
Tensile and Fracture Characteristics of 304L Stainless Steel at Cryogenic Temperatures for Liquid Hydrogen Service



Abstract
:1. Introduction
2. Experimental Procedure
2.1. Material and Specimen
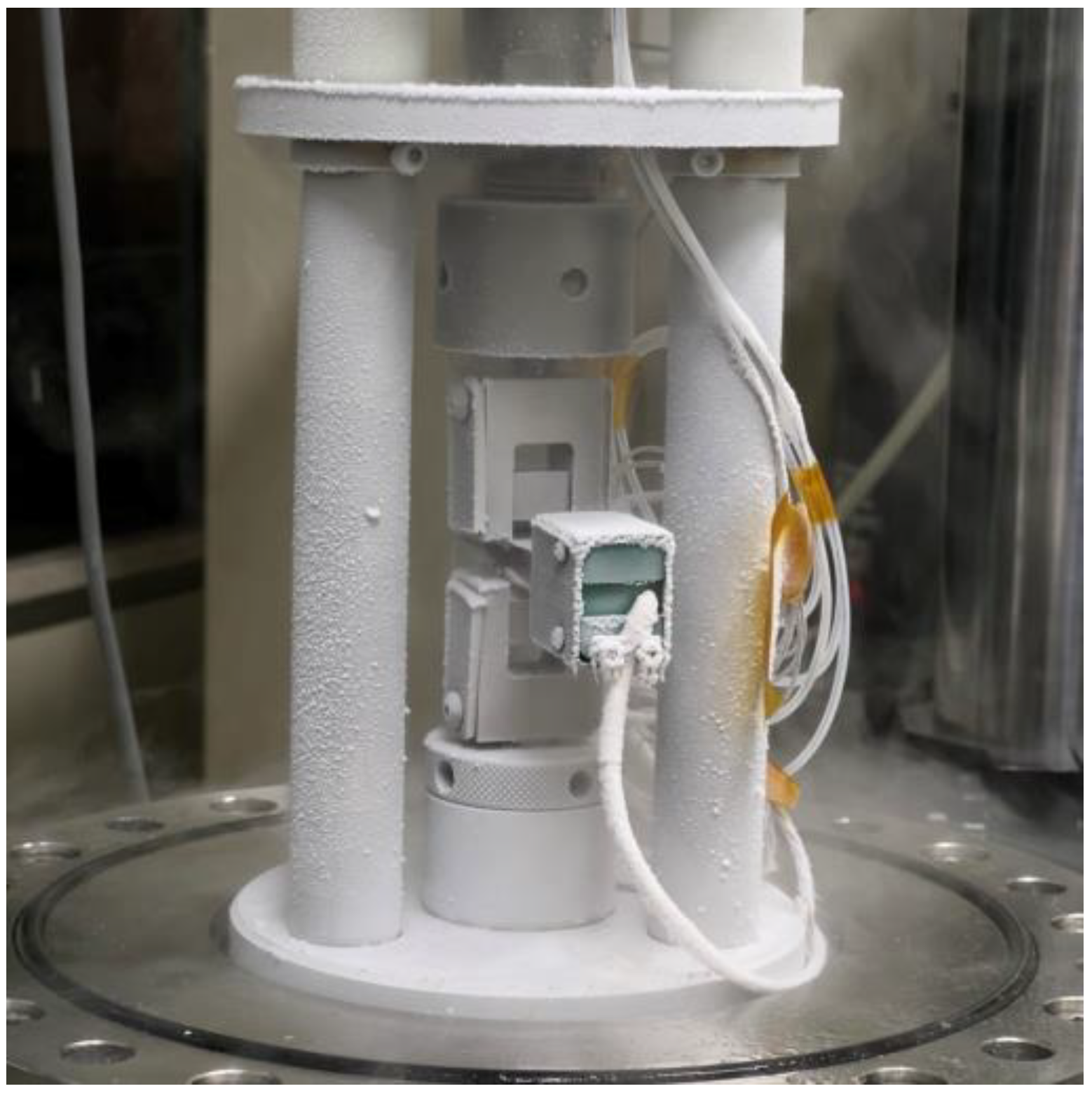
2.2. Experimental Apparatus
2.3. Tensile Test
2.4. Fracture Mechanics Test
3. Results and Discussion
3.1. Tensile Behavior
3.2. Fracture Toughness
4. Conclusions
- -
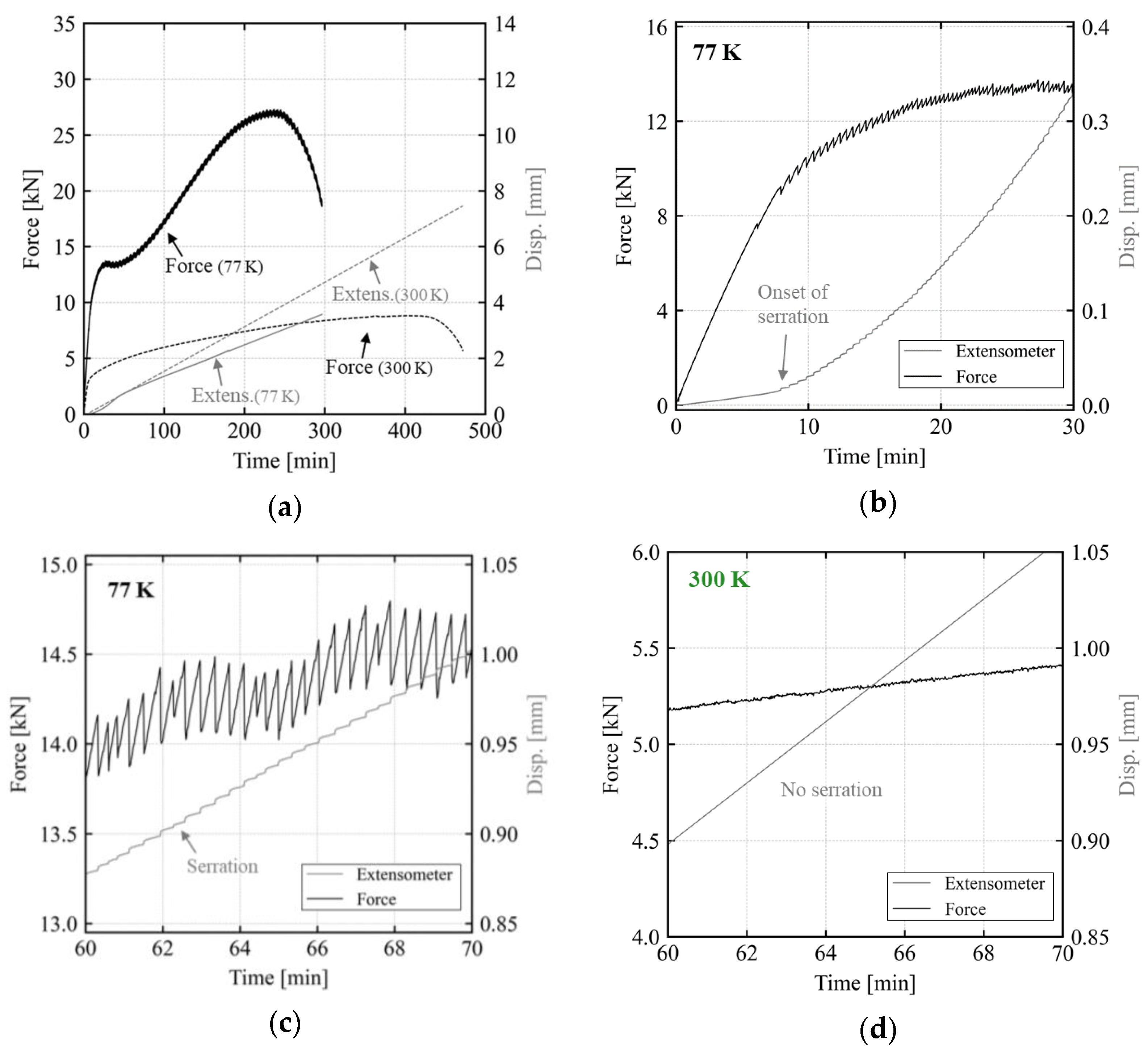
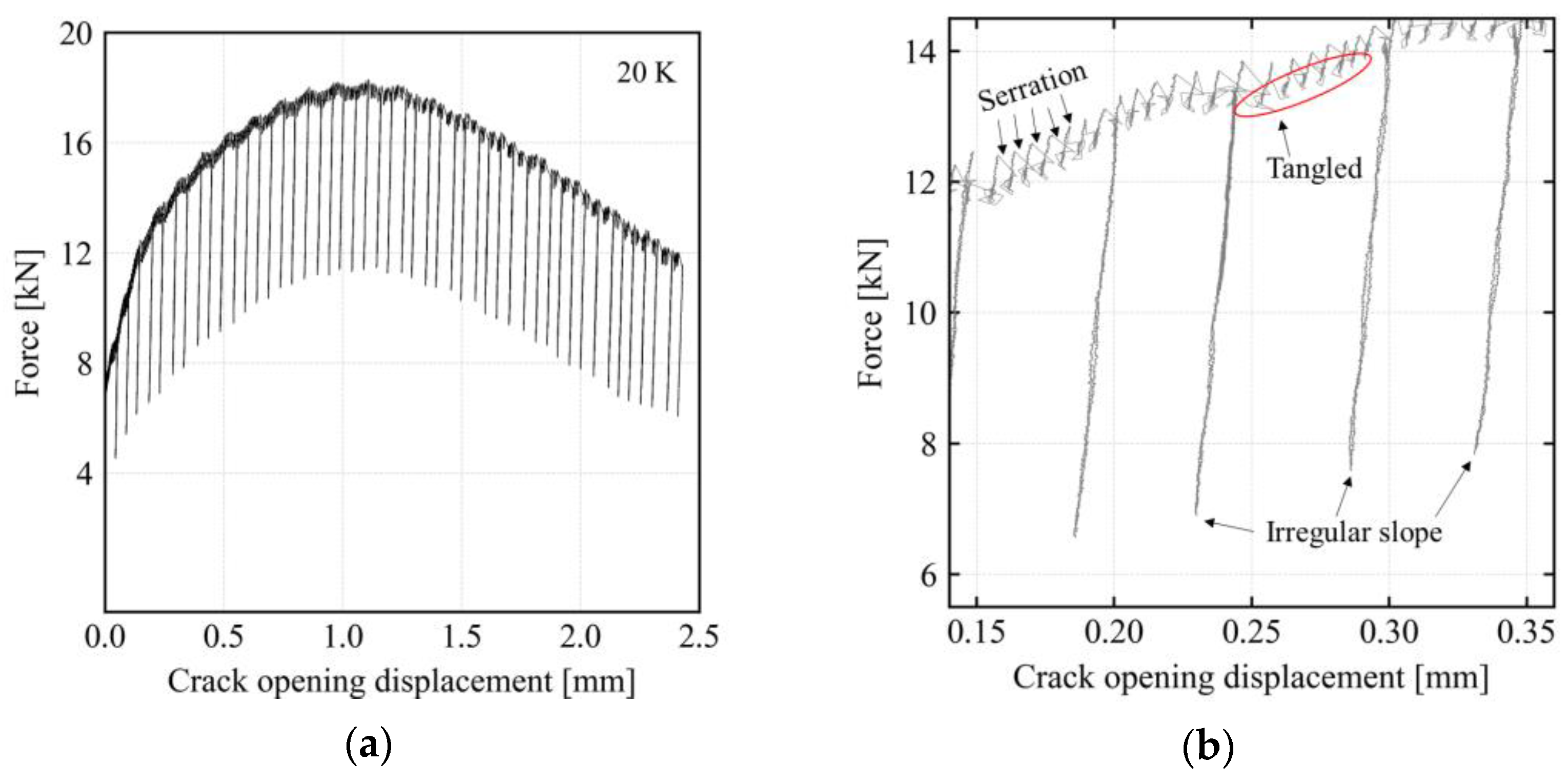
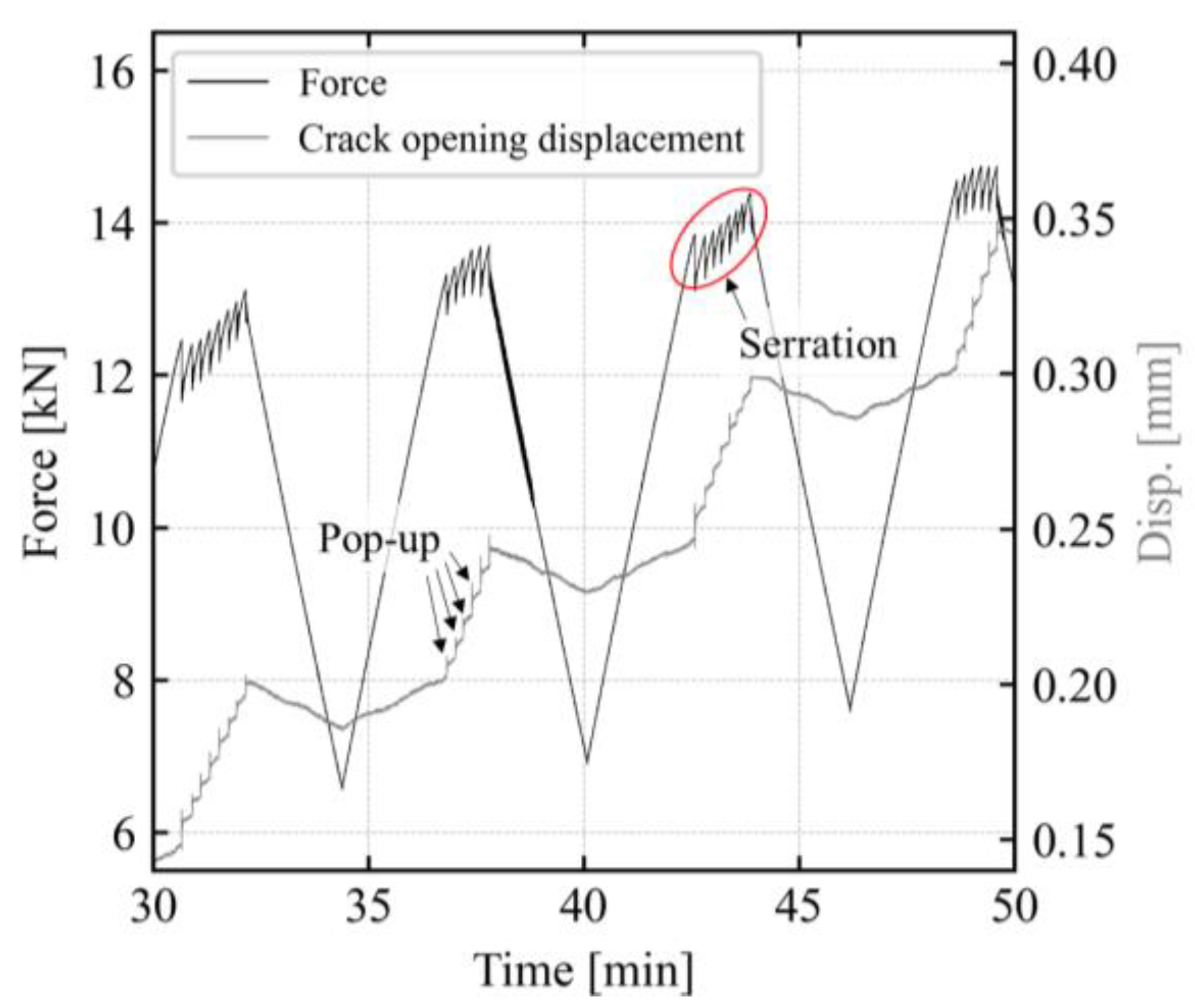
- In tensile testing, discontinuous yielding can cause a slip of the extensometer, due to randomly appearing slip bands, or affect the strength calculation. In fracture-toughness testing using the unloading compliance method, discontinuous yielding has a very limited effect, unlike tensile testing. This is because compliance was calculated solely based on the slope of the unloading sequence during the fracture-toughness evaluation. Load drops resulting from discontinuous yielding only occur at the end of the reloading sequence;
- -
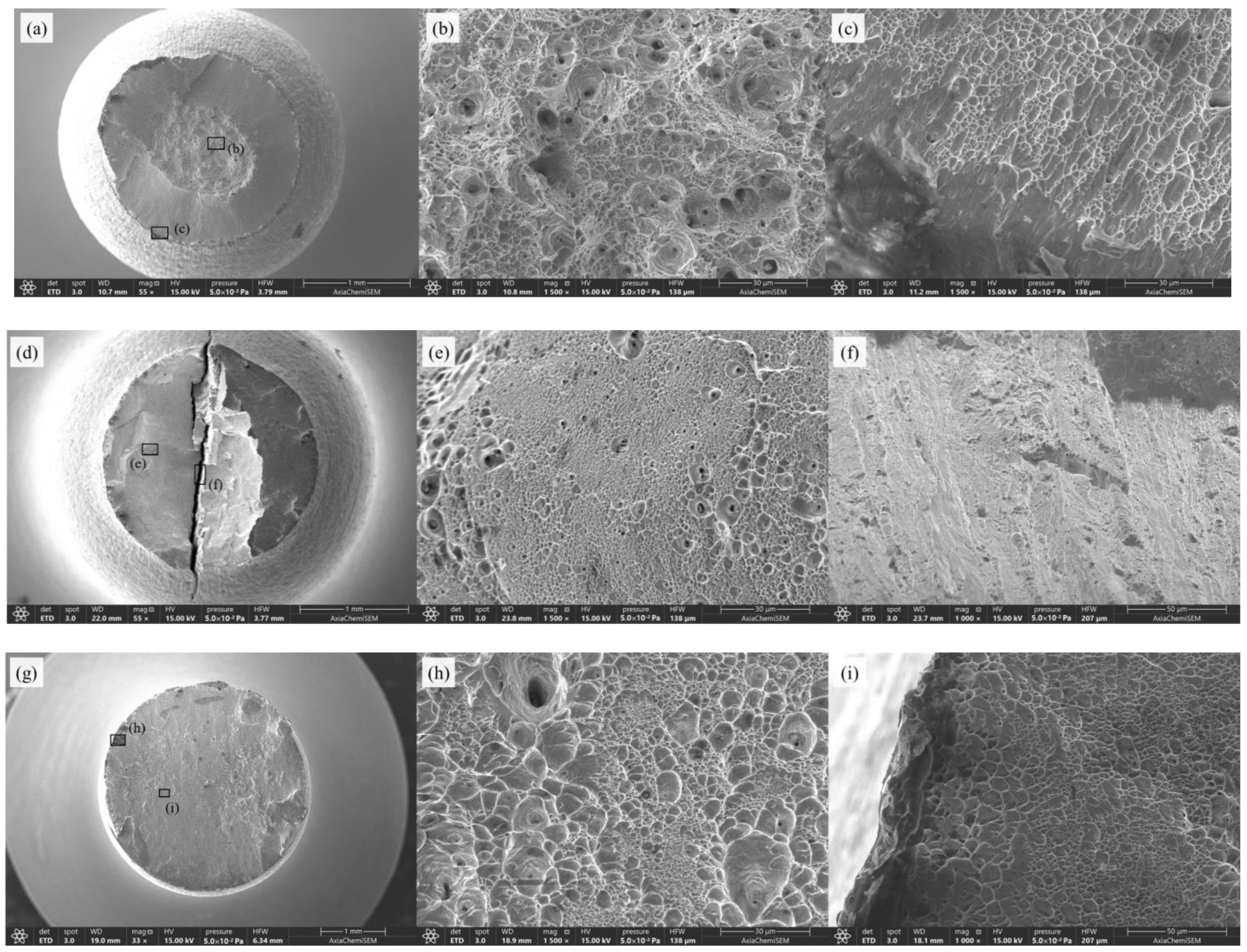
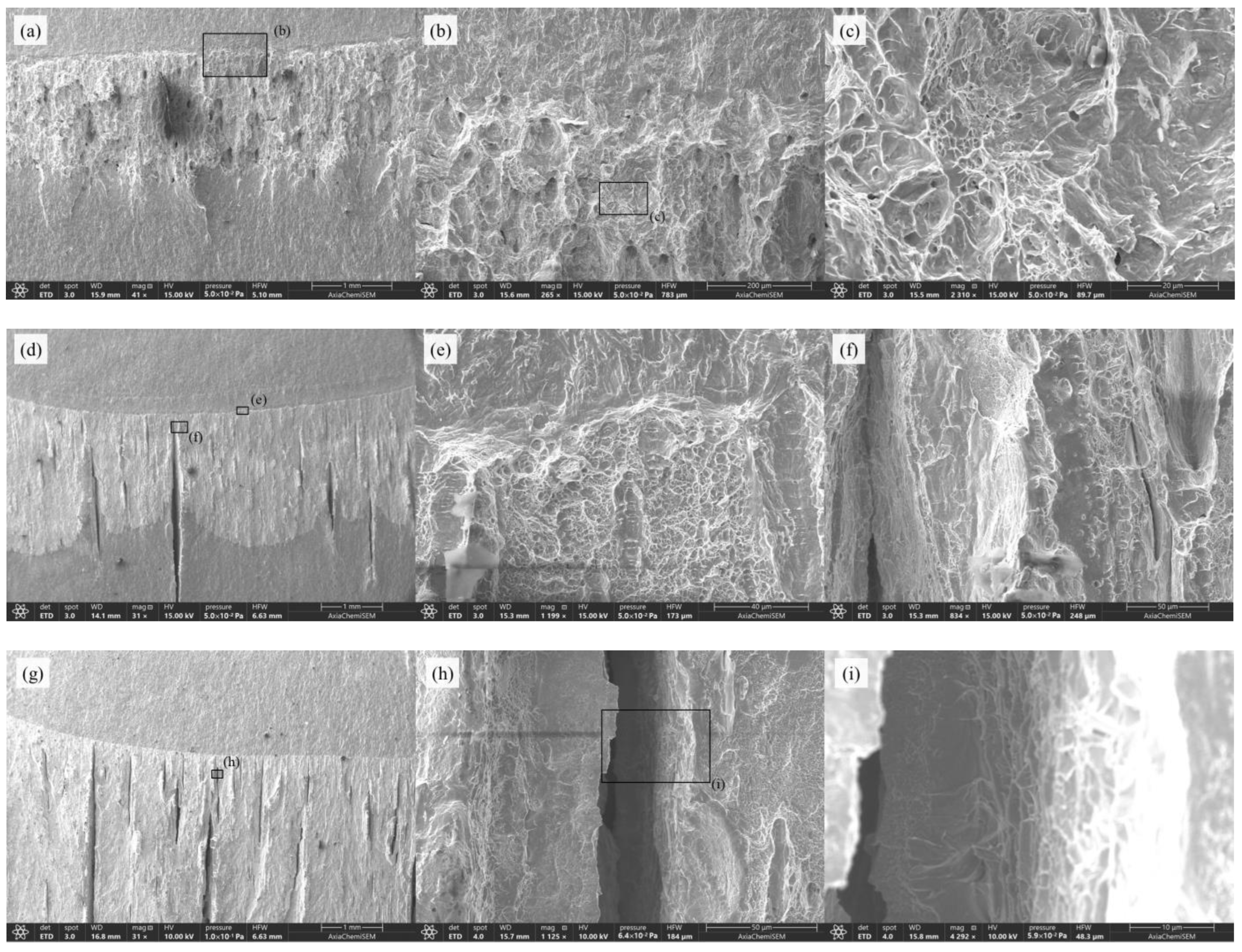
- Across all temperatures, the fracture surface of the tensile specimen predominantly exhibited dimples, with their shape and size being the only variables that differed depending on temperature. Notably, the occurrence of splits was exclusive to the fracture surface of the tensile specimen subjected to testing at 77 K; these splits coexisted with dominant cleavage fractures and were interspersed with microvoid coalescence. For the C(T) specimen, numerous splits were observed on the fracture surface at both 77 K and 20 K. As with the tensile specimen, cleavage fractures were the dominant feature in regions where splits were observed;
- -
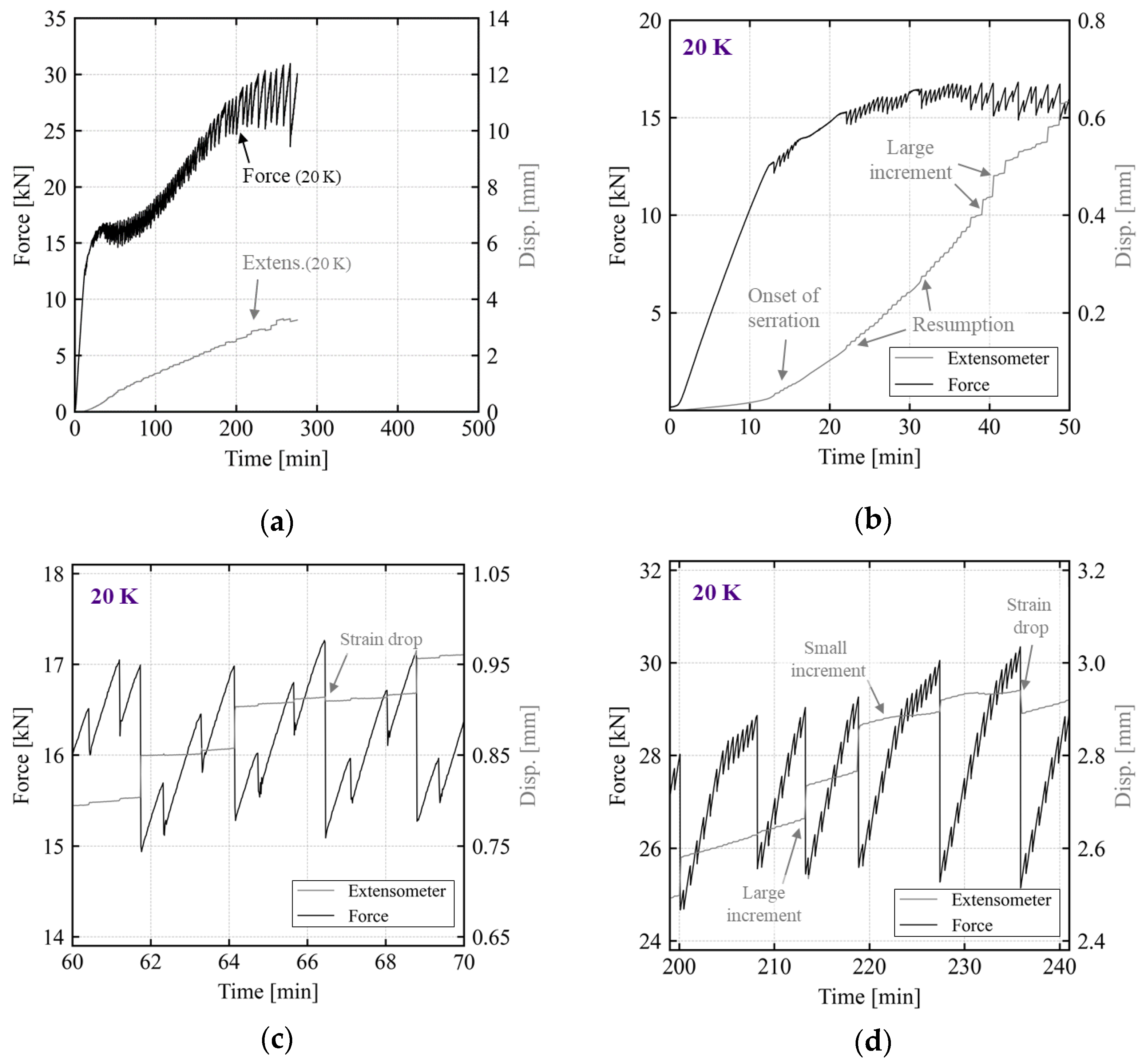
- During the tensile test conducted at 20 K, a pronounced stress drop due to discontinuous yielding was observed. Instead of propagating uniformly, the plastic deformation, or slip bands, appeared sporadically. These slip bands formed even outside the gauge-length range of the extensometer, leading to a decrease in the measured strain. This made the stress–strain curve appear tangled. At low temperatures, the stainless steel exhibited two types of discontinuous yield. At 77 K, only the small type of stress drop with a minor strain increment was observed;
- -
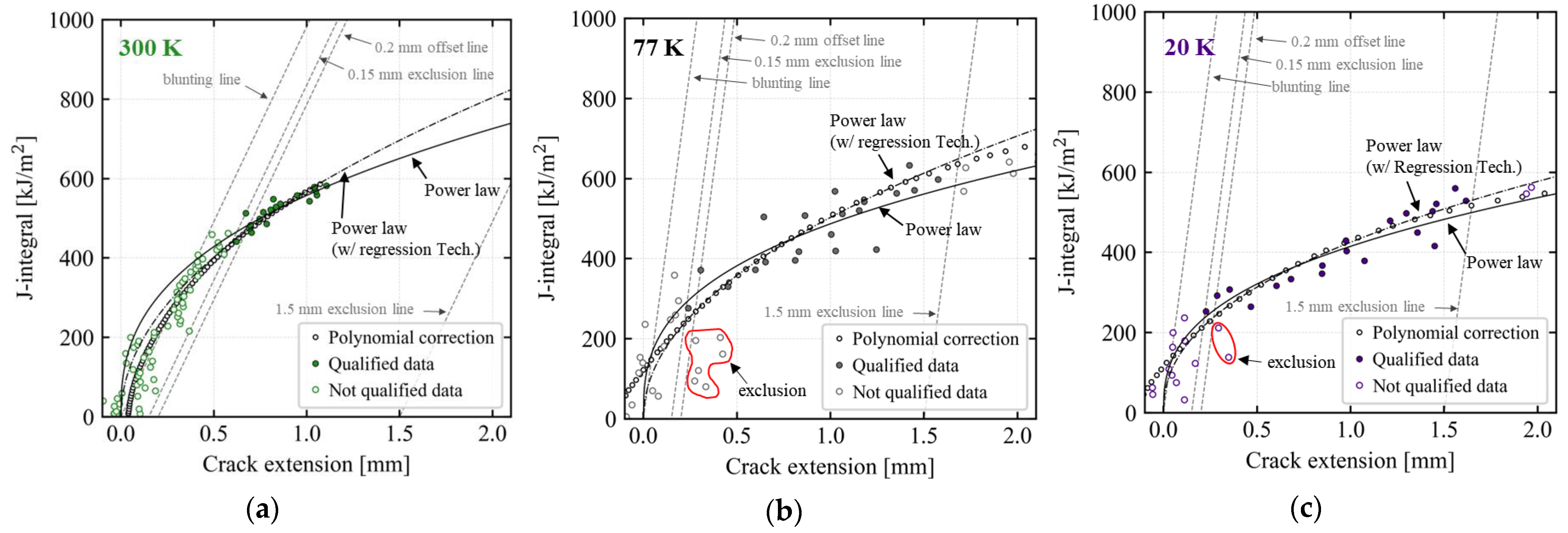
- In this study, an exclusion technique and a polynomial-regression technique were adopted to correct for scatter in the unloading slope at cryogenic temperatures and compared to the JIC values determined by the ASTM E1820 procedure. The JIC values obtained at 77 K and 20 K, by adhering to the ASTM E1820 method and without utilizing the exclusion technique, were significantly lower than the values obtained when the offset technique was applied. The offset technique is mainly used to determine the JIC using the polynomial-regression technique to minimize the effect of unloading slope scattering, but it was not applicable under the conditions of this study. However, the adoption of the corrected had a similar effect as using the offset technique.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temp. (K) | Type | Correlation Coefficient | ||
|---|---|---|---|---|
| 300 | Untreated data w/exclusion technique | 557.58 | 0.38 | 0.9142 |
| Untreated data w/o exclusion technique | 557.58 | 0.38 | 0.9142 | |
| Regression technique w/corrected | 568.40 | 0.50 | 0.9998 | |
| Regression technique w/o corrected | 578.77 | 0.47 | 0.9998 | |
| 77 | Untreated data w/exclusion technique | 487.08 | 0.35 | 0.7962 |
| Untreated data w/o exclusion technique | 467.82 | 0.87 | 0.8846 | |
| Regression technique w/corrected | 502.95 | 0.49 | 0.9997 | |
| Regression technique w/o corrected | 456.10 | 0.67 | 0.9997 | |
| 20 | Untreated data w/exclusion technique | 415.21 | 0.37 | 0.9225 |
| Untreated data w/o exclusion technique | 406.91 | 0.47 | 0.9220 | |
| Regression technique w/corrected | 425.33 | 0.44 | 0.9990 | |
| Regression technique w/o corrected | 395.52 | 0.60 | 0.9993 |
Appendix B
| Alloy Type | Nickel Contents (%) | Temp. (K) | Yield Strength (MPa) | Tensile Strength (MPa) | Fracture Toughness (kJ/m2) | Remarks |
|---|---|---|---|---|---|---|
| 304L | 8.052 | 300 | 258 | 724.9 | 484.8 | Present study |
| 304 | 8.2 | 293 | 279 | 662 | – | [55] |
| 304L | 10 | 293 | 278 | 716 | 529 | [56] |
| 304L | 8.052 | 77 | 856 | 2172 | 321.4 | Present study |
| 304 | 8.2 | 77 | 381 | 1609 | 161 | [55] |
| 304L | 9.15 | 77 | – | – | 496 | [57] |
| 304L | 10 | 77 | 389 | 1656 | 300 | [56] |
| 304L | 8.052 | 20 | 1059 | 2433.4 | 254.2 | Present study |
| 304 | 8.08 | 4 | 634 | 1903 | 66 | [58] |
| 304 | 8.2 | 4 | 595 | 1622 | 110 | [55] |
| 304L | 9.15 | 4 | – | – | 205 | [51] |
References
- Ren, J.; Musyoka, N.M.; Langmi, H.W.; Mathe, M.; Liao, S. Current Research Trends and Perspectives on Materials-Based Hydrogen Storage Solutions: A Critical Review. Int. J. Hydrog. Energy 2017, 42, 289–311. [Google Scholar] [CrossRef]
- Mazloomi, K.; Gomes, C. Hydrogen as an Energy Carrier: Prospects and Challenges. Renew. Sustain. Energy Rev. 2012, 16, 3024–3033. [Google Scholar] [CrossRef]
- Li, M.; Bai, Y.; Zhang, C.; Song, Y.; Jiang, S.; Grouset, D.; Zhang, M. Review on the Research of Hydrogen Storage System Fast Refueling in Fuel Cell Vehicle. Int. J. Hydrog. Energy 2019, 44, 10677–10693. [Google Scholar] [CrossRef]
- Krishna, R.; Titus, E.; Salimian, M.; Okhay, O.; Rajendran, S.; Rajkumar, A.; Sousa, J.M.G.; Ferreira, A.L.C.; Campos, J.; Gracio, J. Hydrogen Storage for Energy Application. In Hydrogen Storage; InTech: London, UK, 2012. [Google Scholar]
- Barthelemy, H.; Weber, M.; Barbier, F. Hydrogen Storage: Recent Improvements and Industrial Perspectives. Int. J. Hydrog. Energy 2017, 42, 7254–7262. [Google Scholar] [CrossRef]
- Durbin, D.J.; Malardier-Jugroot, C. Review of Hydrogen Storage Techniques for on Board Vehicle Applications. Int. J. Hydrog. Energy 2013, 38, 14595–14617. [Google Scholar] [CrossRef]
- Aceves, S.M.; Espinosa-Loza, F.; Ledesma-Orozco, E.; Ross, T.O.; Weisberg, A.H.; Brunner, T.C.; Kircher, O. High-Density Automotive Hydrogen Storage with Cryogenic Capable Pressure Vessels. Int. J. Hydrog. Energy 2010, 35, 1219–1226. [Google Scholar] [CrossRef]
- Jones, L.W. Liquid Hydrogen as a Fuel for the Future. Science 1971, 174, 367–370. [Google Scholar] [CrossRef]
- Caskey, G.R., Jr. Hydrogen Compatibility Handbook for Stainless Steels; U.S. Department of Energy Office of Scientific and Technical Information: Aiken, SC, USA, 1983. [Google Scholar]
- Yang, H.; Nguyen, T.T.; Park, J.; Heo, H.M.; Lee, J.; Baek, U.B.; Lee, Y.-K. Temperature Dependency of Hydrogen Embrittlement in Thermally H-Precharged STS 304 Austenitic Stainless Steel. Met. Mater. Int. 2023, 29, 303–314. [Google Scholar] [CrossRef]
- Sun, D.; Han, G.; Vaodee, S.; Fukuyama, S.; Yokogawa, K. Tensile Behaviour of Type 304 Austenitic Stainless Steels in Hydrogen Atmosphere at Low Temperatures. Mater. Sci. Technol. 2001, 17, 302–308. [Google Scholar] [CrossRef]
- Ogata, T. Simple Mechanical Testing Method to Evaluate Influence of High Pressure Hydrogen Gas. In Proceedings of the ASME 2018 Pressure Vessels and Piping Conference, Prague, Czech Republic, 15–20 July 2018; American Society of Mechanical Engineers: New York, NY, USA, 2018. [Google Scholar]
- Deimel, P.; Sattler, E. Austenitic Steels of Different Composition in Liquid and Gaseous Hydrogen. Corros. Sci. 2008, 50, 1598–1607. [Google Scholar] [CrossRef]
- Ogata, T.; Yuri, T.; Ono, Y. Load-Displacement Curves, Specimen Heating, and Strain-Induced Martensitic Transformation of Austenitic Stainless Steels at Cryogenic Temperatures. TEION KOGAKU J. Cryog. Soc. Jpn. 2007, 42, 10–17. [Google Scholar] [CrossRef]
- Kim, M.-S.; Lee, T.; Son, Y.; Park, J.; Kim, M.; Eun, H.; Park, J.-W.; Kim, Y. Metallic Material Evaluation of Liquid Hydrogen Storage Tank for Marine Application Using a Tensile Cryostat for 20 K and Electrochemical Cell. Processes 2022, 10, 2401. [Google Scholar] [CrossRef]
- Merkel, D.R.; Nickerson, E.K.; Seffens, R.J.; Simmons, K.L.; San Marchi, C.; Kagay, B.J.; Ronevich, J.A. Effect of Hydrogen on Tensile Properties of 304L Stainless Steel at Cryogenic Temperatures. In Proceedings of the ASME Pressure Vessels & Piping Conference (PVP 2021), Virtual, Online, 13–15 July 2021; American Society of Mechanical Engineers: New York, NY, USA, 2021. [Google Scholar]
- ANSI/CSA CHMC 1-2014; Test Methods For Evaluating Material Compatibility In Compressed Hydrogen Applications—Metals (R2018). CSA Group: Toronto, ON, Canada, 2018.
- Rivard, E.; Trudeau, M.; Zaghib, K. Hydrogen Storage for Mobility: A Review. Materials 2019, 12, 1973. [Google Scholar] [CrossRef] [PubMed]
- Aziz, M. Liquid Hydrogen: A Review on Liquefaction, Storage, Transportation, and Safety. Energies 2021, 14, 5917. [Google Scholar] [CrossRef]
- Berstad, D.; Gardarsdottir, S.; Roussanaly, S.; Voldsund, M.; Ishimoto, Y.; Nekså, P. Liquid Hydrogen as Prospective Energy Carrier: A Brief Review and Discussion of Underlying Assumptions Applied in Value Chain Analysis. Renew. Sustain. Energy Rev. 2022, 154, 111772. [Google Scholar] [CrossRef]
- Pustovalov, V.V. Serrated Deformation of Metals and Alloys at Low Temperatures (Review). Low Temp. Phys. 2008, 34, 683–723. [Google Scholar] [CrossRef]
- Obst, B.; Nyilas, A. Experimental Evidence on the Dislocation Mechanism of Serrated Yielding in f. c.c. Metals and Alloys at Low Temperatures. Materials Sci. Eng. A 1991, 137, 141–150. [Google Scholar] [CrossRef]
- Obst, B.; Nyilas, A. Time-Resolved Flow Stress Behavior of Structural Materials at Low Temperatures. In Advances in Cryogenic Engineering Materials; Springer: Boston, MA, USA, 1998; pp. 331–338. [Google Scholar]
- Basinski, Z.S. The Instability of Plastic Flow of Metals at Very Low Temperatures. Proc. R. Soc. Lond. A Math. Phys. Sci. 1957, 240, 229–242. [Google Scholar] [CrossRef]
- Skoczeń, B.; Bielski, J.; Sgobba, S.; Marcinek, D. Constitutive Model of Discontinuous Plastic Flow at Cryogenic Temperatures. Int. J. Plast. 2010, 26, 1659–1679. [Google Scholar] [CrossRef]
- Skoczeń, B.; Bielski, J.; Tabin, J. Multiaxial Constitutive Model of Discontinuous Plastic Flow at Cryogenic Temperatures. Int. J. Plast. 2014, 55, 198–218. [Google Scholar] [CrossRef]
- Reed, R.P.; Walsh, R.P. Tensile Strain Rate Effects in Liquid Helium. Adv. Cryog. Eng. 1988, 34, 199–208. [Google Scholar]
- ASTM E1450; Standard Test Method for Tension Testing of Structural Alloys in Liquid Helium. ASTM International: Conshohocken, PA, USA, 2016.
- Ogata, T. Evaluation of Mechanical Properties of Structural Materials at Cryogenic Temperatures and International Standardization for Those Methods. AIP Conf. Proc. 2014, 1574, 320–326. [Google Scholar]
- Tabin, J. Strain Measurement by Means of Clip-on Extensometers during Discontinuous Plastic Flow at 4 K. Cryogenics 2022, 123, 103451. [Google Scholar] [CrossRef]
- Tabin, J.; Skoczen, B.; Bielski, J. Strain Localization during Discontinuous Plastic Flow at Extremely Low Temperatures. Int. J. Solids Struct. 2016, 97–98, 593–612. [Google Scholar] [CrossRef]
- Weiss, K.; Nyilas, A. Specific Aspects on Crack Advance during J-Test Method for Structural Materials at Cryogenic Temperatures. Fatigue Fract. Eng. Mater. Struct. 2006, 29, 83–92. [Google Scholar] [CrossRef]
- Fernández-Pisón, P.; Rodríguez-Martínez, J.A.; García-Tabarés, E.; Avilés-Santillana, I.; Sgobba, S. Flow and Fracture of Austenitic Stainless Steels at Cryogenic Temperatures. Eng. Fract. Mech. 2021, 258, 108042. [Google Scholar] [CrossRef]
- Seok, C.-S. Correction Methods of an Apparent Negative Crack Growth Phenomenon. Int. J. Fract. 2000, 102, 259–269. [Google Scholar] [CrossRef]
- JIS Z 2284; Method of elastic-plastic fracture toughness JIC testing for metallic materials in liquid helium. Japanese Standards Association: Tokyo, Japan, 1998.
- Nyilas, A.; Obst, B.; Harries, D.R. Mechanical Investigations on Aged Stainless Steel and Incoloy 908 Materials at 4.2 K and 7 K. In Advances in Cryogenic Engineering Materials; Springer: Boston, MA, USA, 1998; pp. 17–24. [Google Scholar]
- ASTM A240/A240M-22a; Standard Specification for Chromium and Chromium-Nickel Stainless Steel Plate , Sheet , and Strip for Pressure Vessels and for General Applications. ASTM International: Conshohocken, PA, USA, 2022.
- ASTM E1820-21; Standard Test Method for Measurement of Fracture Toughness. ASTM International: Conshohocken, PA, USA, 2021.
- Ogata, T.; Ishikawa, K. A New Liquid Helium Temperature Fatigue Testing System. Trans. Iron Steel Inst. Jpn. 1986, 26, 48–52. [Google Scholar] [CrossRef]
- Rusinek, A.; Klepaczko, J.R. Experiments on Heat Generated during Plastic Deformation and Stored Energy for TRIP Steels. Mater. Des. 2009, 30, 35–48. [Google Scholar] [CrossRef]
- Vazquez-Fernandez, N.I.; Soares, G.C.; Smith, J.L.; Seidt, J.D.; Isakov, M.; Gilat, A.; Kuokkala, V.T.; Hokka, M. Adiabatic Heating of Austenitic Stainless Steels at Different Strain Rates. J. Dyn. Behav. Mater. 2019, 5, 221–229. [Google Scholar] [CrossRef]
- Zheng, C.; Yu, W. Effect of Low-Temperature on Mechanical Behavior for an AISI 304 Austenitic Stainless Steel. Mater. Sci. Eng. A 2018, 710, 359–365. [Google Scholar] [CrossRef]
- ASTM E8/E8M-21; Standard Test Methods for Tension Testing of Metallic Materials. ASTM International: Conshohocken, PA, USA, 2021.
- Horstman, R.; Lieb, K.; Power, B.; Meltzer, R.; Vieth, M.; Clarke, G.; Landes, J. Evaluation of the J Integral for the Compact Specimen. J. Test. Eval. 1979, 7, 264. [Google Scholar] [CrossRef]
- Tabin, J. Kinematic and Thermal Characteristic of Discontinuous Plastic Flow in Metastable Austenitic Stainless Steels. Mech. Mater. 2021, 163, 104090. [Google Scholar] [CrossRef]
- Ogata, T.; Ishikawa, K.; Nagai, K. Effects of Strain Rate on the Tensile Behavior of Stainless Steels, Copper, and an Aluminium Alloy at Cryogenic Temperatures. Tetsu-Hagane 1985, 71, 1390–1397. [Google Scholar] [CrossRef]
- González Assías, S.L.; Kotik, H.G.; Perez Ipiña, J.E. Evolution of the Geometrical and Morphological Characteristics of Splits during Fracture Toughness Test. Theor. Appl. Fract. Mech. 2022, 117, 103179. [Google Scholar] [CrossRef]
- Perez Ipiña, J.; Korin, I. Effects of Divider Orientation Split-out on Fracture Toughness. Fatigue Fract. Eng. Mater. Struct. 2013, 36, 242–253. [Google Scholar] [CrossRef]
- Ruggieri, C.; Hippert, E. Delamination Effects on Fracture Behavior of a Pipeline Steel: A Numerical Investigation of 3-D Crack Front Fields and Constraint. Int. J. Press. Vessel. Pip. 2015, 128, 18–35. [Google Scholar] [CrossRef]
- Bramfitt, B.L.; Marder, A.R. A Study of the Delamination Behavior of a Very Low-Carbon Steel. Metall. Trans. A 1977, 8, 1263–1273. [Google Scholar] [CrossRef]
- Grange, R.A. Effect of Microstructural Banding in Steel. Metall. Trans. 1971, 2, 417–426. [Google Scholar] [CrossRef]
- Sun, J.; Boyd, J.D. Effect of Thermomechanical Processing on Anisotropy of Cleavage Fracture Stress in Microalloyed Linepipe Steel. Int. J. Press. Vessel. Pip. 2000, 77, 369–377. [Google Scholar] [CrossRef]
- Pilhagen, J.; Sandström, R. Loss of Constraint during Fracture Toughness Testing of Duplex Stainless Steels. Eng. Fract. Mech. 2013, 99, 239–250. [Google Scholar] [CrossRef]
- Sieurin, H.; Sandström, R. Fracture Toughness of a Welded Duplex Stainless Steel. Eng. Fract. Mech. 2006, 73, 377–390. [Google Scholar] [CrossRef]
- Rana, M.D.; Doty, W.D.; Yukawa, S.; Zawierucha, R. Fracture Toughness Requirements for ASME Section VIII Vessels for Temperatures Colder Than 77K. J. Press. Vessel Technol. 2001, 123, 332–337. [Google Scholar] [CrossRef]
- Park, J.; Lee, K.; Sung, H.; Kim, Y.J.; Kim, S.K.; Kim, S. J-Integral Fracture Toughness of High-Mn Steels at Room and Cryogenic Temperatures. Metall. Mater. Trans. A 2019, 50, 2678–2689. [Google Scholar] [CrossRef]
- Lee, H.M.; Shin, J.Y.; Shin, H.S. Fracture Toughness of Structural Materials for LNG Storage Tank at Cryogenic Temperatures. Korean Inst. GAS 1998, 340–349. [Google Scholar]
- Murase, S.; Kobatake, S.; Tanaka, M.; Tashiro, I.; Horigami, O.; Ogiwara, H.; Shibata, K.; Nagai, K.; Ishikawa, K. Effects of a High Magnetic Field on Fracture Toughness at 4.2 K for Austenitic Stainless Steels. Fusion Eng. Des. 1993, 20, 451–454. [Google Scholar] [CrossRef]




| C | Si | Mn | P | S | Cr | Ni | Mo | N | Cu |
|---|---|---|---|---|---|---|---|---|---|
| 0.0217 | 0.375 | 1.432 | 0.0338 | 0.0032 | 18.121 | 8.052 | 0.134 | 0.0378 | 0.378 |
| Temp. (K) | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) | |
|---|---|---|---|---|
| 0.2% Offset | 1.0% Offset | |||
| 300 | 258.0 | 291.8 | 724.9 | 75.9 |
| 77 | 856.0 | 1022.3 | 2172.0 | 35.7 |
| 20 | 1059.0 | 1245.7 | 2433.4 | 32.6 |
| Temp. (K) | (mm) | (mm) | |
|---|---|---|---|
| Untreated Data | Regression Technique | ||
| 300 | 15.51 | 15.31 | 15.30 |
| 77 | 15.71 | 16.05 | 16.09 |
| 20 | 15.48 | 15.71 | 15.76 |
| Temp. (K) | w/Exclusion Technique | w/o Exclusion Technique | Regression Technique | |
|---|---|---|---|---|
| 300 | 484.8 | 484.8 | 465.1 | 487.8 |
| 77 | 321.4 | 134.9 | 276.7 | 187.1 |
| 20 | 254.2 | 219.2 | 236.7 | 166.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, M.-S.; Lee, T.; Park, J.-W.; Kim, Y. Tensile and Fracture Characteristics of 304L Stainless Steel at Cryogenic Temperatures for Liquid Hydrogen Service. Metals 2023, 13, 1774. https://doi.org/10.3390/met13101774
Kim M-S, Lee T, Park J-W, Kim Y. Tensile and Fracture Characteristics of 304L Stainless Steel at Cryogenic Temperatures for Liquid Hydrogen Service. Metals. 2023; 13(10):1774. https://doi.org/10.3390/met13101774
Chicago/Turabian StyleKim, Myung-Sung, Taehyun Lee, Jong-Won Park, and Yongjin Kim. 2023. "Tensile and Fracture Characteristics of 304L Stainless Steel at Cryogenic Temperatures for Liquid Hydrogen Service" Metals 13, no. 10: 1774. https://doi.org/10.3390/met13101774
APA StyleKim, M.-S., Lee, T., Park, J.-W., & Kim, Y. (2023). Tensile and Fracture Characteristics of 304L Stainless Steel at Cryogenic Temperatures for Liquid Hydrogen Service. Metals, 13(10), 1774. https://doi.org/10.3390/met13101774