
Determining Hot Deformation Behavior and Rheology Laws of Selected Austenitic Stainless Steels


Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Material
2.2. Hot Compression Testing
2.3. Structure Analyses
2.4. Calculating the Rheology Law
3. Results
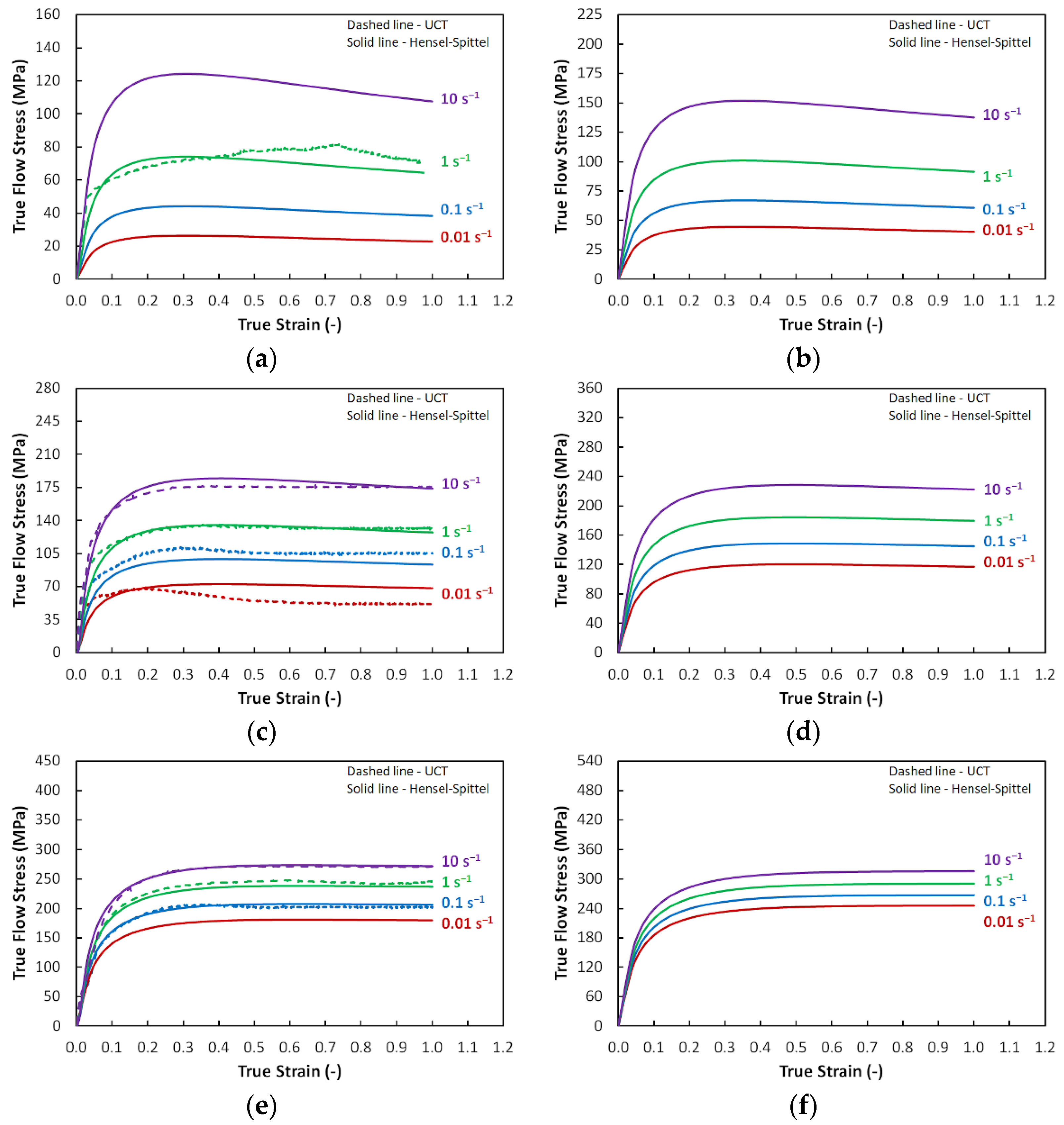
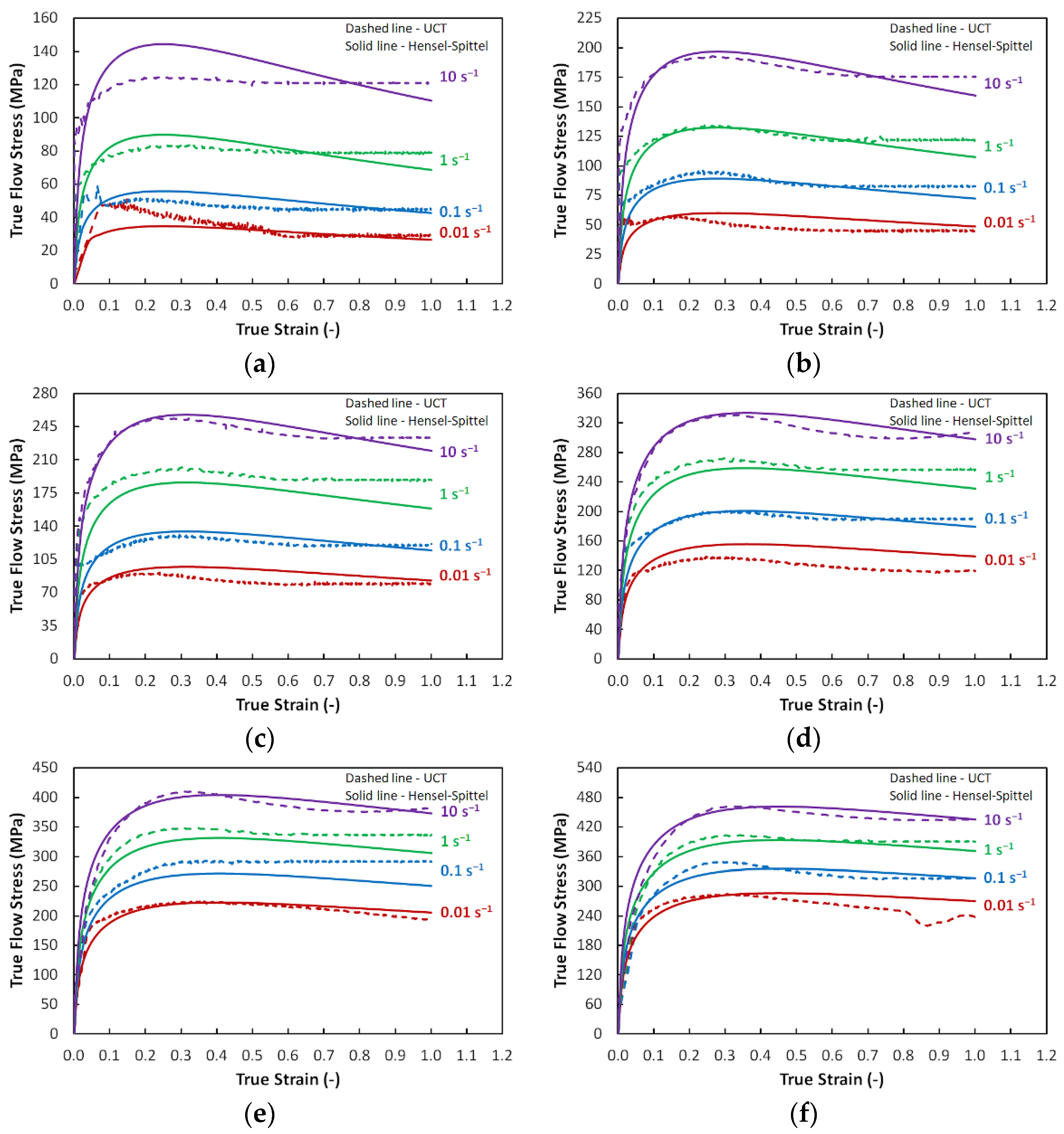
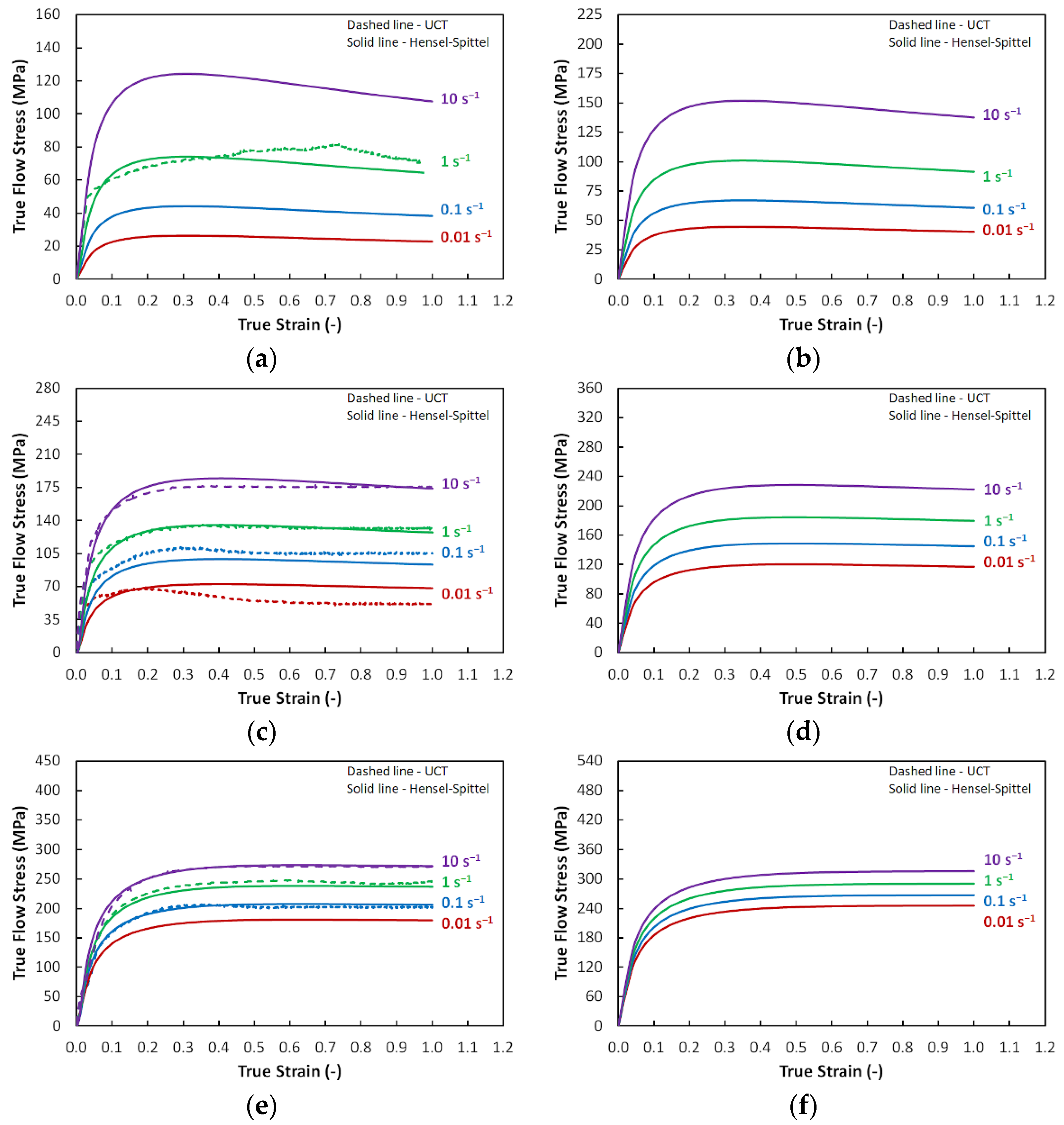
3.1. Rheology Law
3.2. Deformation Behavior
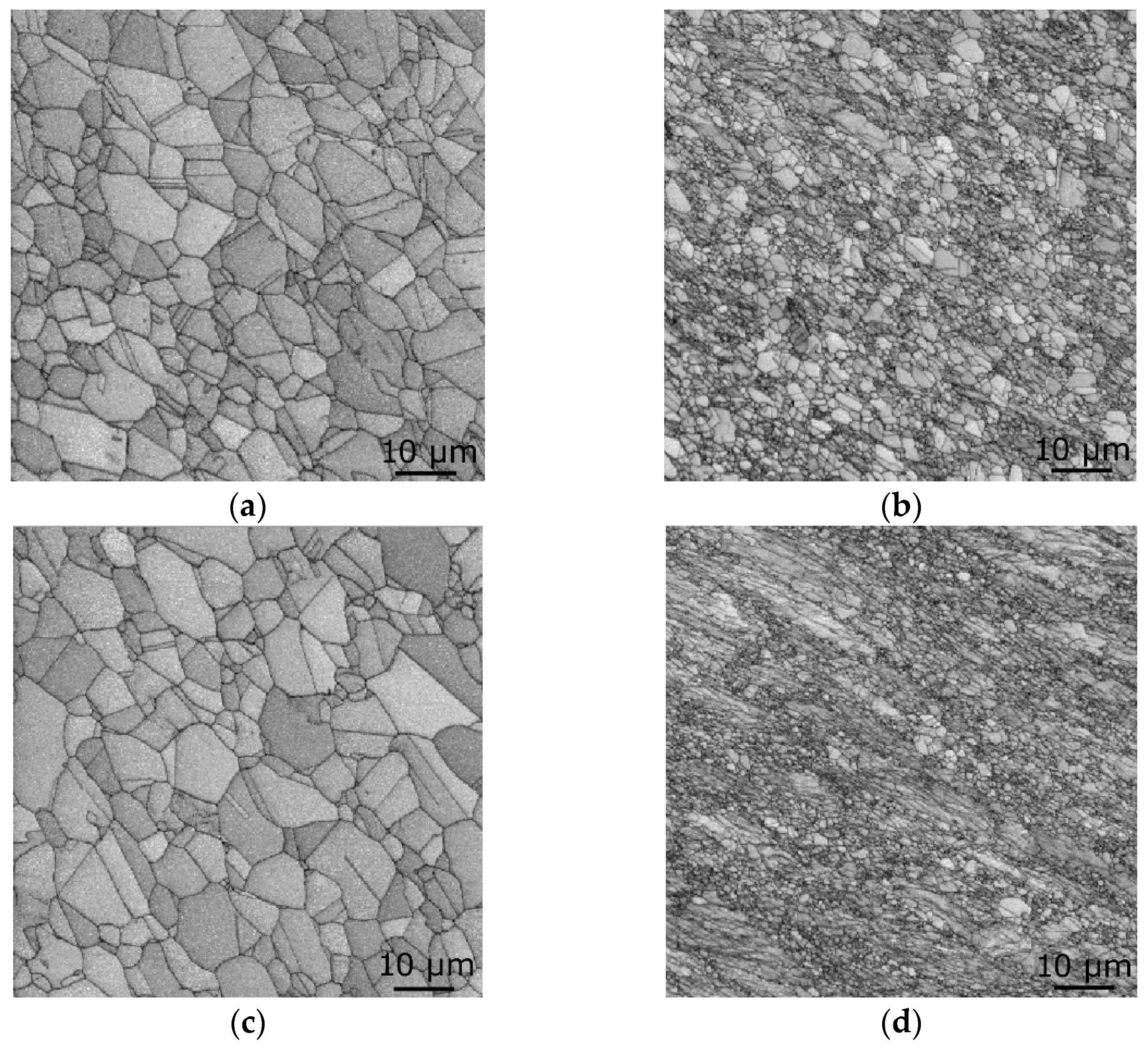
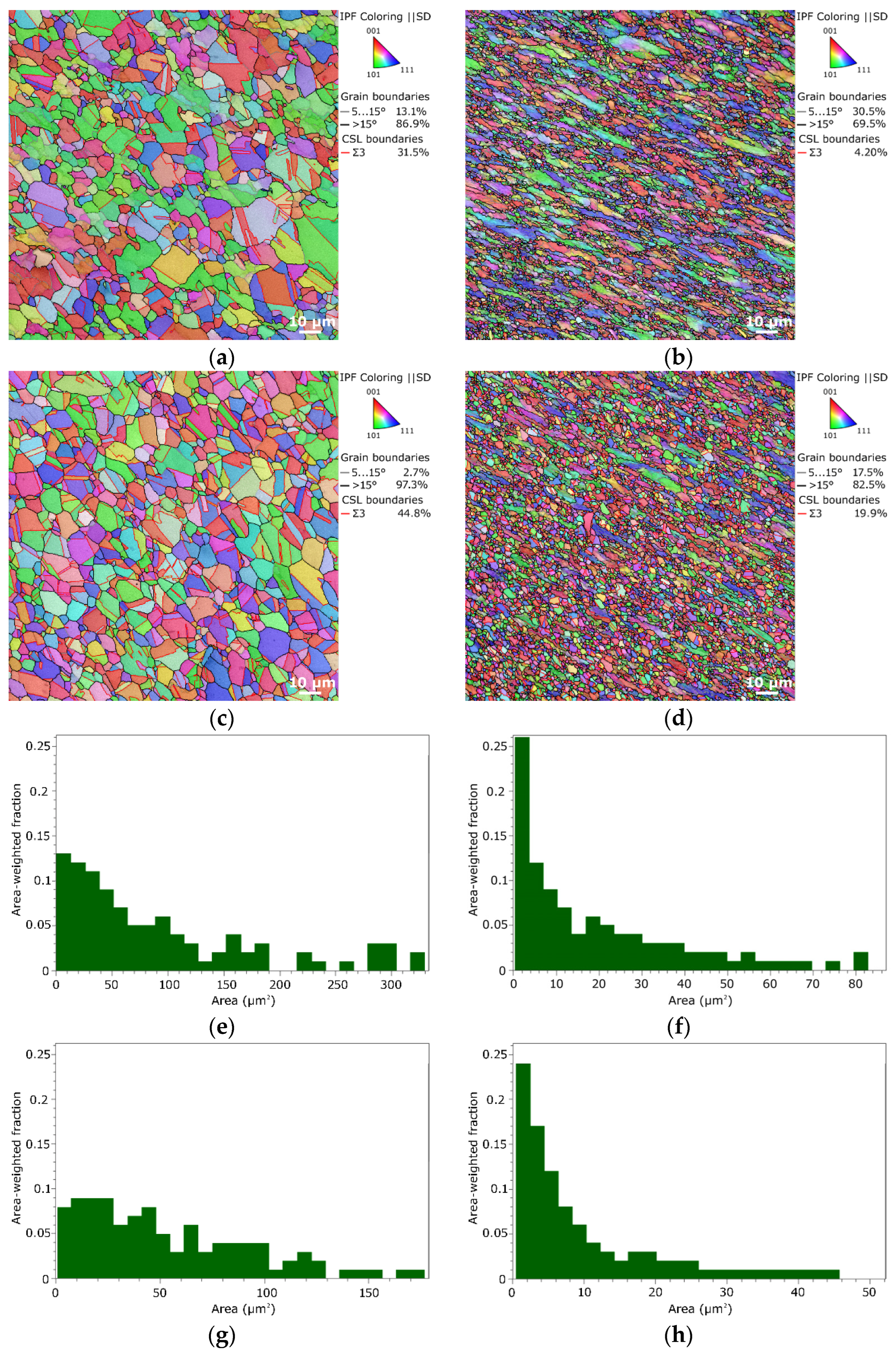
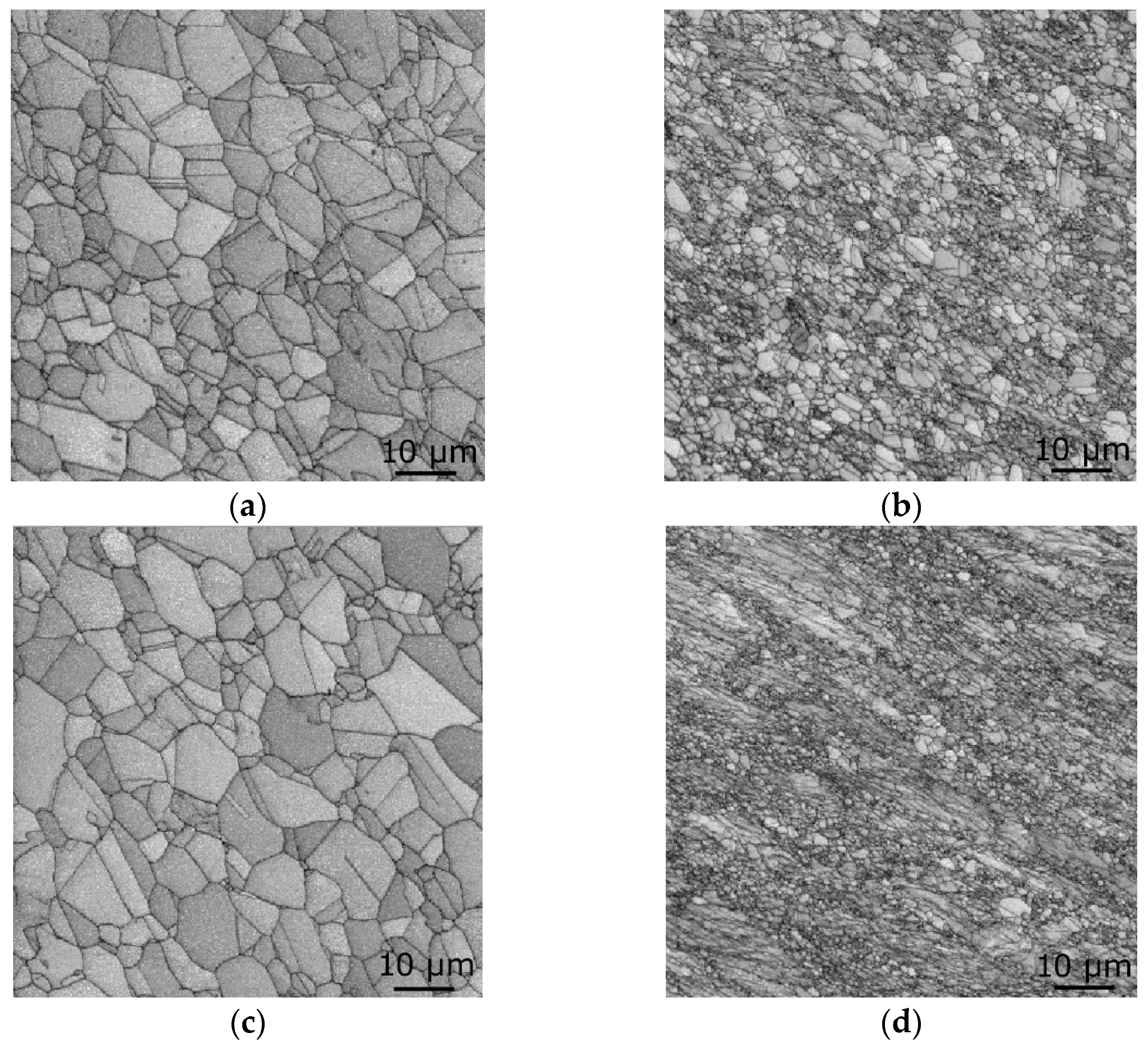
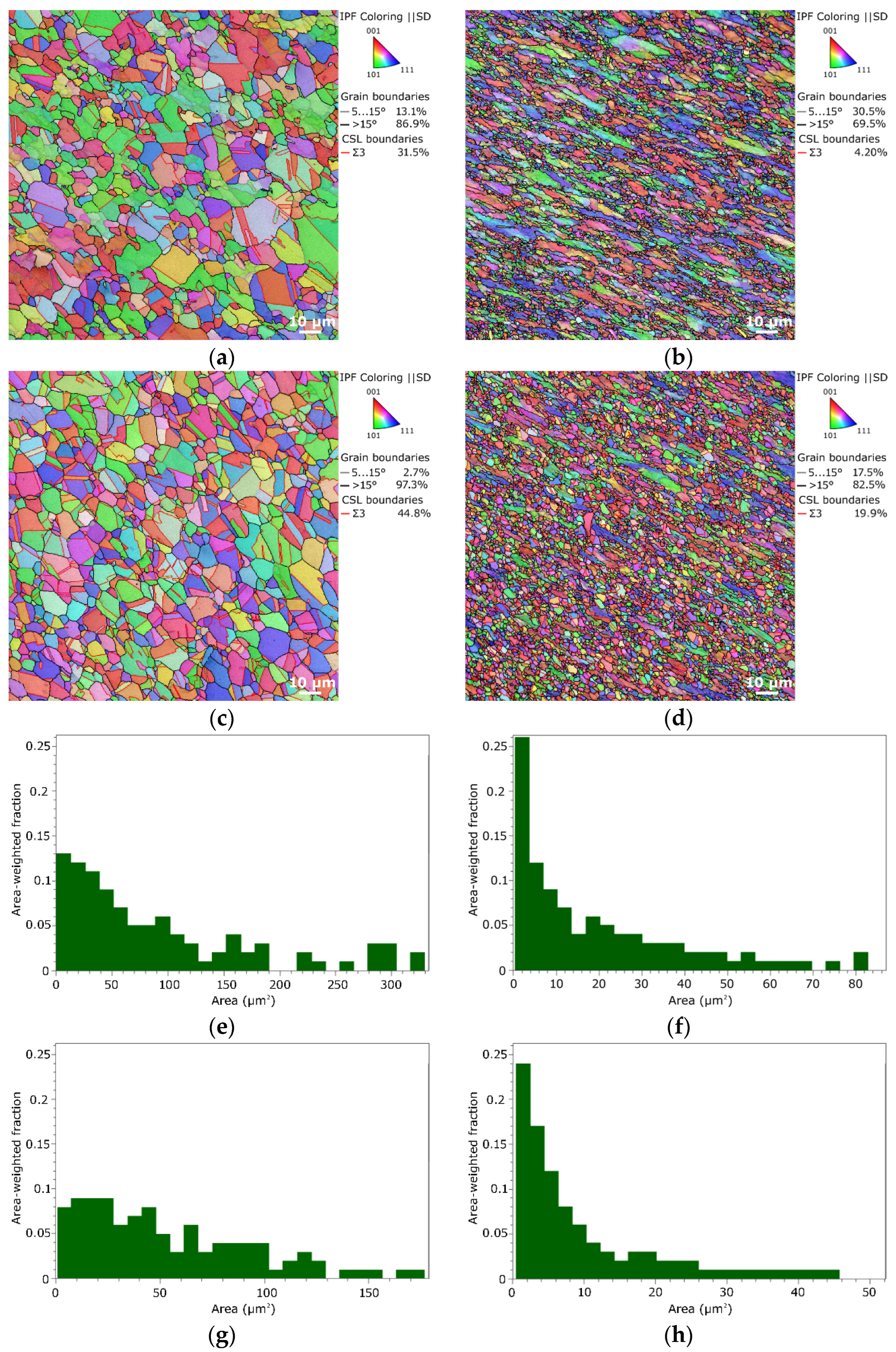
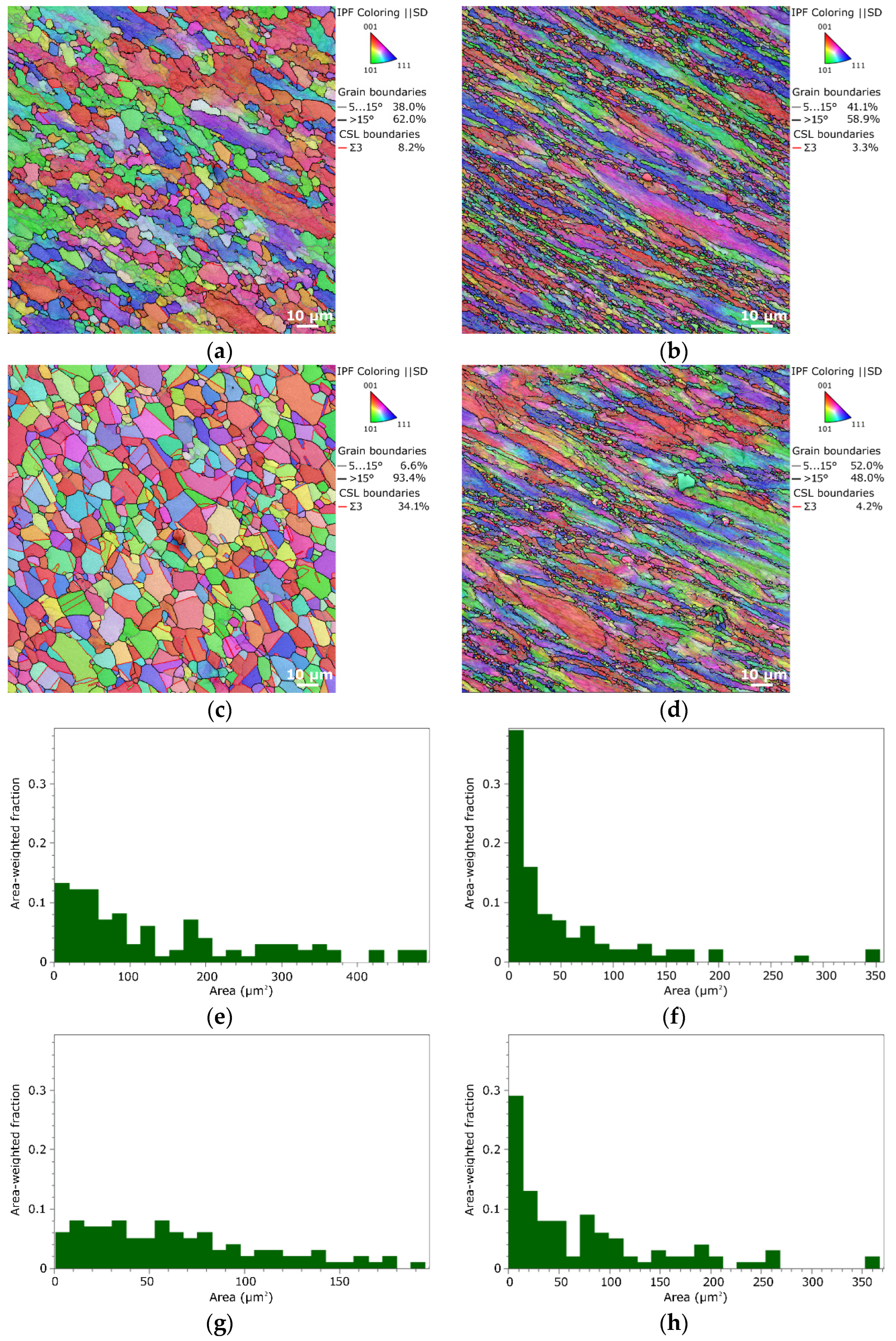
3.3. Microstructure Observations
4. Discussion
5. Conclusions
- -
- The ChN35VT steel showed higher flow stress values than the 08Ch18N10T steel;
- -
- The 08Ch18N10T steel exhibited a larger grain size at all the tested strain rates and temperatures (at both the strain rates, the grain size for the 08Ch18N10T steel was approx. doubled at 900 °C, and ~1.3 times larger at 1060 °C);
- -
- The ChN35VT steel microstructure generally exhibited higher fractions of high-angle grain boundaries, which points to the development of dynamic recrystallization;
- -
- The mathematical description of the experimental data via the Hensel-Spittel models provided satisfactory curve fits, especially at lower temperatures;
- -
- The developed Hensel-Spittel rheology low for the ChN35VT steel was
- -
- The developed Hensel-Spittel rheology low for the 08Ch18N10T steel was
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Emelyanenko, K.A.; Emelyanenko, A.M.; Boinovich, L.B. Laser Obtained Superhydrophobic State for Stainless Steel Corrosion Protection, a Review. Coatings 2023, 13, 194. [Google Scholar] [CrossRef]
- Astafurov, S.; Astafurova, E. Phase Composition of Austenitic Stainless Steels in Additive Manufacturing: A Review. Metals 2021, 11, 1052. [Google Scholar] [CrossRef]
- Babaev, A.; Promakhov, V.; Schulz, N.; Semenov, A.; Bakhmat, V.; Vorozhtsov, A. Processes of Physical Treatment of Stainless Steels Obtained by Additive Manufacturing. Metals 2022, 12, 1449. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R.; Lowe, T.C. Advances in Metals and Alloys for Joint Replacement. Prog. Mater. Sci. 2017, 88, 232–280. [Google Scholar] [CrossRef]
- Butler-Smith, P.; See, T.; Humphrey, E.; Vilar, J.G.; Steege, T.; Kunze, T.; Schell, F.; Serey, N.; Tomic, D. A Comparison of the Tactile Friction and Cutting Performance of Textured Scalpel Blades Modified by Direct Laser Writing and Direct Laser Interference Patterning Processes. Procedia CIRP 2022, 111, 657–661. [Google Scholar] [CrossRef]
- Zach, L.; Kunčická, L.; Růžička, P.; Kocich, R. Design, Analysis and Verification of a Knee Joint Oncological Prosthesis Finite Element Model. Comput. Biol. Med. 2014, 54, 53–60. [Google Scholar] [CrossRef]
- Bračič, M.; Potrč, S.; Finšgar, M.; Gradišnik, L.; Maver, U.; Budasheva, H.; Korte, D.; Franko, M.; Fras Zemljič, L. Amoxicillin Doped Hyaluronic Acid/Fucoidan Multifunctional Coatings for Medical Grade Stainless Steel Orthopedic Implants. Appl. Surf. Sci. 2023, 611, 155621. [Google Scholar] [CrossRef]
- Song, Y.L.; Yu, N.; Tan, D.B.P.; Chew, M.T. A Pilot Study on Three-Dimensional Printing of Stainless Steel Arch Bars for Orthognathic Segmental Jaw Surgeries. Ann. 3D Print. Med. 2022, 6, 100055. [Google Scholar] [CrossRef]
- Fu, J.; Su, Y.; Qin, Y.-X.; Zheng, Y.; Wang, Y.; Zhu, D. Evolution of Metallic Cardiovascular Stent Materials: A Comparative Study among Stainless Steel, Magnesium and Zinc. Biomaterials 2020, 230, 119641. [Google Scholar] [CrossRef]
- He, R.; Langi, E.; Garrard, R.; Attallah, M.M.; Silberschmidt, V.V.; Vogt, F.; Zhao, L. In Silico Evaluation of Additively Manufactured 316L Stainless Steel Stent in a Patient-Specific Coronary Artery. Med. Eng. Phys. 2022, 109, 103909. [Google Scholar] [CrossRef]
- Kocich, R.; Kursa, M.; Szurman, I.; Dlouhý, A. The Influence of Imposed Strain on the Development of Microstructure and Transformation Characteristics of Ni–Ti Shape Memory Alloys. J. Alloys Compd. 2011, 509, 2716–2722. [Google Scholar] [CrossRef]
- Xiuqing, X.; Junwei, A.; Chen, W.; Jing, N. Study on the Hydrogen Embrittlement Susceptibility of AISI 321 Stainless Steel. Eng. Fail. Anal. 2021, 122, 105212. [Google Scholar] [CrossRef]
- Mankari, K.; Acharyya, S.G. Failure Analysis of AISI 321 Stainless Steel Welded Pipes in Solar Thermal Power Plants. Eng. Fail. Anal. 2018, 86, 33–43. [Google Scholar] [CrossRef]
- Lee, S.K.; Yun, S.-H.; Joo, H.G.G.; Noh, S.J. Deuterium Transport and Isotope Effects in Type 316L Stainless Steel at High Temperatures for Nuclear Fusion and Nuclear Hydrogen Technology Applications. Curr. Appl. Phys. 2014, 14, 1385–1388. [Google Scholar] [CrossRef]
- Fan, Y.; Liu, T.G.; Xin, L.; Han, Y.M.; Lu, Y.H.; Shoji, T. Thermal Aging Behaviors of Duplex Stainless Steels Used in Nuclear Power Plant: A Review. J. Nucl. Mater. 2021, 544, 152693. [Google Scholar] [CrossRef]
- Vikulin, A.V.; Yaroslavtsev, N.L.; Zemlyanaya, V.A. Investigation into Transpiration Cooling of Blades in High-Temperature Gas Turbines. Therm. Eng. 2019, 66, 397–401. [Google Scholar] [CrossRef]
- Kocich, R.; Bojko, M.; Macháčková, A.; Klečková, Z. Numerical Analysis of the Tubular Heat Exchanger Designed for Co-Generating Units on the Basis of Microturbines. Int. J. Heat Mass Transf. 2012, 55, 5336–5342. [Google Scholar] [CrossRef]
- Macháčková, A.; Kocich, R.; Bojko, M.; Kunčická, L.; Polko, K. Numerical and Experimental Investigation of Flue Gases Heat Recovery via Condensing Heat Exchanger. Int. J. Heat Mass Transf. 2018, 124, 1321–1333. [Google Scholar] [CrossRef]
- Ivanov, Y.F.; Petrikova, E.A.; Teresov, A.D.; Ivanova, O.V. High Chrome Steel Modified by High-Current Pulsed Electron Beam. Russ. Phys. J. 2020, 62, 2081–2085. [Google Scholar] [CrossRef]
- Lin, K.; Qiao, J.; Gu, D.; Wang, H.; Shi, B.; Zhang, W.; Shan, J.; Xu, Y.; Tian, L. Active Screen Plasma Nitriding of Laser Powder Bed Fusion Processed 316L Stainless Steel for the Application of Fuel Cell Bipolar Plates. Virtual Phys. Prototyp. 2023, 18, e2225490. [Google Scholar] [CrossRef]
- Chen, H.; Li, W.; Chen, W.; Chen, J.; Zhang, S. Influence of Prior Creep-Fatigue Exposure on Remnant Tensile and Creep Properties of AISI 321 Austenite Stainless Steel. Int. J. Fatigue 2022, 159, 106826. [Google Scholar] [CrossRef]
- Wang, J.; Su, H.; Chen, K.; Du, D.; Zhang, L.; Shen, Z. Effect of δ-Ferrite on the Stress Corrosion Cracking Behavior of 321 Stainless Steel. Corros. Sci. 2019, 158, 108079. [Google Scholar] [CrossRef]
- Ghazani, M.S.; Eghbali, B. Characterization of the Hot Deformation Microstructure of AISI 321 Austenitic Stainless Steel. Mater. Sci. Eng. A 2018, 730, 380–390. [Google Scholar] [CrossRef]
- Zhao, D.; Ren, L.; Wang, Y.; Wang, W.; Zhu, Z.; Fu, W. Hot Deformation Behaviors of as Cast 321 Austenitic Stainless Steel. Metals 2021, 11, 1245. [Google Scholar] [CrossRef]
- Volgina, N.; Shulgin, A.; Khlamkova, S. Possibilities of Diagnosis of Stress Corrosion Cracking of Main Gas Pipelines from the Point of View of Microbiology. Mater. Today Proc. 2021, 38, 1697–1700. [Google Scholar] [CrossRef]
- Bykova, A.E.; Sharipzyanova, G.K.; Volgina, N.I.; Khlamkova, S.S. Methodology of Analyzing the Causes of Accidental Failure of Pipes Made of Various Steel Grades. Russ. Metall. 2018, 2018, 1264–1267. [Google Scholar] [CrossRef]
- Yang, L.; Webler, B.A.; Cheng, G. Precipitation Behavior of Titanium Nitride on a Primary Inclusion Particle during Solidification of Bearing Steel. J. Iron Steel Res. Int. 2017, 24, 685–690. [Google Scholar] [CrossRef]
- Chabaud-Reytier, M.; Allais, L.; Caes, C.; Dubuisson, P.; Pineau, A. Mechanisms of Stress Relief Cracking in Titanium Stabilised Austenitic Stainless Steel. J. Nucl. Mater. 2003, 323, 123–137. [Google Scholar] [CrossRef]
- Zhang, W.; Wu, J.; Wen, Y.; Ye, J.; Li, N. Characterization of Different Work Hardening Behavior in AISI 321 Stainless Steel and Hadfield Steel. J. Mater. Sci. 2010, 45, 3433–3437. [Google Scholar] [CrossRef]
- Pardo, A.; Merino, M.C.; Coy, A.E.; Viejo, F.; Carboneras, M.; Arrabal, R. Influence of Ti, C and N Concentration on the Intergranular Corrosion Behaviour of AISI 316Ti and 321 Stainless Steels. Acta Mater. 2007, 55, 2239–2251. [Google Scholar] [CrossRef]
- Shabashov, V.; Lyashkov, K.; Zamatovskii, A.; Kozlov, K.; Kataeva, N.; Novikov, E.; Ustyugov, Y. Mechanosynthesis of High-Nitrogen Steels Strengthened by Secondary Titanium Nitrides. Materials 2022, 15, 5038. [Google Scholar] [CrossRef] [PubMed]
- Torres, C.; Hazarabedian, M.S.; Quadir, Z.; Johnsen, R.; Iannuzzi, M. The Role of Tungsten on the Phase Transformation Kinetics and Its Correlation with the Localized Corrosion Resistance of 25Cr Super Duplex Stainless Steels. J. Electrochem. Soc. 2020, 167, 081510. [Google Scholar] [CrossRef]
- Lo, K.H.; Shek, C.H.; Lai, J.K.L. Recent Developments in Stainless Steels. Mater. Sci. Eng. R Rep. 2009, 65, 39–104. [Google Scholar] [CrossRef]
- Torres, N.; Greivel, G.; Betz, J.; Moreno, E.; Newman, A.; Thomas, B. Optimizing Steel Coil Production Schedules under Continuous Casting and Hot Rolling. Eur. J. Oper. Res. 2023, in press. [Google Scholar] [CrossRef]
- Lukáč, P.; Kocich, R.; Greger, M.; Padalka, O.; Szaraz, Z. Microstructure of AZ31 and AZ61 Mg Alloys Prepared by Rolling and ECAP. Kov. Mater. Mater. 2007, 45, 115–120. [Google Scholar]
- Chichenev, N.A.; Vasilyev, M.V.; Karfidov, A.O.; Chicheneva, O.N. Device for Two-Way Cooling of Rolls of Multi-Roll Mills during Laser Hardening. CIS Iron Steel Rev. 2023, 25, 46–50. [Google Scholar] [CrossRef]
- Silva, V.M.A.; Camerini, C.G.; Pardal, J.M.; de Blás, J.C.G.; Pereira, G.R. Eddy Current Characterization of Cold-Worked AISI 321 Stainless Steel. J. Mater. Res. Technol. 2018, 7, 395–401. [Google Scholar] [CrossRef]
- Seval’neva, T.G.; Terent’ev, V.F.; Seval’nev, G.S.; Vlasov, I.I. Structure Formation in a Wire Made of Austenitic–Martensitic VNS9-Sh TRIP Steel during Drawing. Russ. Metall. 2021, 2021, 1270–1274. [Google Scholar] [CrossRef]
- Xu, Q.; Zhu, J.; Zong, Y.; Liu, L.; Zhu, X.; Zhang, F.; Luan, B. Effect of Drawing and Annealing on the Microstructure and Mechanical Properties of 304 Austenitic Stainless Steel Wire. Mater. Res. Express 2021, 8, 126530. [Google Scholar] [CrossRef]
- Vermes, B.; Czigany, T. Non-Conventional Deformations: Materials and Actuation. Materials 2020, 13, 1383. [Google Scholar] [CrossRef]
- Macháčková, A.; Krátká, L.; Petrmichl, R.; Kunčická, L.; Kocich, R. Affecting Structure Characteristics of Rotary Swaged Tungsten Heavy Alloy Via Variable Deformation Temperature. Materials 2019, 12, 4200. [Google Scholar] [CrossRef] [PubMed]
- Kunčická, L.; Kocich, R. Optimizing Electric Conductivity of Innovative Al-Cu Laminated Composites via Thermomechanical Treatment. Mater. Des. 2022, 215, 110441. [Google Scholar] [CrossRef]
- Kocich, R. Design and Optimization of Induction Heating for Tungsten Heavy Alloy Prior to Rotary Swaging. Int. J. Refract. Met. Hard Mater. 2020, 93, 105353. [Google Scholar] [CrossRef]
- Thomasová, M.; Seiner, H.; Sedlák, P.; Frost, M.; Ševčík, M.; Szurman, I.; Kocich, R.; Drahokoupil, J.; Šittner, P.; Landa, M. Evolution of Macroscopic Elastic Moduli of Martensitic Polycrystalline NiTi and NiTiCu Shape Memory Alloys with Pseudoplastic Straining. Acta Mater. 2017, 123, 146–156. [Google Scholar] [CrossRef]
- Xu, Z.; Zhang, H.; Krishnan, P.; Hale, C.; Kecskes, L.J.; Yarmolenko, S.; Fialkova, S.; Wei, Q.; Sankar, J. Non-Conventional Hot Rolling for Improvement of Mechanical Properties in Binary Mg-Alloys. Mech. Mater. 2022, 164, 104111. [Google Scholar] [CrossRef]
- Kocich, R.; Macháčková, A.; Fojtík, F. Comparison of Strain and Stress Conditions in Conventional and ARB Rolling Processes. Int. J. Mech. Sci. 2012, 64, 54–61. [Google Scholar] [CrossRef]
- Kocich, R.; Greger, M.; Macháčková, A. Finite Element Investigation of Influence of Selected Factors on ECAP Process. In Proceedings of the METAL 2010: 19th International Metallurgical and Materials Conference, Roznov pod Radhostem, Czech Republic, 18–20 May 2010; Tanger Ltd.: Ostrava, Czech Republic, 2010; pp. 166–171. [Google Scholar]
- Kocich, R.; Kursa, M.; Macháčková, A. FEA of Plastic Flow in AZ63 Alloy during ECAP Process. Acta Phys. Pol. A 2012, 122, 581–587. [Google Scholar] [CrossRef]
- Hlaváč, L.M.; Kocich, R.; Gembalová, L.; Jonšta, P.; Hlaváčová, I.M. AWJ Cutting of Copper Processed by ECAP. Int. J. Adv. Manuf. Technol. 2016, 86, 885–894. [Google Scholar] [CrossRef]
- Kocich, R.; Fiala, J.; Szurman, I.; Macháčková, A.; Mihola, M. Twist-Channel Angular Pressing: Effect of the Strain Path on Grain Refinement and Mechanical Properties of Copper. J. Mater. Sci. 2011, 46, 7865–7876. [Google Scholar] [CrossRef]
- Kocich, R.; Kunčická, L.; Král, P.; Macháčková, A. Sub-Structure and Mechanical Properties of Twist Channel Angular Pressed Aluminium. Mater. Charact. 2016, 119, 75–83. [Google Scholar] [CrossRef]
- Kocich, R.; Kunčická, L.; Macháčková, A. Twist Channel Multi-Angular Pressing (TCMAP) as a Method for Increasing the Efficiency of SPD. IOP Conf. Ser. Mater. Sci. Eng. 2014, 63, 012006. [Google Scholar] [CrossRef]
- Naizabekov, A.B.; Andreyachshenko, V.A.; Kocich, R. Study of Deformation Behavior, Structure and Mechanical Properties of the AlSiMnFe Alloy during ECAP-PBP. Micron 2013, 44, 210–217. [Google Scholar] [CrossRef] [PubMed]
- Kong, D.; Ni, X.; Dong, C.; Zhang, L.; Man, C.; Yao, J.; Xiao, K.; Li, X. Heat Treatment Effect on the Microstructure and Corrosion Behavior of 316L Stainless Steel Fabricated by Selective Laser Melting for Proton Exchange Membrane Fuel Cells. Electrochim. Acta 2018, 276, 293–303. [Google Scholar] [CrossRef]
- Hemmasian Ettefagh, A.; Guo, S.; Raush, J. Corrosion Performance of Additively Manufactured Stainless Steel Parts: A Review. Addit. Manuf. 2021, 37, 101689. [Google Scholar] [CrossRef]
- Saboori, A.; Aversa, A.; Marchese, G.; Biamino, S.; Lombardi, M.; Fino, P. Microstructure and Mechanical Properties of AISI 316L Produced by Directed Energy Deposition-Based Additive Manufacturing: A Review. Appl. Sci. 2020, 10, 3310. [Google Scholar] [CrossRef]
- Vaičiukynienė, D.; Jakevičius, L.; Kantautas, A.; Vaitkevičius, V.; Vaičiukynas, V.; Dvořák, K. Conversion of Silica By-Product into Zeolites by Thermo-Sonochemical Treatment. Ultrason. Sonochem. 2021, 72, 105426. [Google Scholar] [CrossRef]
- Shakil, S.I.; Smith, N.R.; Yoder, S.P.; Ross, B.E.; Alvarado, D.J.; Hadadzadeh, A.; Haghshenas, M. Post Fabrication Thermomechanical Processing of Additive Manufactured Metals: A Review. J. Manuf. Process. 2022, 73, 757–790. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R.; Németh, G.; Dvořák, K.; Pagáč, M. Effect of Post Process Shear Straining on Structure and Mechanical Properties of 316 L Stainless Steel Manufactured via Powder Bed Fusion. Addit. Manuf. 2022, 59, 103128. [Google Scholar] [CrossRef]
- Li, W.; Chen, H.; Huang, W.; Chen, J.; Zuo, L.; Li, C.; He, J.; Ren, Y.; Zhang, S. Effect of Laser Shock Peening on High Cycle Fatigue Properties of Aluminized AISI 321 Stainless Steel. Int. J. Fatigue 2021, 147, 106180. [Google Scholar] [CrossRef]
- Song, S.-H. A Comparison Study of Constitutive Equation, Neural Networks, and Support Vector Regression for Modeling Hot Deformation of 316L Stainless Steel. Materials 2020, 13, 3766. [Google Scholar] [CrossRef]
- Li, W.; Chen, H.; Huang, W.; Chen, J.; Li, C.; Xu, D.; An, S.; Zhang, S.; Yang, H. High-Temperature Creep Property and Life Prediction of Aluminized AISI 321 Stainless Steel after Annealing Diffusion Treatment. Eng. Fail. Anal. 2021, 128, 105611. [Google Scholar] [CrossRef]
- Radionova, L.V.; Perevozchikov, D.V.; Makoveckii, A.N.; Eremin, V.N.; Akhmedyanov, A.M.; Rushchits, S.V. Study on the Hot Deformation Behavior of Stainless Steel AISI 321. Materials 2022, 15, 4057. [Google Scholar] [CrossRef] [PubMed]
- Savaedi, Z.; Motallebi, R.; Mirzadeh, H. A Review of Hot Deformation Behavior and Constitutive Models to Predict Flow Stress of High-Entropy Alloys. J. Alloys Compd. 2022, 903, 163964. [Google Scholar] [CrossRef]
- Motallebi, R.; Savaedi, Z.; Mirzadeh, H. Additive Manufacturing—A Review of Hot Deformation Behavior and Constitutive Modeling of Flow Stress. Curr. Opin. Solid State Mater. Sci. 2022, 26, 100992. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R.; Drápala, J.; Andreyachshenko, V.A. FEM Simulations and Comparison of the Ecap and ECAP-PBP Influence on Ti6Al4V Alloy’s Deformation Behaviour. In Proceedings of the METAL 2013: 22nd International Metallurgical and Materials Conference, Brno, Czech Republic, 15–17 May 2013; Tanger Ltd.: Ostrava, Czech Republic, 2013; pp. 391–396. [Google Scholar]
- Kocich, R.; Macháčková, A.; Kunčická, L. Twist Channel Multi-Angular Pressing (TCMAP) as a New SPD Process: Numerical and Experimental Study. Mater. Sci. Eng. A 2014, 612, 445–455. [Google Scholar] [CrossRef]
- Kocich, R.; Kunčická, L.; Mihola, M.; Skotnicová, K. Numerical and Experimental Analysis of Twist Channel Angular Pressing (TCAP) as a SPD Process. Mater. Sci. Eng. A 2013, 563, 86–94. [Google Scholar] [CrossRef]
- Al-Areeq, A.M.; Saleh, R.A.A.; Ghanim, A.A.J.; Ghaleb, M.; Al-Areeq, N.M.; Al-Wajih, E. Flood Hazard Assessment in Yemen Using a Novel Hybrid Approach of Grey Wolf and Levenberg Marquardt Optimizers. Geocarto Int. 2023, 38, 2243884. [Google Scholar] [CrossRef]
- Chen, J.; Jiang, Z.; Que, Y. Hierarchical Recursive Levenberg–Marquardt Algorithm for Radial Basis Function Autoregressive Models. Inf. Sci. 2023, 647, 119506. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hetherly, M.; Rollett, A.; Rohrer, G.S. Recrystallization and Related Annealing Phenomena, 2nd ed.; Elsevier Ltd.: Oxford, UK, 2004; ISBN 008-044164-5. [Google Scholar]
- Ahssi, M.A.M.; Erden, M.A.; Acarer, M.; Çuğ, H. The Effect of Nickel on the Microstructure, Mechanical Properties and Corrosion Properties of Niobium–Vanadium Microalloyed Powder Metallurgy Steels. Materials 2020, 13, 4021. [Google Scholar] [CrossRef]
- Zhao, J.; Lee, T.; Lee, J.H.; Jiang, Z.; Lee, C.S. Effects of Tungsten Addition on the Microstructure and Mechanical Properties of Microalloyed Forging Steels. Metall. Mater. Trans. A 2013, 44, 3511–3523. [Google Scholar] [CrossRef]
- Salehi, M.; Yeganeh, M.; Heidari, R.B.; Eskandari, M. Comparison of the Microstructure, Corrosion Resistance, and Hardness of 321 and 310s Austenitic Stainless Steels after Thermo-Mechanical Processing. Mater. Today Commun. 2022, 31, 103638. [Google Scholar] [CrossRef]
- Verlinden, B.; Driver, J.; Samajdar, I.; Doherty, R.D. Thermo-Mechanical Processing of Metallic Materials; Elsevier: Amsterdam, The Netherlands, 2007; ISBN 9780080444970. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel Type | Ni | Cr | W | Mn | Ti | Si | S | P | C |
|---|---|---|---|---|---|---|---|---|---|
| ChN35VT | 34–38 | 13.5–16.5 | 2.7–3.7 | 1–2 | 1.2–1.9 | <0.8 | <0.03 | <0.045 | <0.12 |
| 08Ch18N10T | 9.5–12.0 | 17.0–19.0 | <2 | >5x%C | <10 | <0.03 | <0.045 | <0.10 |
| Steel Type | Rp0,2 [MPa] | Rm [MPa] | A [%] | KCU (RT) [J/cm2] |
|---|---|---|---|---|
| ChN35VT | 392 | 735 | 15 | 59 |
| 08Ch18N10T | 195 | 550–750 | 35 | 80 |
| T (°C)/ε· (s−1) | 0.01 | 0.1 | 1 | 10 |
|---|---|---|---|---|
| 850 | a | a | a | a |
| 900 | a | a, b | a, b | a, b |
| 970 | a | a | a | a |
| 1060 | a, b | a, b | a, b | a, b |
| 1150 | a | a | a | a |
| 1250 | a | a | a,b | a |
| Parameter | ChN35VT | 08Ch18N10T |
|---|---|---|
| A | 0.11849 | 165,812,128.83665 |
| m1 | −0.00520 | −0.00131 |
| m2 | 0.26891 | 0.17785 |
| m3 | −0.22211 | −0.36327 |
| m4 | −0.00472 | −0.02081 |
| m5 | −0.00128 | −0.00113 |
| m7 | 0.12993 | 0.29098 |
| m8 | 0.00034 | 0.00047 |
| m9 | 1.94258 | −1.74049 |
| RMSE (MPa) | 14.30052 | 8.40329 |
| R | 0.99238 | 0.99307 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Němec, J.; Kunčická, L.; Opěla, P.; Dvořák, K. Determining Hot Deformation Behavior and Rheology Laws of Selected Austenitic Stainless Steels. Metals 2023, 13, 1902. https://doi.org/10.3390/met13111902
Němec J, Kunčická L, Opěla P, Dvořák K. Determining Hot Deformation Behavior and Rheology Laws of Selected Austenitic Stainless Steels. Metals. 2023; 13(11):1902. https://doi.org/10.3390/met13111902
Chicago/Turabian StyleNěmec, Josef, Lenka Kunčická, Petr Opěla, and Karel Dvořák. 2023. "Determining Hot Deformation Behavior and Rheology Laws of Selected Austenitic Stainless Steels" Metals 13, no. 11: 1902. https://doi.org/10.3390/met13111902
APA StyleNěmec, J., Kunčická, L., Opěla, P., & Dvořák, K. (2023). Determining Hot Deformation Behavior and Rheology Laws of Selected Austenitic Stainless Steels. Metals, 13(11), 1902. https://doi.org/10.3390/met13111902