1. Introduction
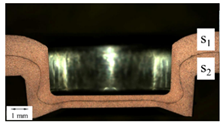
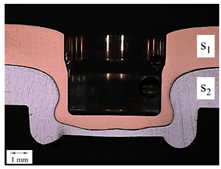
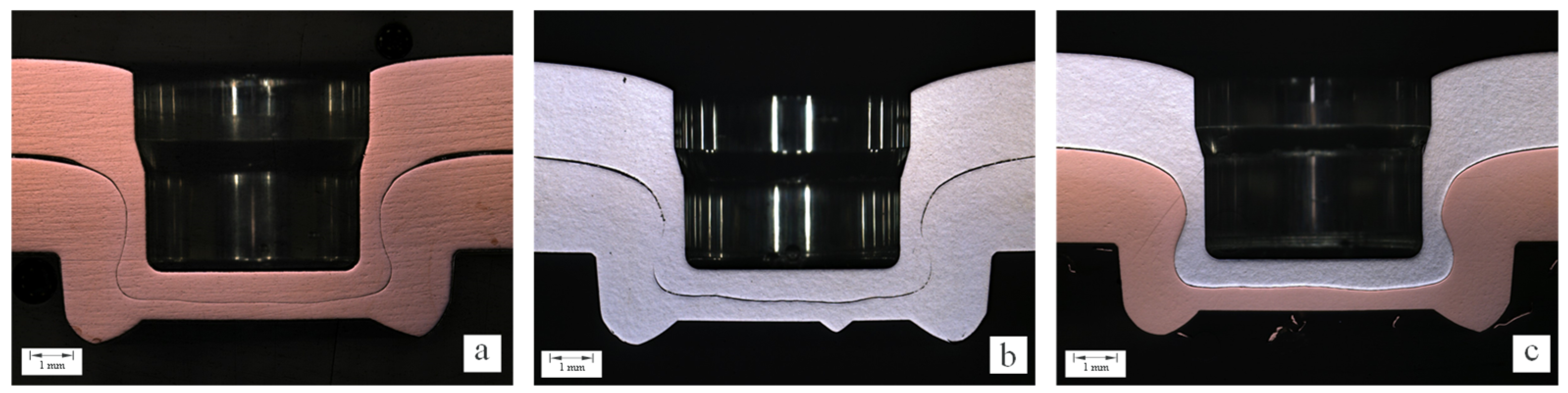
The technical task of joining materials in a way that is capable of carrying current is arising in many areas of industrial production in the context of the energy transition and the electrification of private transport. Combinations of a wide variety of materials, e.g., the combination of copper with aluminum (
Figure 1), are becoming increasingly important.
The successful use of material combinations depends, to a large extent, on the joining technology, and comprehensive knowledge of the joining compounds and their behavior in the electrical circuit is of decisive importance. Sheet metals with variable thickness and a variable type of material can be joined by clinching.
By using clinching, the weight is not increased because neither filler material nor auxiliary joining elements are necessary [
1]. For this reason and due to the low energy demand during the process, costs are exceptionally low. In many applications, concerning the mechanical properties, the use of clinching is state-of-the-art, especially in automobile manufacturing [
2].
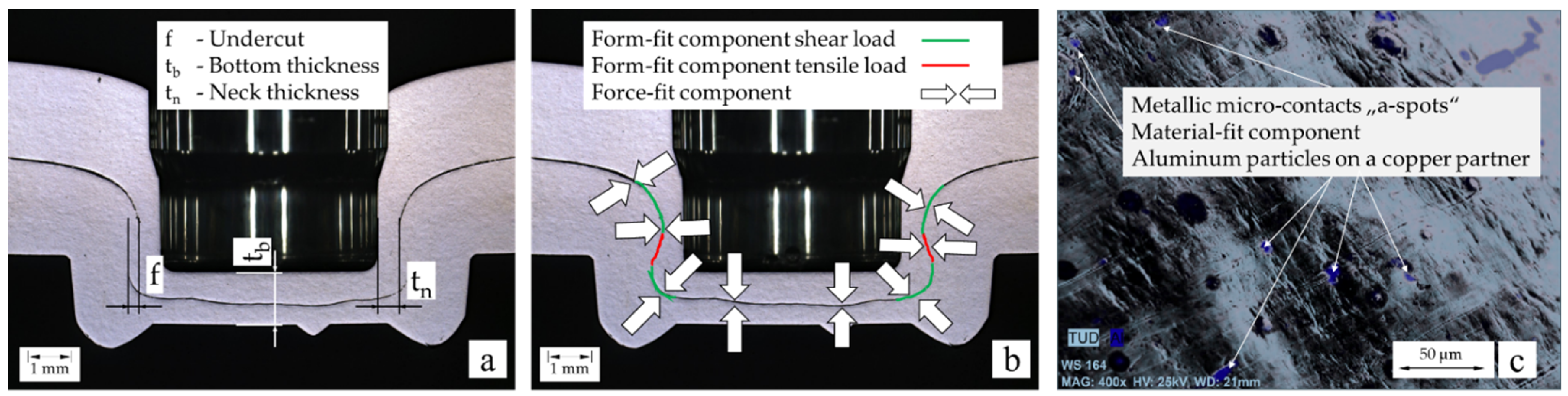
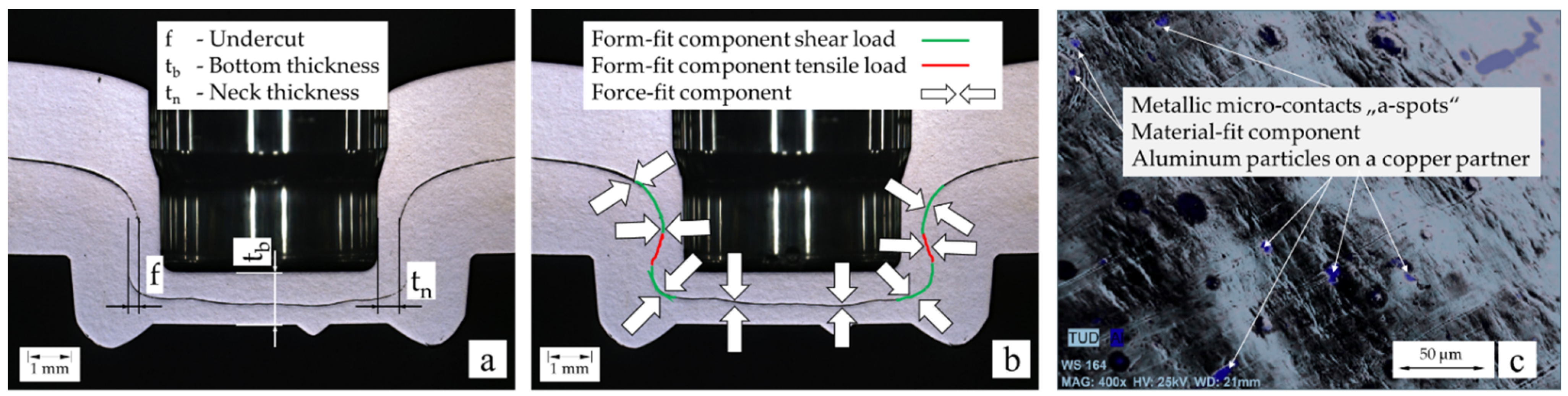
Joining by clinching produces a joint that can be characterized by the binding mechanisms form-, force-, and material-fit. The form-fit component of a clinched joint is determined by the clinching tools (punch and die) and the materials to be joined (mechanical properties and thickness). The force-fit component is determined by the spring back effect after the removal of the joining tools. An existing material-fit component can be generated by the material properties of the joining partners and the joining parameters such as penetration depth and process force. Regarding the mechanical requirements of the clinched joint, the characteristic parameters (
Figure 2a) such as neck thickness (t
n) and undercut (f) are used for the design of clinched joints as a function of the bottom thickness (t
b). The geometrical parameters of this joint can characterize the binding mechanism form-fit of a clinched joint as a function of the main mechanical load direction (
Figure 2b). However, the geometric parameters are not suitable for designing a clinch joint in terms of electrical conductivity. For a long-term stable transmission of electrical currents, the force-fit component, and a possible material-fit component, which can occur under certain conditions, here using the example of a mixed joint of aluminum and copper in the neck area (
Figure 2c), are more important.
A foreseeable demand seems to be the function of electrical contact in joining technologies because of many advantages (e.g., no heat input) and the trend toward increasing electrification of automobiles, as referenced in [
3], or battery packs according to [
4]. Another application in the field of electromobility is the clinching of fuses with bus bars (
Figure 3).
The trend towards electro-mobility, especially against the backdrop of mixed material joints (e.g., Al-Cu), emphasizes the necessity of such a functional integration. The joint design needs to be extended by the electrical properties for the functional integration of a long-term stable and safe electricity transmission [
5]. The result is an expanded, multi-functional range of applications. In electrical operation, the clinched joint represents a closed contact [
6]. Electrical contact is defined as the current-carrying contact between two conductive materials [
7]. The aim is to transmit the electrical current as loss-free as possible via the joint by point, line, or surface contacts. The total area in the overlap region between the contact pieces is the apparent contact area As [
8]. However, electric current cannot be transmitted over the entire apparent contact area [
8]. There are insulating impurity layers on the surfaces of the contact pieces that can make contact difficult [
9]. These are, for example, oxide layers and layers of oil, grease, and dust that occur due to handling and storage. Impurity layers can be influenced by mechanical and chemical cleaning, but in the case of aluminum, for example, a new oxide layer forms immediately. The contact pieces do not have a flat surface, i.e., there is always a microscopic rough surface. The contact pieces initially touch each other only at the roughness peaks. With sufficiently high contact force, thin impurity layers can be cracked and displaced at the roughness peaks, so that microscopic metallic contacts, also named a-spots, are formed. In adjacent areas, only very thin impurity layers remain. For app. 1.5 nm thick impurity layers, electrons can “tunnel” through these layers. These quasi-metallic contact areas A
qm have a higher resistance R
qm than the a-spot resistance. At the contact area, the current constricts to a relatively small cross-section compared to the prospective conductor. The constriction of the current lines to a smaller cross-section is equivalent to a higher resistance, which is called constriction resistance R
e.
According to [
6], the constriction resistance can be calculated as follows (Equation (1)):
The constriction resistance depends on the resistivity ρ, the contact hardness H of the contact material, and the contact force F
C, which presses the two contact pieces against each other and indicates, hereby, the force-fit component. The determined resistance is referred to as the joint resistance R
J (Equation (2)). The joint resistance is composed [
10] of the intrinsic resistance R
b, the constriction resistance R
e and the resistance of existing impurity layers R
f.
For the application of these calculations to clinched joints, the knowledge of contact force (a force-fit component of the clinched joint) and the surface condition of the contact pieces is necessary. The first quantitative detection of the force-fit component was conducted in [
11] by a torsion test and a Finite Elements Simulation in [
12] by calculating the contact normal force between the joining partners. Since different materials have different intrinsic resistivities, it is expedient not to assess the conductivity of a joint solely based on the electrical resistance. The performance factor k
u (Equation (3)) is introduced to evaluate the electrical quality [
10].
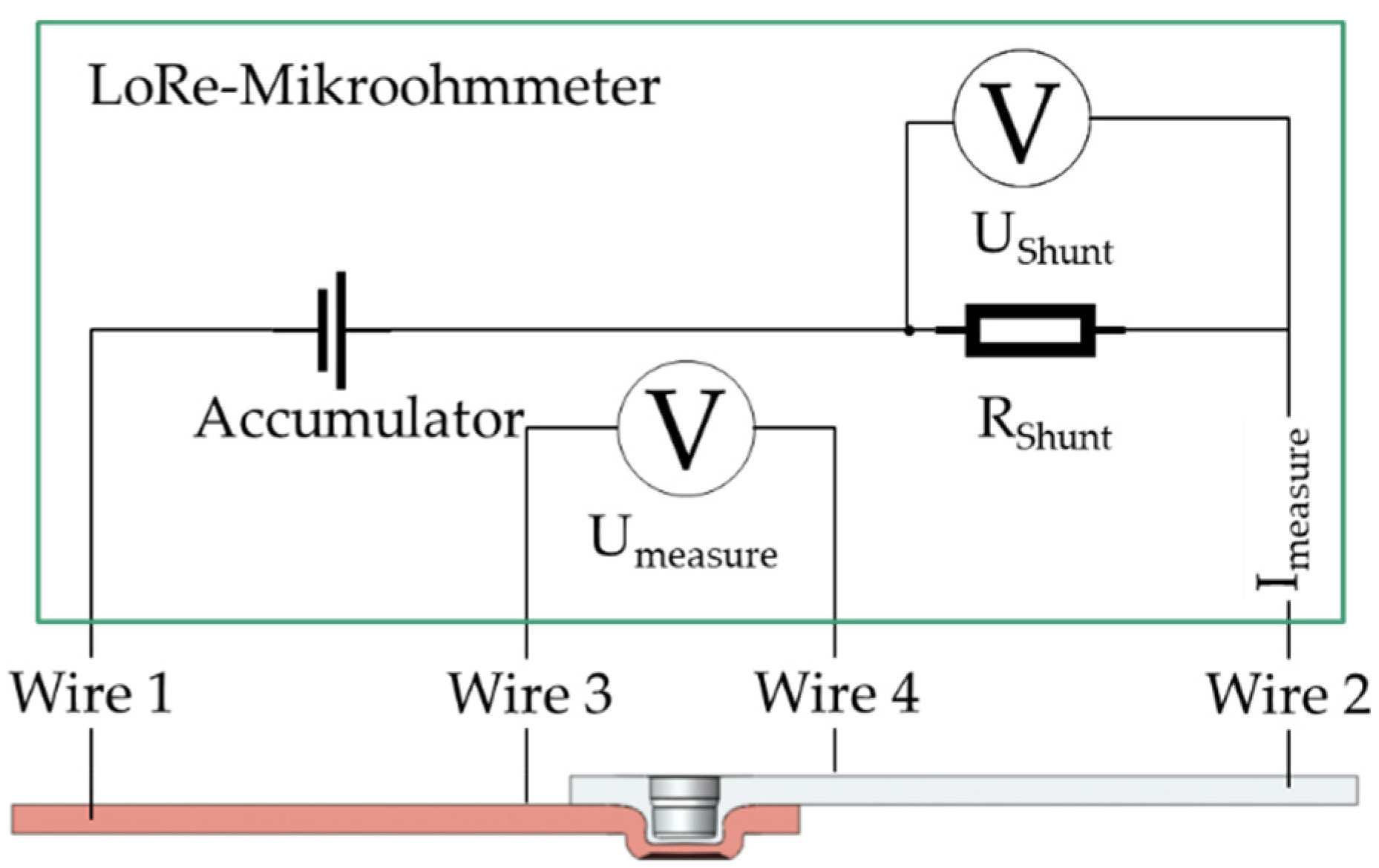
For mixed material joints, joints of two different materials, the conductor resistance R
L results from the mean value of the material resistances R
L1 and R
L2, measured over the measuring length l (
Figure 4). This allows samples made of different materials and joining systems to be compared in terms of their interconnect resistance. The performance factor k
u represents the ratio of the joint resistance R
J, measured over the joint length, to the average resistance of the contact partners R
L1 and R
L2 of the same measuring length (
Figure 4).
A performance factor k
u = 1 indicates that when the joint is energized, no higher power loss occurs than in the rest of the conductor. Since the conductor cross-section increases in the area of the connection due to the overlapping of the conductors, performance factors of k
u < 1 can occur with very well-contacted joints. To be able to evaluate the value of the performance factor, a thermal model of the joint was created using the heat network method, and the temperature-equivalent performance factor k
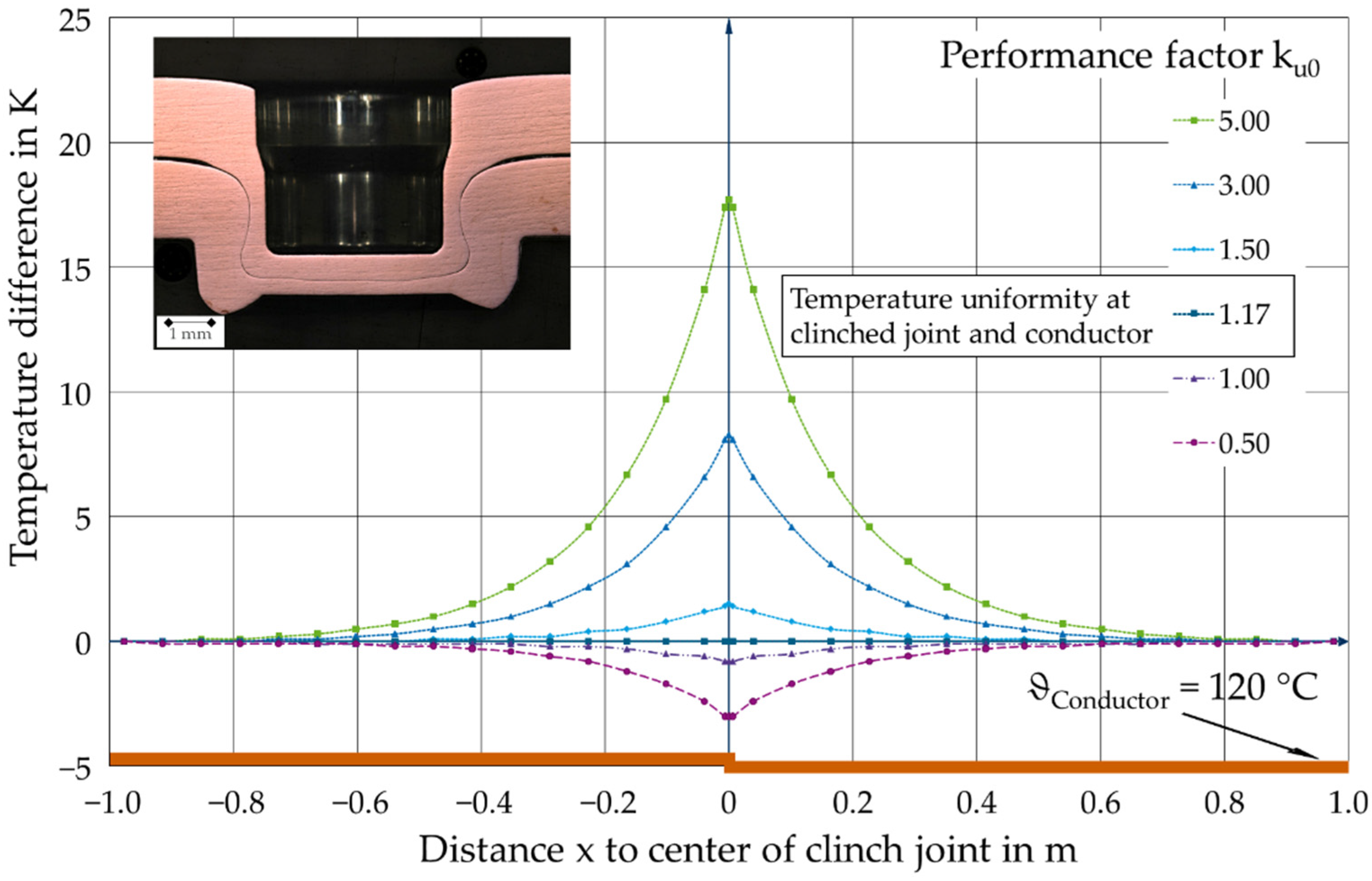
uT-20 was calculated. The temperature-equivalent performance factor describes the value at which joint and connected conductors have the same temperature. The heat network method uses the analogy between electrical and thermal networks. The heat sources describe the current heat losses in the joint and the connected conductors; resistances describe the heat transfer by convection, radiation, and conduction to the environment or into adjacent volume elements of components. Calculating the heating at specific locations can only be performed iteratively due to the temperature dependence of the heat transfer parameters. Therefore, in [
5], the heat networks were created and calculated using the program Orcad-Capture/PSpice. The temperature of the joints was calculated as a function of the performance factor or the joint resistance and the temperature of the connected conductor (
Figure 5).
The test current I
test, introduced during the tests on the current-carrying conductor, led to a temperature difference between a conductor and joint (hot or cold) depending on the joint resistance R
J. If the temperature of the joint is lower than that of the reference conductor, a requirement for long-term stable operation is given. If an excess temperature occurs θ
e ≥ θ
limit in the joint, the joint resistance may increase due to strong force reduction and subsequent oxidation. From the results, it was possible to determine the excess temperature of the connection compared to the connected conductor (
Figure 5). It can be seen that a performance factor lower than k
u0 < 1.17 leads to the same temperature at the joint as the conductors. From a performance factor greater than k
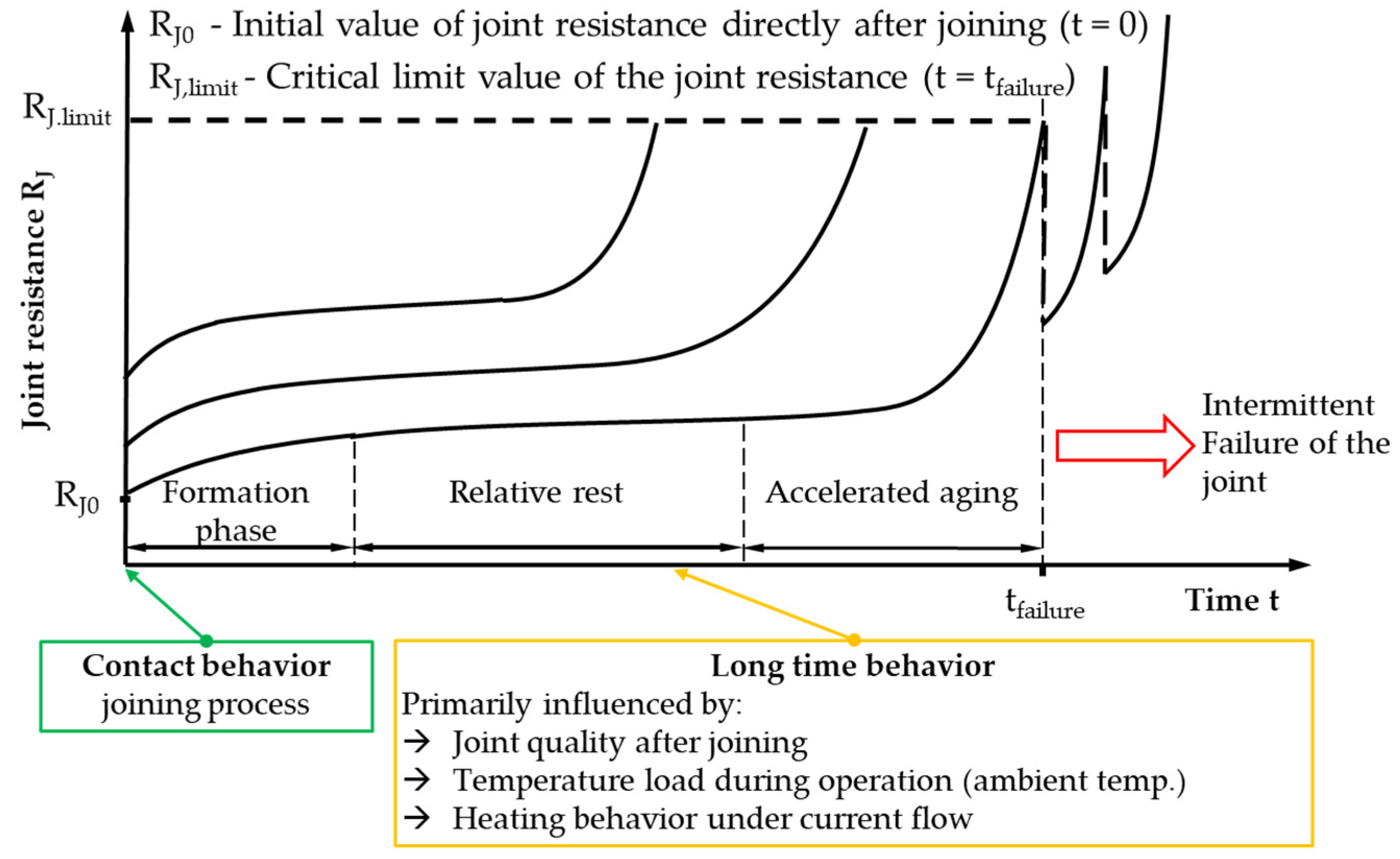
u0 > 1.17, the joint temperature is higher than the temperature of the connected conductor, which can lead to damage to immediately adjacent components and increase the speed of aging. The calculations are always based on the assumption that the load current in the conductors and the joint are identical. In addition to the contact behavior of the compounds at the initial state, their long-term behavior is of essential importance for the application. The typical service life characteristic of a current-carrying joint can be divided into three phases (
Figure 6).
After joining, the formation phase begins in which the resistances increase slightly as a result of the first heating depending on the contact behavior of the respective conductors and the construction of the joint, or also decrease, for example, in the case of coated contact surfaces. This is followed by the phase of relative stability, which should cover the entire required service life for a joint with long-term stability. During this period, an infliction point is reached and the joint resistance changes only slightly. In the area of accelerated aging, the resistance of the joint increases significantly until its failure occurs. In addition to the quality of the assembly and the load acting on the joint, the relevant physical aging mechanisms are decisive for the aging process. The five aging mechanisms are force reduction by stress relaxation and/or creeping, chemical reactions (galvanic corrosion, oxide layer formation), which are particularly relevant for the investigated joints [
7], inter-diffusion, which can occur in contact partners made of different metallic materials, and electro-migration as well as friction wear are known.
At electrical contacts, a temperature change occurs at the joint as a result of current flow depending on the quality of the joint, characterized by the performance factor k
u (
Figure 5). Due to the aging of the joining materials in the cold-formed areas of the clinched joint, an increased temperature leads to a force reduction in the joint, which represents a reduction in the force-fit component. The investigations aim to characterize and quantify the long-term behavior of clinched electrical contacts as a function of a thermal load.
4. Discussion
The deformed state of a material is fundamentally thermodynamically unstable [
21]. The strain hardening, produced by the clinching process, affects the residual stress state of the joint. This is superimposed by load stresses and can influence mechanical, thermal, and electrical properties. This depends especially on the degree of deformation of the conductor material and the operating temperature. Residual stress determinations were carried out using X-ray and neutron diffraction on clinch joints of the same type [
22]. In both base materials, residual compressive stresses are present in the range up to approx. (4–6) mm from the clinched joint when closed dies are used. Outside this distance of approx. (4–6) mm from the clinched joint, tensile residual stresses are present [
22]. Under the influence of thermal load, this residual stress condition will change. The stresses arising at the clinched joint, which are caused by the difference in the coefficients of thermal expansion of the individual conductor, superimpose these residual stresses.
The deformation-induced dislocation structure is not part of the thermodynamic equilibrium. At a sufficiently low forming temperature, the deformation structure is retained because it is mechanically stable. This mechanical stability can be overcome by increasing the temperature [
21]. The required temperature to overcome the mechanical stability of the deformation structure depends especially on the material and the degree of deformation involved. The greater the degree of deformation, the lower the temperature for overcoming the deformation structure.
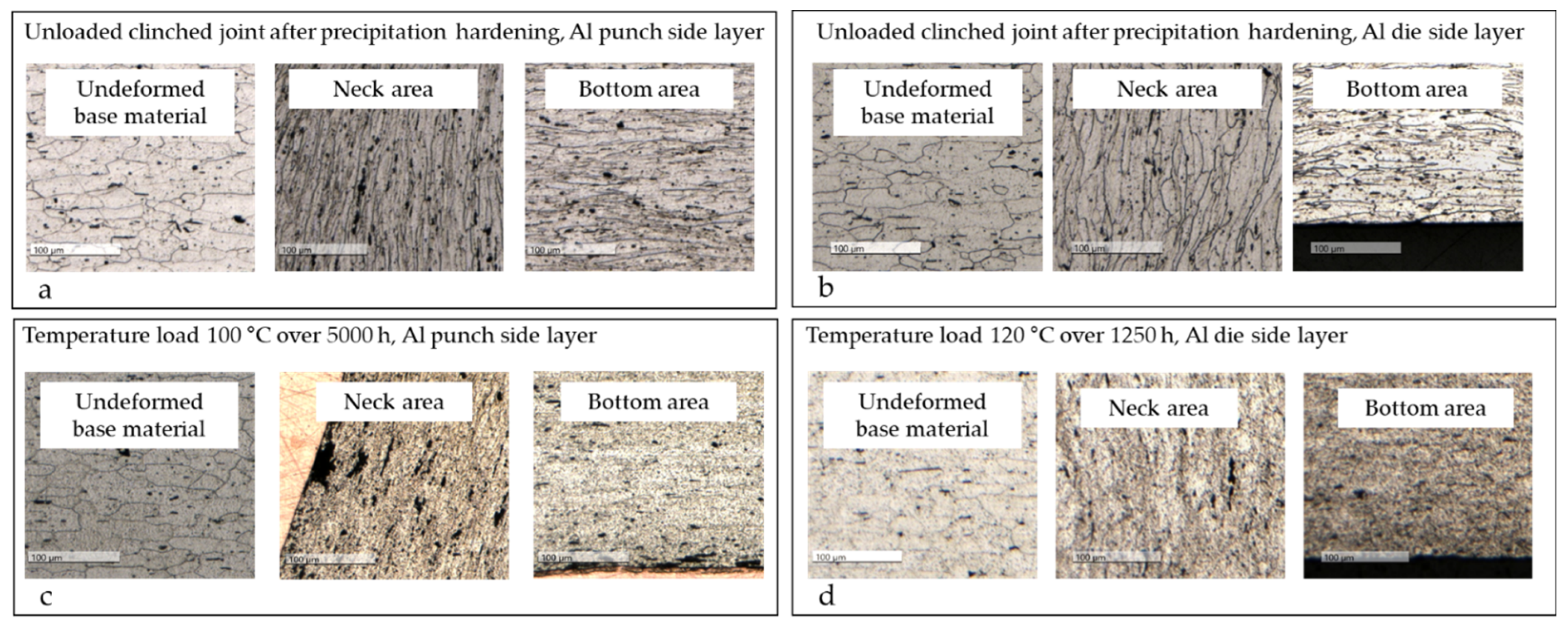
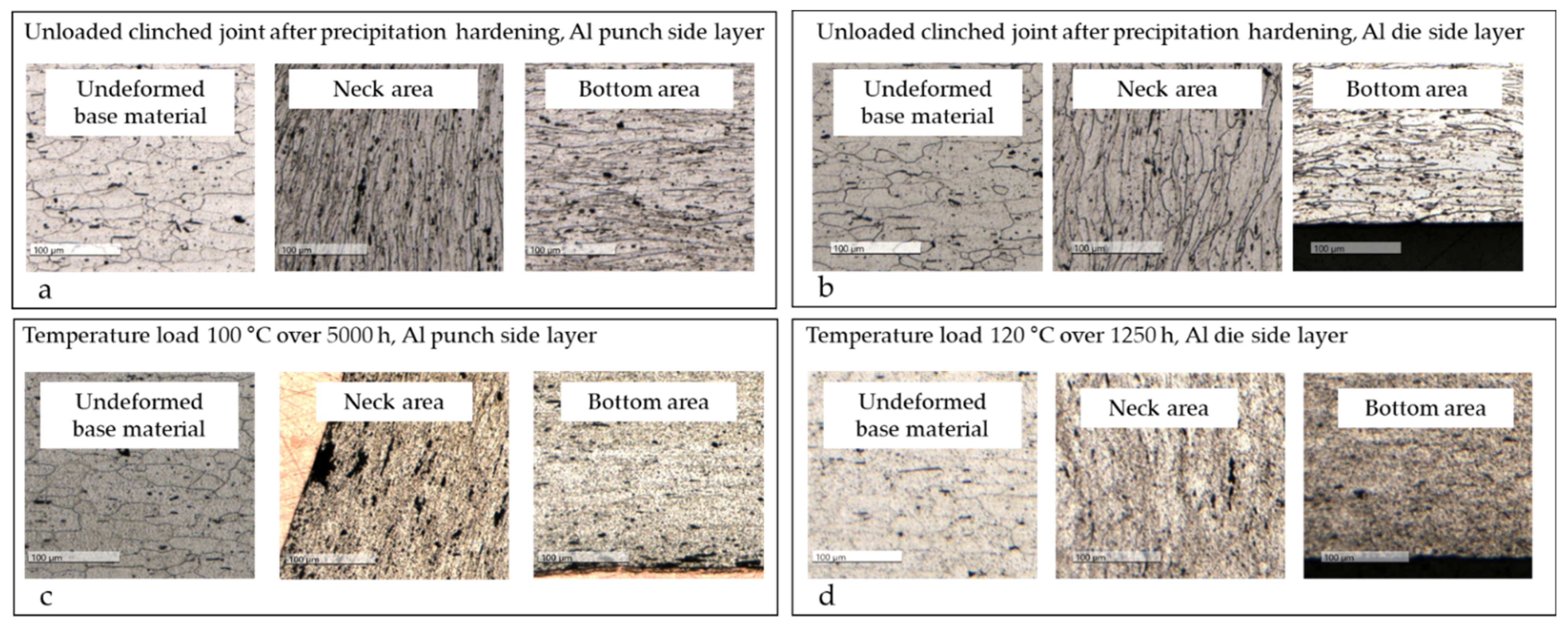
When considering the microstructure of the areas with the greatest deformation (neck and bottom areas), a microstructure change can be seen at the time after joining and without thermal stress, caused by the deformation (
Figure 12a).
In the neck area, the crystallites are axially elongated. In the bottom area, the crystallites are radially elongated as a result of the material flow to adjust the bottom thickness. The undeformed material outside of the clinched joint is a basis for comparison. By the arrangement of the aluminum in the die-side position, smaller changes in shape are introduced, which results in less deformation of the crystallites (
Figure 12b).
If a thermal load of 100 °C is now applied for 5000 h, a change can be seen in
Figure 12c in all three areas. The grain shape and grain orientation in the base material remain unchanged, and only primary precipitations occur. The grain orientation can still be seen in the neck and bottom areas, but the grain boundaries are difficult to identify. A load-related structural change has taken place here, but this does not hurt the long-term behavior of the clinched joint regarding the electrical properties in
Figure 9. The operating temperature limit is not reached.
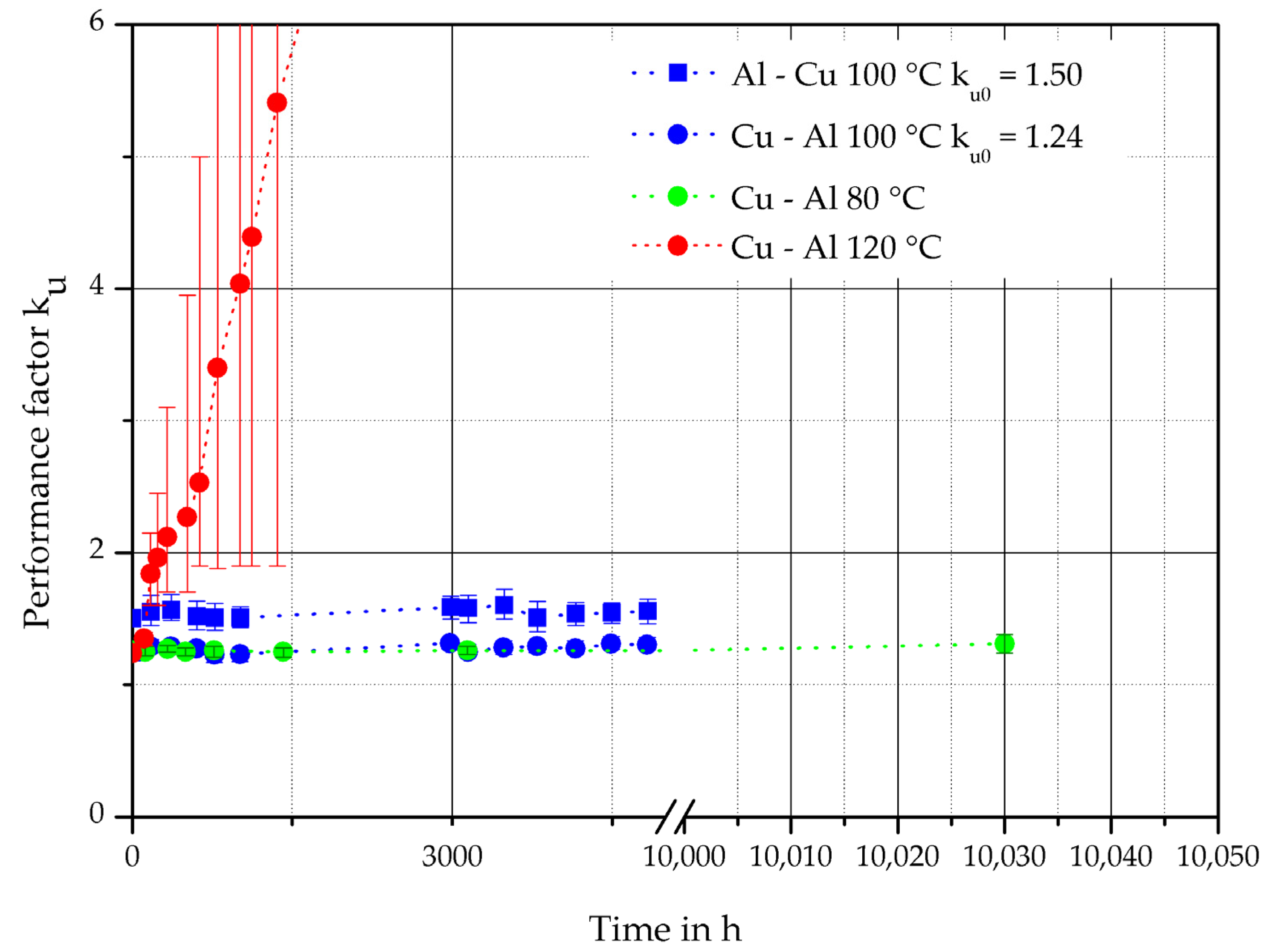
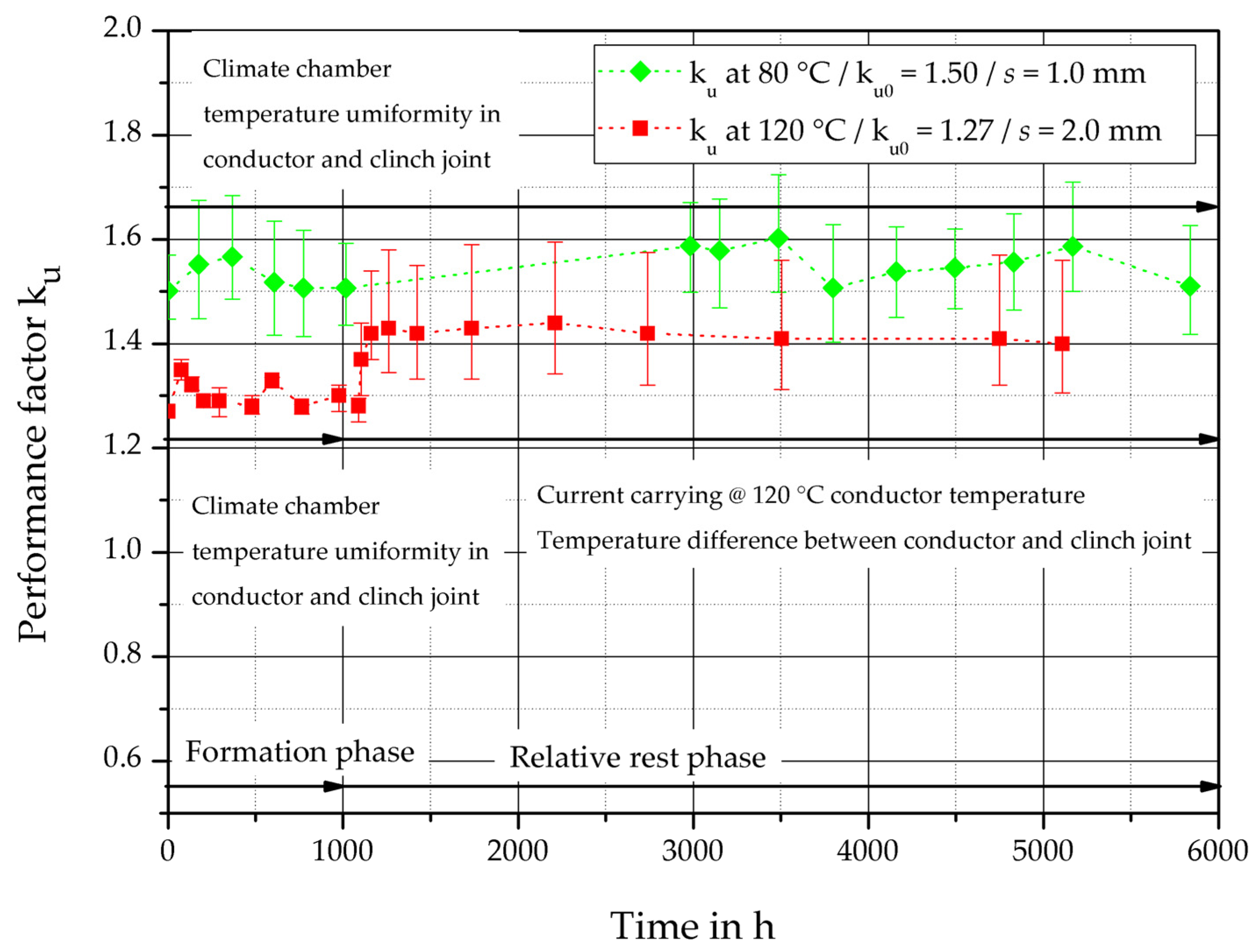
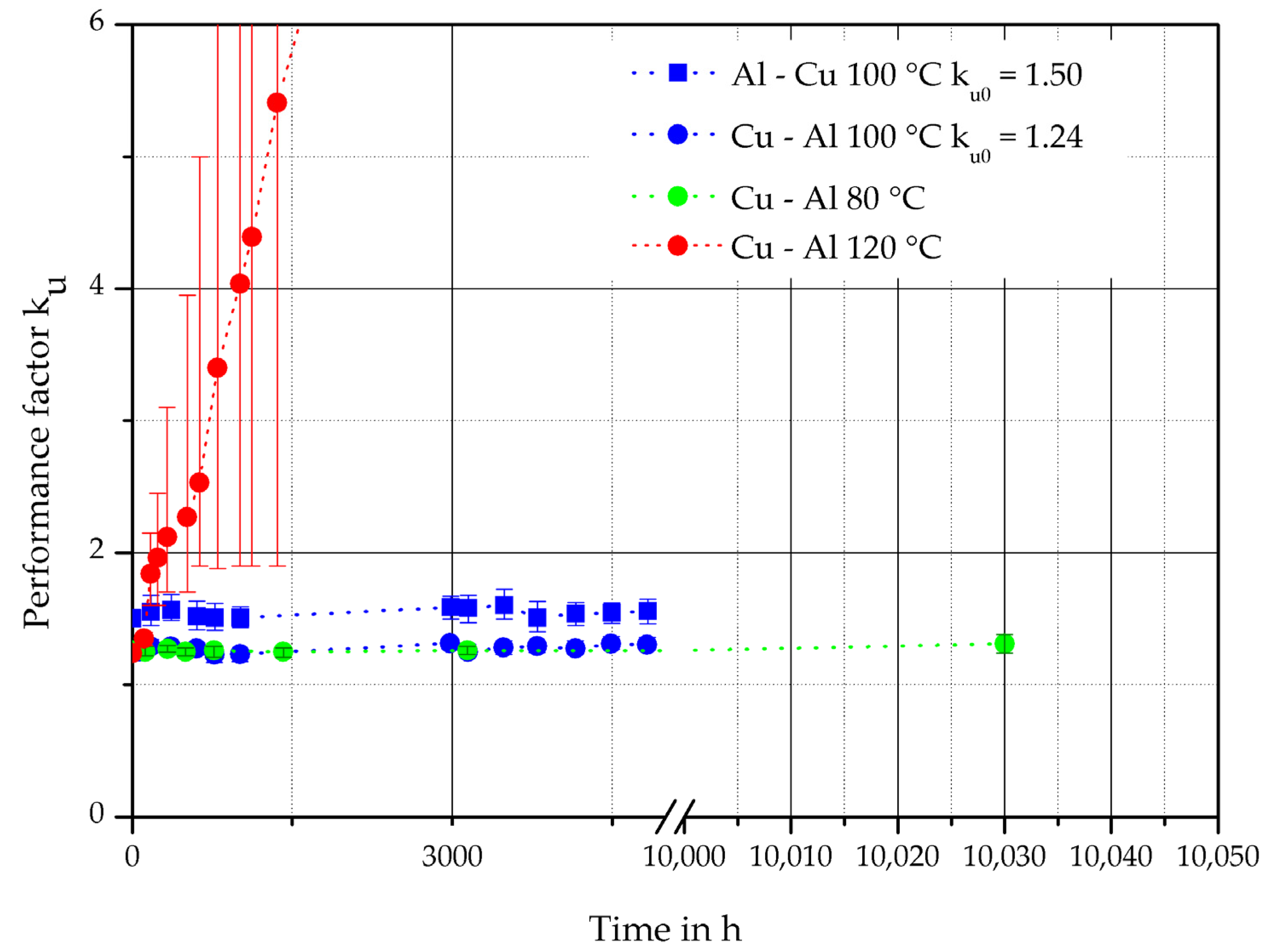
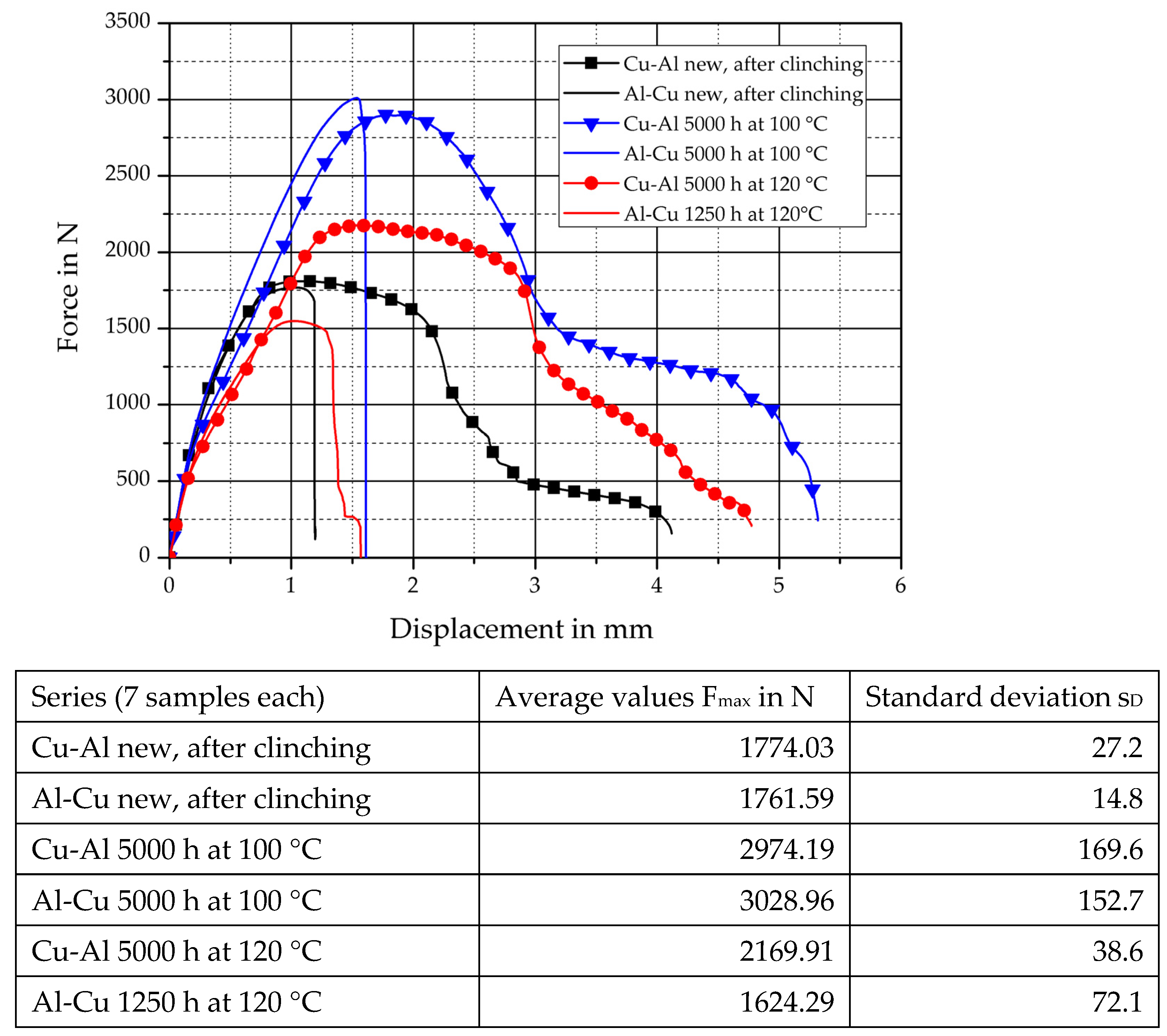
At temperatures of 80 °C and 100 °C, the force dissipation in the joint is low and there is no influence on the joint resistance and, thus, the performance factor during this period. At a temperature load of 120 °C, the performance factor increases significantly even after a very short load duration (
Figure 9), so that the performance factor in the electrical test reaches a value of k
u = 27.95 after 5000 h, which, from an electrical point of view, represents a failure of the connection. These joints failed due to the significant mechanical stress reduction (reduced force-fit component) between the joining partners caused by reaching the temperature limit in the deformed aluminum. This stress/force reduction between the conductors leads to an increased contact resistance R
e, according to Equation (1).
Due to the large deformation of the joining materials, the recrystallization temperature is reduced. In this case, the load temperature is higher than the operating temperature limit.
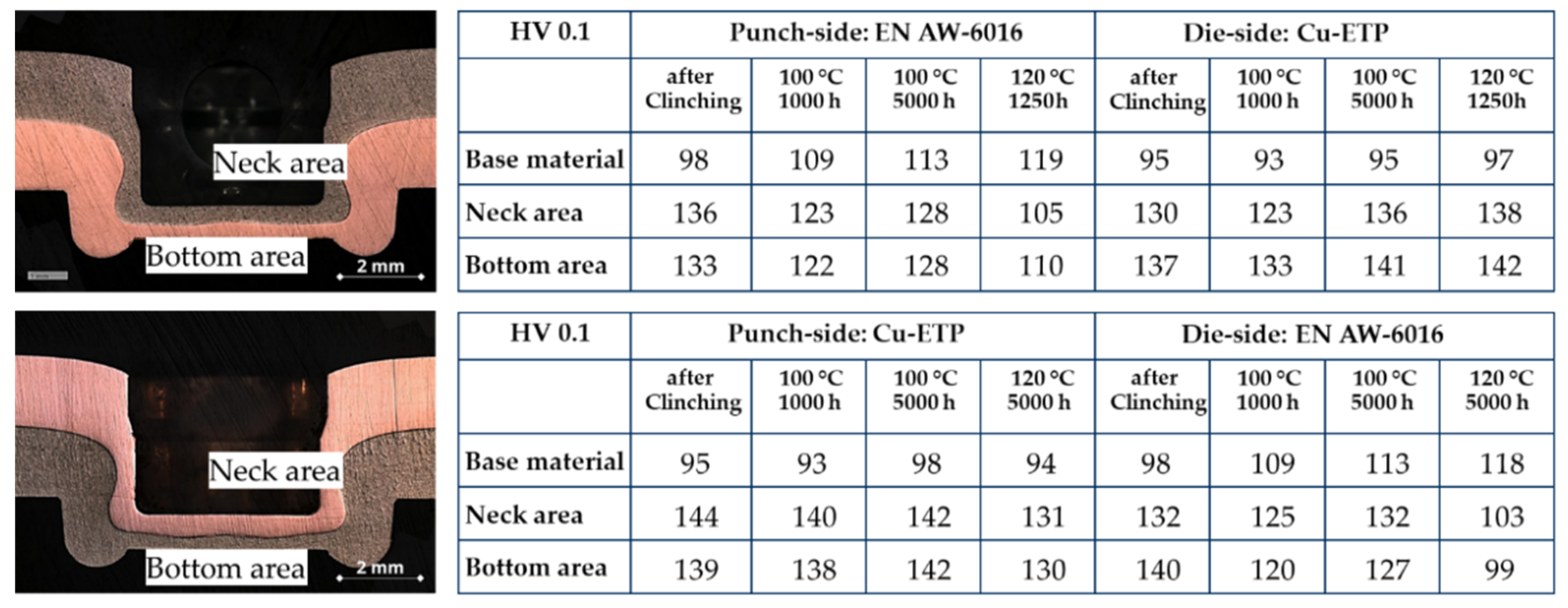
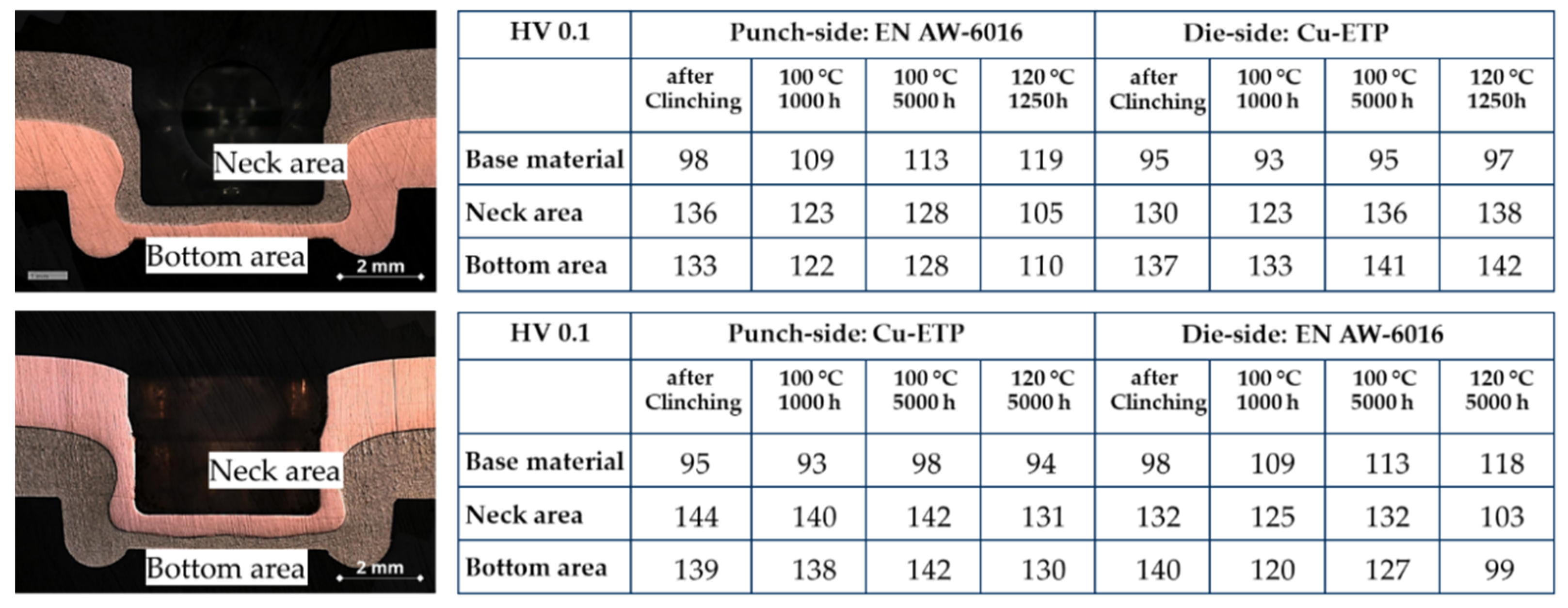
Figure 12d shows the microstructural changes that occurred in the specimens in the aluminum material on the die side, which caused the reduction in the force-fit component between the joining partners. By using hardness measurements (
Figure 13), it can be determined that there is no change in hardness at a load of 100 °C in the copper material (Cu-ETP). About the aluminum material on the die side, there is a slight increase in hardness in the unformed base material, which can be attributed to the incipient precipitation hardening effects. There is no change in hardness in the neck area, where cold hardening is superimposed with a slight reduction in stress, whereas in the bottom area, despite cold hardening, there is a slight loss of hardness, but this does not affect the long-term behavior.
The clinch joint is examined in both joining directions. The punch-side arrangement of the copper material has similar effects to the clinched joint described above.
In the case of the aluminum material arrangement on the punch-side (
Figure 13), there is a significant drop in hardness in the neck and base area after only a short time at a load of 120 °C, which leads to a reduction in the contact hardness (compare Equation (1)) and a frictional component due to stress relief. This effect has reflected an increase in the performance factor (
Figure 9). With a thermal load below 100 °C, the structural changes and stress reduction do not hurt the long-term behavior of the joint (
Figure 9).


 ,
, 




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}