
Facile Synthesis and the Thermal Properties of Al/Si Composites Prepared via Fast Hot-Pressing Sintering

 ,
,  ,
, 
Abstract
:1. Introduction
2. Materials and Experiments
2.1. Materials
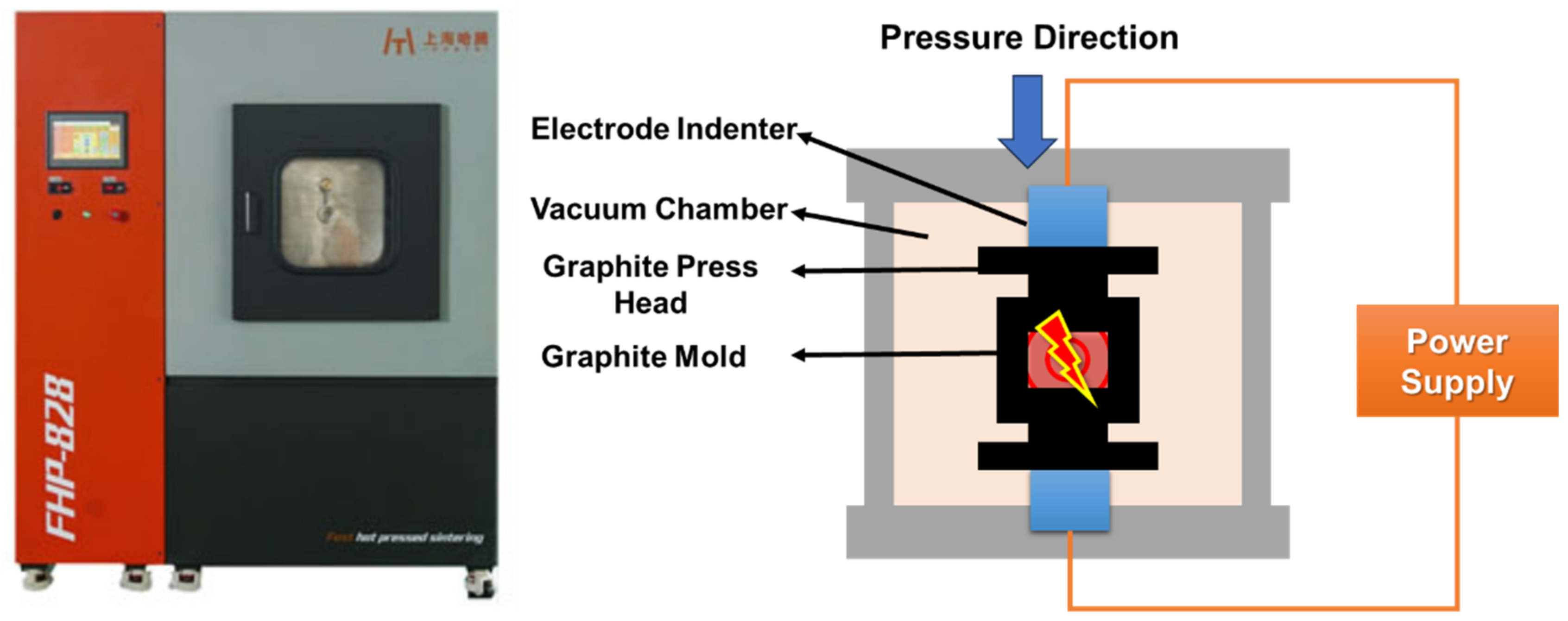
2.2. Synthesis of Al/Si Composites via Fast Hot-Pressing Sintering
2.3. Characterization
3. Results and Discussion
3.1. Optimization of FHP Sintering Process
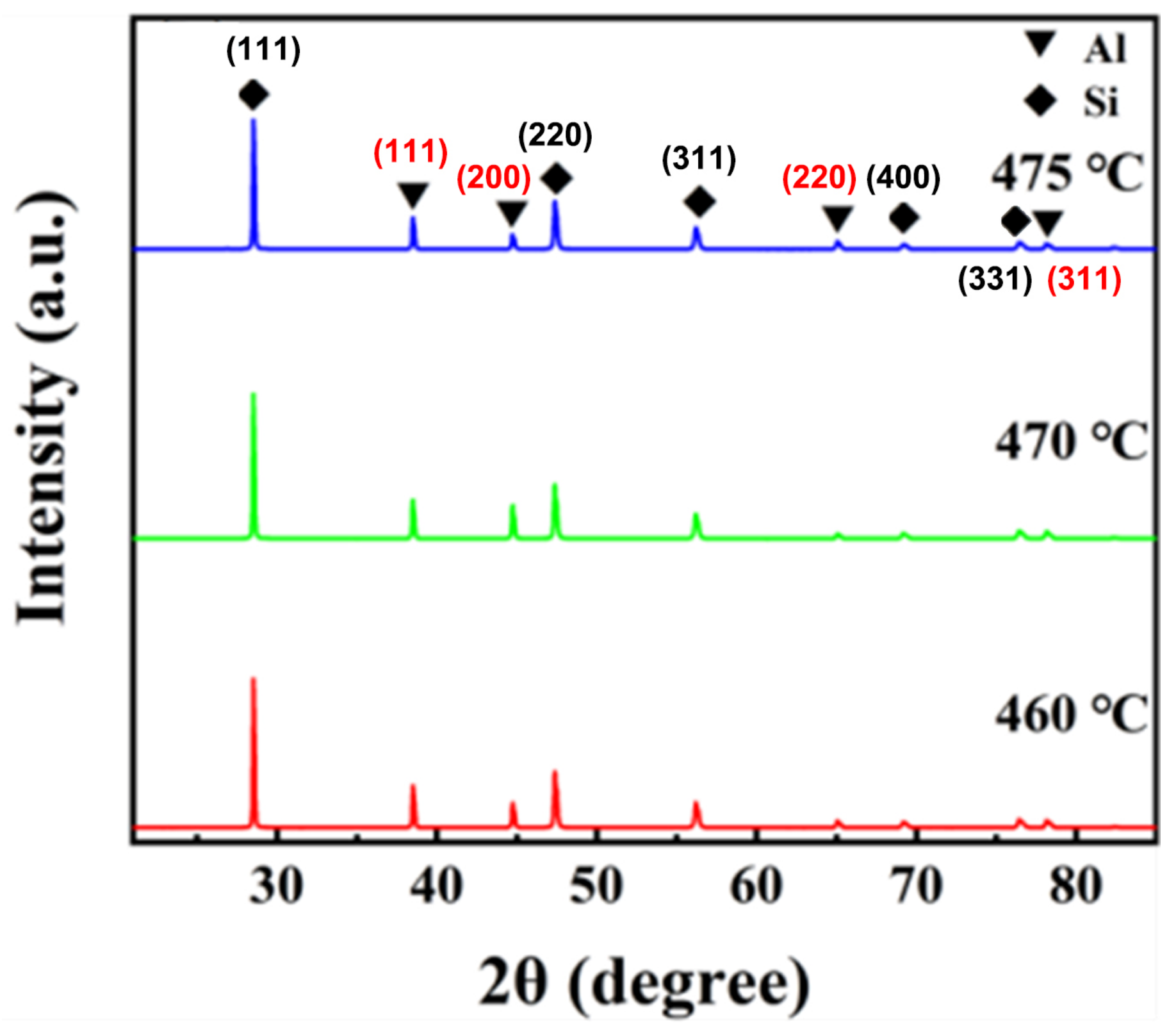
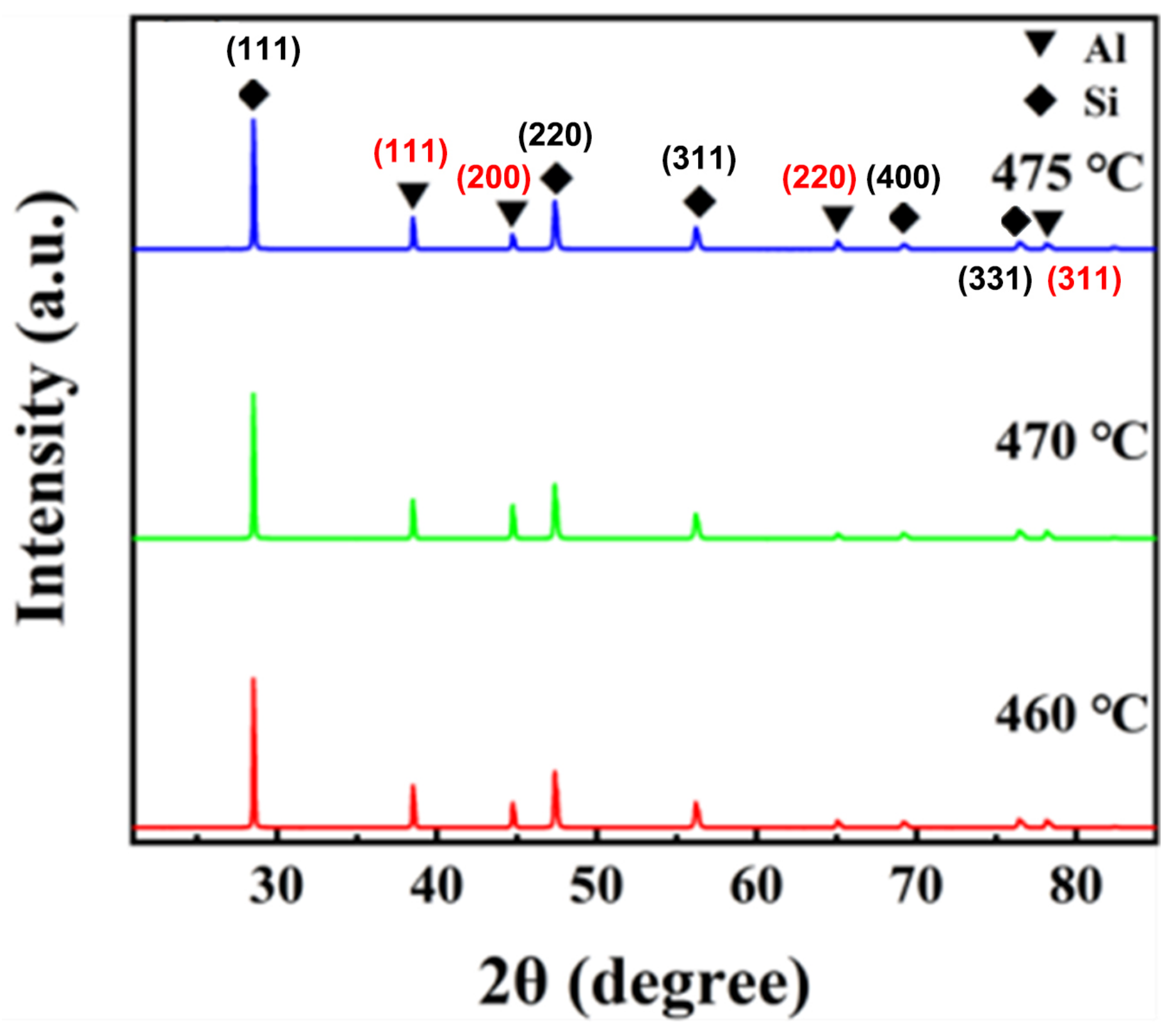
3.1.1. Sintering Temperature
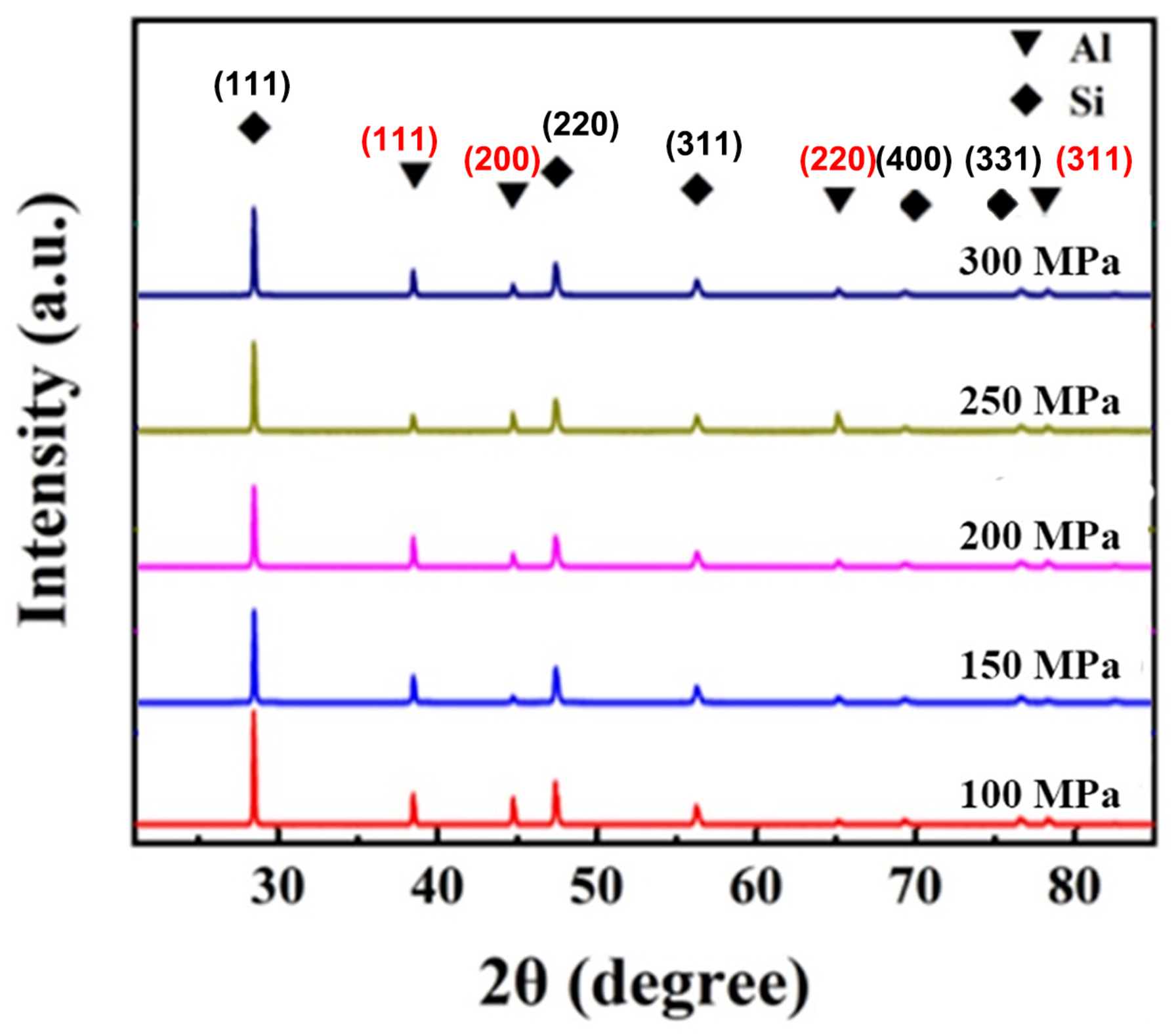
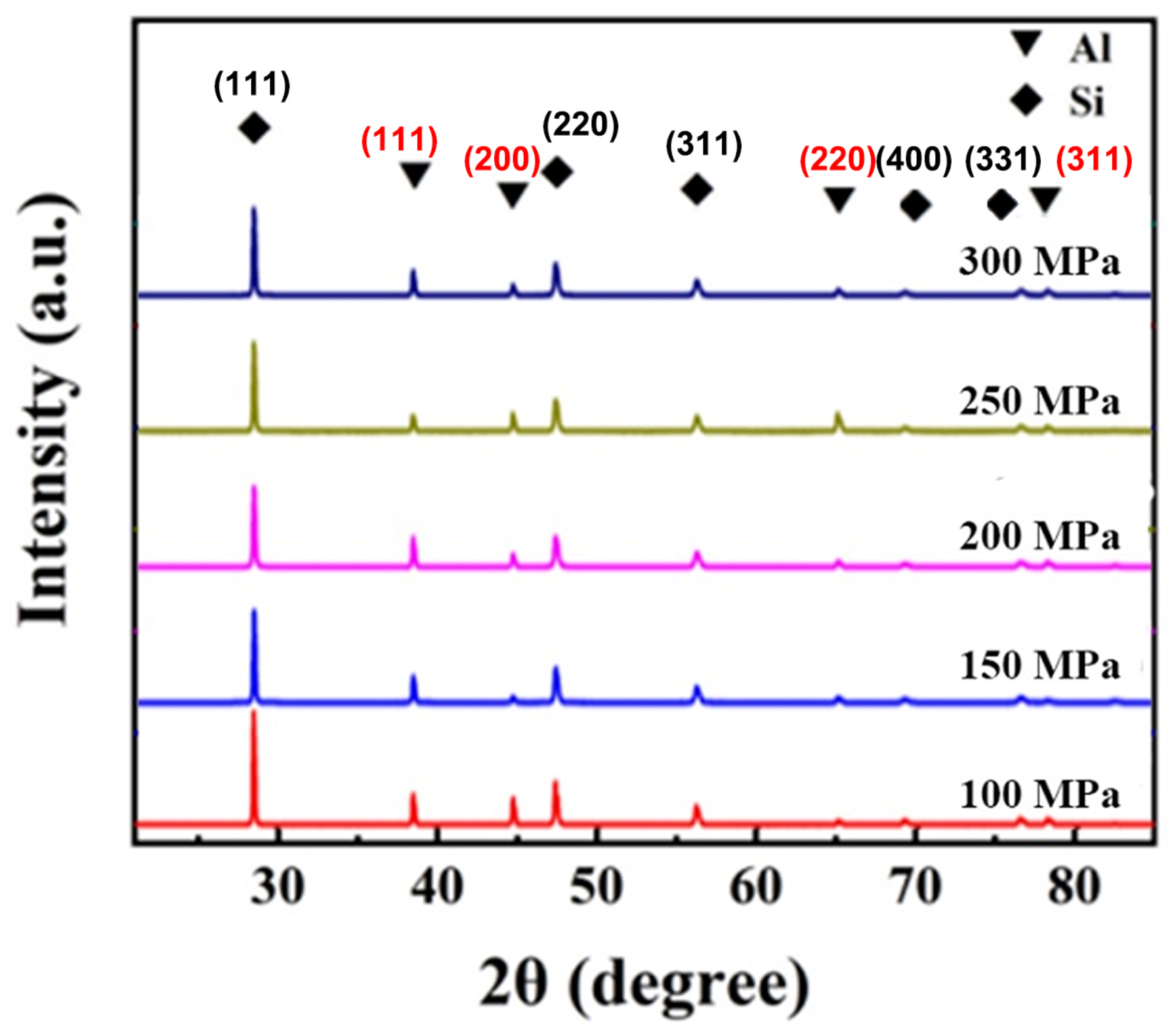
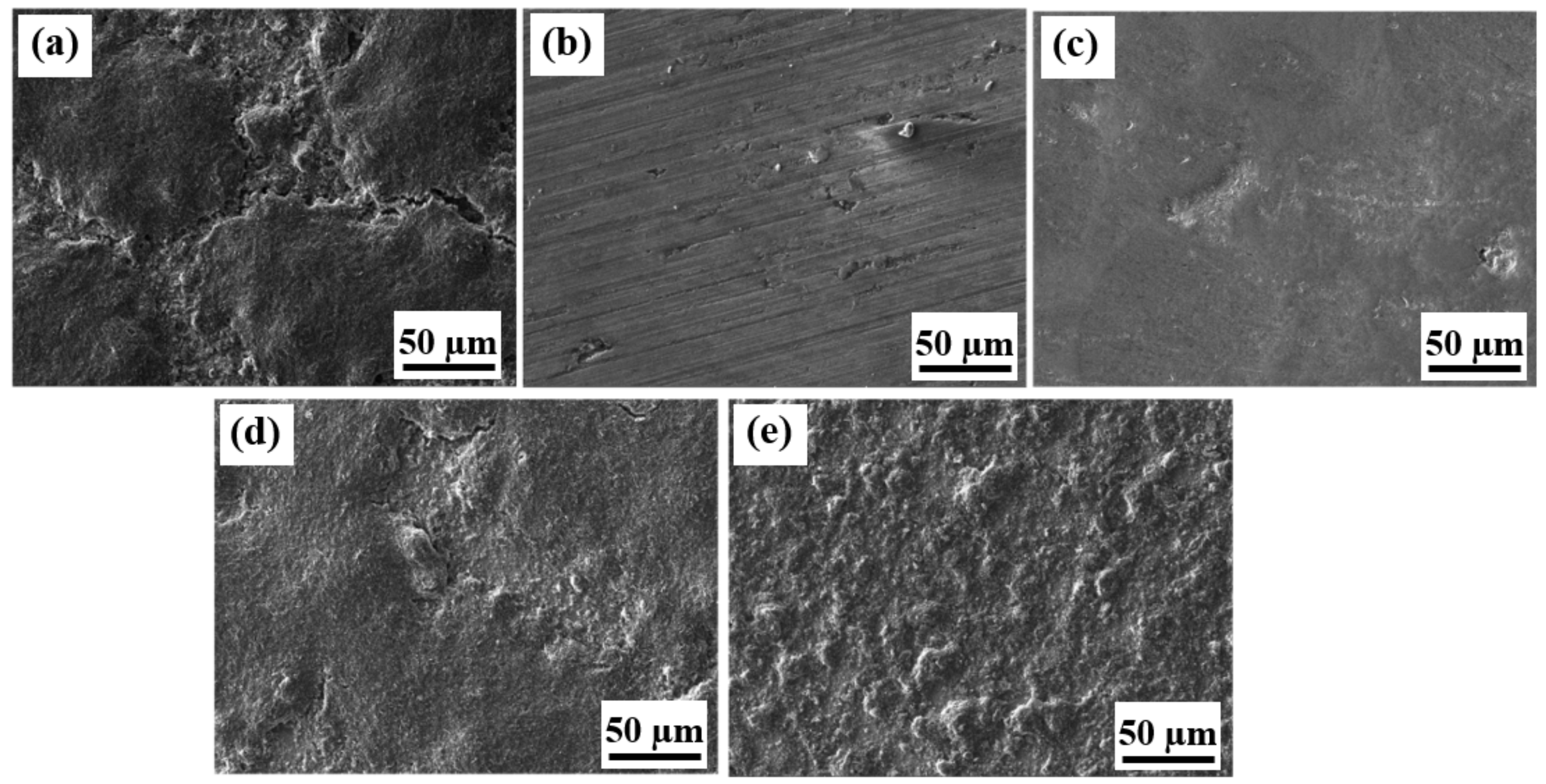
3.1.2. Sintering Pressure
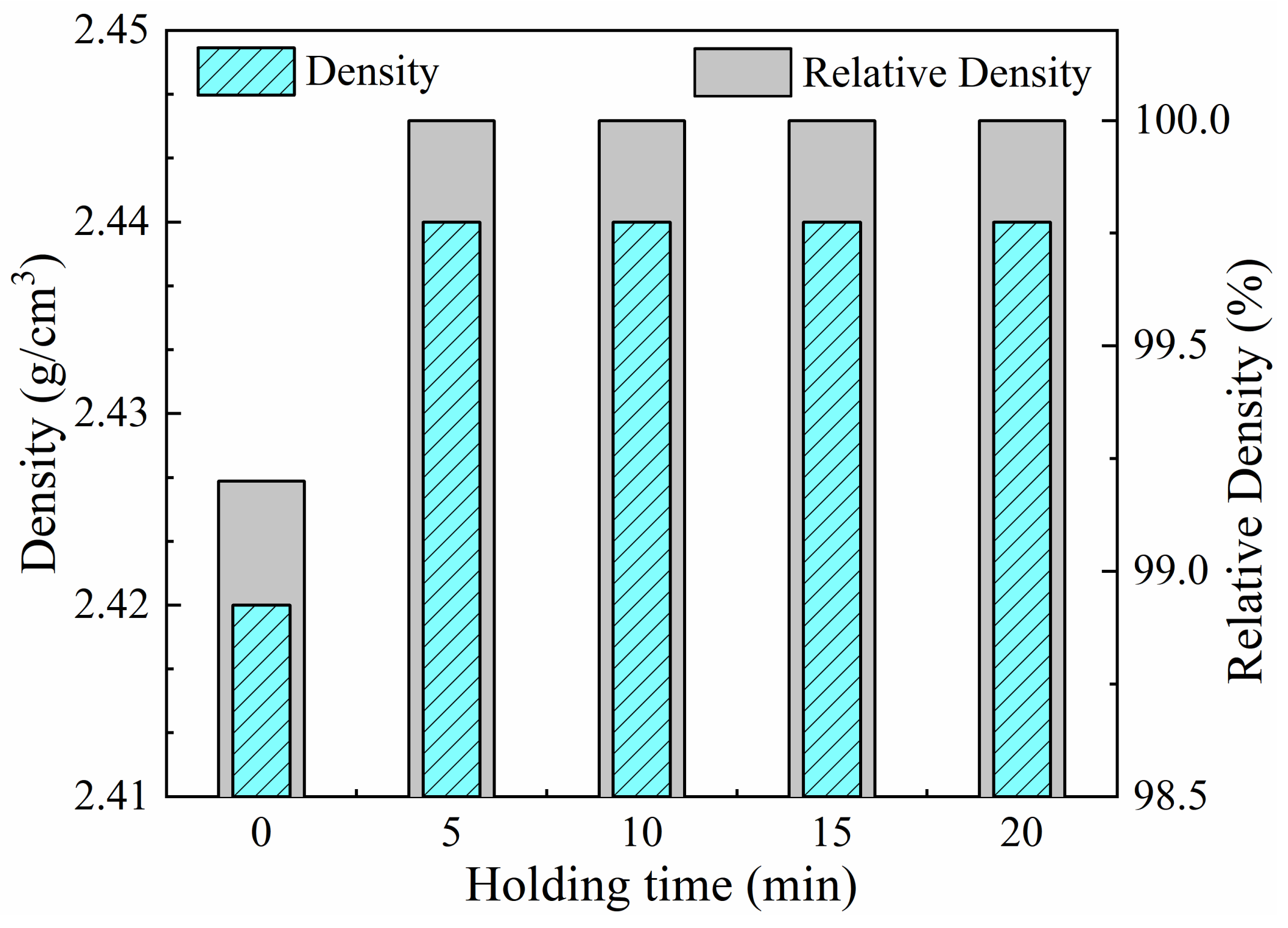
3.1.3. Holding Time
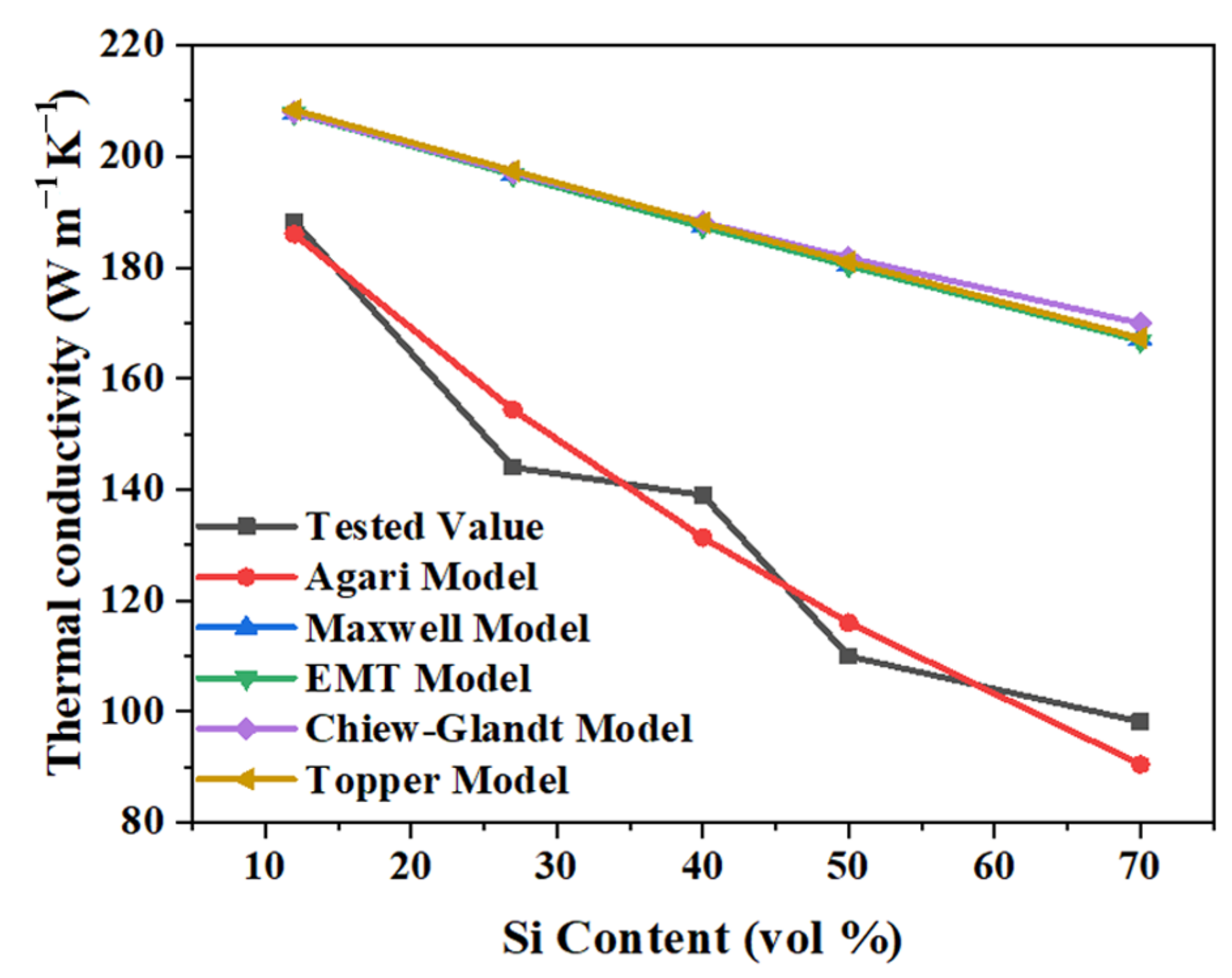
3.2. Thermal Properties
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mizuuchi, K.; Inoue, K.; Agari, Y. Trend of the development of metal-based heat dissipative materials. Microelectron. Reliab. 2017, 79, 5–19. [Google Scholar] [CrossRef]
- Bahru, R.; Zamri, M.F.M.A.; Shamsuddin, A.H.; Shaari, N.; Mohamed, M.A. A review of thermal interface material fabrication method toward enhancing heat dissipation. Int. J. Energy Res. 2021, 45, 3548–3568. [Google Scholar] [CrossRef]
- Wan, Y.-J.; Li, G.; Yao, Y.-M.; Zeng, X.-L.; Zhu, P.-L.; Sun, R. Recent advances in polymer-based electronic packaging materials. Compos. Commun. 2020, 19, 154–167. [Google Scholar] [CrossRef]
- Zhang, S.; Xu, X.; Lin, T.; He, P. Recent advances in nano-materials for packaging of electronic devices. J. Mater. Sci. Mater. Electron. 2019, 30, 13855–13868. [Google Scholar] [CrossRef]
- Wen, Y.; Chen, C.; Ye, Y.; Xue, Z.; Liu, H.; Zhou, X.; Zhang, Y.; Li, D.; Xie, X.; Mai, Y.-W. Advances on Thermally Conductive Epoxy-Based Composites as Electronic Packaging Underfill Materials—A Review. Adv. Mater. 2022, 34, 2201023. [Google Scholar] [CrossRef]
- Yu, J.; Wang, C.; Shen, Q.; Zhang, L. Preparation and properties of Sip/Al composites by spark plasma sintering. Mater. Des. 2012, 41, 198–202. [Google Scholar] [CrossRef]
- Saraswat, E.; Maharana, H.; Murty, S.N.; Shekhar, S.; Kar, K.K.; Ramkumar, J.; Mondal, K. Fabrication of Al-Si controlled expansion alloys by unique combination of pressureless sintering and hot forging. Adv. Powder Technol. 2020, 31, 2820–2832. [Google Scholar] [CrossRef]
- Zhai, W.-C.; Zhang, Z.-H.; Wang, F.-C.; Shen, X.-B.; Lee, S.-K.; Wang, L. Effect of Si content on microstructure and properties of Si/Al composites. Trans. Nonferr. Met. Soc. China 2014, 24, 982–988. [Google Scholar] [CrossRef]
- Haque, A.; Shekhar, S.; Murty, S.N.; Ramkumar, J.; Kar, K.; Mondal, K. Fabrication of controlled expansion Al-Si composites by pressureless and spark plasma sintering. Adv. Powder Technol. 2018, 29, 3427–3439. [Google Scholar] [CrossRef]
- Mizuuchi, K.; Inoue, K.; Agari, Y.; Nagaoka, T.; Sugioka, M.; Tanaka, M.; Takeuchi, T.; Tani, J.-i.; Kawahara, M.; Makino, Y. Processing of Al/SiC composites in continuous solid–liquid co-existent state by SPS and their thermal properties. Compos. Part B Eng. 2012, 43, 2012–2019. [Google Scholar] [CrossRef]
- Sangha, S.; Jacobson, D.; Ogilvy, A.; Azema, M.; Junai, A.A.; Botter, E. Novel aluminium-silicon alloys for electronics packaging. Eng. Sci. Educ. J. 1997, 6, 195–201. [Google Scholar] [CrossRef]
- Wang, F.; Xiong, B.; Zhang, Y.; Zhu, B.; Liu, H.; Wei, Y. Microstructure, thermo-physical and mechanical properties of spray-deposited Si–30Al alloy for electronic packaging application. Mater. Charact. 2008, 59, 1455–1457. [Google Scholar] [CrossRef]
- Yu, K.; Li, C.; Yang, J.; Cai, Z.Y. Production and Properties of a 90%Si-Al Alloy for Electronic Packaging Applications. Mater. Sci. Forum 2009, 610–613, 542–545. [Google Scholar] [CrossRef]
- Liu, J.; Xiu, Z.; Liang, X.; Li, Q.; Hussain, M.; Qiao, J.; Jiang, L. Microstructure and properties of Sip/Al–20 wt% Si composite prepared by hot-pressed sintering technology. J. Mater. Sci. 2014, 49, 1368–1375. [Google Scholar] [CrossRef]
- Gao, C.; Niu, L.; Ma, J.; An, Y.; Hu, Y.; Yang, L.; Chen, G.; Wang, Y. Al-50 wt% Si Alloy by Spark Plasma Sintering (SPS) for Electronic Packaging Materials. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2022, 37, 500–506. [Google Scholar] [CrossRef]
- Mizuuchi, K.; Inoue, K.; Agari, Y.; Tanaka, M.; Takeuchi, T.; Tani, J.I.; Kawahara, M.; Makino, Y.; Ito, M. Thermal conductivity of cubic boron nitride (cBN) particle dispersed Al matrix composites fabricated by SPS. In Materials Science Forum; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2017; pp. 2413–2418. [Google Scholar]
- Shu, S.; Yang, H.; Tong, C.; Qiu, F. Fabrication of TiCx-TiB2/Al Composites for Application as a Heat Sink. Materials 2016, 9, 642. [Google Scholar] [CrossRef]
- Mizuuchi, K.; Inoue, K.; Agari, Y.; Tanaka, M.; Takeuchi, T.; Tani, J.-I.; Kawahara, M.; Makino, Y.; Ito, M. Effects of Bimodal and Monomoda l SiC Particle on the Thermal Properties of SiC Particle-Dispersed Al-Matrix Composite Fabricated by SPS. J. Metall. Eng 2016, 5, 1–12. [Google Scholar]
- Tong, Z.; Shen, Z.; Zhang, Y. Aluminum/Diamond Composites and Their Applications in Electronic Packaging. In Proceedings of the 2007 8th International Conference on Electronic Packaging Technology, Shanghai, China, 14–17 August 2007; pp. 1–7. [Google Scholar]
- Feng, H.; Yu, J.K.; Tan, W. Microstructure and thermal properties of diamond/aluminum composites with TiC coating on diamond particles. Mater. Chem. Phys. 2010, 124, 851–855. [Google Scholar] [CrossRef]
- Jiao, Z.; Kang, H.; Zhou, B.; Kang, A.; Wang, X.; Li, H.; Yu, Z.; Ma, L.; Zhou, K.; Wei, Q. Research progress of diamond/aluminum composite interface design. Funct. Diam. 2022, 2, 25–39. [Google Scholar] [CrossRef]
- Mizuuchi, K.; Inoue, K.; Agari, Y.; Morisada, Y.; Sugioka, M.; Tanaka, M.; Takeuchi, T.; Kawahara, M.; Makino, Y. Thermal conductivity of diamond particle dispersed aluminum matrix composites fabricated in solid–liquid co-existent state by SPS. Compos. Part B Eng. 2011, 42, 1029–1034. [Google Scholar] [CrossRef]
- Mizuuchi, K.; Inoue, K.; Agari, Y.; Morisada, Y.; Sugioka, M.; Tanaka, M.; Takeuchi, T.; Tani, J.-I.; Kawahara, M.; Makino, Y. Processing of diamond particle dispersed aluminum matrix composites in continuous solid–liquid co-existent state by SPS and their thermal properties. Compos. Part B Eng. 2011, 42, 825–831. [Google Scholar] [CrossRef]
- Mizuuchi, K.; Inoue, K.; Agari, Y.; Sugioka, M.; Tanaka, M.; Takeuchi, T.; Tani, J.-I.; Kawahara, M.; Makino, Y.; Ito, M. Bimodal and monomodal diamond particle effect on the thermal properties of diamond-particle-dispersed Al–matrix composite fabricated by SPS. Microelectron. Reliab. 2014, 54, 2463–2470. [Google Scholar] [CrossRef]
- Yang, W.-S.; Xiu, Z.-Y.; Chen, G.-Q.; Wu, G.-H. Microstructure and thermal conductivity of submicron Si3N4 reinforced 2024Al composite. Trans. Nonferr. Met. Soc. China 2009, 19, s378–s381. [Google Scholar] [CrossRef]
- Mizuuchi, K.; Inoue, K.; Agari, Y.; Kawahara, M.; Makino, Y.; Ito, M. Thermal Properties of Al/β-SiC Composite Fabricated by Spark Plasma Sintering (SPS). J. Metall. Eng. 2014, 3, 59–68. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, J.; Zhao, L.; Zhang, H.; Wang, X. Effect of metalloid silicon addition on densification, microstructure and thermal–physical properties of Al/diamond composites consolidated by spark plasma sintering. Mater. Des. 2014, 63, 838–847. [Google Scholar] [CrossRef]
- Sharma, N.K.; Misra, R.K.; Sharma, S. Modeling of thermal expansion behavior of densely packed Al/SiC composites. Int. J. Solids Struct. 2016, 102–103, 77–88. [Google Scholar] [CrossRef]
- Cai, Z.; Wang, R.; Zhang, C.; Peng, C.; Wang, L. Microstructure and properties of Al/Sip composites for thermal management applications. J. Mater. Sci. Mater. Electron. 2015, 26, 4234–4240. [Google Scholar] [CrossRef]
- Jia, Y.D.; Ma, P.; Prashanth, K.G.; Wang, G.; Yi, J.; Scudino, S.; Cao, F.Y.; Sun, J.F.; Eckert, J. Microstructure and thermal expansion behavior of Al-50Si synthesized by selective laser melting. J. Alloys Compd. 2017, 699, 548–553. [Google Scholar] [CrossRef]
- Chong, G.; Li-Bin, N.; Lan, M.; Haoxuan, H.; Jun, M.; Yu-Jiao, A.; Yu-Yang, H. Effects of Spark Plasma Sintering Parameters on Microstructure and Properties of Al–50 wt.% Si Alloys. Powder Metall. Met. Ceram. 2022, 60, 556–566. [Google Scholar] [CrossRef]
- Dhanashekar, M.; Kumar, V.S. Squeeze casting of aluminium metal matrix composites-an overview. Procedia Eng. 2014, 97, 412–420. [Google Scholar] [CrossRef]
- Shabani, M.O.; Baghani, A.; Khorram, A.; Heydari, F. Evaluation of fracture mechanisms in Al-Si metal matrix nanocomposites produced by three methods of gravity sand casting, squeeze casting and compo casting in semi-solid state. Silicon 2020, 12, 2977–2987. [Google Scholar] [CrossRef]
- Zhang, Q.; Zhang, H.; Gu, M.; Jin, Y. Studies on the fracture and flexural strength of Al/Sip composite. Mater. Lett. 2004, 58, 3545–3550. [Google Scholar] [CrossRef]
- Dong, C.-G.; Wang, R.-C.; Chen, Y.-X.; Wang, X.-F.; Peng, C.-Q.; Jing, Z. Near-net shaped Al/SiCP composites via vacuum-pressure infiltration combined with gelcasting. Trans. Nonferr. Met. Soc. China 2020, 30, 1452–1462. [Google Scholar] [CrossRef]
- Liao, J.; Chen, Z.; Guan, T.; Li, Y.; Xiao, Q.; Xue, L. High compression performance of Cf/SiC-Al composites fabricated by CVI and vacuum pressure infiltration. Mater. Sci. Eng. A 2021, 811, 141051. [Google Scholar] [CrossRef]
- Liu, T.; He, X.; Zhang, L.; Liu, Q.; Qu, X. Fabrication and thermal conductivity of short graphite fiber/Al composites by vacuum pressure infiltration. J. Compos. Mater. 2014, 48, 2207–2214. [Google Scholar] [CrossRef]
- Gupta, M.; Ibrahim, I.; Mohamed, F.A.; Lavernia, E. Wetting and interfacial reactions in Al-Li-SiC p metal matrix composites processed by spray atomization and deposition. J. Mater. Sci. 1991, 26, 6673–6684. [Google Scholar] [CrossRef]
- Matizamhuka, W. Spark plasma sintering (SPS)-an advanced sintering technique for structural nanocomposite materials. J. S. Afr. Inst. Min. Metall. 2016, 116, 1171–1180. [Google Scholar] [CrossRef]
- Tang, F.; Anderson, I.E.; Gnaupel-Herold, T.; Prask, H. Pure Al matrix composites produced by vacuum hot pressing: Tensile properties and strengthening mechanisms. Mater. Sci. Eng. A 2004, 383, 362–373. [Google Scholar] [CrossRef]
- Zhang, L.; Wang, Z.; Li, Q.; Wu, J.; Shi, G.; Qi, F.; Zhou, X. Microtopography and mechanical properties of vacuum hot pressing Al/B4C composites. Ceram. Int. 2018, 44, 3048–3055. [Google Scholar] [CrossRef]
- Zhang, Q.; Xiao, B.; Wang, D.; Ma, Z. Formation mechanism of in situ Al3Ti in Al matrix during hot pressing and subsequent friction stir processing. Mater. Chem. Phys. 2011, 130, 1109–1117. [Google Scholar] [CrossRef]
- Xu, J.; Gao, B.; Kang, F. A reconstruction of Maxwell model for effective thermal conductivity of composite materials. Appl. Therm. Eng. 2016, 102, 972–979. [Google Scholar] [CrossRef]
- Pietrak, K.; Wiśniewski, T.S. A review of models for effective thermal conductivity of composite materials. J. Power Technol. 2015, 95, 14–24. [Google Scholar]
- Toptan, A.; Jiang, W.; Hales, J.D.; Spencer, B.W.; Casagranda, A.; Novascone, S.R. FEA-aided investigation of the effective thermal conductivity in a medium with embedded spheres. Nucl. Eng. Des. 2021, 381, 111355. [Google Scholar] [CrossRef]
- Ventura, G.; Perfetti, M.; Ventura, G.; Perfetti, M. Electrical and Thermal Conductivity. In Thermal Properties of Solids at Room and Cryogenic Temperatures; Springer: Berlin/Heidelberg, Germany, 2014; pp. 131–168. [Google Scholar]
- Leach, A. The thermal conductivity of foams. I. Models for heat conduction. J. Phys. D Appl. Phys. 1993, 26, 733. [Google Scholar] [CrossRef]
- Drozdov, A.D.; deClaville Christiansen, J. Modeling thermal conductivity of highly filled polymer composites. Polym. Eng. Sci. 2019, 59, 2174–2179. [Google Scholar] [CrossRef]
- Tu, H.; Ye, L. Thermal conductive PS/graphite composites. Polym. Adv. Technol. 2009, 20, 21–27. [Google Scholar] [CrossRef]
- Warmuzek, M. Aluminum-Silicon Casting Alloys: An Atlas of Microfractographs; ASM International: Almere, The Netherlands, 2004. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experiment Series | Sintering Temperature (°C) | Sintering Pressure (MPa) | Holding Time (Min) |
|---|---|---|---|
| Series 1 | 440 | 300 | 5 |
| 450 | |||
| 460 | |||
| 470 | |||
| 475 | |||
| Series 2 | 470 | 100 | 5 |
| 150 | |||
| 200 | |||
| 250 | |||
| 300 | |||
| Series 3 | 470 | 300 | 0 |
| 5 | |||
| 10 | |||
| 15 | |||
| 20 |
| Calculation Model | Calculation Formula | Notes |
|---|---|---|
| Maxwell Model | ||
| EMT Model | A | |
| Chiew-Glandt Model | β is the reduced thermal polarizability, defined as | |
| Topper Model | - | |
| Agari Model | C1 and C2 are parameters fitted according to the tested values. In this paper, C1 is fitted to be 0.995 and C2 is fitted to be 0.829 |
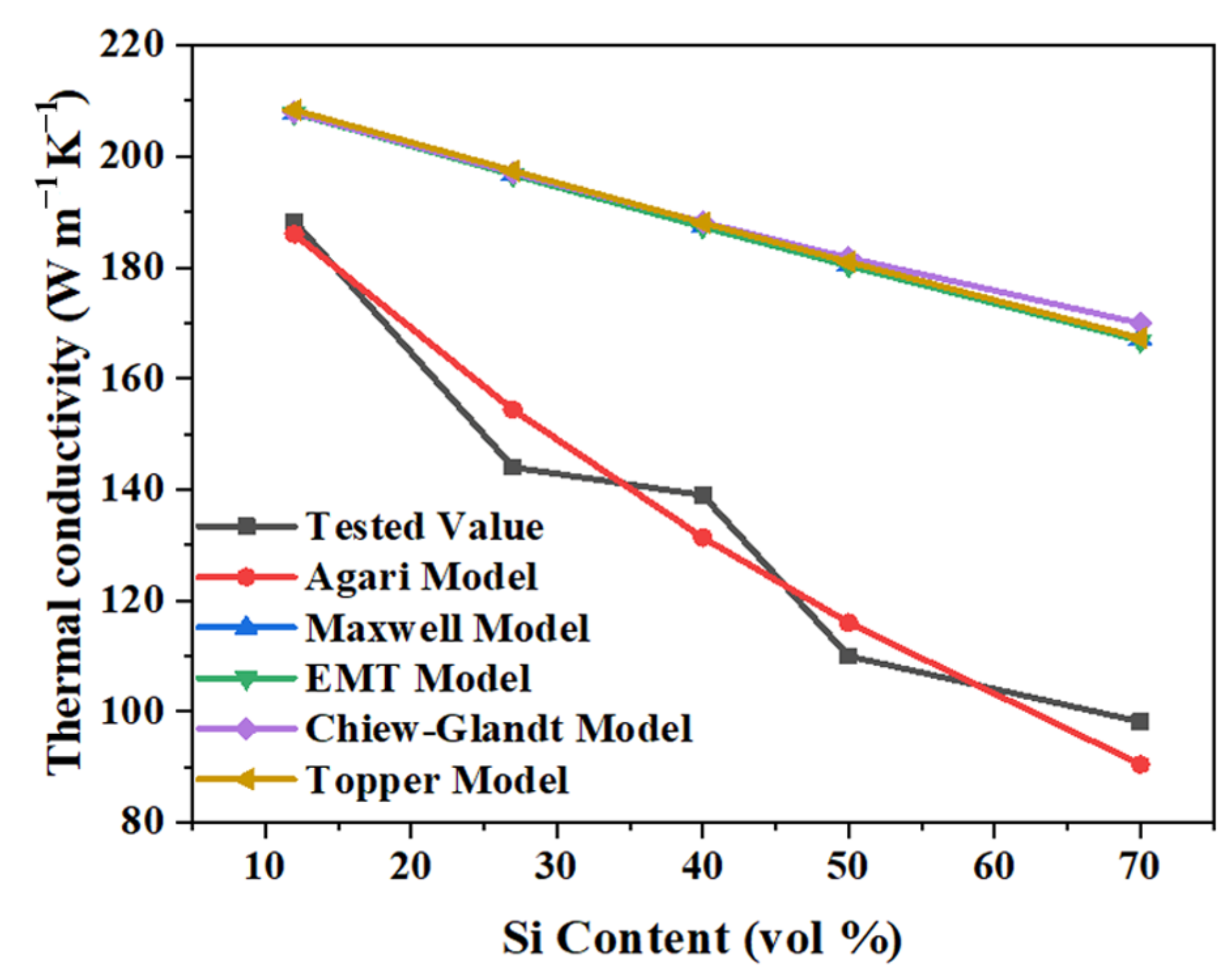
| Volume Ratio of Si | Thermal Conductivity (W m−1 K−1) | |||||
|---|---|---|---|---|---|---|
| Tested Value | Maxwell Model | EMT Model | Chiew-Glandt Model | Topper Model | Agari Model | |
| 12% | 188.3 | 207.87 | 207.84 | 207.91 | 208.38 | 186.01 |
| 27% | 144 | 196.81 | 196.69 | 197.06 | 197.45 | 154.39 |
| 40% | 139 | 187.53 | 187.32 | 188.20 | 188.09 | 131.37 |
| 50% | 110 | 180.57 | 180.31 | 181.76 | 181.01 | 116.02 |
| 70% | 98.2 | 167.11 | 166.81 | 169.97 | 167.30 | 90.50 |
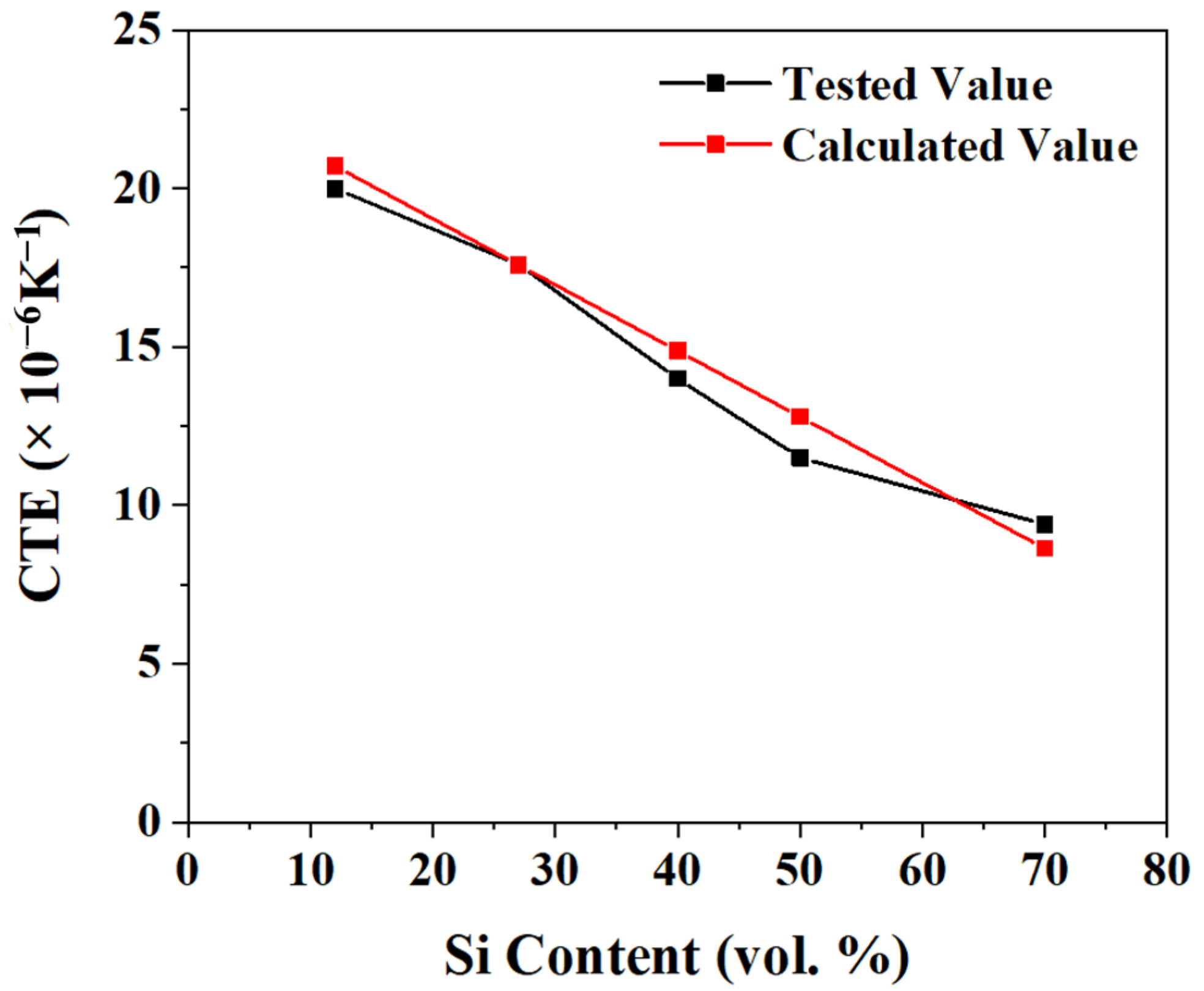
| No. | Material | Processing Method | k (W m−1 K−1) | CTE (× 10−6 K−1) | Note |
|---|---|---|---|---|---|
| 1 | Al-45%Si | SPS | 113 | 12.7 | Ref [50] |
| 2 | Al-30%Si | SPS | 114.4 | 14.57 | Ref [6] |
| 3 | Al-40%Si | SPS | 107.7 | 13.36 | Ref [7] |
| 4 | Si(60%)/Al | SPS | 116.5 | 9.8 | Ref [8] |
| 5 | Al-27Si | FHP | 144 | 17.6 | This work |
| 6 | Al-40Si | FHP | 139 | 14 | This work |
| 7 | Al-50Si | FHP | 110 | 11.5 | This work |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jia, J.; Hei, X.; Li, Z.; Zhao, W.; Wang, Y.; Zhuo, Q.; Dong, H.; Li, Y.; Liu, F.; Li, Y. Facile Synthesis and the Thermal Properties of Al/Si Composites Prepared via Fast Hot-Pressing Sintering. Metals 2023, 13, 1787. https://doi.org/10.3390/met13101787
Jia J, Hei X, Li Z, Zhao W, Wang Y, Zhuo Q, Dong H, Li Y, Liu F, Li Y. Facile Synthesis and the Thermal Properties of Al/Si Composites Prepared via Fast Hot-Pressing Sintering. Metals. 2023; 13(10):1787. https://doi.org/10.3390/met13101787
Chicago/Turabian StyleJia, Jianping, Xiaoxuan Hei, Zhou Li, Wei Zhao, Yuqi Wang, Qing Zhuo, Hangyu Dong, Yuanyuan Li, Futian Liu, and Yingru Li. 2023. "Facile Synthesis and the Thermal Properties of Al/Si Composites Prepared via Fast Hot-Pressing Sintering" Metals 13, no. 10: 1787. https://doi.org/10.3390/met13101787
APA StyleJia, J., Hei, X., Li, Z., Zhao, W., Wang, Y., Zhuo, Q., Dong, H., Li, Y., Liu, F., & Li, Y. (2023). Facile Synthesis and the Thermal Properties of Al/Si Composites Prepared via Fast Hot-Pressing Sintering. Metals, 13(10), 1787. https://doi.org/10.3390/met13101787