
The Microstructure Characteristics Evolution of Bulk High-Purity Silver for High Relief Application


Abstract
1. Introduction
2. Material and Experiments
3. The Evolution of Microstructure Characteristics
3.1. The Flow Behaviour
3.2. Microstructure Characterization
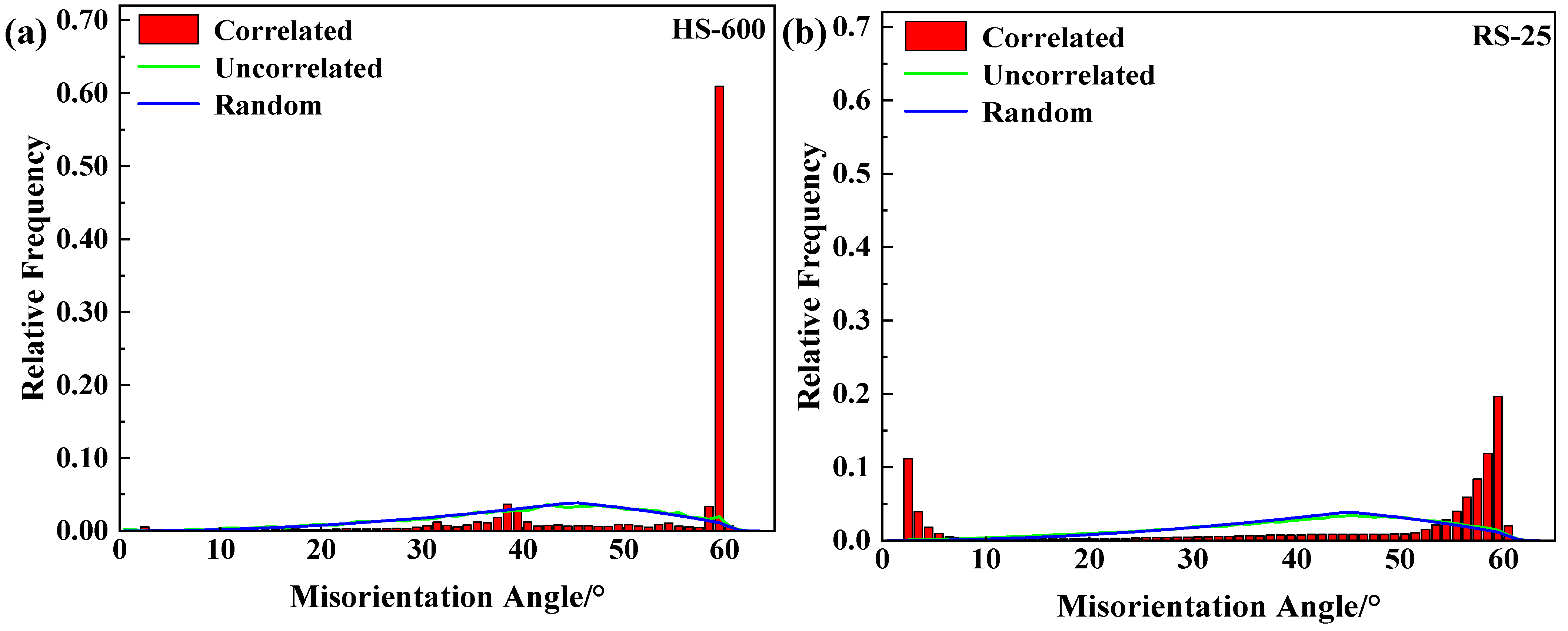
3.3. Grain Boundary Character Distribution
3.4. Formation Mechanism of Twin
4. The Closed Multi-Coining Process
5. Conclusions
- (1)
- The sample HS-600 with a lower stored energy consists mainly of recrystallized and substructured grains. It exhibits a more stable state than the ambient temperature sample. Both samples are composed of polyhedral coarse grains, slender, and equiaxed grains. The area-weighted average grain size of the hot-working sample is approximately 10 times larger than that of the ambient temperature sample. Almost no recrystallization occurred in the ambient temperature sample, although there were areas with a high dislocation density.
- (2)
- Twins have been found to be the primary site for recrystallization nucleation. The new grains formed were separated from the parent grains by various type of twin boundaries. The total length proportion of Σ3n CSLs boundaries in the hot-working sample was more than 70% with a large number of annealing twins. The principal twin type in the ambient temperature sample was the parallel deformation twins with straight boundaries, and the proportion Σ3n CSLs boundaries was less than 55%.
- (3)
- The large grain clusters containing a large number of Σ3n-type triple grain boundary junctions were observed in the hot-working sample, which is the result of multiple twinning. They are of great importance for improving the corrosion resistance of high-purity Ag jewelry that is exposed to sweat and air. However, it is necessary to consider comprehensively the effects of grain size and grain boundary characteristics on corrosion resistance to determine the optimum process parameters in further studies.
- (4)
- Experiments with the closed multi-coining processes at different temperatures further demonstrated that increasing the temperature for the coining process is a viable alternative to producing durable, high-relief silver products with finer details. It not only reduces the coining force required, but also the number of times the coining processes are repeated. It is recommended that the temperature of hot-working be between 300 °C and 600 °C, and the coining process should be completed in two or three steps.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ike, H.; Plancak, M. Coining process as a means of controlling surface microgeometry. J. Mater. Process. Technol. 1998, 80, 101–107. [Google Scholar] [CrossRef]
- Xu, J.P.; Liu, Y.Q.; Li, S.Q.; Wu, S.C. Fast analysis system for embossing process simulation of commemorative coin-Coin Form. Comp. Model. Eng. 2008, 38, 201–215. [Google Scholar]
- Gubicza, J.; Chinh, N.Q.; Labar, J.L.; Hegedűs, Z.; Langdon, T.G. Principles of self-annealing in silver processed by equal-channel angular pressing: The significance of a very low stacking fault energy. Mater. Sci. Eng. A 2010, 527, 752–760. [Google Scholar] [CrossRef]
- Hegedűs, Z.; Gubicza, J.; Kawasaki, M.; Chinh, N.Q.; Fogarassy, Z.; Langdon, T.G. The effect of impurity level on ultrafine-grained microstructures and their stability in low stacking fault energy silver. Mater. Sci. Eng. A 2011, 528, 8694–8699. [Google Scholar] [CrossRef]
- Matsunaga, H.; Horita, Z. Softening and microstructural coarsening without twin formation in fcc metals with low stacking fault energy after processing by high-pressure torsion. Mater. Trans. 2009, 50, 1633–1637. [Google Scholar] [CrossRef]
- Murr, L.E. Interfacial Phenomena in Metals and Alloys; Addison Wesley: New York, NY, USA, 1975; 376p. [Google Scholar]
- Hegedűs, Z.; Gubicza, J.; Kawasaki, M.; Chinh, N.Q.; Fogarassy, Z.; Langdon, T.G. Microstructure of low stacking fault energy silver processed by different routes of severe plastic deformation. J. Alloys Compd. 2012, 536S, S190–S193. [Google Scholar] [CrossRef]
- Paul, H.; Driver, J.H.; Maurice, C.; Jasieński, Z. Shear band microtexture formation in twinned face centred cubic single crystals. Mater. Sci. Eng. A 2003, 359, 178–191. [Google Scholar] [CrossRef]
- Hu, H.; Cline, R.S. Temperature dependence of rolling textures in high-purity silver. J. Appl. Phys. 1961, 32, 760–763. [Google Scholar] [CrossRef]
- Hu, H.; Cline, R.S.; Goodman, S.R. Texture transition in high-purity silver and its correlation with stacking fault frequency. J. Appl. Phys. 1961, 32, 1392–1399. [Google Scholar] [CrossRef]
- Ollivier, M.; Harker, R.M.; Chater, R.J.; Gourlay, C.M. Thermal etching of silver: Influence of rolling defects. Mater. Charact. 2016, 118, 112–121. [Google Scholar] [CrossRef]
- Kneynsberg, H.P.; Slakhorst, J.; Verbraak, C.A. Nucleation during the recrystallization of high purity silver. Acta. Mater. 1979, 27, 101–110. [Google Scholar] [CrossRef]
- Chen, L.W.; Xie, H.C.; Yang, A.H.; Xie, M.; Shi, Q.N. Research on natural aging behavior of high purity ag sheets after severe plastic deformation. Trans. Indian Inst. Met. 2012, 65, 191–196. [Google Scholar] [CrossRef]
- Paul, H.; Driver, J.H.; Maurice, C.; Piątkowski, A. The formation of new orientations during recrystallization of silver single crystals with {112} initial orientation. Mater. Sci. Forum. 2004, 467–470, 177–182. [Google Scholar] [CrossRef]
- Douglas, R.; Kuhlmann, D. Guidelines for precision hot forging with applications. J. Mater. Process. Technol. 2000, 98, 182–188. [Google Scholar] [CrossRef]
- Chandrasekaran, M.; John, Y.M.S. Effect of materials and temperature on the forward extrusion of magnesium alloys. Mater. Sci. Eng. A 2004, 381, 308–319. [Google Scholar] [CrossRef]
- Tiamiyu, A.A.; Eskandari, M.; Sanayei, M.; Odeshi, A.G.; Szpunar, J.A. Mechanical behavior and high-resolution EBSD investigation of the microstructural evolution in AISI 321 stainless steel under dynamic loading condition. Mater. Sci. Eng. A 2016, 673, 400–416. [Google Scholar] [CrossRef]
- McCabe, R.J.; Richards, A.W.; Coughlin, D.R.; Clarke, K.D.; Beyerlein, I.J.; Knezevi, M. Microstructure effects on the recrystallization of low-symmetry alpha-uranium. J. Nucl. Mater. 2015, 465, 189–195. [Google Scholar] [CrossRef]
- Chen, C.H.; Lai, Y.C.; Chuang, T.H. Grain growth and twin formation in a Ag-4Pd alloy ribbon after annealing treatments. J. Alloys Compd. 2021, 863, 158619. [Google Scholar] [CrossRef]
- Zhang, H.B.; Zhang, K.F.; Zhou, H.P.; Lua, Z.; Zhao, C.H.; Yang, X.L. Effect of strain rate on microstructure evolution of a nickel-based superalloy during hot deformation. Mater. Des. 2015, 80, 51–62. [Google Scholar] [CrossRef]
- Rosi, F.D.; Alexander, B.H.; Dube, C.A. Kinetics and orientation relationships of secondary recrystallization in silver. JOM 1952, 4, 189–196. [Google Scholar] [CrossRef]
- Steinera, M.A.; McCabeb, R.J.; Garleac, E.; Agnewa, S.R. Monte Carlo modeling of recrystallization processes in α-uranium. J. Nucl. Mater. 2017, 492, 74–87. [Google Scholar] [CrossRef]
- Kassner, M.E. The rate dependence and microstructure of high-purity silver deformed to large strains between 0.16 and 0.30 Tm. Metall. Mater. Trans. A 1989, 20, 2001–2010. [Google Scholar] [CrossRef]
- Wang, G.; Wu, S.D.; Zuo, L.; Esling, C.; Wang, Z.G.; Li, G.Y. Microstructure, texture, grain boundaries in recrystallization regions in pure Cu ECAE samples. Mater. Sci. Eng. A 2003, 346, 83–90. [Google Scholar] [CrossRef]
- Stüwe, H.P.; Padilha, A.F.; Siciliano, F. Competition between recovery and recrystallization. Mater. Sci. Eng. A 2002, 333, 361–367. [Google Scholar] [CrossRef]
- Brandon, D. The structure of high-angle grain boundaries. Acta Metall. 1966, 14, 1479–1484. [Google Scholar] [CrossRef]
- Pistofidis, N.; Vourliasa, G.; Dilo, T.; Civici, N.; Gjongecaj, S.; Skolianos, S.; Polychroniadis, E.K. An estimate of the minting method of three silver coins of the 3rd century B.C. through their microstructural study. Phys. B 2010, 405, 2166–2170. [Google Scholar] [CrossRef]
- Hirth, J.P.; Lothe, J. Theory of Dislocations; Cambridge University Press: New York, NY, USA, 1982. [Google Scholar]
- Mahajan, S.; Pande, C.S.; Imam, M.A.; Rath, B.B. Formation of annealing twins in f.c.c. crystals. Acta Mater. 1997, 45, 2633–2638. [Google Scholar] [CrossRef]
- Tadmor, E.B.; Bernstein, N. A first-principles measure for the twin ability of FCC metals. J. Mech. Phys. Solids 2004, 52, 2507–2519. [Google Scholar] [CrossRef]
- Liu, L.; Wang, J.; Gong, S.K.; Mao, S.X. High resolution transmission electron microscope observation of zero-strain deformation twinning mechanisms in Ag. Phys. Rev. Lett. 2011, 106, 175504. [Google Scholar] [CrossRef]
- Paul, H.; Driver, J.H.; Maurice, C.; Piatkowski, A. Recrystallization mechanisms of low stacking fault energy metals as characterized on model silver single crystals. Acta Mater. 2007, 55, 833–847. [Google Scholar] [CrossRef]
- Cohen, J.B.; Weertman, J. A dislocation model for twinning in f.c.c. metals. Acta Metall. 1963, 11, 1368–1369. [Google Scholar] [CrossRef]
- Mahajan, S. Critique of mechanisms of formation of deformation, annealing and growth twins: Face-centered cubic metals and alloys. Scr. Mater. 2013, 68, 95–99. [Google Scholar] [CrossRef]
- Randle, V. Mechanism of twinning-induced grain boundary engineering in low stacking-fault energy materials. Acta Mater. 1999, 47, 4187–4196. [Google Scholar] [CrossRef]
- Wang, Y.; Shao, W.; Zhen, L.; Yang, L.; Zhang, X. Flow behavior and microstructures of superalloy 718 during high temperature deformation. Mater. Sci. Eng. A 2008, 497, 479–486. [Google Scholar] [CrossRef]
- Gottstein, G. Annealing texture development by multiple twinning in fcc crystals. Acta Metall. 1984, 32, 1117–1138. [Google Scholar] [CrossRef]
- Wu, G.L.; Jensen, D.J. Orientations of recrystallization nuclei developed in columnar-grained Ni at triple junctions and a high-angle grain boundary. Acta Mater. 2007, 55, 4955–4964. [Google Scholar] [CrossRef]
- Xia, S.; Zhou, B.X.; Chen, W.J. Grain cluster microstructure and grain boundary character distribution in alloy 690. Metall. Mater. Trans. A 2009, 40, 3016–3030. [Google Scholar] [CrossRef]
- Xia, S.; Zhou, B.X.; Chen, W.J.; Wang, W.G. Effects of strain and annealing processes on the distribution of Σ3 boundaries in a Ni-based superalloy. Scr. Mater. 2006, 54, 2019–2022. [Google Scholar] [CrossRef]
- Xia, S.; Zhou, B.X.; Chen, W.J. Effect of single-step strain and annealing on grain boundary character distribution and intergranular corrosion in Alloy 690. J. Mater. Sci. 2008, 43, 2990–3000. [Google Scholar] [CrossRef]
- Jin, Y.; Lin, B.; Bernacki, M.; Rohrer, G.S.; Rollett, A.D.; Bozzolo, N. Annealing twin development during recrystallization and grain growth in pure nickel. Mater. Sci. Eng. A 2014, 597, 295–303. [Google Scholar] [CrossRef]
- Barr, C.M.; Vetterick, G.A.; Unocic, K.A.; Hattar, K.; Bai, X.M.; Taheri, M.L. Anisotropic radiation-induced segregation in 316L austenitic stainless steel with grain boundary character. Acta Mater. 2014, 67, 145–155. [Google Scholar] [CrossRef]
- Hua, C.L.; Xia, S.; Li, H.; Liu, T.G.; Zhou, B.X.; Chen, W.J.; Wang, N. Improving the intergranular corrosion resistance of 304 stainless steel by grain boundary network control. Corros. Sci. 2011, 53, 1880–1886. [Google Scholar] [CrossRef]
- Randle, V. Twinning-related grain boundary engineering. Acta Mater. 2004, 52, 4067–4081. [Google Scholar] [CrossRef]
- Ralston, K.D.; Birbilis, N.; Davies, C.H.J. Revealing the relationship between grain size and corrosion rate of metals. Scr. Mater. 2010, 63, 1201–1204. [Google Scholar] [CrossRef]
- Kumar, M.A.; Kanjarla, A.K.; Niezgoda, S.R.; Lebensohn, R.A.; Tomé, C.N. Numerical study of the stress state of a deformation twin in magnesium. Acta Mater. 2015, 84, 349–358. [Google Scholar] [CrossRef]
- Paul, H.; Driver, J.H.; Maurice, C.; Piatkowski, A. The role of shear banding on deformation texture in low stacking fault energy metals as characterized on model Ag crystals. Acta Mater. 2007, 55, 575–588. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number | Force in Conining/kN | Conditions | Times of Multi-Coining |
|---|---|---|---|
| 1 | 2000 | Room temperature/25 °C | 6 |
| 2 | 1000 | 300 °C and keep 30 min | 2 |
| 3 | 700 | 600 °C and keep 30 min | 1, 2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liang, P.; Zhang, J.; Kong, N.; Li, H.; Zhu, H. The Microstructure Characteristics Evolution of Bulk High-Purity Silver for High Relief Application. Metals 2023, 13, 463. https://doi.org/10.3390/met13030463
Liang P, Zhang J, Kong N, Li H, Zhu H. The Microstructure Characteristics Evolution of Bulk High-Purity Silver for High Relief Application. Metals. 2023; 13(3):463. https://doi.org/10.3390/met13030463
Chicago/Turabian StyleLiang, Pei, Jie Zhang, Ning Kong, Hongbo Li, and Hengfei Zhu. 2023. "The Microstructure Characteristics Evolution of Bulk High-Purity Silver for High Relief Application" Metals 13, no. 3: 463. https://doi.org/10.3390/met13030463
APA StyleLiang, P., Zhang, J., Kong, N., Li, H., & Zhu, H. (2023). The Microstructure Characteristics Evolution of Bulk High-Purity Silver for High Relief Application. Metals, 13(3), 463. https://doi.org/10.3390/met13030463