
Influence of an Ageing Heat Treatment on the Mechanical Characteristics of Iron-Aluminium Bronzes with β-Transformation Obtained via Centrifugal Casting: Modelling and Optimisation

 ,
,  ,
,  ,
,  ,
,
Abstract
:1. Introduction
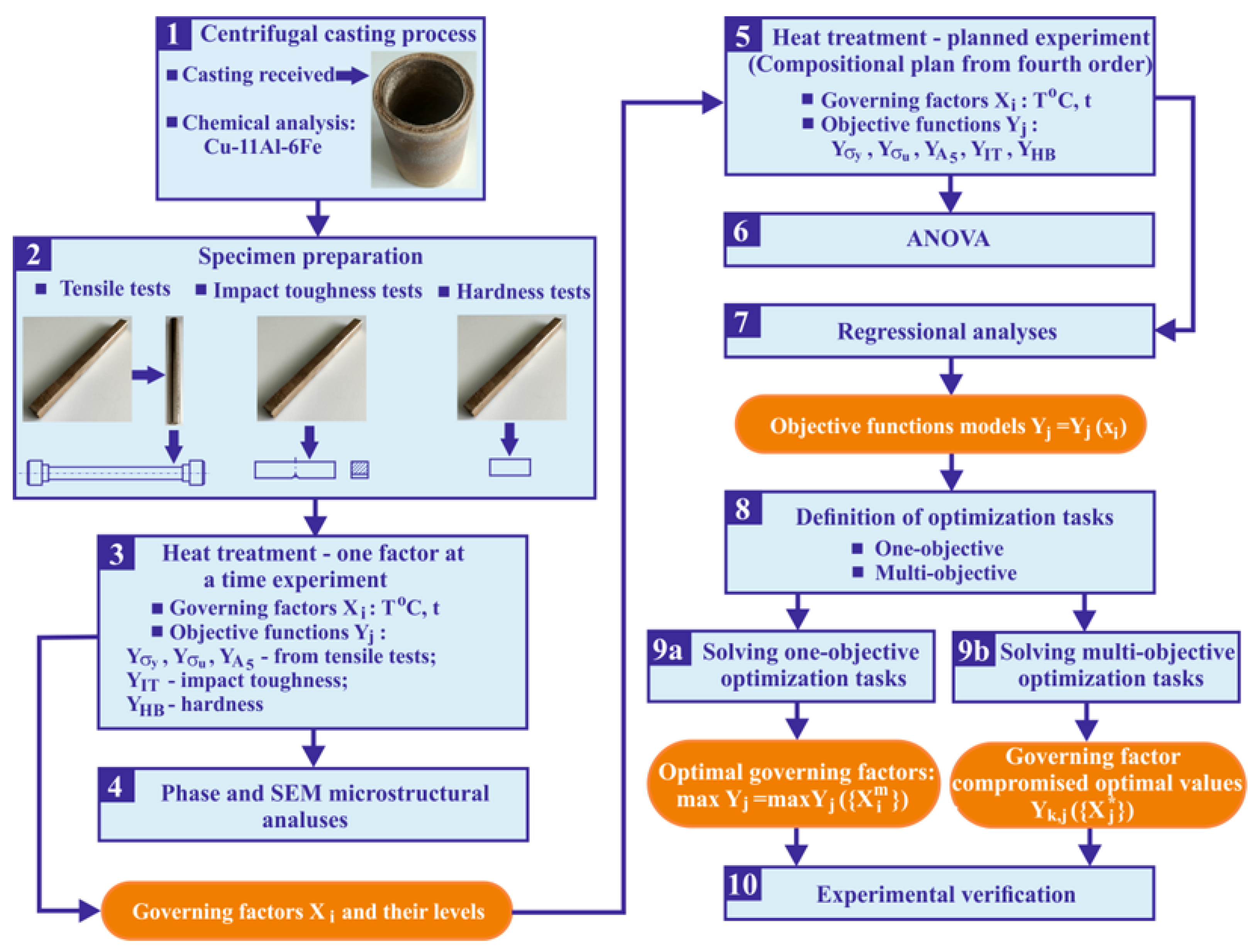
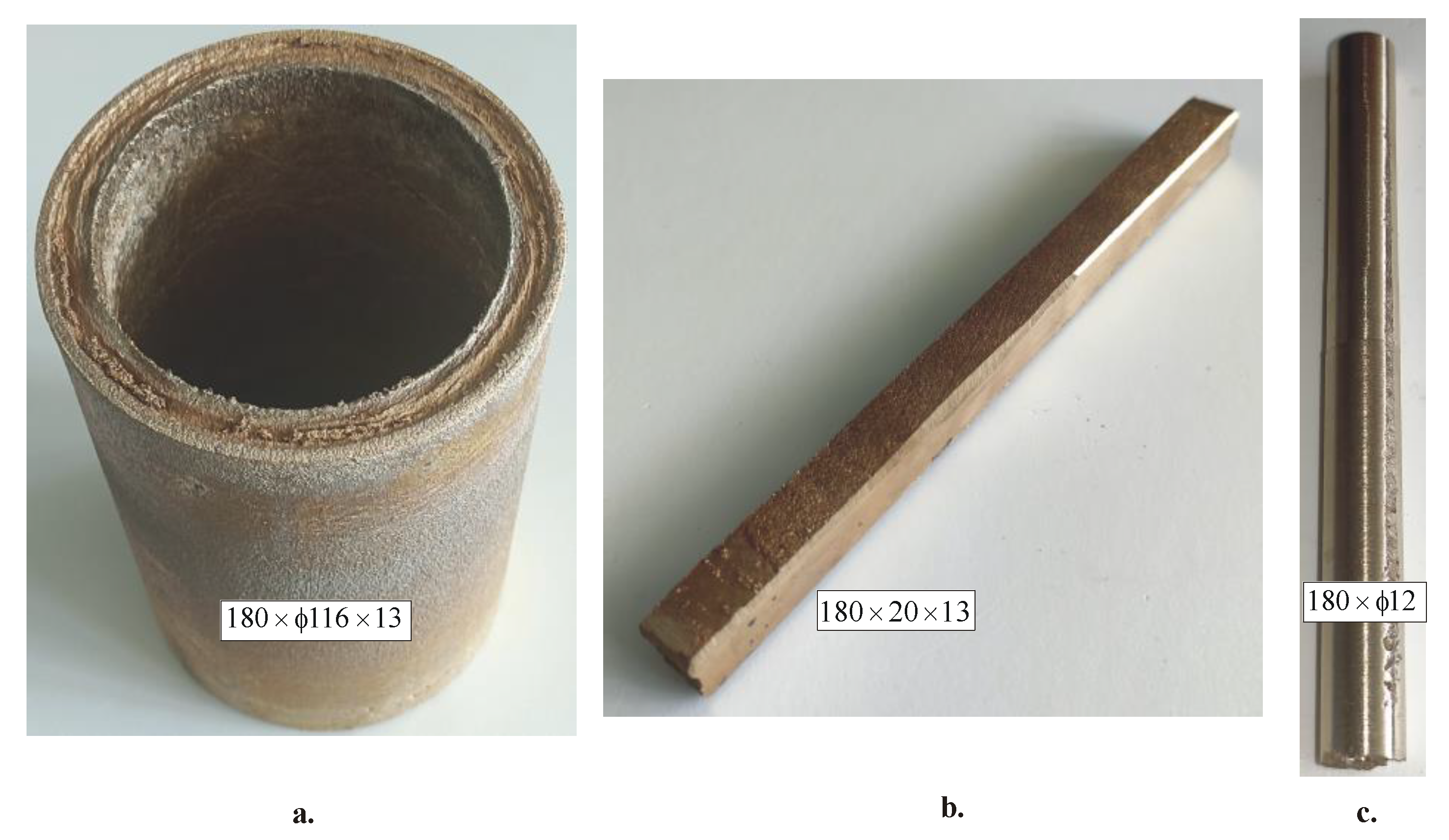
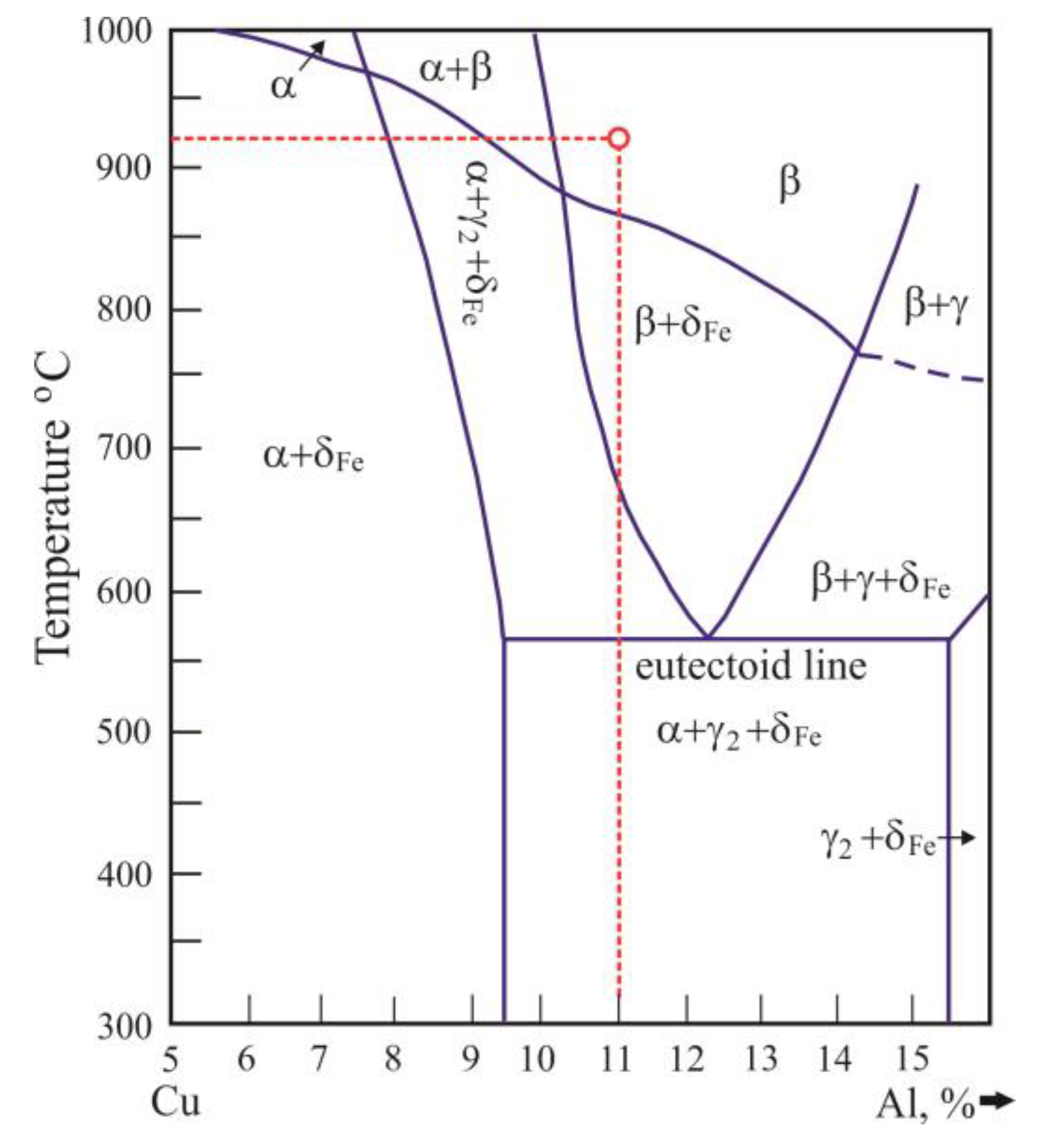
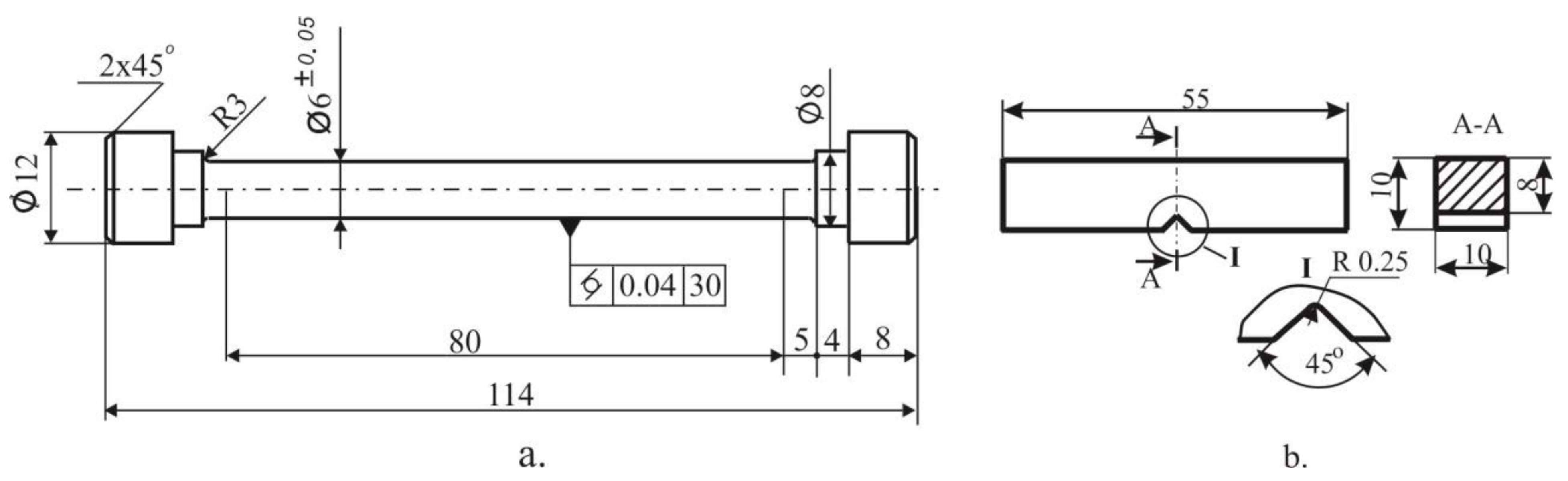
2. Materials and Methods
3. Experimental Results and Discussion
3.1. Ageing Temperature and Time Effects on Mechanical Characteristics: One-Factor-at-a-Time Method
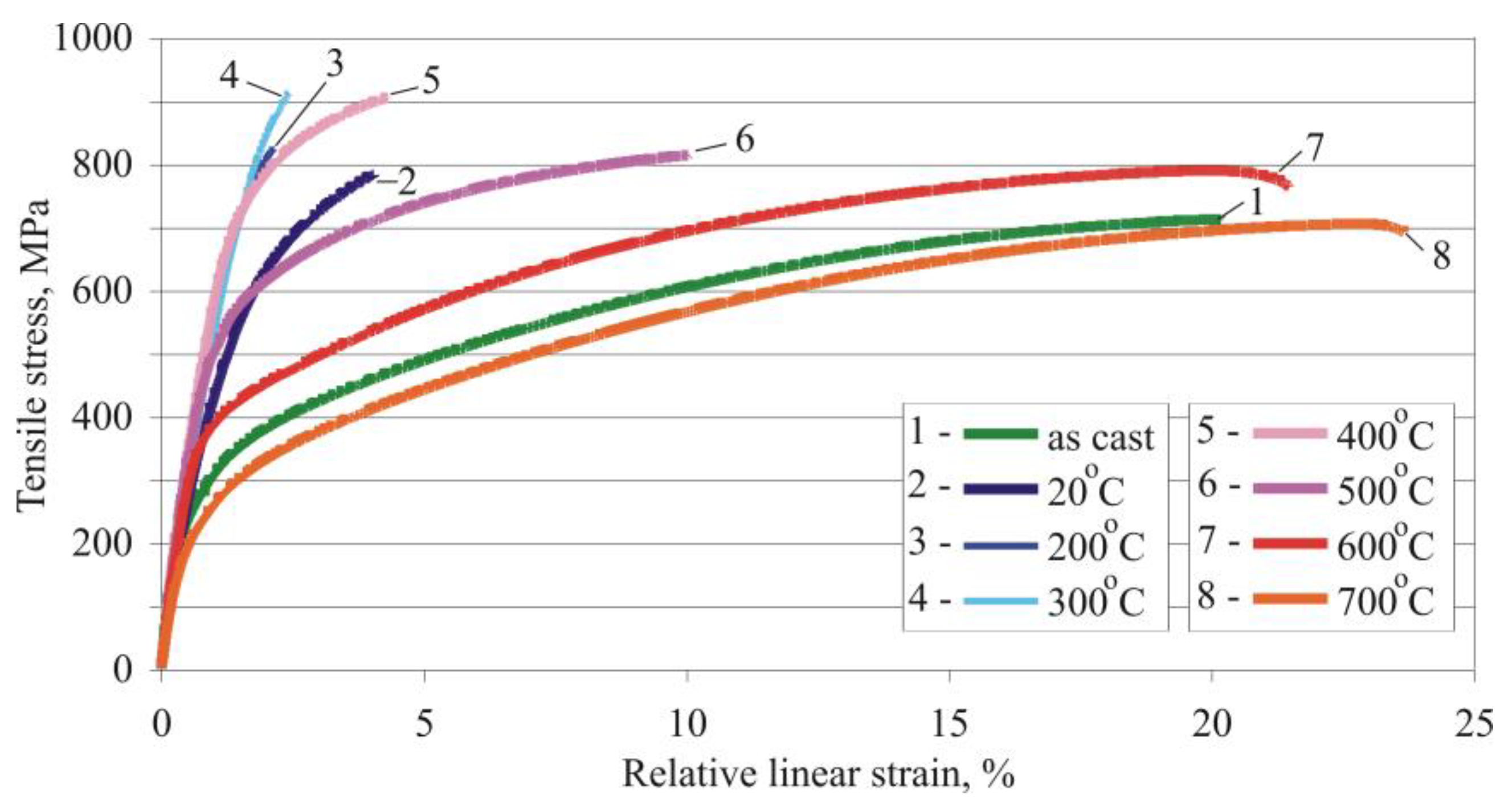
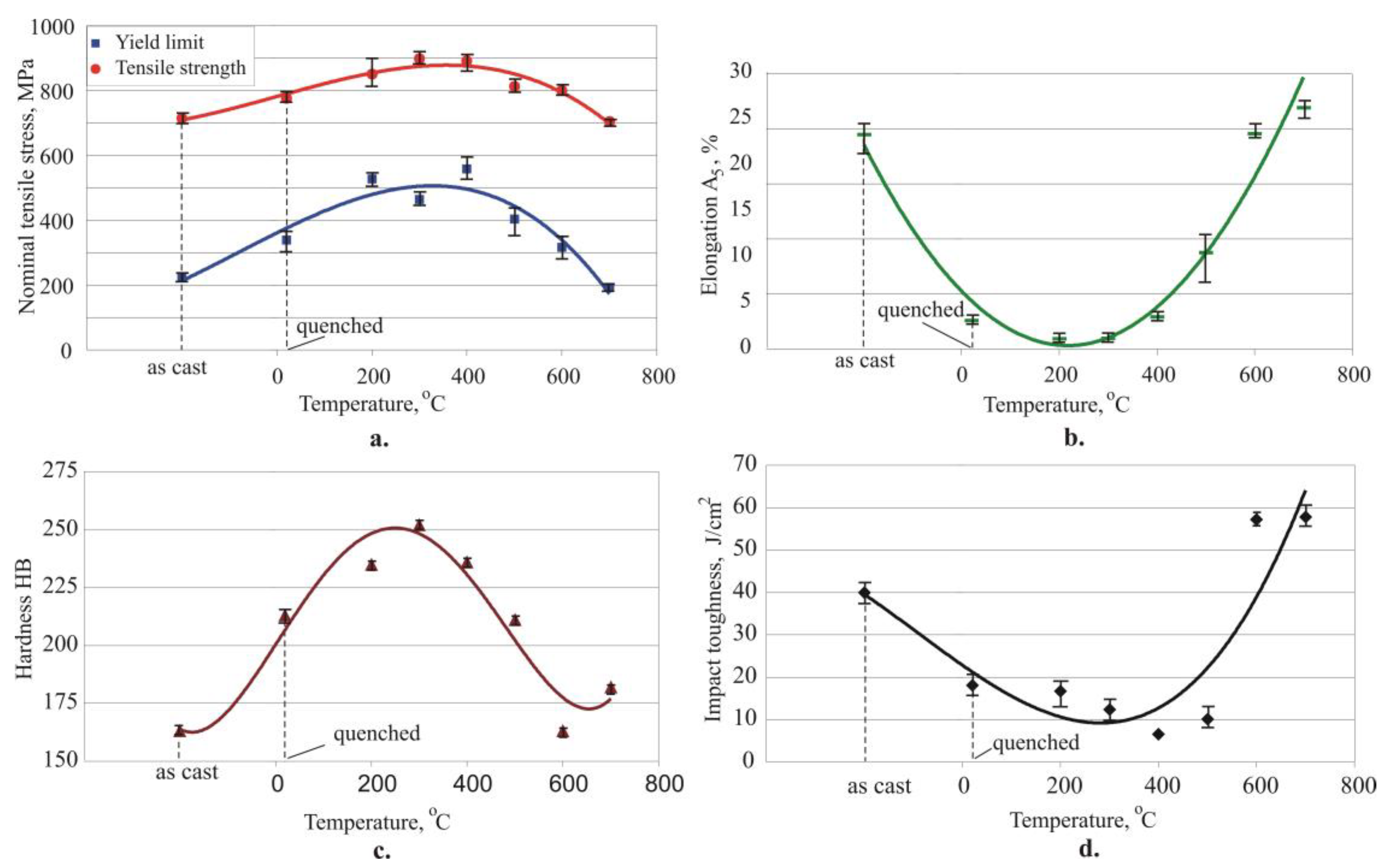
3.1.1. Effects of the Ageing Temperature
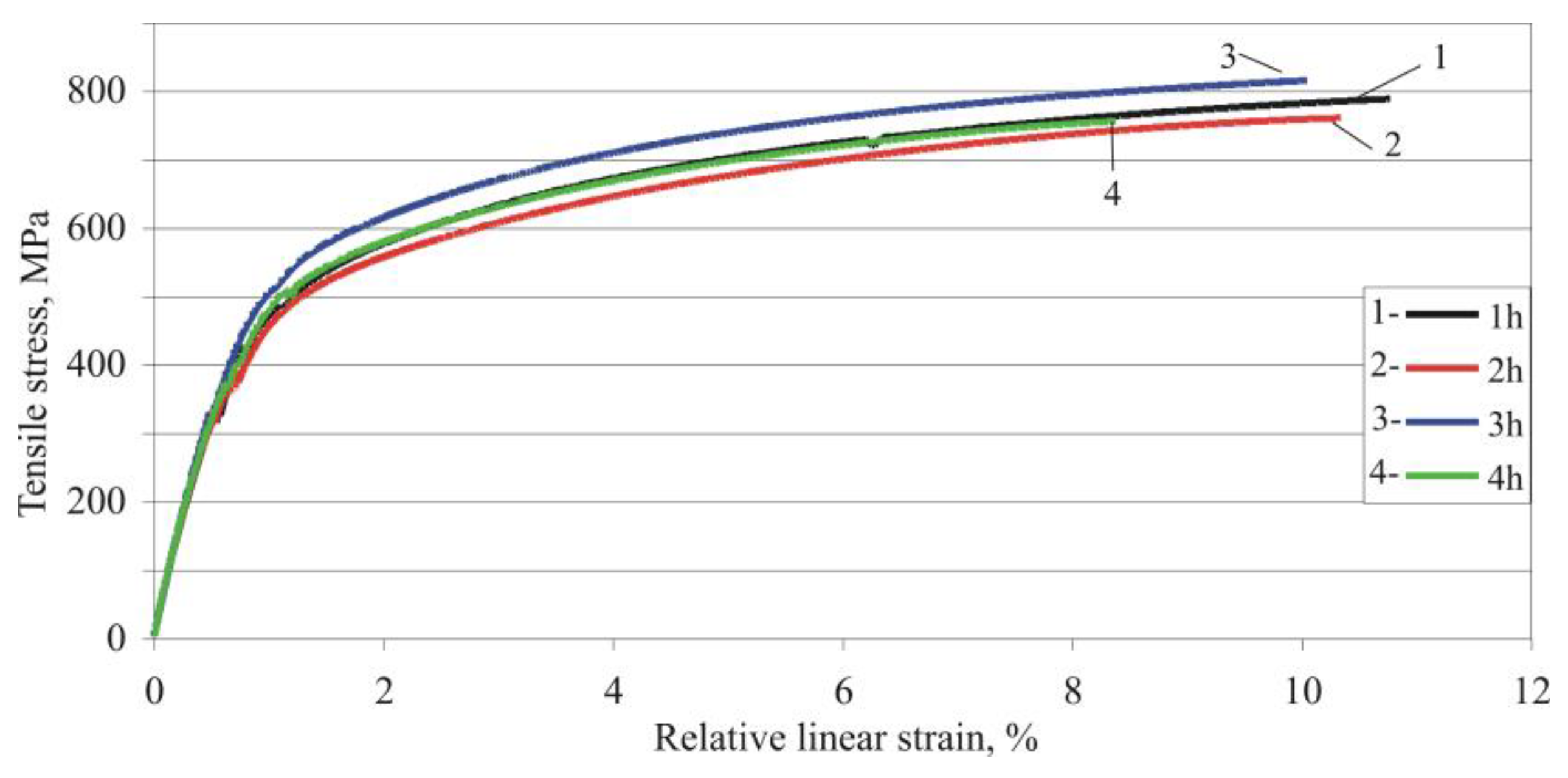
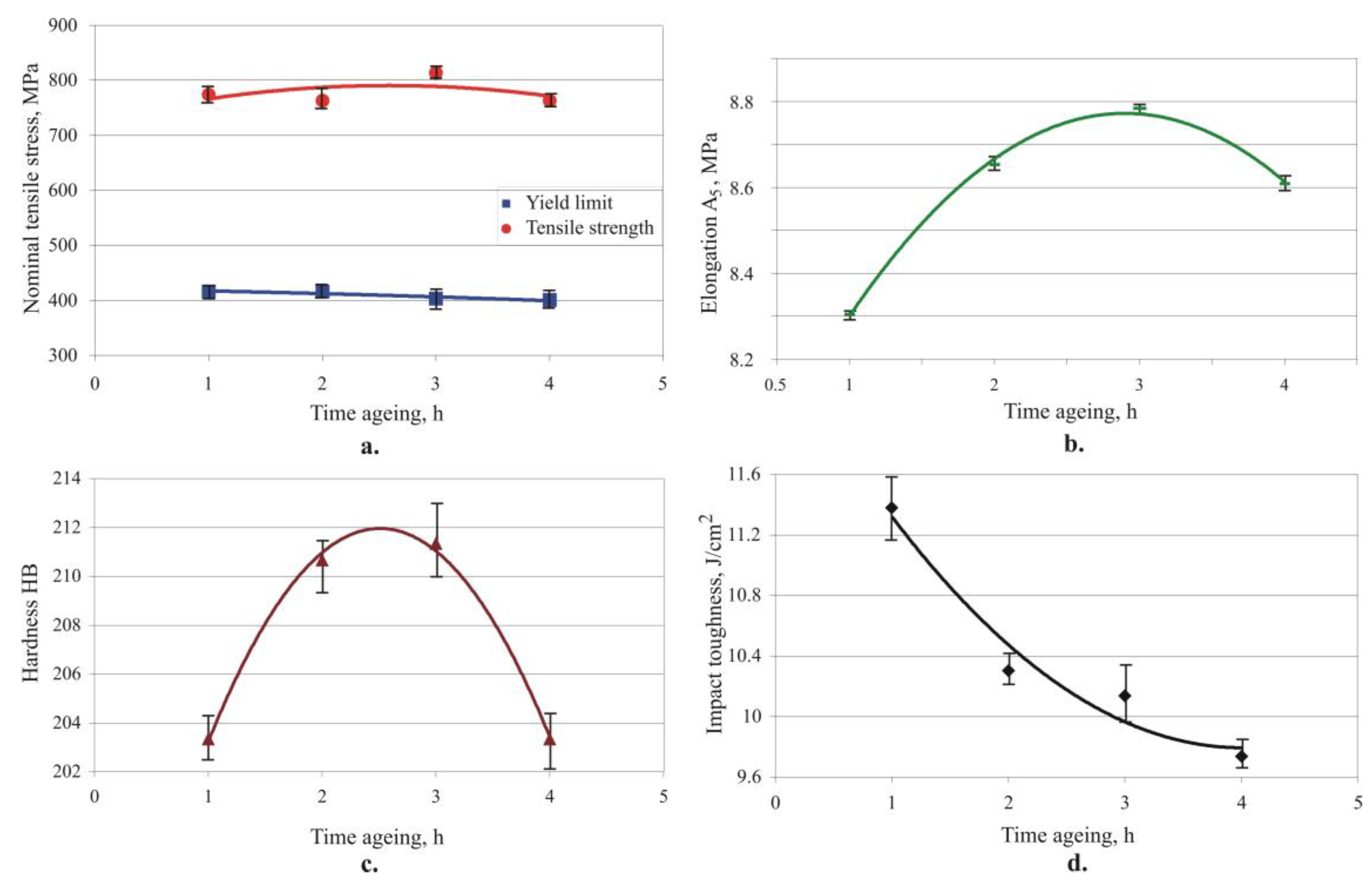
3.1.2. Effects of the Ageing Time
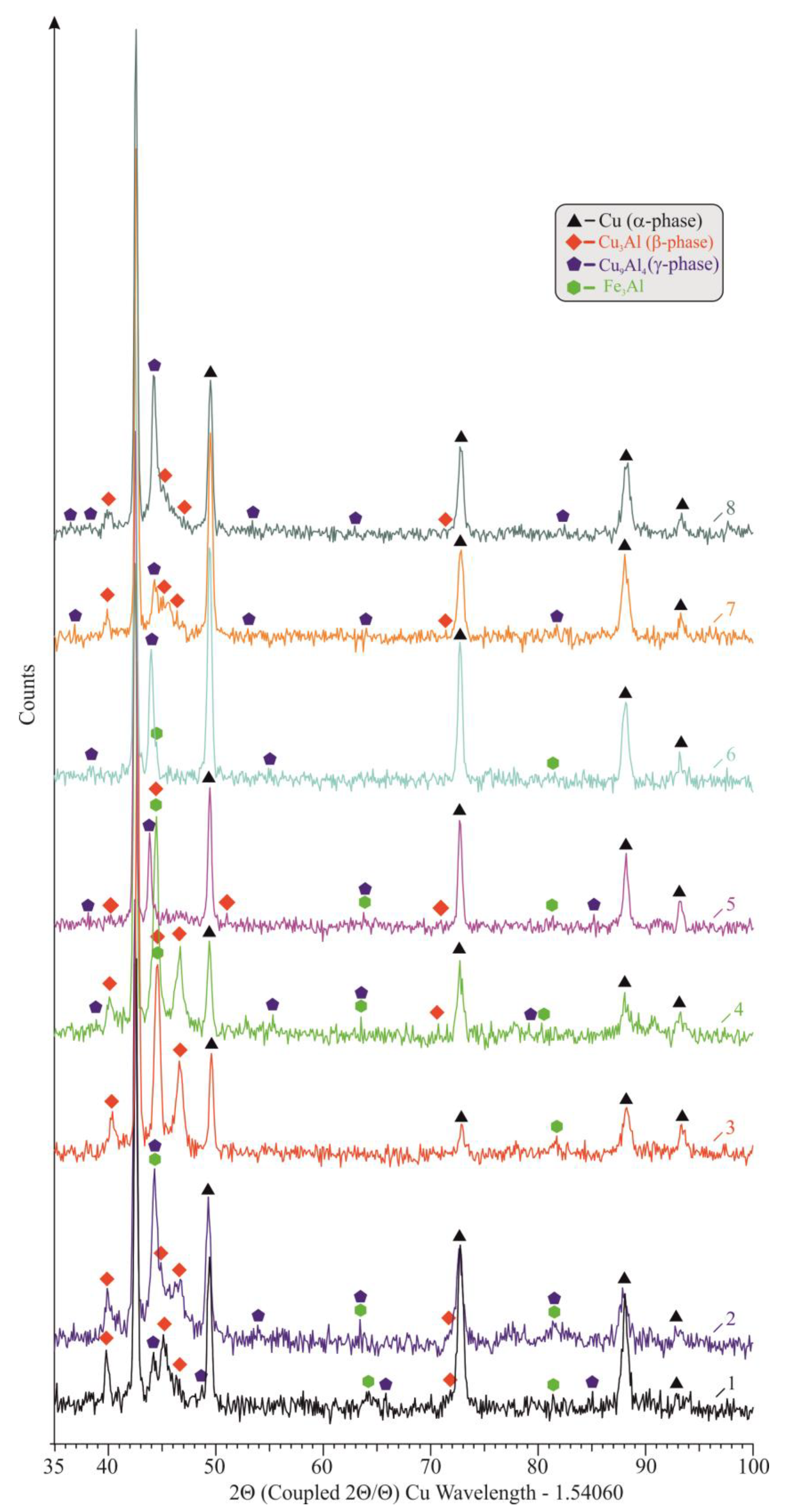
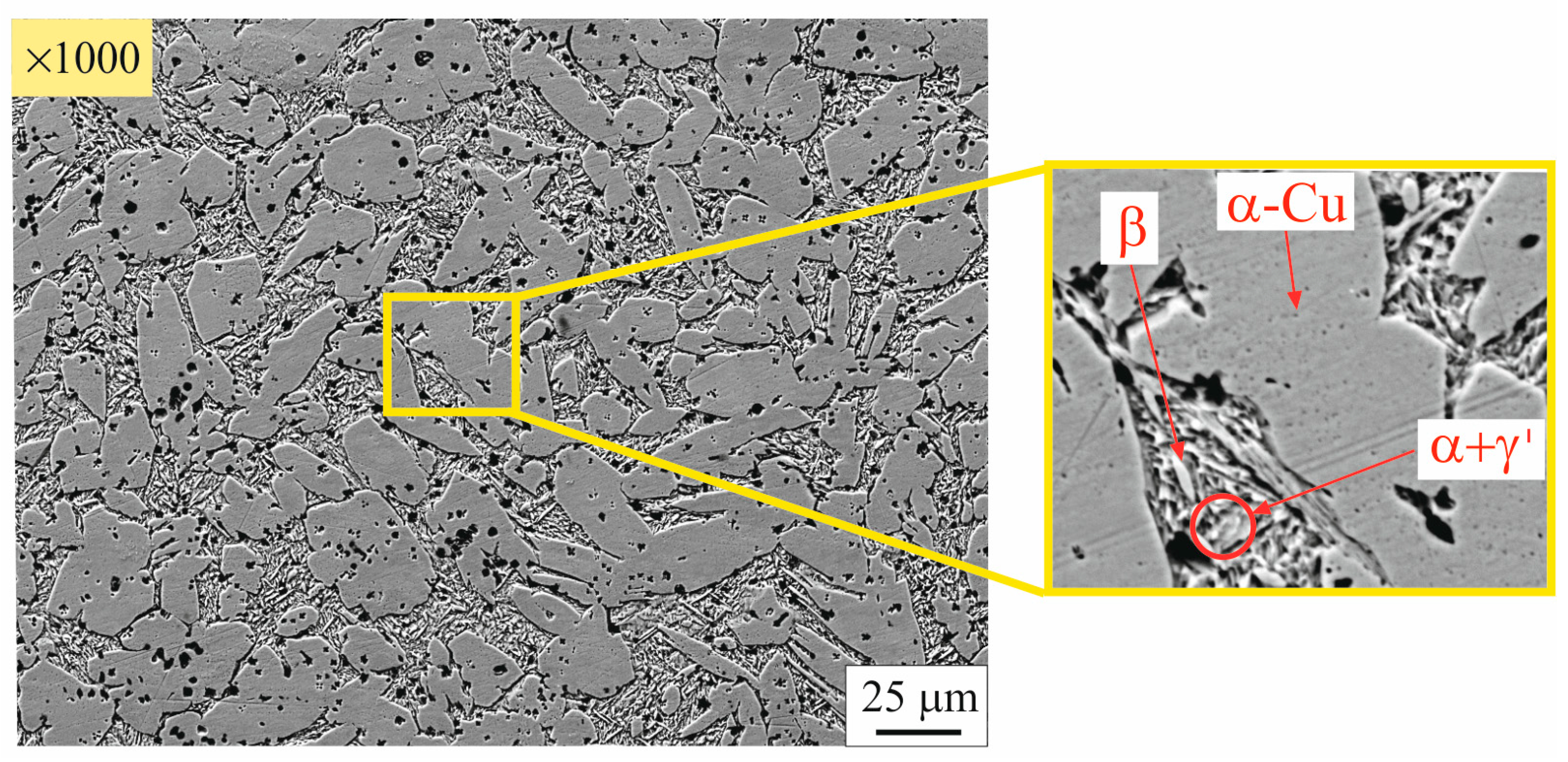
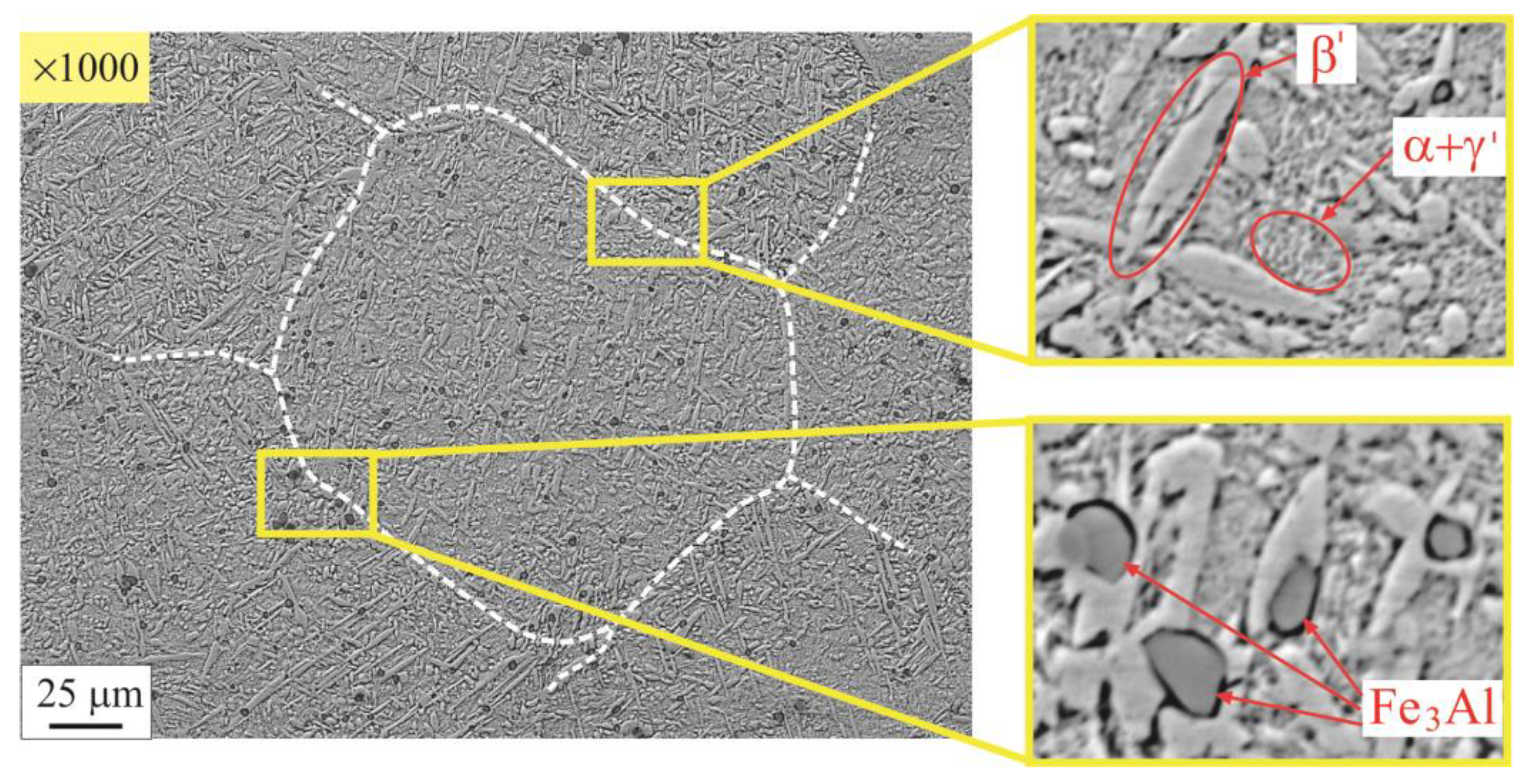
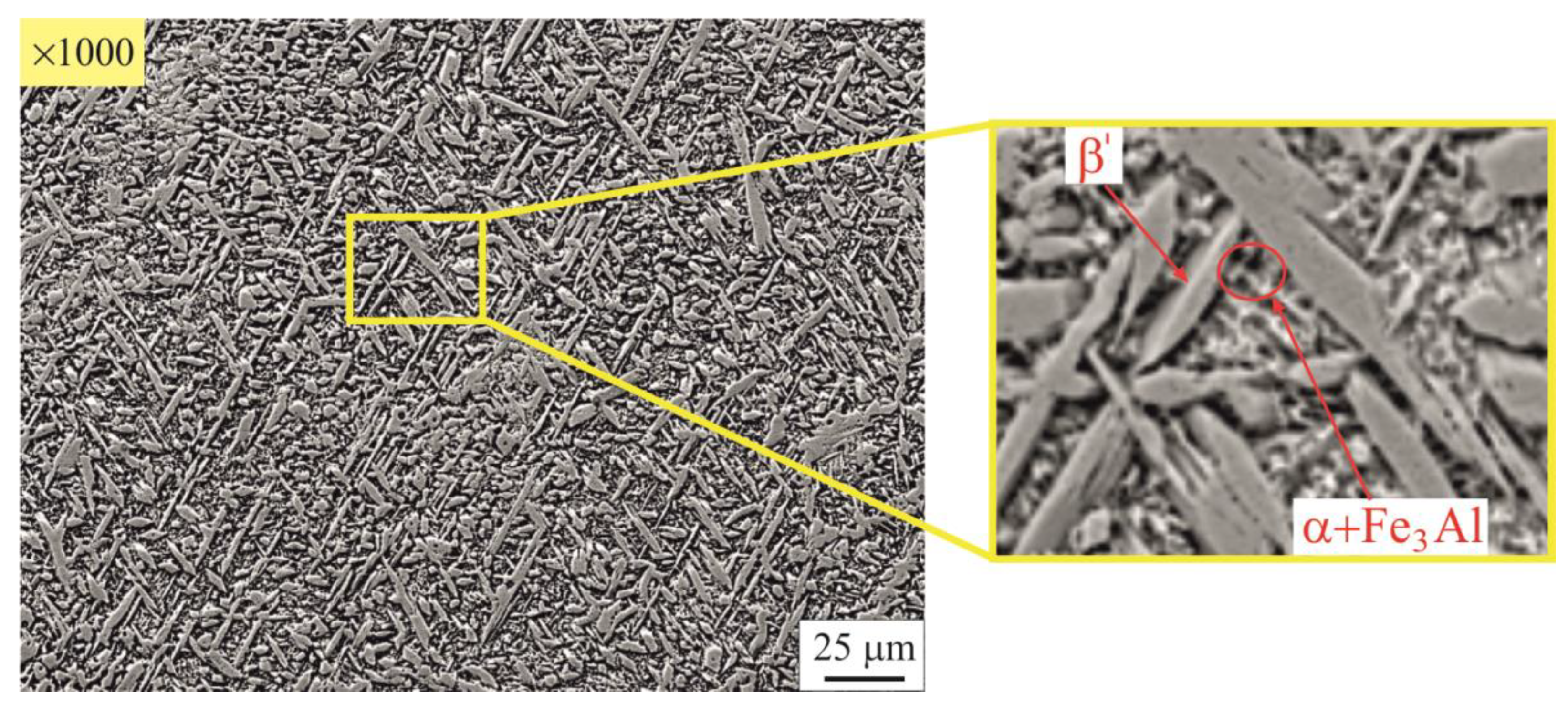
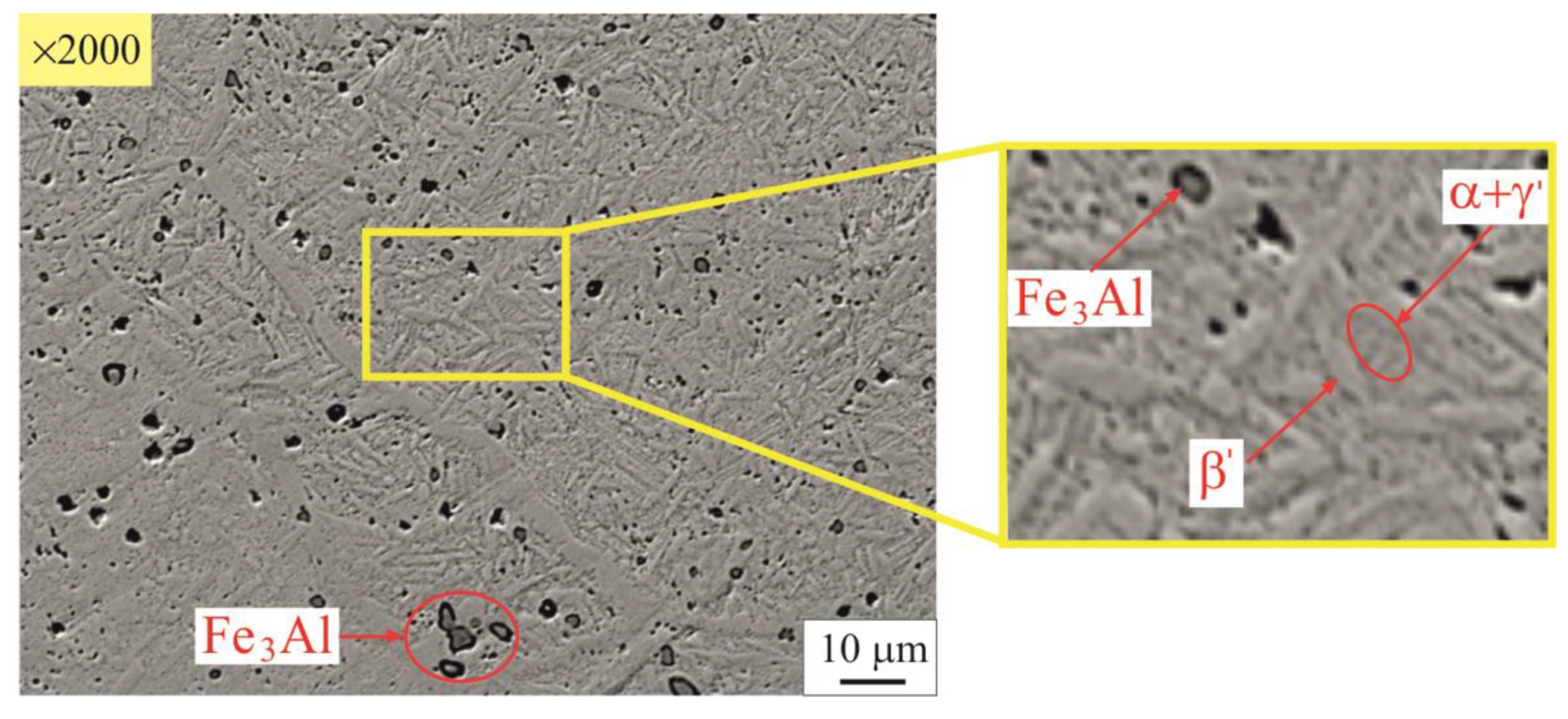
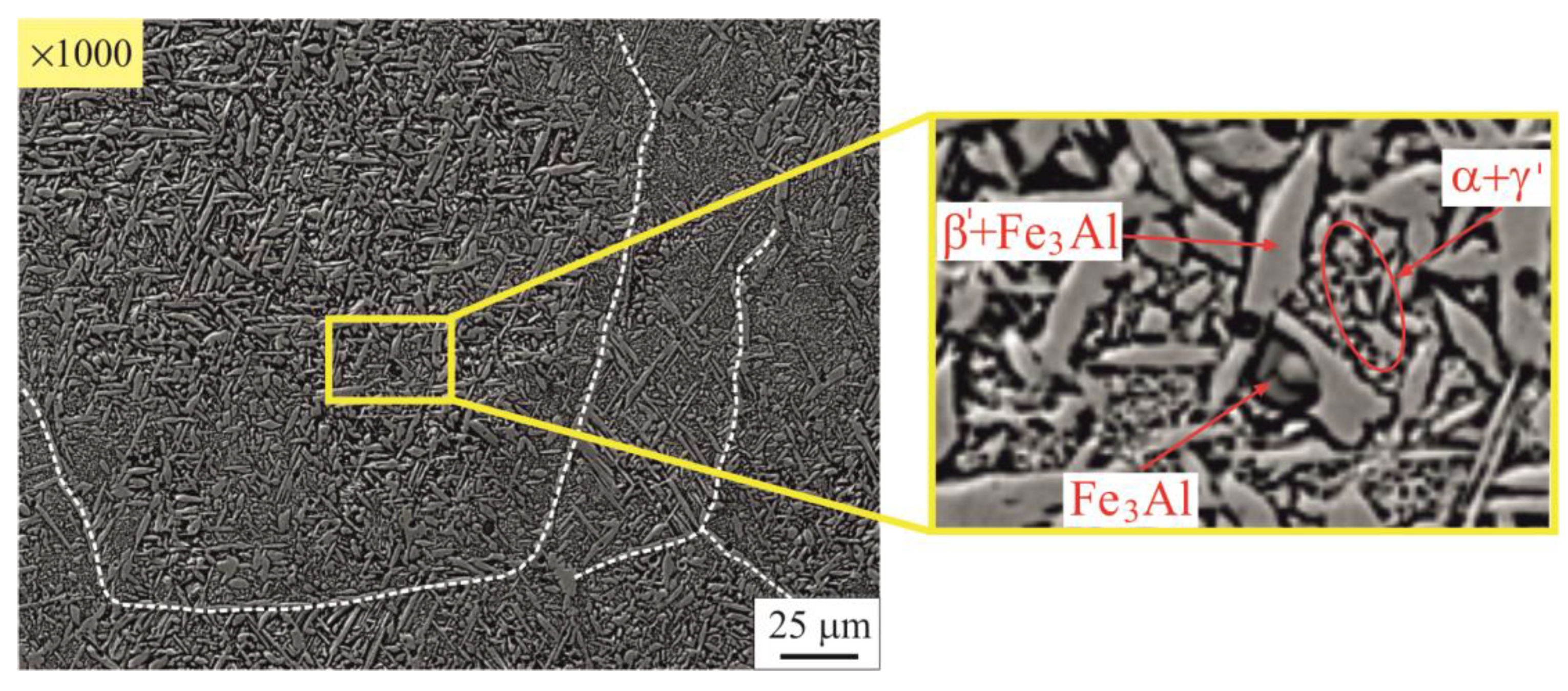
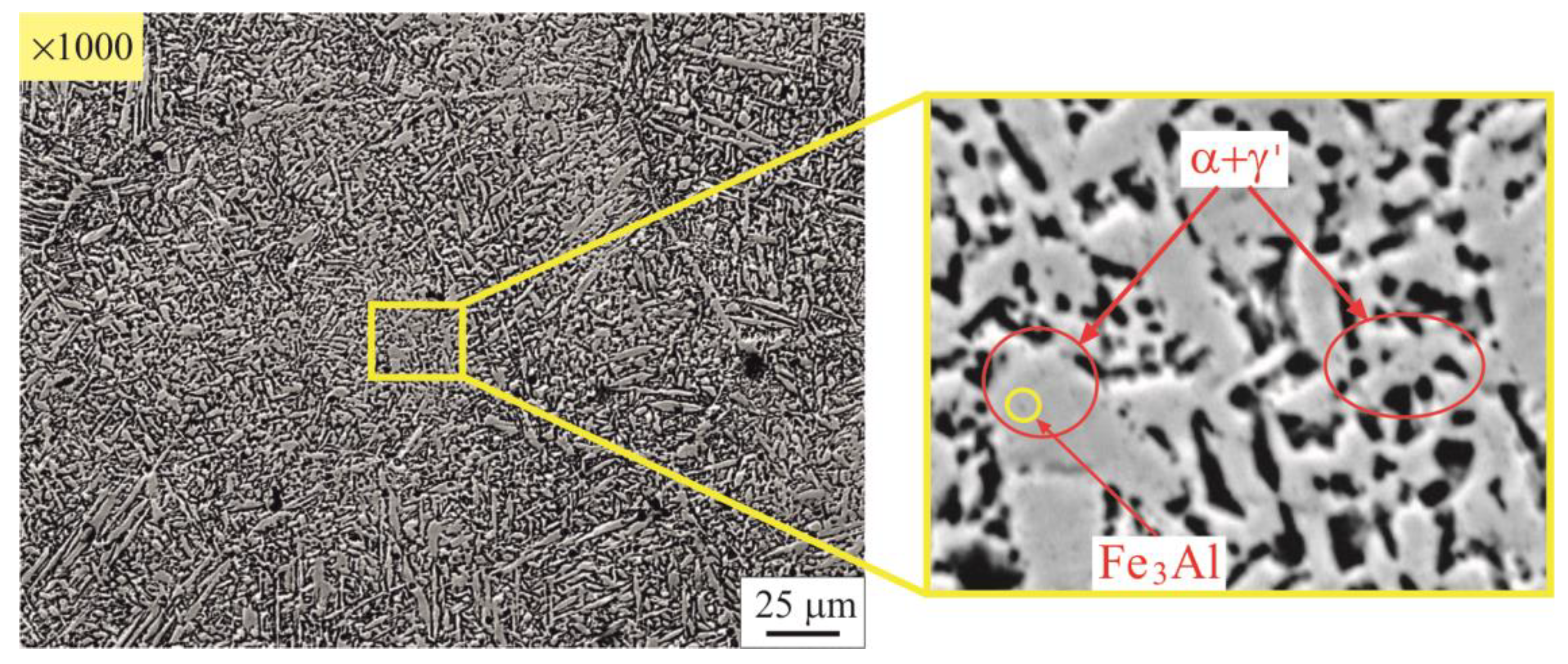
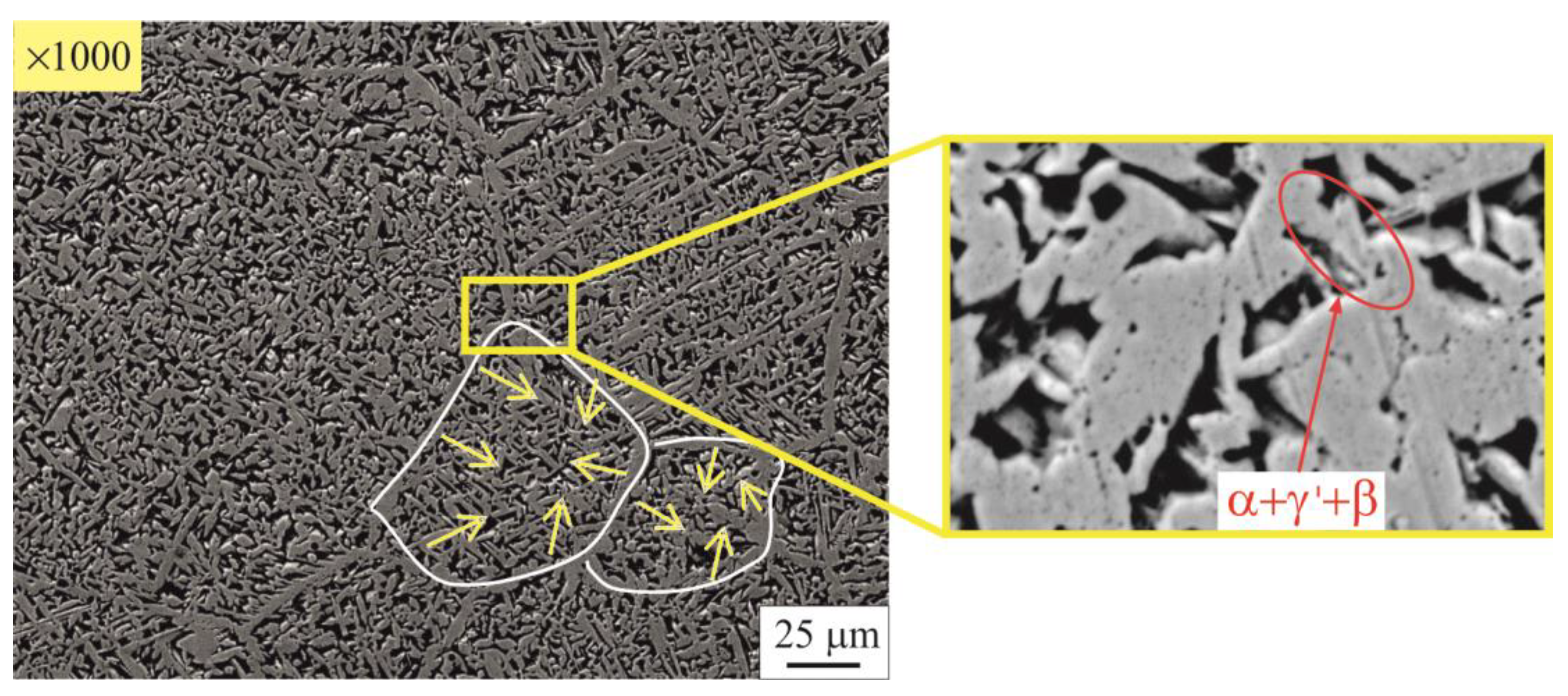
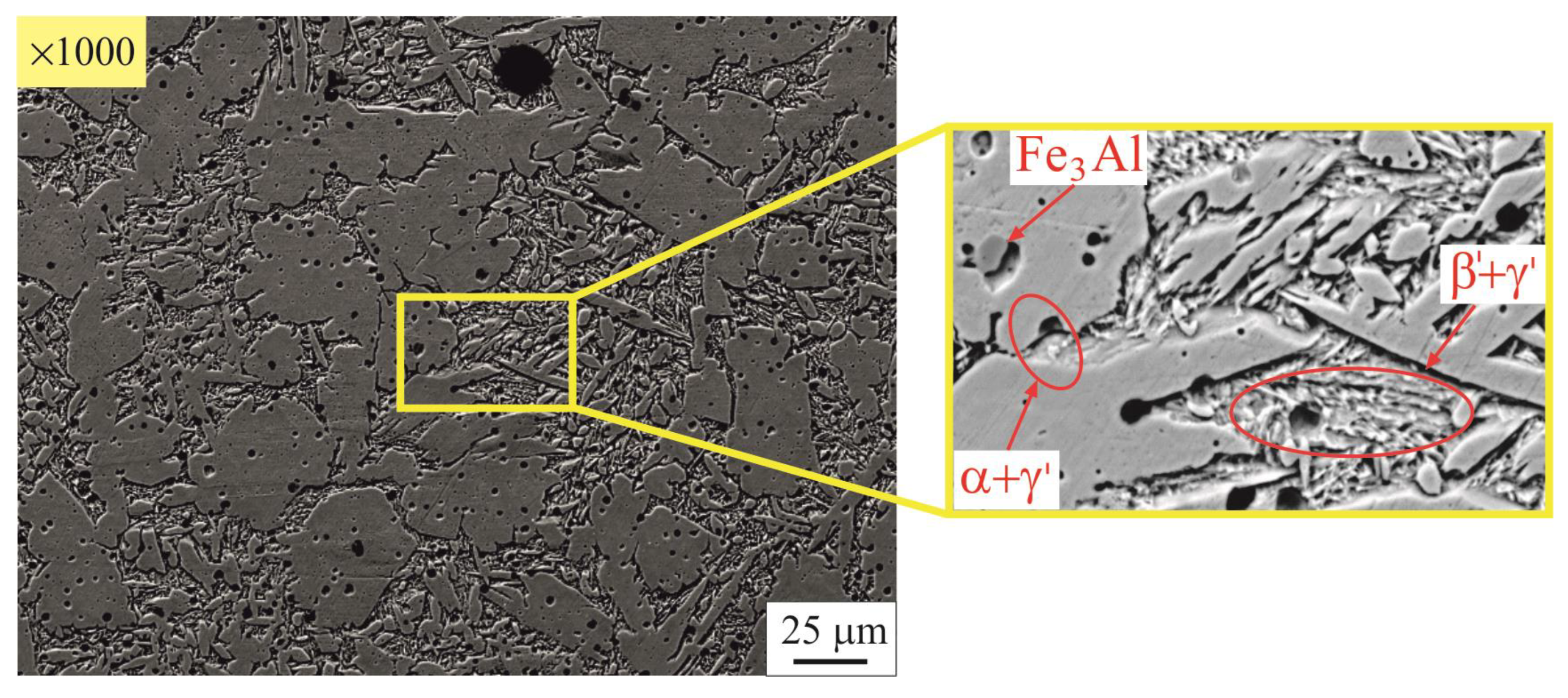
3.2. Microstructure Evolution
3.3. Effect of Heat Treatment on Mechanical Characteristics: Planned Experiment and Optimisation
- (1)
- Maximum plasticity: ;
- (2)
- Maximum impact toughness (dynamic strength): ;
- (3)
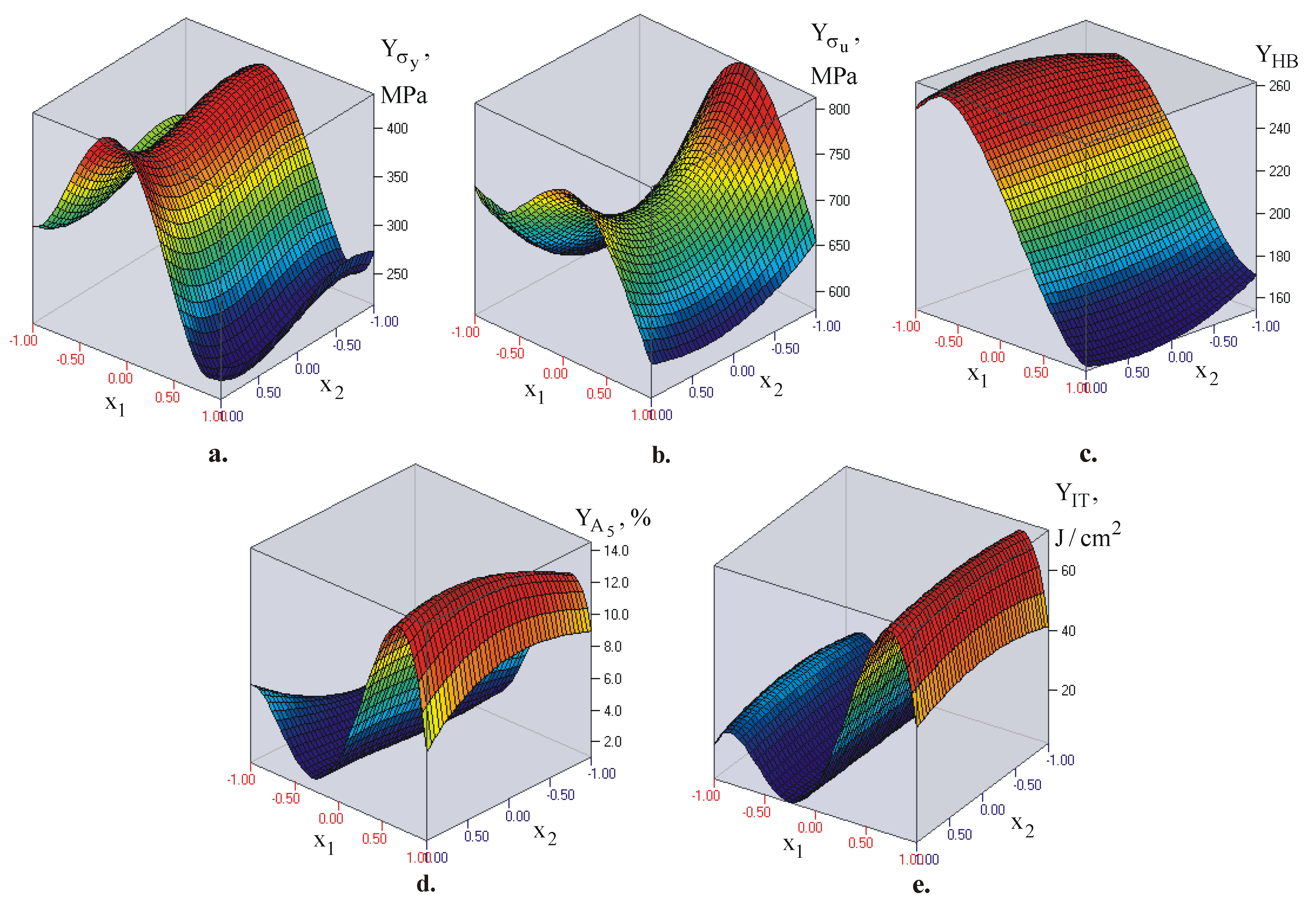
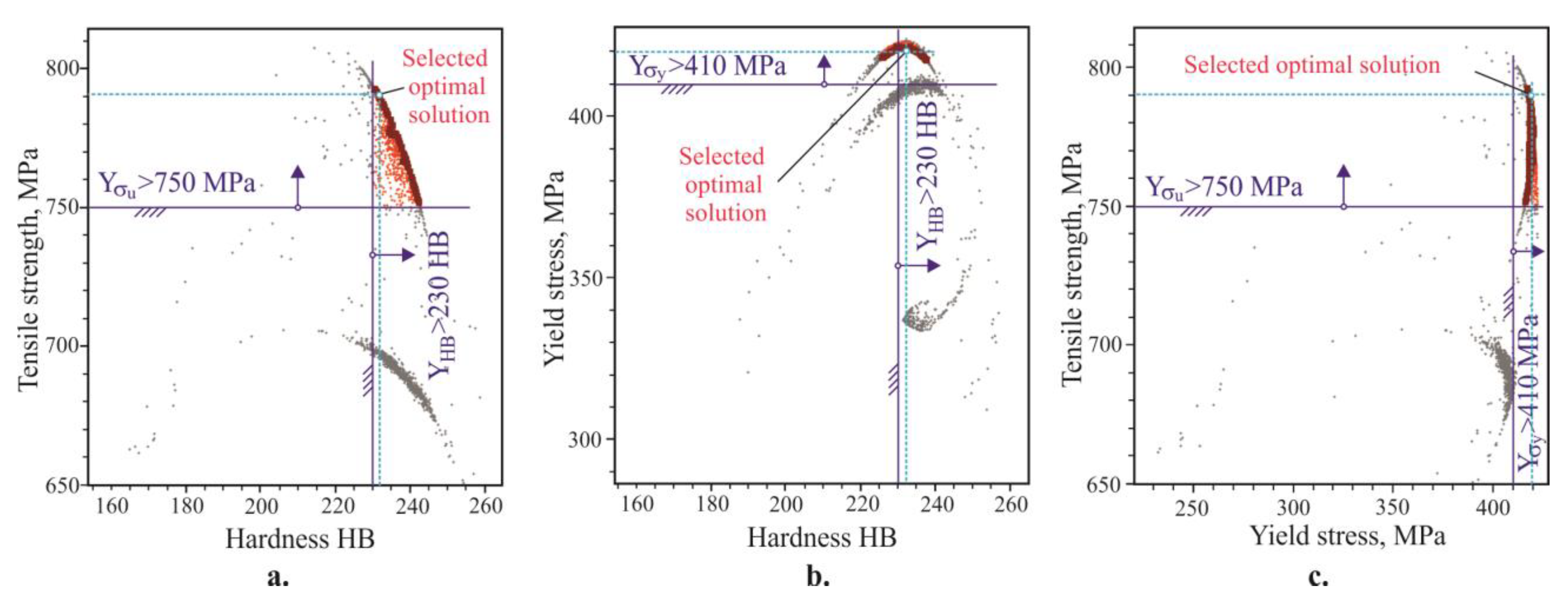
- Simultaneous high hardness and static strength: The objective function vector iswhere and is the plane of the governing factors . The objective functions must tend to their maximum values: , and . Based on Figure 21, the following are the functional limitations: , and .
- (4)
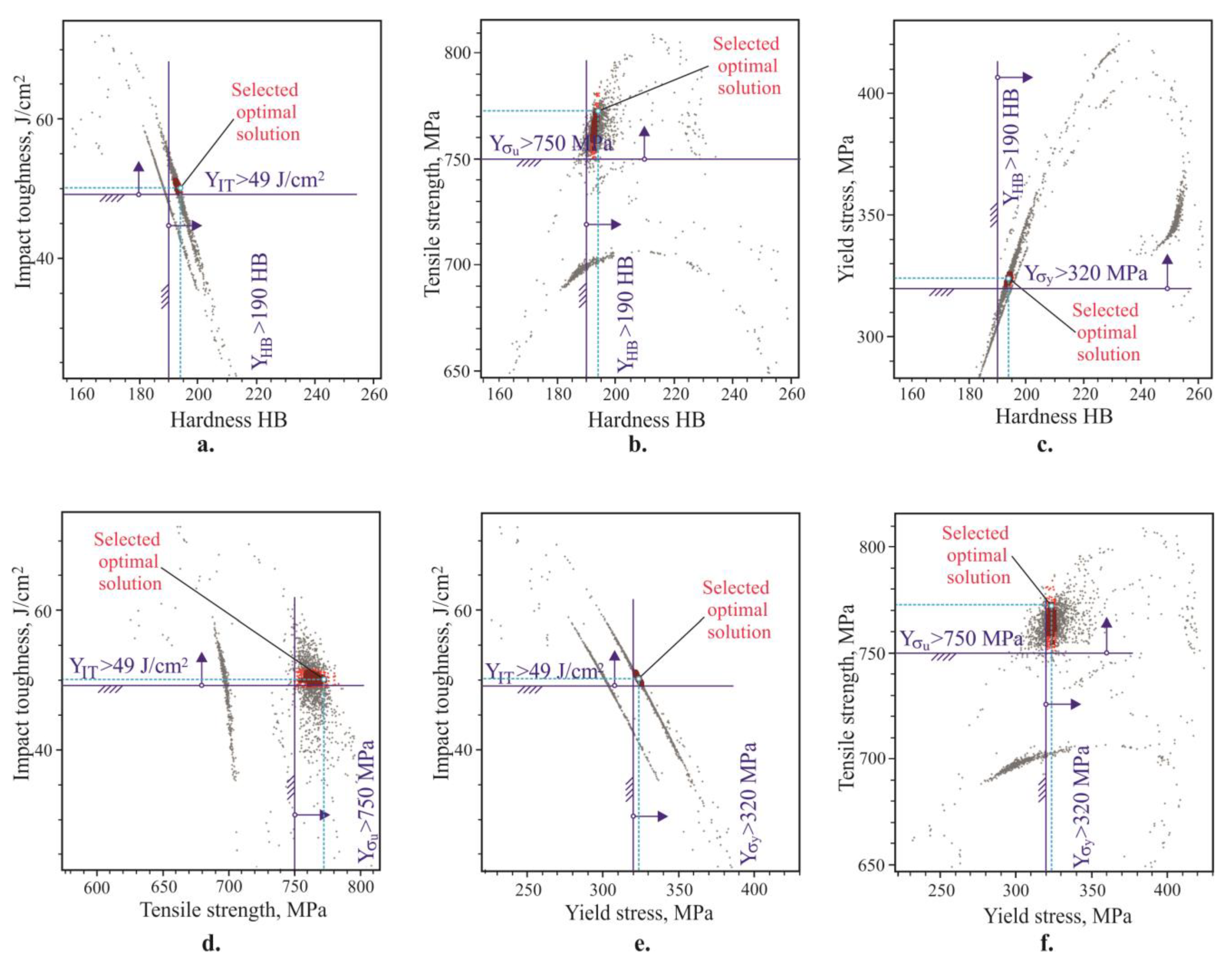
- Simultaneously high hardness, static and dynamic strength: The objective function vector is .
4. Conclusions
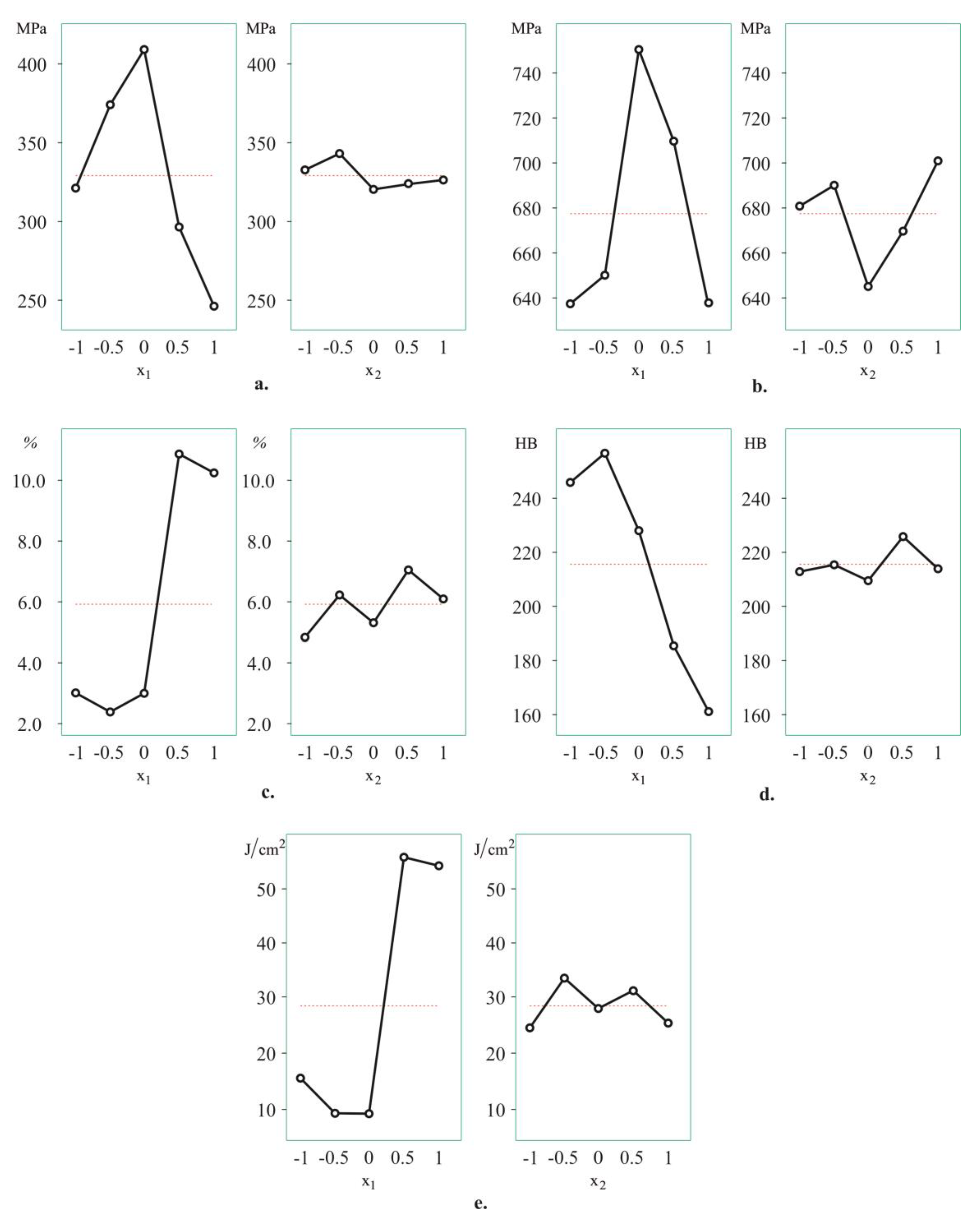
- The primary mechanical characteristics (yield limit, tensile strength, elongation, hardness and impact toughness) of IAB with β-transformation vary widely depending on the governing parameters of the ageing heat treatment. Therefore, their characteristics can be appropriately controllefd according to the functional purpose of the corresponding bronze component. Of the two governing factors (temperature and time), the ageing temperature has a significantly greater weight. The temperature interval 640 °C to 650 °C maximises the plasticity and dynamic strength, whereas the hardness and static strength reach their maximum values in the interval of 280 °C to 500 °C.
- Four optimisation tasks, with the most significance in practice, were formulated and solved. Thus, the optimal (compromise optimal) values of the temperature and time and the corresponding optimal (compromise optimal) magnitudes of the mechanical characteristics for the respective optimisation task were obtained.
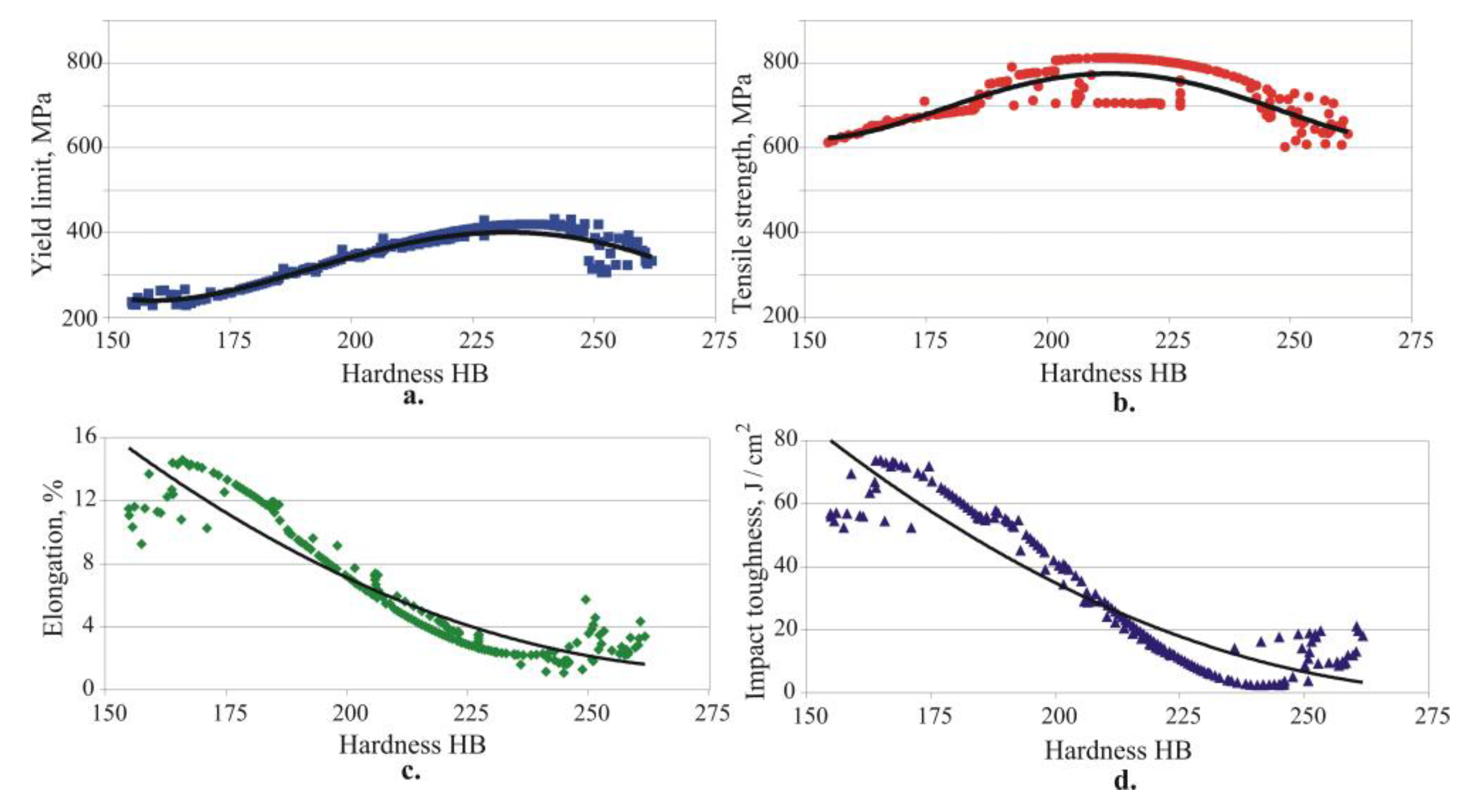
- The correlations of the hardness with each of the other four mechanical characteristics were determined. The dependencies of the mechanical characteristics on the hardness are nonlinear. As the hardness increases, the static strength increases up to a specific hardness value (approximately 230 HB for the yield limit and 210 HB for the tensile strength) and subsequently decrease. The elongation and dynamic strength trendlines display a continuous decrease when the hardness increases.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Brezina, P. Heat treatment of complex aluminium bronzes. Int. Met. Rev. 1982, 27, 77–120. [Google Scholar] [CrossRef]
- Alam, S.; Marshallt, R.I.; Sasaki, S. Metallurgical and tribological investigations of aluminium bronze bushes made by a novel centrifugal casting technique. Tribol. Int. 1996, 29, 487–492. [Google Scholar] [CrossRef]
- Gao, L.L.; Cheng, X.H. Microstructure, phase transformation and wear behavior of Cu-10%Al-4%Fe alloy processed by ECAE. Mater. Sci. Eng. A 2008, 473, 259–265. [Google Scholar] [CrossRef]
- Xu, X.; Zhao, H.; Hu, Y.; Zong, L.; Qin, J.; Zhang, J.; Shao, J. Effect of hot compression on microstructure evolution of aluminium bronze alloy. J. Mater. Res. Technol. 2022, 19, 3760–3776. [Google Scholar] [CrossRef]
- Vu, A.T.; Nguyen, D.N.; Pham, X.D.; Tran, D.H.; Vuong, V.H.; Pham, M.K. Influence of strengthening phases on the microstructure and mechanical properties of CuAl9Fe4 alloy. Int. J. Sci. Eng. Res. 2018, 9, 346–351. [Google Scholar]
- Chau, M.Q.; Vu, A.T.; Le, T.S.; Mai, V.T.; Nguyen, D.N.; Doan, X.T.; Do, H.C.; Nguyen, D.T. Influence of tempering time on microstructure and mechanical properties of CuAl9Fe4 alloy. J. Mech. Eng. Res. Dev. 2021, 44, 75–85. [Google Scholar]
- Slama, P.; Dlouhy, J.; Kövér, M. Influence of heat treatment on the microstructure and mechanical properties of aluminium bronze. Mater. Technol. 2014, 48, 599–604. [Google Scholar]
- Jain, P.; Nigam, P.K. Influence of heat treatment on microstructure and hardness of nickel aluminium bronze (Cu-10Al-5Ni-5Fe). J. Mech. Civ. Eng. 2013, 4, 16–21. [Google Scholar] [CrossRef]
- Aaltonen, P.; Klemetti, K.; Hannien, H. Effect of tempering on corrosion and mechanical properties of cast aluminium bronzes. Scand. J. Metall. 1985, 14, 233–242. [Google Scholar]
- Mi, G.; Zhang, J.; Wang, H. The effect of ageing heat treatment on the mechanical properties of Cu-Al-Fe-(x) alloys. Key Eng. Mater. 2011, 467–469, 257–262. [Google Scholar] [CrossRef]
- Matijevic, B.; Sushma, T.S.K.; Prathvi, B.K. Effect of heat treatment parameters on the mechanical properties and microstructure of aluminium bronze. Tech. J. 2017, 11, 107–110. [Google Scholar]
- Maximov, J.; Duncheva, G.; Anchev, A.; Dunchev, V.; Argirov, Y.; Todorov, V.; Mechkarova, T. Effects of heat treatment and severe surface plastic deformation on mechanical characteristics, fatigue and wear of Cu-10Al-5Fe bronze. Materials 2022, 15, 8905. [Google Scholar] [CrossRef] [PubMed]
- Singh, C.; Dar, Y.A.; Malhotra, D.; Sharma, D. Study of Centrifugal Casting of Cast Iron Rolls and its Problem Formulation at India Factory, Malerkotla, Punjab (India). Indian J. Appl. Res. 2014, 4, 188–190. [Google Scholar] [CrossRef]
- Chen, Z.; Su, Y.; Gong, S.W. Effect of Centrifugal Casting on Microstructures and Properties of Hypereutectic Al-18wt.%Si Alloy. In Proceedings of the International Forum on Energy, Environment and Sustainable Development (IFEESD 2016), Shenzhen, China, 16–17 April 2016; pp. 706–710. [Google Scholar]
- Gupta, M.K.; Nayak, S.; Kachhawaha, A.K. Analysis of centrifugal casting defects on their manufacturing parameters. J. Harmon. Res. 2015, 3, 05–08. [Google Scholar]
- Ebhota, W.S.; Karun, A.S.; Inambao, F.L. Centrifugal casting technique baseline knowledge, applications, and processing parameters: Overview. Int. J. Mater. Res. 2016, 107, 960–969. [Google Scholar] [CrossRef]
- Jörg, F.; Betül, K.A.; Heiner, M.; Gerhard, K.; Erwin, B.R. Effect of Ti6Al4V surfaces manufactured through precision centrifugal casting and modified by calcium and phosphorus ion implantation on human osteoblasts. Metals 2020, 10, 1681. [Google Scholar] [CrossRef]
- Mohapatra, S.; Sarangi, H.; Mohanty, U.K. Effect of processing factors on the characteristics of centrifugal casting. Manuf. Rev. 2020, 7, 26. [Google Scholar] [CrossRef]
- Jurković, K.; Cajner, H.; Mrvar, P.; Bauer, B. Analysis of factor effects in process of vertical centrifugal casting. Mater. Manuf. Process. 2023. [Google Scholar] [CrossRef]
- Florenciano, J.T.O.; Ambrosi, A.; Hotza, D.; González, S.Y.G. Understanding centrifugal casting in the manufacture of functionally graded materials. J. Eur. Ceram. Soc. 2022, 42, 7089–7101. [Google Scholar] [CrossRef]
- Panikolov, K.L.; Petrov, M.S. Special Metal Casting Technology; Technika: Sofia, Bulgaria, 1973. (In Bulgarian) [Google Scholar]
- Lv, S.; Dou, R.; Yu, B.; Wang, J.; Liu, X.; Wen, Z. Ezperimental and numerical studies on the influence of centrifugal casting parameters on the solidification structure of Al-Cu alloy. Mater. Res. Express 2022, 9, 106506. [Google Scholar] [CrossRef]
- Vuchkov, I.N.; Vuchkov, I.I. QStatLab Professional, version 5.5; Statistical Quality Control Software, User’s Manual; QStatLab: Sofia, Bulgaria, 2009. [Google Scholar]
- Vuchkov, I.; Stoyanov, S. Mathematical Modeling and Optimization of Technological Objects; Technics: Sofia, Bulgaria, 1986. (In Bulgarian) [Google Scholar]
- Deb, K.; Pratap, A.; Agarwal, S.; Meyarivan, T. A fast and elitist multiobjective genetic algorithm: NSGA-II. IEEE Trans. Evol. Comput. 2002, 6, 182–197. [Google Scholar] [CrossRef]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cu | Al | Fe | Mn | Ni | Pb | Zn | Si | Sn | Mg | S | Other |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 80.95 | 11.0 | 6.26 | 0. 905 | 0.391 | 0.028 | 0.280 | 0.022 | 0.071 | 0.005 | 0.010 | Balance |
| Governing Factors | Levels | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Natural | Codded | Natural | Coded | |||||||||
| Ageing temperature | 200 | 325 | 450 | 575 | 700 | −1 | −0.5 | 0 | 0.5 | 1 | ||
| Ageing time | 1 | 1.75 | 2.5 | 3.25 | 4 | |||||||
| No. | MPa | MPa | MPa | MPa | % | % | HB | IT | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | −1 | −1 | 327 | 335.4 | 580.5 | 580.4 | 1.6 | 1.59 | 236 | 236.04 | 14.4 | 14.03 |
| 2 | 0 | −1 | 413 | 413 | 794.5 | 798.9 | 2.85 | 2.66 | 232 | 227.35 | 8.5 | 8.8 |
| 3 | 1 | −1 | 267 | 258.6 | 668 | 669.6 | 10.25 | 10.24 | 170 | 171.07 | 50.9 | 52.26 |
| 4 | −1 | 0 | 329.5 | 322.9 | 614.5 | 616.9 | 1.8 | 1.81 | 250 | 251.06 | 17.3 | 18.83 |
| 5 | 0 | 0 | 397 | 397 | 700 | 700 | 2.7 | 3.07 | 222 | 227.34 | 8.6 | 8.8 |
| 6 | 1 | 0 | 239.5 | 246.1 | 619.5 | 617.1 | 11.6 | 11.61 | 155 | 156.05 | 58.6 | 57.07 |
| 7 | −1 | 1 | 316.5 | 314.7 | 717.5 | 715.2 | 5.75 | 5.74 | 251 | 249.57 | 15.2 | 14.03 |
| 8 | 0 | 1 | 429.5 | 429.5 | 760.5 | 756.1 | 3.65 | 3.47 | 230 | 227.35 | 9.3 | 8.8 |
| 9 | 1 | 1 | 236 | 237.8 | 625.5 | 626.3 | 9.25 | 9.24 | 160 | 157.54 | 52.1 | 52.26 |
| 10 | −0.5 | −0.5 | 383.5 | 386.4 | 652 | 644.8 | 2.5 | 2.50 | 247 | 254.96 | 9.7 | 9.5 |
| 11 | 0.5 | −0.5 | 310.5 | 307.6 | 730.5 | 726.1 | 10.15 | 10.15 | 184 | 187.84 | 57.7 | 55.5 |
| 12 | −0.5 | 0.5 | 369 | 366.1 | 649.5 | 656.7 | 2.4 | 2.40 | 265 | 258.34 | 9.3 | 9.5 |
| 13 | 0.5 | 0.5 | 284.5 | 287.4 | 689 | 693.5 | 11.9 | 11.90 | 187 | 184.46 | 53.3 | 55.5 |
| Coefficients | Objective Functions | ||||
|---|---|---|---|---|---|
| 397.0000 | 700.0000 | 3.0667 | 227.3488 | 8.8 | |
| −92.1944 | 78.6389 | 10.4208 | −80.9167 | 54.9611 | |
| −23.5417 | −21.3825 | 0.8375 | 0 | 0 | |
| −308.1250 | −165.4583 | 18.3639 | −23.7907 | 118.2833 | |
| 24.2500 | 77.5000 | 0 | 0 | 0 | |
| 0 | −44.5294 | 2.8958 | −6.7647 | 0 | |
| 53.7778 | −78.5555 | −5.5208 | 33.4167 | −35.8444 | |
| 31.7917 | 0 | −0.4375 | 0 | 0 | |
| −18.6250 | 44.2771 | 0.3875 | 0 | 0 | |
| 0 | 0 | −1.8625 | 8.25 | 0 | |
| 195.625 | 82.4583 | −14.7222 | 0 | −89.1333 | |
| 0 | 0 | 0 | 0 | 0 | |
| 0 | 0 | −4.1833 | 0 | 0 | |
| −22.1250 | −46.6250 | 0 | 0 | −4.8 | |
| 0 | 0 | 0 | 0 | 0 | |
| Objective Functions | Governing Factors | ||
|---|---|---|---|
| Codded | Natural | ||
| −0.19582 0.98008 | 431.8 | ||
| 0.33077 −0.99671 | 812.9 | ||
| 0.75517 0.41485 | 14.6 | ||
| −0.68099 0.39878 | 261.8 | ||
| 0.78857 0.00032 | 73.65 | ||
| Optimisation Task | Optimal Governing Factors | ||||||
|---|---|---|---|---|---|---|---|
| Codded | Natural | ||||||
| 1 | 0.75517 0.41485 | 72.86 | 166.00 | 228.54 | 654.43 | ||
| 2 | 0.78857 0.00032 | 14.3 | 165.13 | 234.7 | 652.48 | ||
| 3 | −0.1163 −1 | 2 h 19 min | 2.25 | 3.98 | 234.64 | 419.45 | 791.22 |
| 4 | 0.4512 −0.8375 | 1 h 15 min | 8.52 | 50.01 | 194.23 | 323.78 | 772.88 |
| Optimisation Task | Optimal Values of the Objective Functions | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| , | |||||||||||||||
| Optim. Value | Experim. | Optim. Value | Experim. | Optim. Value | Experim. | Optim. Value | Experim. | Optim. Value | Experim. | ||||||
| Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | ||||||
| 1 | 14.6 | 13.5 | 14.4 | 72.86 | 63.0 | 65.5 | 166.00 | 163 | 168 | 228.54 | 239 | 254 | 654.43 | 673 | 689 |
| 2 | 14.3 | 13.0 | 13.4 | 73.65 | 66.0 | 69.2 | 165.13 | 173 | 176 | 234.7 | 256 | 259 | 652.48 | 661 | 669 |
| 3 | 2.25 | 2.45 | 3.6 | 3.98 | 5.9 | 7.4 | 234.64 | 233 | 236 | 419.45 | 405 | 412 | 791.22 | 771 | 781 |
| 4 | 8.52 | 9.2 | 9.9 | 50.01 | 53.8 | 59.1 | 194.23 | 183 | 188 | 323.78 | 311 | 319 | 772.88 | 768 | 774 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Maximov, J.; Duncheva, G.; Anchev, A.; Dunchev, V.; Todorov, V.; Argirov, Y. Influence of an Ageing Heat Treatment on the Mechanical Characteristics of Iron-Aluminium Bronzes with β-Transformation Obtained via Centrifugal Casting: Modelling and Optimisation. Metals 2023, 13, 1930. https://doi.org/10.3390/met13121930
Maximov J, Duncheva G, Anchev A, Dunchev V, Todorov V, Argirov Y. Influence of an Ageing Heat Treatment on the Mechanical Characteristics of Iron-Aluminium Bronzes with β-Transformation Obtained via Centrifugal Casting: Modelling and Optimisation. Metals. 2023; 13(12):1930. https://doi.org/10.3390/met13121930
Chicago/Turabian StyleMaximov, Jordan, Galya Duncheva, Angel Anchev, Vladimir Dunchev, Vladimir Todorov, and Yaroslav Argirov. 2023. "Influence of an Ageing Heat Treatment on the Mechanical Characteristics of Iron-Aluminium Bronzes with β-Transformation Obtained via Centrifugal Casting: Modelling and Optimisation" Metals 13, no. 12: 1930. https://doi.org/10.3390/met13121930
APA StyleMaximov, J., Duncheva, G., Anchev, A., Dunchev, V., Todorov, V., & Argirov, Y. (2023). Influence of an Ageing Heat Treatment on the Mechanical Characteristics of Iron-Aluminium Bronzes with β-Transformation Obtained via Centrifugal Casting: Modelling and Optimisation. Metals, 13(12), 1930. https://doi.org/10.3390/met13121930