
Microstructure and Texture of an Aluminum Plate Produced by Multipass Cold Rolling and Graded Annealing Process



Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
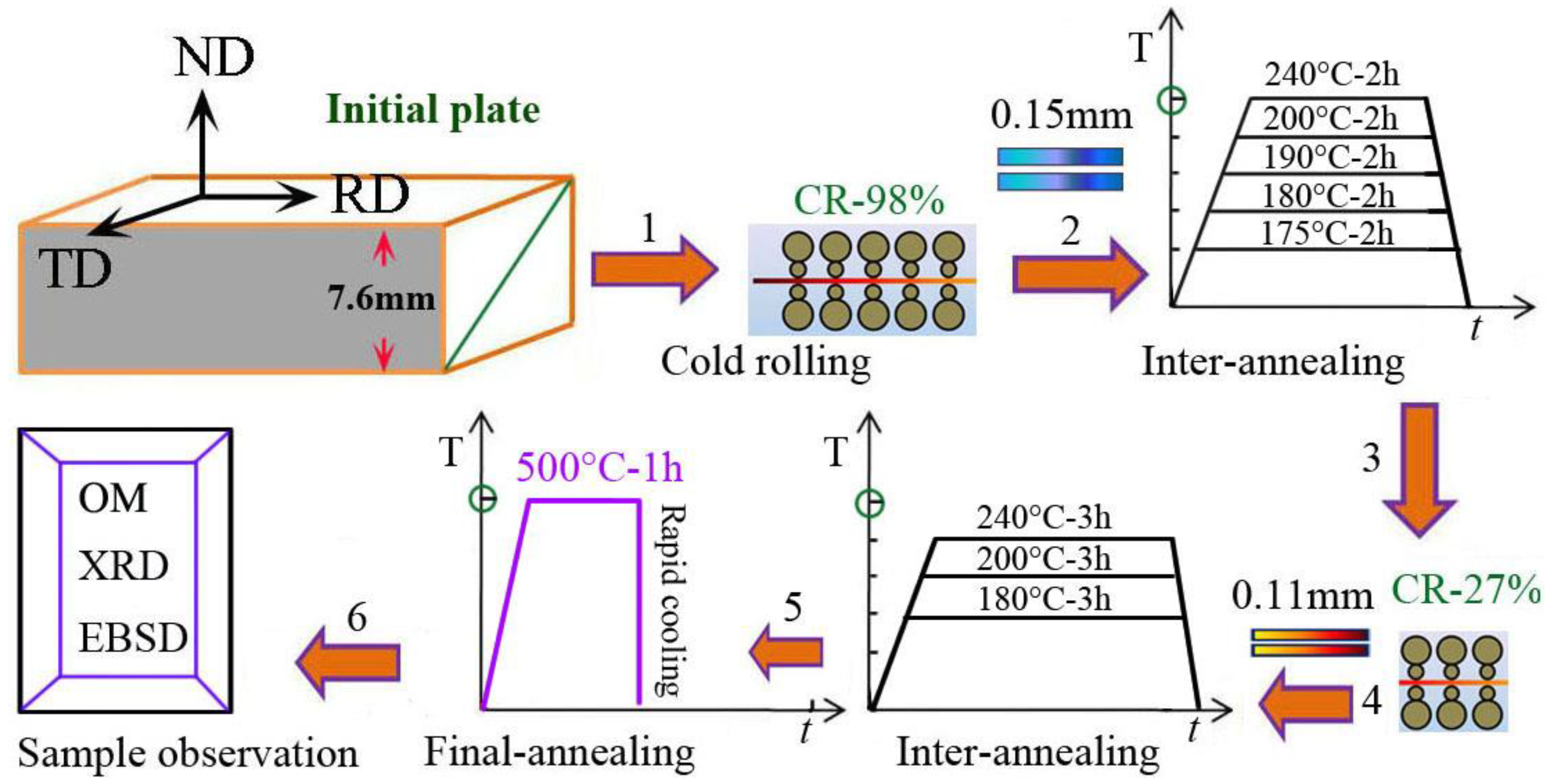
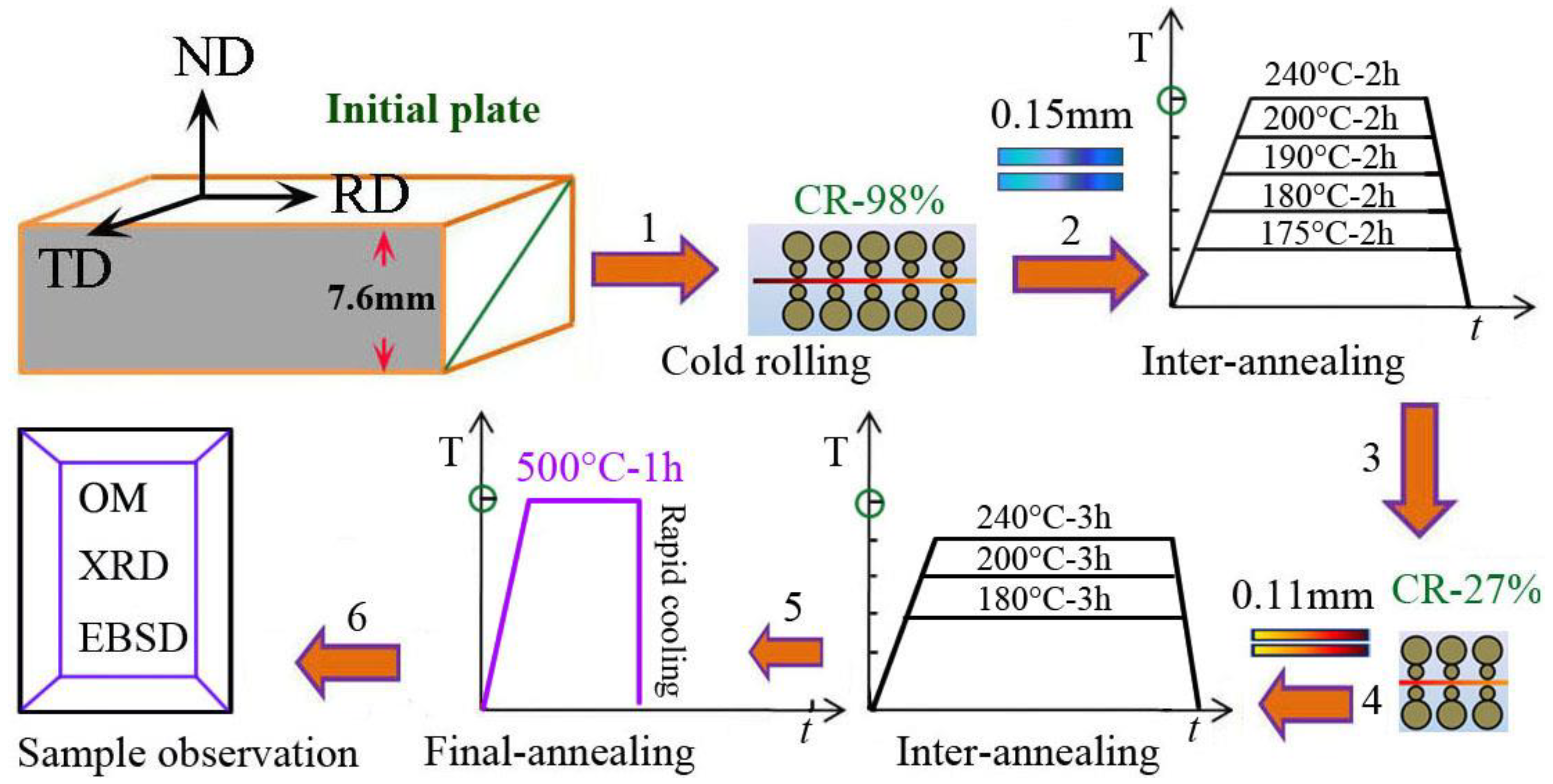
2.2. Experimental Program
3. Results and Discussion
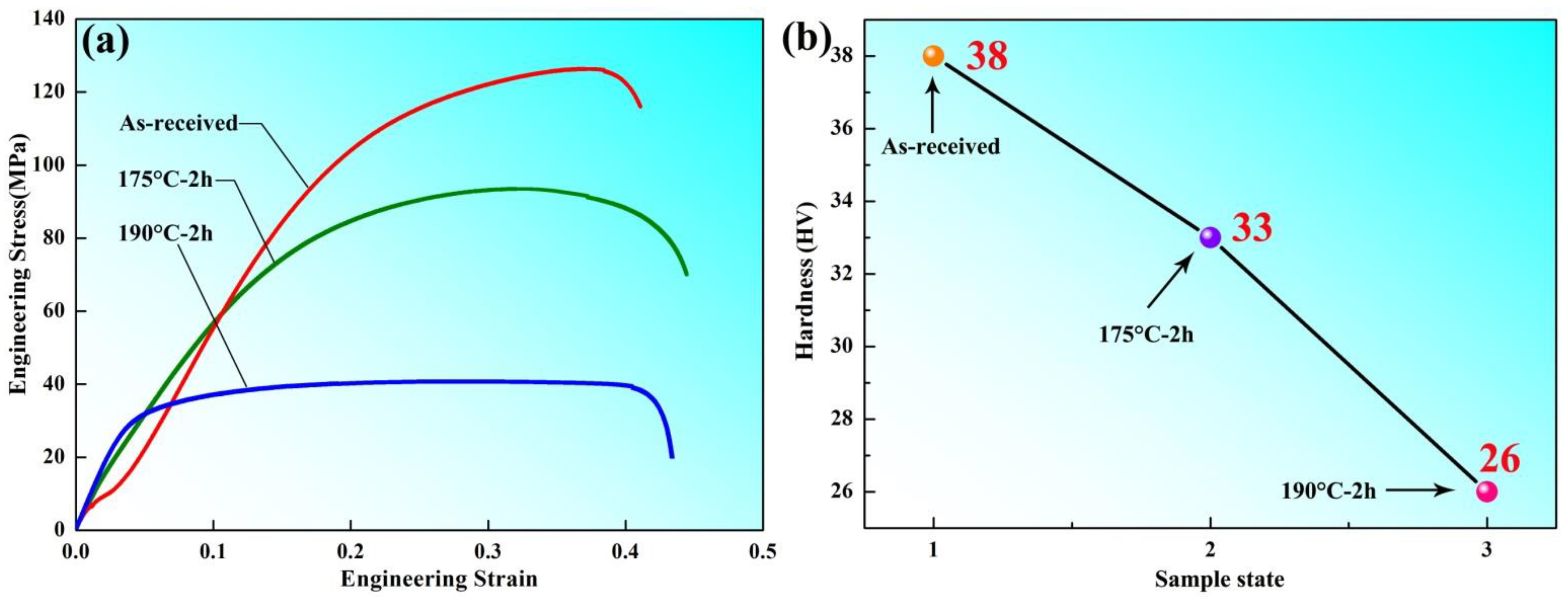
3.1. Mechanical Properties
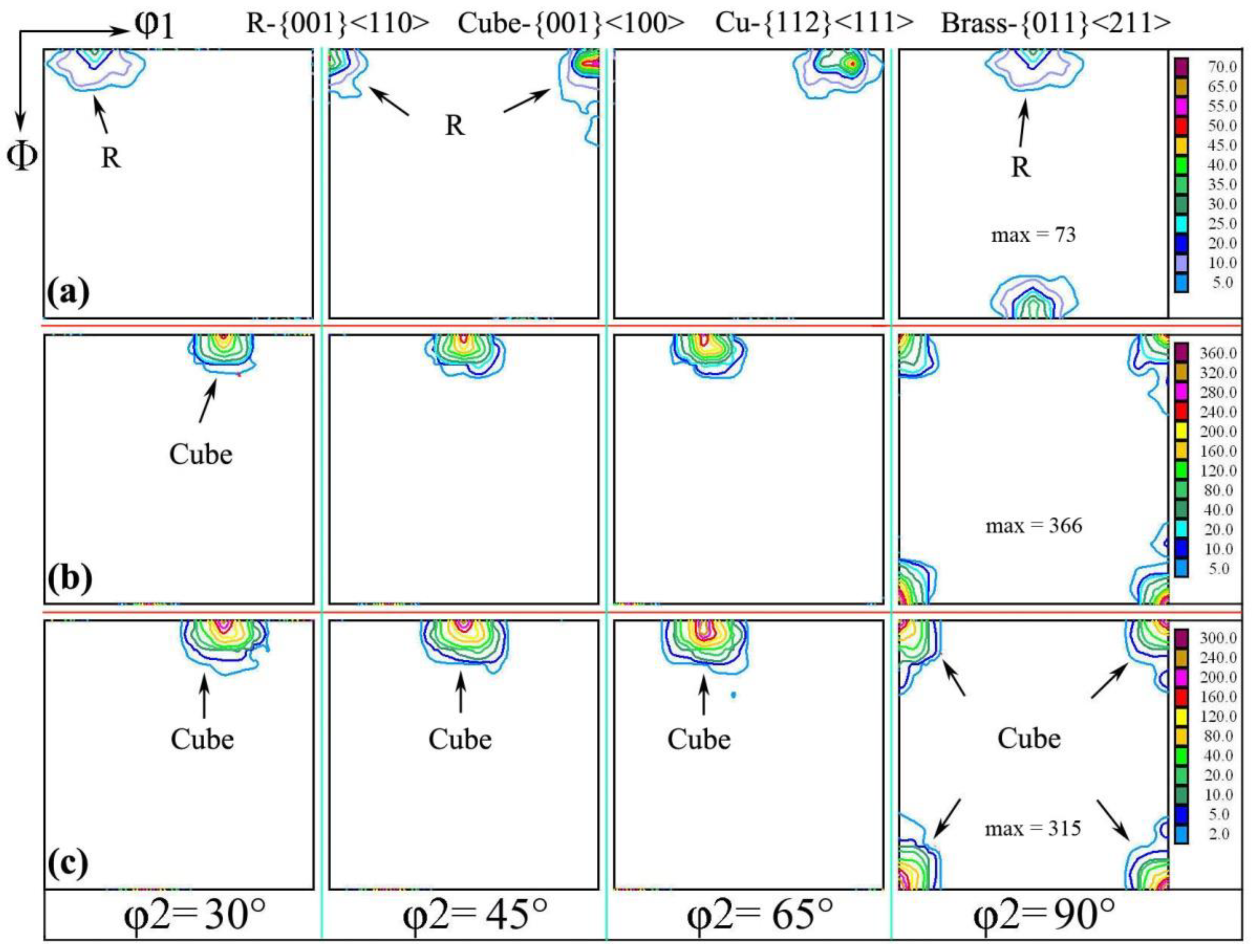
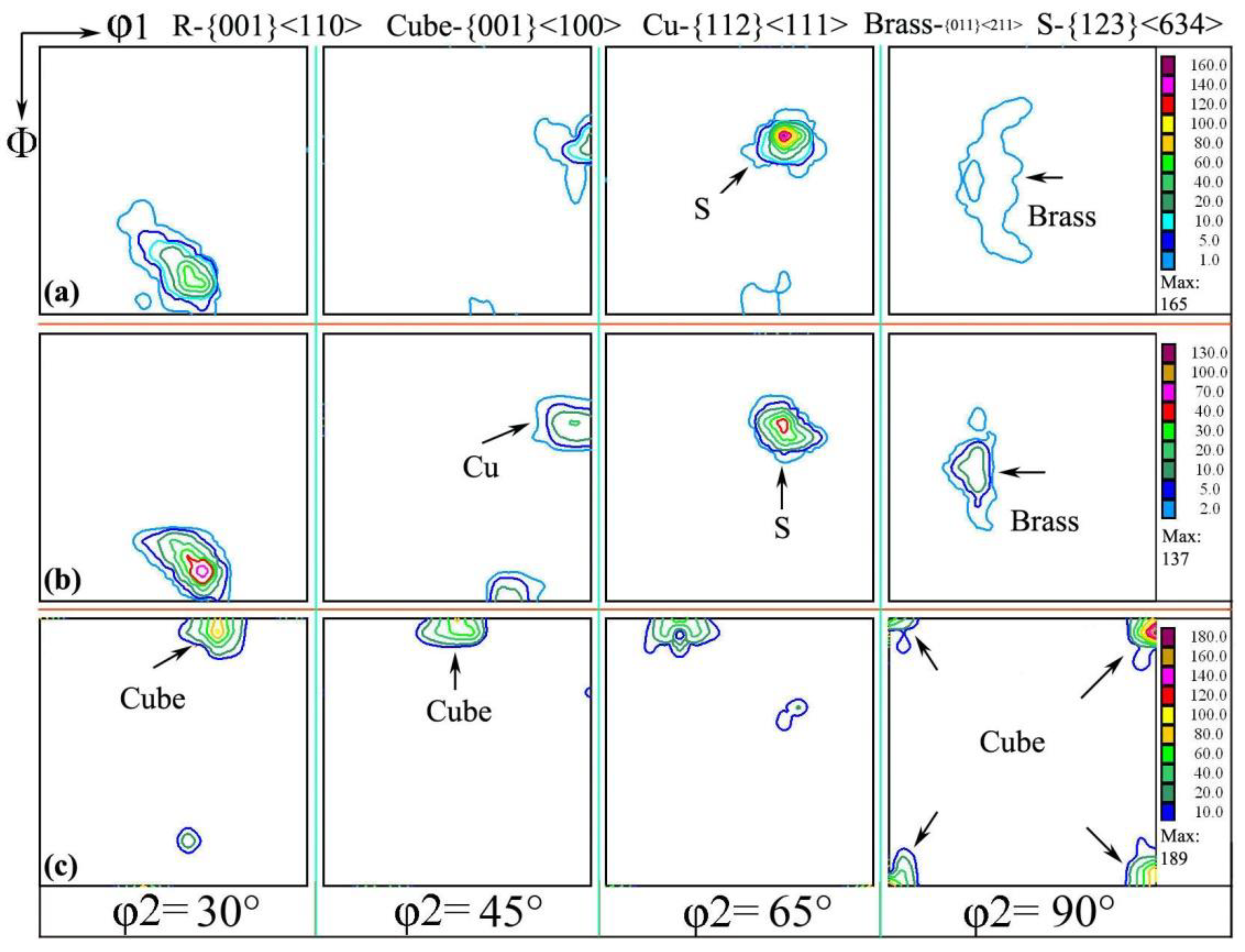
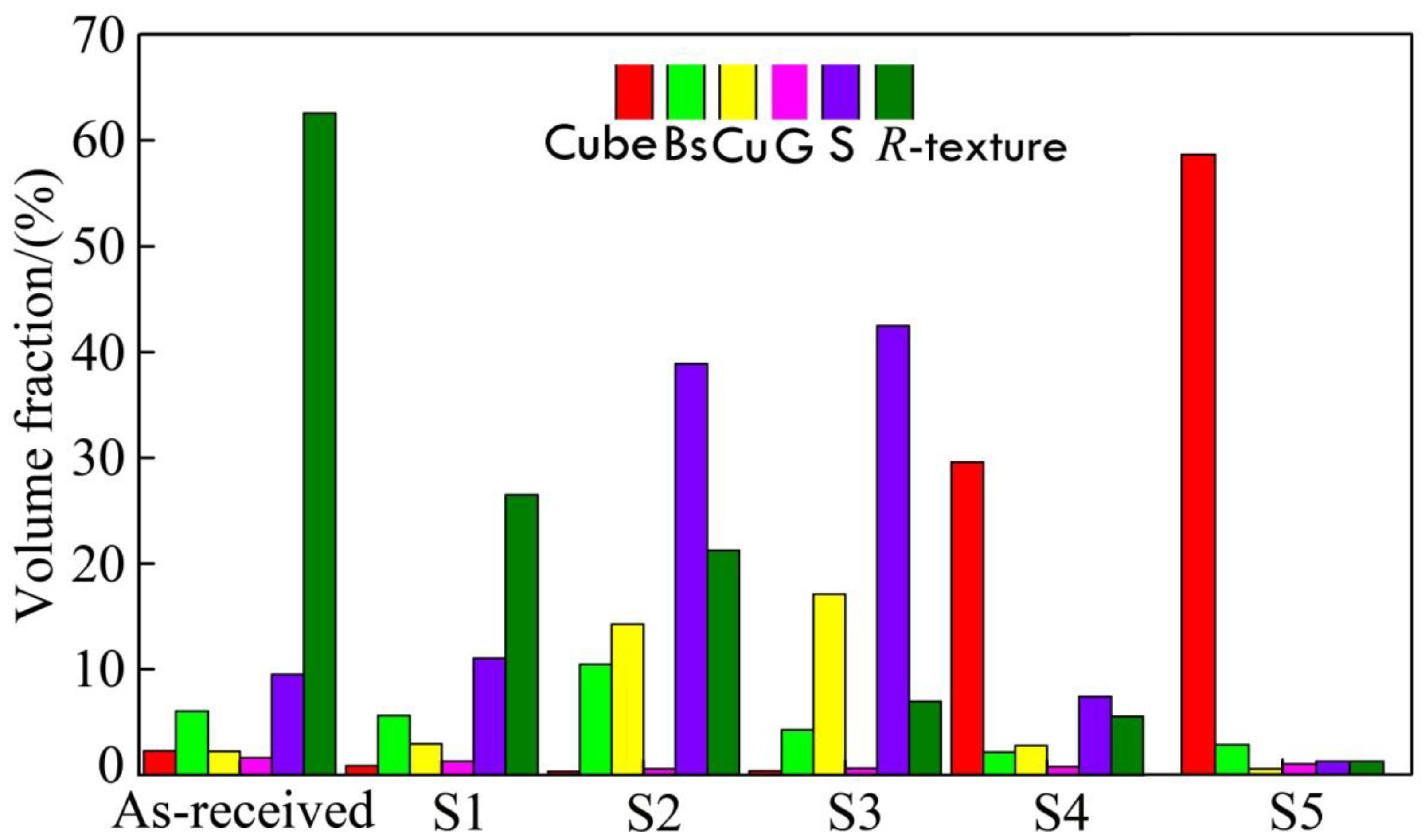
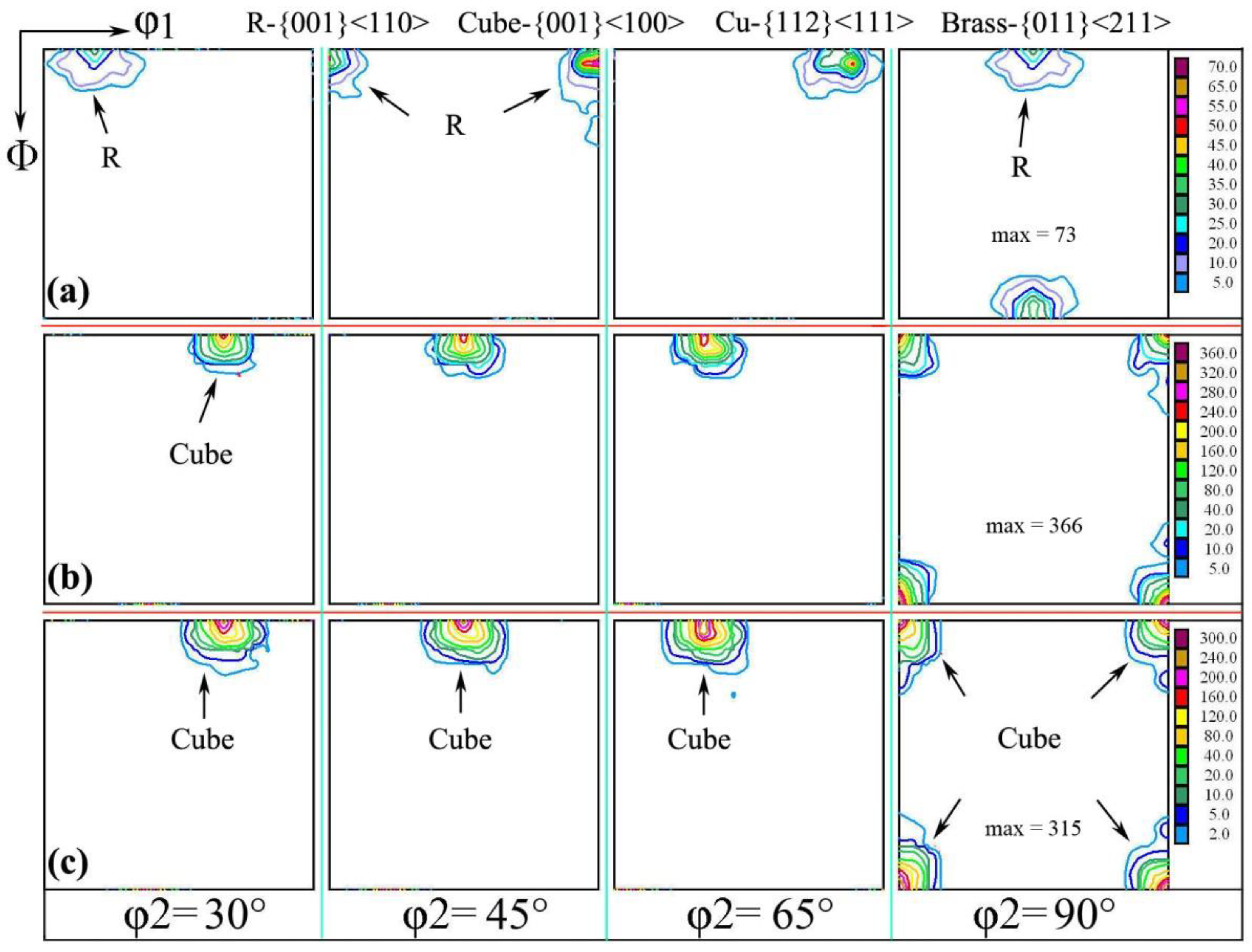
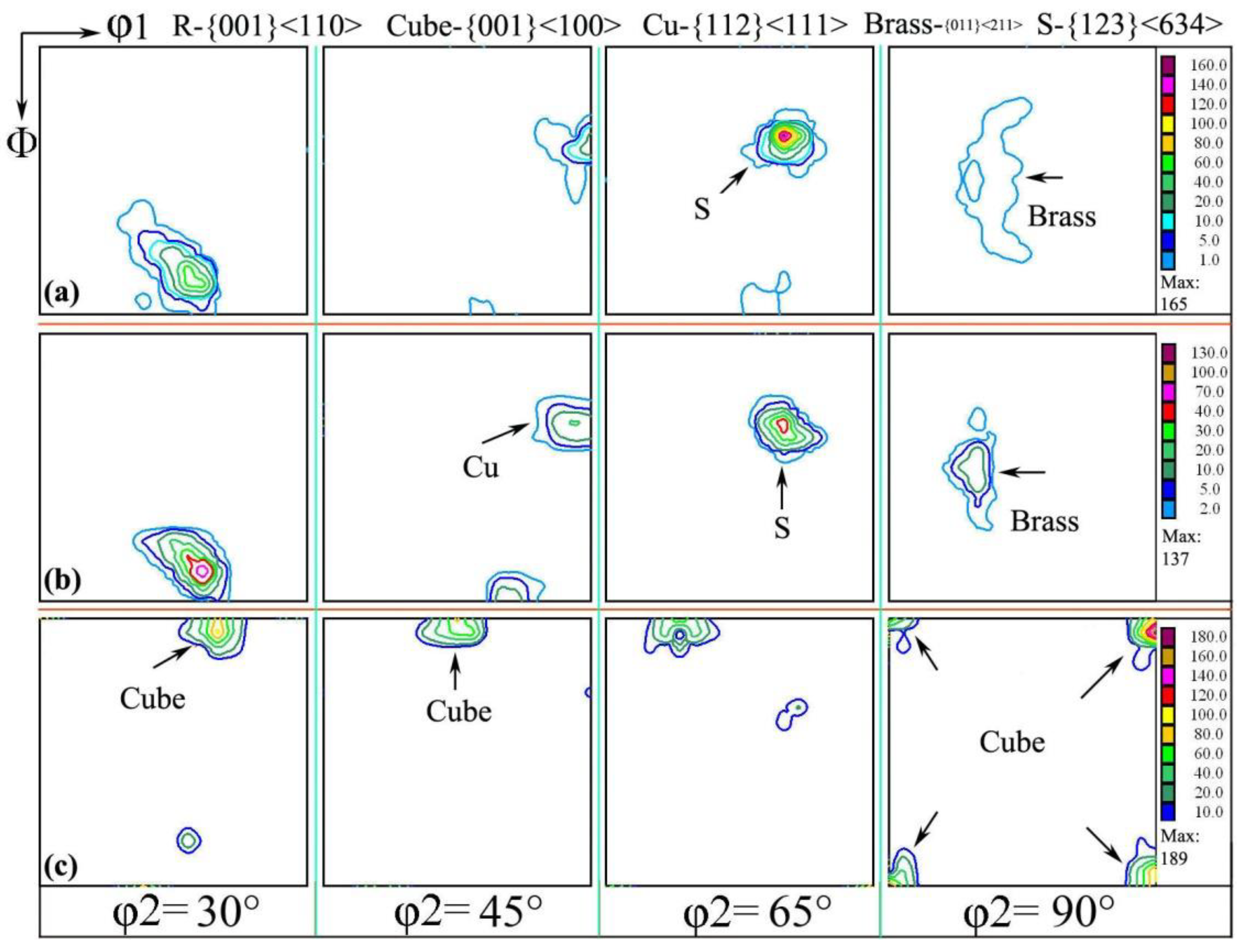
3.2. Texture Characteristics
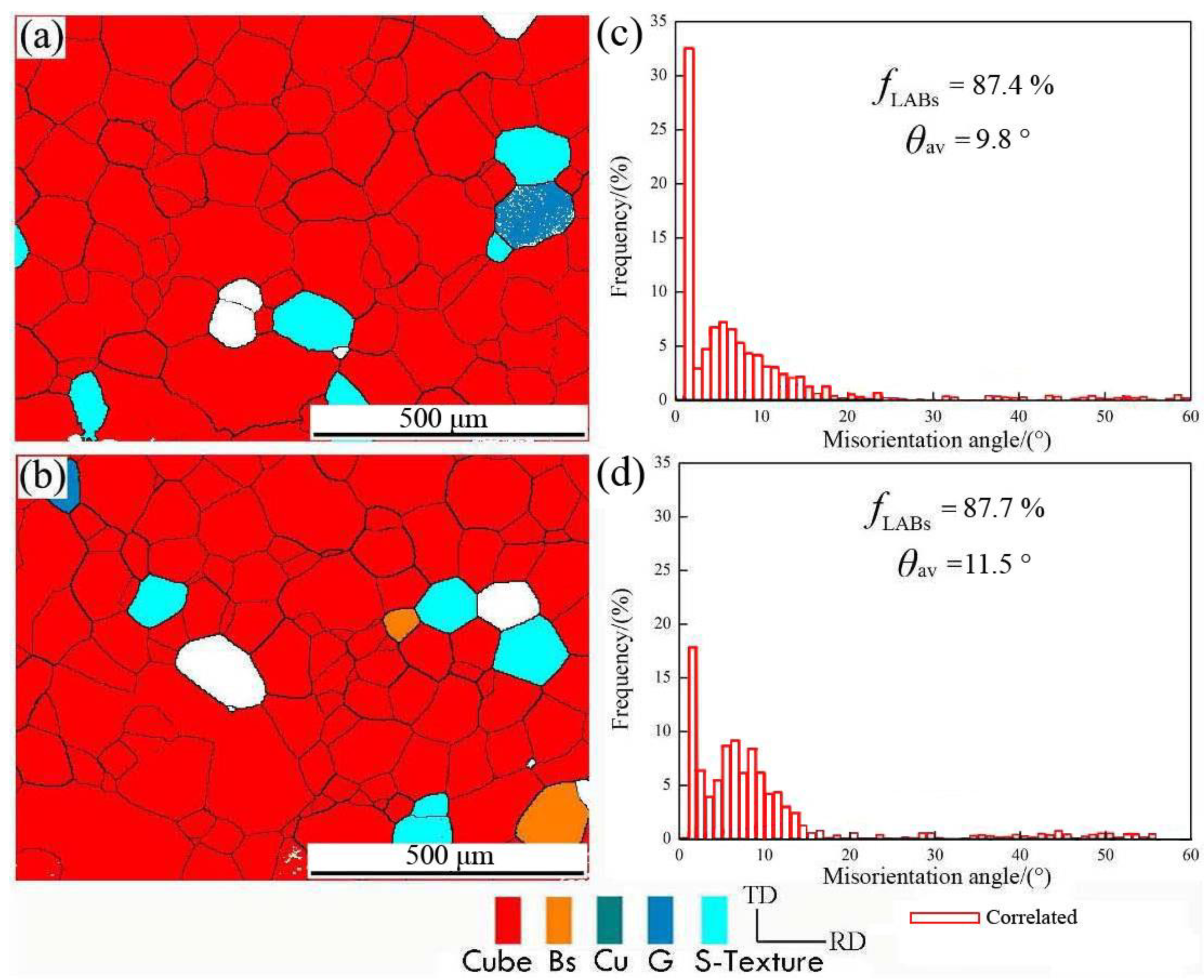
3.3. Microstructure and Misorientation Angle Distribution
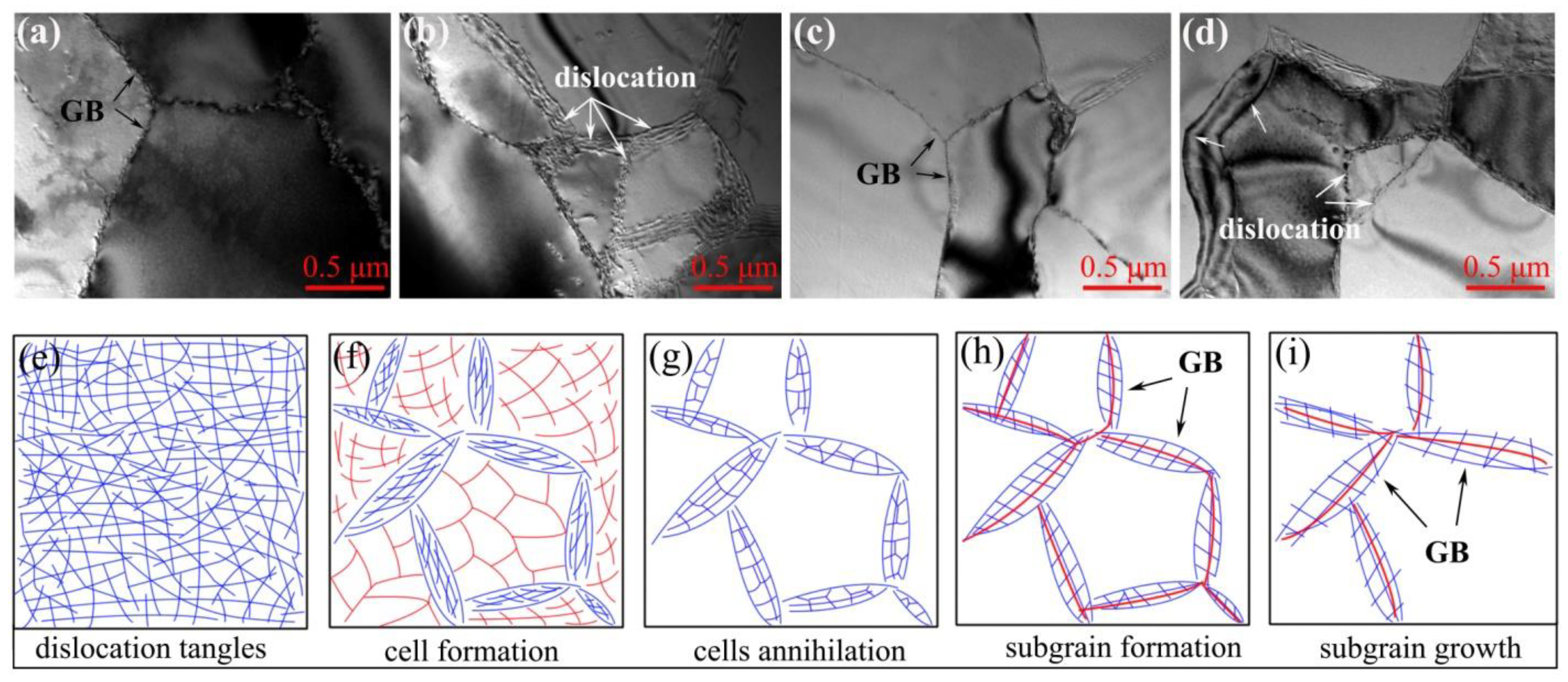
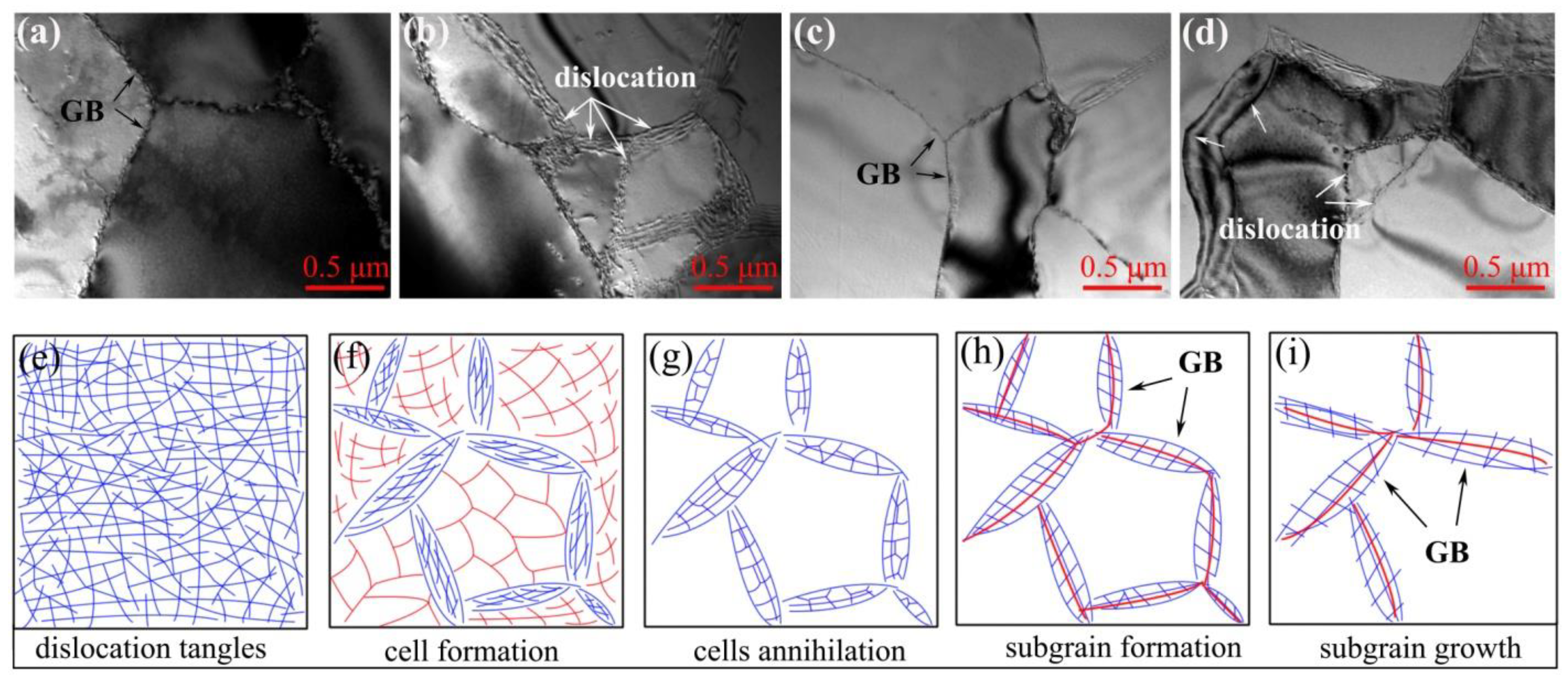
3.4. Dislocation Analysis
3.5. Recrystallization Behaviors
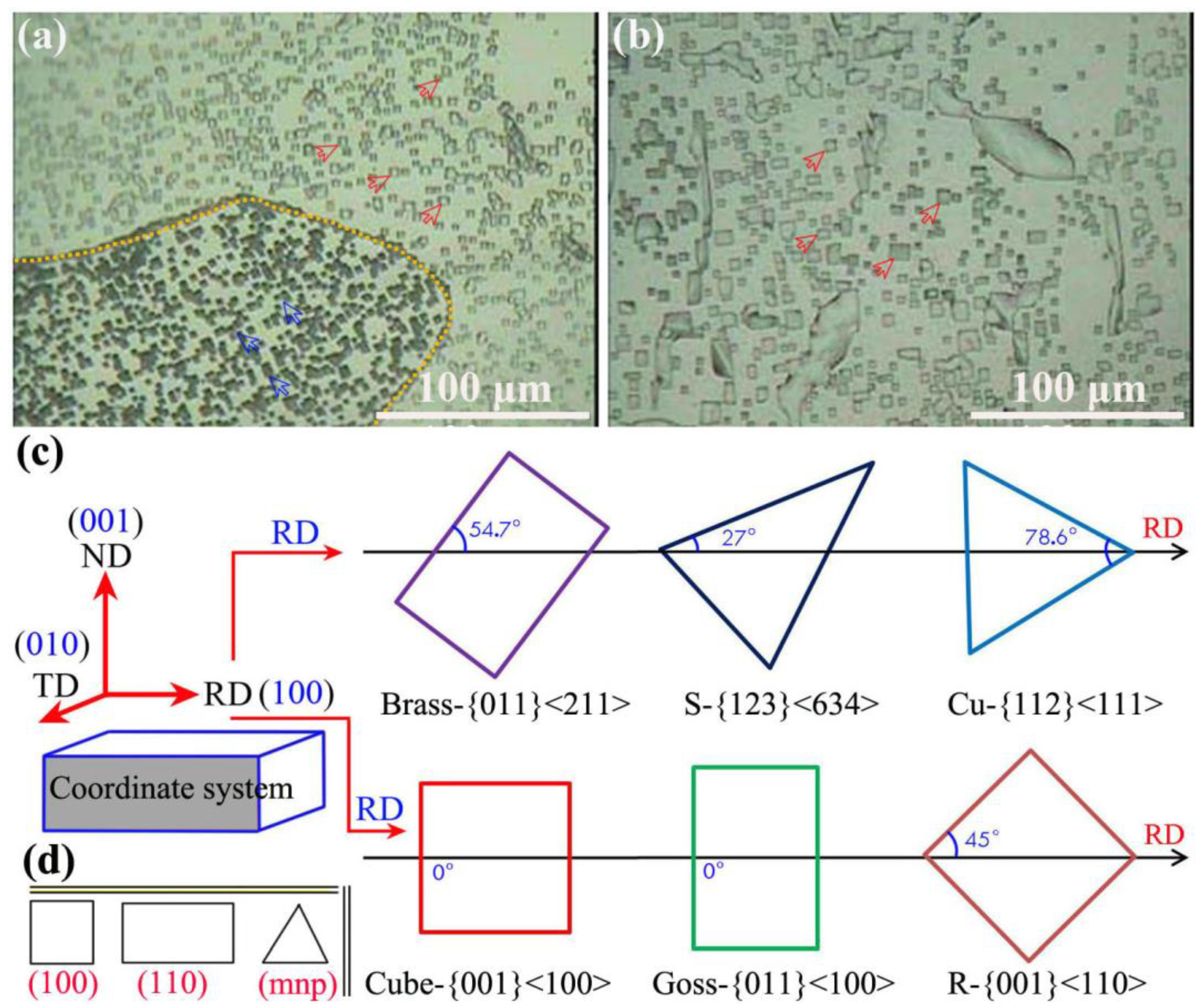
3.6. Corrosion Pit Observation
4. Conclusions
- The cubic orientation texture can be enhanced by a low interannealing temperature after finished products’ annealing. Finally, it obtained a high volume fraction of cubic texture content.
- In the annealing process of aluminum foil, the cubic orientation texture nucleates first by the advantage of interannealing, and then it grows into a true cubic grain quickly, while the non-cubic orientation texture was difficult to nucleate.
- The formation of Cube-{001}<100> texture after annealing was promoted by the cold-rolled texture of Cu-{112}<111> and S-{123}<634> texture, which mainly depended on the decomposition of Cu and S textures, and their gradual transformation from being swallowed into the cubic texture.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gera, D.; Fu, B.; Suhuddin, U.F.H.R.; Plaine, A.; Alcantara, N.; Santos, J.F.D.; Klusemann, B. Microstructure, mechanical and functional properties of refill friction stir spot welds on multilayered aluminum foils for battery application. J. Mater. Sci. Technol. 2021, 13, 2272–2286. [Google Scholar] [CrossRef]
- Xu, S.A.; Wang, S.N.; Gu, Y.Y. Microstructure and adhesion properties of cerium conversion coating modified with silane coupling agent on the aluminum foil for lithium ion battery. Results Phys. 2019, 13, 102262. [Google Scholar] [CrossRef]
- Abdelrahman, A.A.; Sayed, M.A.; Menoufy, M.F.; Rabie, A.M. Fabrication of CoNiMo/γ-Al2O3 from waste aluminum foil to convert waste lube oil to hydro treated oil. Egypt. J. Pet. 2021, 30, 21–28. [Google Scholar] [CrossRef]
- Engler, O.; Laptyeva, G.; Aretz, H.; Nitzsche, G. Crystal plasticity simulation of the evolution of the matt surface in pack rolling of aluminium foil. Mater. Sci. Forum 2014, 794–796, 553–558. [Google Scholar] [CrossRef]
- Engler, O.; Huh, M.Y. Evolution of the cube texture in high purity aluminum capacitor foils by continuous recrystallization and subsequent grain growth. Mater. Sci. Eng. A 1999, 271, 371–381. [Google Scholar] [CrossRef]
- Lederer, M.; Gröger, V.; Khatibi, G.; Weiss, B. Size dependency of mechanical properties of high purity aluminium foils. Mater. Sci. Eng. A 2010, 527, 590–599. [Google Scholar] [CrossRef]
- Xiao, R.G.; Yan, K.P.; Yan, J.X.; Wang, J.Z. Electrochemical etching model in aluminum foil for capacitor. Corros. Sci. 2008, 50, 1576–1583. [Google Scholar] [CrossRef]
- Rezaei Ashtiani, H.R.; Parsa, M.H.; Bisadi, H. Constitutive equations for elevated temperature flow behavior of commercial purity aluminum. Mater. Sci. Eng. A 2012, 545, 61–67. [Google Scholar] [CrossRef]
- Huang, X.; Tsuji, N.; Hansen, N.; Minamino, Y. Microstructural evolution during accumulative roll-bonding of commercial purity aluminum. Mater. Sci. Eng. A 2003, 304, 265–271. [Google Scholar] [CrossRef]
- Wang, Y.H.; Yang, J.; Wang, J.Z. (Ba0.5Sr0.5)TiO3 modification on etched aluminum foil for electrolytic capacitor. Ceram. Int. 2008, 34, 1285–1287. [Google Scholar] [CrossRef]
- Da, H.M.; Yong, M.W. Effects of rolling technical factors on microstructures and mechanical properties of aluminum foils. Trans. Nonferrous Met. Soc. China 2003, 13, 239–244. [Google Scholar]
- Miszczyk, M.; Paul, H.; Driver, J.H.; Maurice, C. New orientation formation and growth during primary recrystallization in stable single crystals of three face-centred cubic metals. Acta Mater. 2015, 83, 120–136. [Google Scholar] [CrossRef]
- Hefferan, C.M.; Lind, J.; Li, S.F.; Lienert, U.; Rollett, A.D.; Suter, R.M. Observation of recovery and recrystallization in high-purity aluminum measured with forward modeling analysis of high-energy diffraction microscopy. Acta Mater. 2012, 60, 4311–4318. [Google Scholar] [CrossRef]
- Sonnweber-Ribic, P.; Gruber, P.A.; Dehm, G.; Strunk, H.P.; Arzt, E. Kinetics and driving forces of abnormal grain growth in thin Cu films. Acta Mater. 2012, 60, 2397–2406. [Google Scholar] [CrossRef]
- Hirsch, J.; Ives, E.; Lucke, K. Rolling and recrystallization textures in directionally solidified aluminium. Acta Metall. 1987, 35, 427–438. [Google Scholar] [CrossRef]
- Ren, B.; Morris, J.G. Microstructure and texture evolution of Al during hot and cold rolling. Metall. Mater. Trans. A 1995, 26, 31–40. [Google Scholar] [CrossRef]
- Ito, K.; Musick, R.; Lucke, K. The influence of iron content and annealing temperature on the recrystallization textures of high-purity aluminium-iron alloys. Acta Metall. 1983, 31, 2137–2149. [Google Scholar] [CrossRef]
- Rios, P.R.; Villa, E. Transformation kinetics for inhomogeneous nucleation. Acta Mater. 2009, 57, 1199–1208. [Google Scholar] [CrossRef]
- Zhao, Q.; Slagsvold, M.; Holmedal, B. Comparison of the influence of Si and Fe in 99.999% purity aluminum and in commercial-purity aluminum. Scr. Mater. 2012, 67, 217–220. [Google Scholar] [CrossRef]
- Song, J.B.; Mao, W.M.; Yang, H.; Feng, H.P. Effect of trace Sn on corrosion behaviors of high voltage anode aluminum foil. Trans. Nonferrous Met. Soc. China 2008, 18, 879–883. [Google Scholar] [CrossRef]
- Doherty, R.D.; Kashyap, K.; Panchanadeeswaran, S. Direct observation of the development of recrystallization texture in commercial purity aluminum. Acta Metal. Mater. 1993, 41, 3029–3053. [Google Scholar] [CrossRef]
- Lim, A.T.; Srolovitz, D.J.; Haataja, M. Low-angle grain boundary migration in the presence of extrinsic dislocations. Acta Mater. 2009, 57, 5013–5022. [Google Scholar] [CrossRef]
- Panchanadeeswaran, S.; Field, D.P. Texture evolution during plane strain deformation of aluminum. Acta Metal. Mater. 1994, 43, 1683–1692. [Google Scholar] [CrossRef]
- Weiland, H.; Hirsch, J.R. Microstructure and local texture in hot rolled aluminum. Textures Microstruct. 1991, 14–18, 647–652. [Google Scholar] [CrossRef] [Green Version]
- Dons, A.L.; Nes, E. Nucleation of cube texture in aluminium. Mater. Sci. Technol. 1986, 2, 8–18. [Google Scholar] [CrossRef]
- Bay, B.; Hansen, N. Recrystallization in commercially pure aluminum. Metall. Trans. A 1984, 15, 287–297. [Google Scholar] [CrossRef]
- Zhang, Y.Y.; Zhang, J.S. Recrystallization in the particles interfacial region of the cold-sprayed aluminum coating: Strain-induced boundary migration. Mater. Lett. 2011, 65, 1856–1858. [Google Scholar] [CrossRef]
- Shvindlerman, L.S.; Gottstein, G. Grain boundary and triple junction migration. Mater. Sci. Eng. A 2001, 302, 141–150. [Google Scholar] [CrossRef]
- Chen, Y.; Santos, A.; Ho, D.; Wang, Y.; Kumeria, T.; Li, J.; Wang, C.; Losic, D. On The Generation of Interferometric Colors in High Purity and Technical Grade Aluminum: An Alternative Green Process for Metal Finishing Industry. Electrochim. Acta 2015, 174, 672–681. [Google Scholar] [CrossRef]
- Wang, Y.L.; Ren, L.P.; Dong, J.R.; Cao, C.C. Influence of Cold Rolled Deformation Degree and Heating Rates on Crystallite Dimension and Recrystallization Fraction of Aluminum Plates. Crystals 2021, 11, 1428. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Elements | Al | Fe | Cu | Mg | Si | Mn | Ni | Zn | Ti |
|---|---|---|---|---|---|---|---|---|---|
| Mass content | Bal. | 10 | 12 | 16 | 7 | 2 | 1 | 3 | 1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Yang, F.; Ren, L.; Liu, Q.; Cao, Y.; Huang, G. Microstructure and Texture of an Aluminum Plate Produced by Multipass Cold Rolling and Graded Annealing Process. Metals 2022, 12, 260. https://doi.org/10.3390/met12020260
Wang Y, Yang F, Ren L, Liu Q, Cao Y, Huang G. Microstructure and Texture of an Aluminum Plate Produced by Multipass Cold Rolling and Graded Annealing Process. Metals. 2022; 12(2):260. https://doi.org/10.3390/met12020260
Chicago/Turabian StyleWang, Yunlei, Fangzhou Yang, Liping Ren, Qi Liu, Yu Cao, and Guangjie Huang. 2022. "Microstructure and Texture of an Aluminum Plate Produced by Multipass Cold Rolling and Graded Annealing Process" Metals 12, no. 2: 260. https://doi.org/10.3390/met12020260
APA StyleWang, Y., Yang, F., Ren, L., Liu, Q., Cao, Y., & Huang, G. (2022). Microstructure and Texture of an Aluminum Plate Produced by Multipass Cold Rolling and Graded Annealing Process. Metals, 12(2), 260. https://doi.org/10.3390/met12020260