
Investigation of Microstructures and Mechanical Properties of Ultra-High Strength Al-Zn-Mg-Cu Alloy Prepared by Rapid Solidification and Hot Extrusion

Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
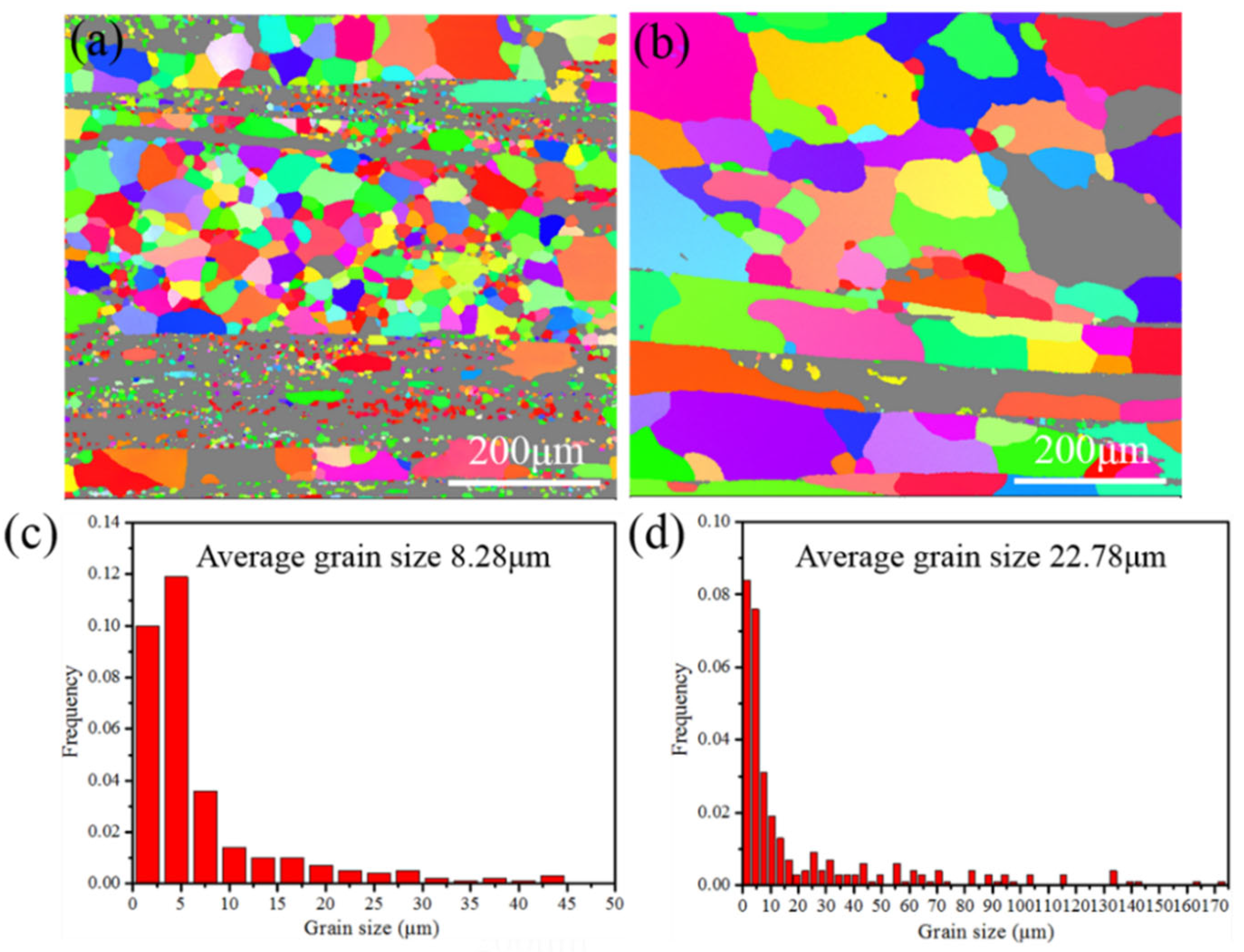
3.1. Phase and Microstructures Evolution


3.2. Mechanical Property Measurements
3.3. Fracture Characteristics
4. Conclusions
- (1)
- The alloy ribbons prepared by the rapid-solidification single-roll melt-spinning method has a fine microstructure, consisting of fine-equiaxed grains with an average grain size of less than 6 μm; compared with the conventional casting, the grain size of a cast alloy was 88.63 μm, so the grain size was refined by 93.3%. The alloying elements were dissolved into the α (Al) matrix to form a supersaturated solid solution.
- (2)
- After hot extrusion, the alloy has partially recrystallized, and existing coarse T-phases and the needle-shaped precipitates were η-phases. Part of the coarse second phases redissolved after the solid-solution treatment and nano-sized fine precipitates (GP-zone, η´-phase and Al3(Er,Zr)) were formed after the aging treatment.
- (3)
- The tensile strength of the rod prepared by rapid solidification and hot extrusion was 466.4 MPa, with the elongation reaching 12.9%. After T6-heat treatment, the aged alloy presented an ultimate tensile strength of 635.8 MPa and an elongation of 10.5%. The combination of grain-boundary strengthening, dislocation strengthening, and precipitation strengthening synergy improve the mechanical properties of the alloy. It can be concluded that precipitation strengthening is the main strengthening mechanism of the alloy.
- (4)
- The tensile fracture of the extruded alloy shows the characteristics of a ductile fracture. Moreover, the T6 state that tensile fractures show the characteristics of a ductile-brittle mixed fracture, and the elongation of the alloy has decreased.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Heinz, A.; Haszler, A.; Keidel, C.; Moldenhauer, S.; Benedictus, R.; Miller, W.S. Recent development in aluminium alloys for aerospace applications. Mater. Sci. Eng. A 2000, 280, 102–107. [Google Scholar] [CrossRef]
- Krajewski, W.K.; Bura, J.; Krajewski, P.K.; Greer, A.L.; Faerber, K.; Schumacher, P. New Developments of Al-Zn Cast Alloys. Mater. Today Pro 2015, 2, 4978–4983. [Google Scholar] [CrossRef]
- Fang, H.C.; Luo, F.H.; Chen, K.H. Effect of intermetallic phases and recrystallization on the corrosion and fracture behavior of an Al-Zn-Mg-Cu-Zr-Yb-Cr alloy. Mater. Sci. Eng. A 2017, 684, 480–490. [Google Scholar] [CrossRef]
- Yan, Y.C.; Huang, B.; Li, W.J.; Qing, P.L.; He, B. Research Progress of Al-Zn-Mg-Cu Ultra-high Strength Aluminum Alloy. Mater. Rev. 2018, 32, 367–373. [Google Scholar]
- LI, H.C. Composition Optimization and Hot Working Microstructural Control of Working Microstructural Control of the Spray Deposited Al-Zn-Mg-Cu; Harbin Institute of Technology: Harbin, China, 2018. [Google Scholar]
- Zhou, W.B.; Liu, C.Y.; Yu, P.F.; Zhang, B.; Ma, Z.Y.; Luo, K.; Ma, M.Z.; Liu, R.P. Effect of scandium on microstructure and mechanical properties of high zinc concentration aluminum alloys. Mater. Charact. 2017, 127, 371–378. [Google Scholar] [CrossRef]
- Li, H.; Wang, X.M.; Chai, L.H.; Wang, H.J.; Chen, Z.Y.; Xiang, Z.L.; Jin, T.N. Microstructure and mechanical properties of an in-situ TiB2/Al-Zn-Mg-Cu-Zr composite fabricated by Melt-SHS process. Mater. Sci. Eng. A 2018, 720, 60–68. [Google Scholar] [CrossRef]
- Szymaneka, M.; Augustyn, B.; Kapinos, D.; Boczkal, S.; Nowak, J. The production of material with Ultrafine grain structure in Al-Zn alloy in the process of rapid solidification. Arch. Foundry Eng. 2014, 14, 57–62. [Google Scholar] [CrossRef]
- Lin, Y.J.; Mao, S.Y.; Yan, Z.G.; Zhang, Y.Q.; Wang, L.M. The enhanced microhardness in a rapidly solidified Al alloy. Mater. Sci. Eng. A 2017, 692, 182–191. [Google Scholar] [CrossRef]
- Katgerman, L.; Dom, F. Rapidly solidified aluminium alloys by melt spinning. Mater. Sci. Eng. A 2004, 375–377, 1212–1216. [Google Scholar] [CrossRef]
- Chen, Z.W.; Fan, Q.Y.; Zhao, K. Microstructure and microhardness of nanostructured Al-4.6Cu-Mn alloy ribbons. Int. J. Miner. Metall. Mater. 2015, 22, 860–867. [Google Scholar] [CrossRef]
- Chen, Z.; Zhao, J.; Chen, P. Microstructure and mechanical properties of nanostructured A8006 ribbons. Mater. Sci. Eng. A 2012, 552, 189–193. [Google Scholar] [CrossRef]
- Lin, Y.J.; Mao, S.Y.; Yan, Z.G.; Zhang, Y.Q.; Wang, L.M. Melt spinning induces sub-micrometric/micrometric grained structure and dislocations in 7075 Al alloy. J. Alloy. Compd. 2015, 651, 699–704. [Google Scholar] [CrossRef]
- Lityńska-Dobrzyńska, L.; Ochin, P.; Góral, A.; Faryna, M.; Dutkiewicz, J. The microstructure of rapidly solidified Al-Zn-Mg-Cu alloys with Zr addition. Solid State Phenom. 2010, 163, 42–45. [Google Scholar] [CrossRef]
- Kapinos, D.; Szymanek, M.; Augustyn, B.; Gawlik, M. Effect of heat treatment on the mechanical properties of wrought Al-Zn-Mg-Cu alloy cast by rapid solidification. Mater. Sci. Forum 2013, 765, 496–500. [Google Scholar] [CrossRef]
- Meng, X.N.; Zhang, D.T.; Zhang, W.W.; Qiu, C.; Liang, G.X.; Chen, J.J. Microstructure and mechanical properties of a high-Zn aluminum alloy prepared by melt spinning and extrusion. J. Alloy. Compd. 2020, 819, 152990. [Google Scholar] [CrossRef]
- Guo, F.B.; Zhu, B.H.; Jin, L.B.; Wang, G.J.; Yan, H.W.; Li, Z.H.; Zhang, Y.A.; Xiong, B.Q. Microstructure and mechanical properties of 7A56 aluminum alloy after solution treatment. Rare Met. 2021, 40, 168–175. [Google Scholar] [CrossRef]
- Deng, Y.L.; Li, C.M.; Zhang, J.; Zhao, J.H. Effect of aging process on microstructure and mechanical properties of 7050 aluminum alloy for rail transportation. Chin. J. Nonferr. Met. 2018, 28, 1711–1719. [Google Scholar]
- Wu, Y.; Liao, H.C.; Zhou, K.X.; Yang, J. Effect of texture evolution on mechanical properties of near eutectic Al-Si-Mg alloy with minor addition of Zr/V during hot extrusion. Mater. Des. 2014, 57, 416–420. [Google Scholar] [CrossRef]
- Liu, J.Z.; Chen, J.H.; Yuan, D.W.; Wu, C.L.; Zhu, J.; Cheng, Z.Y. Fine precipitation scenarios of AlZnMg(Cu) alloys revealed by advanced atomic-resolution electron microscopy study Part I: Structure determination of the precipitates in AlZnMg(Cu) alloys. Mater. Charact. 2015, 99, 277–286. [Google Scholar] [CrossRef]
- Wu, H.; Wen, S.P.; Huang, H.; Gao, K.Y.; Wu, X.L.; Wang, W.; Nie, Z.R. Hot deformation behavior and processing map of a new type Al-Zn-Mg-Er-Zr alloy. J. Alloy. Compd. 2016, 685, 869–880. [Google Scholar] [CrossRef]
- Xiong, M.H.; Yan, H.G.; Su, B.; Chen, J.H.; Zeng, P.L.; Wu, Y.Z. Effect of subgrains strengthening and precipitates strengthening on properties of copper mould water-cooled casting Al-Zn-Mg-Cu alloys. Spec. Cast Nonferr. Alloy 2012, 32, 1062–1066. [Google Scholar]
- He, Z.L.; Gao, W.L.; Lu, Z.; Feng, Z.H. Effects of heat treatment on microstructure and properties of 7A85 aluminium alloy. J. Mater. Eng. 2015, 43, 13–18. [Google Scholar]
- Hansen, N. Hall-Petch relation and boundary strengthening. Scripta Mater. 2004, 51, 801–806. [Google Scholar] [CrossRef]
- Armstrong, R.W.; Codd, I.; Douthwaite, R.M.; Petch, N.J. The plastic deformation of polycrystalline aggregates. Philos. Mag. J. Theor. Exp. Appl. Phys. 1962, 7, 45–58. [Google Scholar] [CrossRef]
- Hull, D.; Otte, H.M. Introduction to dislocations. Phys. Today 1966, 19, 91–92. [Google Scholar] [CrossRef]
- Klug, H.P.; Alexander, L.E. X-Ray Diffraction Procedures for Polycrystalline and Amorphous Materials, 2nd ed.; John Wiley and Sons: New York, NY, USA, 1974. [Google Scholar]
- Smallman, R.E.; Westmacott, K.H. Stacking faults in face-centred cubic copper-gallium alloys. Philos. Mag. 1957, 2, 669–683. [Google Scholar] [CrossRef]
- Kelly, A.; Nicholson, R.S. Strengthening methods in crystals. Int. Mater. Rev. 1971, 17, 147. [Google Scholar]
- Zhang, S.; Hu, W.; Berghammer, R.; Gottstein, G. Microstructure evolution and deformation behavior of ultrafine-grained Al-Zn-Mg alloys with fine η′ precipitates. Acta Mater. 2010, 58, 6695–6705. [Google Scholar] [CrossRef]
- Shin, S.S.; Lim, K.M.; Park, I.M. Characteristics and microstructure of newly designed Al-Zn-based alloys for the die-casting process. J. Alloy. Compd. 2016, 671, 517–526. [Google Scholar] [CrossRef]
- Shin, S.S.; Lim, K.M.; Park, I.M. Effects of high Zn content on the microstructure and mechanical properties of Al-Zn-Cu gravity-cast alloys. Mater. Sci. Eng. A 2017, 679, 340–349. [Google Scholar] [CrossRef]
- Liu, C.Y.; Qu, B.; Ma, Z.Y.; Ma, M.Z.; Liu, R.P. Recrystallization, precipitation, and resultant mechanical properties of rolled Al-Zn alloy after aging. Mater. Sci. Eng. A 2016, 657, 284–290. [Google Scholar] [CrossRef]
- Gan, J.S.; Zhang, D.T.; Liang, G.X.; Chen, J.J. Microstructure and properties of Al-10.7Zn-2.4Mg-0.9Cu alloy prepared by rapid solidification and hot extrusion. T Mater. Heat Treat. 2020, 41, 27–32. [Google Scholar]
- Chen, Z.M.; Ni, D.H.; Li, L.J.; Jin, S.X. Rapidly solidified 6061 aluminum alloy bar prepared by melt rotation cooling+hot extrusion process. Hot Work Technol. 2018, 47, 71–74. [Google Scholar]
- Shin, S.S.; Lee, J.C.; Park, I.M. Squeeze-cast Al-xZn-3Cu alloys exhibiting high strength, ductility, and wear resistance. Mater. Sci. Eng. A 2017, 690, 177–184. [Google Scholar] [CrossRef]
- Ren, J.; Wang, R.C.; Feng, Y.; Peng, C.Q.; Cai, Z.Y. Microstructure evolution and mechanical properties of an ultrahigh strength Al-Zn-Mg-Cu-Zr-Sc (7055) alloy processed by modified powder hot extrusion with post aging. Vacuum 2019, 161, 434–442. [Google Scholar] [CrossRef]
- Wang, X.D.; Pan, Q.L.; Liu, L.I.; Xiong, S.W.; Wang, W.Y.; Lai, J.P.; Sun, Y.W.; Huang, Z.Q. Characterization of hot extrusion and heat treatment on mechanical properties in a spray formed ultra-high strength Al-Zn-Mg-Cu alloy. Mater. Charact. 2018, 144, 131–140. [Google Scholar] [CrossRef]
- Meng, X.N.; Zhang, D.T.; Zhang, W.W.; Qiu, C.; Chen, D.L. Achieving high damping capacity and strength simultaneously in a high-zinc aluminum alloy via melt spinning and hot extrusion. Mater. Sci. Eng. A 2022, 833, 142376. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Zn | Mg | Cu | Zr | Er | Al |
|---|---|---|---|---|---|---|
| Wt (%) At (%) | 10.45 4.70 | 1.99 2.21 | 1.24 0.54 | 0.09 0.03 | 0.08 0.01 | Bal. 92.51 |
| Points | Al | Zn | Mg | Cu | Zr | Er |
|---|---|---|---|---|---|---|
| 1 | 85.84 | 7.89 | 3.60 | 2.36 | 0.05 | 0.25 |
| 2 | 88.75 | 7.18 | 3.11 | 0.95 | - | 0.02 |
| 3 | 88.47 | 6.98 | 3.71 | 0.81 | 0.03 | - |
| 4 | 91.52 | 5.29 | 2.53 | 0.64 | 0.03 | - |
| 5 | 94.17 | 3.67 | 1.74 | 0.39 | 0.04 | - |
| 6 | 90.54 | 5.54 | 2.95 | 0.90 | - | 0.06 |
| 7 | 78.99 | 12.12 | 6.80 | 2.09 | - | - |
| 8 | 81.91 | 10.30 | 6.20 | 1.57 | - | 0.02 |
| 9 | 77.47 | 11.54 | 9.15 | 1.81 | 0.03 | - |
| 10 | 78.09 | 11.67 | 8.34 | 1.88 | - | - |
| Samples State | Ultimate Strength (MPa) | Yield Strength (MPa) | Elongation (%) |
|---|---|---|---|
| Extrusion | 466.4 | 296.3 | 12.9 |
| Aging | 635.8 | 540.9 | 10.5 |
| Calculated Data (MPa) | Experimental Data (MPa) | ||||
|---|---|---|---|---|---|
| 35.0 | 41.2 | 102.7 | 343.8 | 522.7 | 540.9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shen, G.; Xiang, Z.; Ma, X.; Huang, J.; Zhao, Y.; Li, J.; Wang, Z.; Shi, G.; Chen, Z. Investigation of Microstructures and Mechanical Properties of Ultra-High Strength Al-Zn-Mg-Cu Alloy Prepared by Rapid Solidification and Hot Extrusion. Metals 2023, 13, 293. https://doi.org/10.3390/met13020293
Shen G, Xiang Z, Ma X, Huang J, Zhao Y, Li J, Wang Z, Shi G, Chen Z. Investigation of Microstructures and Mechanical Properties of Ultra-High Strength Al-Zn-Mg-Cu Alloy Prepared by Rapid Solidification and Hot Extrusion. Metals. 2023; 13(2):293. https://doi.org/10.3390/met13020293
Chicago/Turabian StyleShen, Gaoliang, Zhilei Xiang, Xiaozhao Ma, Jingcun Huang, Yueqing Zhao, Jihao Li, Zhitian Wang, Guodong Shi, and Ziyong Chen. 2023. "Investigation of Microstructures and Mechanical Properties of Ultra-High Strength Al-Zn-Mg-Cu Alloy Prepared by Rapid Solidification and Hot Extrusion" Metals 13, no. 2: 293. https://doi.org/10.3390/met13020293
APA StyleShen, G., Xiang, Z., Ma, X., Huang, J., Zhao, Y., Li, J., Wang, Z., Shi, G., & Chen, Z. (2023). Investigation of Microstructures and Mechanical Properties of Ultra-High Strength Al-Zn-Mg-Cu Alloy Prepared by Rapid Solidification and Hot Extrusion. Metals, 13(2), 293. https://doi.org/10.3390/met13020293