

Microstructure and Microhardness Evolution of Additively Manufactured Cellular Inconel 718 after Heat Treatment with Different Aging Times
 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
3. Results
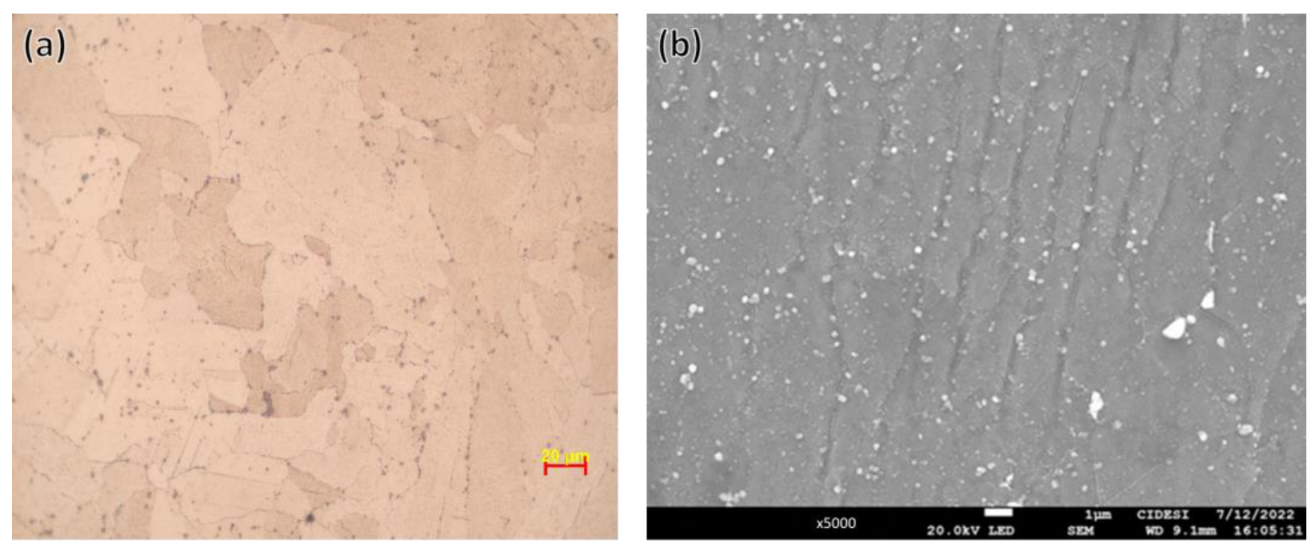
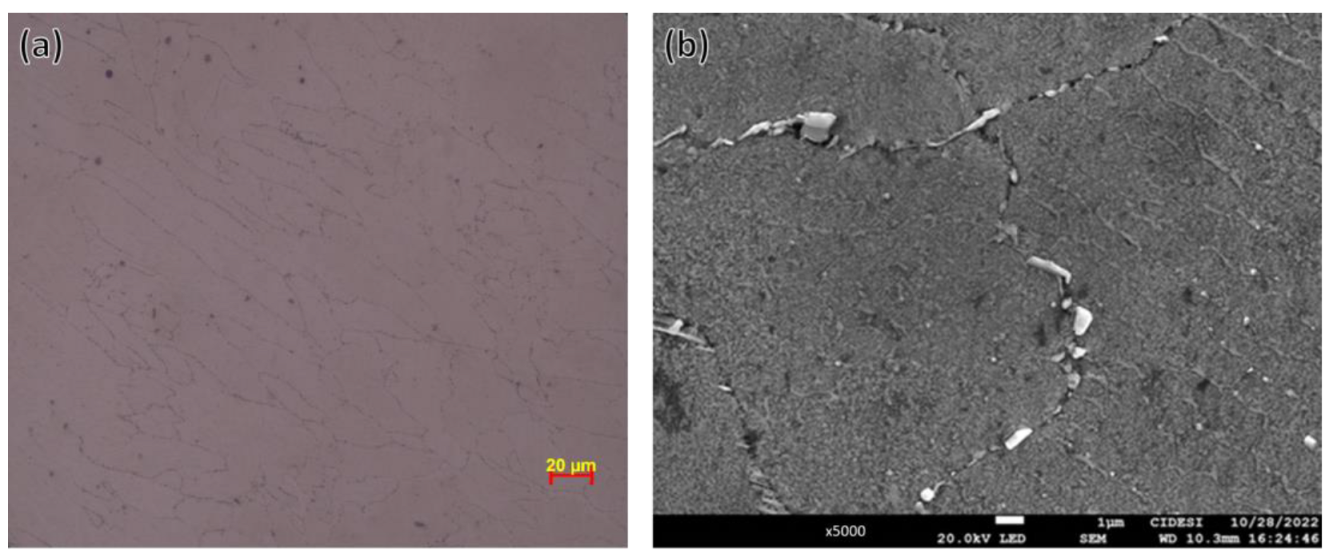
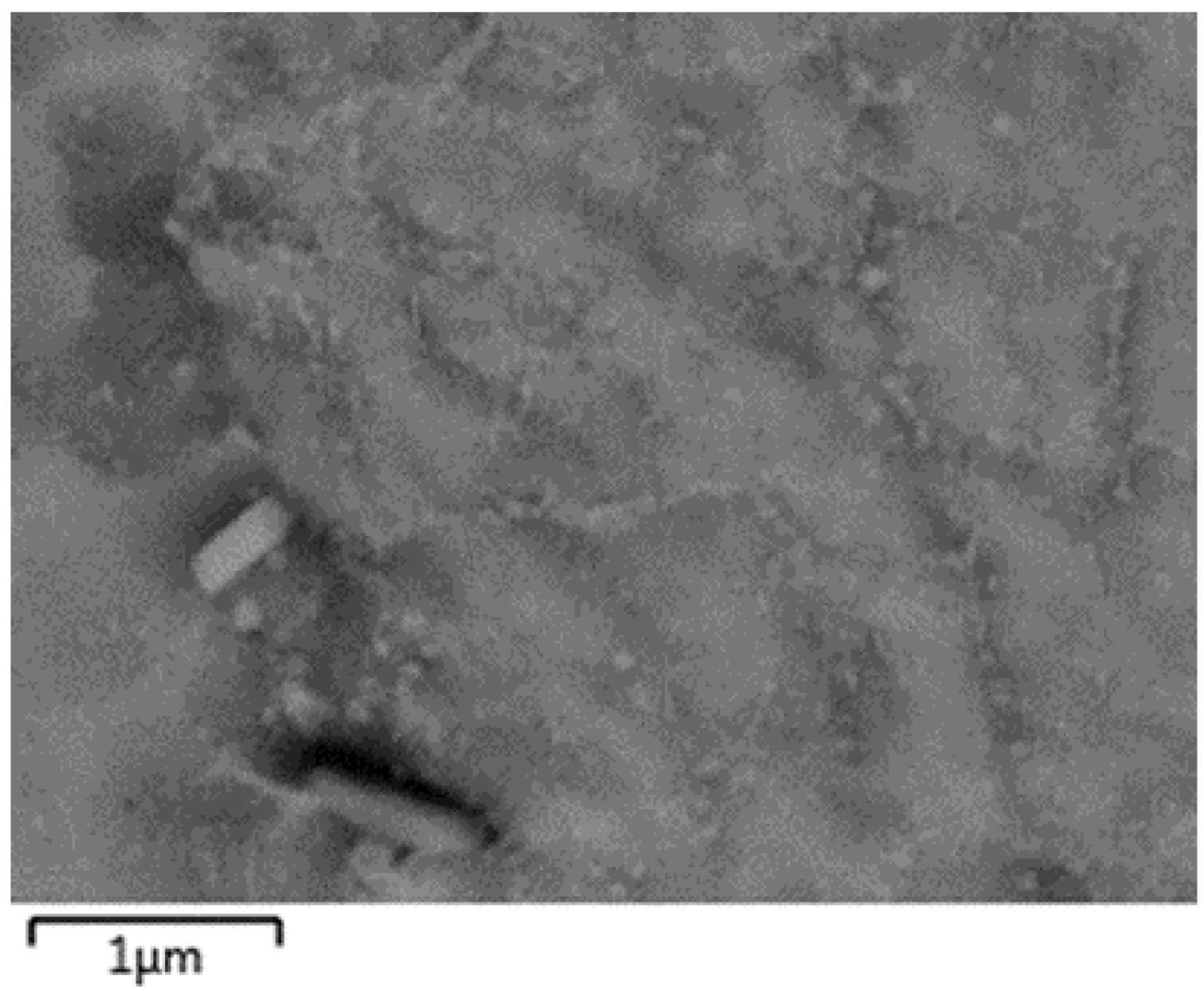
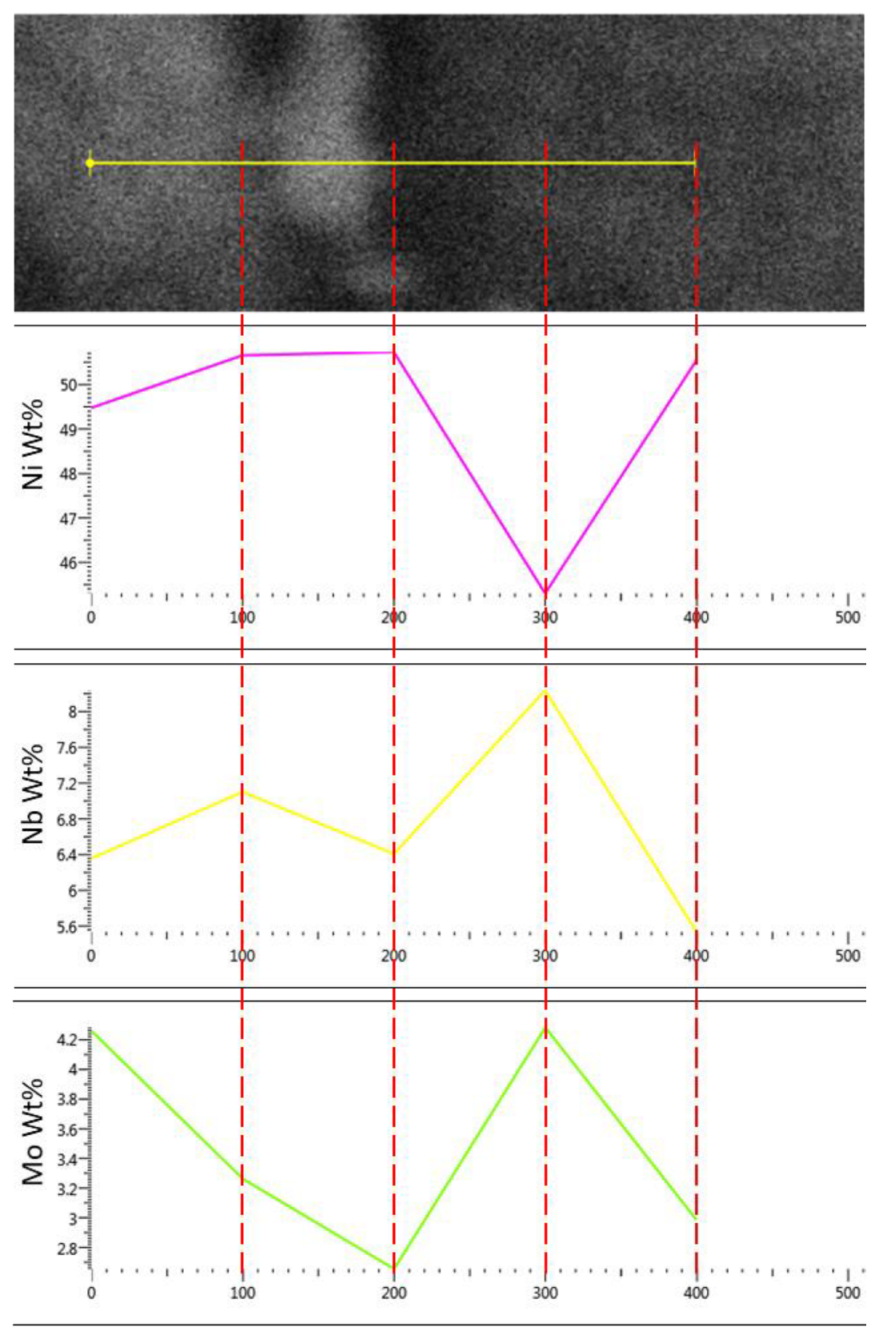
3.1. Microstructure Evolution
3.2. Microhardness Evolution
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, X.; Gong, X.; Chou, K. Review on powder-bed laser additive manufacturing of Inconel 718 parts. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 231, 1890–1903. [Google Scholar] [CrossRef]
- Gan, Z.; Lian, Y.; Lin, S.E.; Jones, K.K.; Liu, W.K.; Wagner, G.J. Benchmark study of thermal behavior, surface topography, and dendritic microstructure in selective laser melting of Inconel 625. Integr. Mater. Manuf. Innov. 2019, 8, 178–193. [Google Scholar] [CrossRef]
- Huang, L.; Cao, Y.; Li, G.; Wang, Y. Microstructure characteristics and mechanical behaviour of a selective laser melted Inconel 718 alloy. J. Mater. Res. Technol. 2020, 9, 2440–2454. [Google Scholar] [CrossRef]
- Bauer, T.; Dawson, K.; Spierings, A.B.; Wegener, K. Microstructure and mechanical characterization of SLM processed Haynes® 230®. In Proceedings of the 2015 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 10–12 August 2015; pp. 813–822. [Google Scholar] [CrossRef]
- Bandyopadhyay, A.; Traxel, K.D. Invited review article: Metal-additive manufacturing—Modeling strategies for application-optimized designs. Addit. Manuf. 2018, 22, 758–774. [Google Scholar] [CrossRef]
- Karmuhilan, M.; Kumanan, S. A Review on Additive Manufacturing Processes of Inconel 625. J. Mater. Eng. Perform. 2021, 31, 2583–2592. [Google Scholar] [CrossRef]
- Li, C.; White, R.; Fang, X.Y.; Weaver, M.; Guo, Y.B. Microstructure evolution characteristics of Inconel 625 alloy from selective laser melting to heat treatment. Mater. Sci. Eng. A 2017, 705, 20–31. [Google Scholar] [CrossRef]
- Tucho, W.M.; Cuvillier, P.; Sjolyst-Kverneland, A.; Hansen, V. Microstructure and hardness studies of Inconel 718 manufactured by selective laser melting before and after solution heat treatment. Mater. Sci. Eng. A 2017, 689, 220–232. [Google Scholar] [CrossRef]
- Wang, X.; Chou, K. Electron backscatter diffraction analysis of Inconel 718 parts fabricated by selective laser melting additive manufacturing. JOM 2017, 69, 402–408. [Google Scholar] [CrossRef]
- Deng, D. Additively Manufactured Inconel 718: Microstructures and Mechanical Properties; Linköping University Electronic Press: Linköping, Sweden, 2018; Volume 1798. [Google Scholar]
- Chlebus, E.; Gruber, K.; Kuźnicka, B.; Kurzac, J.; Kurzynowski, T. Effect of heat treatment on the microstructure and mechanical properties of Inconel 718 processed by selective laser melting. Mater. Sci. Eng. A 2015, 639, 647–655. [Google Scholar] [CrossRef]
- Yang, H.; Yang, J.; Huang, W.; Wang, Z.; Zeng, X. The printability, microstructure, crystallographic features and microhardness of selective laser melted Inconel 718 thin wall. Mater. Des. 2018, 156, 407–418. [Google Scholar] [CrossRef]
- Zhao, Y.; Meng, F.; Liu, C.; Tan, S.; Xiong, W. Impact of homogenization on microstructure-property relationships of Inconel 718 alloy prepared by laser powder bed fusion. Mater. Sci. Eng. A 2021, 826, 141973. [Google Scholar] [CrossRef]
- Sames, W.J.; Unocic, K.A.; Helmreich, G.W.; Kirka, M.M.; Medina, F.; Dehoff, R.R.; Babu, S.S. Feasibility of in situ controlled heat treatment (ISHT) of Inconel 718 during electron beam melting additive manufacturing. Addit. Manuf. 2017, 13, 156–165. [Google Scholar] [CrossRef] [Green Version]
- AMS 5662; Nickel Alloy, Corrosion and Heat-Resistant, Bars, Forgings, and Rings 52.5Ni-19Cr-3.0Mo-5.1Cb (Nb)-0.90Ti-0.50AI-18Fe Consumable Electrode or Vacuum Induction Melted 1775 F (968 °C) Solution Heat Treated, Precipitation Hardenable. SAE International: Warrendale, PA, USA, 2016. [CrossRef]
- AMS5383F; Nickel Alloy, Corrosion, and Heat-Resistant, Investment Castings 52.5Ni-19Cr-3.0Mo-5.1Cb(Nb)-0.90Ti-0.60Al-18Fe Vacuum Melted Homogenization and Solution Heat Treated. SAE International: Warrendale, PA, USA, 2018. [CrossRef]
- Franco-Correa, J.C.; Martínez-Franco, E.; Alvarado-Orozco, J.M.; Cáceres-Díaz, L.A.; Espinosa-Arbelaez, D.G.; Villada, J.A. Effect of Conventional Heat Treatments on the Microstructure and Microhardness of IN718 Obtained by Wrought and Additive Manufacturing. J. Mater. Eng. Perform. 2021, 30, 7035–7045. [Google Scholar] [CrossRef]
- Venkatesh, A. Effects of Metallurgical and Environmental Variables on the Performance of Alloy 718 for Heat Exchanger Applications; UMI Microform: Las Vegas, NV, USA, 2008. [Google Scholar] [CrossRef]
- Nadammal, N.; Kromm, A.; Saliwan-Neumann, R.; Farahbod, L.; Haberland, C.; Portella, P.D. Influence of support configurations on the characteristics of selective laser-melted Inconel 718. JOM 2018, 70, 343–348. [Google Scholar] [CrossRef]
- Hu, L.; Shi, K.; Luo, X.; Yu, J.; Ai, B.; Liu, C. Application of Additively Manufactured Pentamode Metamaterials in Sodium/Inconel 718 Heat Pipes. Materials 2021, 14, 3016. [Google Scholar] [CrossRef]
- Huynh, L.; Rotella, J.; Sangid, M.D. Fatigue behavior of IN718 microtrusses produced via additive manufacturing. Mater. Des. 2016, 105, 278–289. [Google Scholar] [CrossRef]
- Teng, Q.; Li, S.; Wei, Q.; Shi, Y. Investigation on the influence of heat treatment on Inconel 718 fabricated by selective laser melting: Microstructure and high temperature tensile property. J. Manuf. Process. 2021, 61, 35–45. [Google Scholar] [CrossRef]
- Yang, L.; Harrysson, O.; Cormier, D.; West, H.; Gong, H.; Stucker, B. Additive manufacturing of metal cellular structures: Design and fabrication. JOM 2015, 67, 608–615. [Google Scholar] [CrossRef]
- Kuo, C.M.; Yang, Y.T.; Bor, H.Y.; Wei, C.N.; Tai, C.C. Aging effects on the microstructure and creep behavior of Inconel 718 superalloy. Mater. Sci. Eng. A 2009, 510, 289–294. [Google Scholar] [CrossRef]
- Chen, Y.T.; Yeh, A.C.; Li, M.Y.; Kuo, S.M. Effects of processing routes on room temperature tensile strength and elongation for Inconel 718. Mater. Des. 2017, 119, 235–243. [Google Scholar] [CrossRef]
- Solberg, K.; Wan, D.; Berto, F. Fatigue assessment of as-built and heat-treated Inconel 718 specimens produced by additive manufacturing, including notch effects. Fatigue Fract. Eng. Mater. Struct. 2020, 43, 2326–2336. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | EOS Report | Atomic Absorption | WDS |
|---|---|---|---|
| Carbon | 0.08 % Max | 0.04% | -- |
| Sulfur | 0.015% Max | 0.002% | -- |
| Chromium | 17.0–21.0% | 18.30% | 17.18% |
| Molybdenum | 2.8–3.3% | 2.60% | 2.60% |
| Titanium | 0.65–1.15% | 0.89% | 1.07% |
| Aluminum | 0.20–0.80% | 0.36% | 0.75% |
| Cobalt | 1.0% Max | 0.04% | -- |
| Copper | 0.3% Max | 0.01% | -- |
| Silicon | 0.35% Max | <0.000 | -- |
| Manganese | 0.35% Max | 0.02% | -- |
| Nickel | 50–55% | 51% | 52.41% |
| Niobium | 4.75–5.5% | -- | 6.81% |
| Iron | Remainder | 18% | 19.17% |
| Heat Treatment | Solution Treatment | First Aging | Second Aging |
|---|---|---|---|
| T1 | 1050 °C/1 h | 720 °C/6 h | 620 °C/8 h |
| T2 | 1050 °C/1 h | 720 °C/8 h | 620 °C/8 h |
| T3 | 1050 °C/1 h | 720 °C/10 h | 620 °C/8 h |
| Sample | Test 1 | Test 2 | Test 3 | Test 4 | Test 5 | Test 6 | Test 7 | Test 8 | Avg. | SD 1 | Variance |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Reference | 353.5 | 318.2 | 368.2 | 368.2 | 368.2 | 368.2 | 368.2 | 368.2 | 368.2 | 368.2 | 368.2 |
| 6 h | 542.1 | 522.7 | 366.1 | 366.1 | 366.1 | 366.1 | 366.1 | 366.1 | 366.1 | 366.1 | 366.1 |
| 8 h | 518.6 | 551.9 | 368.3 | 368.3 | 368.3 | 368.3 | 368.3 | 368.3 | 368.3 | 368.3 | 368.3 |
| 10 h | 520.5 | 510.5 | 347.5 | 347.5 | 347.5 | 347.5 | 347.5 | 347.5 | 347.5 | 347.5 | 347.5 |
| Source of Variation | SS | df | MS | F | p-Value | F Crit. |
|---|---|---|---|---|---|---|
| Between Groups | 178,398.57 | 3 | 59,466.19 | 197.26 | 0.00 | 2.95 |
| Within Groups | 8440.97 | 28 | 301.4630 | |||
| Total | 186,839.54 | 31 |
| 0 h | 6 h | 8 h | 10 h | |
|---|---|---|---|---|
| 0 h | 170.1 | 183.9 | 159.9 | |
| 6 h | 13.9 | 10.2 | ||
| 8 h | 24.1 | |||
| 10 h |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Salgado-Lopez, J.M.; Martinez-Franco, E.; Cruz-Gonzalez, C.; Corona-Castuera, J.; Villada-Villalobos, J.A. Microstructure and Microhardness Evolution of Additively Manufactured Cellular Inconel 718 after Heat Treatment with Different Aging Times. Metals 2022, 12, 2141. https://doi.org/10.3390/met12122141
Salgado-Lopez JM, Martinez-Franco E, Cruz-Gonzalez C, Corona-Castuera J, Villada-Villalobos JA. Microstructure and Microhardness Evolution of Additively Manufactured Cellular Inconel 718 after Heat Treatment with Different Aging Times. Metals. 2022; 12(12):2141. https://doi.org/10.3390/met12122141
Chicago/Turabian StyleSalgado-Lopez, Juan Manuel, Enrique Martinez-Franco, Celso Cruz-Gonzalez, Jorge Corona-Castuera, and Jhon Alexander Villada-Villalobos. 2022. "Microstructure and Microhardness Evolution of Additively Manufactured Cellular Inconel 718 after Heat Treatment with Different Aging Times" Metals 12, no. 12: 2141. https://doi.org/10.3390/met12122141
APA StyleSalgado-Lopez, J. M., Martinez-Franco, E., Cruz-Gonzalez, C., Corona-Castuera, J., & Villada-Villalobos, J. A. (2022). Microstructure and Microhardness Evolution of Additively Manufactured Cellular Inconel 718 after Heat Treatment with Different Aging Times. Metals, 12(12), 2141. https://doi.org/10.3390/met12122141