
Microstructure and Mechanical Properties at Elevated Temperature of Powder Metallurgy Al-Zn-Mg-Cu Alloy Subjected to Hot Extrusion


 ,
,
Abstract
:1. Introduction
2. Experimental Procedure
3. Results and Discussion
4. Conclusions
- (1)
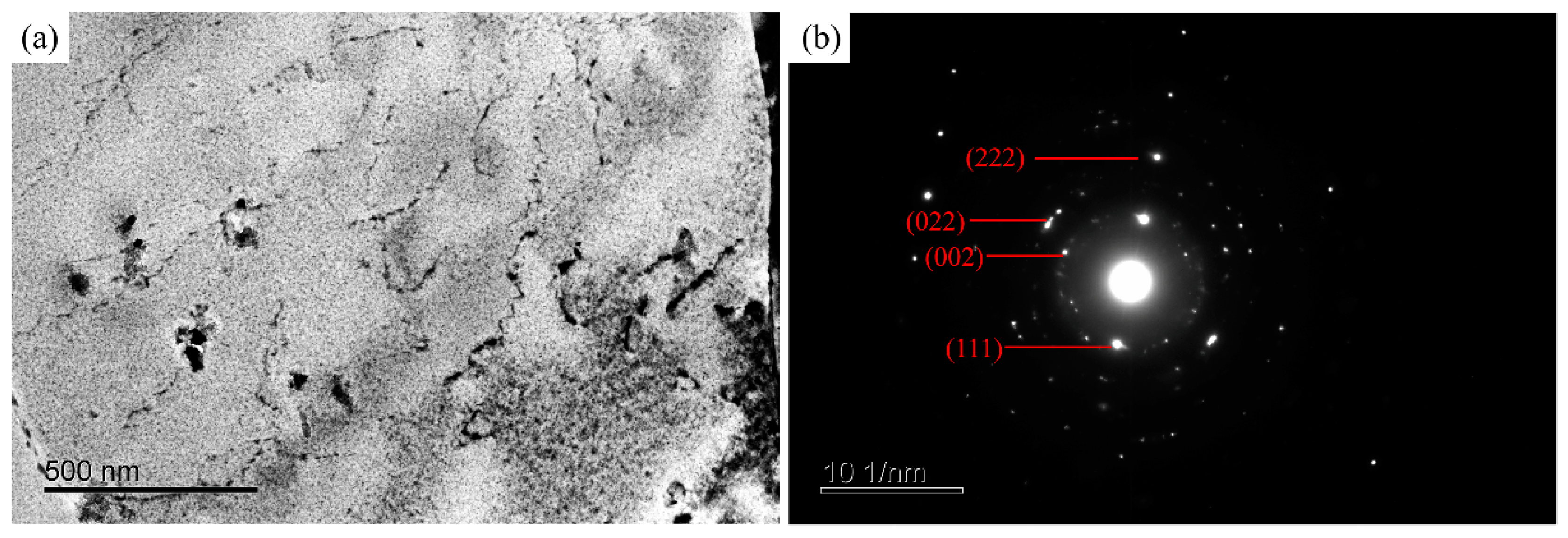
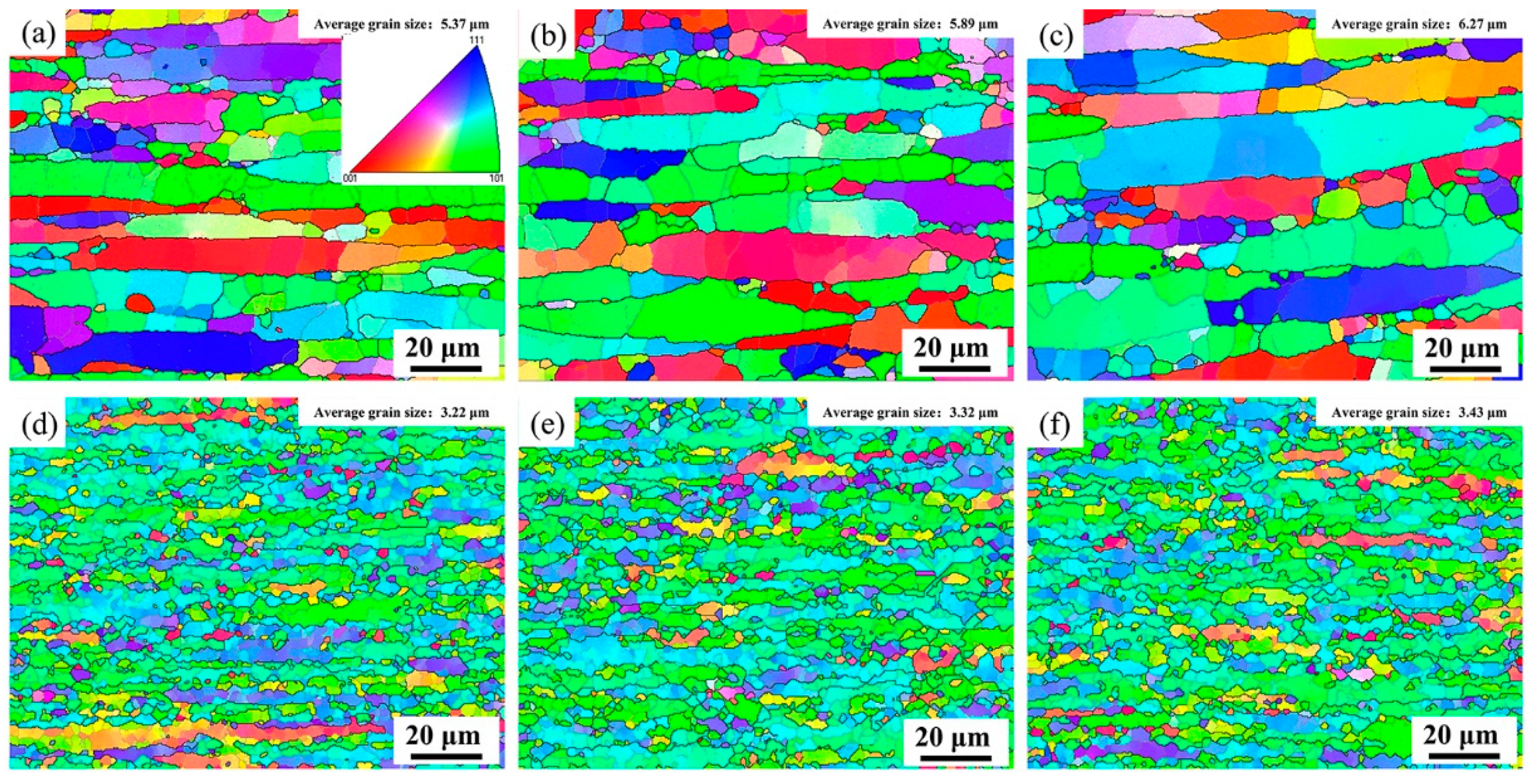
- The grain sizes of the two Al-Zn-Mg-Cu alloys with oxygen content of 0.15% (BL alloy) and 0.33% (BL alloy) were 5.15 and 3.16 μm, respectively. The pinning effect of γ-Al2O3 particles on the movement of dislocations and grain boundaries was observed by TEM.γ-Al2O3 inhibits the recrystallization process of Al alloy during hot deformation processing and subsequent heat treatment through the pinning effect on dislocations and grain boundaries.
- (2)
- The two alloys showed grain growth at 250, 350, and 450 °C. However, due to the pinning effect of γ-Al2O3 on the grain boundaries, the grain growth of BM alloy was not obvious. This was due to the greater amount of pinning in grain boundaries provided by more γ-Al2O3 in BM alloy.
- (3)
- The tensile strengths of BL alloys were 185, 46, and 18 MPa at 250, 350, and 450 °C, respectively, while those of BM alloys were 205, 68, and 25 MPa, respectively. The UTS of the BM alloy was higher than that of the BL alloy. This might be attributed to small grain size and finer second phase in the BM alloy.
- (4)
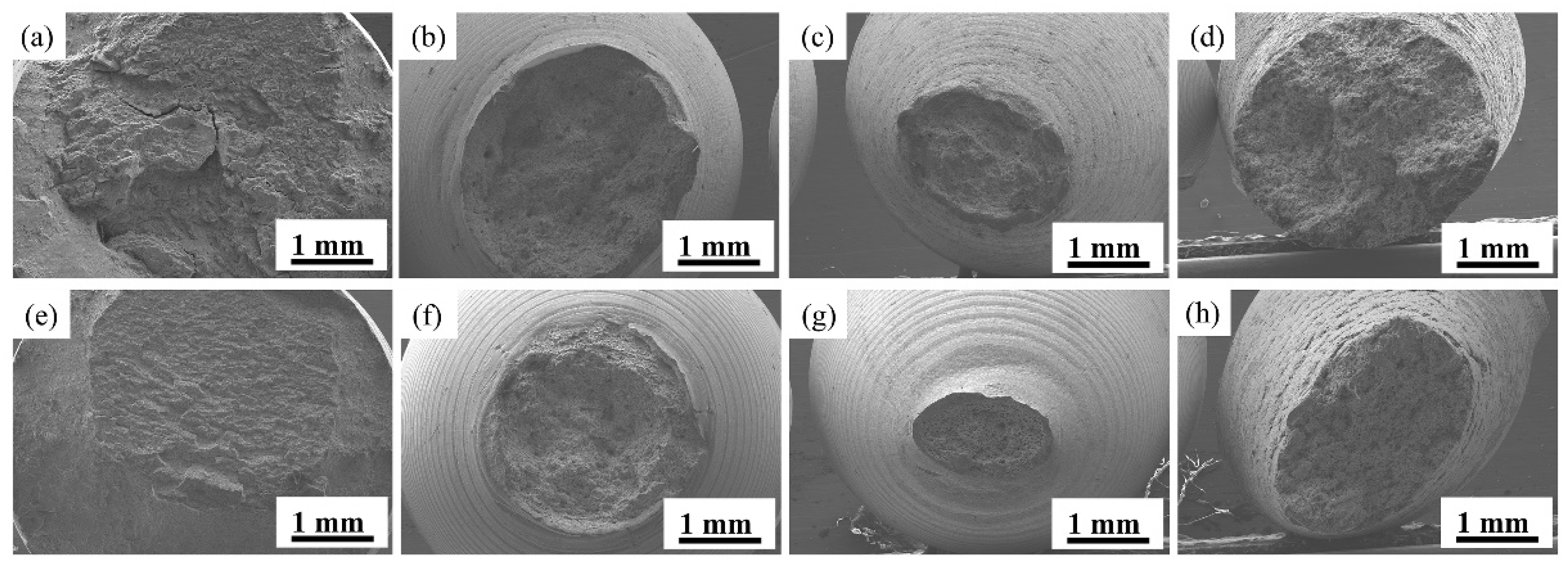
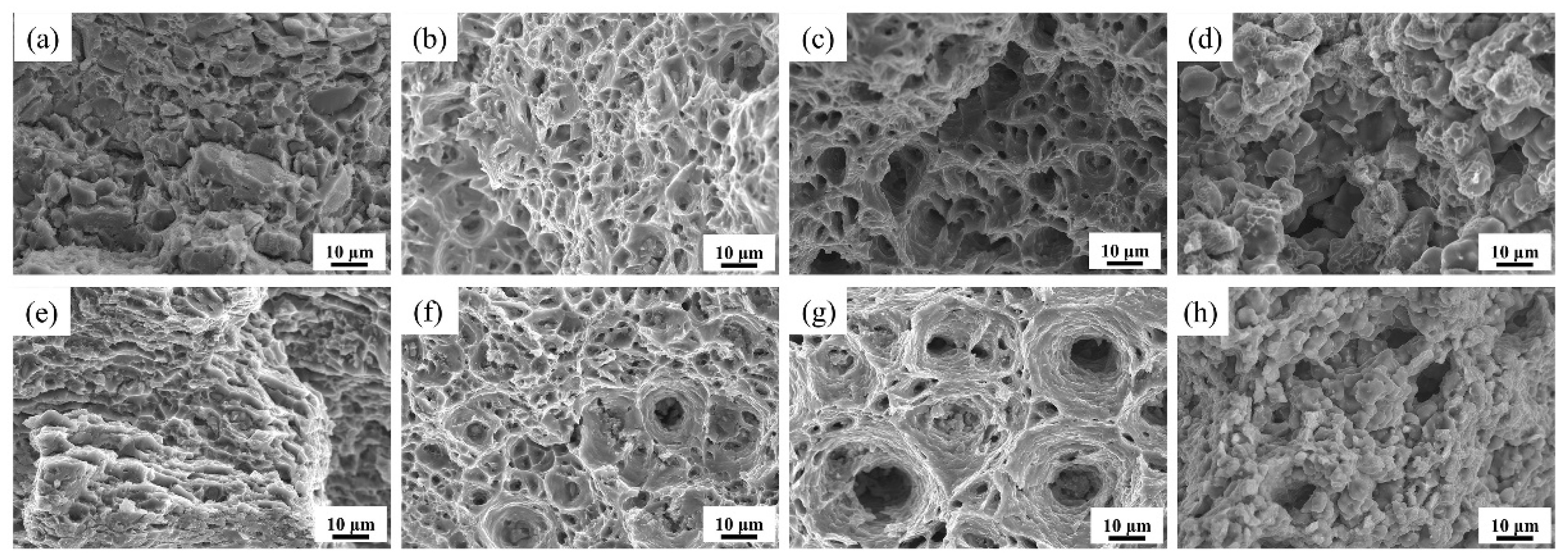
- The main deformation mechanism is dislocation movement at 250 and 350 °C, while grain boundary sliding occurred at 450 °C.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, J.; Cheng, Y.S.; Chan, S.; Sung, D. Microstructure and mechanical properties of 7075 aluminum alloy during complex thixoextrusion. Trans. Nonferrous Met. Soc. China 2020, 30, 3173–3182. [Google Scholar] [CrossRef]
- Moon, C.; Thuillier, S.; Lee, J.; Lee, M.G. Mechanical properties of solution heat treated Al-Zn-Mg-Cu (7075) alloy under different cooling conditions: Analysis with full field measurement and finite element modeling. J. Alloys Compd. 2021, 856, 158180. [Google Scholar] [CrossRef]
- Wang, Y.; Wu, X.; Cao, L.; Tong, X.; Guo, M. Effect of ag on aging precipitation behavior and mechanical properties of aluminum alloy 7075. Mater. Sci. Eng. A 2020, 804, 140515. [Google Scholar] [CrossRef]
- Lee, S.H.; Jung, J.G.; Baik, S.I.; Park, S.H.; Euh, K. Effects of Ti addition on the microstructure and mechanical properties of Al-Zn-Mg-Cu–Zr alloy. Mater. Sci. Eng. A 2020, 801, 140437. [Google Scholar] [CrossRef]
- Guo, Y.; Zhang, M.; Wang, Z.; Wang, S.; Zhao, H. Effects of cold temperatures, strain rates and anisotropy on the mechanical behavior and fracture morphology of an Al-Zn-Mg-Cu alloy. Mater. Sci. Eng. A 2020, 806, 140691. [Google Scholar] [CrossRef]
- Muhammad, A.K.; Wang, Y.W.; Muhammad, J.A.; Ghulam, Y.; Abdul, M.; Faisal, N.; Shahrukh, K.; Tahir, A.; Zhang, H. Effect of heat treatment on the precipitate behaviour, corrosion resistance and high temperature tensile properties of 7055 aluminum alloy synthesis by novel spray deposited followed by hot extrusion. Vacuum 2019, 174, 109185. [Google Scholar]
- Sun, J.H.; Liang, J.; Wang, L.C.; Li, P.; Zhang, Y.Q.; Shan, C.Z. Development and application of aluminum alloy drill rod in deep drilling. Procedia Eng. 2016, 73, 84–90. [Google Scholar]
- Wang, Y.C.; Cao, L.F.; Wu, X.D.; Huang, G.J. Research progress on microstructure and properties of 7xxx series aluminum alloys for oil drill pipes. Mater. Rev. 2019, 33, 1190–1197. [Google Scholar]
- Easton, M.A.; Qian, M.; Prasad, A.; StJohn, D.H. Recent advances in grain refinement of light metals and alloys. Curr. Opin. Solid State Mater. Sci. 2016, 20, 13–24. [Google Scholar] [CrossRef] [Green Version]
- Zhao, J.G.; Liu, Z.Y.; Bai, S.; Huang, T.T.; Wang, J.; Xie, H.Y. Effect of various aging treatment on thermal stability of a novel Al-Zn-Mg-Cu alloy for oil drilling. Mater. Sci. Eng. A 2021, 803, 140490. [Google Scholar] [CrossRef]
- Ortiz, D.; Brown, J.; Abdelshehid, M.; Deleon, P.; Dalton, R.; Mendez, L. The effects of prolonged thermal exposure on the mechanical properties and fracture toughness of c458 aluminum–lithium alloy. Eng. Fail. Anal. 2006, 13, 170–180. [Google Scholar] [CrossRef]
- Lee, E.W.; Oppenheim, T.; Robinson, K.; Aridkahari, B.; Neylan, N.; Gebreyesus, D. The effect of thermal exposure on the electrical conductivity and static mechanical behavior of several age hardenable aluminum alloys. Eng. Fail Anal. 2007, 149, 1538–1549. [Google Scholar] [CrossRef]
- Chen, K.; Tang, J.; Jiang, F.; Teng, J.; Zhang, H. The role of various Zr additions in static softening behavior of Al-Zn-Mg-Cu alloys during interval holding of double-stage hot deformation. J. Alloys Compd. 2019, 792, 1112–1121. [Google Scholar] [CrossRef]
- Zhou, M.; Lin, Y.C.; Jiao, D.; Jiang, Y.Q. Hot tensile deformation behaviors and constitutive model of an Al-Zn-Mg-Cu alloy. Mater. Des. 2014, 59, 141–150. [Google Scholar] [CrossRef]
- Zhang, Y.; Jin, S.; Trimby, P.W.; Liao, X.; Murashkin, M.Y.; Valiev, R.Z. Dynamic precipitation, segregation and strengthening of an Al-Zn-Mg-Cu alloy (aa7075) processed by high-pressure torsion. Acta Mater. 2018, 162, 19–32. [Google Scholar] [CrossRef]
- Xu, C.L.; Huang, J.W.; Jiang, F.Q.; Jiang, Y.G. Dynamic recrystallization and precipitation behavior of a novel Sc, Zr alloyed Al-Zn-Mg-Cu alloy during hot deformation. Mater. Charact. 2021, 183, 11162. [Google Scholar] [CrossRef]
- Ren, J.; Wang, R.; Peng, C.; Feng, Y. Multistage aging treatment influenced precipitate characteristics improve mechanical and corrosion properties in powder hot-extruded 7055 Al alloy. Mater. Charact. 2020, 170, 110683. [Google Scholar] [CrossRef]
- Ying, T.; Gu, L.D.; Tang, X.Y.; Wang, J.Y.; Zeng, X.Q. Effect of Sc microalloying on microstructure evolution and mechanical properties of extruded Al-Zn-Mg-Cu alloys. Mater. Sci. Eng. A 2022, 831, 142197. [Google Scholar] [CrossRef]
- Martin, A.; Vilanova, M.; Gil, E.; Sebastian, M.S.; Wang, C.Y.; Milenkovic, S. Influence of the Zr content on the processability of a high strength Al-Zn-Mg-Cu-Zr alloy by laser powder bed fusion. Mater. Charact. 2022, 183, 111650. [Google Scholar] [CrossRef]
- Macaskill, I.A.; Hexemer, R.L.; Donaldson, I.W.; Bishop, D.P. Effects of magnesium, tin and nitrogen on the sintering response of aluminum powder. J. Mater. Process Technol. 2010, 210, 2252–2260. [Google Scholar] [CrossRef]
- Martin, J.M.; Castro, F. Liquid phase sintering of p/m aluminium alloys: Effect of processing conditions. J. Mater. Process Technol. 2003, 143, 814–821. [Google Scholar] [CrossRef]
- Grayson, G.N.; Schaffer, G.B.; Griffiths, J.R. Observations of oxide films on fatigue fracture surfaces of a sintered 2xxx series aluminium alloy. Mater. Sci. Eng. A 2007, 454, 99–103. [Google Scholar] [CrossRef]
- Ccab, C.; Feng, L.D.; Wh, A.; Tl, A.; Pei, L.A.; Qc, A. Thermally stable al conductor prepared from al powder with a low oxygen content. Mater. Sci. Eng. A 2021, 813, 141174. [Google Scholar]
- Balog, M.; Poletti, C.; Simancik, F.; Walcher, M.; Rajner, W. The effect of native Al2O3 skin disruption on properties of fine al powder compacts. J. Alloys Compd. 2011, 509, S235–S238. [Google Scholar] [CrossRef]
- Nosko, M.; Stepanek, M.; Zifcak, P.; Orovcik, L.; Nagy, S.; Dvorak, T. Solid-state joining of powder metallurgy Al-Al2O3 nanocomposites via friction-stir welding: Effects of powder particle size on the weldability, microstructure, and mechanical property. Mater. Sci. Eng. A 2019, 754, 190–204. [Google Scholar] [CrossRef]
- Gyza, B.; Xl, A.; Bh, A.; Ptl, A.; Yqya, B. Distributions of grains and precipitates in gradient lamellae Al-Zn-Mg-Cu alloy by ultrasonic surface rolling processing. Mater. Sci. Eng. A 2021, 825, 141911. [Google Scholar]
- Chen, C.C.; Han, W.H.; Qi, M.; Dong, S.P.; Li, P.; Yang, F. Microstructural evolution and mechanical properties of an ultrahigh strength Al-Zn-Mg-Cu alloy via powder metallurgy and hot extrusion. J. Cent. South Univ. 2021, 28, 1195–1205. [Google Scholar] [CrossRef]
- Ma, K.; Hu, T.; Yang, H.; Topping, T.; Yousefiani, A.; Lavernia, E.J.; Schoenung, J.M. Schoenung. Coupling of dislocations and precipitates: Impact on the mechanical behavior of ultrafine grained Al–Zn–Mg alloys. Acta Mater. 2016, 103, 153–164. [Google Scholar] [CrossRef]
- Lin, Y.C.; Deng, J.; Jiang, Y.Q.; Wen, D.X.; Liu, G. Effects of initial d phase on hot tensile deformation behaviors and fracture characteristics of a typical Ni-based superalloy. Mater. Sci. Eng. A 2014, 598, 251–262. [Google Scholar] [CrossRef]
- Deng, J.; Lin, Y.C.; Li, S.S.; Chen, J.; Ding, Y. Hot tensile deformation and fracture behaviors of AZ31 magnesium alloy. Mater. Des. 2013, 49, 209–219. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Zn | Mg | Cu | Zr | Al |
|---|---|---|---|---|---|
| Nominal alloy | 8.3 | 2.3 | 2.5 | - | Bal. |
| As-sintered BL alloy | 8.16 | 2.28 | 2.48 | - | Bal. |
| As-sintered BM alloy | 8.12 | 2.27 | 2.49 | - | Bal. |
| AA7055 | 7.6~8.4 | 1.8~2.3 | 2.0~2.6 | 0.08~0.25 | Bal. |
| Sample | Temperature(°C) | UTS (Mpa) | YS (Mpa) | Elongation (%) |
|---|---|---|---|---|
| BL | 25 | 677 ± 5 | 617 ± 5 | 14 ± 0.5 |
| 250 | 185 ± 5 | 178 ± 5 | 13 ± 1 | |
| 350 | 46 ± 3 | 35 ± 3 | 33 ± 3 | |
| 450 | 18 ± 3 | 9 ± 3 | 45 ± 5 | |
| BM | 25 | 716 ± 5 | 670 ± 5 | 11.5 ± 0.5 |
| 250 | 231 ± 5 | 216 ± 5 | 15 ± 1 | |
| 350 | 68 ± 3 | 58 ± 3 | 40 ± 3 | |
| 450 | 25 ± 3 | 15 ± 3 | 71 ± 5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, W.; Li, Y.; Li, P.; Su, G.; Zhang, C.; Sun, C.; Chen, C.; Yang, F.; Guo, Z. Microstructure and Mechanical Properties at Elevated Temperature of Powder Metallurgy Al-Zn-Mg-Cu Alloy Subjected to Hot Extrusion. Metals 2022, 12, 259. https://doi.org/10.3390/met12020259
Han W, Li Y, Li P, Su G, Zhang C, Sun C, Chen C, Yang F, Guo Z. Microstructure and Mechanical Properties at Elevated Temperature of Powder Metallurgy Al-Zn-Mg-Cu Alloy Subjected to Hot Extrusion. Metals. 2022; 12(2):259. https://doi.org/10.3390/met12020259
Chicago/Turabian StyleHan, Weihao, Yang Li, Pei Li, Guoping Su, Chenzeng Zhang, Chunfang Sun, Cunguang Chen, Fang Yang, and Zhimeng Guo. 2022. "Microstructure and Mechanical Properties at Elevated Temperature of Powder Metallurgy Al-Zn-Mg-Cu Alloy Subjected to Hot Extrusion" Metals 12, no. 2: 259. https://doi.org/10.3390/met12020259
APA StyleHan, W., Li, Y., Li, P., Su, G., Zhang, C., Sun, C., Chen, C., Yang, F., & Guo, Z. (2022). Microstructure and Mechanical Properties at Elevated Temperature of Powder Metallurgy Al-Zn-Mg-Cu Alloy Subjected to Hot Extrusion. Metals, 12(2), 259. https://doi.org/10.3390/met12020259