Abstract
Medium Mn lightweight steels with a relatively higher Mn content of 9–12 wt% have been actively developed recently to meet the demands of crashworthiness and lightweight vehicles. In this study, a combined intensive quenching (IQ) and deep cryogenic treatment (DCT) was first proposed to achieve the microstructural homogeneity as well as the final strength–ductility synergy of medium Mn lightweight steels with Mn segregation bands, together with a comparison with the conventional intercritical annealing. The proposed IQ and DCT process induced the formation of finer large fractioned plate-like martensite in the austenite matrix and thereby contributed to finer and uniform austenite grains after subsequent intercritical annealing. The martensitic transformation rate (dVγ/dε) and transformation kinetics (k value) were used to evaluate the mechanical stability of retained austenite, showing that the D700&750 sample exhibited a similar dVγ/dε value and extremely low k value when compared to the conventional IA650–850 samples, implying that the former had the higher mechanical stability of austenite. The higher mechanical stability of austenite enabled the TRIP effect to occur in a larger strain range, leading to continuous strain hardening behavior. Thus, the highest yield strength (728 MPa) and the largest total elongation of 61.6% were achieved in the D700&750 sample, where the ductility was more than three times higher than that of the conventional IA samples. The grain size and morphologies of retained austenite were believed to be the main factors influencing the strain-hardening behavior of this type of ultrafine lamellar and equiaxed ferrite and austenite duplex structure.
1. Introduction
Automotive lightweight materials are more and more widely used in vehicles, especially in the new energy vehicle industry to decrease weight, increase speed, and improve fuel economy. As a low-cost solution, lightweight elements such as Al and Si (3–6 wt%) have been proposed to utilize in medium Mn steels to achieve a high strength-to-density ratio in comparison with the conventional high-strength steels [1,2,3,4,5]. The overall mechanical properties of medium Mn lightweight mainly depend on the stacking fault energy (SFE) and stability of retained austenite, because they play a critical role in the transformation/twinning-induced plasticity (TRIP/TWIP) effects [6,7,8,9].
It should be noted that the relatively higher Mn content (9–12 wt%) has been suggested in these medium Mn lightweight steels, so both TRIP and TWIP effects may contribute to work hardening during plastic deformation [10,11]. However, the higher Mn content inevitably induces dramatic Mn segregation bands during solidification and hot rolling processes [12,13], which cannot be fully eliminated by conventional heat treatment, thereby causing the coarse and inhomogeneous microstructures and finally deteriorating the ductility of medium Mn lightweight steels. As a common processing method, cold rolling was widely applied to induce the fragments of coarse microstructure, which allowed nearly complete recrystallization of the deformed microstructure at the intercritical annealing region. While for the hot rolled Mn segregated lightweight steels, the main challenge was the relatively small deformation stored energy, which was not enough to activate the continuous austenite to ferrite transformation. Alternatively, intensive quenching (IQ) and deep cryogenic treatment (DCT) have been recently reported as effective approaches for refining the microstructure and controlling carbide precipitates prior to intercritical annealing by providing more nucleation sites for ultrafine austenite grains [14,15,16,17]. For example, our preliminary study demonstrated that the IQ process facilitated the formation of nano-sized intragranular carbides, which significantly varied from the coarse intergranular carbides obtained by conventional air cooling or water quenching after solid solution treatment [14]. Yan et al. [16] reported that carbon segregation caused by the DCT process promoted the formation of austenite nucleation sites and enhanced the mechanical stability of retained austenite after intercritical annealing. Thus, outstanding mechanical properties, such as high yield and tensile strength as well as large ductility can be achieved. However, no systematic studies on how to adjust the austenite mechanical stability and its transformation kinetics of the Mn segregated medium Mn lightweight steels by combining the IQ and DCT processes have been reported yet so far.
Therefore, in the present study, a 10Mn lightweight steel was subjected to hot rolling, and IQ and DCT processes were applied prior to intercritical annealing to improve the microstructural homogeneity and the ductility of the Mn-segregated 10Mn lightweight steel, together with a comparison with the conventional intercritical annealing. The effects of IQ and DCT processes on the mechanical stability of retained austenite, especially the relationship between microstructure tensile properties were compared and analyzed in detail through scanning electron microscopy, electron backscattering diffraction, X-ray diffraction, and tensile tests. The role of IQ and DCT processes in controlling the microstructural homogeneity and improving the ductility of 10Mn lightweight steel was further clarified. The underlying deformation behavior upon tensile loading will be also discussed by combining martensitic transformation rate, and transformation kinetics with strain hardening behavior. The present results will provide a theoretical and experimental basis for developing high ductile medium Mn lightweight alloys.
2. Materials and Experimental Procedures
The nominal chemical composition of experimental steel is Fe–10Mn–4Al–0.3C–0.5Si (wt%), and the actual chemical composition is presented in Table 1. The addition of 4% Al content is to suppress cementite precipitation and largely increase the stacking fault energy (SFE) of austenite for introducing TWIP effect. According to the Thermo-Calc software in conjunction with TCFE 9 database, the detailed phase fraction, Mn, Al, and C concentrations in austenite, and the fraction of retained austenite are plotted in Figure 1. The C content reached climax at 645 °C while the cementite disappeared. The Al content increased, and Mn/C contents decreased with an increment of temperature, and all reached constant at 985 °C. Thus, both Ae1 and Ae3 temperatures of this steel were determined to be approximately 608 °C and 985 °C, respectively. According to the Koistinen–Marburger (KM) equation and the Ms temperature proposed by Andrews [18,19], the volume fraction of retained austenite that can be stabilized at room temperature was predicted (Figure 1c). A critical annealing temperature was found to be approximately 750 °C and the predicted maximum austenite fraction, in this case, was close to 70%. The detail of the thermodynamics-based predictions of intercritical annealing temperature can be available in our preliminary work [20]. Further, in terms of the calculated value of SFE between 10 and 18 mJ/m2, the present experiment was expected to possess the possibility to make the TRIP and TWIP effects occur during tensile plastic deformation.

Table 1.
The exact element contents of the experimental steel.
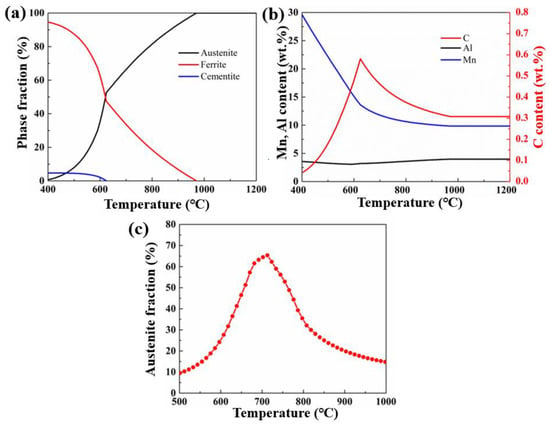
Figure 1.
Simulation calculation diagram of experimental steel at different temperatures. (a) Phase fraction; (b) Mn, Al, and C concentrations in austenite and (c) the fraction of retained austenite with temperature.
A 50 kg ingot was prepared using a vacuum induction furnace. After solid solution at 1200 °C for 2 h, the ingot was forged into the plates of approximately 32 mm in thickness, and then hot-rolled into the plates of 3.5 mm in thickness, followed by air cooling to room temperature. In order to investigate the role of intensive quenching in medium Mn steels, the steel samples were reheated at 650–850 °C for 1 h, intensive quenching, i.e., quenching in a 10% CaCl2 solution for 1 s, followed by liquid nitrogen for 30 s, prior to intercritical annealing at 750 °C for 10 min. For comparison, conventional intercritical annealing plus water quenching was also applied in this study. The rolling and heat treatment process parameters were determined based on thermodynamic analysis and our previous works [10], as illustrated in Figure 2. The samples obtained by hot rolling, conventional intercritical annealing, deep cryogenic treatment, and deep cryogenic treatment plus intercritical annealing are referred to as “HR”, “IA650–850”, “D700”, and “D700&750”, respectively, for convenience.
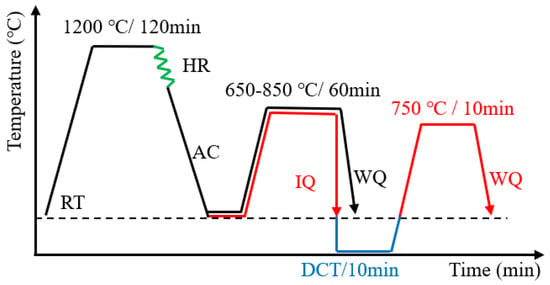
Figure 2.
Schematic illustration of two heat treatments for the 10Mn lightweight steel. RT, AC, HR, IQ, WQ, and DCT represent room temperature, air cooling, hot rolling, intensive quenching, water quenching, and deep cryogenic treatment, respectively.
The sub-sized tensile specimens, whose gauge section is 25 mm × 6 mm, were machined parallel to the hot rolling direction. Uniaxial tensile testing was performed at room temperature using a SANSCMT-5000 universal testing machine. A constant strain rate of 5 × 10−3 s−1 was employed for this study.
The microstructural characterization was performed using a scanning electron microscope (SEM) with an electron backscattering diffractometer (EBSD Oxford). These specimens were prepared using an electropolishing machine in a mixed solution of 6.25% perchloric acid and 93.75% alcohol after mechanical polishing. The SEM samples were etched in a 15% NaHSO3 water solution for SEM analyses. The accelerating voltage for EBSD examination was 20 kV, and the step size was 100 nm. Data acquisition and post-processing were performed using the HKL Channel 5 software. The fracture morphologies after tensile tests were observed using SEM after surface cleaning using acetone and alcohol. X-ray diffraction (XRD, Rigaku, D/Max2250/PC) with a Cu–Kα radiation source (λ = 1.5405 Å) was performed to determine the fraction of retained austenite. The scanning range, speed and step size were 40–100°, 2° min−1 and 0.02°, respectively. The volume fraction of retained austenite (Vγ) was determined by the following equation, based on a direct comparison of the integrated intensities of all diffraction peaks.
where Vγ is the volume fraction of retained austenite, Iγ, and Iα are the integrated intensity of retained austenite and ferrite peaks, respectively. N and M are the numbers of RA and ferrite diffraction peaks, respectively. Rγ and Rα are normalization factors.
3. Experimental Results and Analyses
3.1. Initial Microstructure after Hot Rolling
The as-hot-rolled microstructure of the 10Mn lightweight Mn steel is presented in Figure 3. As indicated by arrows in Figure 3a, the SEM observation shows that the microstructure consists of lath-like α’ martensite, coarsely banded retained austenite (γ), and long strip-like δ-ferrite with a length of hundreds of microns. In the present 10Mn steel, only a small amount of 0.56 wt% of Si was utilized to retard the precipitation of cementite, while the relatively high Al addition of 3.81% was responsible for the presence of a small amount of δ-ferrite. The existence of δ-ferrite in the initial microstructure was considered to be crucial because it was formed during cooling by a solid-state transformation without the required partitioning of substitutional solutes [21]. From the X-ray diffraction pattern in Figure 3b, the volume fraction of retained austenite was measured to be approximately 59 ± 2%. In general, the austenite fraction of the conventional medium Mn steel (e.g., 5 wt%Mn) was negligible due to the poor thermal stability after hot rolling at high temperatures [1,2,5]. In contrast, the present hot-rolled microstructure exhibited significantly a higher fraction of retained austenite, which was mainly attributed to the high thermal stability of austenite arising from the relatively higher C and Mn content. This was verified by the calculated fraction of retained austenite in Figure 1c.
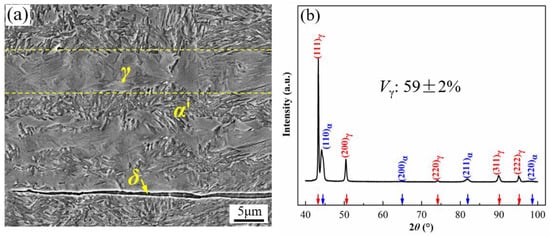
Figure 3.
(a) SEM micrograph and (b) XRD pattern of the material after hot rolling.
3.2. Microstructural Evolution after Conventional Intercritical Annealing
Figure 4 presents the SEM micrographs of the hot-rolled samples annealed at different IA temperatures for 1 h. The light grey phase of the microstructure was retained austenite and the dark grey was α ferrite. In addition, the retained austenite was characterized by the coarse-banded and plate-like morphologies. One can clearly see that there also existed two types of morphologies of ferrite grains, i.e., plate-like and equiaxed. By comparison of Figure 4a–d, all IA650, IA700, IA750, and IA800 samples mainly consisted of austenite and ferrite plus a limited amount of δ-ferrite, in which the δ-ferrite was retained from the hot rolling stage and almost no change during intercritical annealing. With increasing intercritical annealing, the coarse-banded austenite structure was gradually divided by equiaxed ferrite (αE) by the austenite to ferrite transformation, and the width of the layering microstructure (ferrite αL and austenite γL) increased slightly. As the IA temperature was further increased to 850 °C, the blocky martensite was observed in the coarse-banded austenite due to the decreased thermal stability of austenite, as displayed in Figure 4e,f.
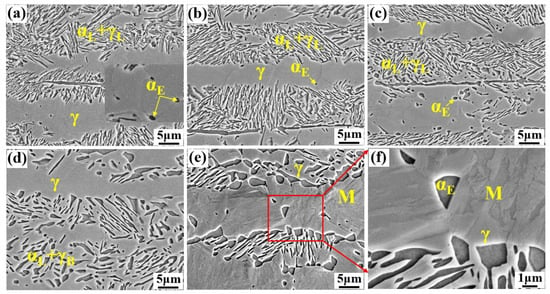
Figure 4.
SEM micrographs after IA process: (a) IA650; (b) IA700; (c) IA750; (d) IA800; (e) IA850; (f) high-magnification view of the area denoted by red rectangle in (e).
Figure 5 exhibits the XRD results of the IA samples prior to tensile deformation. The volume fraction of retained austenite was found to first rise and then drop with increasing the IA temperature, and a peak value of about 76.1 ± 2% was obtained at 750 °C. It is noted that the minimal retained austenite fraction was even more than 50% at 850 °C, indicating that the high-temperature austenite still had good thermal stability even during water quenching.
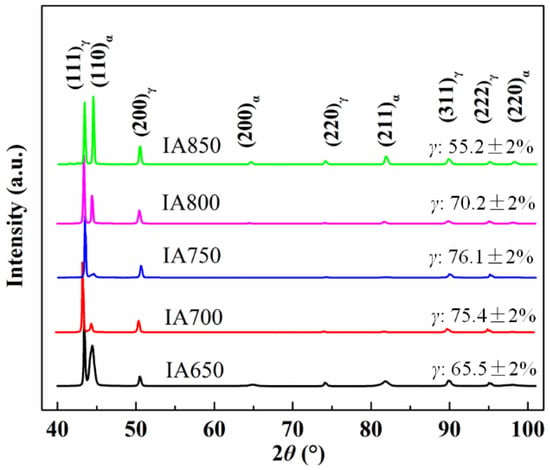
Figure 5.
XRD profiles of IA650–850 samples before tensile failure.
3.3. Microstructural Evolution during Intensive Quenching and Deep Cryogenic Treatment
In view of the microstructural evolution of the 10Mn lightweight steel after conventional intercritical annealing at various temperatures, the IA700 and IA750 samples were used to compare the difference in microstructural features with the D700 and D700&750 samples, which were processed by IQ + DCT and subsequent IA treatment, respectively. As displayed in Figure 4b, the IA700 sample exhibited the coarse-banded austenite and the layering ferrite αL and austenite γL, and the fraction of austenite reached as high as 75.4 ± 2%. However, after the IQ and DCT treatment, the D700 sample had a decreased fraction of retained austenite (68.1 ± 2%), as confirmed by the XRD results in Figure 6c,d. This implied that martensitic transformation occurred in the D700 sample due to the thermal stability of retained austenite during the IQ and DCT treatment, as shown in Figure 6a.
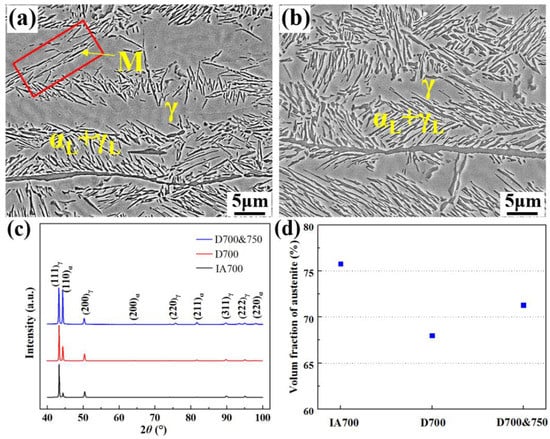
Figure 6.
SEM micrographs and XRD results after D700 and D700&750: (a) D700 sample; (b) D700&750 sample; (c) XRD patterns, and (d) the austenite fraction.
The formation of plate-like martensite in the austenite matrix induced the fragments of coarse-banded microstructure and thereby facilitated the reverse transformation and recrystallization at the intercritical region [22,23]. By further comparing Figure 4c and Figure 6b, two different aspects were found between IA750 and D700&750 samples: (1) the IA750 sample exhibited a larger fraction of coarse-banded austenite, while it almost disappeared in the D700 and 750 samples; (2) the D700 and 750 sample had a larger fraction of ferrite through the transformation and recrystallization of the thermal martensite at intercritical region. Therefore, the IQ and DCT treatment refined the final microstructure and improved the microstructural homogeneity, indicating higher austenite stability and better strain compatibility between different phases during tensile deformation.
To further reveal the difference in microstructural evolution between the conventional IA and IQ–DCT samples, several EBSD maps are displayed in Figure 7. Similarly, both IA700 and IA750 samples exhibited coarse austenite grains with a limited fraction of ferrite, see Figure 7a,b. Interestingly, the coarse austenite was divided into the layering microstructure consisting of ferrite and austenite after imposing IQ and DCT (Figure 7c) due to the formation of thermal martensite upon cooling. Further, the thermal martensite underwent the well-known reverse transformation and recrystallization at the intercritical annealing, thereby resulting in the formation of ultrafine-grained ferrite and austenite (Figure 7d).
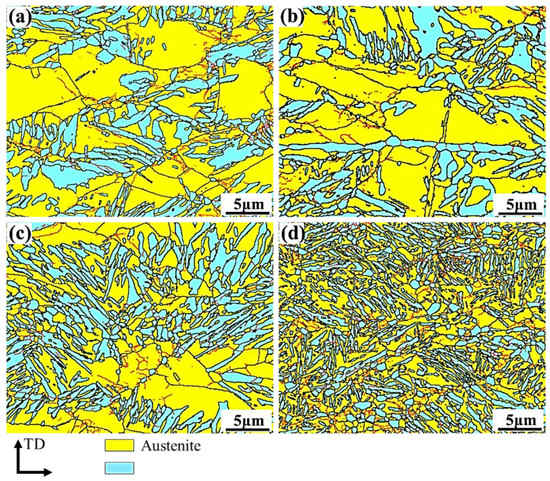
Figure 7.
EBSD examination of IA700 (a), IA750 (b), D700 (c) and (d) 00&750 samples. The red lines represent low angle grain boundaries with misorientation angles of 2–15° and the black lines represent high angle grain boundaries with misorientation angles exceeding 15°.
As clearly displayed in Figure 7d, both ferrite and austenite phases were characterized by mixed lamellar and equiaxed morphologies. The quantitative analysis on the grain size of retained austenite (Figure 8) indicated that the peak of austenite grain size dramatically shifted, i.e., from 3–4 μm in the IA750 sample to 0.5–1 μm in the D700 and 750 samples, implying that the IQ and DCT treatment was responsible for the significant grain size reduction of the 10Mn lightweight steel. The additional IQ and DCT process significantly refined the initial martensite microstructure and promoted the precipitation of fine carbides, which further provided more nucleation and refinement of reversed austenite grains [15,16,17]. Lee and Cooman [24] also proved that the cementite particles nucleated preferentially on the low-angle sub-grain boundaries or lath boundaries in martensite.
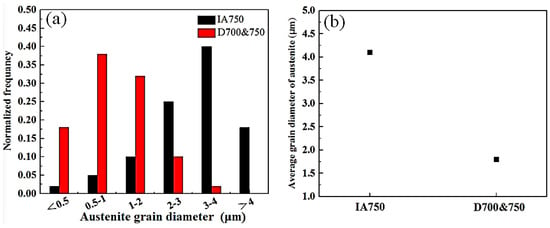
Figure 8.
The size distribution (a) and average grain diameter (b) of austenite grains in the IA750 and D700&750 specimens, respectively.
3.4. Tensile Deformation and Fracture Behaviors
Figure 9 illustrated the variations of tensile properties of the IA 650–850 and D700&7450 samples. For the conventional IA650–850 samples (Figure 9a), the yield strength (YS) notably decreased with increasing the IA temperature, e.g., from 620 MPa at 650 to below 400 MPa at 850 °C, which was mainly due to the larger grain size at higher annealing temperatures. The ultimate tensile strength (UTS) and total elongation to fracture (TEL) first increased and then decreased, which was attributed to the combined effects of phase constituents, phase fraction and grain size, etc. More importantly, these conventional IA samples displayed lower yield strength (YS < 620 MPa) and extremely limited ductility (TEL < 25%).
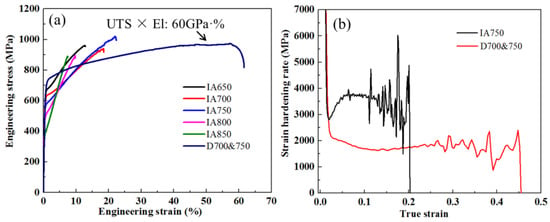
Figure 9.
Tensile properties and strain-hardening behavior of the IA650–850 and D700&750 samples. (a) Engineering stress–strain curves; (b) strain-hardening rate (θ = dσ/dε) curves.
It is known that there was a direct relationship between the strain hardening rate and the martensitic transformation rate in metastable austenitic steels [25,26]. The higher the martensitic transformation rate, the higher the strain hardening rate. Thus, the evolution of the α’ martensite transformation rate (Figure 10b) was determined from the difference between the fraction of initial austenite and the remaining austenite during straining (Figure 10a). With increasing the IA temperature, the martensitic transformation rate first increased and then decreased, implying the difference in the mechanical stability of retained austenite. In contrast, the D700&750 sample had a similar martensitic transformation rate to the IA 750 sample. However, the k parameter, which was used to quantify the mechanical stability of retained austenite is based on the following equation: The and were the initial austenite fraction before tensile tests, and the austenite fraction at strain ε, respectively. A higher value of k corresponded to the lower mechanical stability of retained austenite. In comparison, the quite lower value of k (1.65) was obtained for the D700&750 sample than that value (4.39) obtained for the IA 750 sample. This indicated that the mechanical stability of austenite in the D700&750 sample was much higher than the IA 750 sample, which was mainly attributed to the large grain refinement by the DCT process. The average grain size of austenite in the D700&750 sample (1.65 μm) was much smaller than the coarse-grained austenite in the IA750 sample (4.2 μm) (Figure 7 and Figure 8). A reduction in austenite grain size, especially refining to ultrafine grain scale, significantly increases the elastic strain energy of martensitic transformation, and as a result, improved the stability of retained austenite again martensitic transformation [27]. Meanwhile, the higher mechanical stability of retained austenite enabled the TRIP effect to occur in the larger strain range, which may facilitate the coupled TRIP/TWIP effect [10].
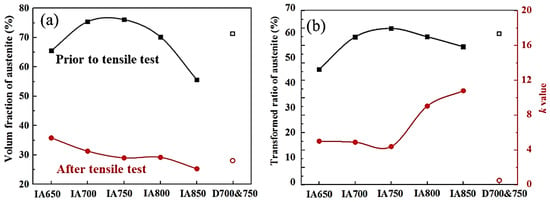
Figure 10.
(a) The changes in volume fraction of austenite determined by X-ray diffraction patterns prior to and after tensile tests; (b) variation in the martensitic transformation rate and the k value for IA 650–850 and D700&750 samples.
In order to study the fracture behavior of the present 10Mn lightweight steel samples processed by the conventional IA and IQ + DCT, the macroscopic fracture morphologies after tensile fracture were compared and analyzed using SEM, see Figure 11. As observed from the macroscopic fracture, the fracture morphologies are characterized by evenly distributed small equiaxed dimples. It can be judged that the fracture mode of both IA 750 and D700&750 samples was a ductile fracture and only obvious fracture cracks appeared at the fracture of samples under quasi-static tensile conditions. In comparison, the dimples of the IA 750 sample became relatively coarse and non-uniform (Figure 11a,b), whereas the D700&750 sample exhibited highly uniform and fine dimples (Figure 11c,d).
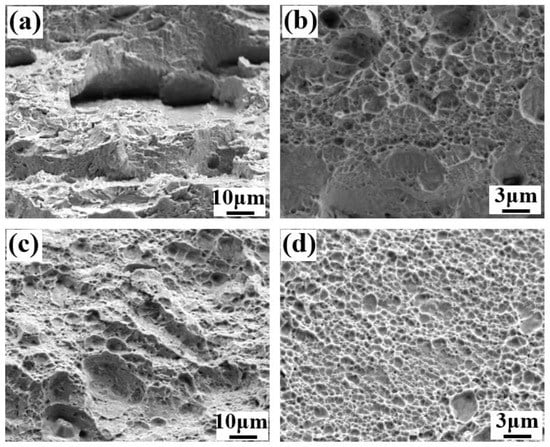
Figure 11.
Fracture morphologies of the present IA750 (a,b) and D700&750 (c,d) samples after tensile tests.
4. Discussion
The above-mentioned results demonstrate that the additional IQ and DCT process prior to intercritical annealing significantly improved the tensile properties of the 10Mn lightweight steel when compared to the conventional IA samples. From Figure 7 and Figure 9a, a significant increase in yield strength and TEL and UEL of the D700 and 750 samples was mainly attributed to grain refinement and the enhanced mechanical stability of retained austenite. On one hand, after imposing the additional IQ and DCT process prior to intercritical annealing, the fine plate-like martensite was formed in the D700 sample due to the extremely high cooling rate and extremely low temperature. During subsequent intercritical annealing, the newly formed martensitic plates contributed to the formation of more and finer austenite grains in the D700&750 sample. The finer austenite grains led to the higher mechanical stability of austenite due to the high degree of Mn enrichment [23,25]. Therefore, grain size is one of the most important factors in governing the mechanical stability of retained austenite against martensitic transformation upon loading. In addition, the mechanical stability of retained austenite was also controlled by the morphology of austenite [17]. As displayed in Figure 7d, a mixed microstructure of equiaxed and lamellar austenite was clearly observed. Chiang et al. insisted that when the morphology of retained austenite was thin film or plate-like, the mechanical stability was extremely high. The stabilization mechanism was mainly attributed to the decreased size and increased interfacial area of the fresh martensite laths which formed in the elongated austenite. Accordingly, the lamellar austenite exhibited a relatively constant work hardening rate sustained up to the point of necking, whereas the equiaxed austenite exhibited a maximum work hardening rate at low strain, followed by a monotonic decrease to the necking point (Figure 9b). It should be noted that although both IA750 and D700&750 samples had similar values of martensitic transformation rate (dVγ/dε), the difference in the martensitic transformation kinetics parameter, k value was significant. In contrast, the D700&750 sample showed an extremely low k value, implying the higher mechanical stability of austenite.
Briefly, the rather different mechanical stability of the retained austenite was ascribed to the different grain size and morphology of austenite in the IQ–DCT samples. In other words, the present proposed IQ and DCT process can adjust the grain size and mechanical stability of austenite to achieve the excellent overall mechanical properties of the Mn-segregated medium Mn lightweight steels. As demonstrated in Figure 9b, the higher mechanical stability of retained austenite enabled the TRIP effect to occur in the larger strain range, causing continuous strain hardening behavior. This could effectively postpone the earlier formation of cracks and their further propagation upon tensile loading. However, further work on the influence of IQ and DCT process on the elemental partitioning of C, Mn, and Al as well as the detailed deformation mechanism and strain compatibility between different phases still needs to be further studied in the future.
5. Conclusions
In view of the Mn-segregation bands formed in the medium Mn lightweight steel, a combined intensive quenching (IQ) and deep cryogenic treatment (DCT) was proposed for the 10Mn lightweight steel to study the effect of IQ + DCT process on the microstructural homogeneity and strength–ductility synergy, together with a comparison with the conventional intercritical annealing after hot rolling. Several main conclusions were obtained as follows:
(1) The proposed IQ and DCT process significantly improved the Mn segregation of the 10Mn lightweight steel by the martensitic transformation and its reverse transformation, resulting in the formation of a heterogeneous duplex structure consisting of lamellar and equiaxed ferrite and austenite.
(2) The proposed IQ and DCT process significantly improved the overall tensile properties of the 10Mn lightweight steel. The D700&750 samples exhibited the highest yield strength (728 MPa) while maintaining the largest total elongation of 61.6%. The ductility was more than three times higher than that of the conventional IA samples.
(3) The significantly improved yield strength and ductility of the D700&750 samples were verified to stem from apparent grain refinement and the enhanced mechanical stability of retained austenite. The higher mechanical stability of austenite enabled the TRIP effect to occur in the larger strain range, leading to continuous strain hardening behavior.
(4) The grain size and morphologies of retained austenite were believed to be the main factors influencing the strain-hardening behavior of this type of ultrafine lamellar and equiaxed ferrite and austenite duplex structure.
Author Contributions
Conceptualization, M.C.; investigation, F.F., S.S., H.L., and Z.W.; writing—original draft preparation, F.F., S.S., and M.C.; writing—review and editing, M.C.; supervision, M.C. All authors have read and agreed to the published version of the manuscript.
Funding
The authors gratefully acknowledge the financial support of the National College Student Innovation and Entrepreneurship Training Program (No. 220106), Natural Science Foundation of China (No. 51975111 and No. 52274379), and Key R&D and Promotion Special Project of Henan Province (No. 212102210444). Special thanks are due to the instrumental/data analysis from the Analytical and Testing Center, Northeastern University.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
All data, models, and data post-processing approaches in this study are available from the corresponding author by request.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Lee, Y.-K.; Han, J. Current opinion in medium manganese steel. Mater. Sci. Technol. 2014, 31, 843–856. [Google Scholar] [CrossRef]
- Suh, D.-W.; Kim, S.-J. Medium Mn transformation-induced plasticity steels: Recent progress and challenges. Scr. Mater. 2017, 126, 63–67. [Google Scholar] [CrossRef]
- Park, S.-J.; Hwang, B.; Lee, K.; Lee, T.-H.; Suh, D.-W.; Han, H.N. Microstructure and tensile behavior of duplex low-density steel containing 5mass% aluminum. Scr. Mater. 2013, 68, 365–369. [Google Scholar] [CrossRef]
- Sun, B.; Ding, R.; Brodusch, N.; Chen, H.; Guo, B.; Fazeli, F.; Ponge, D.; Gauvin, R.; Yue, S. Improving the ductility of ultrahigh-strength medium Mn steels via introducing pre-existed austenite acting as a “reservoir” for Mn atoms. Mater.Sci. Eng. A 2019, 749, 235–240. [Google Scholar] [CrossRef]
- Hu, B.; Luo, H.; Yang, F.; Dong, H. Recent progress in medium-Mn steels made with new designing strategies, a review. J. Mater. Sci. Technol. 2017, 33, 1457–1464. [Google Scholar] [CrossRef]
- Iwamoto, T.; Tsuta, T. Computational simulation of the dependence of the austenitic grain size on the deformation behavior of TRIP steels. Int. J. Plast. 2000, 16, 791–804. [Google Scholar] [CrossRef]
- Sohn, S.S.; Song, H.; Kwak, J.-H.; Lee, S. Dramatic improvement of strain hardening and ductility to 95% in highly-deformable high-strength duplex lightweight steels. Sci. Rep. 2017, 7, 1927. [Google Scholar] [CrossRef]
- Wu, W.; Cai, M.; Zhang, Z.; Tian, W.; Pan, H. Elevated Temperature Tensile Behavior of a Nb-Mo Microalloyed Medium Mn Alloy under Quasistatic Loads. Metals 2022, 12, 442. [Google Scholar] [CrossRef]
- Bhadhon, K.M.H.; Wang, X.; McNally, E.A.; McDermid, J.R. Effect of Intercritical Annealing Parameters and Starting Microstructure on the Microstructural Evolution and Mechanical Properties of a Medium-Mn Third Generation Advanced High Strength Steel. Metals 2022, 12, 356. [Google Scholar] [CrossRef]
- Sun, S.; Cai, M.; Ding, H.; Huang, H.; Pan, H. Deformation mechanisms of a novel Mn-based 1 GPa TRIP/TWIP assisted lightweight steel with 63% ductility. Mater. Sci. Eng. A 2021, 802, 140658. [Google Scholar] [CrossRef]
- Sun, B.; Fazeli, F.; Scott, C.; Brodusch, N.; Gauvin, R.; Yue, S. The influence of silicon additions on the deformation behavior of austenite-ferrite duplex medium manganese steels. Acta Mater. 2018, 148, 249–262. [Google Scholar] [CrossRef]
- Liang, J.; Zhao, Z.; Tang, D.; Ye, N.; Yang, S.; Liu, W. Improved microstructural homogeneity and mechanical property of medium manganese steel with Mn segregation banding by alternating lath matrix. Mater. Sci. Eng. A 2018, 711, 175–181. [Google Scholar] [CrossRef]
- Lee, H.; Jo, M.; Sohn, S.; Zargaran, A.; Ryu, J.; Kim, N.; Lee, S. Novel medium–Mn (austenite þ martensite) duplex hot–rolled steel achieving 1.6 GPa strength with 20% ductility by Mn–segregation induced TRIP mechanism. Acta Mater. 2018, 147, 247–260. [Google Scholar] [CrossRef]
- Liu, D.; Cai, M.; Ding, H.; Han, D. Control of inter/intra–granular κ–carbides and its influence on overall mechanical properties of a Fe–11Mn–10Al–1.25C low density steel. Mater. Sci. Eng. A 2018, 715, 25–32. [Google Scholar] [CrossRef]
- Belde, M.; Springer, H.; Raabe, D. Vessel microstructure design: A new approach for site-specific core-shell micromechanical tailoring of TRIP-assisted ultra-high strength steels. Acta Mater. 2016, 113, 19–31. [Google Scholar] [CrossRef]
- Yan, N.; Di, H.; Misra, R.; Huang, H.; Li, Y. Enhancing austenite stability in a new medium-Mn steel by combining deep cryogenic treatment and intercritical annealing: An experimental and theoretical study. Mater. Sci. Eng. A 2019, 753, 11–21. [Google Scholar] [CrossRef]
- Zhang, M.; Sun, X.; Zhang, B.; Cen, Q.; Dong, H. Plasticity enhancement mechanism: Effect of the annealing temperature on strain-induced segmented martensitic transformations and Portevin–Le Chatelier bands in 7Mn steel after deep cryogenic treatment. Mater. Charact. 2022, 194, 112475. [Google Scholar] [CrossRef]
- Koistinen, D.P.; Marburger, R.E. A general equation prescribing the extent of the austenite-martensite transformation in pure iron-carbon alloys and plain carbon steels. Acta Metall. 1959, 7, 59–60. [Google Scholar] [CrossRef]
- De Moor, E.; Matlock, D.K.; Speer, J.G.; Merwin, M.J. Austenite stabilization through manganese enrichment. Scr. Mater. 2011, 64, 185–188. [Google Scholar] [CrossRef]
- Cai, M.; Li, Z.; Chao, Q.; Hodgson, P.D. A novel Mo and Nb microalloyed medium Mn TRIP steel with maximal ultimate strength and moderate ductility. Met. Mater. Trans. A 2014, 45, 5624–5634. [Google Scholar] [CrossRef]
- Yi, H.; Ghosh, S.; Liu, W.; Lee, K.; Bhadeshia, H. Non–equilibrium solidification and ferrite in δ–TRIP steel. Mater. Sci. Technol. 2010, 26, 817–823. [Google Scholar] [CrossRef]
- Gao, S.; Bai, Y.; Zheng, R.; Tian, Y.; Mao, W.; Shibata, A.; Tsuji, N. Mechanism of huge Lüders-type deformation in ultrafine grained austenitic stainless steel. Scr. Mater. 2019, 159, 28–32. [Google Scholar] [CrossRef]
- Cai, M.; Huang, H.; Su, J.; Ding, H.; Hodgson, P.D. Enhanced tensile properties of a reversion annealed 6.5Mn–TRIP alloy via tailoring initial microstructure and cold rolling reduction. J. Mater. Sci. Technol. 2018, 34, 1428–1435. [Google Scholar] [CrossRef]
- Lee, S.; Cooman, B. Influence of carbide precipitation and dissolution on the microstructure of ultra–fine–grained intercritically annealed medium manganese steel. Metall. Mater. Trans. A 2016, 47, 3263–3270. [Google Scholar] [CrossRef]
- Herrera, C.; Ponge, D.; Raabe, D. Design of a novel Mn-based 1 GPa duplex stainless TRIP steel with 60% ductility by a reduction of austenite stability. Acta Mater. 2011, 59, 4653–4664. [Google Scholar] [CrossRef]
- Chiang, J.; Boyd, J.; Pilkey, A. Effect of microstructure on retained austenite stability and tensile behavior in an aluminum–alloyed TRIP steel. Mater. Sci. Eng. A 2015, 638, 132–142. [Google Scholar] [CrossRef]
- He, B.B.; Huang, M.X. On the mechanical stability of austenite matrix after martensite formation in a medium Mn steel. Met. Mater. Trans. A 2016, 47, 3346–3353. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).