Abstract
The copper-clad magnesium composite wire with a diameter of 3.12 mm and good interface bonding was prepared by cold rotary swaging. The effects of cold rotary swaging and annealing temperature on microstructure and properties of the wire were studied by electron backscatter diffraction, transmission electron microscopy, as well as mechanical and electrical properties tests. The results show that the multi-pass cold rotary swaging composite has a great effect on grain refinement, microstructure recovery and structural unit reorientation, and can also make the wire obtain good interfacial bonding quality, improve mechanical properties, and the tensile strength can reach 289 MPa. The width of the interface layer widened with the increase of temperature, and the increase improved significantly at annealing temperatures of 450 °C and 500 °C, and the intermetallic compounds Mg2Cu and MgCu2 were found in the longitudinal section of the wire, respectively. After a reasonable annealing process of 400 °C/1 h, the interface layer did not thicken significantly, and the ductility and conductivity of the wire were the best, and the elongation after fracture and conductivity could reach 17% and 81.1% IACS, which increased by 15.2% and 3.8% compared with before annealing, respectively.
1. Introduction
Compared with the preparation of other alloys, bimetallic composite wires have the advantages of simple environmental requirements, simple process flow, low cost, easy resource recovery and suitable for industrial mass production [1,2]. Studies have shown that bimetallic composite wires can combine the performance advantages of component metals to make them have stronger comprehensive properties [3,4], so as to meet the special needs of the electronics industry, aerospace and other fields. For example, copper-clad steel has the advantages of excellent electrical conductivity and corrosion resistance of copper and high strength of steel, and is widely used in grounding, construction, transportation and other fields [5]; copper-clad aluminum has the characteristics of light weight of copper and aluminum, and is widely used in electronic appliances, automobiles and other fields [6].
Lightweight communication cable conductors for aerospace, such as satellite coaxial light cable inner conductor and aircraft communication cable core, have higher requirements for lightweight and conductivity. Composite wires such as copper-clad steel are obviously unable to adapt. Copper-clad magnesium composite wire combines the excellent conductivity of copper with the light weight, high specific strength and damping performance of magnesium. Compared with copper-clad aluminum, it can achieve better lightweight, high specific strength, good shock absorption and strong impact load bearing capacity. As cable core and shielding layer conductor, it also has strong heat dissipation and electromagnetic shielding performance, which is expected to become the key material of new lightweight communication cable inner conductor. However, except for few patents [7], there are few researches on copper-coated magnesium composite wires.
In the copper-clad magnesium wire, magnesium is a low-ductile and difficult-to-machine metal, and its mechanical properties and deformation ability are quite different from those of copper, which makes it difficult to coordinate deformation. The traditional forging process cannot effectively perform ductile deformation on low-ductile and difficult-to-machine metals, and it is difficult to meet the requirements of special fields such as aerospace [8]. Compared with the traditional forging processes such as accumulative roll bonding (ARB) [9,10,11], electroplating [12] and extrusion compounding [13,14], the rotary swaging (RS) process [15,16,17] has the advantages of large deformation degree, more uniform deformation, simple processing and low cost when processing low-ductile and difficult-to-machine metal materials, which can solve the preparation and industrialization of copper-clad magnesium composite wires.
In this paper, a copper-clad magnesium composite wire with a diameter of 3.12 mm, uniform copper cladding thickness and good interface bonding was prepared by cold rotary swaging. The effects of cold rotary swaging and annealing temperature on the microstructure and properties of copper-clad magnesium composite wire were studied and discussed by electron backscatter diffraction, transmission electron microscopy and other microscopic characterizations, and related mechanical and electrical performance tests, which provided a theoretical basis and new ideas for the application and industrial production of copper-clad magnesium composite wire.
2. Materials and Methods
2.1. Copper-Clad Magnesium Composite Wire Prepared by Cold Rotary Swaging
As shown in Figure 1, the used materials were electro-conductive (EC) commercial T1 copper tube (0.001% P, 0.001% Bi, 0.002% Sb, 0.002% As, 0.005% Fe, 0.002% Ni, 0.003% Pb, 0.002% Sn, 0.005% S, 0.02% O, bal. Cu) with outer diameter of 5 mm and wall thickness of 1 mm and industrial pure magnesium rod (0.0034% Fe, 0.0009% Cu, 0.0198% Mn, bal. Mg) with diameter of 3 mm. The copper tube was preheated and reduced to remove impurities such as oxide film and oil stains. The magnesium rod was mechanically polished to remove the oxide layer and roughen its surface, and the interface bonding ability was strengthened. After assembling into wire blanks, multi-pass cold rotary swaging composite forming is performed.
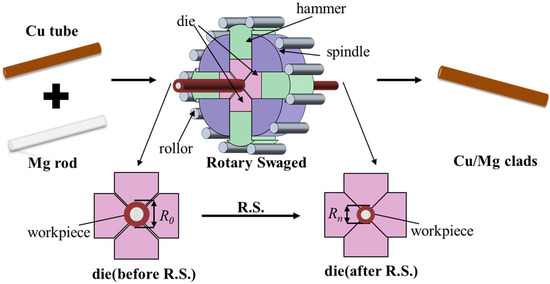
Figure 1.
Schematic diagram of cold rotary swaging composite.
The deformation of wire after multi-pass swaging can be calculated by the following formula:
η = 1 − (Rn2)/(R02)
R0 and Rn are the cross-sectional diameters before and after rotary swaging, respectively. When R0 is the initial area, η is the accumulative deformation. As shown in Table 1, after the assembly of the wire blank, the diameter of the copper-clad magnesium composite wire is 5 mm, and the copper volume ratio is 64%. As the drawing progresses, the cumulative deformation gradually increases. When it reaches 61.06%, the copper volume ratio is still close to that before drawing. In the process of continuous drawing, the volume ratio of copper continued to increase. When the cumulative deformation reached 71.00, the volume ratio of copper reached 69.94%, which deviated from 9.3% compared with that before drawing, which violated our original idea. Therefore, we took the wire with a cumulative deformation of 61.06 as our experimental sample. At this time, after multi-pass cold rotary forging, the copper cladding layer of copper-clad magnesium wire has uniform thickness, good interface bonding and high overall roundness (Figure 2).

Table 1.
Effect of cold rotary swaging on copper volume ratio.
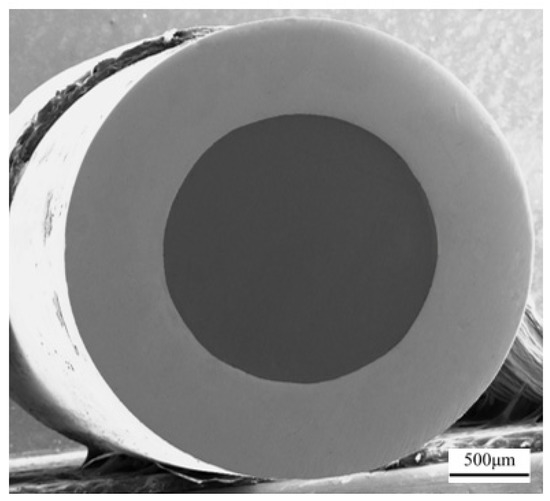
Figure 2.
The SEM cross-sectional morphology of copper clad magnesium wire with accumulative deformation η = 61.06%.
2.2. Annealing
In this paper, the effect of annealing temperature on the microstructure and properties of copper-clad magnesium composite wire with accumulative deformation of 61.06% was studied. The annealing temperature was 350 ~ 550 °C, the temperature interval was 50 °C, and the annealing time was 1 h.
2.3. Structure and Performance Analysis
The cross-sectional morphology of copper clad magnesium wire was analyzed by scanning electron microscope (SEM). The width of copper-clad magnesium interface transition layer was analyzed by electron probe micro-analyzer (EPMA) line scanning. The samples after mechanical polishing were stripped, and the samples were electropolished respectively. The electrolyte with a ratio of 33:7 (phosphoric acid: deionized water) was used to electropolish copper. The voltage was 1.8 V and the polishing time was 5 min. The ACII electrolyte was used to electropolish magnesium. The voltage was 20 V and the time was 25 s. The microstructure of the longitudinal section of the composite wire was studied and analyzed by electron backscatter diffraction (EBSD) in GeminiSEM300 scanning electron microscope, the samples for which were prepared electrolytically. The samples were prepared by focused ion beam technique (FIB), and the image components in the transition layer were observed by transmission electron microscopy (TEM).
The tensile strength, elongation and micro-hardness (HV) of the composite wire were tested by Electro-hydraulic Servo Universal Testing Machine and Micro Vickers Hardness Tester. The micro-hardness test selected load is 200 gf, load time 10 s; the conductivity of copper-clad magnesium composite wire was measured by QJ36 A resistance meter.
3. Results and Discussion
3.1. Microstructure of Copper
Figure 3 is the EBSD orientation and inverse pole figure of the copper layer. In this paper, the positional relationship between the sample table coordinate system (CS1) and the sample coordinate system (CS0) is x0 (rolling direction, RD), y0 (transverse direction, TD), z0 (normal direction, ND). According to Figure 3, it can be seen that with the increase of accumulative deformation, the grains of the copper layer are gradually elongated and refined, and the whole is elongated, with obvious texture orientation distribution. From the inverse pole figure, it is found that with the increase of accumulative deformation, the grains obviously show <001>//TD fiber texture orientation. Similar texture orientations were reported to occur within FCC metals after ductile deformation [18], which proves a strong effect of the RS technology on grain refinement, structure restoration and structural units’ reorientation [19]. When the accumulative deformation is small (η = 15.36%), the copper layer is subjected to the three-dimensional external stress of the rotary forging die, and local slip and grain breakage begin to occur. Under the continuous external stress, the grains are gradually elongated along the drawing direction, and the transverse width begins to decrease (Figure 3a). With the continuous increase of cumulative deformation, the stress on the longitudinal section grains is also increasing. When η = 32.10%, the grains continue to elongate, the transverse width continues to decrease, the grain boundary becomes blurred, and the crushing process is uneven (Figure 3b). In this process, it can be found through the copper layer reverse polar figure that the grain orientation of the copper layer is composed of a strong <111>//TD fiber texture and a weak <001>//TD and <101>//ND fiber texture. After further plastic deformation, the orientation of the copper layer grains gradually approaches to the strong <111>//TD and <101>//ND fiber texture orientation (Figure 3b). It can be seen from Figure 3a,b that when the accumulative deformation is small, such as η = 15.36%, 32.10%, the texture orientation of copper layer grains is more inclined to TD and ND directions. When the accumulative deformation is large, such as η = 48.16%, 61.06%, 71.00%, the grains of the longitudinal section copper layer are gradually elongated into slender fiber strips along the drawing direction, and the transverse width is greatly reduced. The grain orientation of copper layer shows obvious <001>//TD fiber texture orientation (Figure 3e), which is consistent with research results [18].
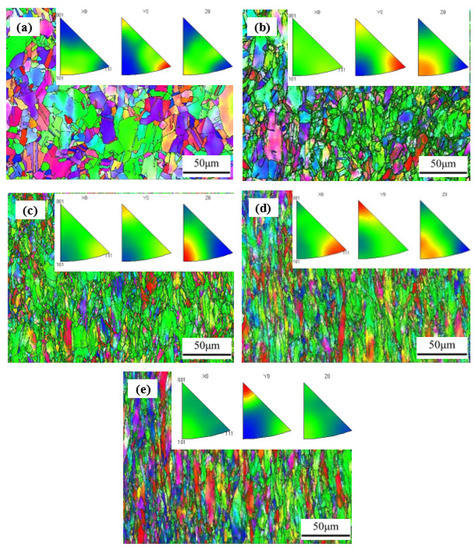
Figure 3.
EBSD orientation diagram and inverse pole figure of copper layer longitudinal section of cold rotary swaged copper-clad magnesium wire. (a) 15.36%, (b) 32.10%, (c) 48.16% (d) 61.06%, (e) 71.00%.
As shown in Figure 4, as the annealing temperature increases, the grains continue to grow and coarsen. At 350 °C, the grains of the copper layer are slender. At 400 °C, due to the deformation storage energy accumulated by large deformation, part of the grains coarsen and grow. At this time, the grain size is not uniform, close to complete recrystallization, and annealing twins can be seen inside. With the further increase of temperature, the grain growth rate is slow, and the complete recrystallization is basically completed.
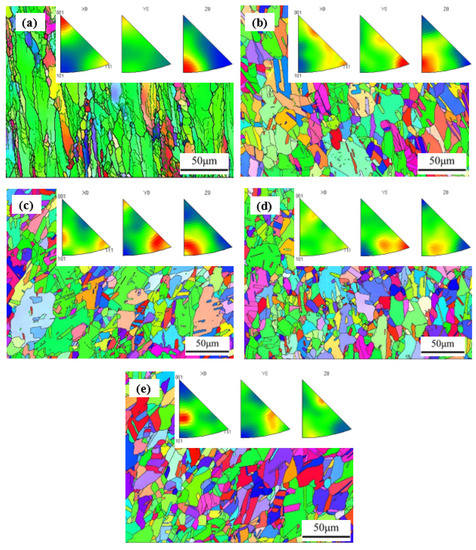
Figure 4.
EBSD orientation diagram and inverse pole figure of copper layer longitudinal section of η = 61.06% annealed copper-clad magnesium wire. (a) 350 °C, (b) 400 °C, (c) 450 °C, (d) 500 °C, (e) 550 °C.
Figure 5a shows the effect of cold rotary swaging on the high and low angle grain boundary of copper layer. With the increase of accumulative deformation, the proportion of low-angle grain boundary increases and the proportion of high angle grain boundaries decreases. When the accumulative deformation is 32.10%, the proportion of low-angle grain boundary increment is the largest, accounting for 84.31%, and the proportion of high angle grain boundaries decreases the most, accounting for 25.69%, the proportion of subsequent high and low angle grain boundaries is basically unchanged. With the increase of temperature, the high-angle grain boundary increases. At 400 °C, the increment of high-angle grain boundary is the largest, and it remains basically unchanged after continuing to heat up [20].
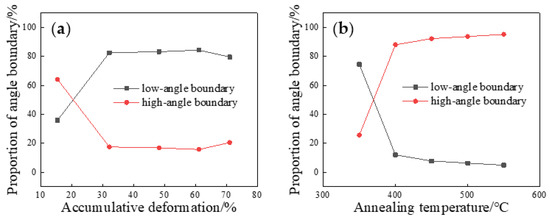
Figure 5.
(a) Effect of cold rotary swaging on grain boundary of copper layer, (b) Effect of annealing temperature on grain boundary of copper layer of copper clad magnesium wire with η = 61.06%.
3.2. Microstructure of Magnesium
Figure 6 is the EBSD orientation diagram and inverse pole figure of magnesium core longitudinal section of cold rotary swaged copper-clad magnesium wire. It is found from the inverse pole figure in the upper right corner that when the accumulative deformation is small (η = 15.36%, 32.10%), with the increase of the accumulative deformation, the texture strength of the three directions of the magnesium core grains is obviously enhanced. With the continuous increase of accumulative deformation (η =48.16%, 61.06%), the fiber texture intensity began to weakens continuously, the orientation became more dispersed, the grains gradually changed to equiaxed grains, and the grains of the copper layer had no obvious texture orientation distribution, which was caused by the dynamic recrystallization of magnesium during the cold rotary swaging process [21,22]. When accumulative deformation is 71.00%, the texture strength is slightly enhanced. At this time, the rate of dynamic recrystallization is less than the rate of work hardening. As shown in Figure 7, with the increase of annealing temperature, the grains continue to grow and coarsen. However, when the temperature is too high, due to the small area of the longitudinal section of the magnesium core, the longitudinal section of the magnesium core can only accommodate a small amount of grains. The statistical data at this time is not convincing. Therefore, we do not study the orientation diagram and the proportion of high and low angle grain boundaries when the annealing temperature is 500 °C and 550 °C.
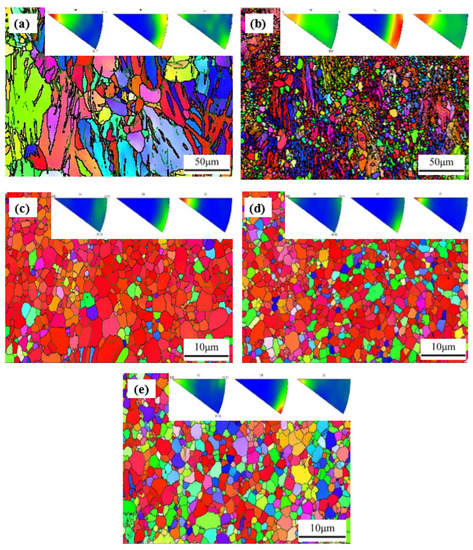
Figure 6.
EBSD orientation diagram and inverse pole figure of magnesium core longitudinal section of cold rotary swaged copper-clad magnesium wire. (a) 15.36%, (b) 32.10%, (c) 48.16% (d) 61.06%, (e) 71.00%.
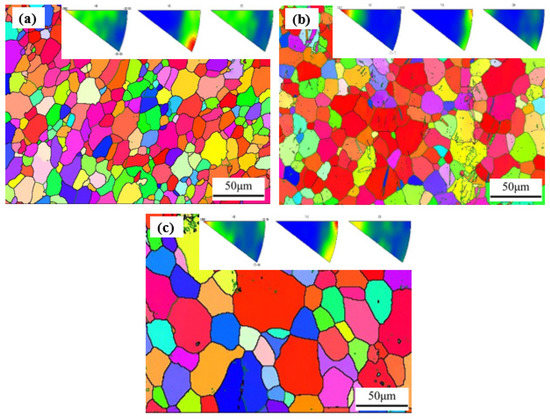
Figure 7.
EBSD orientation diagram and inverse pole figure of magnesium core longitudinal section of η = 61.06% annealed copper-clad magnesium wire. (a) 350 °C, (b) 400 °C, (c) 450 °C.
Figure 8 is the effect of cold rotary swaging on the grain boundary of magnesium core. When the accumulative deformation is small (15.36%, 32.1%), the proportion of low-angle grain boundary becomes smaller. When the accumulative deformation is large (η = 48.16%, 61.06%), the proportion of low-angle grain boundary is greatly reduced. When η is 71.00%, the proportion of low angle grain boundary increases. All these can also prove the above conclusion.
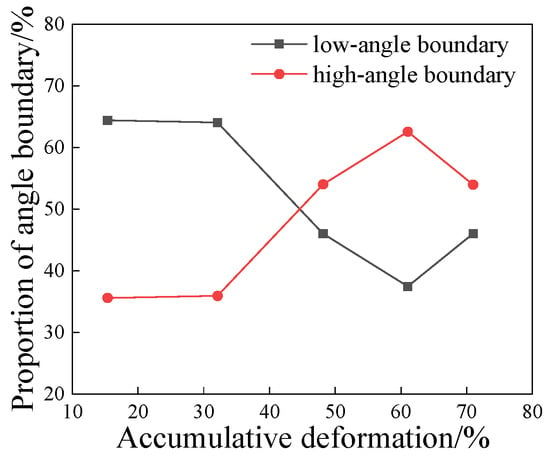
Figure 8.
The effect of cold rotary swaging on the grain boundary of magnesium core.
3.3. Interface of Copper Clad Magnesium Composite Wire
As shown in Figure 9a, the interface bonding quality of the longitudinal section of the composite wire is better, and there is a very thin transition layer. No intermetallic compound [23,24] is observed in the unannealed composite wire. This is because at room temperature, the interface bonding of the bimetallic interface mainly depends on the ductile rheology of the contact point or the mutual embedding of the surface concave and convex to form a solid bonding. At this time, the diffusion ability of the atoms is limited, which is not enough to form an effective metallurgical bonding. After annealing, the degree of atomic diffusion at the copper/magnesium interface increases, and the width of the transition layer increases (Figure 9b), and the width of the transition layer increases with the increase of temperature. The width of the transition layer increased significantly at 450 °C, and then increased further at 500 °C (Figure 10), which was due to the formation of intermetallic compounds at the interface of copper-clad magnesium. This conclusion can also be further verified in subsequent TEM tests. As shown in Figure 11, a small amount of intermetallic compound Mg2Cu is detected at the longitudinal section of the wire annealed at 450 °C, and MgCu2 is found at the longitudinal section of the wire annealed at 500 °C.
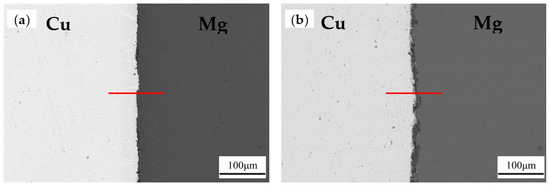
Figure 9.
EPMA diagram of longitudinal section of copper-clad magnesium composite wire with η = 61.06%. (a) Unannealed, (b) Annealing.
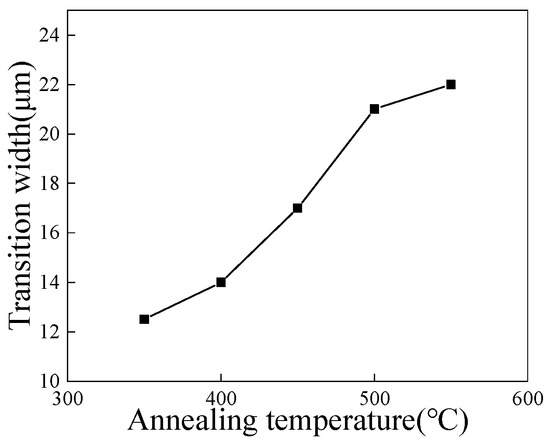
Figure 10.
Effect of temperature on the width of transition layer of longitudinal section of wire with η = 61.06%.
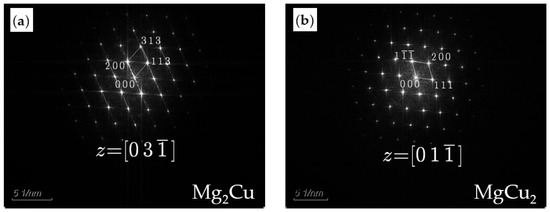
Figure 11.
Copper-clad magnesium composite wire longitudinal section TEM diffraction analysis. (a) 450 °C, (b) 500 °C.
3.4. Properties of Copper-Clad Magnesium Composite Wire
As shown in Figure 12a, with the increase of accumulative deformation, the dislocation increment makes the wire work hardening, and the tensile strength increases continuously. When the accumulative deformation is 61.06%, it reaches 289 MPa, and the elongation decreases continuously. As shown in Figure 12b, with the increase of annealing temperature, the recovery and recrystallization of the copper-clad magnesium composite wire structure occurred, the vacancy diffusion and dislocation movement occurred inside the material, the storage energy was released, the work hardening effect was weakened, and the tensile strength of the composite wire gradually decreased. The elongation after fracture increases first and then decreases [25]. At 350 °C, the elongation after fracture reaches 7%. With the increase of annealing temperature, the elongation after fracture reaches 17% at 400 °C, and there is still a strong fiber texture. At 450 °C, copper recrystallizes completely, and the grains are fine equiaxed grains. At this time, the dislocation density in the crystal is greatly reduced, and the work hardening is basically eliminated, the elongation after fracture reaches 22%. When the annealing temperature is further increased, the grain size of the copper layer grows and coarsens, and the width of the copper/magnesium bimetal interface layer increases significantly (Figure 10). At the same time, it can be seen from Figure 11 that at 500 °C, the interface of the copper clad magnesium wire will produce intermetallic compound MgCu2, in which MgCu2 belongs to the laves phase [26]. The fracture toughness is very low at room temperature, which makes the elongation after fracture decreases.
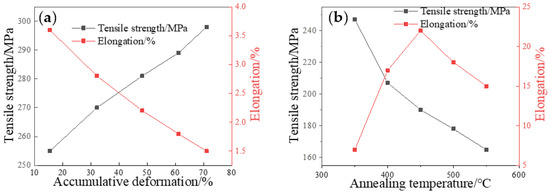
Figure 12.
(a) Effect of cold rotary swaging on tensile strength and elongation, (b) Effect of annealing temperature on the size angle grain boundary of copper layer of copper clad magnesium wire with η = 61.06%.
As shown in Figure 13a, the microhardness of the composite wire shows an upward trend with the increase of the cumulative strain. The total hardness of copper increases by nearly 12% when the cumulative deformation is from 15.36% to 61.06% while the value only increases by 8% when the accumulative deformation is from 15.36% to 48.16%. In the last few passes of swaging process, copper has exhausted its maximum work hardening ability. Therefore, although the degree of deformation is close, the increase of hardness is reduced. The growth trend of magnesium core hardness is the same as that of copper. However, for the sample with a cumulative deformation of 61.06%, the hardness of the magnesium core decreases slightly due to dynamic recrystallization. Heat treatment will lead to a decrease in the hardness of copper-clad magnesium (Figure 13b). The higher the annealing temperature, the greater the hardness reduction [27,28]. Lower annealing temperature (350 °C) has a greater impact on magnesium. There is no significant difference in the degree of recovery of magnesium texture between 350 °C and higher annealing temperature, while higher annealing temperature (500 °C) has a greater impact on copper. The results are consistent with the EBSD texture characterization and the results of high-angle and low-angle grain boundaries, which can show the significant grain refinement, recovery and recrystallization processes of the two materials after swaging and annealing [29].
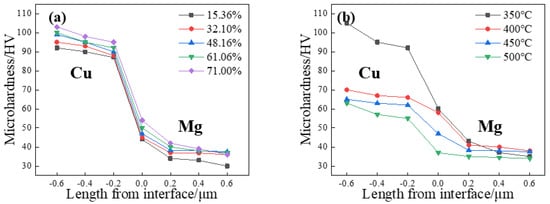
Figure 13.
(a) Effect of cold rotary swaging on the microhardness, (b) Effect of annealing temperature on the microhardness of copper-clad magnesium wire with η = 61.06%.
As shown in Figure 14a, with the increase of accumulative deformation, the conductivity of copper-clad magnesium composite wire shows a downward trend [30].When the accumulative deformation reaches 71.00%, the conductivity of copper-clad magnesium composite wire reaches 78.1% IACS, which is 4.3% lower than that when the accumulative deformation is 15.36%.This is because the grain boundary area of copper-clad magnesium composite wire increases with the increase of accumulative deformation, and the increase of grain boundary area in conductor will enhance the scattering of electronic waves by static defects and reduce the conductivity. As shown in Figure 14b, when the annealing temperature is lower than 400 °C, the recrystallization of copper-clad magnesium occurs, the grain grows up, the defect concentration decreases obviously, the scattering of conduction electron wave decreases, and the conductivity of copper-clad magnesium composite wire is improved, reaching 81.1% IACS at 400 °C. When the annealing temperature is higher than 400 °C, the conductivity of the copper-clad magnesium composite wire begins to decrease, and the decrease is the largest at 550 °C, and it is significantly lower than that of the cold rotary swaging copper-clad magnesium composite wire. The conductivity of the wire is significantly lower than that of the copper-clad magnesium composite wire at room temperature, which may be related to formation of intermetallic compounds at the interface. Usually, because the metal bonds between atoms are partially converted into covalent bonds or ionic bonds after the metal composition compound, the number of electrons in the conductor is reduced, resulting in the conductivity of the intermetallic compound is much smaller than that of each component. In the study of copper-magnesium composites, Volkov [31] found that the resistivity increased suddenly at 500 °C, and intermetallic compounds were found at the interface at this time, which was consistent with our discussion results.
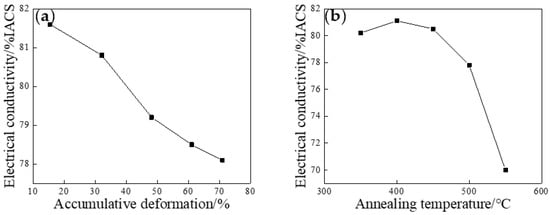
Figure 14.
(a) The effect of cold rotary swaging on conductivity, (b) The effect of annealing temperature on conductivity of copper-clad magnesium wire with η = 61.06%.
4. Conclusions
In this paper, a copper-clad magnesium composite wire with a diameter of 3.12 mm (η = 61.06%) was prepared by cold rotary swaging, and the effects of rotary swaging and annealing on the microstructure and properties of the composite wire were explored, and the following conclusions could be drawn:
With the increase of cumulative deformation, the copper layer grains obviously showed the fiber texture orientation of <001>//TD. When η is 48.16%, 61.06%, 71.00%, the texture intensity begins to weaken continuously, the orientation gradually becomes dispersed, and the grains of magnesium core gradually transform into equiaxed grains, which was due to the effect of rotary swaging process on grain refinement, tissue recovery and structural unit reorientation.
At room temperature, after multi-pass cold rotary swaging, the thickness of copper cladding layer of copper-clad magnesium wire is uniform, the interface bonding is good, the mechanical properties are improved, especially the tensile strength can reach 289 MPa.
After the reasonable annealing process of 400 °C/1 h, the grain of the composite wire grew up, the proportion of low-angle grain boundary decreased, the interface transition layer did not thicken significantly, the ductility and conductivity of the wire were improved, the elongation after fracture reached 17%, and the conductivity reached 81.1% IACS.
Cold rotary swaging induced neglectable intermetallics development. When the annealing temperature is 450 °C and 500 °C, intermetallic compounds Mg2Cu and MgCu2 are found at the wire interface, which is the main factor for the decrease of conductivity.
Author Contributions
Conceptualization, F.Z. and S.H.; methodology, F.Z. and S.H.; validation, X.C., P.G. and K.Z.; investigation, X.C., P.G. and K.Z.; writing—original draft preparation, F.Z.; writing—review and editing, W.T. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by the National Natural Science Foundation of China (51201107), State Key Laboratory of Advanced Optical Communication Systems and Networks (2018GZKF03007), the manufacturing principle and performance control theory of magnesium/heterogeneous metal composites, a major project of basic and applied basic research in Guangdong Province (2020B0301030006), and Guangdong Academy of Sciences has established a special fund project for the construction of first-class research institutions in China, a new generation of metal matrix composite interface and performance control and application (2020GDSKXYL-20200101001). The APC was funded by Institute of New Materials, Guangdong Academy of Sciences.
Data Availability Statement
The raw/processed data required to reproduce these findings cannot be shared at this time due to legal or ethical reasons. The raw/processed data required to reproduce these findings cannot be shared at this time as the data also forms part of an ongoing study.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Kunčická, L.; Kocich, R. Optimizing electric conductivity of innovative Al-Cu laminated composites via thermomechanical treatment. Mater. Des. 2022, 215, 110441. [Google Scholar] [CrossRef]
- Lee, J.; Jeong, H. Effects of cladding configuration and volume fraction of Cu on thermal diffusivity in mono and bundled Al/Cu clads fabricated through a rod drawing process. Mater. Lett. 2021, 282, 128885. [Google Scholar] [CrossRef]
- Kaya, Y. Microstructural, mechanical and corrosion investigations of ship steel-aluminum bimetal composites produced by explosive welding. Metals 2018, 8, 544. [Google Scholar] [CrossRef]
- Eslami, N.; Hischer, Y.; Harms, A.; Lauterbach, D.; Böhm, S. Optimization of process parameters for friction stir welding of aluminum and copper using the taguchi method. Metals 2019, 9, 63. [Google Scholar] [CrossRef]
- Li, H.; Ding, Z.; Tan, F.; Liu, B. Microstructural Evolution and Mechanism of Grain Refinement During Annealing of Cold-Drawn Copper Clad Steel Wires. JOM 2020, 72, 2134–2138. [Google Scholar] [CrossRef]
- Mao, Z.; Xie, J.; Wang, A.; Wang, W.; Ma, D. Interfacial characterization and bonding properties of copper/aluminum clad sheets processed by horizontal twin-roll casting, multi-pass rolling, and annealing. Metals 2018, 8, 645. [Google Scholar] [CrossRef]
- Kitazawa, H.; Sakita, T. Copper-Coated Magnesium Wire and Manufacturing Method Thereof. WO2017221485A1, 2 August 2017. [Google Scholar]
- Jiang, S.; Peng, R.L.; Jia, N.; Zhao, X.; Zuo, L. Microstructural and textural evolutions in multilayered Ti/Cu composites processed by accumulative roll bonding. J. Mater. Sci. Technol. 2019, 35, 1165–1174. [Google Scholar] [CrossRef]
- Toroghinejad, M.R.; Jamaati, R.; Dutkiewicz, J.; Szpunar, J.A. Szpunar, Investigation of nanostructured aluminum/copper composite produced by accumulative roll bonding and folding process. Mater. Des. 2013, 51, 274–279. [Google Scholar] [CrossRef]
- Keller, C.; Moisy, F.; Nguyen, N.; Eve, S.; Dashti, A.; Vieille, B.; Hug, E. Microstructure and mechanical properties characterization of architectured copper aluminum composites manufactured by cold-drawing. Mater. Charact. 2021, 172, 110824. [Google Scholar] [CrossRef]
- Li, X.B.; Zu, G.Y.; Ping, W.A.N.G. Microstructural development and its effects on mechanical properties of al/cu laminated composite. Trans. Nonferrous Met. Soc. China. 2015, 25, 36–45. [Google Scholar] [CrossRef]
- Zhang, H.; Dong, X. Experimental and numerical studies of coupling size effects on material behaviors of polycrystalline metallic foils in microscale plastic deformation. Mater. Sci. Eng. A 2016, 658, 450–462. [Google Scholar] [CrossRef]
- Guo, L.; Wang, J.; Yun, X.; Chen, Z. Fabrication of aluminum–magnesium clad composites by continuous extrusion. Mater. Sci. Eng. A 2021, 802, 140670. [Google Scholar] [CrossRef]
- Kuhnke, S.; Gensch, F.; Nitschke, R.; Sanabria, V.; Mueller, S. Influence of die surface topography and lubrication on the product quality during indirect extrusion of copper-clad aluminum rods. Metals 2020, 10, 888. [Google Scholar] [CrossRef]
- Kunčická, L.; Macháčková, A.; Krátká, L.; Kocich, R. Analysis of deformation behaviour and residual stress in rotary swaged Cu/Al clad composite wires. Materials 2019, 12, 3462. [Google Scholar] [CrossRef]
- Naydenkin, E.V.; Mishin, I.P.; Zabudchenko, O.V.; Lykova, O.N.; Manisheva, A.I. Structural-phase state and mechanical properties of β titanium alloy produced by rotary swaging with subsequent aging. J. Alloys Compd. 2023, 935, 167973. [Google Scholar] [CrossRef]
- Mao, Q.; Liu, Y.; Zhao, Y. A review on mechanical properties and microstructure of ultrafine grained metals and alloys processed by cold rotary swaging. J. Alloys Compd. 2022, 896, 163122. [Google Scholar] [CrossRef]
- Beyerlein, I.J.; Tóth, L.S. Texture evolution in equal-channel angular extrusion. Prog. Mater. Sci. 2009, 54, 427–510. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R. Correlating Structure and Electrical Properties in Rotary Swaged Al/Cu Clad Composites. Key Eng. Mater. 2020, 865, 85–90. [Google Scholar] [CrossRef]
- Zhang, W.; Zhang, P.; Lu, D.; Pan, H.; Liu, X.; Xu, C.; Ji, H. A supersaturated Cu-Ag nanoalloy joint with ultrahigh shear strength and ultrafine nanoprecipitates for power electronic packaging. J. Met. Sci. Technol. 2023, 145, 56–65. [Google Scholar] [CrossRef]
- Sun, L.; Bai, J.; Xue, F.; Tao, L.; Chu, C.; Meng, J. Exceptional texture evolution induced by multi-pass cold drawing of magnesium alloy. Mater. Des. 2017, 135, 267–274. [Google Scholar] [CrossRef]
- Sun, L.; Bai, J.; Xue, F.; Chu, C.; Meng, J. The work softening behavior of pure Mg wire during cold drawing. Materials 2018, 11, 602. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R.; Strunz, P.; Macháčková, A. Texture and residual stress within rotary swaged Cu/Al clad composites. Mater. Lett. 2018, 230, 88–91. [Google Scholar] [CrossRef]
- Kocich, R.; Kunčická, L.; Macháčková, A.; Šofer, M. Improvement of mechanical and electrical properties of rotary swaged Al-Cu clad composites. Mater. Des. 2017, 123, 137–146. [Google Scholar] [CrossRef]
- Xu, C.H.E.N.; Xing, H.A.N.; LUO, Z.Q.; PENG, H.L. Effect of bonding temperature and heat treatment on microstructure and mechanical property of Mg− 6Gd− 3Y alloy vacuum diffusion bonded joints. Trans. Nonferrous Met. Soc. China 2022, 32, 2205–2215. [Google Scholar]
- Xue, Y.; Sun, H.; Feng, N.; Kang, C.; Yuan, L.; Gan, B. Effects of pre-existing twins on the mechanical properties of Laves phase V2Hf-based alloy. Mater. Charact. 2023, 195, 112508. [Google Scholar] [CrossRef]
- Polkowski, W.; Bruzda, G.; Polkowska, A.; Krzak, I.; Tchórz, A.; Nowak, R.; Karczewski, K. Microstructural characteristics and mechanical properties of Si-B alloys for functional and structural ultra-high temperature applications. J. Alloys Compd. 2023, 935, 167672. [Google Scholar] [CrossRef]
- Mehr, V.Y.; Toroghinejad, M.R.; Rezaeian, A. Mechanical properties and micro-structure evolutions of multilayered Al–Cu composites produced by accumulativeroll bonding process and subsequent annealing. Mater. Sci. Eng. A 2014, 601, 40–47. [Google Scholar] [CrossRef]
- Kocich, R.; Macháčková, A.; Kunčická, L.; Fojtík, F. Fabrication and characterization of cold-swaged multilayered Al–Cu clad composites. Mater. Des. 2015, 71, 36–47. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R.; Dvořák, K.; Macháčková, A. Rotary swaged laminated Cu-Al composites: Effect of structure on residual stress and mechanical and electric properties. Mater. Sci. Eng. A 2019, 742, 743–750. [Google Scholar] [CrossRef]
- Volkov, A.Y.; Kalonov, A.A.; Komkova, D.A.; Glukhov, A.V. Structure and properties of Cu/Mg composites produced by hydrostatic extrusion. Phys. Met. Metallogr. 2018, 119, 946–955. [Google Scholar] [CrossRef]














Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).