Abstract
As a type of metallurgical solid waste with a significant output, chromium-containing metallurgical dust and slag are gaining increasing attention. They mainly include stainless steel dust, stainless steel slag, ferrochrome dust, and ferrochrome slag, which contain significant amounts of valuable elements, such as chromium, iron, and zinc, as well as large amounts of toxic substances, such as hexavalent chromium. Achieving the harmless and resourceful comprehensive utilization of chromium-containing metallurgical dust and slag is of great significance to ensuring environmental safety and the sustainable development of resources. This paper outlines the physicochemical properties of stainless steel dust, stainless steel slag, ferrochrome dust, and ferrochrome slag. The current treatment technologies of chromium-containing metallurgical dust and slag by hydrometallurgy, the pyrometallurgical process, and the stabilization/solidification process are introduced. Moreover, the comprehensive utilization of resources of chromium-containing metallurgical dust and slag in the preparation processes of construction materials, glass ceramics, and refractories is elaborated. The aim of this paper is to provide guidance for exploring effective technology to solve the problem of chromium-containing metallurgical dust and slag.
1. Introduction
The iron and steel industry is a worldwide pillar industry that plays an irreplaceable role in the development of the worldwide economy [1,2]. The steelmaking process is accompanied by the production of a large amount of solid waste, which contains valuable components [3,4]. Chromium-containing metallurgical solid wastes originate from the production of stainless steel and ferrochrome alloys, which include stainless steel dust, stainless steel slag, ferrochrome dust, and ferrochrome slag. The treatment of chromium-containing metallurgical solid wastes has always been a topic of interest for researchers, primarily due to the presence of chromium oxide.
In the smelting process of stainless steel, the vigorous stirring in the furnace causes a partially elevated temperature melt to enter the flue. Then, they are collected by the bag filter and electric precipitator. Stainless steel dust is the product in the bag filter and electric precipitator. Stainless steel slag is the by-product produced in the furnace during the smelting of stainless steel, such as in electric arc furnaces and argon oxygen decarburization furnaces [5,6]. Producing 1 ton of stainless steel is usually accompanied by approximately 40 kg of stainless steel dust and 300 kg of stainless steel slag [7,8]. In 2021, the yields of stainless steel slag in China and the world were about 10.21 million tons and 19.43 million tons, respectively, while the yield of stainless steel dust reached about one million tons in China [9,10,11]. In the smelting process of ferrochrome alloy steel, the chromium-containing solid waste includes the slag and dust generated at an elevated temperature. In general, the production of each ton of high-carbon ferrochrome alloy results in the generation of about 1.1~1.6 tons of slag and 25 kg of dust [12,13,14]. In 2021, the yields of high-carbon ferrochrome slag in China and the world were approximately 7 million tons and 17 million tons, respectively [15,16].
Chromium-containing metallurgical dust and slag contain a large number of harmful elements, such as Cr, Pb, Ni, and Zn [17,18]. The extensive accumulation of chromium-containing metallurgical solid waste not only pollutes the environment due to the leaching of hazardous elements but also poses potential health risks, such as skin cancer and throat cancer, to individuals exposed to the contaminated environment over prolonged periods. Moreover, the valuable components contained in the solid waste are wasted [19,20,21,22]. The treatments of chromium-containing metallurgical solid waste are significant for the development of the economy and the protection of the environment. Simultaneously, efforts should be made during the treatment process to minimize the generation of secondary pollutants, such as wastewater and slag, in order to reduce adverse environmental impacts [23,24]. To improve the knowledge of chromium-containing metallurgical solid wastes, this paper introduces the physicochemical properties of chromium-containing metallurgical dusts and slags and summarizes the present technologies and methods of treating chromium-containing metallurgical solid wastes.
2. Physicochemical Properties of Chromium-Containing Metallurgical Dust and Slag
2.1. Chromium-Containing Metallurgical Dust
2.1.1. Stainless Steel Dust
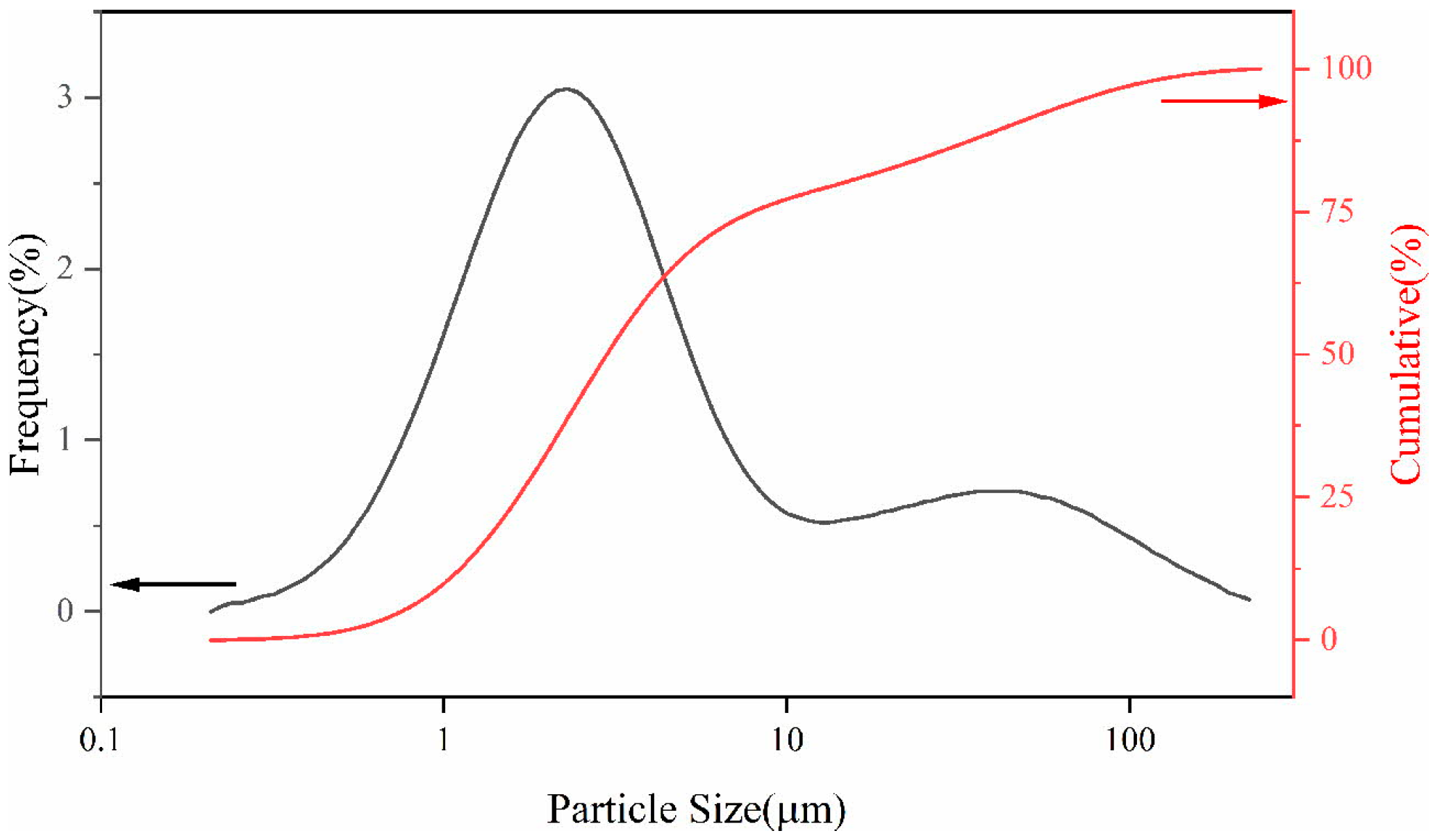
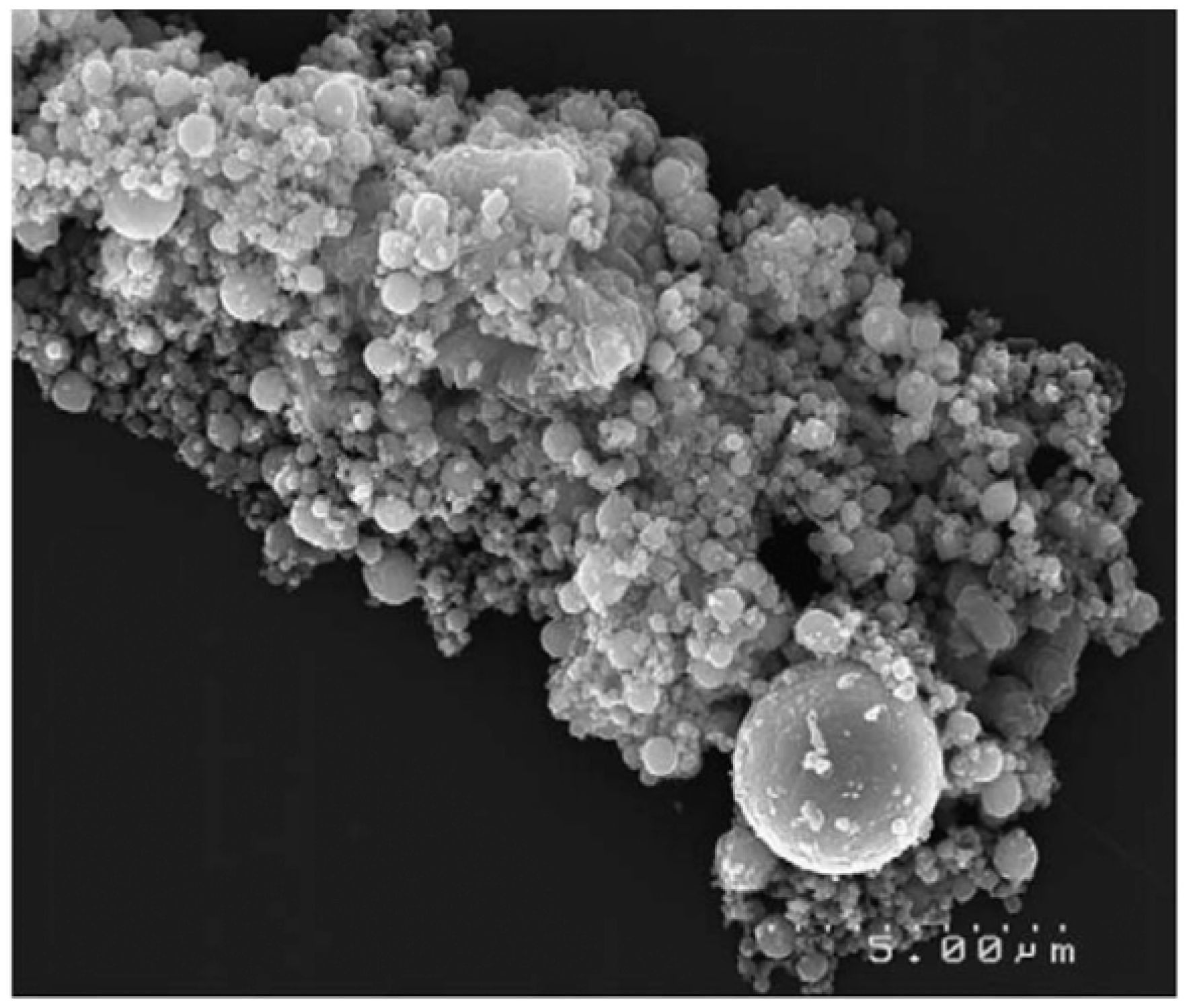
Figure 1 is the particle size distribution of stainless steel dust [25]. It is clear in Figure 1 that the size of stainless steel dust follows a typical Gaussian distribution model, which is mainly due to the magnetic oxides (e.g., Fe3O4) contained in the stainless steel dust. The particle size of most stainless steel dust is less than 100 μm, and more than 40% of the stainless steel dust is between 1 and 10 μm. The stainless steel dust is relatively fine, and the large particles originate from the agglomeration of small particles [1]. Figure 2 presents the microstructure of stainless steel dust. As shown in Figure 2, some relatively large spherical and irregular shapes can be observed in the cluster-like particles composed of a large number of fine particles [26,27,28].
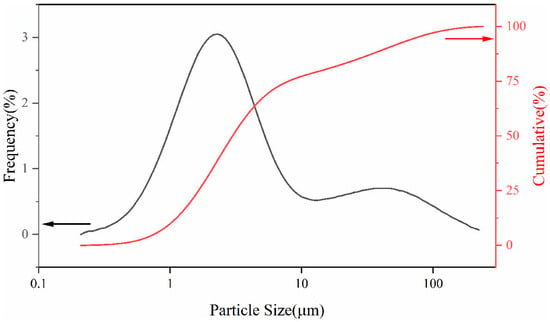
Figure 1.
Particle size distribution of stainless steel dust [25].
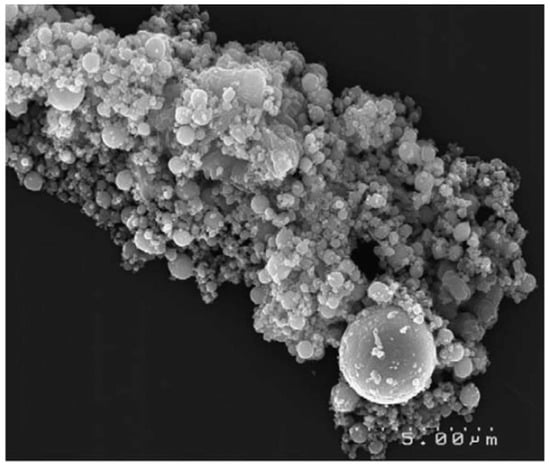
Figure 2.
Microstructure of stainless steel dust [28].
The main elements contained in stainless steel dust are Mg, Si, Cr, Fe, Zn, and Ni. Table 1 lists the chemical composition and phases of typical stainless steel dust [7,18,29,30,31,32,33,34,35,36,37,38,39,40,41,42]. As can be seen from Table 1, it is evident that Fe is the predominant element, with a content ranging from 14.77% to 53.50%. Its primary forms of existence include Fe2O3, Fe3O4, and spinel phases, among others. Ni elements usually exist in the form of NiO and Fe2NiO4. Cr elements may exist in the form of Fe2CrO4 spinel, Cr2O3, CrO, and CrCO3. Ca is primarily found in compounds such as lime, fluorspar, and limestone. Additionally, stainless steel dust contains a certain amount of chlorides, alkali metals, and sulfides. The valence of Cr in stainless steel dust is mainly Cr(Ⅲ) [18,32,33,34,36,37,38,39], and the valence of about 0.14~0.6% of them is hexavalent chromium (Cr(VI)), which is in the form of calcium chromate (CaCrO4), CrO3, (K,Na)2Cr2O7, or (K,Na)2CrO4 [40,41].

Table 1.
Chemical composition and phase of typical stainless steel dust [7,18,29,30,31,32,33,34,35,36,37,38,39,40,41,42,43].
2.1.2. Ferrochrome Dust
The particle size of ferrochrome dust is mainly in the range of 0.1~105 μm, and it can be divided into coarse dust and fine dust, which are collected from cyclone separators and baghouse filters, respectively [44,45].
Table 2 lists the physical properties of ferrochrome dust [46,47]. It can be seen from Table 2 that the average particle size of fine ferrochrome dust ranges from 0.7 μm to 13.2 μm. The ferrochrome dust has a low moisture content (about 1%), and the specific surface area varies between approximately 5.31 m2/g and 13.2 m2/g. After leaching fine ferrochrome dust in water, the resulting aqueous solution exhibits alkaline properties, with a pH range of 8.08 to 8.48. The fine ferrochrome dust contains significant amounts of soluble salts, indicating that piling or landfilling may result in the alkalinization of the soil. Compared to fine dust, coarse dust has a particle size of approximately 80 μm, with a much lower specific surface area, typically ranging from about 2.7 m2/g to 3.32 m2/g. When leached in water, coarse dust results in a strongly alkaline solution with a pH of approximately 11.18, which can lead to equipment corrosion and accelerate equipment aging.
Table 2.
Physical properties of ferrochrome dust [46,47].
The chemical compositions and phases in ferrochrome dust are listed in Table 3 [41,48,49]. It can be seen from Table 3 that coarse ferrochrome dust is rich in the elements of Cr, Si, Fe, Al, Mg, and C. Fine ferrochrome dust is abundant in the elements of Si, Zn, Na, K, Mg, S, and Cl. Compared to coarse dust, fine dust contains lesser amounts of the elements Cr, Fe, and C. The main phases in coarse ferrochrome dust are chromium spinel, quartz, calcium feldspar, and amorphous carbonaceous materials, while fine ferrochrome dust mainly consists of oxides, such as ZnO, SiO2, and MgO. Fine ferrochrome dust also contains trace quantities of compounds containing crystalline water, such as Na4(SO4)Cl(OH)6·6H2O and ZnSO4(OH)6·5H2O. The difference in chemical composition between the two types of ferrochrome dust is closely related to the elevated-temperature reduction process and the raw materials used.
Table 3.
Chemical composition and phases of ferrochrome dust [41,48,49].
2.2. Chromium-Containing Metallurgical Slag
2.2.1. Stainless Steel Slag
Stainless steel slag includes the EAF slag and AOD slag formed in the process of producing stainless steel. Most of the slag particles are about 10~200 µm in size and angular in shape, and they have stable mechanical properties [50,51]. The specific surface area and density of EAF slag are 2025~2225 cm2/g and 3.10~3.19 g/cm3, respectively [52,53]. The AOD slag is dusty due to its easy pulverization during the cooling process.
The chemical composition of stainless steel slag is dependent on various factors (such as the smelting process, chemical compositions of raw materials, and target steel). Table 4 [51,54,55,56,57,58,59,60,61] lists the chemical composition of typical stainless steel slag. As shown in Table 4, the oxides of Ca, Si, and Mg are the main components in stainless steel slag, and the rest are small amounts of oxides of Al, Mn, Cr, and Fe. EAF slag has a relatively higher CaO + MgO content, ranging between 40% and 60%, whereas in comparison, AOD slag exhibits a higher CaO + MgO content, approximately ranging from 60% to 70%. The Cr2O3 content in AOD slag is obviously less than that in EAF slag, which is because the Cr2O3 in the AOD slag is reduced by reductant at the end of the AOD refining process.
Table 4.
Chemical composition of typical stainless steel slag (wt%) [51,54,55,56,57,58,59,60,61].
The phases in the stainless steel slag are presented in Table 5 [59,60,62,63]. It can be seen that the main phases in EAF slag are dicalcium silicate (Ca2SiO4) and merwinite (Ca3MgSi2O8), while the remaining phases are chromium spinel, oakermanite (Ca2MgSi2O7), metallic minerals (Ni-Fe-Cr alloy), RO (CaO-FeO-MnO-MgO continuous solid solution), etc. The main phases in AOD slag are dicalcium silicate (Ca2SiO4), Calcite (CaCO3), portlandite (Ca(OH)2), cuspidine (Ca4Si2O7F2), magnesium chromite (MgCr2O4), merwinite (Ca3MgSi2O8), and ferrochrome spinel (FeCr2O4).
Table 5.
Phases in the stainless steel slag [57,58,59,60,64].
The form of Cr element in the stainless steel slag changes with the smelting processes. Many researchers reported that the Cr element in the EAF slag mainly exists in the form of a Cr-containing alloy, a Cr-containing spinel, and Cr2O3, while it mainly exists in the form of Cr-containing spinel in the AOD slag [57,58,59,60,64].
2.2.2. Ferrochrome Slag
Ferrochrome slag mainly includes high-carbon ferrochrome slag and low-carbon ferrochrome slag [64]. Table 6 lists the chemical compositions of typical ferrochrome slag [14,65,66,67,68,69]. The main components in ferrochrome slag are CaO, SiO2, Al2O3, Cr2O3, MgO, and Fe2O3. The chemical compositions of ferrochrome slag change with the parameters in the process of producing ferrochrome alloys, such as smelting processes and chemical compositions of raw materials.
Table 6.
Chemical composition of typical high-carbon ferrochrome slag (wt%) [14,65,66,67,68,69].
Most high-carbon ferrochrome slag is gray-black in color, and some present dark green and rusty red colors. It is difficult to break, and its compressive strength is in the range of 100 MPa to 200 MPa. The low-carbon ferrochrome slag is a gray, loose, and irregular solid powder [70]. As shown in Table 6, high-carbon ferrochrome slag exhibits relatively higher contents of SiO2 and MgO, ranging between approximately 28.6% to 37% and 29.2% to 35%, respectively. The main phases in high-carbon ferrochrome slag are magnesia-alumina spinel, magnesia-olivine, the glass phase, metal beads, calcium-magnesium olivine, and chromium spinel [71]. Among them, spinel is the main phase in high-carbon ferrochrome slag, whose grain size generally ranges from 20 μm to 2000 μm [49].
In contrast, low-carbon ferrochrome slag has a different composition, with a higher proportion of CaO (20.02% to 22.2%) and SiO2 (35.54% to 43.76%). The main phases in low-carbon ferrochrome slag are dicalcium silicate (2CaO·SiO2), merwinite (3CaO·MgO·2SiO2), and gehlenite (2CaO·Al2O3·SiO2) [65]. In ferrochrome slag, the valences of the chromium element are mainly +3 and +6.
3. Valuable Recovery Technology for Chromium-Containing Metallurgical Dust and Slag
3.1. Stainless Steel Dust
Currently, the pyrometallurgical process and hydrometallurgical process are the main methods of processing stainless steel dust.
- (1)
- Pyrometallurgical process
To recover the valuable metal elements (such as Fe, Cr, and Ni) in chromium-containing solid wastes, many researchers have conducted laboratory-scale experiments on the carbothermal reduction or self-reduction of chromium-containing solid wastes. The reduced products include the valuable metals of Fe, Ni, and Cr, as well as other oxides [72]. The main factors affecting the recovery ratio of valuable metals from stainless steel dust are the reduction temperature, reduction time, carbon-to-oxygen ratio, and amount of added chromium-containing slag. Chu et al. [18,29,38] and Wu et al. [33] conducted laboratory-scale self-reduction experiments with stainless steel dust as a raw material. The results showed that a Fe-Cr-Ni-C alloy was produced with an iron content of 66.82%, chromium content of 20.02%, nickel content of 4.12%, and the recovery rates of Fe, Cr, and Ni from the stainless steel dust were found to be 92.5%, 92.0%, and 93.1% at 1100 °C and holding for 15 min, respectively. When stainless steel dust and chromium-containing slag are smelted together, the recovery ratio of the metal can also reach more than 90%. Simultaneously, it can reduce the consumption of coke and energy [3,11,34,73].
Previous researchers have summarized the industrial applications of pyrometallurgical technologies in treating chromium-containing metallurgical dust [4,19,27,74,75,76,77,78,79], such as Waelz technology, Inmetco, Z-Star, and plasma technology (Table 7).
Table 7.
Characteristics of various pyrometallurgical technologies [4,19,27,74,75,76,77,78,79].
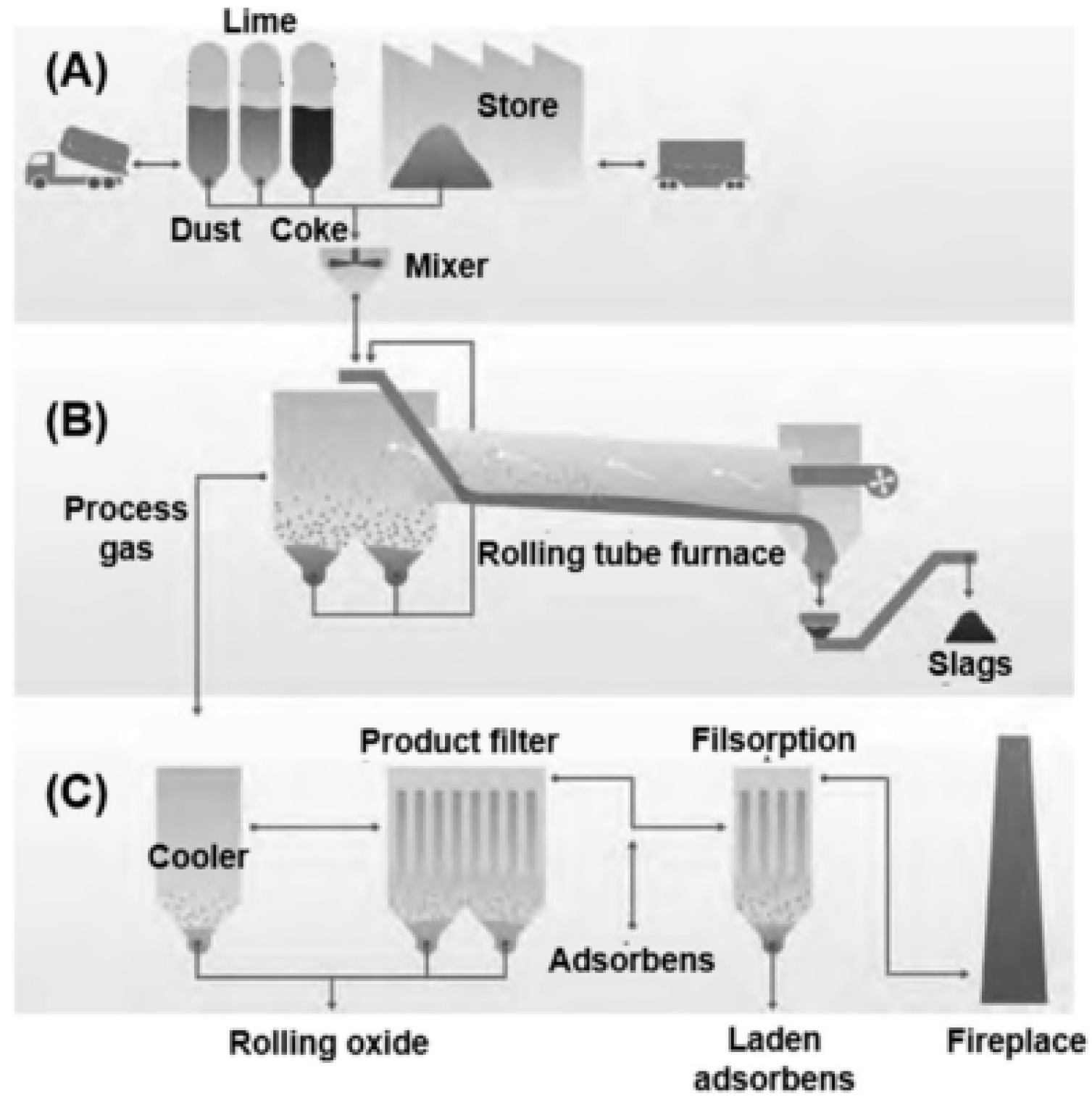
The Waelz technology [80] is the most widely used technology for treating stainless steel dust, and its technological process is shown in Figure 3. The dust is reduced by carbon at 1100~1200 °C. Non-ferrous metals (such as Zn, Pb, Cd, etc) and volatile salts evaporate from the bed and are then oxidized. The oxidation products are collected and separated to obtain the final products, which contain about 52~58 wt% ZnO. Waelz technology exhibits powerful processing capabilities in dealing with metallurgical dust. However, it is accompanied by a relatively high energy consumption.
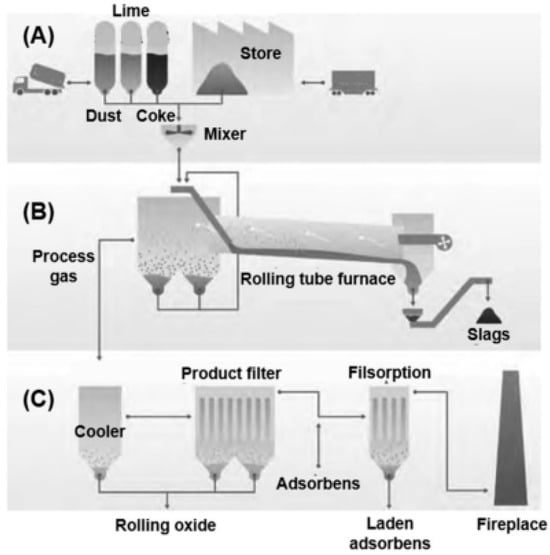
Figure 3.
Diagram of Waelz technology process: (A) material feeding, (B) pyrometallurgical processing, and (C) exhaust gas treatment steps [4,80].
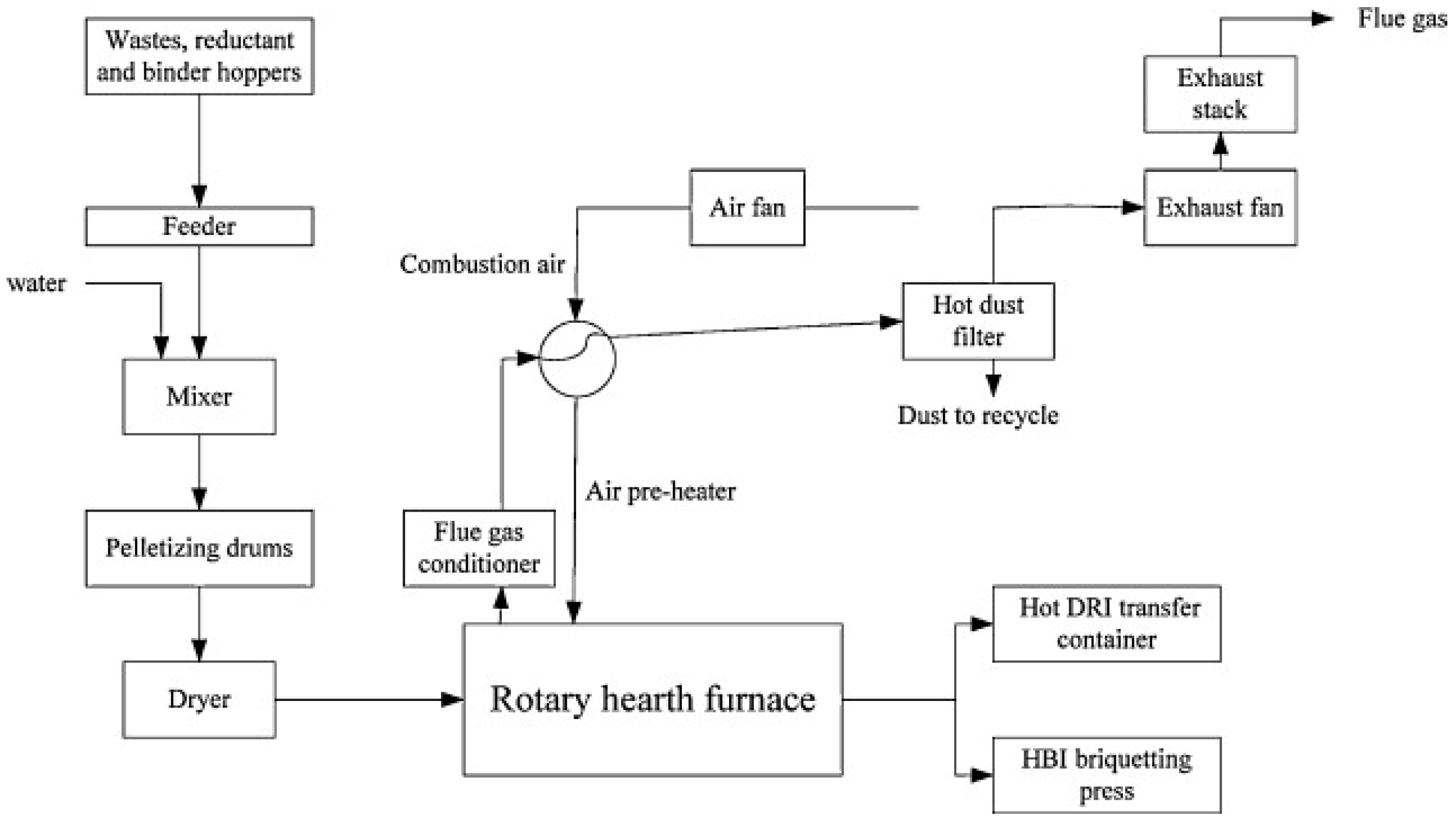
To recover valuable metals (such as nickel and chromium) in stainless steel dust, Inmetco technology was developed by Inco in 1978 and includes a ring furnace for pre-reduction and an electric arc furnace for smelting [81,82]. Figure 4 illustrates the technological process of Inmetco. The Inmetco technology is divided into three stages: (i) material preparation, mixing, and pellet making; (ii) pre-reduction; and (iii) melting, blowing, and casting in various melting furnaces [19]. Compared to the Waelz technology, Inmetco technology also possesses strong capabilities in handling metallurgical dust, with recovery rates for iron, chromium, and nickel reaching approximately 95%, 86%, and 95%, respectively. Following the final reduction, the chromium content in the metal melt is approximately 15.2% [18]. However, the Inmetco technology has a longer process, which increases transportation costs.
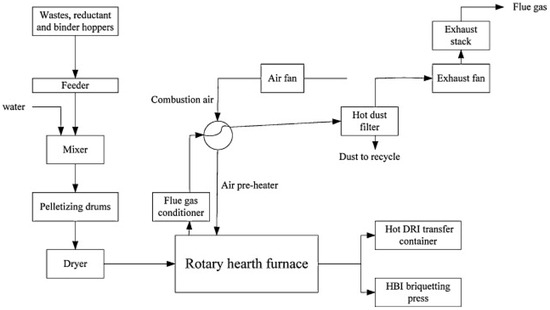
Figure 4.
Diagram of Inmetco technology process [19].
The application of plasma technology for treating EAF dust was first developed in Germany in 1954 and later applied in Sweden for steelmaking [83]. Many organizations have developed plasma technologies to treat EAF dust, such as PLASMADUST technology developed by SKF Group in Sweden and Environplas technology developed by Mintek and Pyromet in South Africa. Plasma technology can be used to separate different metals with low boiling points and recover chromium and iron. On average, the chromium recovery rate is over 90%, and the zinc recovery rate can go as high as 97% [19]. Compared to Waelz technology, this technique boasts higher metal recovery rates. However, it requires a substantial amount of energy to maintain the temperature of the central graphite electrode in the plasma melting furnace, which typically results in lower production capacity for this process.
The Z-Star technology is a melt reduction process developed by the Kawasaki Steel Corporation in Japan for the recovery of precious metal-containing dusts using coke-filled beds. It was industrialized in May 1994, and its technological process is shown in Figure 5 [76,78,79]. In this process, a dual tuyere design is employed, where the fine feedstock is injected into the furnace through the upper tuyeres, while the lower tuyeres are mainly used for thermal compensation. A strong reduction zone with elevated temperature is formed between the two tuyeres, where the feedstock is immediately fused. The molten oxides in the feedstock are reduced, and the volatile components (such as zinc) are discharged from the top of the furnace. Zinc and iron are separately recovered in this process. Compared to other processes, its advantages include the near-complete recovery of zinc and lead, resulting in a total metal recovery rate of up to 98% and zero secondary waste emissions [19]. However, there is also the challenge of effectively recovering or utilizing a significant amount of sensible heat in the furnace gas and the issue of zinc adhering to the furnace roof and walls.
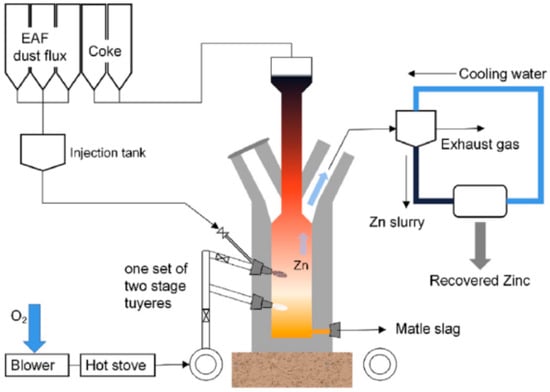
Figure 5.
Diagram of Z-Star technology process [76].
- (2)
- Hydrometallurgical method
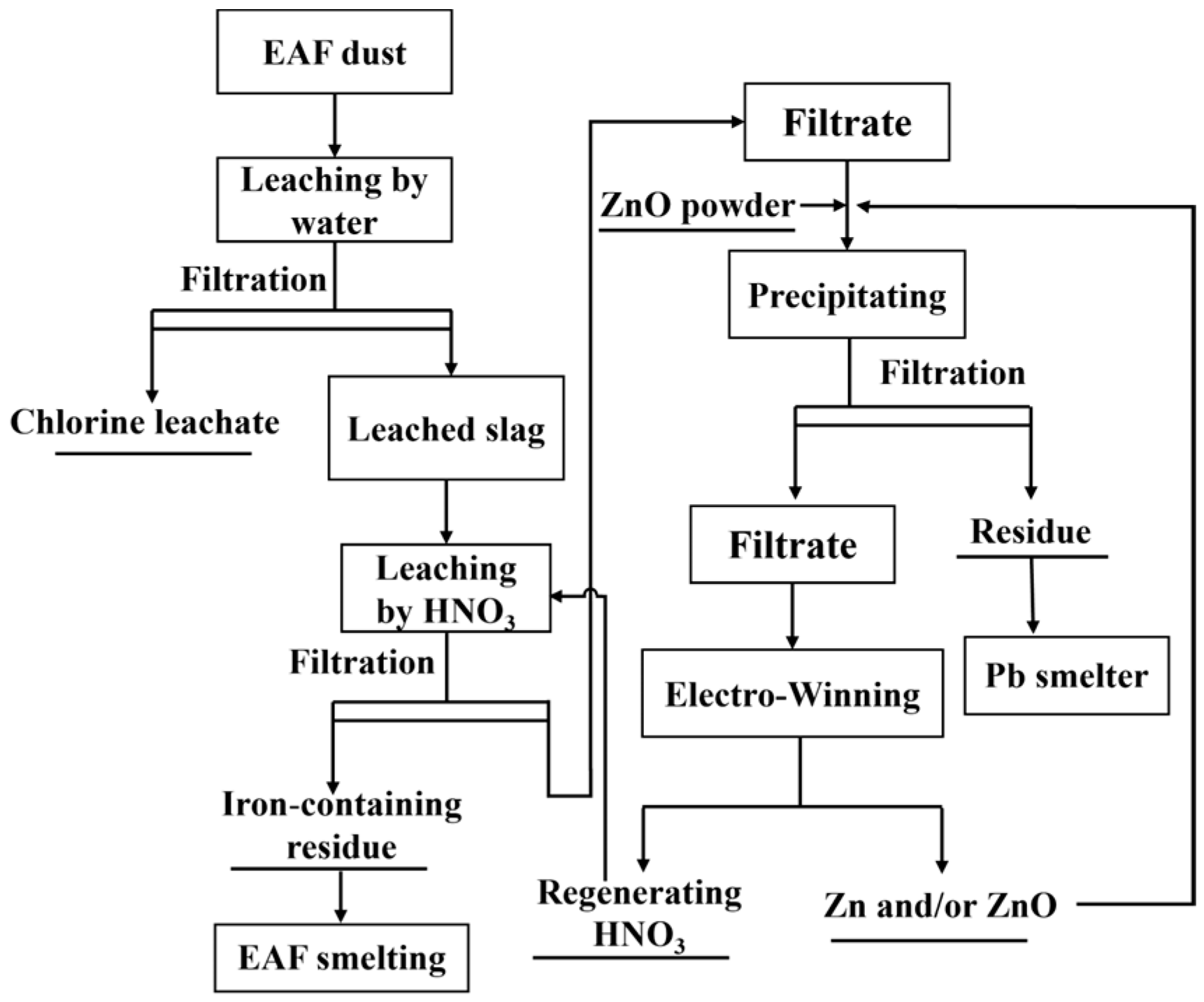
For stainless steel dust, the zinc element can be selectively recovered by hydrometallurgical technology. Zinc can be dissolved in strong alkali solutions or strong acid solutions. It is feasible to separate zinc from the compounds of iron, nickel, and chromium in the dust [75,84]. The ZINCEX technology [85,86], developed in 1980~1990 and then put into industrial production (three industrial plants have been built), is the primary hydrometallurgical technology currently used in the industry. It was developed in 1970 by the Spanish company Técnicas Reunidas, and it has been put into production in the Namibian Skorpion zinc mine with an annual capacity of 15,000 tons of ZINCEX technology. Currently, this technology has completed industrial trials for the treatment of 80,000 tons/year of electric arc furnace dust. Nakamura et al. [87] proposed a new hydrometallurgical technology for the recovery of zinc or zinc oxide from stainless steel dust by electrodeposition using dilute nitric acid solution as the leaching agent, as shown in Figure 6. This method can recover zinc or zinc oxide from stainless steel dust at the cathode, while nitric acid can be regenerated at the anode. The generated regenerated nitric acid can be used in the NHO3 leaching stage, establishing a closed-loop system. Therefore, this treatment process not only reduces the waste of nitric acid but also minimizes secondary environmental pollution stemming from the leaching solution.
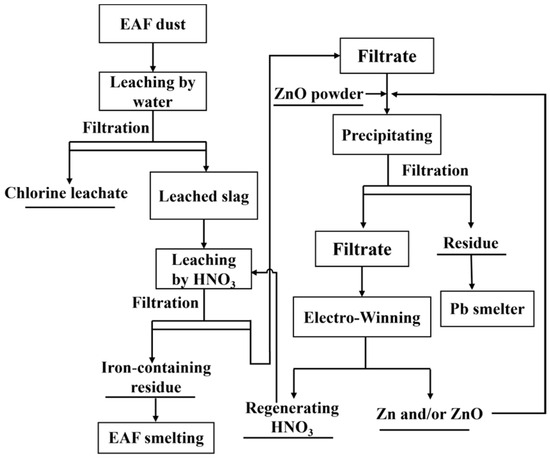
Figure 6.
Stainless steel dust hydrometallurgical treatment process flow chart.
3.2. Ferrochrome Dust
Ferrochrome dust is frequently disposed of with recycling technology. In the recycling technology, ferrochrome dust is used as raw material in the submerged arc furnace smelting process to recover the valuable metals in the dust. The ferrochrome coarse dust can be balled up and sent back to a submerged arc furnace for smelting because it contains minimal volatile material and consists of carbon, quartz, and ferrochrome alloy particles (48~71%). In contrast, fine ferrochrome dust contains a large number of volatile substances (such as zinc, lead, alkali metals, etc.), which can recycle and accumulate in the dust. This leads to an unstable production process. Therefore, direct recycling of fine ferrochrome dust is not advisable.
- (1)
- Hydrometallurgical process
Strobos et al. [88] employed a hydrometallurgical technology to recycle zinc from ferrochrome fine dust. The initial step involved dissolving the fine ferrochrome dust in water and subsequently filtering it to eliminate soluble hexavalent chromium present in the dust. The filtrate containing hexavalent chromium was reduced using ferrous sulfate, followed by an increase in pH to form a Cr(OH)3 precipitate. Cr(OH)3 precipitate can be safely disposed of after solidification/stabilization treatment in compliance with relevant environmental regulations. The zinc-containing residue was utilized for zinc recovery, whose technology process includes four steps: sulfuric acid leaching, organic solvent extraction, separation, and precipitation. By employing the most favorable leaching parameters with the sulfuric acid concentration of 336 g/L and the acid-to-dust ratio of 0.56, the recovery ratio of zinc achieved 71.2%.
- (2)
- Pyrometallurgical process
Chen et al. [89] employed the “oxidation roasting + neutral liquid vacuum multi-stage washing” technology to recycle chromium in chromium-containing dust. Ferrochrome dust, chromium extraction slag, and soda ash are used as raw materials. The results showed that the total chromium recovery ratio exceeded 70%, while the total chromium content in isolated residue slag was below 5% under the conditions of approximately 50~60% of ferrochrome dust, 20~25% of chromium return slag, 20~25% of soda ash, and a reaction temperature ranging from 1000 to 1200 °C. This method can achieve the resource utilization of ferrochrome dust, which plays an important role in reducing stockpiled chromium-containing dust and alleviating the scarcity of chromium resources.
3.3. Stainless Steel Slag
The methods of treating stainless steel slag include pyrometallurgical process and hydrometallurgical process. The pyrometallurgical process typically involves the carbon thermal reduction of stainless steel slag to recover its metal content. This process has the drawback of using more energy and producing more by-products. The hydrometallurgical treatment is mainly employed to recycle metal elements from stainless steel slag under various leaching conditions. It has the advantage of producing high-purity metals with less energy consumption, but it also has the drawback of producing waste solutions that may pollute the environment.
- (1)
- Pyrometallurgical process
Adamczyk et al. [90] employed a reductant to reduce the stainless steel slag at a temperature of approximately 1700 °C, achieving a chromium recycling rate exceeding 97%. However, this method consumed more energy and produced more by-products of SiO2. Kunihiko et al. [91] investigated the kinetic behavior of reactions between Cr2O3 and iron melts, including carbon, aluminum, and silicon, under various conditions. The results showed that adding Al2O3 and SiO2 promoted the formation of liquid slag, which significantly accelerated the reduction reaction and improved the recovery of chromium. SiO2 is a more effective additive than Al2O3. This can provide theoretical guidance for the recovery of chromium in stainless steel slag.
- (2)
- Hydrometallurgical process
Kim et al. [92] employed NaOCl as a leaching agent in a temperature-controlled extraction process under alkaline conditions, followed by leaching with water. The study revealed that compared to molten salt or alkaline roasting processes, the hypochlorite oxidation alkaline leaching process achieved chromium extraction at significantly lower temperatures and required a lower alkaline dose. The optimal parameters were the temperature of 105 °C, extraction time of 6 h, particle size of stainless steel slag less than 63 µm, NaOH/stainless steel slag ratio of 0.13, and 3.3 mmol of NaOCl used per 1 g of stainless steel slag. The final chromium leaching ratio reached 68%. To recycle the valuable chromium element from leachate, BaCrO4 precipitation was employed as a purification method. By using sodium hydroxide and an alkaline pressured oxidation process to extract chromium from stainless steel slag, Zhao et al. [22] achieved a maximum chromium extraction rate of 60.04% at a leaching temperature of 170 °C, a NaOH concentration of 40 wt%, an oxygen pressure of 1.6 MPa, and a reaction period of 4 h.
3.4. Ferrochrome Slag
Given that ferrochrome is extremely magnetic and residual chromite in high-carbon ferrochrome slag is moderately magnetic, ferrochrome particles and residual chromite in the slag can be recovered by using a magnetic separation technology. Bai et al. [93] reported that the maximum recovery rate of chromium could be 24.9% when the magnetic separation current reached 2.4 A and the magnetic particle size was greater than 150 µm. According to the study by Qiu et al. [94], the nature and particle size of the material, the volume of water, and the dosing rate were the main parameters affecting the jigging process. The ferrochrome slag was initially crushed at the Bamnilal ferroalloy facility in India using a crusher, and the alloy was subsequently recovered using a jigger and a fine-grained shaker [95].
Yao et al. [96] investigated the effect of graded jigging on the recovery of intercalated alloy and used the technique of “jigger sorting-induction furnace remelting” to recover the residual alloy from ferrochrome slag. The residual alloy with a size of less than 10 mm could be effectively recovered. The graded jigging could recover the ferrochrome particles in the size of 10~20 mm. The “iron retention method”, with an iron output of 80% and a residual iron of 20% per furnace cycle, could effectively promote the melting of ferrochrome particles.
4. Resource Utilization of Chromium-Containing Metallurgical Dust and Waste Residue
Chromium-containing metallurgical dust and slag contain significant quantities of valuable components, especially some valuable metal elements (such as Cr, Ni, and Fe). The piling of chromium-containing metallurgical dust and slag is a great waste of resources under the pressure of the increasing scarcity of resources and smelting costs. Therefore, the development of high-efficiency and low-energy consumption technologies to recycle chromium-containing metallurgical dust and slag, accompanied by the production of high additional value products, is urgently needed. At present, the resource utilization of chromium-containing metallurgical dust and slag is mainly applied in the traditional construction industry and metallurgical industry, such as in the preparation of cement, concrete, and refractory materials. Many researchers are also constantly exploring new materials with high additional value, such as ceramic pigments, microcrystalline glass, etc.
4.1. Ceramic Pigments
Ceramic pigments are the main decorative material for ceramics. To obtain a purer hue, rare earth oxides are always added in the traditional process of producing ceramic pigments. The high price of rare earth oxides restrains the market for high-grade ceramic pigment. Therefore, the development of ceramic pigments without the use of rare earth oxides has been paid more attention.
Stainless steel dust, as a type of industrial solid waste, is rich in transition metal elemental resources such as Fe, Cr, Ni, and Mn, which exist mainly in the form of oxides and spinel [32,39,42]. According to the coloring mechanism of black ceramic pigments, adding Cr2O3, NiO, and MnO in stainless steel dust adjusts the mole ratio between Fe, Cr, Ni, and Mn. Then, sintering by solid-phase synthesis can prepare black ceramic pigments [29,93].
Zhang et al. [25,31,97,98,99] utilized stainless steel dust as the raw material and adjusted the material composition using chemical reagents such as Cr2O3, NiO, and MnO. The adjusted mixture was then prepared as Fe-Cr-Ni-Mn system black ceramic pigments using the microwave roasting process. When the molar ratio of the Fe, Cr, Ni, and Mn elements in the mixture was 1:1:1:1, the roasting temperature was 900 °C, with a holding time of 30 min and a microwave power of 2000 W. After being air-cooled, the prepared pigments exhibited a chromaticity value of 33.6 for L*, 0.2 for a*, and 0 for b*. L*, a*, and b* are color models developed by the International Commission on Illumination (CIE). The closer all of the L*, a*, and b* values are to 0, the purer the black of the pigment and the better the color rendering performance of the pigment [100]. The pigments consisted of spinel phases such as Fe3O4, FeCr2O4, Ni(Fe,Cr)2O4, and NiMn2O4, which possessed a typical spinel phase structure and displayed excellent visible light absorption with a narrow bandgap of only 1.04 eV. Furthermore, Figure 7 displays the appearance of different glazed ceramic tiles prepared using various transparent ceramic glaze powders. As shown in Figure 7, when the prepared pigments are mixed with common glaze, ZnO-based glaze, and CaO-based glaze to formulate the glaze for ceramic tiles, the glaze appears black, exhibits no cracks, and does not detach from the ceramic tile body. Therefore, the prepared pigments demonstrate excellent adaptability to the aforementioned three types of transparent glazes.

Figure 7.
Pigments applied as ceramic glazes [97].
4.2. Construction Industry
Concrete is one of the most widely used materials in the world, and cement is the main component of concrete. The yield of cement was about 4.1 billion tons in 2022 [101], and it may increase to 5 billion tons by 2030 [102]. The production of cement consumes a large amount of resources and is accompanied by a significant emission of greenhouse gases and energy consumption. Thus, it is imperative to explore cost-effective, energy-efficient alternatives to cement. The applications of chromium-containing metallurgical dusts and slags in building materials are dependent on their physicochemical characteristics.
Acharya et al. [47] applied ferrochrome dust as a partial substitute for regular silicate in concrete production. The performance of concrete was enhanced when 40 wt% of ferrochrome dust and 7 wt% of lime were substituted for 47 wt% of the regular silicate component. The detection of leaching toxicity (TCLP) of the concrete suggested that the produced concrete had no adverse environmental impacts. Thus, ferrochrome dust is a viable and environmentally friendly alternative to producing concrete.
Galán-Arboledas et al. [103] investigated the environmental impact by detecting gas emissions and leaching tests of laboratory specimens while using stainless steel slag as partial raw material for the production of ceramic construction materials. When the material was made with 30 wt% stainless steel slag at 950 °C, the addition of stainless steel slag would save up to 17% of natural gas usage and reduce up to 24% of CO2 emissions. However, it should be noted that excessive addition of stainless steel slag can potentially lead to the leaching of heavy metals. Therefore, the addition of stainless steel slag should be less than 10 wt%.
Iacobescu et al. [104] investigated the effect of stainless steel slag content on the performance of silicate cement clinker and its environmental implications. The results showed that the compressive strength of all samples at 2 days (22–25 MPa), 7 days (36–38 MPa), and 28 days (44 MPa) did not exhibit obvious changes, all of which belonged to the 42.5R CEM I category. Moreover, adding 14 wt% stainless steel slag resulted in a reduction of at least 12% CO2 emissions during the production of silicate cement clinker. These findings suggest that the application of stainless steel slag has positive effects on both the performance of cement clinker and the environmental impact, particularly in terms of reducing CO2 emissions.
When stainless steel slag is used as an aggregate to prepare concrete, it slightly reduces the durability and increases the linear expansion of concrete. However, stainless steel slag, after sintering and crushing treatments, can improve the mechanical properties of the concrete and reduce the degree of carbonation. This improvement aligns with the standards for building materials [105], making concrete prepared with stainless steel slag as a raw material a new type with distinct properties.
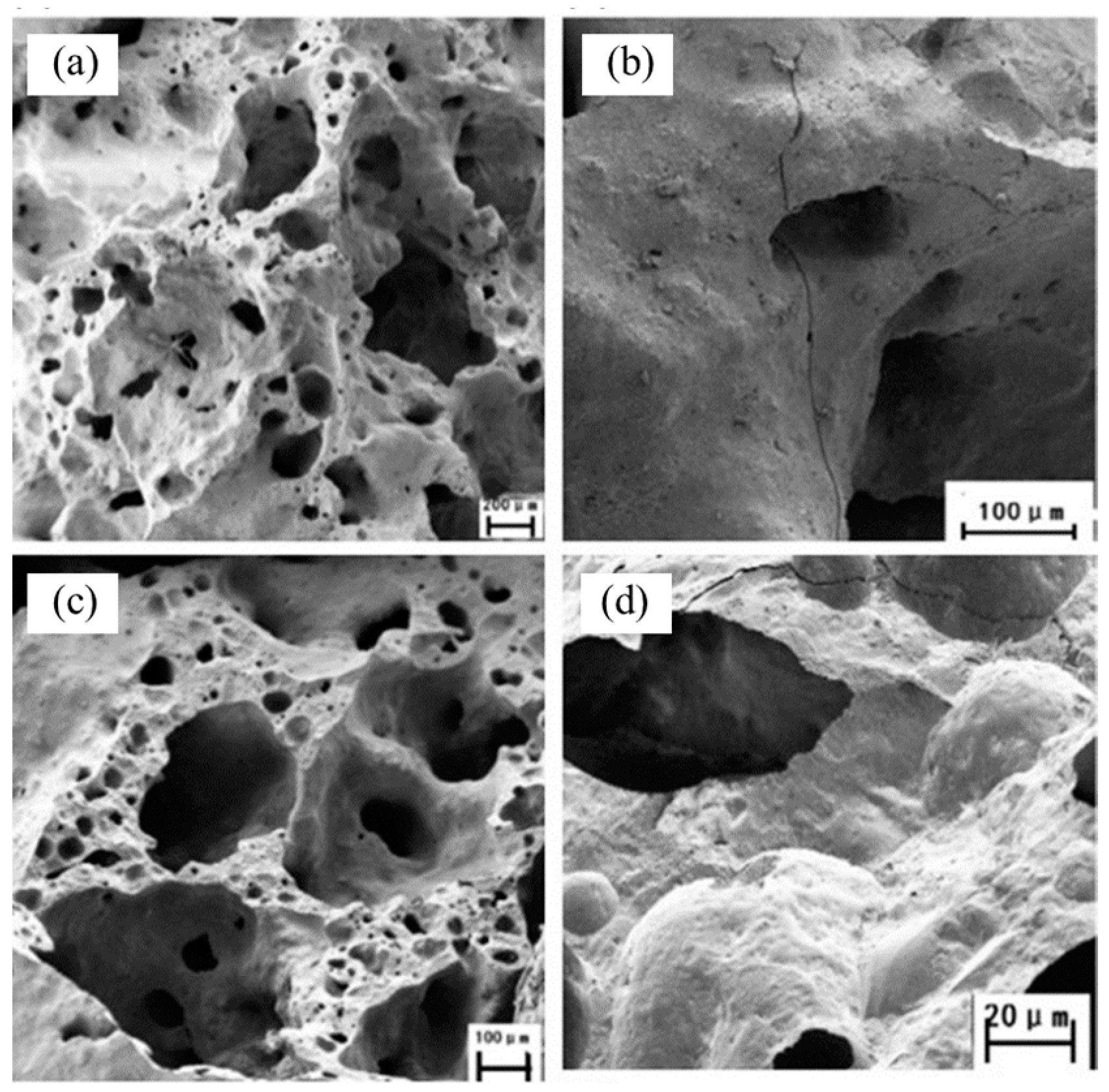
Building materials can be produced by utilizing the active components in ferrochrome slag. Zhang et al. [106] conducted a study on the production of lightweight aggregates using high-carbon ferrochrome slag and clay. The research investigated the impact of different cooling methods on the crystalline structure of material and the strength of aggregate. Figure 8 displays the inner structure of lightweight aggregates under different cooling methods. The slowly cooled aggregates had lower porosity and smaller average pore size. The aggregates form a continuous structural framework, which can avoid cracks penetrating into neighboring voids. Therefore, slow cooling is favorable to improve the strength of aggregates.
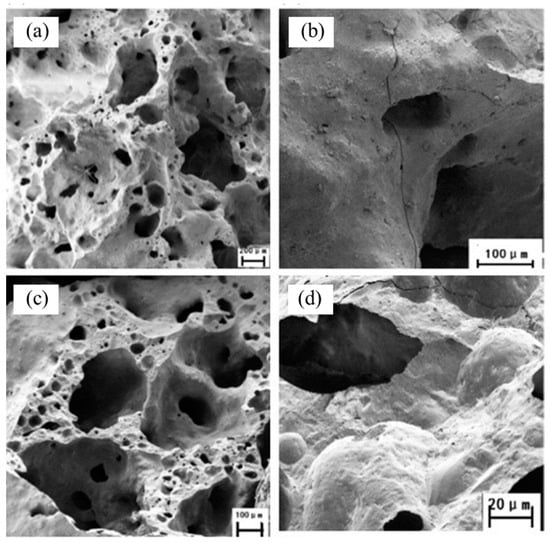
Figure 8.
Inner structure of lightweight aggregate in different cooling methods: (a) slow cooling—morphology; (b) slow cooling—crack; (c) rapid cooling—morphology; and (d) rapid cooling—crack [106].
Heat-resistant concrete prepared by carbon-containing ferrochrome alloy slag has a compressive strength of up to 25.8 MPa on liquid glass [107]. Ferrochrome alloy slag can not only be used as a coarse aggregate for the preparation of geopolymer mixture concrete but also significantly exceeds ordinary geopolymer concrete in terms of compressive strength, flexural strength, and splitting tensile properties [65,108]. In addition, the use of ferrochrome slag as a fine aggregate to partially replace natural aggregates for the preparation of ordinary concrete also significantly improved the mechanical properties of aggregate [109].
The application of industrial waste materials (such as ferrochrome dust, stainless steel slag, and ferrochrome slag) in producing building materials has obvious advantages, such as improving the mechanical properties of building materials and reducing environmental pollution. These materials can enhance the strength and durability of concrete while reducing the reliance on traditional resources. However, challenges (such as the potential leaching of heavy metals and a decrease in durability) need to be solved through proper treatment and adherence to guidelines. Further research is necessary to optimize the application of waste materials and ensure safe and sustainable practices in the construction industry.
4.3. Glass–Ceramic
Glass–ceramic is a polycrystalline composite material obtained by the crystallization treatment of basic glass, which has exceptional resistance to acids and alkalis, outstanding wear resistance, high hardness, and superior strength [110]. Employing chromium-containing waste slag to produce glass–ceramic has the advantages of a large treatment capacity, readily available raw materials, low cost, and high added value, which has a promising application prospect [111]. Moreover, the MgCr2O4 spinel, Cr2O3, Fe2O3, and CaF2 in chromium-containing metallurgical dust and slag can act as nucleating agents to promote the formation of diopside glass–ceramic [112]. It should be noted that these compounds can prevent Cr(III) from being oxidated into Cr(VI) at the elevated temperature in the process of producing glass–ceramic [112].
Zhang et al. [113] utilized AOD stainless steel slag to produce chromium-containing glass–ceramic and evaluated the leaching toxicity of the produced glass–ceramic. All the prepared glass–ceramics met the construction industry’s requirements for building materials when the stainless steel slag content ranged from 40 wt% to 80 wt%. The glass–ceramic has the highest flexural strength (137.83 MPa) and exhibited favorable resistance to acid and alkali when the added stainless steel slag content was 50 wt%. The valence of leached chromium was main +3. These findings highlight that utilizing stainless steel slag as the raw material for producing glass–ceramic is an effective method of immobilizing the chromium element within the slag.
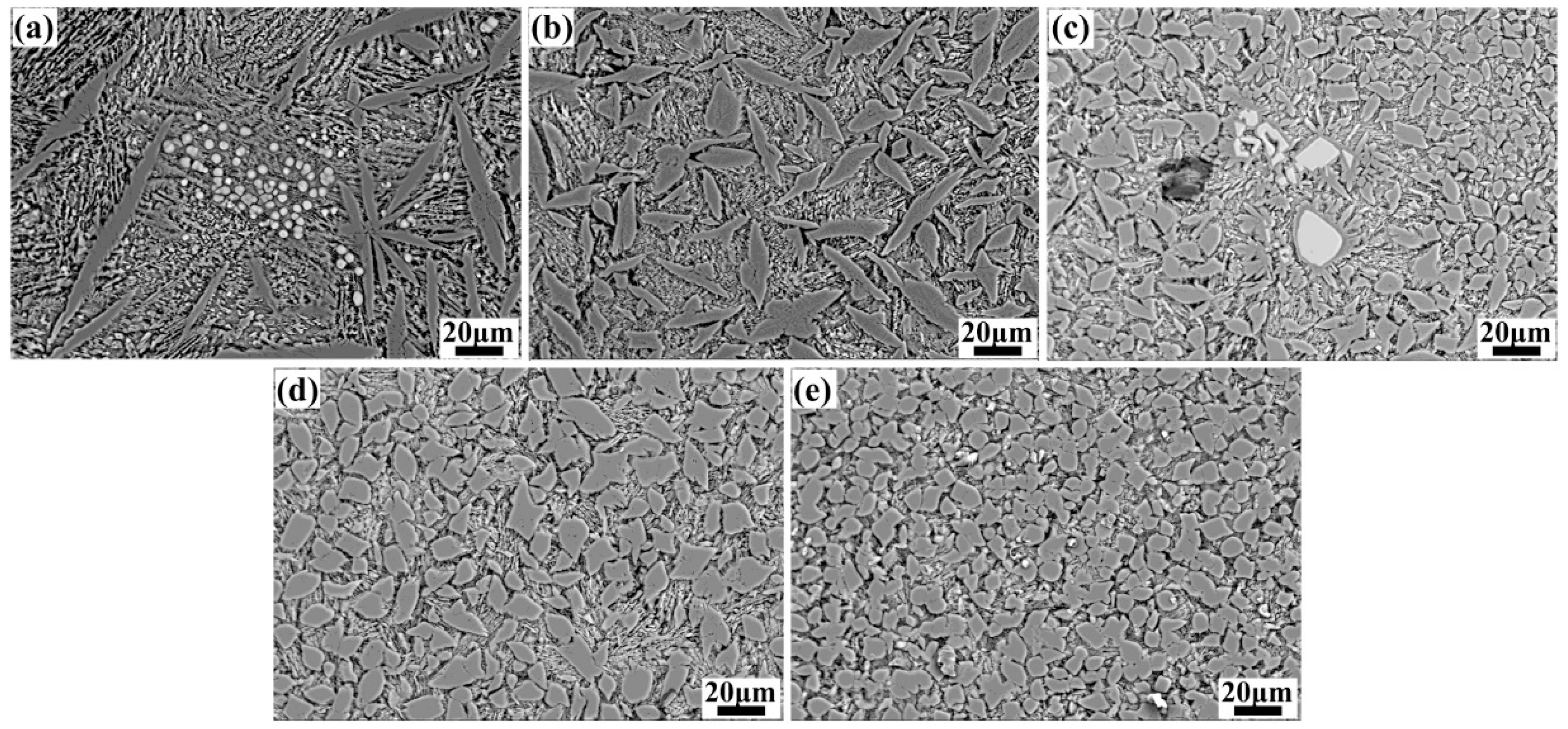
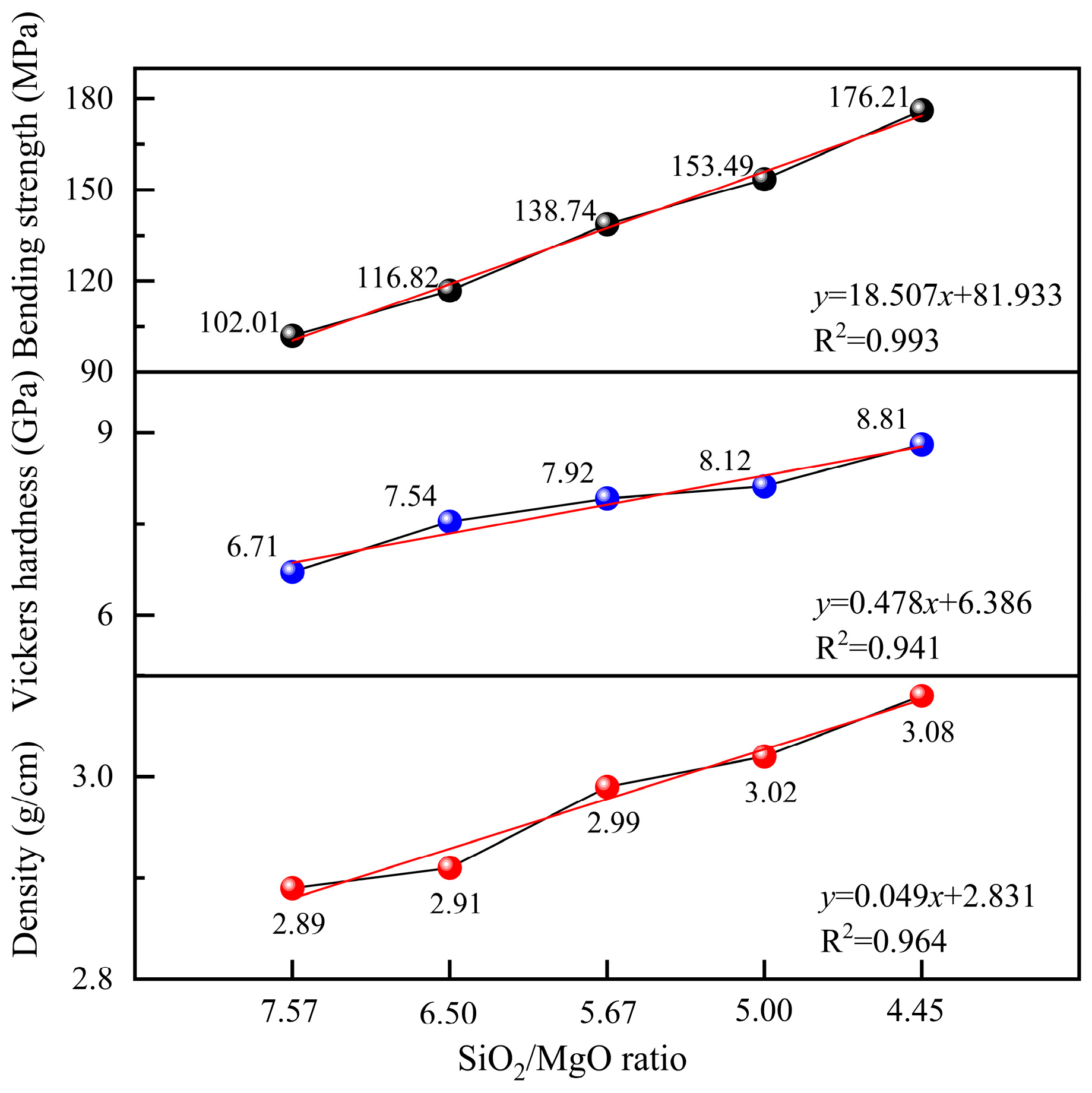
Deng et al. [114,115] prepared CaO-SiO2-Al2O3-MgO-type wollastonite- orthopyroxene glass–ceramic by using stainless steel slag and investigated the influence of SiO2/MgO mass ratio on the crystallization behavior, crystalline phases, structure and properties of the produced glass–ceramic. The effects of different SiO2/MgO mass ratios on the microstructure and physicochemical properties of stainless steel slag microcrystalline glass are shown in Figure 9 and Figure 10, respectively. The glass–ceramic with a SiO2/MgO mass ratio of 4.45 and a density of 3.08 g/cm3 exhibited the best mechanical properties with a flexural strength of 176.21 MPa and a microhardness of 8.81 GPa.
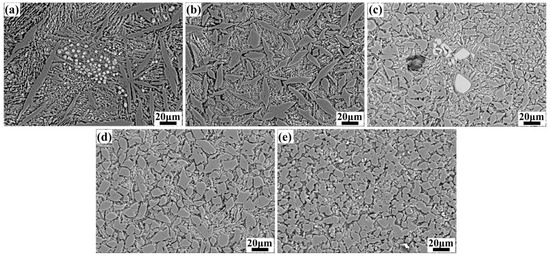
Figure 9.
SEM images of the stainless steel slag glass–ceramics with different SiO2/MgO mass ratios: (a) S/M = 7.57, (b) S/M = 6.50, (c) S/M = 5.67, (d) S/M = 5.00, and (e) S/M = 4.45 [114].
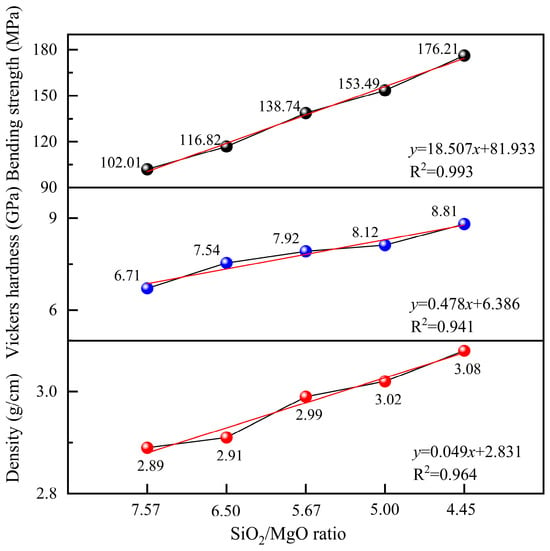
Figure 10.
Physicochemical performance of the stainless steel slag glass ceramics with different SiO2/MgO ratios.
Several studies have been devoted to preparing glass–ceramic using the raw materials of ferrochrome slag, waste glass, quartz sand, and electrolytic manganese slag. The glass–ceramic has excellent performance in physical and chemical properties, its heavy metal leaching rate especially meets the national standard, and its comprehensive performance exceeds that of traditional building decoration materials [71,116,117]. It not only provides an effective way to prepare high-performance glass–ceramic and expands the application prospect of architectural decorative materials but also solves the problem of ferrochrome slag stockpiling.
4.4. Refractory Materials
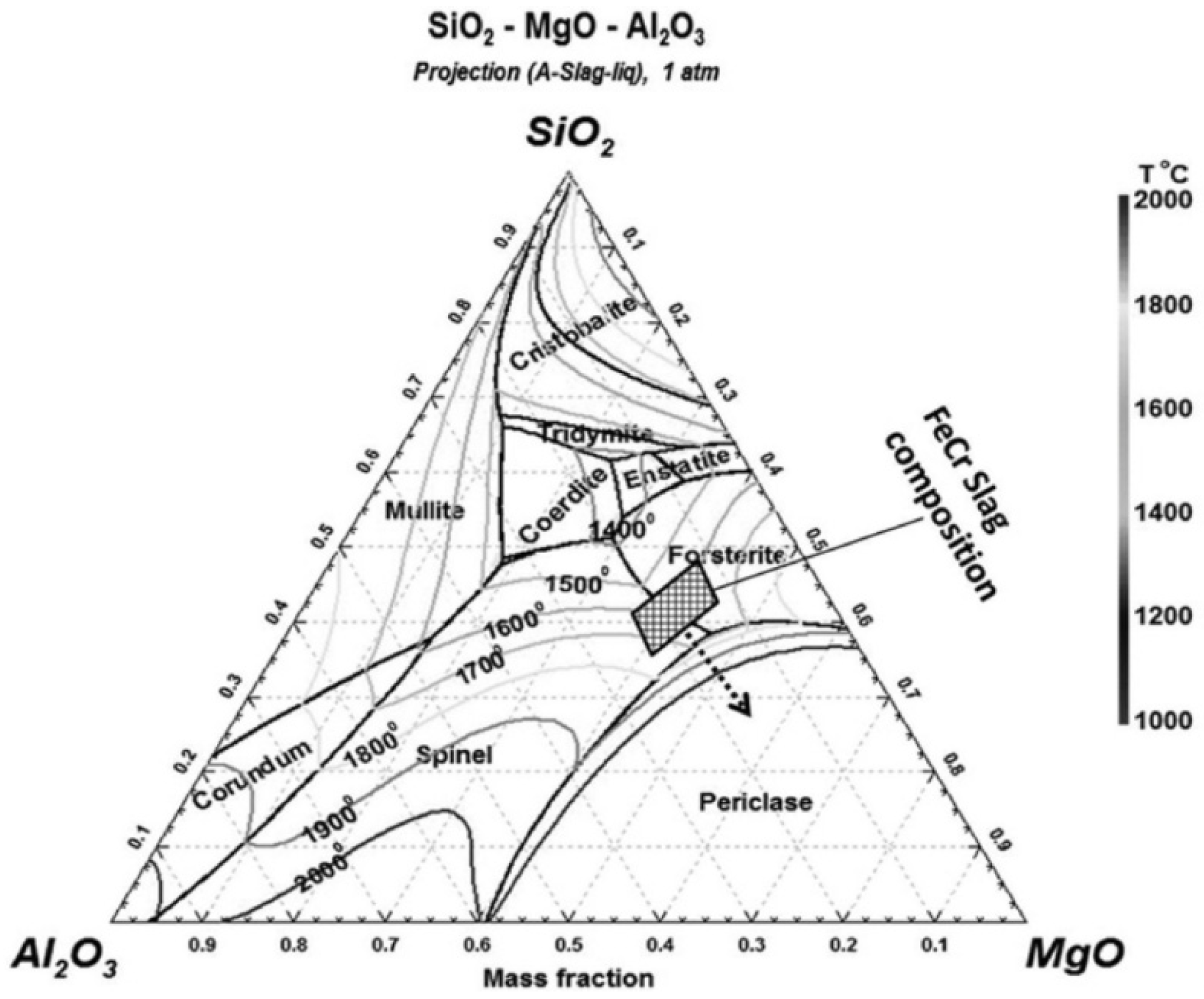
According to the phase diagram, as shown in Figure 11 [118], and the chemical composition of ferrochrome slag, ferrochrome slag can be used to produce refractory materials and metallurgical auxiliaries. Marjaana et al. [66] prepared refractory casting materials by utilizing ferrochrome slag as an aggregate and industrial calcium aluminate cement as a binder. The prepared refractory casting materials achieved a remarkably low thermal conductivity of 1.3 W/m·K and a coefficient of thermal expansion as low as αRT-1100 °C = 8.6 × 10−6 1/K. Their thermal properties are better than those of commercial refractories.
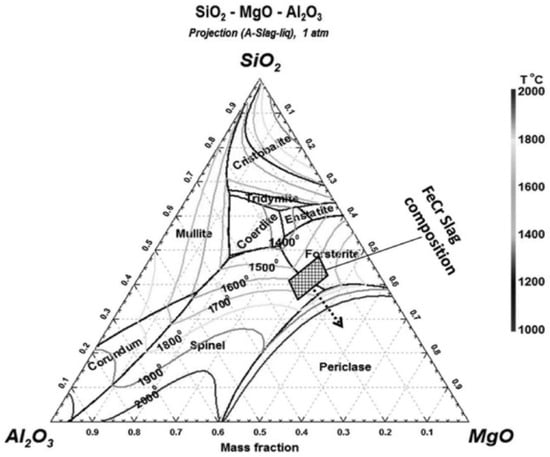
Figure 11.
Ternary phase diagram of ferrochrome alloy slag composition range [118].
Feng et al. [119] developed magnesia-olivine spinel complex phase materials using high-carbon ferrochrome slag. At a sintering temperature of 1200 °C, the specimens exhibited a room temperature compressive strength of 108.8 MPa, a thermal shock resistance eight times greater, and a leaching concentration of total Cr at 0.14 mg/L. Sahu et al. [118] applied magnesia, olivine, magnesite and spinel, and ferrochrome slag to produce high-temperature refractories whose refractory temperature exceeded 1665 °C.
Li et al. [120] used ferrochrome slag and sintered magnesium sand as the main raw materials to prepare alkaline refractories. The results revealed that when the addition of ferrochrome alloy slag was 70 wt% and magnesium sand was 30 wt%, the load softening temperature of the test refractory bricks could reach the standard of MZ-91 ordinary magnesium refractory bricks (1560 °C), and the thermal stability and compressive strength of the test refractory bricks were better than that of MZ-91 grade magnesium refractory bricks. Therefore, it is reasonable and feasible to use ferrochrome alloy slag as raw material for producing refractory materials.
4.5. Carbonation Process
Considering global warming and the policy of peak carbon dioxide emissions and carbon neutrality, the gradual development and utilization of carbon storage materials are promising. Wang et al. [54] analyzed the chemical compositions, phases, and leaching toxicity of stainless steel slag that has been stored for ten years. The results showed that the surface of stored slag had the highest degree of carbonation and the weakest chromium leaching toxicity. The chemical composition of intermediate stored slag was similar to that of the original slag. Besides Mg, various deposits of other elements were found in the bottom stored stainless steel slag.
In order to determine the optimal parameters for the carbonization of stainless steel slag, Santos et al. [60] evaluated the impact of experimental methods of non-pressured film carbonization and pressurized slurry carbonization on the carbonization conversion of stainless steel slag. The leaching of the heavy metal Cr and the ability of stainless steel slag to capture CO2 to a level of 0.26 g/g were both found to be below permissible limits for safe waste reuse. The carbonation process is a simpler treatment with lower energy consumption, whereas slurry carbonation offers better mineral carbonation conversion and ideal treatment consistency for commercial applications. Tao et al. [56] also investigated the influence of stirring speed and reaction temperature on the carbonation of AOD slag using pressured slurry carbonation. The results showed that the carbonation rate of AOD slag reached up to 66.7% at a liquid–solid ratio of 8:1, a partial pressure of CO2 of 0.2 MPa, a stirring speed of 450 r/min, and a reaction temperature of 80 °C.
5. Conclusions
Chromium-containing metallurgical dust and slag are characterized by the presence of heavy metal elements, such as Cr, Zn, and Pb, which can lead to environmental pollution and pose risks to human health when stored in large quantities over extended periods. Furthermore, such storage practices result in resource wastage.
Currently, global treatment technologies for chromium-containing metallurgical dust and slag primarily focus on two approaches: harmless treatment technology and comprehensive resource utilization technology. Harmless treatment technology employs pyrometallurgical treatment, hydrometallurgical treatment, magnetic separation techniques, and stabilization/solidification techniques to recycle valuable components in the dust and slag, aiming to minimize their environmental impact. In addition, the comprehensive resource utilization technology utilizes the physicochemical properties of chromium-containing metallurgical dust and slag to produce high additional value products, such as ceramic pigments, construction materials, glass–ceramic, refractory materials, and raw materials in the ferrous industry. This approach not only maximizes the utilization of various elements in solid waste but also alleviates the shortage of natural resources typically required for the production of raw materials, such as cement, concrete, glass–ceramic, and refractory materials.
However, comprehensive resource utilization technology faces some challenges, including the low utilization rate of chromium-containing metallurgical dust and slag, immature technology, and limited capacity for production. Therefore, in order to enhance the efficient utilization of resources and solve the issue of chromium-containing solid waste accumulation, it is necessary to conduct research aimed at improving the processing techniques for chromium smelting dust and slag. This effort should strive to maximize the purity of metal recovery while minimizing the generation of secondary pollutants, ultimately reducing the adverse environmental impact. Simultaneously, higher-value added products can be produced, such as the preparation of geopolymers, the compression of bricks, and the development of porous particulate sound-absorbing materials, which will contribute to effectively reducing the accumulation of chromium-containing metallurgical solid waste, enhancing resource utilization efficiency, and concurrently creating new products with potential market value.
Author Contributions
The manuscript was written through the contributions of all authors. G.M.: conceptualization, investigation, and supervision. G.M. and J.X.: writing—original draft and image processing. J.X., M.L. and X.Z.: validation, resources, investigation, and writing—review and editing. G.M., J.X., M.L., D.Z. and Y.H.: verification and modification. All authors have read and agreed to the published version of the manuscript.
Funding
This research was supported by the Hubei Provincial International Science and Technology Cooperation Program and the Hubei Provincial Key Laboratory for New Processes of Ironmaking and Steelmaking (Grant No. KF-20-3).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Zhao, Q.; Liu, K.; Sun, L.F.; Liu, C.J.; Jiang, M.F.; Saxén, H.; Zevenhoven, R. Towards carbon sequestration using stainless steel slag via phase modification and co-extraction of calcium and magnesium. Process Saf. Environ. Prot. 2020, 133, 73–81. [Google Scholar] [CrossRef]
- Habib, A.; Bhatti, H.N.; Iqbal, M. Metallurgical processing strategies for metals recovery from industrial slags. Z. Phys. Chem. 2020, 234, 201–231. [Google Scholar] [CrossRef]
- Liu, P.J.; Liu, Z.G.; Chu, M.S.; Yan, R.J.; Li, F.; Tang, J.; Feng, J. Efficient utilization of stainless steel dust and chromium-containing slag by carbothermal girect reduction: Synergistic mechanism and optimization analysis. J. Sustain. Metall. 2022, 8, 1877–1891. [Google Scholar] [CrossRef]
- Rieger, J.; Schenk, J. Residual processing in the european steel industry: A technological overview. J. Sustain. Metall. 2019, 5, 295–309. [Google Scholar] [CrossRef]
- Guézennec, A.-G.; Huber, J.-C.; Patisson, F.; Sessiecq, P.; Birat, J.-P.; Ablitzer, D. Dust formation in electric arc furnace: Birth of the particles. Powder Technol. 2005, 157, 2–11. [Google Scholar] [CrossRef]
- Kim, E.; Spooren, J.; Broos, K.; Nielsen, P.; Horckmans, L.; Geurts, R.; Vrancken, K.C.; Quaghebeur, M. Valorization of stainless steel slag by selective chromium recovery and subsequent carbonation of the matrix material. J. Clean. Prod. 2016, 117, 221–228. [Google Scholar] [CrossRef]
- Liu, P.J.; Liu, Z.G.; Chu, M.S.; Yan, R.J.; Li, F.; Tang, J. New understanding on metal recovery of Fe, Ni and Cr during carbon-thermal reduction of stainless steel dust. Adv. Powder Technol. 2021, 32, 4273–4285. [Google Scholar] [CrossRef]
- Shen, H.; Forssberg, E.; Nordström, U. Physicochemical and mineralogical properties of stainless steel slags oriented to metal recovery. Resour. Conserv. Recycl. 2004, 40, 245–271. [Google Scholar] [CrossRef]
- Lin, Y.; Yan, B.J.; Fabritius, T.; Shu, Q.F. Immobilization of chromium in stainless steel slag using low zinc electric arc furnace dusts. Metall. Mater. Trans. B 2020, 51, 763–775. [Google Scholar] [CrossRef]
- Bru, K.; Seron, A.; Morillon, A.; Algermissen, D.; Lerouge, C.; Menad, N. Characterization of a chromium-bearing carbon steel electric arc furnace slag after magnetic separation to determine the potential for iron and chromium recovery. Minerals 2021, 12, 47. [Google Scholar] [CrossRef]
- Liu, P.J.; Liu, Z.G.; Chu, M.S.; Yan, R.J.; Li, F.; Tang, J.; Feng, J. Detoxification and comprehensive recovery of stainless steel dust and chromium containing slag: Synergistic reduction mechanism and process parameter optimization. Process Saf. Environ. Prot. 2022, 164, 678–695. [Google Scholar] [CrossRef]
- Niemelä, P.; Kauppi, M. Production, characteristics and use of ferrochromium slags. In Proceedings of the INFACON XI, New Delhi, India, 18–21 February 2007; pp. 171–179. [Google Scholar]
- Ma, G.J.; Ni, H.W.; Craig, A.G. Properties and formation mechanism of ferrochrome electric furnace dust. J. Wuhan Univ. Sci. Technol. (Nat. Sci. Ed.) 2006, 29, 443–445. (In Chinese) [Google Scholar]
- Niemel, P.; Krogerus, H.; Oikarinen, P. Formation, characteristics and utilisation of CO-gas formed in ferrochromium smelting. In Proceedings of the Tenth International Ferro Alloys Congress, Cape Town, South Africa, 1–4 February 2004. [Google Scholar]
- Kurtulus, C.; Kurtulus, R.; Kavas, T. Foam glass derived from ferrochrome slag and waste container glass: Synthesis and extensive characterizations. Ceram. Int. 2021, 47, 24997–25008. [Google Scholar] [CrossRef]
- Fares, A.I.; Sohel, K.M.A.; Al-Jabri, K.; Al-Mamun, A. Characteristics of ferrochrome slag aggregate and its uses as a green material in concrete—A review. Constr. Build. Mater. 2021, 294, 123552. [Google Scholar] [CrossRef]
- Berryman, E.J.; Paktunc, D. Cr(VI) formation in ferrochrome-smelter dusts. J. Hazard. Mater. 2022, 422, 126873. [Google Scholar] [CrossRef]
- Ri, S.; Chu, M.S. Separation of metal nugget from self-reduced product of coal composite stainless steel dust briquette. ISIJ Int. 2015, 55, 1565–1572. [Google Scholar] [CrossRef]
- Zhang, H.W.; Hong, X. An overview for the utilization of wastes from stainless steel industries. Resour. Conserv. Recycl. 2011, 55, 745–754. [Google Scholar]
- Aromaa, J.; Galfi, I.; Stefanova, A.; Forsén, O. Thermal treatment of stainless steel dusts for leaching. Acta Metall. Slovaca 2013, 19, 170–175. [Google Scholar] [CrossRef]
- Capobianco, O.; Costa, G.; Thuy, L.; Magliocco, E.; Hartog, N.; Baciocchi, R. Carbonation of stainless steel slag in the context of in situ Brownfield remediation. Miner. Eng. 2014, 59, 91–100. [Google Scholar] [CrossRef]
- Zhao, Q.Z.; Zeng, Y.N.; Li, J.G.; Wang, Y.J. Selective extraction of chromium from EAF stainless steel slag by pressurized oxidation in a NaOH solution. Mater. Trans. 2020, 61, 2030–2039. [Google Scholar] [CrossRef]
- Golik, V.I.; Klyuev, R.V.; Martyushev, N.V.; Zyukin, D.A.; Karlina, A.I. Technology for nonwaste recovery of tailings of the Mizur Mining and processing plant. Metallurgist 2023, 66, 1476–1480. [Google Scholar] [CrossRef]
- Laudal, D.A.; Benson, S.A.; Addleman, R.S.; Palo, D. Leaching behavior of rare earth elements in Fort Union lignite coals of North America. Int. J. Coal Geol. 2018, 191, 112–124. [Google Scholar] [CrossRef]
- Li, Z.Q.; Zhang, X.; Ma, G.J.; Muvunyi, R.A.; Zheng, D.L. Comparison of microwave and conventional processing stainless steelmaking dust to prepare black ceramic pigments. J. Ceram. Process. Res. 2022, 23, 344–349. [Google Scholar]
- Yuan, F.; Zhang, H.N.; Li, H.; Dong, J.H.; Xiong, H.H.; Xu, A.J. Recovery rates of iron, nickel, and chromium via iron-bath reduction of stainless steel dust briquettes based on corundum crucible erosion balance analysis. J. Iron Steel Res. Int. 2018, 25, 320–329. [Google Scholar] [CrossRef]
- Lin, X.L.; Peng, Z.W.; Yan, J.X.; Li, Z.X.; Hwang, J.Y.; Zhang, Y.B.; Li, G.G.; Jiang, T. Pyrometallurgical recycling of electric arc furnace dust. J. Clean. Prod. 2017, 149, 1079–1100. [Google Scholar] [CrossRef]
- Simonyan, L.M.; Zhuravleva, O.E.; Khil’Ko, A. The use of Plasma-arc for extraction of zinc and lead from the steelmaking dust. J. Chem. Sci. Technol. 2015, 4, 1–7. [Google Scholar]
- Liu, P.J.; Liu, Z.G.; Chu, M.S.; Tang, J.; Gao, L.H.; Yan, R.J. Green and efficient utilization of stainless steel dust by direct reduction and self-pulverization. J. Hazard. Mater. 2021, 413, 125403. [Google Scholar] [CrossRef]
- Zhang, Y.L.; Guo, W.M.; Jia, X.L. Reduction of chromium oxides in stainless steel dust. Int. J. Miner. Metall. Mater. 2015, 22, 573–581. [Google Scholar] [CrossRef]
- Li, Z.Q.; Zhang, X.; Ma, G.J.; Zheng, D.L.; He, R.X.; Du, T.Y. Effect of impurity components in stainless steel dust on the coloring properties of the prepared black ceramic pigments. J. Ceram. Process. Res. 2023, 24, 1–7. [Google Scholar]
- Ma, G.J.; Garbers-Craig, A.M. Stabilisation of Cr(VI) in stainless steel plant dust through sintering using silica-rich clay. J. Hazard. Mater. 2009, 169, 210–216. [Google Scholar] [CrossRef]
- Wu, T.; Zhang, Y.L.; Zhao, Z.; Yuan, F. Effects of Fe2O3 on reduction process of Cr-containing solid waste self-reduction briquette and relevant mechanism. Metals 2019, 9, 51. [Google Scholar] [CrossRef]
- Zhang, H.N.; Hui, L.; Dong, J.H.; Xiong, H.H. Optimization of the stainless steel dust briquette reduction process for iron, chromium, and nickel recovery. High Temp. Mater. Process. 2018, 37, 785–791. [Google Scholar] [CrossRef]
- Kukurugya, F.; Orac, D.; Takacova, Z.; Vindt, T.; Miskufova, A.; Havlik, T.; Kekki, A.; Aromaa, J.; Forsen, O. Chemical and structural characterization of steelmaking dust from stainless steel production. Proc. EMC 2011, 4, 1171–1183. [Google Scholar]
- Peng, B.; Peng, J. Physical and chemical characteristics of dust form electric arc furnace stainless steelmaking and mechanism of its formation. J. N. China Univ. Technol. 2003, 15, 34–40. (In Chinese) [Google Scholar]
- Lobel, J.; Peng, B.; Kozinski, J.; Bourassa, M. Pilot-scale direct recycling of flue dust generated in electric stainless steelmaking. Iron Steelmak. 2000, 27, 41–45. [Google Scholar]
- Ri, S.C.; Chu, M.S.; Chen, S.Y.; Liu, Z.G.; Hong, H. Self-reduction mechanism of coal composite stainless steel dust hot briquette. J. Iron Steel Res. Int. 2016, 23, 314–321. [Google Scholar] [CrossRef]
- Kim, G.; Sohn, I. Selective metal cation concentration during the solidification of stainless steel EAF dust and slag mixtures from high temperatures for increased Cr recovery. J. Hazard. Mater. 2018, 359, 174–185. [Google Scholar] [CrossRef]
- Wang, Z.Y.; Li, Q.J.; Yang, F.X.; Zhang, J.X.; Lu, X.G. Experimental study on stainless steel dust by reduction and enrichment for preparation raw material of powder metallurgy. Trans. Indian Inst. Met. 2020, 74, 119–127. [Google Scholar] [CrossRef]
- Ma, G.J. Cr (VI)-Containing Electri Furnace Dust and Filter Cake-Characteristics, Formation, Leachability and Stabilisation. Doctoral Dissertation, University of Pretoria, Pretoria, South Africa, 2006. [Google Scholar]
- Laforest, G.; Duchesne, J. Characterization and leachability of electric arc furnace dust made from remelting of stainless steel. J. Hazard. Mater. 2006, 135, 156–164. [Google Scholar] [CrossRef]
- Sofilic, T.; Rastovcan-Mioc, A.; Cerjan-Stefanovic, S.; Novosel-Radovic, V.; Jenko, M. Characterization of steel mill electric-arc furnace dust. J. Hazard. Mater. 2004, B109, 59–70. [Google Scholar] [CrossRef]
- Bulut, U.; Ozverdi, A.; Erdem, M. Leaching behavior of pollutants in ferrochrome arc furnace dust and its stabilization/solidification using ferrous sulphate and Portland cement. J. Hazard. Mater. 2009, 162, 893–898. [Google Scholar] [CrossRef] [PubMed]
- Giesekke, E.; Smit, J.; Viljoen, E.; Kruger, A.; Kruger, S.; Maine, C. Evaluation of solid-stabilized products made from Cr (VI)-containing ferrochrome bag-filter dust. In Waste Materials in Construction; Woolley, G.R., Goumans, J.J.J.M., Wainwrigh, P.J., Eds.; Elsevier: Amsterdam, The Netherlands, 2000; Volume 1, pp. 140–150. [Google Scholar]
- Mulange Wa Mulange, D.; Garbers-Craig, A.M. Stabilization of Cr(VI) from fine ferrochrome dust using exfoliated vermiculite. J. Hazard. Mater. 2012, 223–224, 46–52. [Google Scholar] [CrossRef] [PubMed]
- Acharya, P.K.; Patro, S.K. Use of ferrochrome ash (FCA) and lime dust in concrete preparation. J. Clean. Prod. 2016, 131, 237–246. [Google Scholar] [CrossRef]
- Lind, B.B.; FaÈllman, A.M.; Larsson, L.B. Environmental impact of ferrochrome slag in road construction. Waste Manag. 2001, 21, 255–264. [Google Scholar] [CrossRef] [PubMed]
- Das, B. Characterisation and beneficiation studies of charge chrome slag. Scand. J. Metall. 1997, 26, 153–157. [Google Scholar]
- Rosales, J.; Agrela, F.; Diaz-Lopez, J.L.; Cabrera, M. Alkali-activated stainless steel slag as a cementitious material in the manufacture of self-compacting concrete. Materials 2021, 14, 3945. [Google Scholar] [CrossRef] [PubMed]
- Sheen, Y.N.; Wang, H.Y.; Sun, T.H. A study of engineering properties of cement mortar with stainless steel oxidizing slag and reducing slag resource materials. Constr. Build. Mater. 2013, 40, 239–245. [Google Scholar] [CrossRef]
- Kamon, M.; Nontananandh, S.; Katsumi, T. Utilization of stainless-steel slag by cement hardening. J. Jpn. Soc. Soil Mech. Found. Eng. 1993, 33, 118–129. [Google Scholar] [CrossRef]
- Salman, M.; Cizer, Ö.; Pontikes, Y.; Santos, R.M.; Snellings, R.; Vandewalle, L.; Blanpain, B.; Van Balen, K. Effect of accelerated carbonation on AOD stainless steel slag for its valorisation as a CO2-sequestering construction material. Chem. Eng. J. 2014, 246, 39–52. [Google Scholar] [CrossRef]
- Wang, Y.J.; Zeng, Y.N.; Li, J.G.; Zhang, Y.Z.; Wang, W. Properties of ten-year-aged argon oxygen decarburization stainless steel slag. J. Iron Steel Res. Int. 2021, 28, 1233–1242. [Google Scholar] [CrossRef]
- Zhao, H.Q.; Qi, Y.H.; Shi, Y.L.; Na, X.Z.; Feng, H.L. Mechanism and prevention of disintegration of AOD stainless steel slag. J. Iron Steel Res. Int. 2013, 20, 26–30. [Google Scholar] [CrossRef]
- Tao, M.J.; Wang, Y.J.; Li, J.G.; Zeng, Y.N.; Liu, S.H.; Qin, S. Slurry-phase carbonation reaction characteristics of AOD stainless steel slag. Processes 2021, 9, 2266. [Google Scholar] [CrossRef]
- Wang, Y.J.; Zeng, Y.N.; Li, J.G.; Zhang, Y.Z. Cementitious behavior of argon oxygen decarburization stainless steel slag and its stabilization on chromium. Crystals 2020, 10, 876. [Google Scholar] [CrossRef]
- Zeng, Q.; Li, J.L.; Yu, Y.; Zhu, H.Y. Occurrence and leaching behavior of chromium in synthetic stainless steel slag containing FetO. Minerals 2021, 11, 1055. [Google Scholar] [CrossRef]
- Wang, Y.J.; Tao, M.J.; Li, J.G.; Zeng, Y.N.; Qin, S.; Liu, S.H. Carbonation of EAF stainless steel slag and its effect on chromium leaching characteristics. Crystals 2021, 11, 1498. [Google Scholar] [CrossRef]
- Santos, R.M.; Van Bouwel, J.; Vandevelde, E.; Mertens, G.; Elsen, J.; Van Gerven, T. Accelerated mineral carbonation of stainless steel slags for CO2 storage and waste valorization: Effect of process parameters on geochemical properties. Int. J. Greenh. Gas Control 2013, 17, 32–45. [Google Scholar] [CrossRef]
- Liu, M.K.; Ma, G.J.; Zhang, X.; Liu, J.J.; Wang, Q. Preparation of black ceramic tiles using waste copper slag and stainless steel slag of electric arc furnace. Materials 2020, 13, 776. [Google Scholar] [CrossRef]
- Adegoloye, G.; Beaucour, A.L.; Ortola, S.; Noumowe, A. Mineralogical composition of EAF slag and stabilised AOD slag aggregates and dimensional stability of slag aggregate concretes. Constr. Build. Mater. 2016, 115, 171–178. [Google Scholar] [CrossRef]
- Adegoloye, G.; Beaucour, A.L.; Ortola, S.; Noumowé, A. Concretes made of EAF slag and AOD slag aggregates from stainless steel process: Mechanical properties and durability. Constr. Build. Mater. 2015, 76, 313–321. [Google Scholar] [CrossRef]
- Miao, X.W.; Bai, Z.T.; Lu, G.H.; Liu, L.; Guo, M.; Cheng, F.Q.; Zhang, M. Review of comprehensive utilization of typical ferroalloy slags. Chin. J. Eng. 2020, 42, 663–679. (In Chinese) [Google Scholar]
- Jena, S.; Panigrahi, R. Performance assessment of geopolymer concrete with partial replacement of ferrochrome slag as coarse aggregate. Constr. Build. Mater. 2019, 220, 525–537. [Google Scholar] [CrossRef]
- Karhu, M.; Talling, B.; Piotrowska, P.; Matas Adams, A.; Sengottuvelan, A.; Huttunen-Saarivirta, E.; Boccaccini, A.R.; Lintunen, P. Ferrochrome slag feasibility as a raw material in refractories: Evaluation of thermo-physical and high temperature mechanical properties. Waste Biomass Valorization 2020, 11, 7147–7157. [Google Scholar] [CrossRef]
- Bryce-Smith, D. Chromium in the natural and human environments. Endeavour 1989, 13, 45. [Google Scholar] [CrossRef]
- Ma, G.J.; Garbers-Craig, A.M. Cr(VI) containing electric furnace dusts and filter cake from a stainless steel waste treatment plant: Part 2—Formation mechanisms and leachability. Ironmak. Steelmak. 2006, 33, 238–244. [Google Scholar] [CrossRef]
- Zhou, X.T.; Hao, X.T.; Ma, Q.M.; Luo, Z.Q.; Zhang, M.Q.; Peng, J.H. Effects of compound chemical activators on the hydration of low-carbon ferrochrome slag-based composite cement. J. Environ. Manag. 2017, 191, 58–65. [Google Scholar] [CrossRef]
- Bai, Z.T.; Qiu, G.B.; Peng, B.; Guo, M.; Zhang, M. Synthesis and characterization of glass-ceramics prepared from high-carbon ferrochromium slag. RSC Adv. 2016, 6, 52715–52723. [Google Scholar] [CrossRef]
- Hao, X.T. Preparation of Low Temperature Ceramic Cementitious Materials by Activation of Ferrochrome Slag. Master’s Thesis, Kunming University of Science and Technology, Kunming, China, 2016. (In Chinese). [Google Scholar]
- Cabrera-Real, H.; Romero-Serrano, A.; Zeifert, B.; Hernandez-Ramirez, A.; Hallen-Lopez, M.; Cruz-Ramirez, A. Effect of MgO and CaO/SiO2 on the immobilization of chromium in synthetic slags. J. Mater. Cycles Waste Manag. 2012, 14, 317–324. [Google Scholar] [CrossRef]
- Li, X.M.; Zhao, J.X.; Cui, Y.R.; Yang, J. The comprehensive utilization of EAF dust and pickling sludge of stainless steel works. Mater. Sci. Forum 2009, 620–622, 603–606. [Google Scholar] [CrossRef]
- Doronin, I.; Svyazhin, A. Commercial methods of recycling dust from steelmaking. Metallurgist 2011, 54, 673–681. [Google Scholar] [CrossRef]
- Aromaa, J.; Kekki, A.; Stefanova, A.; Makkonen, H.; Forsén, O. New hydrometallurgical approaches for stainless steel dust treatment. Miner. Process. Extr. Metall. 2016, 125, 242–252. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, Y.; Cui, K.; Fu, T.; Gao, J.; Hussain, S.; AlGarni, T.S. Pyrometallurgical recovery of zinc and valuable metals from electric arc furnace dust—A review. J. Clean. Prod. 2021, 298, 126788. [Google Scholar] [CrossRef]
- Yakornov, S.A.; Pan’shin, A.M.; Kozlov, P.A.; Ivakin, D.A. Development of charge pelletizing technology based on electric arc furnace dust for pyrometallurgical processing in Rotary Kilns. Metallurgist 2017, 61, 529–534. [Google Scholar] [CrossRef]
- Hara, Y.; Ishiwata, N.; Itaya, H.; Matsumoto, T. Smelting reduction process with a coke packed bed for steelmaking dust recycling. ISIJ Int. 2000, 40, 231–237. [Google Scholar] [CrossRef]
- Shinji, H.; Haruo, K.; Yoshiaki, H. Development of a smelting reduction process for recycling steelmaking dust. Kawasaki Steel Tech. Rep. 1998, 38, 31–37. [Google Scholar]
- Von Billerbeck, E.; Ruh, A.; Kim, D.S. Verarbeitung von filterstäuben aus der elektrostahlerzeugung im wälzprozess. Miner. Nebenprodukte Und Abfälle. Neuruppin TK Verl. Karl J. Thomé-Kozmiensky 2014, 1, 387–398. [Google Scholar]
- Hanewald, R.H.; Dombrowski, D.E. Recovery of metals from steel wastes and production of DRI by the INMETCO process. Iron Steel Eng. 1985, 62, 62–67. [Google Scholar]
- Money, K.; Hanewald, R.; Bleakney, R. Processing Steel Waste Pyrometallurgically at INMETCO. In Proceedings of the 4th International Symposium on Recycling of Metals and Engineered Materials, Pittsburgh, PA, USA, 22–25 October 2000; pp. 397–408. [Google Scholar]
- Gomez, E.; Rani, D.A.; Cheeseman, C.R.; Deegan, D.; Wise, M.; Boccaccini, A.R. Thermal plasma technology for the treatment of wastes: A critical review. J. Hazard. Mater. 2009, 161, 614–626. [Google Scholar] [CrossRef]
- Dutra, A.J.B.; Paiva, P.R.P.; Tavares, L.M. Alkaline leaching of zinc from electric arc furnace steel dust. Miner. Eng. 2006, 19, 478–485. [Google Scholar] [CrossRef]
- Olper, M.; Maccagni, M. Electrolytic Zinc Production from Crude Zinc Oxides with the Ezinex® Process; Recycling of Metals and Engineercd Materials: Warrendale, PA, USA, 2000; pp. 379–397. [Google Scholar]
- Zunkel, A.D. Recovering Zinc and Lead from Electric Arc Furnace Dust: A Technology Status Report; Recycling of Metals and Engineercd Materials: Warrendale, PA, USA, 2000; pp. 227–236. [Google Scholar]
- Nakamura, T.; Shibata, E.; Takasu, T.; Itou, H. Basic consideration on EAF dust treatment using hydrometallurgical processes. Resour. Process. 2008, 55, 46–53. [Google Scholar] [CrossRef]
- Strobos, J.G.; Friend, J.F.C. Zinc recovery from baghouse dust generated at ferrochrome foundries. Hydrometallurgy 2004, 74, 165–171. [Google Scholar] [CrossRef]
- Chen, K.; Li, C.; Gu, J.Q.; He, X.F.; Tian, Z.Q. Experimental studv on resource utilization of chromium in ferrochrome dust. Sichuan Environ. 2022, 41, 1–4. (In Chinese) [Google Scholar]
- Adamczyk, B.; Brenneis, R.; Adam, C.; Mudersbach, D. Recovery of chromium from AOD-converter slags. Steel Res. Int. 2010, 81, 1078–1083. [Google Scholar] [CrossRef]
- Takamitsu, N.; Kunihiko, N.; Katsumi, M. Recovery rate of chromium from stainless slag by iron melts. ISIJ Int. 2007, 44, 665–672. [Google Scholar]
- Kim, E.; Spooren, J.; Broos, K.; Nielsen, P.; Horckmans, L.; Vrancken, K.C.; Quaghebeur, M. New method for selective Cr recovery from stainless steel slag by NaOCl assisted alkaline leaching and consecutive BaCrO4 precipitation. Chem. Eng. J. 2016, 295, 542–551. [Google Scholar] [CrossRef]
- Bai, Z.T.; Zhang, Z.A.; Guo, M.; Hou, X.M.; Zhang, M. Magnetic separation and extraction chrome from high carbon ferrochrome slag. Mater. Res. Innov. 2015, 19, S2-113–S2-118. [Google Scholar] [CrossRef]
- Qiu, W.J.; Gu, Y. Selection of jigging system for ferrochromium in recovered slag. Ferro-Alloys 1988, 39–42. (In Chinese) [Google Scholar]
- Sripriya, R.; Murty, C.V.G.K. Recovery of metal from slag/mixed metal generated in ferroalloy plants-a case study. Int. J. Miner. Process. 2005, 75, 123–134. [Google Scholar] [CrossRef]
- Yao, Z.; Qu, Y.; Luo, H.J.; Sun, X.; Li, J.Z.; Gong, X.Q. Jigging-remelting mothod to recover alloys contained inferrochrome slag. J. Mater. Metall. 2022, 21, 402–407. (In Chinese) [Google Scholar]
- Li, Z.Q.; Zhang, X.; Ma, G.J.; Zheng, D.L.; Xu, J.; Xu, J. Effect of the Fe/Cr molar ratio and calcination temperature on the preparation of black ceramic pigment with stainless steel dust assisted by microwave processing. J. Clean. Prod. 2022, 372, 133751. [Google Scholar] [CrossRef]
- Li, Z.Q.; Zhang, X.; Ma, G.J.; Zheng, D.L.; Du, T.Y.; He, R.X. Effect of the nickel molar content on the preparation and properties of spinel-type black ceramic pigment by microwave processing from stainless steelmaking dust. Mater. Today Commun. 2022, 32, 104151. [Google Scholar] [CrossRef]
- Liu, M.K.; Ma, G.J.; Zhang, X.; Zheng, D.L.; Li, Z.Q. Preparation and coloring mechanism of cobalt-free black ceramic pigments from stainless steelmaking dust. Mater. Today Commun. 2022, 33, 104609. [Google Scholar] [CrossRef]
- Rives, V.; Pérez-Bernal, M.E.; Ruano-Casero, R.J.; Nebot-Díaz, I. Development of a black ceramic pigment from non stoichiometric hydrotalcites. J. Eur. Ceram. Soc. 2012, 32, 975–987. [Google Scholar] [CrossRef]
- U.S. Geological Survey. Mineral Commodity Summaries; U.S. Geological Survey: Reston, VA, USA, 2023.
- Imbabi, M.S.; Carrigan, C.; McKenna, S. Trends and developments in green cement and concrete technology. Int. J. Sustain. Built Environ. 2012, 1, 194–216. [Google Scholar] [CrossRef]
- Salman, M.; Dubois, M.; Maria, A.D.; Van Acker, K.; Van Balen, K. Construction materials from stainless steel slags: Technical aspects, environmental benefits, and economic opportunities. J. Ind. Ecol. 2016, 20, 854–866. [Google Scholar] [CrossRef]
- Iacobescu, R.I.; Angelopoulos, G.N.; Jones, P.T.; Blanpain, B.; Pontikes, Y. Ladle metallurgy stainless steel slag as a raw material in Ordinary Portland Cement production: A possibility for industrial symbiosis. J. Clean. Prod. 2016, 112, 872–881. [Google Scholar] [CrossRef]
- Rosales, J.; Agrela, F.; Entrenas, J.A.; Cabrera, M. Potential of stainless steel slag waste in manufacturing self-compacting concrete. Materials 2020, 13, 2049. [Google Scholar] [CrossRef]
- Zhang, S.H.; Liu, L.B.; Tan, K.F.; Zhang, L.H.; Tang, K.J. Influence of burning temperature and cooling methods on strength of high carbon ferrochrome slag lightweight aggregate. Constr. Build. Mater. 2015, 93, 1180–1187. [Google Scholar] [CrossRef]
- Zuginisov, M.T.; Myrzahmetov, M.M.; Sartayev, D.T.; Orynbekov, E.S. Heat-resistant ferrochrome slag based concrete. Mag. Civ. Eng. 2014, 51, 38–45. [Google Scholar] [CrossRef]
- Jena, S.; Panigrahi, R. Feasibility study of the properties of geopolymer concrete with ferrochrome slag and silica fume. Mater. Today Proc. 2021, 38, 2476–2480. [Google Scholar] [CrossRef]
- Islam, M.Z.; Sohel, K.M.A.; Al-Jabri, K.; Al Harthy, A. Properties of concrete with ferrochrome slag as a fine aggregate at elevated temperatures. Case Stud. Constr. Mater. 2021, 15, e00599. [Google Scholar] [CrossRef]
- Zhu, X.P.; Huo, Y.D.; Zhao, R.M.; Wu, H.; Li, F.B.; Sun, S.C.; Liu, C. One-step microcrystalline glass preparation using smelting slag from waste automobile three-way catalysts through iron collection. Appl. Sci. 2022, 12, 11723. [Google Scholar] [CrossRef]
- Zhang, H.J.; Zhao, W.G.; Li, F.L.; Duan, H.J.; Zhang, S.W. Preparation and erosion resistance of CaO-Al2O3-MgO-SiO2 microcrystalline glass ceramics. Rare Met. Mater. Eng. 2015, 44, 277–280. [Google Scholar]
- OuYang, S.L.; Zhang, Y.X.; Chen, Y.X.; Zhao, Z.W.; Wen, M.; Li, B.W.; Shi, Y.; Zhang, M.Z.; Liu, S.L. Preparation of glass-ceramics using chromium-containing stainless steel slag: Crystal structure and solidification of heavy metal chromium. Sci. Rep. 2019, 9, 1964. [Google Scholar] [CrossRef] [PubMed]
- Zhang, S.; Zhang, Y.L.; Qu, Z.M. Physicochemical property and chromium leaching behavior in different environments of glass ceramics prepared from AOD stainless steel slag. J. Alloys Compd. 2019, 805, 1106–1116. [Google Scholar] [CrossRef]
- Deng, L.B.; Yun, F.; Jia, R.D.; Li, H.; Jia, X.L.; Shi, Y.; Zhang, X.F. Effect of SiO2/MgO ratio on the crystallization behavior, structure, and properties of wollastonite-augite glass-ceramics derived from stainless steel slag. Mater. Chem. Phys. 2020, 239, 122039. [Google Scholar] [CrossRef]
- Deng, L.B.; Wang, S.; Zhang, Z.; Li, Z.H.; Jia, R.D.; Yun, F.; Li, H.; Ma, Y.H.; Wang, W.C. The viscosity and conductivity of the molten glass and crystallization behavior of the glass ceramics derived from stainless steel slag. Mater. Chem. Phys. 2020, 251, 123159. [Google Scholar] [CrossRef]
- Wang, R.X. Research on Preparation of Glass-Ceramics from Ferrochromium Slag by Sintering. Master’s Thesis, Inner Mongolia University of Science and Technology, Baotou, China, 2022. (In Chinese). [Google Scholar]
- Wang, J.Q.; Han, F.L.; Xin, Z.B.; Yang, B.G.; Zheng, B. Effect of ferrochromium slag doping content on the structure and properties of glass-ceramics from electrolytic manganese slag. China Ceram. 2022, 58, 46–52. (In Chinese) [Google Scholar]
- Sahu, N.; Biswas, A.; Kapure, G.U. Development of refractory material from water quenched granulated ferrochromium slag. Miner. Process. Extr. Metall. Rev. 2016, 37, 255–263. [Google Scholar] [CrossRef]
- Feng, Z.C.; Zhao, Z.H.; Han, H.S.; Li, Y.Y.; Ma, J.H.; Yang, Y. Study on the properties of forsterite-spinel composite materials prepared by high carbon ferrochrome slag. Refractories 2021, 55, 491–497. (In Chinese) [Google Scholar]
- Li, Z.J.; Sun, J.L. The refractory material for ferromanganese ladle lining is made by using carbon ferrochrome slag. Refractories 1999, 33, 37–38, 45. (In Chinese) [Google Scholar]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).