
In Situ Ageing with the Platform Preheating of AlSi10Mg Alloy Manufactured by Laser Powder-Bed Fusion Process

 , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material and Manufacturing Conditions
2.2. Mechanical Characterization
2.3. Microstructural and Thermal Characterizations
3. Results
3.1. Density
3.2. Mechanical Properties
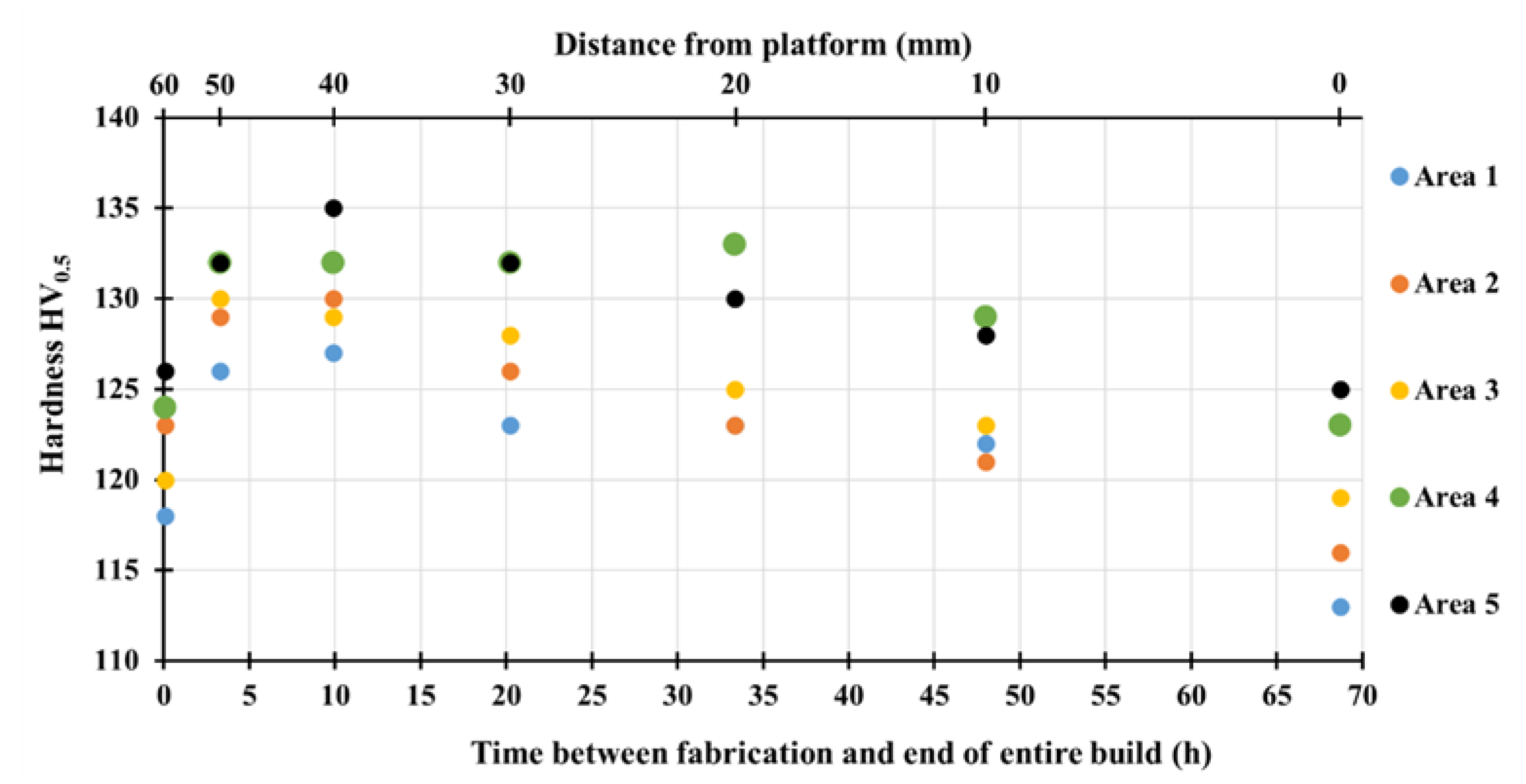
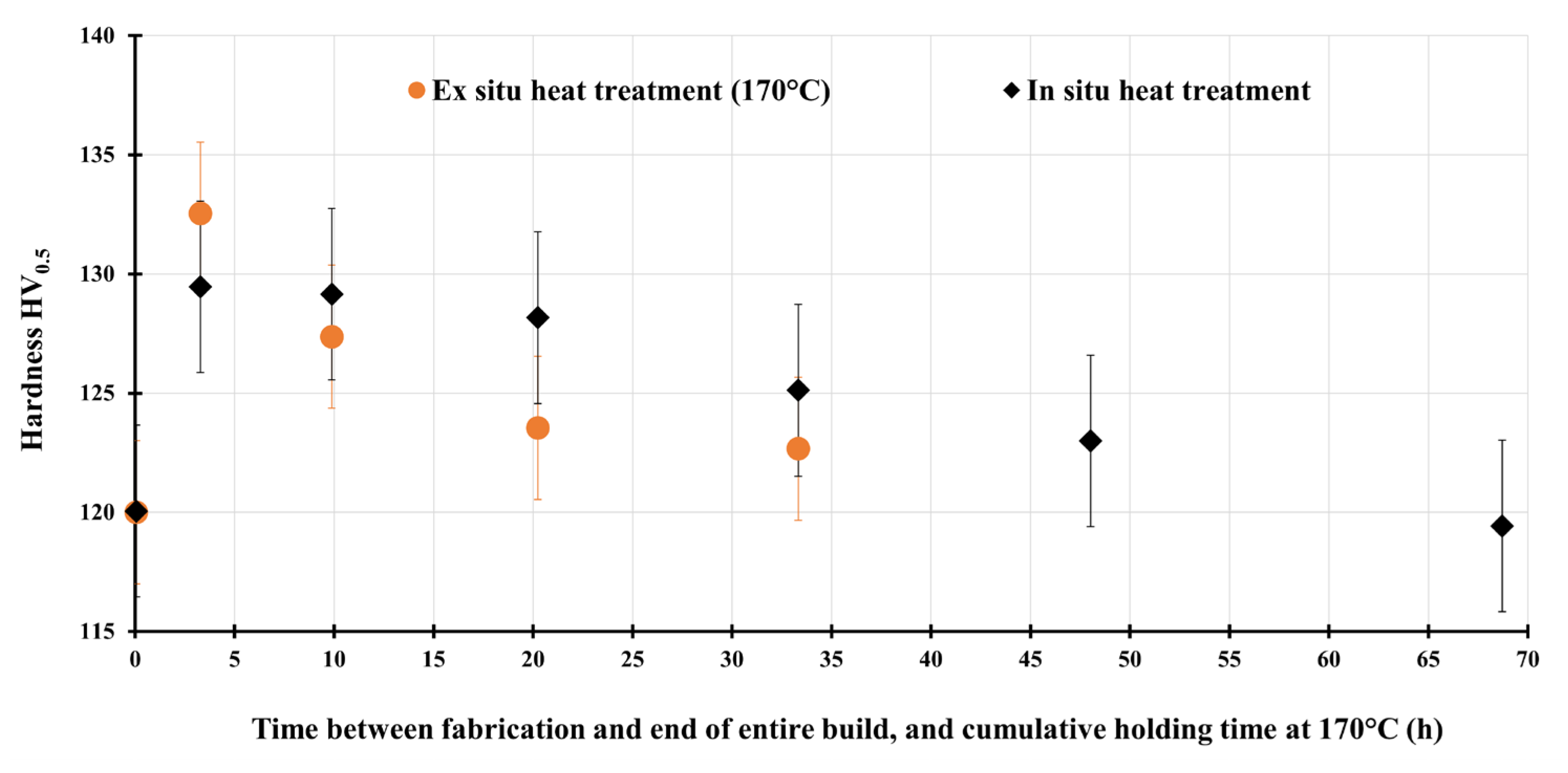
3.2.1. Hardness
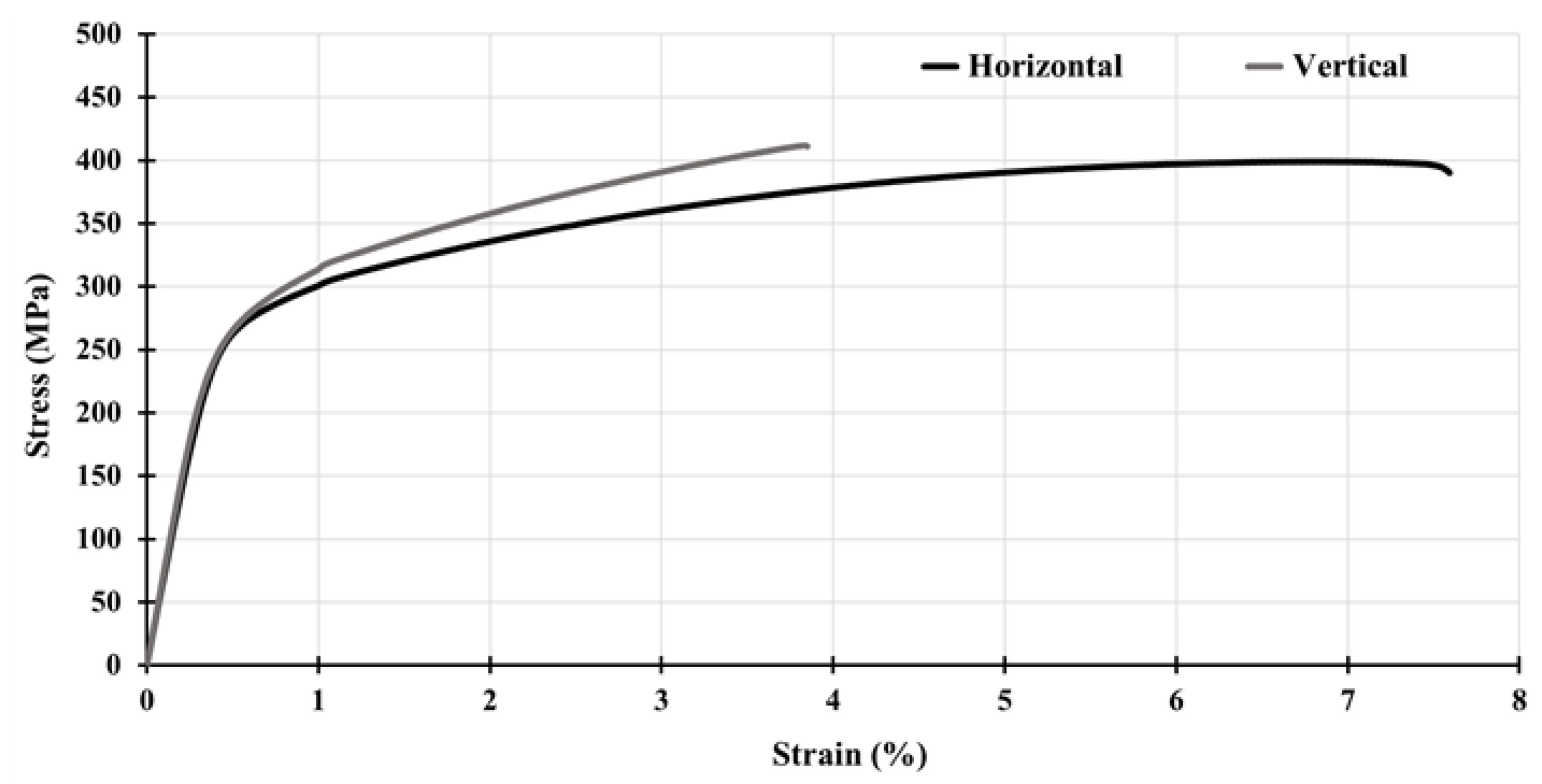
3.2.2. Tensile Properties
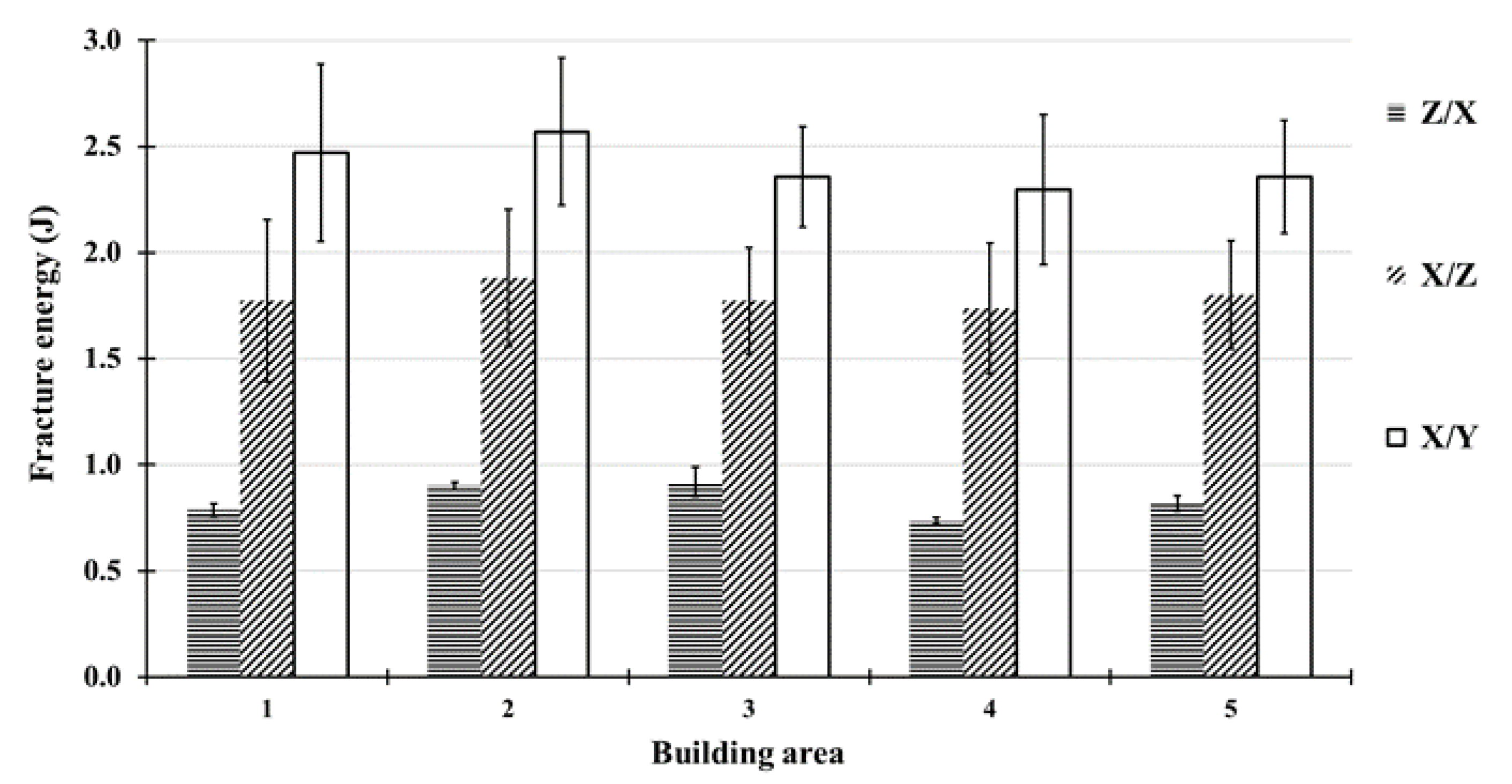
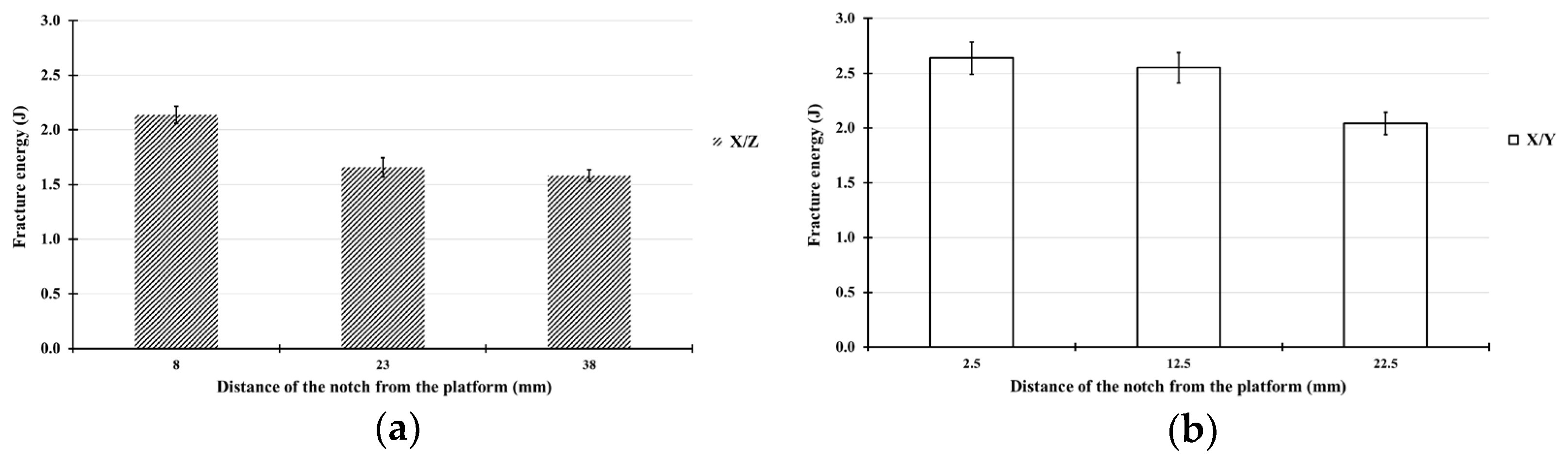
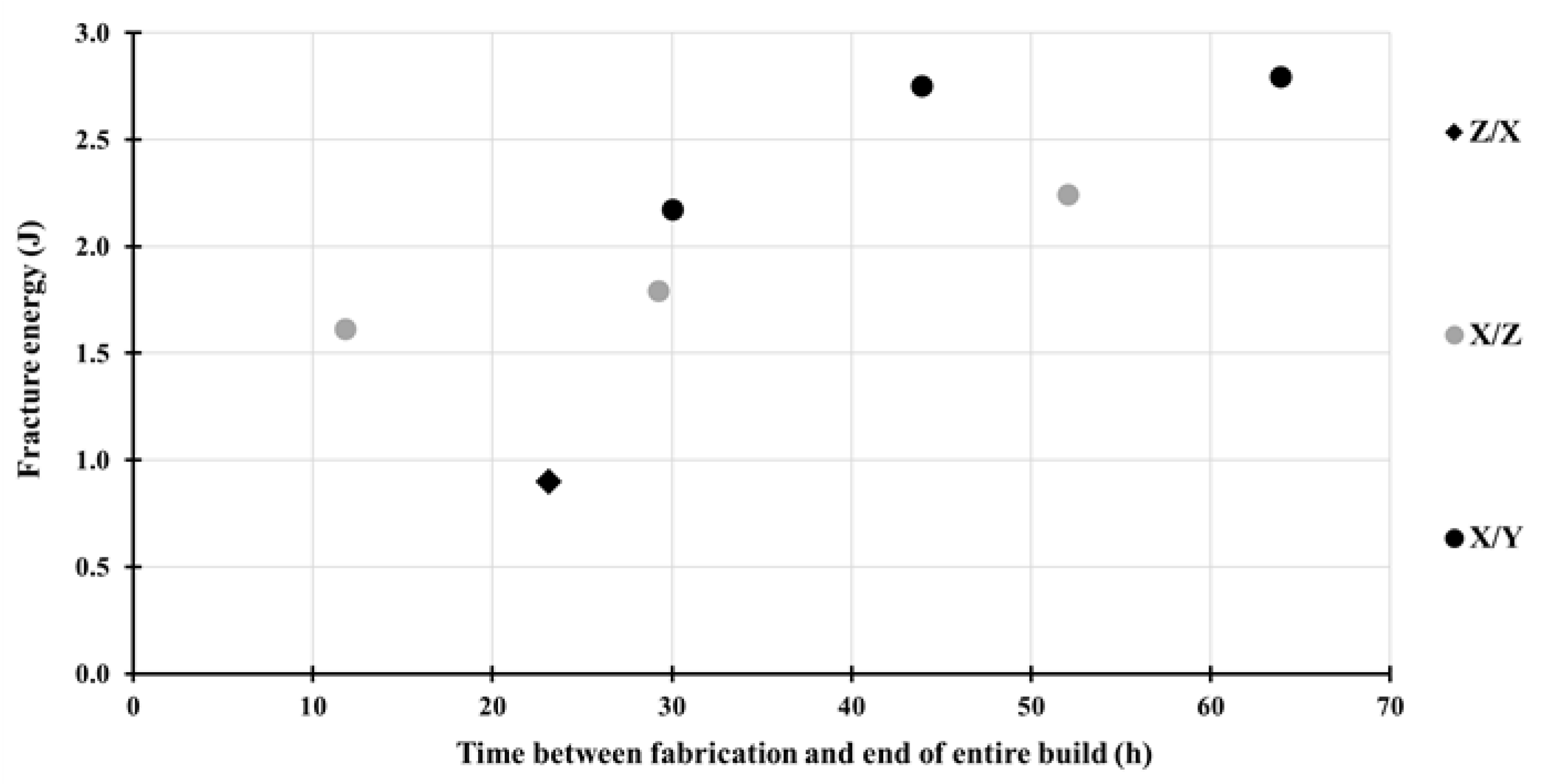
3.2.3. Impact Toughness
4. Discussion
4.1. Effect of Sample Positioning on Fabrication Plateform
4.2. Effect of Sample Positioning on Height
5. Conclusions
- The mechanical tests showed the anisotropic behavior of the printed material: the XY-cross-section hardness was higher than the XZ hardness, and the horizontal orientation presented the highest ductility and fracture energies and a reduced UTS in comparison with the vertical specimens.
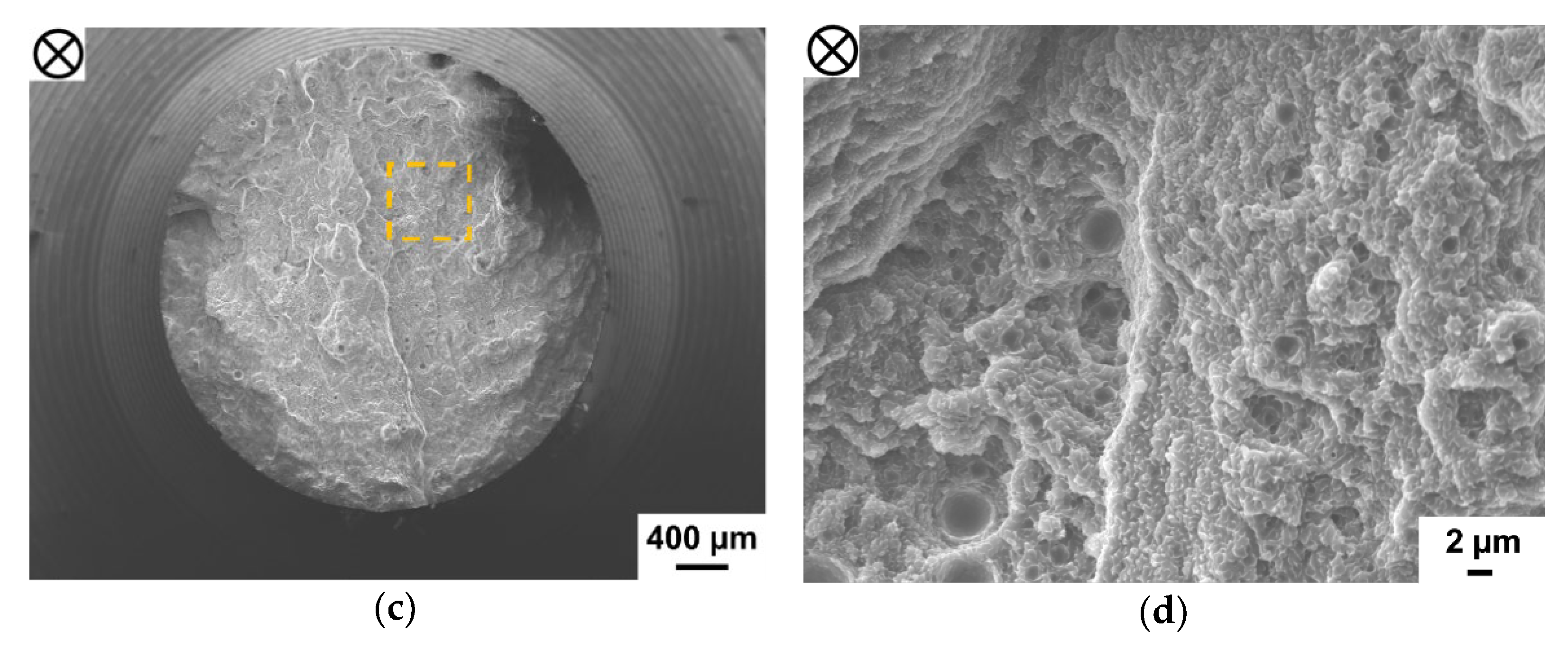
- The microstructural characterizations exhibited the presence of two phases, i.e., Al and Si, regardless of the building height considered. Nevertheless, the cellular network evolved as a function of the building height: Si precipitation inside the Al cells appeared at the bottom of the product while this was not seen at the top. Moreover, the hardness in the XY and XZ-cross-sections also varied as a function of the distance from building platform. The evolution of the hardness was represented by an in situ artificial ageing (T5 heat treatment) curve from top to bottom characterized by an increase in the harness, a plateau, and a decrease. The temperature of this in situ heat treatment was estimated under a preheating temperature of 170 °C.
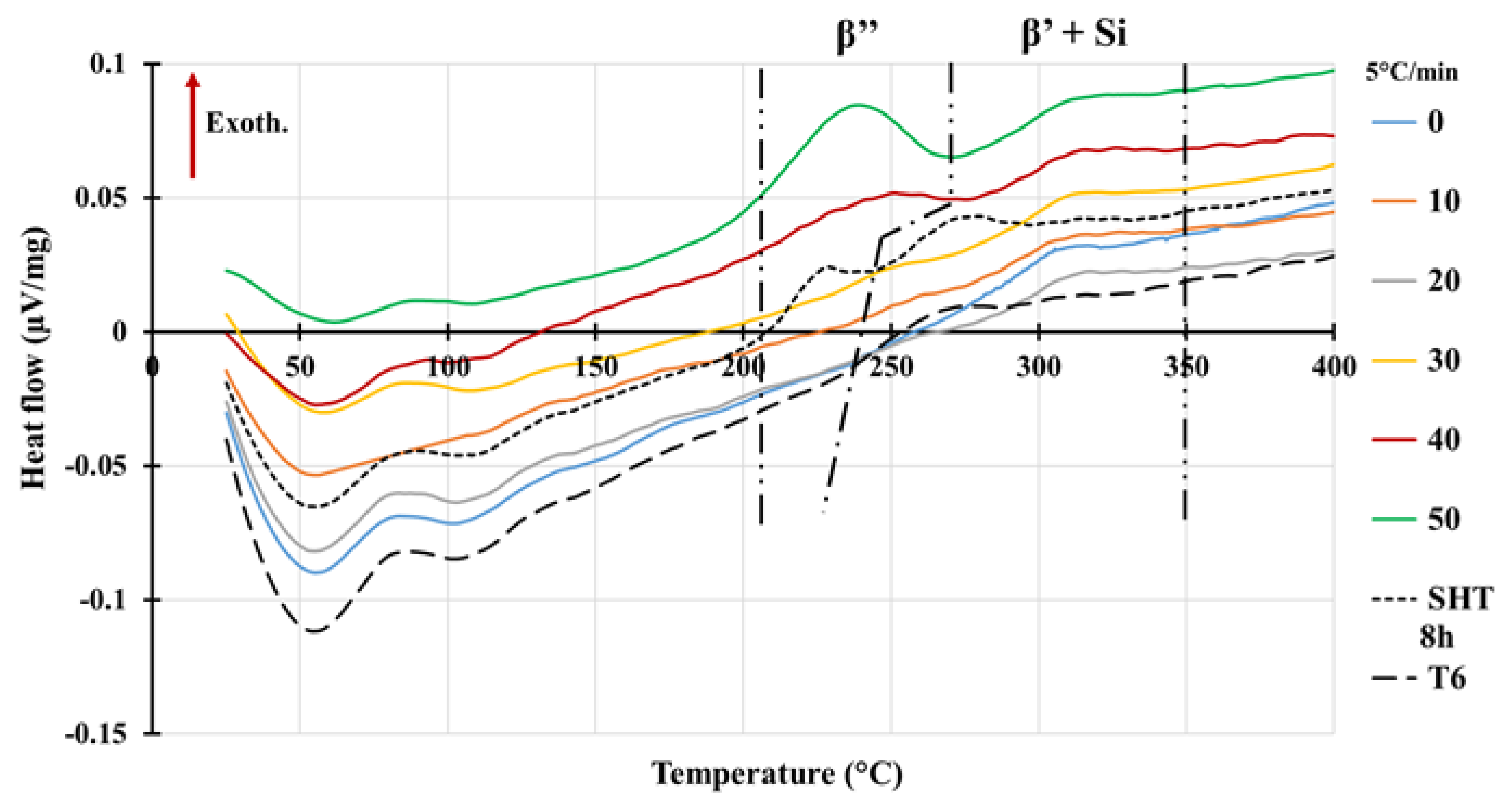
- A differential thermal analysis was performed under SHT and T6 conditions and on the samples spread over the building height. These tests exhibited differences in the precipitation sequence as a function of the distance from the building platform. At the bottom, only β’ and Si precipitations were possible, whereas at the top, the hardening potential was complete. Finally, at the bottom, the hardening mechanisms providing the estimated hardness arose from an L-PBF over-aged microstructure associated with Si and β’’/β’/β’ precipitation, while at the top, they were generated by the cellular network combined with a supersaturated solid solution.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Aboulkhair, N.T.; Simonelli, M.; Parry, L.; Ashcroft, I.; Tuck, C.; Hague, R. 3D printing of Aluminium alloys: Additive Manufacturing of Aluminium alloys using selective laser melting. Prog. Mater Sci. 2019, 106, 100578. [Google Scholar] [CrossRef]
- Kotadia, H.R.; Gibbons, G.; Das, A.; Howes, P.D. A review of Laser Powder Bed Fusion Additive Manufacturing of aluminium alloys: Microstructure and properties. Addit. Manuf. 2021, 46, 102155. [Google Scholar] [CrossRef]
- Olakanmi, E.O.; Cochrane, R.F.; Dalgarno, K.W. A review on selective laser sintering/melting (SLS/SLM) of aluminium alloy powders: Processing, microstructure, and properties. Prog. Mater Sci. 2015, 74, 401–477. [Google Scholar] [CrossRef]
- Galy, C.; Le Guen, E.; Lacoste, E.; Arvieu, C. Main defects in aluminum alloy parts produced by SLM: From causes to consequences. Addit. Manuf. 2018, 22, 165–175. [Google Scholar] [CrossRef]
- Zhang, J.; Song, B.; Wei, Q.; Bourell, D.; Shi, T. A review of selective laser melting of aluminum alloys: Processing, microstructure, property and developing trends. JMST 2019, 35, 270–284. [Google Scholar] [CrossRef]
- Daoudi, M.I.; Triki, A.; Redjaimia, A. DSC study of the kinetic parameters of the metastable phases formation during non-isothermal annealing of an Al–Si–Mg alloy. J. Therm. Anal. Calorim. 2010, 104, 627–633. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Everitt, N.M.; Ashcroft, I.; Tuck, C. Reducing porosity in AlSi10Mg parts processed by selective laser melting. Addit. Manuf. 2014, 1–4, 77–86. [Google Scholar] [CrossRef]
- Rao, J.H.; Zhang, Y.; Fang, X.; Chen, Y.; Wu, X.; Davies, C.H.J. The origins for tensile properties of selective laser melted aluminium alloy A357. Addit. Manuf. 2017, 17, 113–122. [Google Scholar] [CrossRef]
- Santos Macías, J.G.; Douillard, T.; Zhao, L.; Maire, E.; Pyka, G.; Simar, A. Influence on microstructure, strength and ductility of build platform temperature during laser powder bed fusion of AlSi10Mg. Acta Mater. 2020, 201, 231–243. [Google Scholar] [CrossRef]
- Fiocchi, J.; Tuissi, A.; Biffi, C.A. Heat treatment of aluminium alloys produced by laser powder bed fusion: A review. Mater. Des. 2021, 204, 109651. [Google Scholar] [CrossRef]
- Thijs, L.; Kempen, K.; Kruth, J.P.; Van Humbeeck, J. Fine-structured aluminium products with controllable texture by selective laser melting of pre-alloyed AlSi10Mg powder. Acta Mater. 2013, 61, 1809–1819. [Google Scholar] [CrossRef] [Green Version]
- Delahaye, J.; Tchuindjang, J.T.; Lecomte-Beckers, J.; Rigo, O.; Habraken, A.M.; Mertens, A. Influence of Si precipitates on fracture mechanisms of AlSi10Mg parts processed by Selective Laser Melting. Acta Mater. 2019, 175, 160–170. [Google Scholar] [CrossRef]
- Zhao, L.; Song, L.; Santos Macías, J.G.; Zhu, Y.; Huang, M.; Simar, A.; Li, Z. Review on the correlation between microstructure and mechanical performance for laser powder bed fusion AlSi10Mg. Addit. Manuf. 2022, 56, 102914. [Google Scholar] [CrossRef]
- Bosio, F.; Shen, H.; Liu, Y.; Lombardi, M.; Rometsch, P.; Wu, X.; Zhu, Y.; Huang, A. Production Strategy for Manufacturing Large-Scale AlSi10Mg Components by Laser Powder Bed Fusion. JOM 2021, 73, 770–780. [Google Scholar] [CrossRef]
- Yang, K.V.; Rometsch, P.; Davies, C.H.J.; Huang, A.; Wu, X. Effect of heat treatment on the microstructure and anisotropy in mechanical properties of A357 alloy produced by selective laser melting. Mater. Des. 2018, 154, 275–290. [Google Scholar] [CrossRef]
- Mertens, R.; Dadbakhsh, S.; Humbeeck, J.V.; Kruth, J.P. Application of base plate preheating during selective laser melting. Procedia CIRP 2018, 74, 5–11. [Google Scholar] [CrossRef]
- Rao, H.; Giet, S.; Yang, K.; Wu, X.; Davies, C.H.J. The influence of processing parameters on aluminium alloy A357 manufactured by Selective Laser Melting. Mater. Des. 2016, 109, 334–346. [Google Scholar] [CrossRef]
- Aversa, A.; Lorusso, M.; Trevisan, F.; Ambrosio, E.; Calignano, F.; Manfredi, D.; Biamino, S.; Fino, P.; Lombardi, M.; Pavese, M. Effect of Process and Post-Process Conditions on the Mechanical Properties of an A357 Alloy Produced via Laser Powder Bed Fusion. Metals 2017, 7, 68. [Google Scholar] [CrossRef]
- Casati, R.; Hamidi Nasab, M.; Coduri, M.; Tirelli, V.; Vedani, M. Effects of Platform Pre-Heating and Thermal-Treatment Strategies on Properties of AlSi10Mg Alloy Processed by Selective Laser Melting. Metals 2018, 8, 954. [Google Scholar] [CrossRef] [Green Version]
- Mauduit, A.; Gransac, H.; Auguste, P.; Pillot, S.; Diószegi, A. Study of AlSi7Mg0. 6 Alloy by Selective Laser Melting: Mechanical Properties, Microstructure, Heat Treatment. JCME 2019, 3, 1–13. [Google Scholar]
- Takata, N.; Kodaira, H.; Sekizawa, K.; Suzuki, A.; Kobashi, M. Change in microstructure of selectively laser melted AlSi10Mg alloy with heat treatments. Mater. Sci. Eng. A 2017, 704, 218–228. [Google Scholar] [CrossRef]
- Liu, X.; Zhao, C.; Zhou, X.; Shen, Z.; Liu, W. Microstructure of selective laser melted AlSi10Mg alloy. Mater. Des. 2019, 168, 107677. [Google Scholar] [CrossRef]
- Oliveira de Menezes, J.T.; Castrodeza, E.M.; Patriarca, L.; Casati, R. Effect of heat treatments and loading orientation on the tensile properties and fracture toughness of AlSi7Mg alloy produced by Laser Powder Bed Fusion. Int. J. Fract. 2022, 235, 145–157. [Google Scholar] [CrossRef]
- Mussatto, A.; Groarke, R.; Vijayaraghavan, R.K.; Hughes, C.; Obeidi, M.A.; Doğu, M.N.; Alp Yalçin, M.; McNally, P.J.; Delaure, Y.; Brabazon, D. Assessing dependency of part properties on the printing location in laser-powder bed fusion metal additive manufacturing. Mater. Today Commun. 2022, 30, 103209. [Google Scholar] [CrossRef]
- Esmaeilizadeh, R.; Ali, U.; Keshavarzkermani, A.; Mahmoodkhani, Y.; Marzbanrad, E.; Toyserkani, E. On the effect of spatter particles distribution on the quality of Hastelloy X parts made by laser powder-bed fusion additive manufacturing. J. Manuf. Process. 2019, 37, 11–20. [Google Scholar] [CrossRef]
- Maamoun, A.H.; Elbestawi, M.; Dosbaeva, G.K.; Veldhuis, S.C. Thermal post-processing of AlSi10Mg parts produced by Selective Laser Melting using recycled powder. Addit. Manuf. 2018, 21, 234–247. [Google Scholar] [CrossRef]
- Cerri, E.; Ghio, E.; Bolelli, G. Effect of the Distance from Build Platform and Post-Heat Treatment of AlSi10Mg Alloy Manufactured by Single- and Multi-Laser Selective Laser Melting. J. Mater. Eng. Perform. 2021, 30, 4981–4992. [Google Scholar] [CrossRef]
- Hitzler, L.; Janousch, C.; Schanz, J.; Merkel, M.; Heine, B.; Mack, F.; Hall, W.; Öchsner, A. Direction and location dependency of selective laser melted AlSi10Mg specimens. J. Mater. Process. Technol. 2017, 243, 48–61. [Google Scholar] [CrossRef]
- Cerri, E.; Ghio, E. Aging Profiles of AlSi7Mg0.6 and AlSi10Mg0.3 Alloys Manufactured via Laser-Powder Bed Fusion: Direct Aging versus T6. Materials 2022, 15, 6126. [Google Scholar] [CrossRef]
- Song, L.; Zhao, L.; Ding, L.; Zhu, Y.; Huang, M.; Simar, A.; Li, Z. Microstructure and loading direction dependent hardening and damage behavior of laser powder bed fusion AlSi10Mg. Mater. Sci. Eng. A 2022, 832, 142484. [Google Scholar] [CrossRef]
- Bosio, F.; Fino, P.; Manfredi, D.; Lombardi, M. Strengthening strategies for an Al alloy processed by in-situ alloying during laser powder bed fusion. Mater. Des. 2021, 212, 110247. [Google Scholar] [CrossRef]
- Rometsch, P.A.; Schaffer, G.B. An age hardening model for Al-7Si-Mg casting alloys. Mater. Sci. Eng. A 2002, A325, 424–434. [Google Scholar] [CrossRef]
- Li, R.X.; Li, R.D.; Zhao, Y.H.; He, L.Z.; Li, C.X.; Guan, H.R.; Hu, Z.Q. Age-hardening behavior of cast Al–Si base alloy. Mater. Lett. 2004, 58, 2096–2101. [Google Scholar] [CrossRef]
- Myhr, O.R.; Grong, Ø.; Andersen, S.J. Modelling of the age hardening behaviour of Al–Mg–Si alloys. Acta Mater. 2001, 49, 65–75. [Google Scholar] [CrossRef]
- Edwards, G.A.; Stiller, K.; Dunlop, G.L.; Couper, M.J. The precipitation sequence in Al-Mg-Si alloys. Acta Mater. 1998, 46, 3893–3904. [Google Scholar] [CrossRef]
- Andersen, S.J.; Zandbergen, H.W.; Jansen, J.; Traeholt, C.; Tundal, U.; Reiso, O. The crystal structure of the β″phase in Al–Mg–Si alloys. Acta Mater. 1998, 46, 3283–3298. [Google Scholar] [CrossRef]
- Matsuda, K.; Naoi, T.; Kaname, F.; Uetani, Y.; Sato, T.; Kamio, A.; Ikeno, S. Crystal structure of the Bsec phase in an Al-1wt% Mg2Si—0,4wt%Si alloy. Mater. Sci. Eng. A 1999, A262, 232–237. [Google Scholar] [CrossRef]
- Doan, L.C.; Ohmori, Y.; Nakai, K. Precipitation and dissolution reactions in a 6061 aluminum alloy. Mater. Trans. 2000, 41, 300–305. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.; Esmaeili, S.; Lloyd, D.J. The sequence of precipitation in the Al-Mg-Si-Cu alloy AA6111. Metall. Mater. Trans. A 2006, 37, 2691–2699. [Google Scholar] [CrossRef]
- Padovano, E.; Badini, C.; Pantarelli, A.; Gili, F.; D’Aiuto, F. A comparative study of the effects of thermal treatments on AlSi10Mg produced by laser powder bed fusion. J. Alloys Compd. 2020, 831, 154822. [Google Scholar] [CrossRef]
- Albu, M.; Krisper, R.; Lammer, J.; Kothleitner, G.; Fiocchi, J.; Bassani, P. Microstructure evolution during in-situ heating of AlSi10Mg alloy powders and additive manufactured parts. Addit. Manuf. 2020, 36, 101605. [Google Scholar] [CrossRef]
- Fiocchi, J.; Tuissi, A.; Bassani, P.; Biffi, C.A. Low temperature annealing dedicated to AlSi10Mg selective laser melting products. J. Alloys Compd. 2017, 695, 3402–3409. [Google Scholar] [CrossRef]
- Ma, P.; Prashanth, K.; Scudino, S.; Jia, Y.; Wang, H.; Zou, C.; Wei, Z.; Eckert, J. Influence of Annealing on Mechanical Properties of Al-20Si Processed by Selective Laser Melting. Metals 2014, 4, 28–36. [Google Scholar] [CrossRef] [Green Version]
- Fite, J.; Prameela, S.E.; Slotwinski, J.; Weihs, T. Evolution of the microstructure and mechanical properties of additively manufactured AlSi10Mg during room temperature holds and low temperature aging. Addit. Manuf. 2020, 36, 101429. [Google Scholar] [CrossRef]
- Liu, M.; Wu, Z.; Yang, R.; Wei, J.; Yu, Y.; Skaret, P.C.; Rover, H.J. DSC analyses of static and dynamic precipitation of an Al–Mg–Si–Cu aluminum alloy. Prog. Nat. Sci. Mater. Int. 2015, 25, 153–158. [Google Scholar] [CrossRef] [Green Version]
- Girelli, L.; Tocci, M.; Gelfi, M.; Pola, A. Study of heat treatment parameters for additively manufactured AlSi10Mg in comparison with corresponding cast alloy. Mater. Sci. Eng. A 2019, 739, 317–328. [Google Scholar] [CrossRef]
- Fiocchi, J.; Biffi, C.A.; Colombo, C.; Vergani, L.M.; Tuissi, A. Ad Hoc Heat Treatments for Selective Laser Melted Alsi10mg Alloy Aimed at Stress-Relieving and Enhancing Mechanical Performances. JOM 2020, 72, 1118–1127. [Google Scholar] [CrossRef]
- Casati, R.; Vedani, M. Aging Response of an A357 Al Alloy Processed by Selective Laser Melting. Adv. Eng. Mater. 2018, 21, 1800406. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Building Parameter | Value |
|---|---|
| Layer thickness | 30 µm |
| Power | 275 W |
| Exposure time | 40 µs |
| Distance between points | 80 µm |
| Hatch distance | 80 µm |
| Area | Density (g/cm3) | Relative Density (%) |
|---|---|---|
| 1 | 2.646 0.002 | 99.1 0.1 |
| 2 | 2.626 0.002 | 98.3 0.1 |
| 3 | 2.646 0.002 | 99.1 0.1 |
| 4 | 2.648 0.002 | 99.2 0.1 |
| 5 | 2.646 0.002 | 99.1 0.1 |
| Distance from the Platform (mm) | Hardness (GPa) | Young’s Modulus (GPa) |
|---|---|---|
| 0 | 1.49 0.07 | 84 2 |
| 40 | 1.68 0.11 | 88 2 |
| 60 | 1.79 0.17 | 86 2 |
| Orientation | YS (MPa) | UTS (MPa) | A (%) | E (GPa) |
|---|---|---|---|---|
| Horizontal | 270 10 | 390 9 | 7 1 | 74 2 |
| Vertical | 270 5 | 420 8 | 4 1 | 72 2 |
| Distance from Platform (mm)/ Heat Treatment | Tβ’’ (°C) | Tβ’+Si (°C) |
|---|---|---|
| 0 | - | 305 |
| 10 | - | 306 |
| 20 | - | 312 |
| 30 | - | 311 |
| 40 | 241 | 313 |
| 50 | 236 | 311 |
| SHT-8h | 227 | 272 |
| T6 | - | 265 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chambrin, N.; Dalverny, O.; Cloue, J.-M.; Brucelle, O.; Alexis, J. In Situ Ageing with the Platform Preheating of AlSi10Mg Alloy Manufactured by Laser Powder-Bed Fusion Process. Metals 2022, 12, 2148. https://doi.org/10.3390/met12122148
Chambrin N, Dalverny O, Cloue J-M, Brucelle O, Alexis J. In Situ Ageing with the Platform Preheating of AlSi10Mg Alloy Manufactured by Laser Powder-Bed Fusion Process. Metals. 2022; 12(12):2148. https://doi.org/10.3390/met12122148
Chicago/Turabian StyleChambrin, Nicolas, Olivier Dalverny, Jean-Marc Cloue, Olivier Brucelle, and Joel Alexis. 2022. "In Situ Ageing with the Platform Preheating of AlSi10Mg Alloy Manufactured by Laser Powder-Bed Fusion Process" Metals 12, no. 12: 2148. https://doi.org/10.3390/met12122148
APA StyleChambrin, N., Dalverny, O., Cloue, J.-M., Brucelle, O., & Alexis, J. (2022). In Situ Ageing with the Platform Preheating of AlSi10Mg Alloy Manufactured by Laser Powder-Bed Fusion Process. Metals, 12(12), 2148. https://doi.org/10.3390/met12122148