

Structure–Property Relationship in High-Strength Aluminum Alloys/Stainless Steel Brazed Joints


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
3. Results
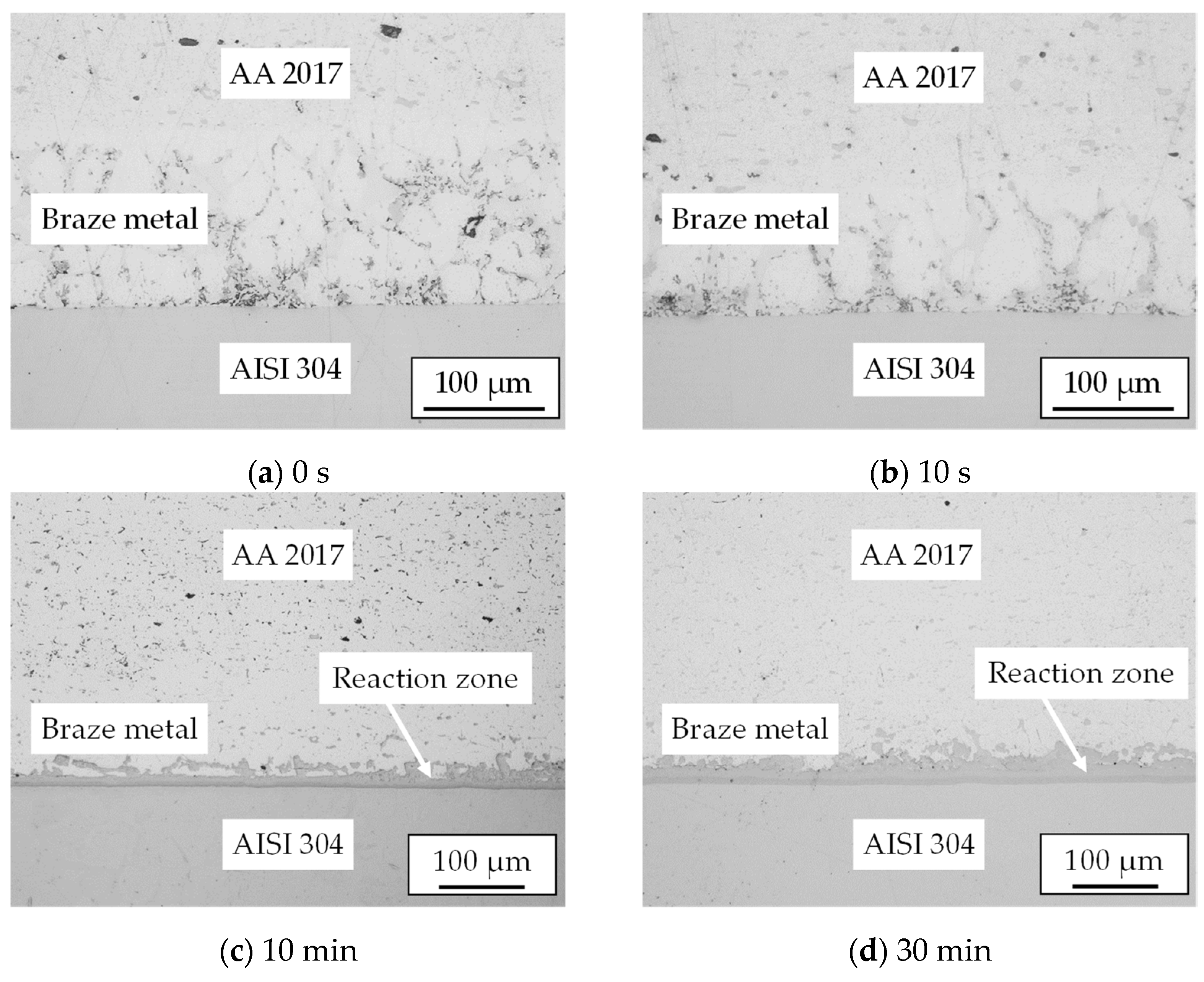
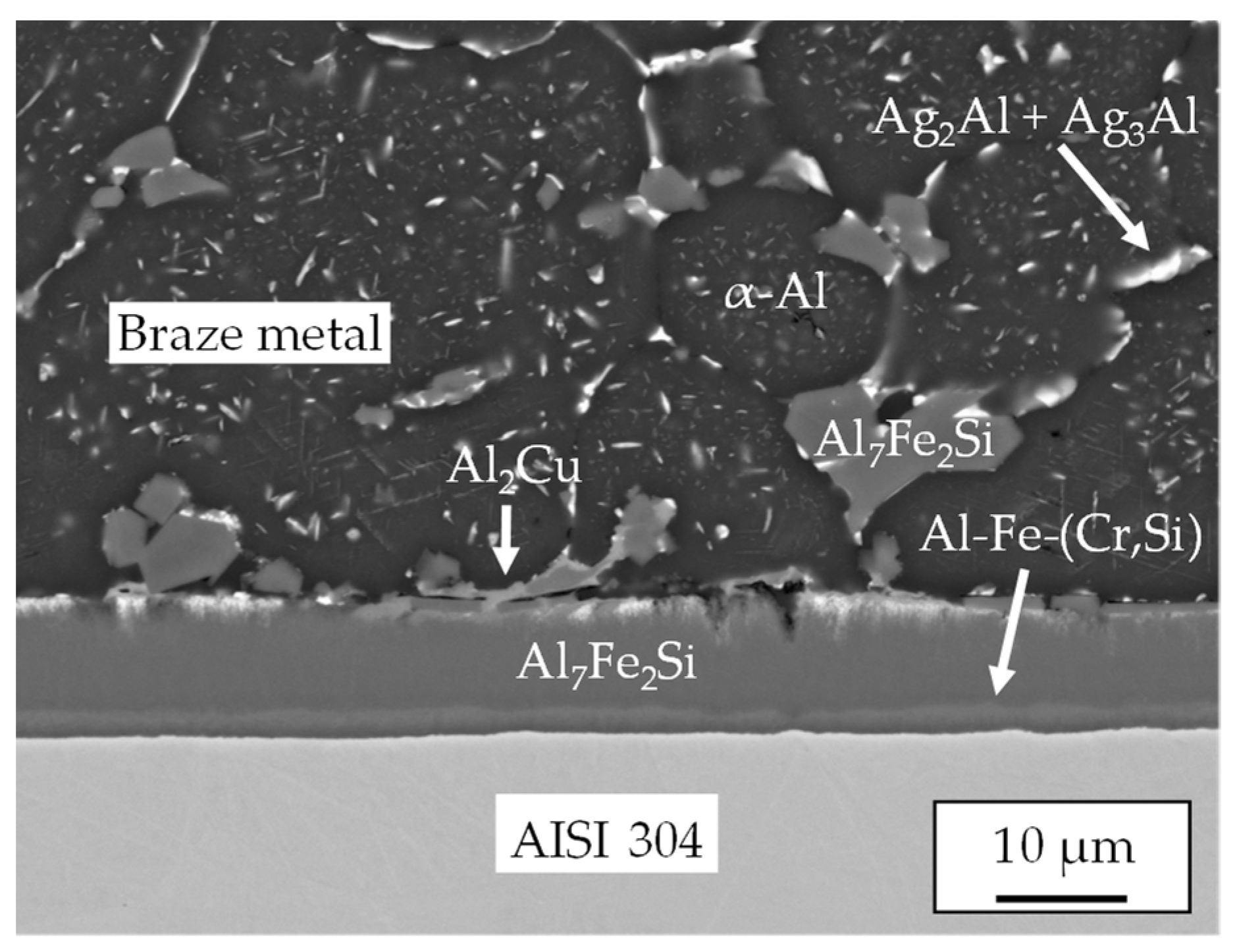
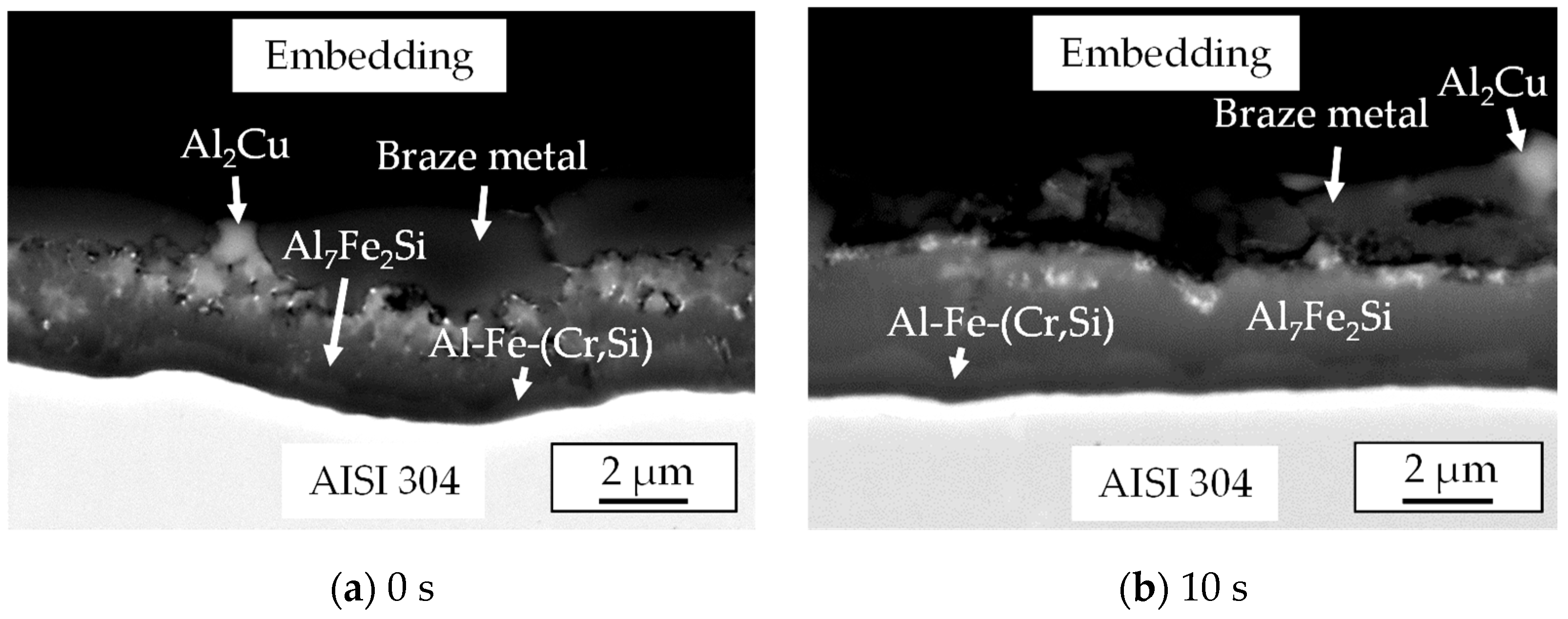
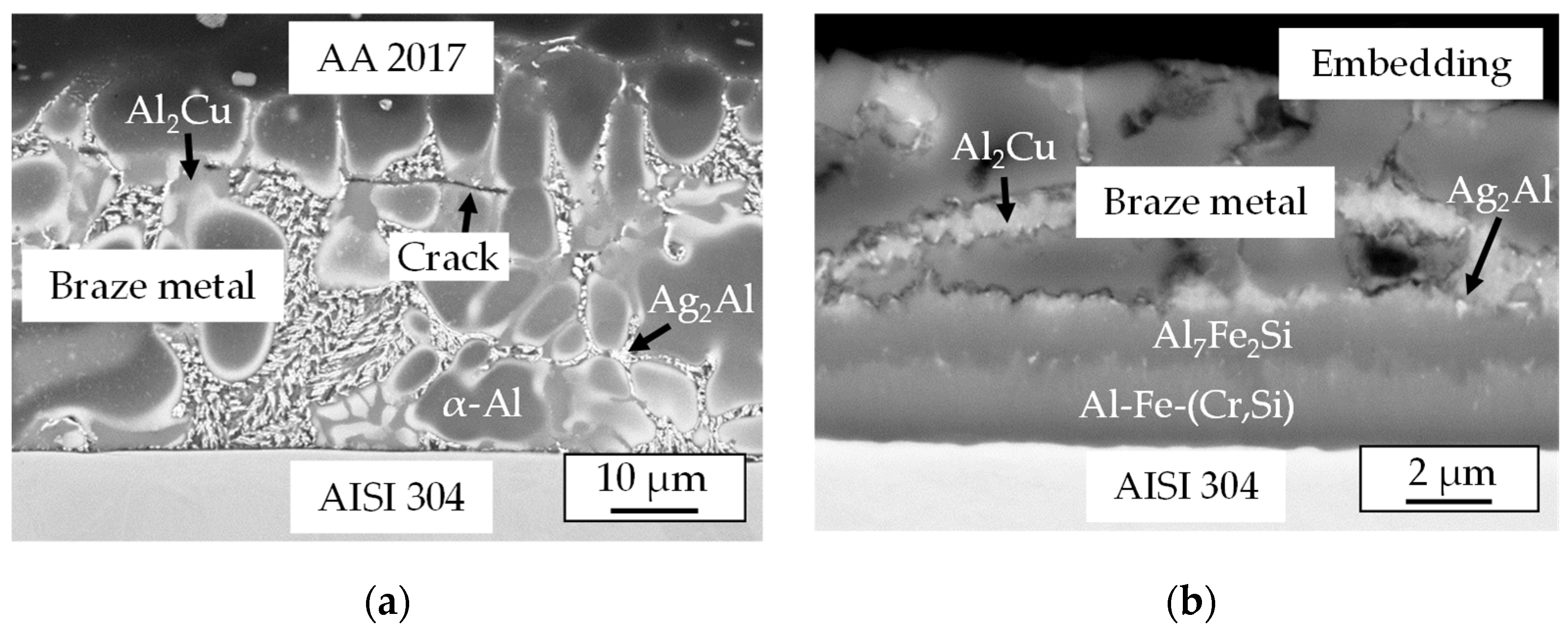
3.1. Microstructure of the Aluminum/Stainless Steel Brazed Joint
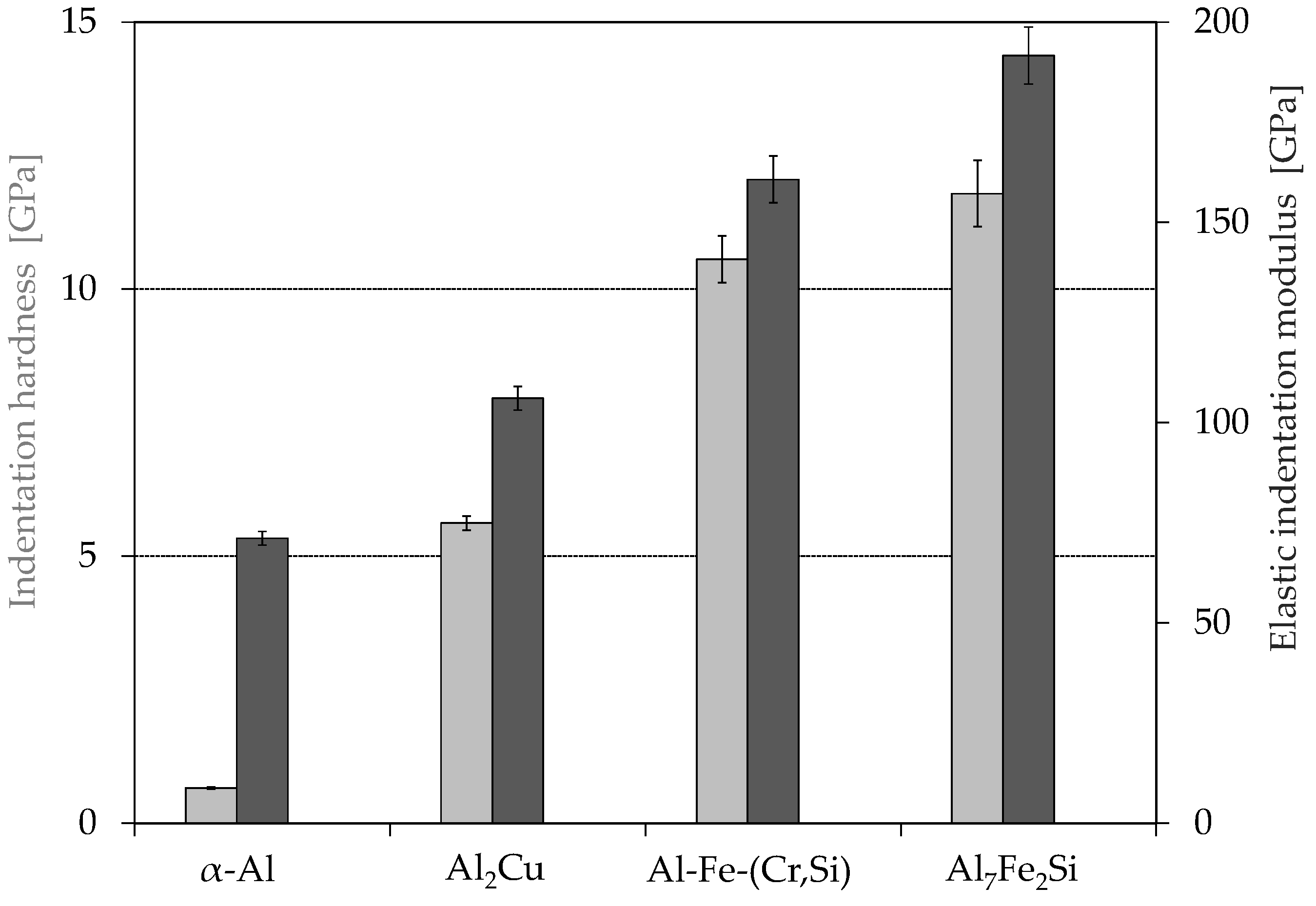
3.2. Nanoindentation
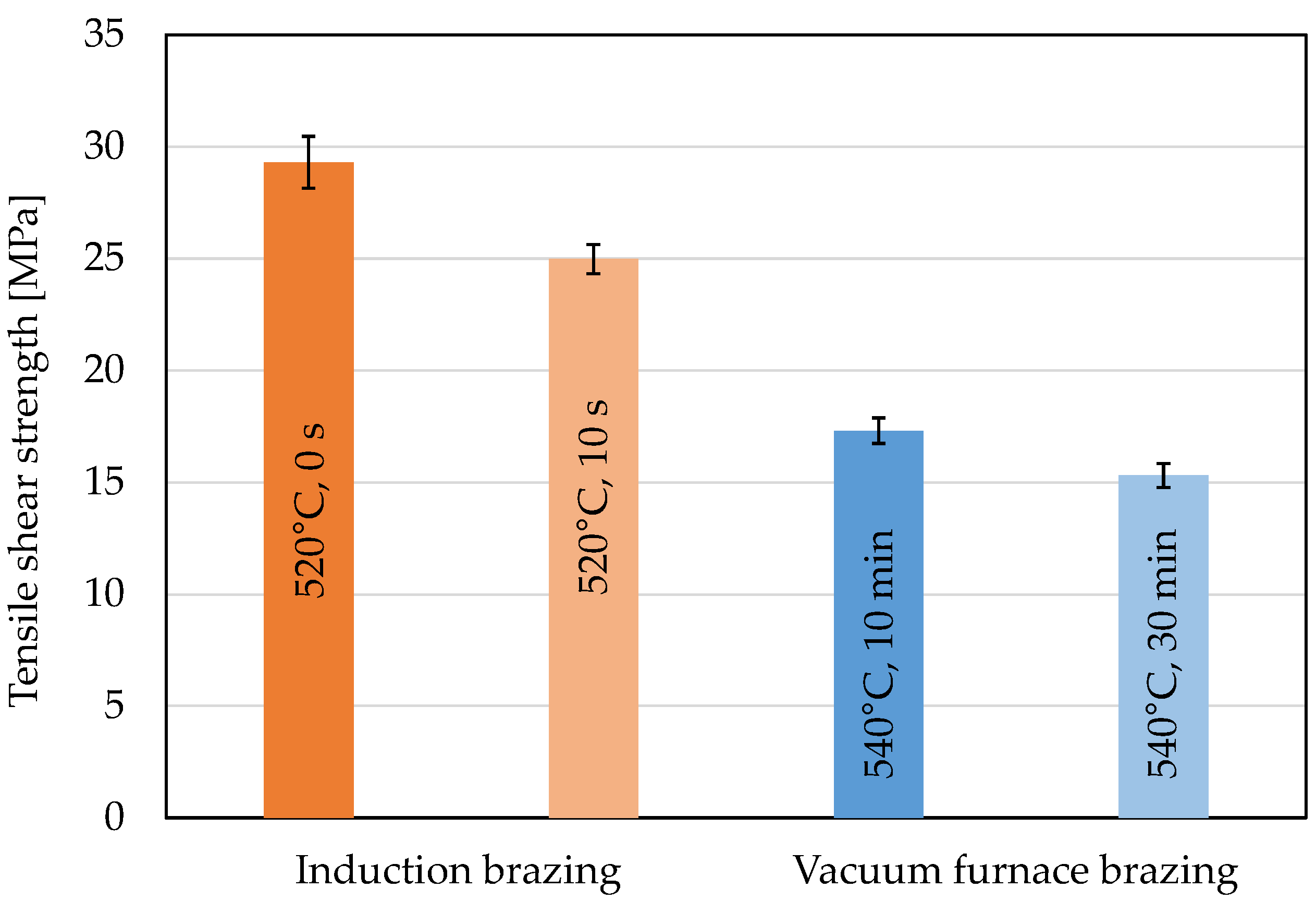
3.3. Tensile Shear Strength of the Brazed Joints
3.4. Fatigue Behavior of the Brazed Joints
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Martinsen, K.; Hu, S.J.; Carlson, B.E. Joining of dissimilar materials. CIRP Ann. 2015, 64, 679–699. [Google Scholar] [CrossRef]
- Elßner, M.; Weis, S.; Wagner, G. Joining of Aluminum Matrix Composites and Stainless Steel by Arc Brazing. Mater. Sci. Forum 2015, 825–826, 393–400. [Google Scholar] [CrossRef]
- Witusiewicz, V.T.; Hecht, U.; Fries, S.G.; Rex, S. The Ag–Al–Cu system: II. A thermodynamic evaluation of the ternary system. J. Alloy. Compd. 2005, 387, 217–227. [Google Scholar] [CrossRef]
- Böyük, U.; Marasli, N.; Kaya, H.; Cadirli, E.; Keslioglu, K. Directional solidification of Al–Cu–Ag alloy. Appl. Phys. A 2009, 95, 923–932. [Google Scholar] [CrossRef]
- Genau, A.; Ratke, L. Morphological characterization of the Al –Ag–Cu ternary eutectic. Int. J. Mater. Res. 2012, 103, 469–475. [Google Scholar] [CrossRef]
- Dennstedt, A.; Choudhury, A.; Ratke, L.; Nestler, B. Microstructures in a ternary eutectic alloy: Devising metrics based on neighbourhood relationships. IOP Conf. Ser. Mater. Sci. Eng. 2016, 117, 012025. [Google Scholar] [CrossRef]
- Elßner, M.; Weis, S.; Wagner, G.; Grund, T. Joining of material compounds of aluminium matrix composites (AMC) by arc brazing using Al-Ag-Cu system filler alloy. Weld. World 2017, 61, 405–411. [Google Scholar] [CrossRef]
- Grund, T.; Gester, A.; Wagner, G.; Habisch, S.; Mayr, P. Arc Brazing of Aluminium, Aluminium Matrix Composites and Stainless Steel in Dissimilar Joints. Metals 2018, 8, 166. [Google Scholar] [CrossRef]
- Fedorov, V.; Uhlig, T.; Podlesak, H.; Wagner, G. Microstructural Study of Al-Ag-Cu-Si Filler Metal for Brazing High-Strength Aluminum Alloys to Stainless Steel. Metals 2020, 10, 1563. [Google Scholar] [CrossRef]
- Srinivas, V.; Singh, A.K.; Reddy, M. Vacuum brazing of dissimilar tubular component of AA2219 and AISI 304 by a low melting Al-18Ag-20Cu-5Si-0.2 Zn braze alloy. J. Mater. Process. Technol. 2018, 252, 1–12. [Google Scholar]
- Winiowski, A. Structural and mechanical properties of brazed joints of stainless steel and aluminium. Arch. Metall. Mater. 2009, 54, 523–533. [Google Scholar]
- ISO 14577-1:2015; Metallic Materials—Instrumented Indentation Test for Hardness and Materials Parameters—Part 1: Test method. International Organization for Standardization: Geneva, Switzerland, 2015. Available online: https://www.iso.org/standard/56626.html (accessed on 1 September 2020).
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Ivannikov, A.; Fedorov, V.; Abramov, A.; Penyaz, M.; Bachurina, D.; Uhlig, T.; Suchkov, A.; Wagner, G.; Morokhov, P.; Sevryukov, O. Development of Rapidly-Quenched Al-Ge-Si Filler Alloys for the Joining of Stainless Steel AISI 304 and Aluminum Alloy AA6082. Metals 2021, 11, 1926. [Google Scholar] [CrossRef]
- Lan, X.; Li, K.; Wang, J.; Lu, Q.; Yang, T.; Xiao, Y.; Du, Y. Preparation of ultra-large intermetallic particles in al alloys for ac-curate determination of their mechanical properties. Intermetallics 2023, 152, 107771. [Google Scholar] [CrossRef]
- Kammer, C. Aluminium Taschenbuch Band 1: Grundlagen und Werkstoffe; Aluminium-Verlag: Düsseldorf, Germany, 2009. [Google Scholar]
- Fedorov, V.; Uhlig, T.; Wagner, G. Influence of the Thickness of the Reaction Zone in Aluminum/Stainless Steel Brazed Joints on the Mechanical Properties. Metals 2021, 11, 217. [Google Scholar] [CrossRef]
- Jöckel, A.; Baumgartner, J.; Tillmann, W.; Bültena, J.; Bobzin, K.; Heinemann, H.; Hebing, J.; Erck, M. Influence of brazing process and gap size on the fatigue strength of shear and peel specimen. Weld. World 2022, 66, 1941–1955. [Google Scholar] [CrossRef]
- Fedorov, V.; Uhlig, T.; Wagner, G.; Langohr, A.; Holländer, U. Influence of nitrogen in brazing atmospheres on the hardness of the microstructural constituents of brazed stainless steel joints. IOP Conf. Ser. Mater. Sci. Eng. 2019, 480, 012034. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Alloy Composition (wt.%) | ||||||
|---|---|---|---|---|---|---|---|
| Al | Fe | Ag | Cu | Si | Mn | Mg | |
| AA 2017 | bal. | 0.7 | - | 4 | 0.8 | 1 | 0.8 |
| AISI 304 | - | bal. | - | - | 0.4 | 1.4 | - |
| Al-Ag-Cu-Si | 39.4 | - | 39.4 | 19.7 | 1.5 | - | - |
| Process | Temperature (°C) | Holding Time (s) | |
|---|---|---|---|
| Induction brazing | 520 | 0 | 10 |
| Vacuum furnace brazing | 540 | 600 | 1800 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fedorov, V.; Uhlig, T.; Wagner, G. Structure–Property Relationship in High-Strength Aluminum Alloys/Stainless Steel Brazed Joints. Metals 2023, 13, 242. https://doi.org/10.3390/met13020242
Fedorov V, Uhlig T, Wagner G. Structure–Property Relationship in High-Strength Aluminum Alloys/Stainless Steel Brazed Joints. Metals. 2023; 13(2):242. https://doi.org/10.3390/met13020242
Chicago/Turabian StyleFedorov, Vasilii, Thomas Uhlig, and Guntram Wagner. 2023. "Structure–Property Relationship in High-Strength Aluminum Alloys/Stainless Steel Brazed Joints" Metals 13, no. 2: 242. https://doi.org/10.3390/met13020242
APA StyleFedorov, V., Uhlig, T., & Wagner, G. (2023). Structure–Property Relationship in High-Strength Aluminum Alloys/Stainless Steel Brazed Joints. Metals, 13(2), 242. https://doi.org/10.3390/met13020242