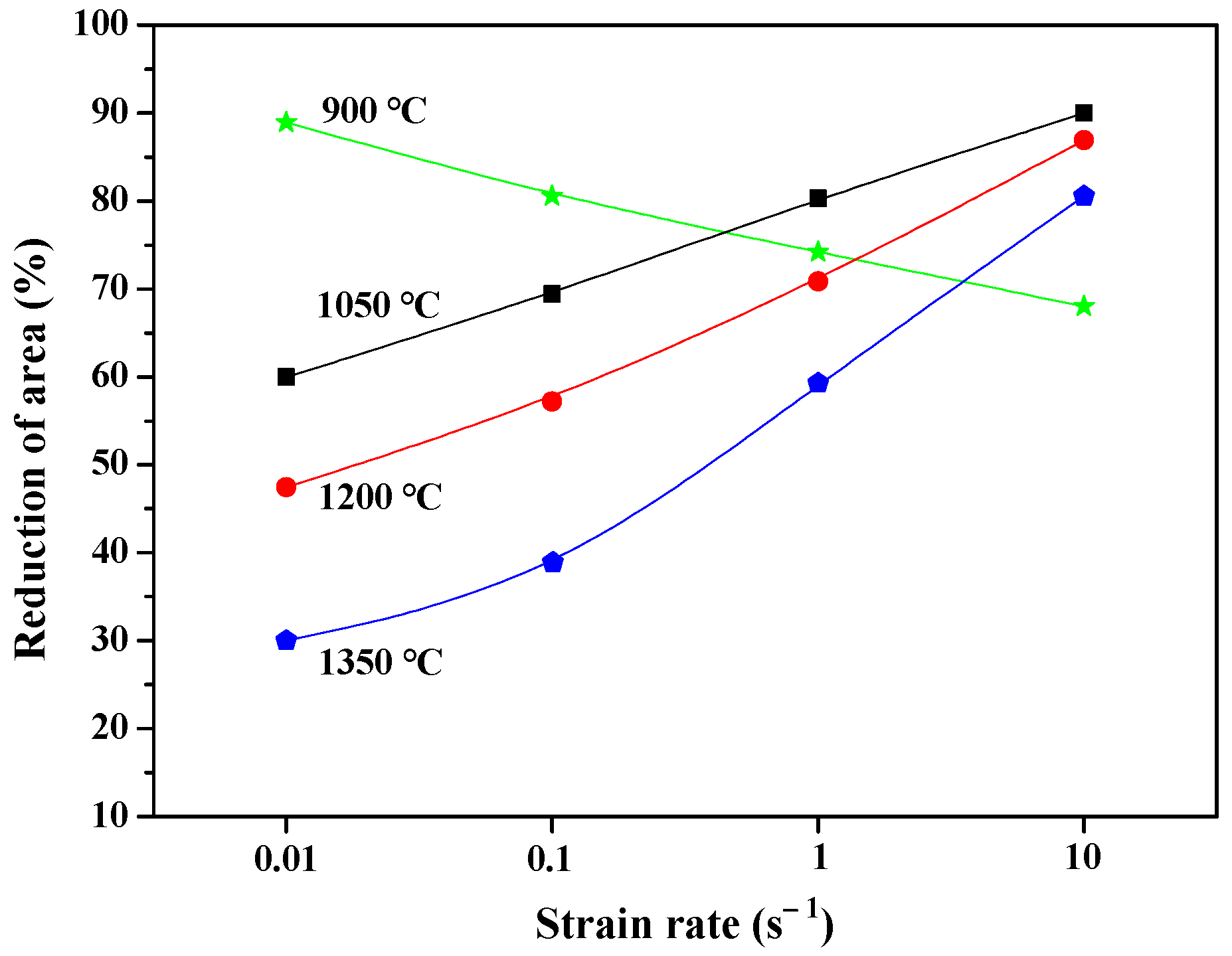
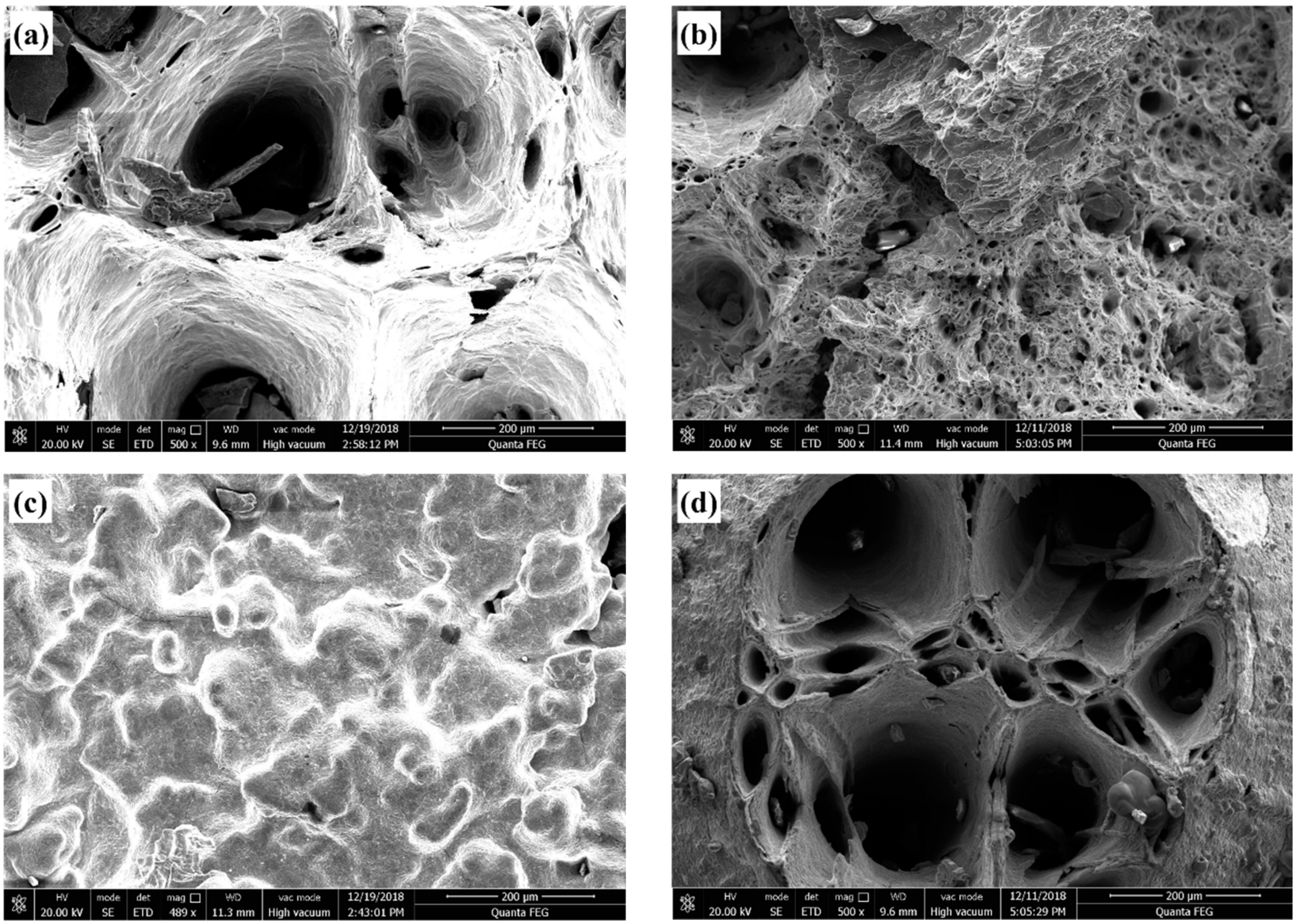
- The plastic damage occurring at 900 °C is inclusion damage caused by dislocation movement. Dislocations accumulate rapidly as strain rate increases, leading to nucleation and increased damage. When the temperature reaches above 1050 °C, the plastic damage is transformed from grain boundary damage caused by grain boundary slip to inclusion damage as strain rate increases.
- (3)
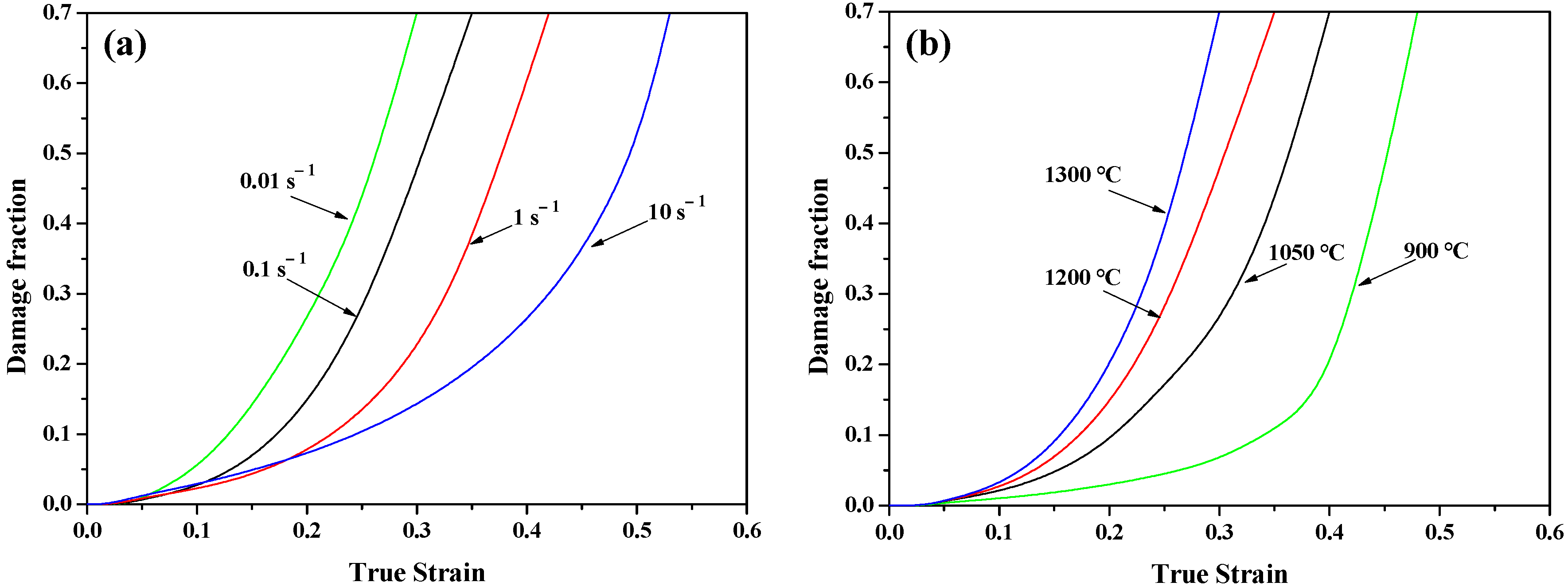
- The established plastic damage model, which takes into account the interaction between different physical variables, can be used to perfectly describe damage evolution under different deformation temperatures and strain rates. The growth rate of plastic damage differs at different deformation stages. Therefore, plastic damage curves with different strain rates have intersection points.
- (4)
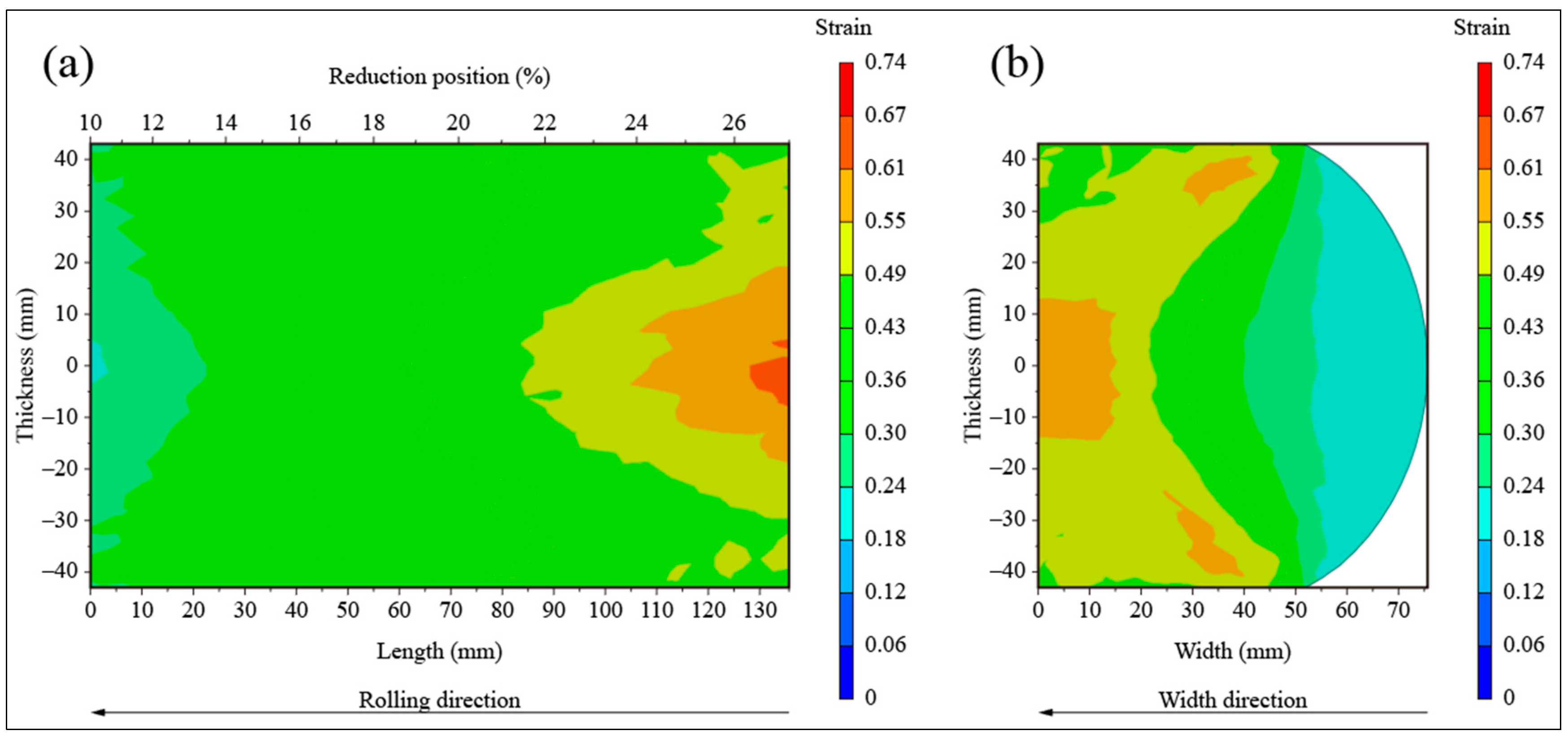
- The results of the simulations show that the established plastic damage model is reliable and can be used to describe plastic damage evolution during reduction pretreatment. As reduction exceeds 20%, the strain at the center becomes greater than the strain near the surface. Although DRX at the center can refine grains and slow down the dislocation movement, grain boundary damage caused by grain boundary slip accumulates rapidly. As reduction increases to 26%, the damage at the center reaches 0.7 and microcracks appear.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dezecot, S.; Maurel, V.; Buffiere, J.Y.; Szmytka, F.; Koster, A. 3D characterization and modeling of low cycle fatigue damage mechanisms at high temperature in a cast aluminum alloy. Acta Mater. 2017, 123, 24–34. [Google Scholar] [CrossRef]
- Bao, J.; Wu, S.; Withers, P.J.; Wu, Z.; Li, F.; Fu, Y.; Sun, W. Defect evolution during high temperature tension-tension fatigue of SLM AISi10Mg alloy by synchrotron tomography. Mater. Sci. Eng. A 2020, 792, 139809. [Google Scholar] [CrossRef]
- Li, H.; Gong, M.; Li, T.; Wang, Z.; Wang, G. Effects of hot-core heavy reduction rolling during continuous casting on microstructures and mechanical properties of hot-rolled plates. J. Mater. Process. Technol. 2020, 283, 116708. [Google Scholar] [CrossRef]
- Liu, H.; Cheng, Z.; Yu, W.; Cai, Q. Recrystallization and diffusion mechanisms of segregation improvement in cast billets by high temperature reduction pretreatment. Mater. Res. Express 2021, 8, 046539. [Google Scholar] [CrossRef]
- Ning, Z.; Yu, W.; Liu, H.; Cai, Q. Effect of reduction pretreatment process on evolution of micro-porosity in 42CrMo billet. J. Iron Steel Res. Int. 2021, 28, 413–423. [Google Scholar] [CrossRef]
- Liu, H.; Cheng, Z.; Yu, W.; Zhou, Z.; Cheng, L.; Cai, Q. Effect of high-temperature reduction pretreatment on internal quality of 42CrMo casting billet. J. Iron Steel Res. Int. 2021, 28, 693–702. [Google Scholar] [CrossRef]
- Ning, Z.; Li, X.; Liu, H.; Cai, Q.; Yu, W. Experimental and Simulation Study on the Effect of Reduction Pretreatment on the Void Healing of Heavy Plate. Metals 2022, 12, 400. [Google Scholar] [CrossRef]
- Liu, H.; Cheng, Z.; Yu, W.; Wang, G.; Zhou, J.; Cai, Q. Deformation behavior and constitutive equation of 42crmo steel at high temperature. Metals 2021, 11, 1614. [Google Scholar] [CrossRef]
- Kadkhodapour, J.; Butz, A.; Ziaei Rad, S. Mechanisms of void formation during tensile testing in a commercial, dual-phase steel. Acta Mater. 2011, 59, 2575–2588. [Google Scholar] [CrossRef]
- Lin, J.; Liu, Y.; Dean, T.A. A review on damage mechanisms, models and calibration methods under various deformation conditions. Int. J. Damage Mech. 2005, 14, 299–319. [Google Scholar] [CrossRef]
- Sabih, A.; Nemes, J.A. Internal ductile failure mechanisms in steel cold heading process. J. Mater. Process. Technol. 2009, 209, 4292–4311. [Google Scholar] [CrossRef]
- Teng, X.; Wierzbicki, T.; Hiermaier, S.; Rohr, I. Numerical prediction of fracture in the taylor test. Int. J. Solids Struct. 2005, 42, 2929–2948. [Google Scholar] [CrossRef]
- Malcher, L.; Andrade Pires, F.M.; César De Sá, J.M.A. An extended GTN model for ductile fracture under high and low stress triaxiality. Int. J. Plast. 2014, 54, 193–228. [Google Scholar] [CrossRef]
- Cao, T.S.; Mazière, M.; Danas, K.; Besson, J. A model for ductile damage prediction at low stress triaxialities incorporating void shape change and void rotation. Int. J. Solids Struct. 2015, 63, 240–263. [Google Scholar] [CrossRef]
- Ambroziak, A. Identification and validation of damage parameters for elasto-viscoplastic chaboche model. Eng. Trans. 2007, 55, 3–28. [Google Scholar] [CrossRef]
- Cao, T.S.; Gachet, J.M.; Montmitonnet, P.; Bouchard, P.O. A lode-dependent enhanced lemaitre model for ductile fracture prediction at low stress triaxiality. Eng. Fract. Mech. 2014, 124–125, 80–96. [Google Scholar] [CrossRef]
- Lin, J.; Mohamed, M.; Balint, D.; Dean, T.A. The development of continuum damage mechanics-based theories for predicting forming limit diagrams for hot stamping applications. Int. J. Damage Mech. 2014, 23, 684–701. [Google Scholar] [CrossRef]
- Liu, Y.; Liu, J.; He, Y. Evolution behavior and closure mechanism of porosity in large billet during the reduction pretreatment. Metals 2022, 12, 599. [Google Scholar] [CrossRef]
- Huo, Y.; Lin, J.; Bai, Q.; Wang, B.; Tang, X.; Ji, H. Prediction of microstructure and ductile damage of a high-speed railway axle steel during cross wedge rolling. J. Mater. Process. Technol. 2017, 239, 359–369. [Google Scholar] [CrossRef]
- Mohamed, M.S.; Foster, A.D.; Lin, J.; Balint, D.S.; Dean, T.A. Investigation of deformation and failure features in hot stamping of AA6082: Experimentation and modelling. Int. J. Mach. Tools Manuf. 2012, 53, 27–38. [Google Scholar] [CrossRef]
- Lin, J.; Dean, T.A. Modelling of microstructure evolution in hot forming using unified constitutive equations. J. Mater. Process. Technol. 2005, 167, 354–362. [Google Scholar] [CrossRef]
- Lin, J.; Liu, Y.; Farrugia, D.C.J.; Zhou, M. Development of dislocation-based unified material model for simulating microstructure evolution in multipass hot rolling. Philos. Mag. 2005, 85, 1967–1987. [Google Scholar] [CrossRef]
- Lin, J.; Liu, Y. A set of unified constitutive equations for modelling microstructure evolution in hot deformation. J. Mater. Process. Technol. 2003, 143–144, 281–285. [Google Scholar] [CrossRef]
- Lin, J.; Yang, J. GA-based multiple objective optimization for determining viscoplastic constitutive equations for superplastic alloys. Int. J. Plast. 1999, 15, 1181–1196. [Google Scholar] [CrossRef]
- Liu, Y.; Liu, J.; He, Y. Microstructure evolution in large billet during reduction pretreatment based on laboratory experiments. J. Iron Steel Res. Int. 2022, 3, 1–14. [Google Scholar] [CrossRef]
- Bao, Y.; Wierzbicki, T. On the cut-off value of negative triaxiality for fracture. Eng. Fract. Mech. 2005, 72, 1049–1069. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | S | P | Fe | |
|---|---|---|---|---|---|---|
| Billet 1 | 0.40 | 1.48 | 0.50 | 0.0064 | 0.0055 | BAL |
| Billet 2 | 0.40 | 1.50 | 0.49 | 0.0060 | 0.0050 | BAL |
| Temperature (°C) | Holding Time (min) | |||
|---|---|---|---|---|
| 0 | 10 | 20 | 30 | |
| 900 | 65.20 | 76.68 | 83.96 | 93.44 |
| 1050 | 72.23 | 117.5 | 137.7 | 160.2 |
| 1200 | 85.15 | 164.1 | 205.0 | 223.5 |
| 1350 | 90.04 | 207.2 | 256.0 | 280.8 |
| /s−1 | 5.80 × 104 | 0.02 | /s−1 | 5.21 | /J mol−1 | 2.90 × 105 | |
| /J mol−1 | 1.76 × 105 | /J mol−1 | 1.34 × 105 | /J mol−1 | 1.62 × 106 | /μm | 4.46 × 103 |
| /MPa−1 | 2.03 | 3 | 1.52 | 1.84 | |||
| /MPa | 0.51 | /s−1 | 3.70 × 108 | 13.51 | /s−1 | 90.2 | |
| /J mol−1 | 4.10 × 104 | /J mol−1 | 1.25 × 105 | 5.69 | 6.53 | ||
| /μm | 160 | 0.30 | /MPa−1 | 0.96 | /GPa | 2.32 × 104 | |
| 0.81 | 0.74 | /J mol−1 | 4.52 × 104 | /J mol−1 | 1.60 × 104 | ||
| /s−1 | 3.21 | 2.21 | /μm | 8.47 × 107 | 0.6 | ||
| 6.6 | /J mol−1 | 7.45 × 105 | /J mol−1 | 2.04 × 106 | 0.05 | ||
| 0.06 | 0.799 |
| /s−1 | 6.29 × 104 | 0.01 | /s−1 | 6.09 | /J mol−1 | 2.90 × 105 | |
| /J mol−1 | 1.81 × 105 | /J mol−1 | 1.57 × 105 | /J mol−1 | 1.50 × 105 | /μm | 4.46 × 103 |
| /MPa−1 | 0.18 | 2 | 1.71 | 1.84 | |||
| /MPa | 0.35 | /s−1 | 3.85 × 109 | 13.68 | /s−1 | 89.75 | |
| /J mol−1 | 3.16 × 104 | /J mol−1 | 1.39 × 105 | 5.47 | 7.91 | ||
| /μm | 158.65 | 0.25 | /MPa−1 | 0.7 | /GPa | 2.32 × 104 | |
| 0.79 | 0.68 | /J mol−1 | 6.39 × 104 | /J mol−1 | 1.60 × 104 | ||
| /s−1 | 2.31 | 1.22 | /μm | 8.47 × 107 |
| Temperature/°C | 900 | 1200 | 1400 | 1426 | 1491 | 1500 |
|---|---|---|---|---|---|---|
| Poisson ratio | 0.25 | 0.25 | 0.25 | 0.25 | 0.25 | 0.25 |
| Density/kg m−3 | 7800 | 7700 | 7600 | 7400 | 7000 | 7000 |
| Specific heat/J kg−1 K−1 | 610 | 670 | 700 | 720 | 820 | 840 |
| Thermal conductivity/W m−1 K−1 | 20 | 25 | 30 | 33 | 160 | 160 |
| Coefficient of linear thermal expansion/K−1 | 2 × 10−5 | 2 × 10−5 | 2 × 10−5 | 2 × 10−5 | 2 × 10−5 | 2 × 10−5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Y.; Liu, J.; He, Y. Formation Mechanism and Evolution of Plastic Damage in Billet during Reduction Pretreatment. Metals 2023, 13, 747. https://doi.org/10.3390/met13040747
Liu Y, Liu J, He Y. Formation Mechanism and Evolution of Plastic Damage in Billet during Reduction Pretreatment. Metals. 2023; 13(4):747. https://doi.org/10.3390/met13040747
Chicago/Turabian StyleLiu, Yang, Jianhua Liu, and Yang He. 2023. "Formation Mechanism and Evolution of Plastic Damage in Billet during Reduction Pretreatment" Metals 13, no. 4: 747. https://doi.org/10.3390/met13040747
APA StyleLiu, Y., Liu, J., & He, Y. (2023). Formation Mechanism and Evolution of Plastic Damage in Billet during Reduction Pretreatment. Metals, 13(4), 747. https://doi.org/10.3390/met13040747