Abstract
An effective combination of oxidation medium, ball milling parameters, and copper additive disperstiy ensuring fast aluminum scrap reaction with high hydrogen yield, was suggested. Different milling parameters (5, 10, and 15 mm steel balls; 1 and 2 h; unidirectional and bidirectional rotation modes) were tested for Al-10 wt.% Cu (50–70 μm) composition. The samples milled with 5 (2 h) and 10 mm (1 and 2 h) balls contained undesirable intermetallic phases Al2Cu and Cu9Al4, while those activated with 15 mm balls (1 h) provided the second-finest powder and best preservation of the original Cu and Al phases. Among the tested (at 60 °C) 2 M solutions NaCl, LiCl, KCl, MgCl2, ZnCl2, BaCl2, CaCl2, NiCl2, CoCl2, FeCl2, and AlCl3, the first six appeared to be almost useless (below 4% hydrogen yield), the following four provided better results, and the ultimate 91.5% corresponded to AlCl3. Samples with Cu dispersity of 50–100 nm, 1–19, 50–70, and 150–250 μm, and with no additive, were milled under the optimal parameters and tested in AlCl3. Their total yields were similar (~90–94%), while reaction rates differed. The highest rate was obtained for the sample modified with 50–70 μm powder.
1. Introduction
Rising global challenges associated with CO2 emissions, energy security, and sustainable development prompt scientific, political, and business communities to intensify their efforts to elaborate transformation strategies in the energy sector [1,2]. Transition to net-zero greenhouse gas emissions, circular economy, renewable energy sources, and effective heat and power systems represents an acute modern problem [3,4,5,6]. Cleaner technologies for transport and buildings have already become reality [7,8,9]. And yet, the major drawback of renewable energy (wind, solar, wave, tidal) is its inconsistency. Therefore, in recent years, a number of solutions for its accumulation and storage, as well as for the optimization, control, and management of its consumption have appeared [6,10,11]. One of the promising approach to solving energy accumulation, storage, and transition problems is implementation of hydrogen—sustainable and environmentally friendly fuel [12]. Currently, the major starting materials for its production are hydrocarbons (undergoing steam reforming, pyrolysis, or gasification); their promising alternatives include water (split by electrolysis) and biomass (subject to fermentation) [13,14,15,16]. Electrical water splitting, largely relying on electrocatalysts (heterointerface materials with a hierarchical morphology, carbon-based amorphous transition metal complexes, etc.), is the perfect method for large-scale hydrogen production [17,18].
On the one hand, hydrogen represents almost perfect ‘fuel of the future’, which can be utilized in fuel cells, gas turbines, or internal combustion engines. On the other hand, however, its use is associated with dangers arising from its low ignition energy, relatively high flame velocity, wide flammability range, and rapid diffusion [19,20]. The most popular of the existing hydrogen storage technologies are physical storage (compressed or liquid gas), and chemical storage (gas bonded to metal hydrides). Their main drawbacks are associated respectively with high pressures (up to 700–1000 bar), low temperatures (down to 20 K), and low hydrogen densities, poor reversibility, slow kinetics, and high dehydrogenation temperatures [21].
In order to avoid the mentioned obstacles, a required amount of hydrogen can be obtained in situ from the oxidation of some metals (mainly, magnesium and aluminum) with water or aqueous solution. Under normal conditions, aluminum (excepting nanoparticles) cannot react with water due to the presence of a slowly hydrated protective oxide layer on the metal’s surface [22]. For micron-sized Al powders and distilled water, the reaction with hydrogen generation became observable at temperatures of 68–70 °C, but proceeded slowly [23,24]. Therefore, to induce the reaction, a number of approaches to remove the passive film have been suggested. One of such approaches constitutes in carrying out the process at temperatures above 100 °C that ensures a considerable increase on water diffusivity [25,26,27,28,29,30,31,32,33,34]. Another approach is to destroy the protective film by aluminum ball milling with various additives. The other ball milling effects are significant reduction in the aluminum particle sizes, and creation of crystal lattice imperfections, favoring pitting corrosion. Metal can be ball milled as it is, or with hard and brittle additives, such as salts (e.g., NaCl, KCl, NiCl2, CoCl2) [35,36,37,38,39], oxides and hydroxides (Bi(OH)3, AlOOH, Al(OH)3, Al2O3, TiO2, Co3O4, Cr2O3, MoO3, Bi2O3, CuO, Cu2O) [40,41,42,43,44,45,46]. An important ball milling effect for Al modified with metals (e.g., Bi, Zn, In, Ni, Sn, Cu) is the formation of ‘microgalvanic cells’ enhancing galvanic corrosion of less noble aluminum in conductive media [47,48,49,50,51]. The same activation mechanism was employed for the alloy samples manufactured by aluminum melting with various metals (Fe, Sn, Cu, Bi, Sn, Li) [52,53,54,55,56,57,58]. Addition of Ga and Ga-based alloys (together with In, Sn, Mg, Zn, Cu) results in liquid metal embrittlement of aluminum, which undergoes cracking along the grain boundaries and readily interacts with water over its newly created surfaces [59,60,61,62,63,64]. And one more of the widely used ways to aluminum activation is dissolution of its passive layer by the transformation of aluminum oxides and hydroxides into highly soluble compounds. Thus, the reaction between alkali solutions, NaOH or KOH, and aluminum lead to the formation of aluminates, NaAl(OH)4 or Kal(OH)4 [65,66,67,68,69]. And hydrochloric acid as well as metal chlorides supply Cl− ions which interaction with the oxide film produces oxy- and hydroxychlorides [70,71,72,73,74]. Utilization of waste aluminum is another modern matter of interest, as aluminum foils, wires, dross, cans, machining products, construction parts, and debris represent a cheaper starting material for hydrogen production [75,76,77,78,79,80,81].
In the present study, a method for the conversion of aluminum machining waste in form of chips and shavings into hydrogen will be suggested. To study the effect of solution composition on the reaction rate, 2 M aqueous solutions NaCl, LiCl, KCl, MgCl2, CaCl2, ZnCl2, BaCl2, NiCl2, CoCl2, FeCl2, and AlCl3 will be tested at a temperature of 60 °C (below the temperature of 68 °C, when aluminum-water reaction becomes detectable). Pitting corrosion of Al in the presence of Cl− ions is affected by the material composition, presence and distribution of micro-defects (vacancies, voids, etc.) as well as macro-defects (inclusions, second phase particles, their size and shape) [82]. From the commonly used metals, Cu, Sn, Al, Ni, Fe, Zn, and Pb, corrosion potentials of Cu and Al measured in chloride solutions were the highest and the lowest [83]. To enhance aluminum corrosion in chlorine solution, its modification with Cu will be performed. In some studies, it was shown that under specific conditions, ball milling of Al with Cu leads to the formation of intermetallic phases Al2Cu (stable) and Cu9Al4 (metastable, removable by annealing) [84,85,86,87,88,89] and, in case of prolonged ball milling, additional phases of solid solutions Cu(Al) or Al(Cu) [90,91,92]. According to the data collected from the studies on Al-Cu ball milling, prolonged ball milling and high rotation speeds leads to the formation of the said intermetallic compounds. Their formation can be beneficial for the improvement of Al-Cu alloys mechanical properties. However, the corrosion potentials of the intermetallic phases fall between those for Al and Cu [93]. Although the new phase is ‘cathodic’ with respect to Al, the difference between their potentials is obviously smaller than that for Al and Cu. Also the formation of such phases consumes some amount of Al, thus decreasing the theoretical hydrogen yield. Moreover, ball milling duration and milling ball size exert big influence on the structure transformation of aluminum particles. Thus, it was demonstrated that prolonged ball milling (over 4–7 h) of aluminum powder leads to a decrease in its hydrogen generation performance, and that a smaller number of big balls provide much better powder particle size reduction as compared to a big number of small balls [44,94,95,96]. Therefore, another aim of the present study is investigation of the effect of ball milling parameters (duration and milling balls’ sizes) on the phase composition of samples manufactured of 90 wt.% Al scrap and 10 wt.% Cu powder. The effect of additive particle sizes on hydrogen production from hydroreactive metals is not obvious as well. Thus, in study [97], for Mg-Ni composite it was assumed that a larger cathode (Ni) surface area resulting from shorter ball milling time was one of the key reasons for faster hydrogen production. In contrast, in study [98], Bi nanoparticles were reported to demonstrate better results than micron-sized ones. Therefore, for the selected solution and ball milling parameters, the influence of copper powder particle size on the hydrogen evolution performance will be studied as well.
2. Materials and Methods
The base starting material for the manufacture of hydroreactive samples was scrap of D16 grade aluminum alloy (National Standard GOST 4784–97) which elemental composition was generally similar to that of 2024 aluminum alloy [99,100]. Activator (10 wt.%) was represented by copper powders with various particle sizes: 50–100 nm nanopowder (98%, Technical Specification No. 1791-003-36280340-2008, ‘MP-Line Group’ Ltd., Moscow, Russia), 1–19 μm ultradisperse powder (99.999%, Technical Specification No. 1793-001-50316079-2004, ‘MetallEnergoHolding’, group of companies, Ltd., Irkutsk, Russia), 50–70 μm PMS-1 grade powder (99.5%, National Standard GOST 4960-2009, ‘Rushim.Ru’ Ltd., Moscow, Russia), and 150–250 μm PMS-N grade coarse powder (99.999%, National Standard GOST 4960-2009, ‘Uralelektromed’ JSC, Verkhnyaya Pyshma, Russia). 2 M aqueous salt solutions were prepared of distilled water and the following reagents: chemically pure NaCl (National Standard GOST 4233-77, ‘LabTech’ Ltd., Moscow, Russia), chemically pure KCl (National Standard GOST 4234-77, ‘LabTech’ Ltd., Moscow, Russia), pure anhydrous LiCl (Technical Specification No. 2-476-11, ‘Component-Reaktiv’ Ltd., Moscow, Russia), pure anhydrous CaCl2 (Technical Specification No. 2-239-10, ‘Component-Reaktiv’ Ltd., Moscow, Russia), chemically pure AlCl3∙6H2O (Technical Specification No. 2-191-10, ‘Component-Reaktiv’ Ltd., Moscow, Russia), pure ZnCl2 (Technical Specification No. 1-533-12, ‘Component-Reaktiv’ Ltd., Moscow, Russia), analytical grade BaCl2∙2H2O (National Standard GOST 4108-72, ‘Reahim’ Ltd., Moscow, Russia), MgCl2∙6H2O (CAS 7791-18-6, ‘Rushim.Ru’ Ltd., Moscow, Russia), FeCl2∙4H2O (Technical Specification No. 6-02-609-86, ‘Rushim.Ru’ Ltd., Moscow, Russia), CoCl2∙6H2O (National Standard GOST 4525-77, ‘Rushim.Ru’ Ltd., Moscow, Russia), and pure NiCl2∙6H2O (National Standard GOST 4038-79, ‘Rushim.Ru’ Ltd., Moscow, Russia).
Ball milling was performed using a centrifugal ball mill (S 100; ‘Retsch’ GmbH, Haan, Germany) and 125 mL milling pot which was filled in a glove box (G-BOX-F-290; ‘FUMATECH’ Ltd., Novosibirsk, Russia) under pure argon (99.993%, National State Standard GOST 10157-79, ‘NII KM’ Ltd., Moscow, Russia). To assess the effect of milling ball size, sets of stainless steel balls of 5, 10, and 15 mm in diameter were used. The ball to powder ratio of 24:1 was the same for all experiments; the ball sets included 191 small (5 mm) balls, or 24 medium size (10 mm) balls, or 7 big (15 mm) balls. To evaluate the milling duration influence, 1 and 2 h time intervals were tested. The rotation speed of 580 rpm was the same for all experiments. Two rotation modes—bidirectional, with pauses (30 s cycles, 1 s pauses), and more intensive unidirectional, without pauses—were tested in order to establish their possible influence on the formation of the said intermetallic phases and dispersity of the resulting composites.
The preparation for experiments on hydrogen evolution included pouring 1000 mL of 2 M aqueous salt solution into a reactor (1000 mL, JSC ‘Lenz Laborglas’, Wertheim, Germany) and heating it up to 60 °C with a heater (CC-308B; JSC ‘ONE Peter Huber Kältemaschinenbau’, Offenburg, Germany) under stirring (300 rpm) with a magnetic mixer (C-MAG HS 7; JSC ‘IKA-Werke’, Staufen, Germany). Then a 0.5 g sample was loaded into the reactor. Generated hydrogen passed through a Drexel flask into a glass vessel filled with water. Water ejected by the gas dropped into a flask placed onto scales (ATL-8200d1-I; ‘Acculab Sartorius Group’, New York, NY, USA), which readings were transmitted to a computer. The temperatures in the reactor and glass vessel were measured correspondingly with an L-type thermocouple (TP.KhK(L)-K11; ‘Relsib’ LLC, Novosibirsk, Russia) and a Pt100-type resistance temperature detector (TS-1288 F/11; ‘Elemer’ LLC, Podolsk, Russia) connected to a multichannel thermometer (TM 5103; ‘Elemer’ LLC, Podolsk, Russia). The atmosphere pressure values were obtained using a barometer (BTKSN-18; Technical Specification No. 1-099-20-85, ‘UTYOS’ JSC, Ulyanovsk, Russia). The collected data were used for the calculation of hydrogen volume values at standard conditions (Standard DIN 1343: 101,325 Pa, 0 °C) in accordance with the ideal gas law. The effect of various solutions was evaluated from single experiments. And for the selected solution, all Al-based samples (with copper additives of different dispersity and without it) were tested for three times (repeated experiments).
The original materials, ball milled samples, and solid reaction product were investigated via X-ray diffraction (XRD) analysis performed at a ‘Difraey 401’ diffractometer (‘Scientific Instruments’ JSC, Saint Petersburg, Russia) with Cr-Kα radiation (0.22909 nm). The XRD patterns were processed using a database (Powder Diffraction File™) from the International Centre for Diffraction Data (ICDD). Microstructure of the samples was analyzed by scanning electron microscopy (SEM) method and included imaging in secondary electron (SE) and backscattered electron (BSE) modes. And elemental composition of the samples was evaluated by energy-dispersive X-ray spectroscopy (EDX) method. SEM-EDX analysis was performed by scanning electron microscope TESCAN VEGA3 (‘Oxford Instruments’ PLC, Abingdon, United Kingdom). Visual investigation and particle size measurements of the original materials and manufactured powder samples were performed using a Bio 6 model optical microscope with a high-resolution camera (UCMOS 10000KPA; ‘Altami’ LLC, Saint Petersburg, Russia). Particle size measurements were carried out by means of ‘Altami Studio’ software (version 3.5, ‘Altami’ LLC, Saint Petersburg, Russia). The image processing procedure included ‘capturing’ particles in the image by adjusting rendering settings, their contouring, and further automatic calculation of the contour sizes (maximum Feret diameters) using the calibration data.
3. Results and Discussion
3.1. Effect of Ball Milling Conditions on Phase Transformations and Dispersity of the Resulting Composites
The general view photographs of the starting materials under magnification with the corresponding particle size distributions (excepting scrap composed of large ~1–10 mm pieces) are given In Figure A1 (see Appendix A). As it can be seen, scrap shavings had a plenty of mechanical damages on their surfaces and edges, and copper particles had irregular shape and uneven surface. As to the actual sizes of the powders, the evaluated results differed from those claimed by the manufacturers; that can be ascribed to relatively small numbers of particles for averaging, deviations from the actual particle sizes caused by image processing (especially for small particles), and high divergency in the particles’ sizes.
To evaluate the effect of balls’ size and milling duration on phase transformations and particle size reduction of the resulting composites, eight samples of aluminum scrap and 10 wt.% copper powder PMS-1 (50–70 μm) were manufactured. Two compositions were milled for 2 h with 5 mm balls in two different modes: continuous unidirectional rotation, and bidirectional rotation. Another two samples were mechanically activated during 1 h with 7 steel balls 15 mm in diameter, under the same two milling modes. And the last four test materials were manufactured by milling for 1 and 2 h, under the same two milling modes each, using 24 steel balls 10 mm in diameter. The images of the said samples under magnification are represented in Figure A2 (see Appendix A). It was clearly established that milling with the smallest balls resulted in the poorest particle size reduction (resulting flakes could hardly be classified as powder). The dispersity of the sample activated with the medium balls for 1 h was higher (it contained powder-like pieces and larger ones). The finest powder was obtained for 2 h ball milling with the medium balls. And the second-finest composite corresponded to 1 h activation with the largest balls. Implementation of a unidireactional rotation mode increased the share of smaller particles as compared with a less intensive bidirectional mode. However, in general, no significant difference in the particle sizes for the samples obtained under the said two modes was observed.
The phase compositions of the resulting samples were studied via XRD analysis. Their XRD patterns are represented in Figure 1. In accordance with the results, for both rotation modes, Al-Cu composition ball milled for 2 h with 5 mm steel balls included the original Al and Cu phases, Al2Cu and Cu9Al4 intermetallides, and Al2O3 compound apparently formed by the partial Al oxidation with residual oxygen. Moreover, as it was mentioned, those milling parameters provided the worst particle size reduction of the base scrap, yielding large flakes. Milling for 2 h with 10 mm balls resulted in the best particle size reduction, effective for obtaining powders. However, the sample ball milled with a pause was composed of Al, Cu9Al4, and Al2O3 phases, and the sample milled with no pause had Al2Cu phase as well. For those samples Cu was not detected. Under both rotation modes, the composites activated for 1 h using 10 mm balls contained Al, Cu, Cu9Al4, and Al2O3. For them particle size reduction appeared to be worse than that for 2 h milling with balls of the same size, but better than that for 2 h activation with the smaller balls. And under both rotation modes, the composites manufactured for 1 h with 15 mm balls contained the original Al and Cu phases with some amount of Al2O3. So, for the latest two samples, no intermetallic phases were detected, and particle size reduction was comparable with the best result (2 h, medium size balls, no pauses). Thus, the process parameters including activation with the big balls for 1 h and milling with no pauses provided the beneficial combination of effective particle size reduction and ‘conservation’ of the original Al and Cu phases (excepting Al2O3 formation apparently caused by insufficient purging with argon).
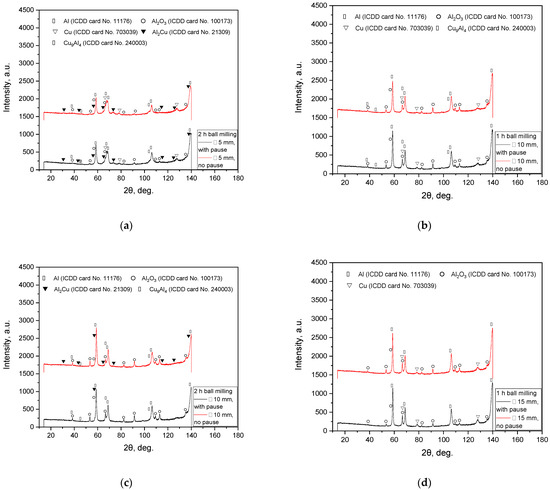
Figure 1.
XRD patterns of the samples with different ball milling parameters: (a) 2 h, 5 mm steel balls; (b) 1 h, 10 mm steel balls; (c) 2 h, 10 mm steel balls; (d) 1 h, 15 mm steel balls.
3.2. Effect of Solution Composition on Hydrogen Evolution
For all 2 M salt solutions, reaction was carried out at 60 °C. All chlorine solutions were tested at least for 50 min to access the general dynamics of the reaction process. The tested samples were composed of Al scrap activated with 10 wt.% of PMS-1 powder ball milled for 1 h with 15 mm steel balls in a unidirectional rotation mode with no pauses. The resulting hydrogen yield kinetic curves are shown in Figure 2. The results demonstrated that under the tested conditions (salt concentrations, temperature, and sample preparation method) NaCl, KCl, LiCl, BaCl2, ZnCl2, and MgCl2 solutions appeared to be almost useless for hydrogen generation, providing hydrogen yield below 4%. NiCl2 and CaCl2 demonstrated first- and second-highest reaction rates at the beginning; FeCl2 and CoCl2 started their reactions with the samples relatively fast. For CaCl2 solution, the reaction decayed rather soon after such a promising beginning. In cases of Ni, Fe, and Co chlorides, metal pieces anchored to the magnetic stirring bar were observed, that indicated proceeding of another parallel exchange reaction between Al and the salts of those metals. Such a reaction promoted hydrogen release, but at the same time obviously consumed a considerable amount of aluminum.
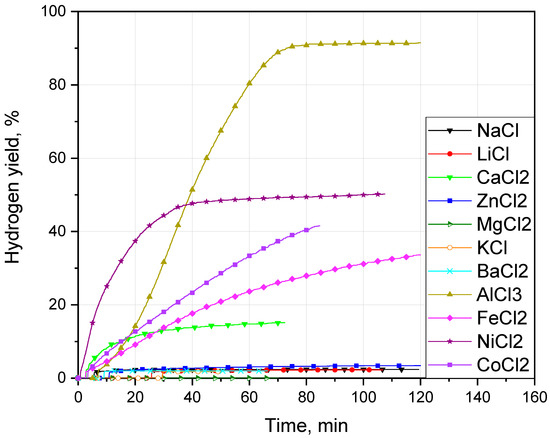
Figure 2.
Hydrogen yield kinetic curves for different solution compositions.
As to AlCl3 solution, the corresponding kinetic curve had a clear S-shape, typical for topochemical reactions, with the acceleration region in the beginning, section with the maximum reaction rate and deceleration, and termination part [101]. That solution provided the highest hydrogen yield of 91.5%. The value fell below 100% due to a partial oxidation of the scrap with residual oxygen during ball milling, which was proved by the XRD results. The effect of AlCl3 constituted in its transformation, by hydrolysis, into high soluble complexes: Al(H2O)63+ (pH < 3.6), [Al(OH)(H2O)4]2+ and [Al(OH)2(H2O)2]+ (pH ~4), [Al(OH)(H2O)4]2+ and [Al(OH)4]− (5.2 < pH < 6.7), and [Al(OH)4]− (pH > 7.0) [102,103]. The filtered reaction product did not contain any solids looking like boehmite or aluminum hydroxide. The apparent reason for that was the formation of soluble aluminum compounds instead of poorly soluble dense layers of AlOOH or Al(OH)3. The pH value of 2 M AlCl3 solution measured at 25 °C with a Multiparameter Transmitter M300 (JSC ‘Mettler Toledo’, Greifensee, Switzerland) was ~1.25. So, according to the above data, the measured pH corresponds to Al(H2O)63+ soluble compound. The resulting dehydrated solid product from the interaction between Al and hydrolyzed AlCl3 solution represents a hydroxychloride compound Alm(OH)nCl3m−n (m ≥ 1; 0 < n ≤ 3m). The basicity of the polyaluminum chloride is defined as n/3m, and the highest basicity of ∼83% corresponds to Al2(OH)5Cl·2H2O. Lesukite (Al2(OH)5Cl·2H2O) is a useful material for water treatment and for binding of antibacterial agents to cotton fabric [104,105,106]. As reported in [107], under thermal treatment at 543 K, Al2(OH)5Cl transforms into Al(OH)2Cl, AlOOH, and H2O (and at 723 K, Al(OH)2Cl decomposes into Al2O3, HCl, and H2O). So, in theory, aluminum oxidized with AlCl3 solution can be recovered by AlOOH dehydration and electrolysis of Al2O3.
3.3. Effect of Copper Powder Particle Size
To investigate the effects of copper particle size as well as its substantive presence, four samples containing 10 wt.% additive of 50–100 nm, 1–19 μm, 50–70 μm, and 150–250 μm powders, and a sample ball milled with no additive, were manufactured. The activation process parameters were 1 h, unidirectional ball milling (no pauses), 15 mm steel balls. Due to the detection of aluminum oxide in the previously described samples, more intensive argon purging of the glove box was executed. The composites’ photographs under magnification are given in Figure A2 (see Appendix A). No any visible differences between the samples were detected. Also the five samples were investigated by SEM and EDX methods, and the respective visual data are represented in Figure 3.
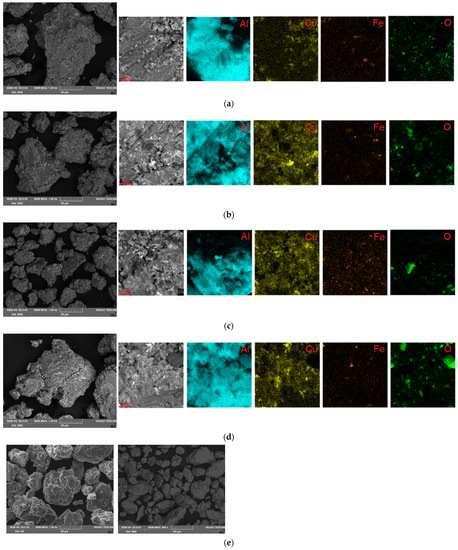
Figure 3.
SEM images and the corresponding EDX element distribution maps for different ball milled samples: (a) 50–100 nm copper powder; (b) 1–19 μm copper powder; (c) 50–70 μm copper powder; (d) 150–250 μm copper powder; (e) without copper powder.
In the SEM images (BSE mode) of the samples modified with copper powders, the basic aluminum was shown in dark-grey, and copper were illustrated by white and light-grey dots and spots with sharp or blurry contours. The mentioned copper-rich regions did not have any drastic differences in sizes, excepting those for the sample with 150–250 μm powder were somewhat larger, and those for 50–100 nm were generally smaller. The SEM image of the sample without copper powder (BSE mode) did not show any considerable contrast areas. And its microstructure, captured under SE mode, was similar to the microstructure of all four other samples milled with powders. As it can be seen, the particles represented solid shape structures formed by agglomerated smaller metal pieces. As it can be expected, 1 h ball milling with 15 mm balls (with no pauses) resulted in shear tearing as well as deformation embrittlement and fracturing of the original chips and shavings (several mm in size) into small pieces which agglomerated by cold welding. Large copper particles likely reduced their sizes, while small ones, in contrast, agglomerated. Then they were cold welded to aluminum particles, and some of them got smeared over the surface. Presumably, some of the copper particles got embedded beneath the surface because of the said ‘disintegration and integration’ processes of the scrap particles structural evolution.
The EDX analyses for the samples mechanically activated with copper powders evidenced the presence of Al (basic phase), Cu, Mg, and Mn—alloying elements; some amount of Fe likely represented one more of the alloying elements, while the rest, together with C, could be contamination from steel balls. The element distribution maps illustrate the most important components of the composite samples. Unfortunately, despite more intensive purging with Ar, for all samples O, apparently resulting from the aluminum interaction with residual oxygen under high energy milling, was detected. That could point to the imperfection of the used procedure for filling the milling pot with the original samples and balls in the glove box. Probably, to prevent the undesired oxidation, a special lid modification (with intake and exhaust nozzles for direct purging with protective gas), or wet milling in a protective liquid, should be used. From the comparison between the images for Cu and O distributions, it can be established that for the visible surface of the particle with 50–100 nm Cu powder, O distribution was generally more uniform, while Cu-rich regions were less dense, as compared to the other composites.
The XRD patterns of the original materials, ball milled samples, and filtered solid product (from the reaction of scrap modified with 50–70 μm copper powder with 2 M AlCl3 solution), are given in Figure 4. The results proved that in addition to the basic Cu phase, Cu nanopowder initially contained Cu2O and CuO phases as well. Apparently, intensive oxidation by air is a common case for Cu nanopowders. Another small sized powder (1–19 μm), besides Cu, also contained Cu2O phase. For both larger powders (50–70 and 150–250 μm), single Cu phase was detected.
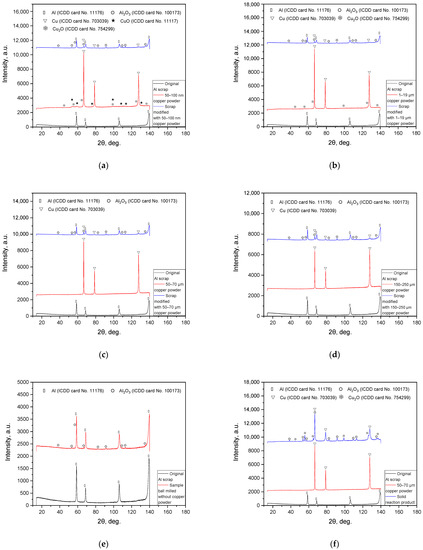
Figure 4.
XRD patterns of the original materials, ball milled samples modified with different copper powders, sample ball milled as it was, and filtered solid reaction product: (a) 50–100 nm copper powder; (b) 1–19 μm copper powder; (c) 50–70 μm copper powder; (d) 150–250 μm copper powder; (e) without copper powder; (f) reaction product (from scrap and 50–70 μm copper powder composite).
For the original scrap, only Al phase was identified by XRD analysis. In more detail, its composition was evaluated by EDX measurements of its sample, ball milled for 1 h without copper powder. According to the elemental composition assessment, the scrap, milled as it was, contained (92.51 ± 0.49) wt.% Al, (1.69 ± 0.52) wt.% Mg, (0.71 ± 0.10) wt.% Mn, (4.74 ± 0.63) wt.% Cu, and (0.44 ± 0.14) wt.% Fe. The obtained values match the corresponding elemental contents of D16 grade alloy. The possible reason of the alloying elements ‘invisibility’ for XRD analysis was the potential presence of intermetallic phases Al2CuMg, Al2Cu, and existing of Guinier–Preston zones (enriched with copper) typical for aged dural alloys. So, the main alloying element (Cu) could be distributed among different phases, and each of those phases could present in a negligible amount.
The solid residuals, remaining after the reaction, were examined with the optical microscope in a dark field mode. The respective images (and particle size distributions) are shown in Figure A3 (see Appendix A). The residuals majorly represented fine copper pieces with some amount of larger ones. The solids remaining from the sample of 100% scrap, apparently, represented copper (or enriched with copper) component of the D16 aluminum alloy; as compared to the composite samples, its amount was insignificant. Aside from the obvious size difference between the largest copper fractions, no explicit variance in the sizes of the most abundant fine fractions was detected.
The sample of the scrap ball milled without copper additive contained Al and Al2O3 phases. And for all composites with different copper powders, Al, Cu, and Al2O3 were identified. A closer visual examination of the Al2O3 peaks revealed that majorly those for the sample with nanopowder and without additive were the largest and smallest, respectively, while for the rest of the composites they had similar sizes. The filtered solid reaction product contained Cu, Cu2O, and Al2O3 phases, with the latest two apparently resulting from the reaction and ball milling respectively. As it was assumed earlier, none of Al, Al(OH)3, or AlOOH were ‘found’ in the product. Thus, Al reacted with AlCl3 solution with the formation of water-soluble compounds.
Figure 5 illustrates the effect of scrap modification with copper powders with various particle sizes. As it can be seen, the kinetic curves for the samples ball milled with different powders and without additive had their error bars overlapping at the beginning and termination stages of the reaction. However, in the interval from nearly 40 to 60 min, the curves clearly deviated from each other. There were several time intervals containing gaps between the error bars of different hydrogen yield kinetic curves. The existence of the said gaps proved that the reaction kinetics was affected by the presence of copper powders and their dispersity.
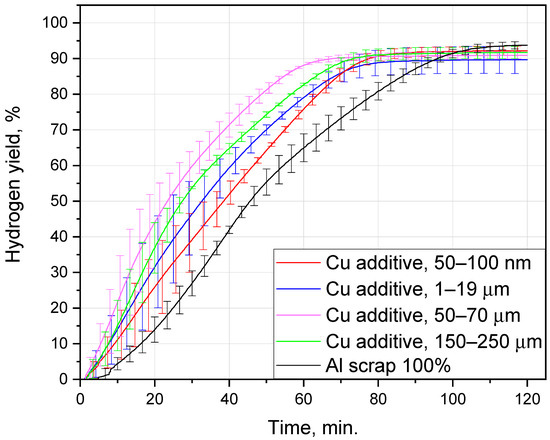
Figure 5.
Hydrogen yield kinetic curves for the samples with different copper powder sizes and one ball milled without copper.
The resulting hydrogen yields and maximum hydrogen evolution rates are listed in Table 1. For all samples, their total hydrogen yields achieved close values falling within the range ~90–94%. The missing hydrogen was attributed to the abovementioned partial oxidation of Al during ball milling.

Table 1.
Hydrogen production yields and rates for different samples.
The effect of modification with copper additive revealed itself in the accelerated reaction between Al and AlCl3 solution, as compared to the unmodified sample. For the samples with additives, the reaction almost terminated after approximately 70–80 min, while for the sample of scrap only it took nearly 110 min. The maximum reaction rates for the sample with nanopowder and without additive were close to each other: (27.5 ± 1.4) and (26.4 ± 3.4) mL/min/g, respectively. The corresponding values for 50–70 and 150–250 μm modifiers definitely were larger—(39.8 ± 7.0) and (35.3 ± 3.9) mL/min/g. And that for the sample with 1–19 μm powder had a large uncertainty: (33.7 ± 12.3) mL/min/g.
The results demonstrated that under the tested experimental conditions (original materials, sample compositions, ball milling parameters, selected salt solution and temperature), the fastest scrap utilization with hydrogen evolution was provided via the sample modified with 50–70 μm powder. The second- and third-highest rates corresponded respectively to 150–250 and 1–19 μm copper additives. And the first- and second-lowest results were obtained correspondingly for 50–100 nm modifier and scrap with no additive. The slowest process for the sample without additive apparently was caused by the lack of ‘microgalvanic cells’ between Cu and Al phases promoting galvanic corrosion with hydrogen evolution. And the lowest activation result for nanopowder can be ascribed to the presence of copper oxides in it, more uniform distribution of O over the surface and slightly higher content of Al2O3, and lower density of Cu distributed over the surface, which could delay the reaction process at the beginning. As to the other three samples, the highest performance for the 50–70 μm powder possibly could be associated with the most profitable Cu distribution in the sample during ball milling, as compared with the finer and coarser powders.
4. Conclusions
In the present study, complex effects of oxidation medium, ball milling parameters, and copper powder dispersity on the oxidation of aluminum scrap with hydrogen evolution were studied. The key findings of the study were the following ones:
- –
- variations in ball milling parameters resulted in different phase compositions and particle sizes of the composite samples—after 2 h of activation, the smallest milling balls provided the worst particle size reduction and formation of as much as three new phases, Al2Cu, Cu9Al4, and Al2O3, besides the original Al and Cu. After 2 h milling with medium-sized balls, Cu disappeared, detected phases were Al2Cu, Cu9Al4, Al, and Al2O3, and the finest powder was obtained. Activation for 1 h with medium-sized balls added Cu9Al4, and Al2O3 compounds to the original Al and Cu, and reduced particle sizes to the values falling between the mentioned two. And activation with the largest balls for 1 h provided the best ‘conservation’ of the original phase composition (Al, Cu, and some Al2O3) and the second-smallest particle sizes;
- –
- among the tested chlorine solutions, the least impressive results were obtained for NaCl, KCl, LiCl, BaCl2, ZnCl2, and MgCl2 solutions. Somewhat better performance corresponded to CaCl2, NiCl2, CoCl2, and FeCl2 apparently interacting with Al via an exchange reaction, thus consuming some of its amount while promoting its intended reaction with hydrogen production. The highest result of 91.5% hydrogen yield was obtained for AlCl3 solution. Neither Al, nor any Al-based compounds (excepting initially presenting Al2O3) were detected in the filtered solid reaction products, because Al reaction with AlCl3 led to the formation of water soluble compounds;
- –
- after 2 h of experiment, all samples eventually yielded almost the same amounts of hydrogen (~90–94%), but their reaction rates differed. The lowest rates corresponded to the samples of 100% scrap and with 50–100 nm copper powder. In the first case, the reason was the lack of Cu-Al couples promoting galvanic corrosion in conductive media (AlCl3 solution). In the second case, reaction delaying at the beginning was presumably caused by the presence of copper oxides, more uniform distribution of O over the particles’ surface, slightly higher content of Al2O3, and lower Cu distribution density. The highest rate for the sample with 50–70 μm Cu powder was presumably ascribed to the fact that the Cu distribution density and sizes of copper-enriched sites appeared to be optimal (as compared with coarser and finer additives), with its ‘cathodic’ structure effectively promoting Al corrosion with hydrogen generation.
Author Contributions
Conceptualization, methodology, investigation, formal analysis, funding acquisition, writing—original draft preparation, O.A.B.; data curation, visualization, M.Z.S.; validation, supervision, V.K. and G.N.A.; writing—review and editing, resources, project administration, M.S.V. All authors have read and agreed to the published version of the manuscript.
Funding
This work was funded by the Russian Science Foundation (RSF), Grant No. 22-29-01384, https://rscf.ru/en/project/22-29-01384/ (accessed on 22 November 2022).
Data Availability Statement
Not applicable.
Acknowledgments
We would like to express our gratitude to the Russian Science Foundation (RSF) for funding the present research project (Grant No. 22-29-01384, https://rscf.ru/en/project/22-29-01384/, accessed on 22 November 2022).
Conflicts of Interest
The authors declare no conflict of interest.
Appendix A
The images and particle size distributions (histograms and cumulative curves) for the original materials, composite samples and solid reaction product residuals are represented in Figure A1, Figure A2 and Figure A3.


Figure A1.
Optical microscope images and particle size distributions for original materials: (a) 50–100 nm copper powder; (b) 1–19 μm copper powder; (c) 50–70 μm copper powder; (d) 150–250 μm copper powder; (e) original aluminum-based scrap.
Figure A1.
Optical microscope images and particle size distributions for original materials: (a) 50–100 nm copper powder; (b) 1–19 μm copper powder; (c) 50–70 μm copper powder; (d) 150–250 μm copper powder; (e) original aluminum-based scrap.



Figure A2.
Optical microscope images of scrap and copper composites ball milled at different conditions: (a) 50–70 μm copper powder, 2 h, 5 mm steel balls; (b) 50–70 μm copper powder, 2 h, 10 mm steel balls; (c) 50–70 μm copper powder, 1 h, 10 mm steel balls; (d) 50–70 μm copper powder, 1 h, 15 mm steel balls; (e) 50–100 nm copper powder, 1 h, 15 mm steel balls; (f) 1–19 μm copper powder, 1 h, 15 mm steel balls; (g) 150–250 μm copper powder, 1 h, 15 mm steel balls; (h) no copper powder, 1 h, 15 mm steel balls.
Figure A2.
Optical microscope images of scrap and copper composites ball milled at different conditions: (a) 50–70 μm copper powder, 2 h, 5 mm steel balls; (b) 50–70 μm copper powder, 2 h, 10 mm steel balls; (c) 50–70 μm copper powder, 1 h, 10 mm steel balls; (d) 50–70 μm copper powder, 1 h, 15 mm steel balls; (e) 50–100 nm copper powder, 1 h, 15 mm steel balls; (f) 1–19 μm copper powder, 1 h, 15 mm steel balls; (g) 150–250 μm copper powder, 1 h, 15 mm steel balls; (h) no copper powder, 1 h, 15 mm steel balls.




Figure A3.
Optical microscope images and particle size distributions for solid residuals remaining after reaction of different composite samples: (a) scrap and 50–100 nm copper powder; (b) scrap and 1–19 μm copper powder; (c) scrap and 50–70 μm copper powder; (d) scrap and 150–250 μm copper powder; (e) scrap ball milled without additives (copper contained in D16 aluminum alloy).
Figure A3.
Optical microscope images and particle size distributions for solid residuals remaining after reaction of different composite samples: (a) scrap and 50–100 nm copper powder; (b) scrap and 1–19 μm copper powder; (c) scrap and 50–70 μm copper powder; (d) scrap and 150–250 μm copper powder; (e) scrap ball milled without additives (copper contained in D16 aluminum alloy).



References
- Koukouzas, N.; Christopoulou, M.; Giannakopoulou, P.P.; Rogkala, A.; Gianni, E.; Karkalis, C.; Pyrgaki, K.; Krassakis, P.; Koutsovitis, P.; Panagiotaras, D.; et al. Current CO2 Capture and Storage Trends in Europe in a View of Social Knowledge and Acceptance. A Short Review. Energies 2022, 15, 5716. [Google Scholar] [CrossRef]
- Chu, W.; Vicidomini, M.; Calise, F.; Duić, N.; Østergaard, P.A.; Wang, Q.; da Graça Carvalho, M. Recent Advances in Low-Carbon and Sustainable, Efficient Technology: Strategies and Applications. Energies 2022, 15, 2954. [Google Scholar] [CrossRef]
- Sadhukhan, J. Net-Zero Action Recommendations for Scope 3 Emission Mitigation Using Life Cycle Assessment. Energies 2022, 15, 5522. [Google Scholar] [CrossRef]
- Sulich, A.; Sołoducho-Pelc, L. Changes in Energy Sector Strategies: A Literature Review. Energies 2022, 15, 7068. [Google Scholar] [CrossRef]
- Hammond, G.P.; Titley, A.A. Small-Scale Combined Heat and Power Systems: The Prospects for a Distributed Micro-Generator in the ‘Net-Zero’ Transition within the UK. Energies 2022, 15, 6049. [Google Scholar]
- Khan, A.A.; Minai, A.F.; Pachauri, R.K.; Malik, H. Optimal Sizing, Control, and Management Strategies for Hybrid Renewable Energy Systems: A Comprehensive Review. Energies 2022, 15, 6249. [Google Scholar] [CrossRef]
- Issa, M.; Ilinca, A.; Martini, F. Ship Energy Efficiency and Maritime Sector Initiatives to Reduce Carbon Emissions. Energies 2022, 15, 7910. [Google Scholar] [CrossRef]
- Vodovozov, V.; Raud, Z.; Petlenkov, E. Review of Energy Challenges and Horizons of Hydrogen City Buses. Energies 2022, 15, 6945. [Google Scholar] [CrossRef]
- Meena, C.S.; Kumar, A.; Jain, S.; Rehman, A.U.; Mishra, S.; Sharma, N.K.; Bajaj, M.; Shafiq, M.; Eldin, E.T. Innovation in Green Building Sector for Sustainable Future. Energies 2022, 15, 6631. [Google Scholar] [CrossRef]
- Arellano-Prieto, Y.; Chavez-Panduro, E.; Salvo Rossi, P.; Finotti, F. Energy Storage Solutions for Offshore Applications. Energies 2022, 15, 6153. [Google Scholar] [CrossRef]
- Ravi, S.S.; Aziz, M. Utilization of Electric Vehicles for Vehicle-to-Grid Services: Progress and Perspectives. Energies 2022, 15, 589. [Google Scholar] [CrossRef]
- Sharma, S.; Agarwal, S.; Jain, A. Significance of Hydrogen as Economic and Environmentally Friendly Fuel. Energies 2021, 14, 7389. [Google Scholar] [CrossRef]
- Kanwal, F.; Torriero, A.A.J. Biohydrogen—A Green Fuel for Sustainable Energy Solutions. Energies 2022, 15, 7783. [Google Scholar]
- Badea, G.E.; Hora, C.; Maior, I.; Cojocaru, A.; Secui, C.; Filip, S.M.; Dan, F.C. Sustainable Hydrogen Production from Seawater Electrolysis: Through Fundamental Electrochemical Principles to the Most Recent Development. Energies 2022, 15, 8560. [Google Scholar] [CrossRef]
- Miyagawa, T.; Goto, M. Hydrogen Production Cost Forecasts since the 1970s and Implications for Technological Development. Energies 2022, 15, 4375. [Google Scholar] [CrossRef]
- Osman, A.I.; Mehta, N.; Elgarahy, A.M.; Hefny, M.; Al-Hinai, A.; Al-Muhtaseb, A.H.; Rooney, D.W. Hydrogen production, storage, utilisation and environmental impacts: A review. Environ. Chem. Lett. 2022, 20, 153–188. [Google Scholar] [CrossRef]
- Huang, Y.; Wang, Z.; Shen, S.; Huang, L.; Zhong, W.; Pan, J.; Li, C. Double-walled carbon nanotube assisted phase engineering in CoOxSy complexes for efficient oxygen evolution reaction. CrystEngComm 2022, 24, 4857–4863. [Google Scholar] [CrossRef]
- Zhang, L.; Wang, Z.; Zhang, J.; Lin, Z.; Zhang, Q.; Zhong, W.; Wu, G. High activity and stability in Ni2P/(Co,Ni)OOH heterointerface with a multiple-hierarchy structure for alkaline hydrogen evolution reaction. Nano Res. 2022. [Google Scholar] [CrossRef]
- Olabi, A.G.; Bahri, A.S.; Abdelghafar, A.A.; Baroutaji, A.; Sayed, E.T.; Alami, A.H.; Rezk, H.; Abdelkareem, M.A. Large-vscale hydrogen production and storage technologies: Current status and future directions. Int. J. Hydrogen Energy 2021, 46, 23498–23528. [Google Scholar] [CrossRef]
- Najjar, Y.S.H. Hydrogen safety: The road toward green technology. Int. J. Hydrogen Energy 2013, 38, 10716–10728. [Google Scholar] [CrossRef]
- Hassan, I.A.; Ramadan, H.S.; Saleh, M.A.; Hissel, D. Hydrogen storage technologies for stationary and mobile applications: Review, analysis and perspectives. Renew. Sustain. Energy Rev. 2021, 149, 111311. [Google Scholar] [CrossRef]
- Bunker, B.C.; Nelson, G.C.; Zavadil, K.R.; Barbour, J.C.; Wall, F.D.; Sullivan, J.P.; Windisch, C.F.; Engelhardt, M.H.; Baer, D.R. Hydration of Passive Oxide Films on Aluminum. J. Phys. Chem. B 2002, 106, 4705–4713. [Google Scholar] [CrossRef]
- Grigorenko, A.V.; Ambaryan, G.N.; Valyano, G.E.; Vlaskin, M.S.; Gromov, A.A.; Zmanovsky, S.V. Kinetics of Aluminum Micron Powder Oxidation in Hot Distilled Water and Product Microstructure Investigation. IOP Conf. Ser. Mater. Sci. Eng. 2018, 381, 012028. [Google Scholar] [CrossRef]
- Buryakovskaya, O.A.; Vlaskin, M.S.; Grigorenko, A.V. Effect of Thermal Treatment of Aluminum Core-Shell Particles on Their Oxidation Kinetics in Water for Hydrogen Production. Materials 2021, 14, 6493. [Google Scholar] [CrossRef] [PubMed]
- Yavor, Y.; Goroshin, S.; Bergthorson, J.M.; Frost, D.L.; Stowe, R.; Ringuette, S. Enhanced hydrogen generation from aluminum-water reactions. Int. J. Hydrogen Energy 2013, 38, 14992–15002. [Google Scholar] [CrossRef]
- Vostrikov, A.A.; Shishkin, A.V.; Fedyaeva, O.N. Conjugated processes of bulk aluminum and hydrogen combustion in water-oxygen mixtures. Int. J. Hydrogen Energy 2020, 45, 1061–1071. [Google Scholar] [CrossRef]
- Bersh, A.V.; Lisitsyn, A.V.; Sorokovikov, A.I.; Vlaskin, M.S.; Mazalov, Y.A.; Shkol’Nikov, E.I. Study of the Processes of Steam-Hydrogen Mixture Generation in a Reactor for Hydrothermal Aluminum Oxidation for Power Units. High Temp. 2010, 48, 866–873. [Google Scholar] [CrossRef]
- Vlaskin, M.S.; Dudoladov, A.O.; Buryakovskaya, O.A.; Ambaryan, G.N. Modelling of aluminum-fuelled power plant with steam-hydrogen enthalpy utilization. Int. J. Hydrogen Energy 2018, 43, 4623–4631. [Google Scholar] [CrossRef]
- Vostrikov, A.A.; Fedyaeva, O.N.; Fadeeva, I.I.; Sokol, M.Y. The formation of Al2O3 nanoparticles in the oxidation of aluminum by water under sub- and supercritical conditions. Russ. J. Phys. Chem. B 2010, 4, 1051–1060. [Google Scholar] [CrossRef]
- Potapova, Y.V.; Tikhov, S.F.; Sadykov, V.A.; Fenelonov, V.B. Kinetics of aluminium powder oxidation by water vapor at moderate temperatures. React. Kinet. Catal. Lett. 2001, 73, 55–61. [Google Scholar] [CrossRef]
- Godart, P.; Fischman, J.; Seto, K.; Hart, D. Hydrogen production from aluminum-water reactions subject to varied pressures and temperatures. Int. J. Hydrogen Energy 2019, 44, 11448–11458. [Google Scholar] [CrossRef]
- Trowell, K.; Goroshin, S.; Frost, D.; Bergthorson, J. Hydrogen production rates of aluminum reacting with varying densities of supercritical water. RSC Adv. 2022, 12, 12335–12343. [Google Scholar] [CrossRef] [PubMed]
- Vlaskin, M.S.; Valyano, G.E.; Zhuk, A.Z.; Shkolnikov, E.I. Oxidation of coarse aluminum in pressured water steam for energy applications. Int. J. Energy Res. 2020, 44, 8689–8715. [Google Scholar] [CrossRef]
- Trowell, K.A.; Goroshin, S.; Frost, D.L.; Bergthorson, J.M. The use of supercritical water for the catalyst-free oxidation of coarse aluminum for hydrogen production. Sustain. Energy Fuels 2020, 4, 5628–5635. [Google Scholar] [CrossRef]
- Alinejad, B.; Mahmoodi, K. A novel method for generating hydrogen by hydrolysis of highly activated aluminum nanoparticles in pure water. Int. J. Hydrogen Energy 2009, 34, 7934–7938. [Google Scholar] [CrossRef]
- Mahmoodi, K.; Alinejad, B. Enhancement of hydrogen generation rate in reaction of aluminum with water. Int. J. Hydrogen Energy 2010, 35, 5227–5232. [Google Scholar] [CrossRef]
- Skrovan, J.; Alfantazi, A.; Troczynski, T. Enhancing aluminum corrosion in water. J. Appl. Electrochem. 2009, 39, 1695. [Google Scholar] [CrossRef]
- Razavi-Tousi, S.S.; Szpunar, J.A. Effect of addition of water-soluble salts on the hydrogen generation of aluminum in reaction with hot water. J. Alloys Compd. 2016, 679, 364–374. [Google Scholar] [CrossRef]
- Zhu, L.; Zou, M.; Zhang, X.; Zhang, L.; Wang, X.; Song, T.; Wang, S.; Li, X. Enhanced Hydrogen Generation Performance of Al-Rich Alloys by a Melting-Mechanical Crushing-Ball Milling Method. Materials 2021, 14, 7889. [Google Scholar] [CrossRef] [PubMed]
- Chen, C.; Guan, X.; Wang, H.; Dong, S.; Luo, P. Hydrogen generation from splitting water with Al–Bi(OH)3 composite promoted by NaCl. Int. J. Hydrogen Energy 2020, 45, 13139–13148. [Google Scholar] [CrossRef]
- Wang, H.-W.; Chung, H.-W.; Teng, H.-T.; Cao, G. Generation of hydrogen from aluminum and water—Effect of metal oxide nanocrystals and water quality. Int. J. Hydrogen Energy 2011, 36, 15136–15144. [Google Scholar] [CrossRef]
- Dupiano, P.; Stamatis, D.; Dreizin, E.L. Hydrogen production by reacting water with mechanically milled composite aluminum-metal oxide powders. Int. J. Hydrogen Energy 2011, 36, 4781–4791. [Google Scholar] [CrossRef]
- Deng, Z.-Y.; Tang, Y.-B.; Zhu, L.-L.; Sakka, Y.; Ye, J. Effect of different modification agents on hydrogen-generation by the reaction of Al with water. Int. J. Hydrogen Energy 2010, 35, 9561–9568. [Google Scholar] [CrossRef]
- Razavi-Tousi, S.S.; Szpunar, J.A. Effect of structural evolution of aluminum powder during ball milling on hydrogen generation in aluminum–water reaction. Int. J. Hydrogen Energy 2013, 38, 795–806. [Google Scholar] [CrossRef]
- Amrani, M.A.; Haddad, Y.; Obeidat, F.; Ghaleb, A.M.; Mejjaouli, S.; Rahoma, I.; Galil, M.S.A.; Shameeri, M.; Alsofi, A.A.; Saif, A. Productive and Sustainable H2 Production from Waste Aluminum Using Copper Oxides-Based Graphene Nanocatalysts: A Techno-Economic Analysis. Sustainability 2022, 14, 15256. [Google Scholar] [CrossRef]
- Amrani, M.A.; Alrafai, H.A.; Al-nami, S.Y.; Obeidat, F.; Alwahbani, F.; Alhammadi, M.A.; Qasem, A. Green synthesis of Size-Controlled copper oxide nanoparticles as catalysts for H2 production from industrial waste aluminum. Int. J. Energy Res. 2022, 46, 14023–14035. [Google Scholar] [CrossRef]
- Davies, J.; du Preez, S.P.; Bessarabov, D.G. On-Demand Hydrogen Generation by the Hydrolysis of Ball-Milled Aluminum–Bismuth–Zinc Composites. Materials 2022, 15, 1197. [Google Scholar]
- Xiao, F.; Yang, R.; Li, J. Aluminum composites with bismuth nanoparticles and graphene oxide and their application to hydrogen generation in water. Int. J. Hydrogen Energy 2020, 45, 6082–6089. [Google Scholar] [CrossRef]
- Jia, Y.; Shen, J.; Meng, H.; Dong, Y.; Chai, Y.; Wang, N. Hydrogen generation using a ball-milled Al/Ni/NaCl mixture. J. Alloys Compd. 2014, 588, 259–264. [Google Scholar] [CrossRef]
- Davies, J.; Du Preez, S.P.; Bessarabov, D.G. The Hydrolysis of Ball-Milled Aluminum–Bismuth–Nickel Composites for On-Demand Hydrogen Generation. Energies 2022, 15, 2356. [Google Scholar]
- du Preez, S.P.; Bessarabov, D.G. On-demand hydrogen generation by the hydrolysis of ball-milled aluminum composites: A process overview. Int. J. Hydrogen Energy 2021, 46, 35790–35813. [Google Scholar] [CrossRef]
- Eom, K.S.; Kwon, J.Y.; Kim, M.J.; Kwon, H.S. Design of Al–Fe alloys for fast on-board hydrogen production from hydrolysis. J. Mater. Chem. 2011, 21, 13047–13051. [Google Scholar] [CrossRef]
- Eom, K.; Kim, M.; Oh, S.; Cho, E.; Kwon, H. Design of ternary Al–Sn–Fe alloy for fast on-board hydrogen production, and its application to PEM fuel cell. Int. J. Hydrogen Energy 2011, 36, 11825–11831. [Google Scholar] [CrossRef]
- Eom, K.; Cho, E.; Kwon, H. Feasibility of on-board hydrogen production from hydrolysis of Al–Fe alloy for PEMFCs. Int. J. Hydrogen Energy 2011, 36, 12338–12342. [Google Scholar] [CrossRef]
- Kim, M.; Eom, K.; Kwon, J.; Cho, E.; Kwon, H. On-board hydrogen production by hydrolysis from designed Al–Cu alloys and the application of this technology to polymer electrolyte membrane fuel cells. J. Power Sources 2012, 217, 345–350. [Google Scholar] [CrossRef]
- Kahveci, O.; Kaya, M.F. Hydrogen production from Al–Cu alloy using electric vehicle’s waste DC motor coils. Int. J. Hydrogen Energy 2022, 47, 12179–12188. [Google Scholar] [CrossRef]
- Wang, C.; Lin, K.; Liu, Y.; Chen, X.; Zou, H.; Qiu, C.; Yang, S.; Liu, X. Design and Fabrication of High Activity Retention Al-Based Composite Powders for Mild Hydrogen Generation. Materials 2019, 12, 3328. [Google Scholar] [CrossRef]
- He, T.; Xiong, Y.; Du, S.; Yuan, Z.; Liang, X.; Huttula, M.; Cao, W. Impact of Li Addition in Al-Rich Alloys on Hydrogen Production in Water. J. Mater. Eng. Perform. 2019, 28, 2459–2464. [Google Scholar] [CrossRef]
- Wang, S.; Zhu, L.; Zhang, L.; Zhang, X.; Wang, X.; Ge, M.; Li, X.; Zou, M. Preparation of Al-3Ga-3In-3Sn Alloy Powder by Coupling Alloying and Ball Milling and Its Application on High-Rate Hydrogen Generation at Room Temperature. Metals 2021, 11, 1704. [Google Scholar] [CrossRef]
- Slocum, J.T.; Eagar, T.W.; Taylor, R.; Hart, D.P. Activation of bulk aluminum and its application in a hydrogen generator. Appl. Energy 2020, 279, 115712. [Google Scholar] [CrossRef]
- Manilevich, F.D.; Pirskyy, Y.K.; Kutsyi, A.V.; Berezovets, V.V.; Yartys, V.A. Studies of Mechanochemically Activated Aluminum Powders for Generating Hydrogen from Water. Powder Metall. Met. Ceram. 2021, 60, 268–277. [Google Scholar] [CrossRef]
- He, T.; Chen, W.; Wang, W.; Du, S.; Deng, S. Microstructure and hydrogen production of the rapidly solidified Al–Mg-Ga-In-Sn alloy. J. Alloys. Compd. 2020, 827, 154290. [Google Scholar] [CrossRef]
- He, T.; Chen, W.; Wang, W.; Ren, F.; Stock, H.-R. Effect of different Cu contents on the microstructure and hydrogen production of Al–Cu-Ga-In-Sn alloys for dissolvable materials. J. Alloys Compd. 2020, 821, 153489. [Google Scholar] [CrossRef]
- Du, B.D.; He, T.T.; Liu, G.L.; Chen, W.; Wang, Y.M.; Wang, W.; Chen, D.M. Al-water reactivity of AlMgGaInSn alloys used for hydraulic fracturing tools. International Int. J. Hydrogen Energy 2018, 43, 7201–7215. [Google Scholar] [CrossRef]
- Barakat, M.A.; El-Sheikh, S.M.; Farghly, F.E. Regeneration of spent alkali from aluminum washing. Sep. Purif. Technol. 2005, 46, 214–218. [Google Scholar] [CrossRef]
- Ambaryan, G.N.; Vlaskin, M.S.; Dudoladov, A.O.; Meshkov, E.A.; Zhuk, A.Z.; Shkolnikov, E.I. Hydrogen generation by oxidation of coarse aluminum in low content alkali aqueous solution under intensive mixing. Int. J. Hydrogen Energy 2016, 41, 17216–17224. [Google Scholar] [CrossRef]
- Lim, S.T.; Sethupathi, S.; Alsultan, A.G.; Leong, L.K.; Taufiq-Yap, Y.H. Hydrogen Gas Production Using Aluminum Waste Cans Powder Produced by Disintegration Method. In Key Engineering Materials; Trans Tech Publications Ltd.: Bäch, Switzerland, 2020; pp. 228–234. [Google Scholar]
- Porciúncula, C.; Marcilio, N.; Tessaro, I.; Gerchmann, M. Production of hydrogen in the reaction between aluminum and water in the presence of NaOH and KOH. Braz. J. Chem. Eng. 2012, 29, 337–348. [Google Scholar] [CrossRef]
- Lluis Soler, J.; Munoz, M.; Casado, J. Aluminium and Aluminium alloy as sources of hydrogen for fuel cell application. J. Power Sources 2007, 169, 144–149. [Google Scholar] [CrossRef]
- Alviani, V.N.; Hirano, N.; Watanabe, N.; Oba, M.; Uno, M.; Tsuchiya, N. Local initiative hydrogen production by utilization of aluminum waste materials and natural acidic hot-spring water. Appl. Energy 2021, 293, 116909. [Google Scholar] [CrossRef]
- Martínez-Salazar, A.L.; Melo-Banda, J.A.; Coronel-García, M.A.; González-Barbosa, J.J.; Domínguez-Esquivel, J.M. Hydrogen generation by aluminum alloy corrosion in aqueous acid solutions promoted by nanometal: Kinetics study. Renew. Energy 2020, 146, 2517–2523. [Google Scholar] [CrossRef]
- Alviani, V.N.; Setiani, P.; Uno, M.; Oba, M.; Hirano, N.; Watanabe, N.; Tsuchiya, N.; Saishu, H. Mechanisms and possible applications of the Al–H2O reaction under extreme pH and low hydrothermal temperatures. Int. J. Hydrogen Energy 2019, 44, 29903–29921. [Google Scholar] [CrossRef]
- Hiraki, T.; Takeuchi, M.; Hisa, M.; Akiyama, T. Hydrogen Production from Waste Aluminum at Different Temperatures, with LCA. Mater. Trans. 2005, 46, 1052–1057. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, Q.; Shi, X.; Wang, N.; Chai, Y. Synergistic effect of the fresh Co, Ni, and anion ions on aluminum or magnesium with water reactions. Int. J. Energy Res. 2019, 43, 430–438. [Google Scholar] [CrossRef]
- Moreno-Flores, R.; Loyola-Morales, F.; Valenzuela, E.; Sebastian, P.J. Design and performance evaluation of a prototype hydrogen generator employing hydrolysis of aluminum waste. Clean Technol. Environ. Policy 2022. [Google Scholar] [CrossRef]
- Lim, S.T.; Sethupathi, S.; Alsultan, A.G.; Munusamy, Y. Hydrogen Production via Activated Waste Aluminum Cans and Its Potential for Methanation. Energy Fuels 2021, 35, 16212–16221. [Google Scholar] [CrossRef]
- Chen, X.; Wang, C.; Liu, Y.; Zou, H.; Lin, K.; Yang, S.; Lu, Y.; Han, J.; Shi, Z.; Liu, X. Portable water-using H2 production materials converted from waste aluminum. Energy Sources Part A Recovery Util. Environ. Eff. 2018, 40, 1991–1997. [Google Scholar] [CrossRef]
- Yolcular, S.; Karaoglu, S.; Karasoglu, M. Hydrogen generation performance of waste aluminum alloy chips and powders. Energy Sources Part A Recovery Util. Environ. Eff. 2022, 44, 1529–1540. [Google Scholar] [CrossRef]
- Singh, K.; Meshram, A.; Gautam, D.; Jain, A. Hydrogen production using waste aluminium dross: From industrial waste to next-generation fuel. Agron. Res. 2019, 17, 1199–1206. [Google Scholar] [CrossRef]
- Kale, M.; Yılmaz, İ.H.; Kaya, A.; Çetin, A.E.; Söylemez, M.S. Pilot-scale hydrogen generation from the hydrolysis of black aluminum dross without any catalyst. J. Energy Inst. 2022, 100, 99–108. [Google Scholar] [CrossRef]
- Tang, W.; Yan, L.; Li, K.; Juan, Y.; Fu, C.; Zhang, J. A comparison study on aluminum-water reaction with different catalysts. Mater. Today Commun. 2022, 31, 103517. [Google Scholar] [CrossRef]
- Szklarska-Smialowska, Z. Pitting corrosion of aluminum. Corros. Sci. 1999, 41, 1743–1767. [Google Scholar] [CrossRef]
- Vijh, A.K. The corrosion potentials of some common metals in oxygenated solutions in relation to semi-conductivity of the corrosion films*. Corros. Sci. 1972, 12, 105–111. [Google Scholar] [CrossRef]
- Wu, S.; Cai, X.; Cheng, Y.; Zhou, L. Evolution of Intermetallic Cu9Al4 During the Mechanical Alloying of Cu-Al Mixtures in High-Energy Ball Milling. J. Electron. Mater. 2021, 50, 4549–4556. [Google Scholar] [CrossRef]
- Xi, S.; Zhou, J.; Zhang, D.; Wang, X. Solid-state synthesis reaction between Al and Cu powders during ball milling. Mater. Lett. 1996, 26, 245–248. [Google Scholar] [CrossRef]
- Zhang, D.L.; Ying, D.Y. Solid state reactions in nanometer scaled diffusion couples prepared using high energy ball milling. Mater. Sci. Eng. A 2001, 301, 90–96. [Google Scholar] [CrossRef]
- Sviridova, T.A.; Shevchukov, A.P.; Shelekhov, E.V.; Borisova, P.A. Use of mechanical alloying and subsequent annealing for obtaining intermetallic compound CuAl2. Phys. Met. Metallogr. 2011, 112, 356. [Google Scholar] [CrossRef]
- Makhlouf, M.B.; Bachaga, T.; Sunol, J.J.; Dammak, M.; Khitouni, M. Synthesis and Characterization of Nanocrystalline Al-20 at. % Cu Powders Produced by Mechanical Alloying. Metals 2016, 6, 145. [Google Scholar] [CrossRef]
- Besson, R.; Avettand-Fènoël, M.N.; Thuinet, L.; Kwon, J.; Addad, A.; Roussel, P.; Legris, A. Mechanisms of formation of Al4Cu9 during mechanical alloying: An experimental study. Acta Mater. 2015, 87, 216–224. [Google Scholar] [CrossRef]
- Grigoreva, T.F.; Petrova, S.A.; Kovaleva, S.A.; Kiseleva, T.Y.; Zholudev, S.I.; Vosmerikov, S.V.; Udalova, T.A.; Devyatkina, E.T.; Polyakov, S.N.; Lyakhov, N.Z. Mechanochemical Formation of Solid Solution of Aluminum in Copper. Phys. Met. Metallogr. 2021, 122, 370–375. [Google Scholar] [CrossRef]
- de la Rosa, F.; Romero-Romero, J.R.; López-Miranda, J.L.; Hernández-Torres, A.G.; Rosas, G. Phase transformation of the CuAl2 intermetallic alloy during high-energy ball-milling. Intermetallics 2015, 61, 51–55. [Google Scholar] [CrossRef]
- Matvienko, Y.; Rud, A.; Polishchuk, S.; Zagorodniy, Y.; Rud, N.; Trachevski, V. Effect of graphite additives on solid-state reactions in eutectic Al–Cu powder mixtures during high-energy ball milling. Appl. Nanosci. 2020, 10, 2803–2811. [Google Scholar] [CrossRef]
- Vieira, A.C.; Pinto, A.M.; Rocha, L.A.; Mischler, S. Effect of Al2Cu precipitates size and mass transport on the polarisation behaviour of age-hardened Al–Si–Cu–Mg alloys in 0.05M NaCl. Electrochim. Acta 2011, 56, 3821–3828. [Google Scholar] [CrossRef]
- Razavi-Tousi, S.S.; Szpunar, J.A. Mechanism of Corrosion of Activated Aluminum Particles by Hot Water. Electrochim. Acta 2014, 127, 95–105. [Google Scholar] [CrossRef]
- Razavi-Tousi, S.S.; Szpunar, J.A. Role of Ball Milling of Aluminum Powders in Promotion of Aluminum-Water Reaction to Generate Hydrogen. Metall. Mater. Trans. E 2014, 1, 247–256. [Google Scholar] [CrossRef]
- Razavi-Tousi, S.S.; Szpunar, J.A. Effect of ball size on steady state of aluminum powder and efficiency of impacts during milling. Powder Technol. 2015, 284, 149–158. [Google Scholar] [CrossRef]
- Grosjean, M.H.; Zidoune, M.; Roué, L.; Huot, J.Y. Hydrogen production via hydrolysis reaction from ball-milled Mg-based materials. Int. J. Hydrogen Energy 2006, 31, 109–119. [Google Scholar] [CrossRef]
- Xiao, F.; Yang, R.; Gao, W.; Hu, J.; Li, J. Effect of carbon materials and bismuth particle size on hydrogen generation using aluminum-based composites. J. Alloys Compd. 2020, 817, 152800. [Google Scholar] [CrossRef]
- Sha, G.; Marceau, R.K.W.; Gao, X.; Muddle, B.C.; Ringer, S.P. Nanostructure of aluminium alloy 2024: Segregation, clustering and precipitation processes. Acta Mater. 2011, 59, 1659–1670. [Google Scholar] [CrossRef]
- Staszczyk, A.; Sawicki, J.; Adamczyk-Cieslak, B. A Study of Second-Phase Precipitates and Dispersoid Particles in 2024 Aluminum Alloy after Different Aging Treatments. Materials 2019, 12, 4168. [Google Scholar] [CrossRef]
- Brown, M.E. (Ed.) Handbook of Thermal Analysis and Calorimetry; Elsevier Science B.V.: Amsterdam, The Netherlands, 1998; Volume 1. [Google Scholar]
- Hay, M.B.; Myneni, S.C.B. Geometric and Electronic Structure of the Aqueous Al(H2O)63+ Complex. J. Phys. Chem. A 2008, 112, 10595–10603. [Google Scholar] [CrossRef]
- Qi, T.; He, M.-F.; Zhu, L.-F.; Lyu, Y.-J.; Yang, H.-Q.; Hu, C.-W. Cooperative Catalytic Performance of Lewis and Brønsted Acids from AlCl3 Salt in Aqueous Solution toward Glucose-to-Fructose Isomerization. J. Phys. Chem. C 2019, 123, 4879–4891. [Google Scholar] [CrossRef]
- Wan, S.; Song, X.; Wang, X.; Yuan, C.; Wang, B.; Chen, H.; Li, Y.; Ouyang, K.; Chen, R. Enhanced removal thallium from rinsing wastewater by poly aluminum chloride: Experimental and theoretical studies. Sep. Purif. Technol. 2022, 302, 122158. [Google Scholar] [CrossRef]
- Zhang, W.-M.; Zhuang, J.-X.; Chen, Q.; Wang, S.; Song, W.-G.; Wan, L.-J. Cost-Effective Production of Pure Al13 from AlCl3 by Electrolysis. Ind. Eng. Chem. Res. 2012, 51, 11201–11206. [Google Scholar] [CrossRef]
- Morris, C.E.; Welch, C.M. Use of Aluminum or Titanium Compounds to Bind Antibacterial Agents to Cotton Fabric. Text. Res. J. 1983, 53, 143–147. [Google Scholar] [CrossRef]
- Ivanov, V.V.; Kirik, S.D.; Shubin, A.A.; Blokhina, I.A.; Denisov, V.M.; Irtugo, L.A. Thermolysis of acidic aluminum chloride solution and its products. Ceram. Int. 2013, 39, 3843–3848. [Google Scholar] [CrossRef]





Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).