


The Effect of IMCs and Segregation on the Microstructure and Mechanical Properties of β-Type Titanium Alloys

Abstract
:1. Introductions
2. Experiment
2.1. Design and Preparation of Alloys
2.2. Detection Method
3. Results
3.1. Microstructure
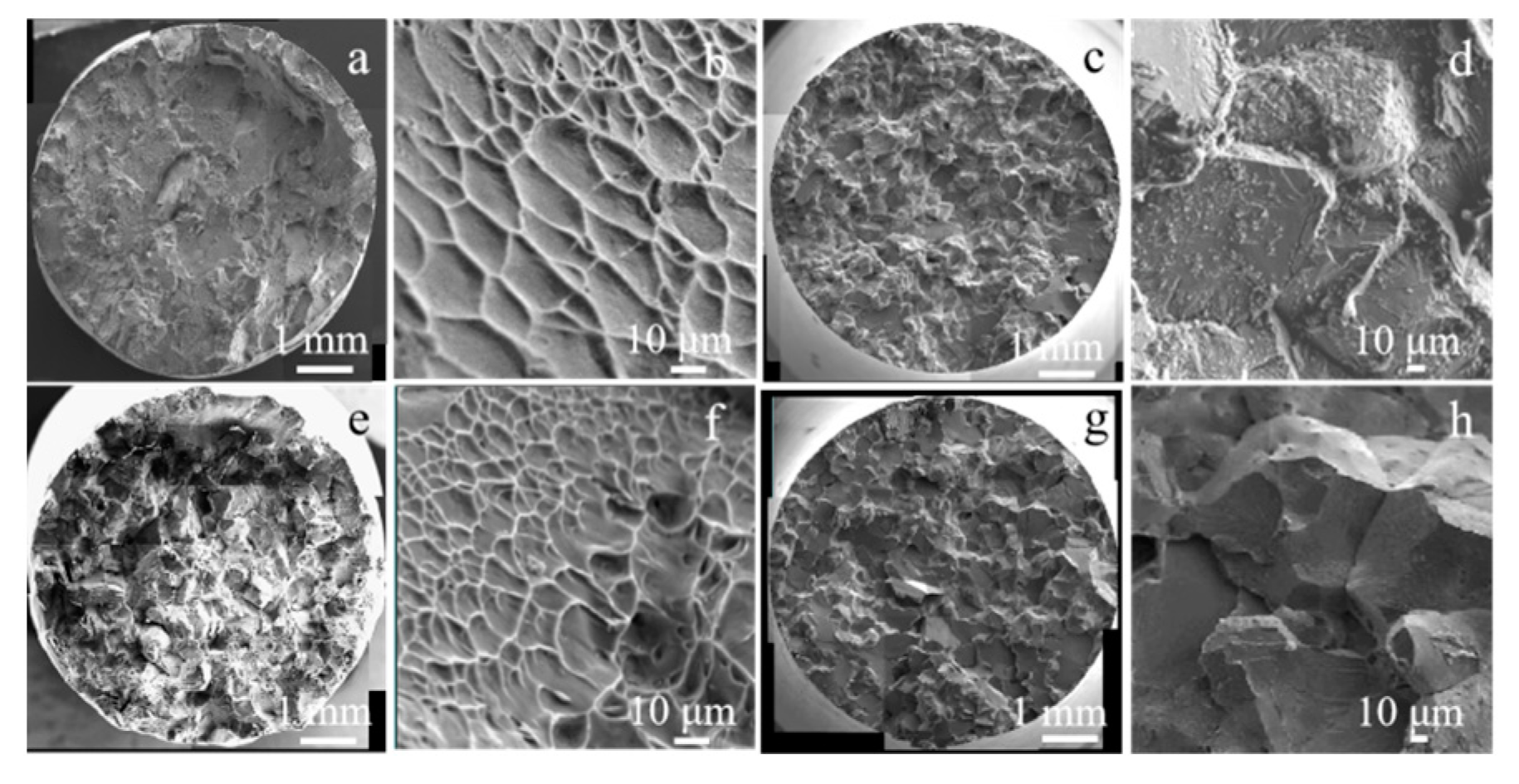
3.2. Tensile Properties and Fracture Morphologies
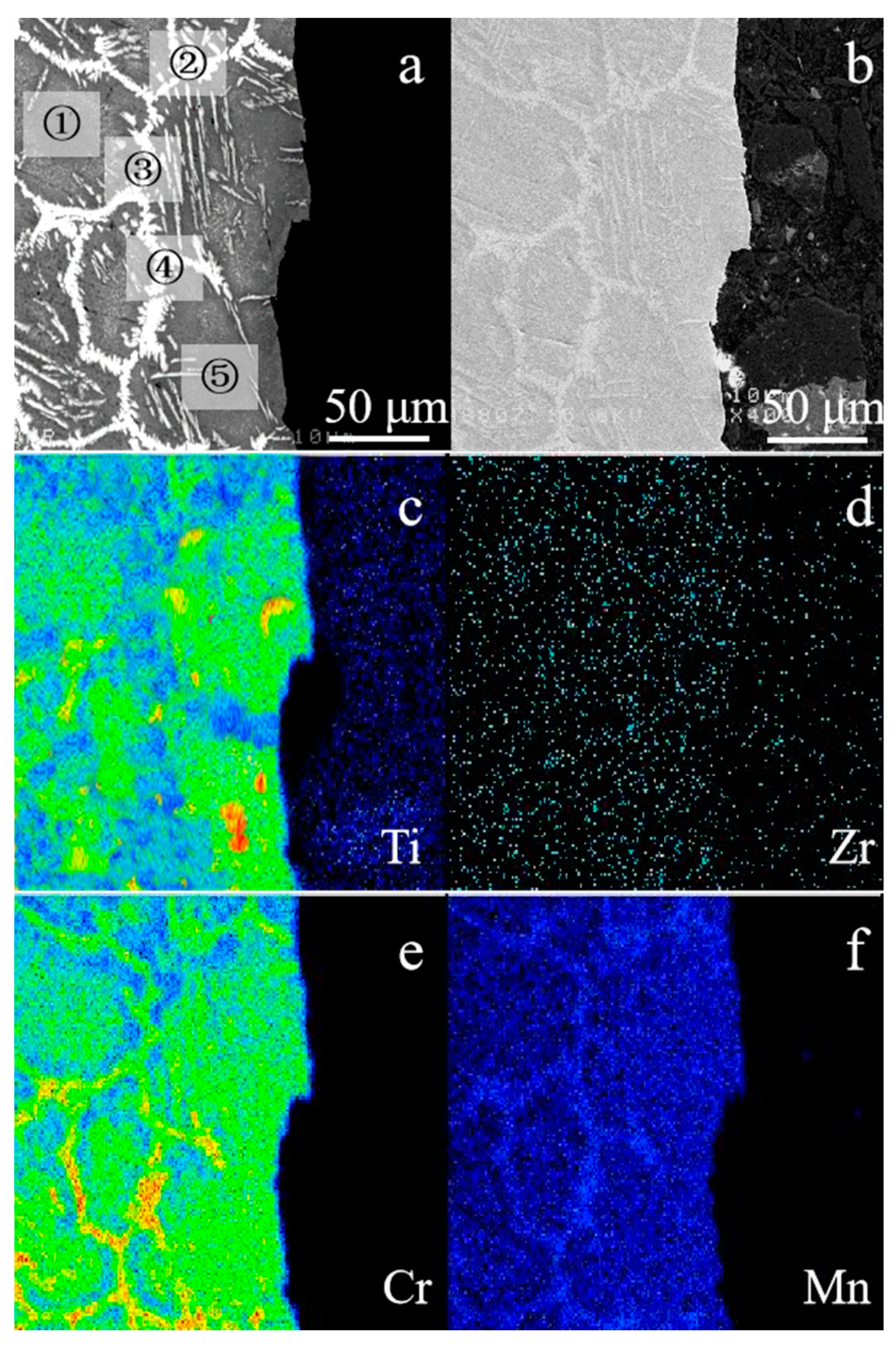
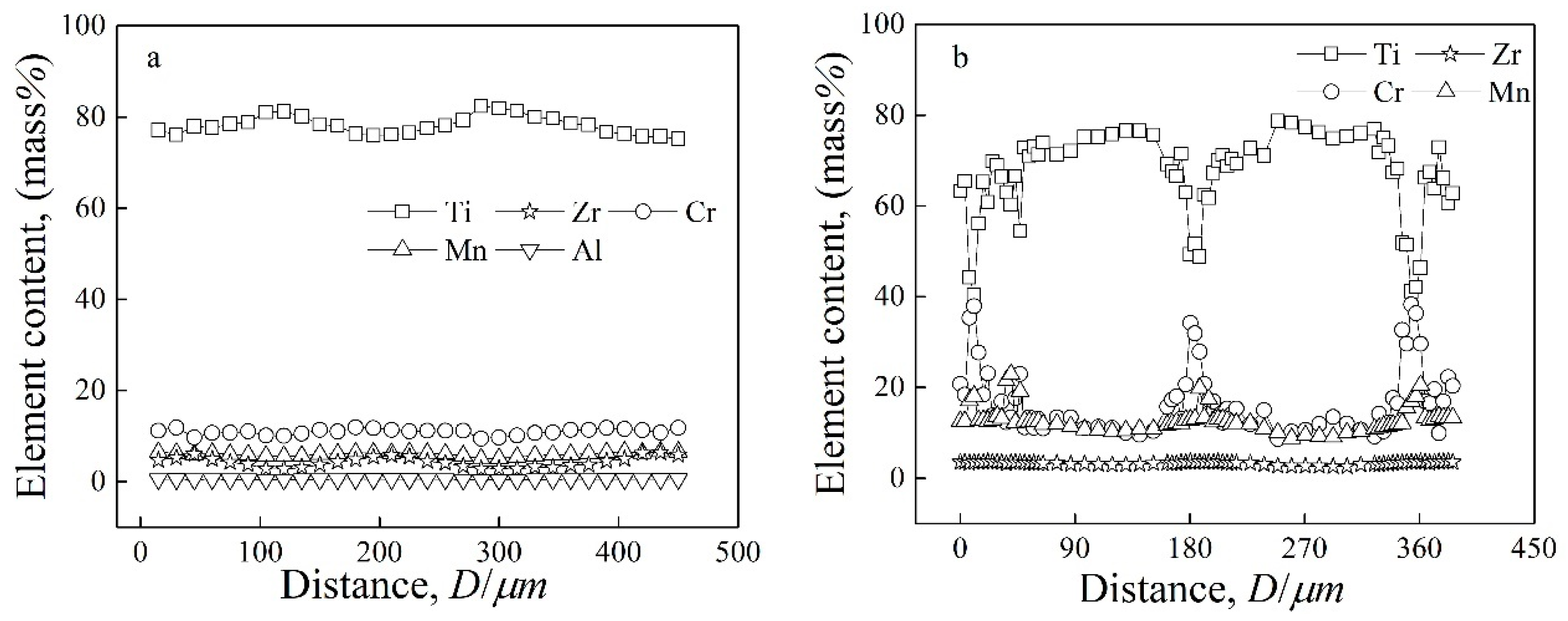
3.3. Point Analyses and Mappings
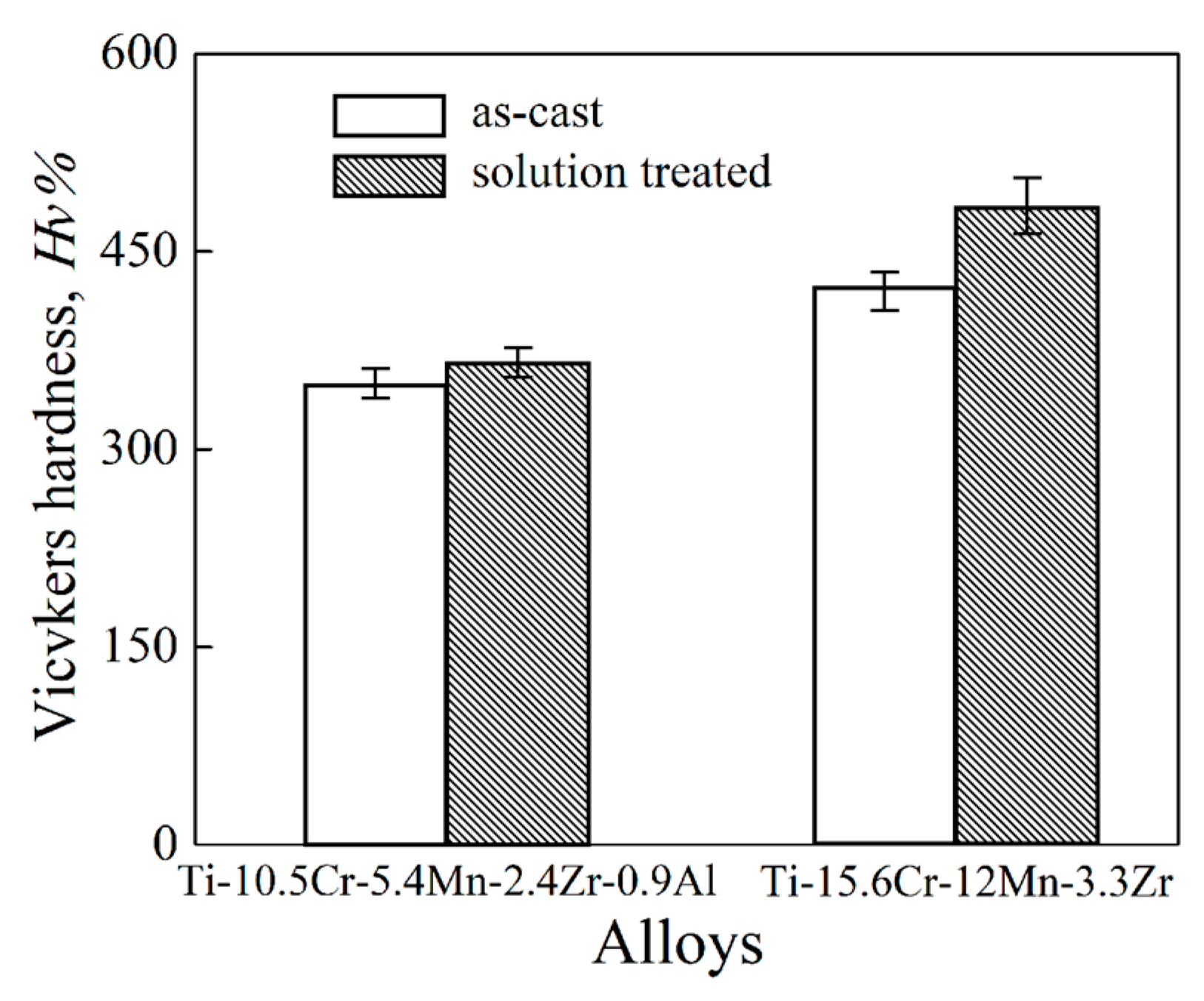
3.4. Vickers Hardness
4. Conclusions
- (1)
- Two new compositional β-Ti alloys of Ti-10.5Cr-5.4Mn-2.4Zr-0.9Al and Ti-15.6Cr-12Mn-3.3Zr were proposed with the same Bot value of 2.79 and different Mdt values of 2.28 and 2.16, respectively. The design of new compositional β-Ti alloys with high properties might be expected with a Bot value of 2.79 and Mdt value between 2.16 and 2.28.
- (2)
- The mono-β phase was identified in both the as-cast and solution-treated Ti-10.5Cr-5.4Mn-2.4Zr-0.9Al alloys. Dual β+IMCs phases led to the severe deterioration in the tensile properties observed in the Ti-15.6Cr-12Mn-3.3Zr alloy. The brittle IMCs of TiCrMn and TiCr2 provided crack propagation paths during the tensile process.
- (3)
- The refined grain size, superior solid solution strengthening of the alloying elements and the presence of high-hardness TiCrMn and TiCr2 IMCs improved the Vickers hardness values of the Ti-15.6Cr-12Mn-3.3Zr alloy compared to that of the Ti-10.5Cr-5.4Mn-2.4Zr-0.9Al alloy.
- (4)
- In the two β-Ti alloys, the solution-treated specimens had a larger grain size but higher Vickers hardness values than the as-cast specimens, which could be attributed to the influence of their different segregation levels.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Sarabjeet, S.S.; Harpreet, S.; Mohamed, A.-H.G. A review on alloy design, biological response, and strengthening of β-titanium alloys as biomaterials. Mater. Sci. Eng. C Mater. Biol. Appl. 2021, 121, 111661. [Google Scholar] [CrossRef]
- Juliana, D.C.T.; Claudemiro, B.; Andréa, C.D.R. Comparative analysis of corrosion resistance between beta titanium and Ti-6Al-4V alloys: A systematic review. J. Trace Elem. Med. Biol. 2020, 62, 12661. [Google Scholar] [CrossRef]
- Yang, X.; Christopher, R.H. Corrosion-wear of β-Ti alloy TMZF (Ti-12Mo-6Zr-2Fe) in simulated body fluid. Acta Biomater. 2016, 42, 429–439. [Google Scholar] [CrossRef] [PubMed]
- Gao, S.; Weng, F.; Bodunde, O.P.; Qin, M.; Liao, W.H.; Guo, P. Spatial characteristics of nickel-titanium shape memory alloy fabricated by continuous directed energy deposition. J. Manuf. Process. 2021, 71, 417–428. [Google Scholar] [CrossRef]
- Yin, F.; Ma, S.; Hu, S.; Liu, Y.; Hua, L.; Cheng, G.J. Understanding the microstructure evolution and mechanical behavior of titanium alloy during electrically assisted plastic deformation process. Mater. Sci. Eng. A 2023, 869, 144815. [Google Scholar] [CrossRef]
- Banerjee, D.; Williams, J.C. Perspectives on Titanium Science and Technology. Acta Mater. 2013, 61, 844–879. [Google Scholar] [CrossRef]
- Hong, S.H.; Hwang, Y.J.; Park, S.W.; Park, C.H.; Yeom, J.T.; Park, J.M.; Kim, K.B. Low-cost beta titanium cast alloys with good tensile properties developed with addition of commercial material. J. Alloys Compd. 2019, 793, 271–276. [Google Scholar] [CrossRef]
- Xu, Y.; Gao, J.; Huang, Y.; Rainforth, W.M. A low-cost metastable beta Ti alloy with high elastic admissible strain and enhanced ductility for orthopaedic application. J. Alloys Compd. 2020, 835, 155391. [Google Scholar] [CrossRef]
- Li, M.; Geng, Y.; Liu, G.; Gao, Z.; Rui, X.; Xiao, S. Uncovering spatiotemporal evolution of titanium in China: A dynamic material flow analysis. Resour. Conserv. Recycl. 2022, 180, 106166. [Google Scholar] [CrossRef]
- Ma, X.-L.; Matsugi, K.; Xu, Z.-F.; Choi, Y.-B.; Matsuzaki, R.; Lin, Z.-F.; Liu, X.-G.; Huang, H. Possibility of As-Cast Applications on β-Type Titanium Alloys Proposed in the Newly Expanded Area of Bot-Mdt Diagram. Mater. Trans. 2020, 61, 740–749. [Google Scholar] [CrossRef]
- Jiang, X.J.; Zhou, Y.K.; Feng, Z.H.; Xia, C.Q.; Tan, C.L.; Liang, S.X.; Zhang, X.Y.; Ma, M.Z.; Liu, R.P. Influence of Zr content on β-phase stability in α-type Ti-Al alloys. Mater. Sci. Eng. A 2015, 639, 407–411. [Google Scholar] [CrossRef]
- Anton, D.K.; Maria, N.P.; Ahmed, O.M.; Vladimir, V.C.; Anastasia, V.M. Microstructure and Superplastic Behavior of Ni-Modified Ti-Al-Mo-V Alloys. Metals 2022, 12, 741. [Google Scholar] [CrossRef]
- Das, J.; Kim, K.B.; Baier, F.; Löser, W.; Gebert, A.; Eckert, J. Bulk ultra-fine eutectic structure in Ti–Fe–base alloys. J. Alloys Compd. 2007, 28, 434–435. [Google Scholar]
- Okulov, I.V.; Bönisch, M.; Kühn, U.; Skrotzki, W.; Eckert, J. Significant tensile ductility and toughness in an ultrafine-structured Ti68. 8Nb13. 6Co6Cu5. 1Al6. 5 bi-modal alloy. Mater. Sci. Eng. A 2014, 615, 457. [Google Scholar] [CrossRef]
- Kang, L.; Yang, C. A Review on High-Strength Titanium Alloys: Microstructure, Strengthening, and Properties. Adv. Eng. Mater. 2019, 1801359, 1–27. [Google Scholar] [CrossRef]
- Lin, D.J.; Chern Lin, J.H.; Ju, C.P. Effect of chromium content on structure and mechanical properties of Ti-7.5 Mo-xCr alloys. J. Mater. Sci. Mater. Med. 2003, 14, 1–7. [Google Scholar] [CrossRef]
- Hsu, H.C.; Wu, S.C.; Hsu, S.K.; Li, C.T.; Ho, W.F. Effects of chromium addition on structure and mechanical properties of Ti–5Mo alloy. Mater. Des. 2015, 65, 700–706. [Google Scholar] [CrossRef]
- Alshammari, Y.; Yang, F.; Bolzoni, L. Mechanical properties and microstructure of Ti-Mn alloys produced via powder metallurgy for biomedical applications. J. Mech. Behav. Biomed. Mater. 2019, 91, 391–397. [Google Scholar] [CrossRef]
- Cao, Z.; Ouyang, L.; Wang, H.; Liu, J.; Sun, D.; Zhang, Q.; Zhu, M. Advanced high-pressure metal hydride fabricated via Ti-Cr-Mn alloys for hybrid tank. Int. J. Hydrogen Energy 2015, 40, 2717–2728. [Google Scholar] [CrossRef]
- Ying, Y.; Yongfeng, L.; Chan, L.; Junpin, L. Microstructure and Mechanical Properties of TiAl Matrix Composites Reinforced by Carbides. Metals 2022, 12, 790. [Google Scholar] [CrossRef]
- Yan, M.; Yang, F.; Zhang, H.; Zhang, C.; Zhang, H.; Chen, C.; Guo, Z. Multiple intermetallic compounds reinforced Ti-48Al alloy with simple composition and high strength. Mater. Sci. Eng. A 2022, 858, 144152. [Google Scholar] [CrossRef]
- Mo, T.; Chen, J.; Chen, Z.; Liu, J.; Zhou, Z.; He, W.; Liu, Q. Effect of intermetallic compounds (IMCs) on the interfacial bonding strength and mechanical properties of pre-rolling diffusion ARBed Al/Ti laminated composites. Mater. Charact. 2020, 170, 110731. [Google Scholar] [CrossRef]
- Syed, F.J.; Chirag, D.R.; Muhammad, A.K.; Saad, J.K. Effect of Alloying Elements on the Compressive Mechanical Properties of Biomedical Titanium Alloys: A Systematic Review. ACS Omega 2022, 34, 29526–29542. [Google Scholar] [CrossRef]
- Chen, K.C.; Allen, S.M.; Livingston, J.D. Microstructures of two-phase Ti–Cr alloys containing the TiCr2 Laves phase intermetallic. J. Mater. Res. 1997, 12, 1472–1480. [Google Scholar] [CrossRef]
- Bae, D.S.; Jang, S.J.; Yukawa, H.; Murata, Y.; Morinaga, M. Electronic States Calculation of Cobalt by Using the DV-Xα Cluster Method. Mater. Trans. 2001, 42, 1112–1118. [Google Scholar] [CrossRef]
- Godor, F.; Palm, M.; Liebscher, C.H.; Stein, F.; Turk, C.; Leitner, K.; Rashkova, B.; Clemens, H. Microstructure Evolution of a New Precipitation-Strengthened Fe-Al-Ni-Ti Alloy down to Atomic Scale. Metals 2022, 12, 906. [Google Scholar] [CrossRef]
- Masahiko, M. Alloy Design Based on Molecular Orbital Method. Mater. Trans. 2016, 57, 213–226. [Google Scholar] [CrossRef]
- Morinaga, M.; Saito, J.; Morishita, M. Design of titanium alloys by means of a d-electrrons theory. Light Met. 1992, 42, 614–621. [Google Scholar] [CrossRef]
- Masao, M.; Masahiro, C.; Yoshio, A.; Masahiko, M.; Natsuo, Y.; Hirohiko, A. Electronic States of the Cathodes of Titanium-based Alloys in Aqueous Corrosion. Mater. Trans. 1991, 32, 264–271. [Google Scholar] [CrossRef]
- Ma, X.-L.; Matsugi, K.; Xu, Z.-F.; Choi, Y.-B.; Matsuzaki, R.; Hu, J.; Liu, X.-G.; Huang, H. Applicability of As-Cast on β Type Titanium Alloys Proposed in the Compositional Region with Different Tensile Deformation Types. Mater. Trans. 2019, 60, 2426–2434. [Google Scholar] [CrossRef]
- Wang, Q.; Dong, C.; Liaw, P.K. Structural Stabilities of β-Ti Alloys Studied Using a New Mo Equivalent Derived from [β/(α+β)] PhaseBoundary Slopes. Metall. Mater. Trans. A 2015, 46A, 3441. [Google Scholar] [CrossRef]
- Xiao, X.; Yang, K.; Lei, S.; Zhang, D.; Guo, L.; Dai, Y.; Lin, J. A β-type titanium alloy with high strength and low elastic modulus achieved by spinodal decomposition. J. Alloys Compd. 2023, 963, 171270. [Google Scholar] [CrossRef]
- Murty, B.S.; Kori, S.A.; Chakraborty, M. Grain refinement of aluminium and its alloys by heterogeneous nucleation and alloying. Int. Mater. Rev. 2002, 47, 3–29. [Google Scholar] [CrossRef]
- Kazuhiro, M.; Kiyoshi, S.; Yong, B.C.; Gen, S. Alloy Design of Ti Alloys Using Ubiquitous Alloying Elements and Characteristics of Their Levitation-Melted Alloys. J. Jpn. Inst. Light Met. 2012, 62, 486–492. [Google Scholar] [CrossRef]
- Nong, Z.S.; Zhu, J.C.; Yang, X.W.; Cao, Y.; Lai, Z.H.; Liu, Y.; Sun, W. First-principles calculations of the stability and hydrogen storage behavior of C14 Laves phase compound TiCrMn. Solid State Sci. 2014, 32, 1–7. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Positions | Ti | Zr | Cr | Mn | Total (wt.%) |
|---|---|---|---|---|---|
| ① | bal. | 3.7 | 11.9 | 10.1 | 100.0 |
| ② | bal. | 3.1 | 38.8 | 19.6 | 100.0 |
| ③ | bal. | 4.1 | 32.9 | 19.3 | 100.0 |
| ④ | bal. | 3.9 | 30.9 | 22.4 | 100.0 |
| ⑤ | bal. | 3.8 | 11.2 | 8.3 | 100.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, X.-L.; Jia, B.-W.; Nie, G.-Q.; Shang, Z.-F.; Fu, B.-B.; Ren, H. The Effect of IMCs and Segregation on the Microstructure and Mechanical Properties of β-Type Titanium Alloys. Metals 2023, 13, 1676. https://doi.org/10.3390/met13101676
Ma X-L, Jia B-W, Nie G-Q, Shang Z-F, Fu B-B, Ren H. The Effect of IMCs and Segregation on the Microstructure and Mechanical Properties of β-Type Titanium Alloys. Metals. 2023; 13(10):1676. https://doi.org/10.3390/met13101676
Chicago/Turabian StyleMa, Xi-Long, Bo-Wen Jia, Guo-Quan Nie, Zhi-Feng Shang, Bin-Bin Fu, and He Ren. 2023. "The Effect of IMCs and Segregation on the Microstructure and Mechanical Properties of β-Type Titanium Alloys" Metals 13, no. 10: 1676. https://doi.org/10.3390/met13101676
APA StyleMa, X.-L., Jia, B.-W., Nie, G.-Q., Shang, Z.-F., Fu, B.-B., & Ren, H. (2023). The Effect of IMCs and Segregation on the Microstructure and Mechanical Properties of β-Type Titanium Alloys. Metals, 13(10), 1676. https://doi.org/10.3390/met13101676