
Enhanced Mechanical and Tribological Capabilities of a Silicon Aluminum Alloy with an Electroplated Ni–Co–P/Si3N4 Composite Coating

 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Coating Deposition
2.2. Materials Characterization
3. Results
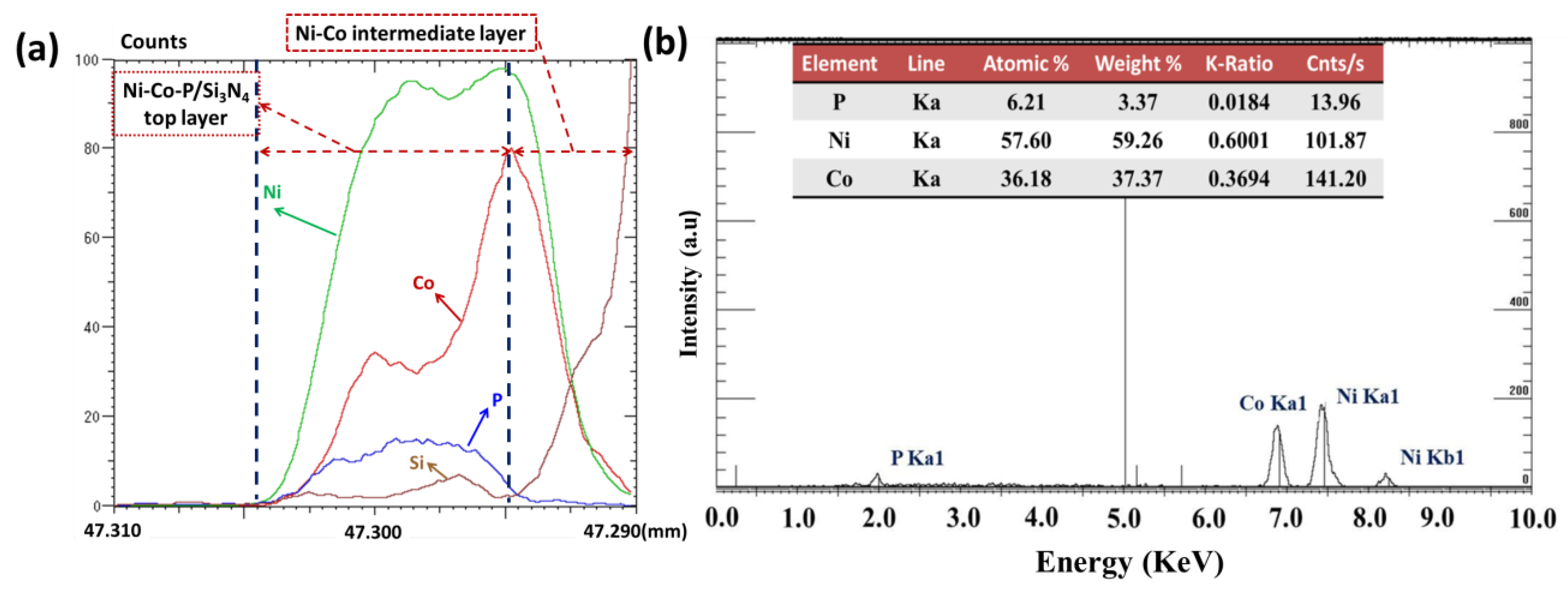
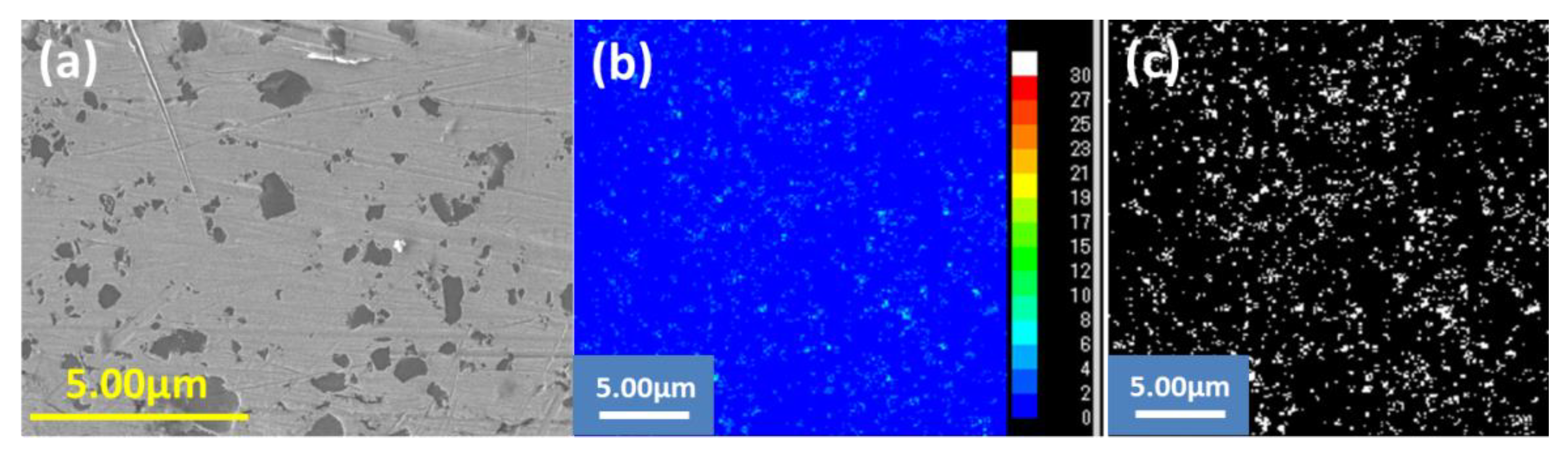
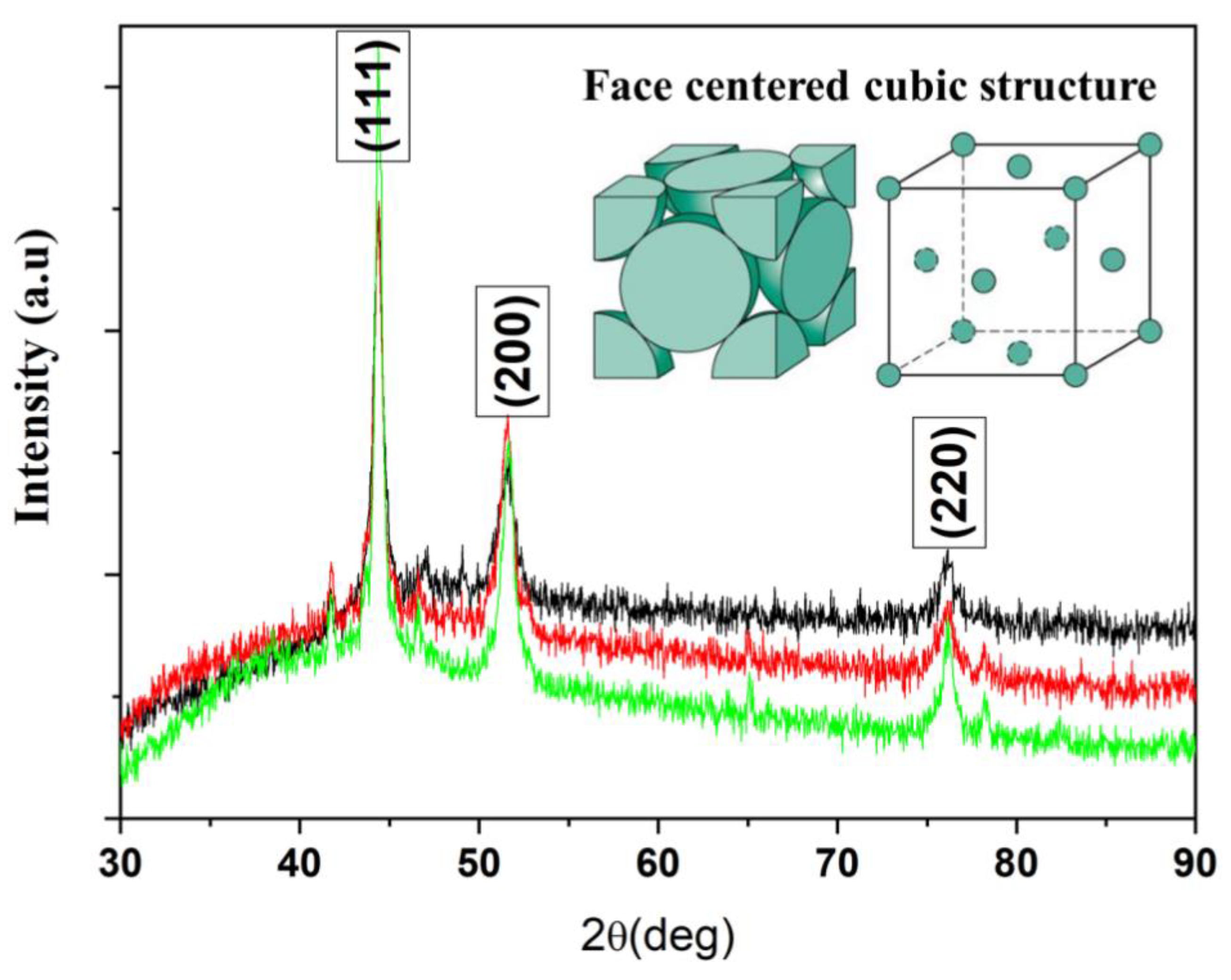
3.1. Chemical Composition and Microstructure Characterization
3.2. Mechanical Properties
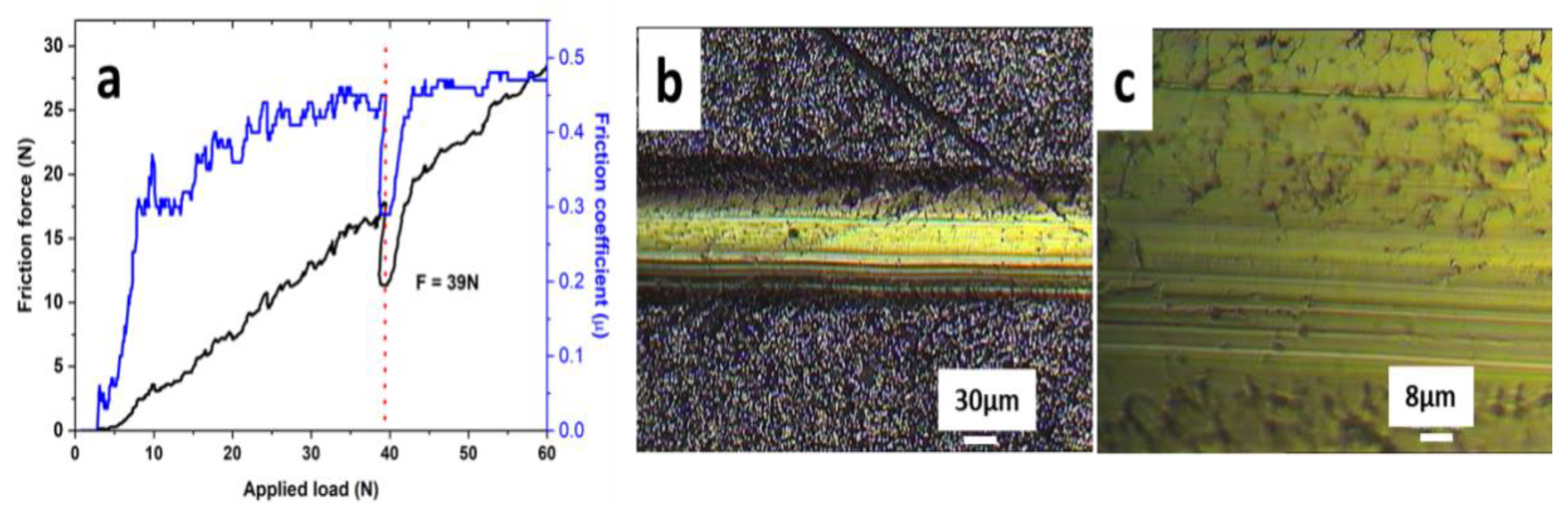
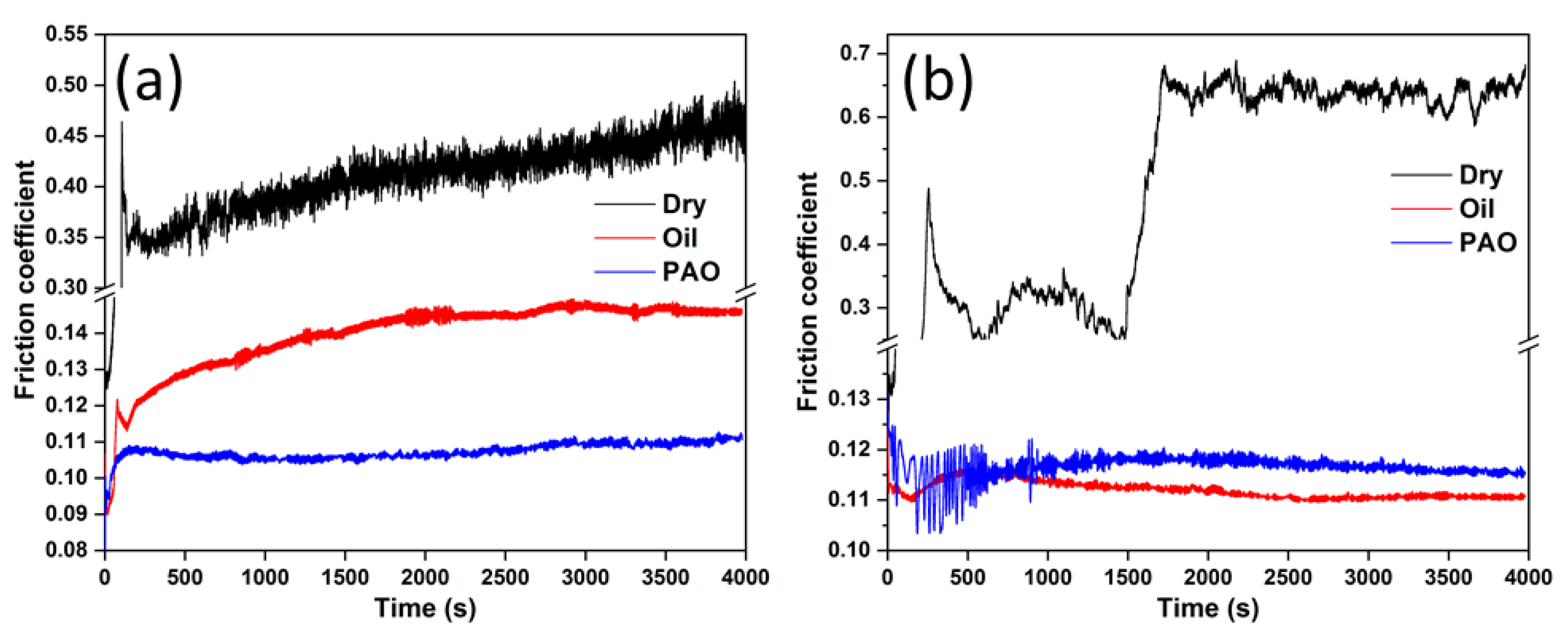
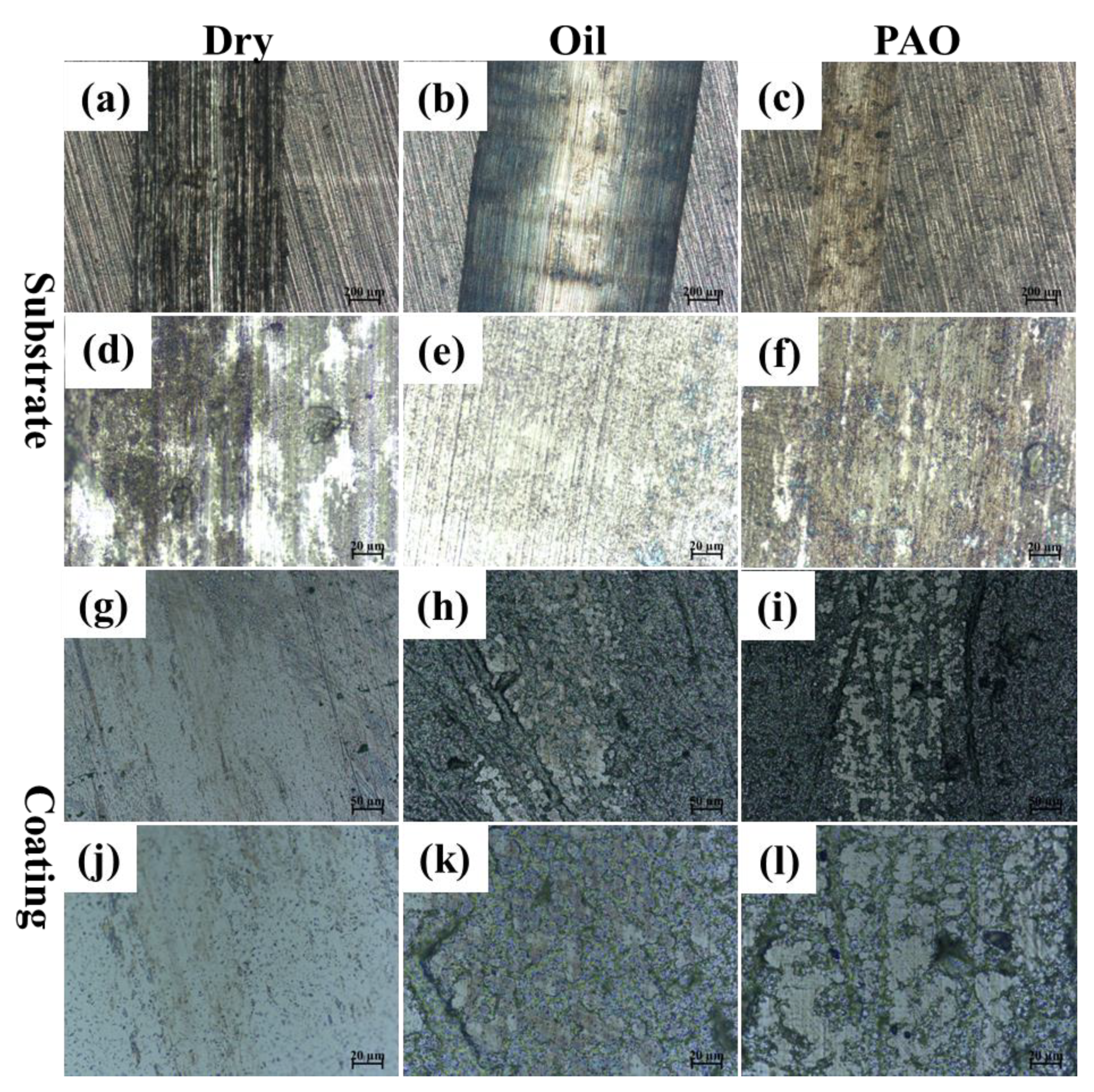
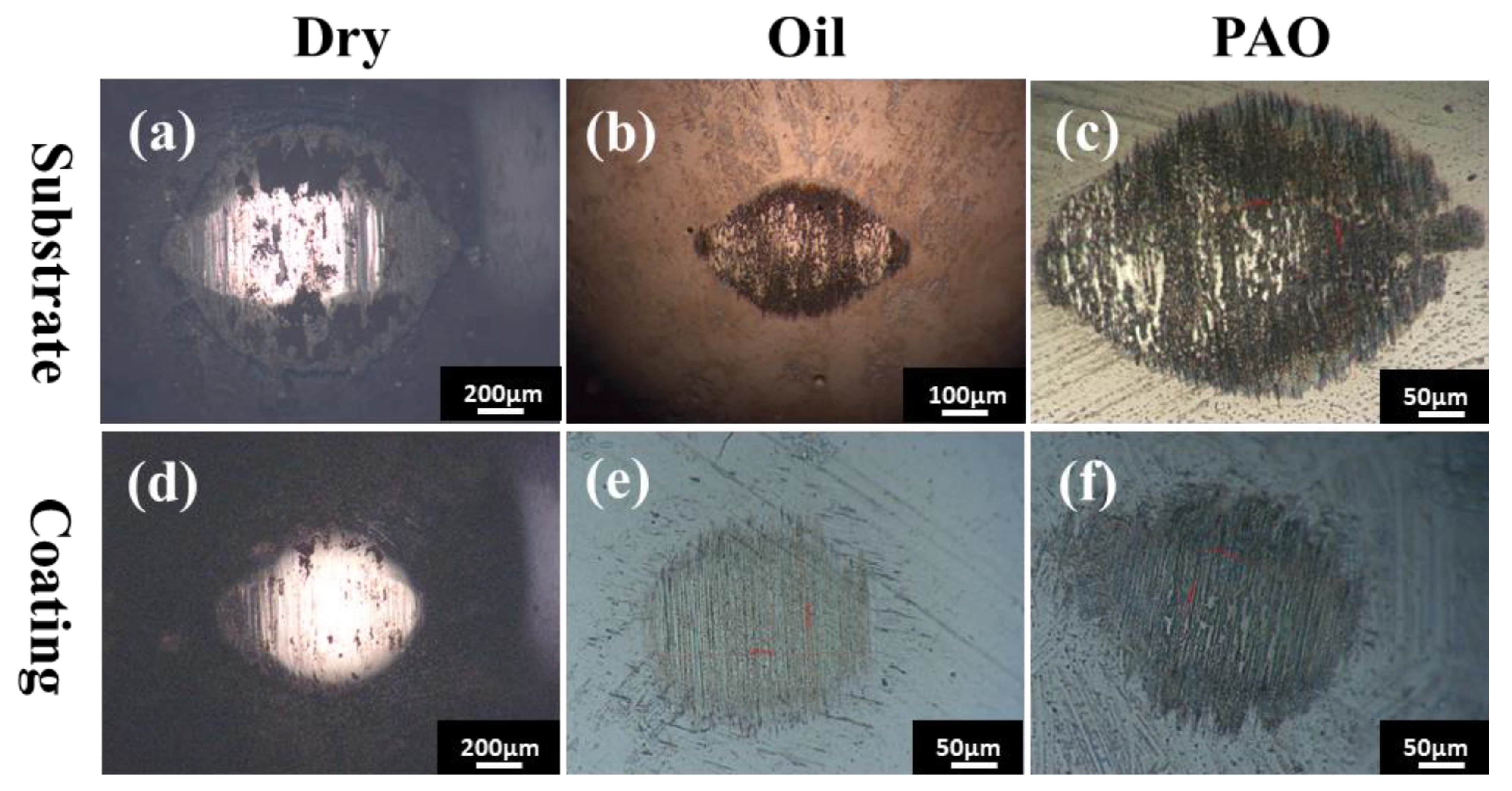
3.3. Tribological Properties of the Ni–Co–P/Si3N4 Composite Coating
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Tisza, M.; Czinege, I. Comparative study of the application of steels and aluminum in lightweight production of automotive parts. Int. J. Lightweight Mater. Manuf. 2018, 1, 229–238. [Google Scholar]
- Du, F.; Li, C.; Mi, Z.; Shen, Y.; Huang, R.; Han, X.; Dong, Y.; Xu, J. Anti-wear property of aluminum-silicon alloy treated by chemical etching. Mech. Honing Laser Finish. Mater. 2019, 18, 1273. [Google Scholar] [CrossRef] [Green Version]
- Sun, H.; Li, A.; Zhou, Y.; Liao, X.; Ge, D. Dry wear characteristics of machined ZL109 aluminum-silicon alloy surface under unidirectional and reciprocating rolling-contact friction. Surf. Topogr. Metrol. Prop. 2019, 8, 015001. [Google Scholar] [CrossRef]
- Osipov, V.N.; Fadin, Y.A.; Nikanorov, S.P. Wear and Coefficient of Friction of a Supermodified Hypereutectic Aluminum–Silicon Alloy. Tech. Phys. 2020, 65, 1981–1986. [Google Scholar] [CrossRef]
- Zhang, X.; Qin, J.; Das, M.K.; Hao, R.; Zhong, H.; Thueploy, A.; Limpanart, S.; Boonyongmaneerat, Y.; Ma, M.; Liu, R. Co-electrodeposition of hard Ni-W/diamond nanocomposite coatings. Sci. Rep. 2016, 6, 22285. [Google Scholar] [CrossRef]
- Kundu, S.; Das, S.K.; Sahoo, P. Friction and wear behavior of electroless Ni-P-W coating exposed to elevated temperature. Surf. Interfaces 2019, 14, 192–207. [Google Scholar] [CrossRef]
- Duari, S.; Mukhopadhyay, A.; Barman, T.K.; Sahoo, P. Study of wear and friction of chemically deposited Ni-P-W coating under dry and lubricated condition. Surf. Interfaces 2017, 6, 177–189. [Google Scholar] [CrossRef]
- Xu, Y.; Zheng, X.; Hu, X.; Yin, Y.; Lei, T. Preparation of the electroless Ni–P and Ni–Cu–P coatings on engine cylinder and their tribological behaviors under bio-oil lubricated conditions. Surf. Coat. Technol. 2014, 258, 790–796. [Google Scholar] [CrossRef]
- Liew, K.; Chia, S.; Kok, C.; Low, K. Evaluation on tribological design coatings of Al2O3, Ni–P–PTFE and MoS2 on aluminium alloy 7075 under oil lubrication. Mater. Des. 2013, 48, 77–84. [Google Scholar] [CrossRef]
- Lelevic, A.; Walsh, F.C. Electrodeposition of Ni P composite coatings: A review. Surf. Coat. Technol. 2019, 378, 124803. [Google Scholar] [CrossRef] [Green Version]
- Matik, U. Structural and wear properties of heat-treated electroless Ni-P alloy and Ni-P-Si3N4 composite coatings on iron based PM compacts. Surf. Coat. Technol. 2016, 302, 528–534. [Google Scholar] [CrossRef]
- Sarkar, S.; Baranwal, R.K.; Lamichaney, S.; De, J.; Majumdar, G. Optimization of electroless Ni-Co-P coating with hardness as response parameters: A computational approach. J. Tribol. 2018, 18, 81–96. [Google Scholar]
- Shi, L.T.; Hu, J.; Fang, L.; Wu, F.; Xiao, X.L.; Meng, F.M. Effects of cobalt content on mechanical and corrosion properties of electroless Ni-Co-P/TiN nanocomposite coatings. Mater. Corros. 2016, 67, 1034–1041. [Google Scholar] [CrossRef]
- Mallory, G.O.; Hajdu, J.B. Electroless Plating, American Electroplaters and Surface Finishers Society, Orlando, Fla; AESF: New York, NY, USA, 1990; pp. 196–201. [Google Scholar]
- Ma, C.; Wang, S.C.; Wang, L.P.; Walsh, F.C.; Wood, R.J.K. The electrodeposition and characterization of low-friction and wear-resistant Co-Ni-P coatings. Surf. Coat. Technol. 2013, 235, 495–505. [Google Scholar] [CrossRef]
- Zhang, Y.; Kang, M.; Yao, L.; Mbugua, N.S.; Jin, M.; Zhu, J. Study on the Wear and Seawater Corrosion Resistance of Ni–Co–P Alloy Coatings with Jet Electrodeposition in Different Jet Voltages and Temperatures of Plating Solution. Coatings 2020, 10, 639. [Google Scholar] [CrossRef]
- Ren, L.; Cheng, Y.; Wang, Q.; Yang, J. Study on the properties of Ni-W-P coating with PTFE co-deposition. Surf. Topogr. Metrol. Prop. 2019, 7, 045009. [Google Scholar] [CrossRef]
- Humam, S.B.; Gyawali, G.; Joshi, B.; Kim, T.H.; Lee, S.W. Influence of WC and TaC particles on the microstructure and scratch resistance of electrodeposited nickel-tungsten alloy. J. Alloys Compd. 2021, 893, 162371. [Google Scholar] [CrossRef]
- Jiang, W.; Shen, L.D.; Xu, M.Y.; Wang, Z.W.; Tian, Z.J. Mechanical properties and corrosion resistance of Ni-Co-SiC composite coatings by magnetic field-induced jet electrodeposition. J. Alloys Compd. 2019, 791, 847–855. [Google Scholar] [CrossRef]
- Arora, S.; Kumari, N.; Srivastava, C. Microstructure and corrosion behavior of NiCo-Carbon nanotube composite coatings. J. Alloys Compd. 2019, 801, 449–459. [Google Scholar] [CrossRef]
- Karslioglu, R.; Akbulut, H. Comparison microstructure and sliding wear properties of nickel–cobalt/CNT composite coatings by DC, PC and PRC current electrodeposition. Appl. Surf. Sci. 2015, 353, 615–627. [Google Scholar] [CrossRef]
- Aliofkhazraei, M.; Aliofkhazraei, M.; Walsh, F.C. A review of electrodeposited Ni-Co alloy and composite coatings: Microstructure, properties and applications. Surf. Coat. Technol. 2019, 372, 463–498. [Google Scholar] [CrossRef]
- Karimzadeh, A.; Rouhaghdam, A.S.; Aliofkhazraei, M.; Miresmaeili, R. Sliding wear behavior of Ni–Co–P multilayer coatings electrodeposited by pulse reverse method. Tribol. Int. 2020, 141, 105914. [Google Scholar] [CrossRef]
- Ghavidel, N.; Allahkaram, S.R.; Naderi, R.; Barzegar, M.; Bakhshandeh, H. Corrosion and wear behavior of an electroless Ni-P/nano-SiC coating on AZ31 Mg alloy obtained through environmentally-friendly conversion coating. Surf. Coat. Technol. 2020, 382, 125156. [Google Scholar] [CrossRef]
- Wang, Q.; Callisti, M.; Greer, J.; McKay, B.; Milickovic, T.K.; Zoikis-Karathanasis, A.; Deligkiozi, I.; Polcar, T. Effect of annealing temperature on microstructure, mechanical and tribological properties of nano-SiC reinforced Ni-P coatings. Wear 2016, 356–357, 86–93. [Google Scholar] [CrossRef] [Green Version]
- Dhakal, D.R.; Kshetri, Y.K.; Gyawali, G.; Kim, T.-H.; Choi, J.-H.; Lee, S.W. Understanding the effect of Si3N4 nanoparticles on wear resistance behavior of electroless Nickel-Phosphorus coating through structural investigation. Appl. Surf. Sci. 2020, 541, 148403. [Google Scholar] [CrossRef]
- Decrozant-Triquenaux, J.; Pelcastre, L.; Prakash, B.; Hardell, J. Influence of lubrication, tool steel composition, and topography on the high temperature tribological behavior of aluminum. Friction 2021, 9, 155–168. [Google Scholar] [CrossRef]
- Peng, Y.; Xu, Y.; Geng, J.; Dearn, K.D.; Hu, X. Tribological assessment of coated piston ring-cylinder liner contacts under bio-oil lubricated conditions. Tribol. Int. 2017, 107, 283–293. [Google Scholar] [CrossRef]



Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Z.; Ma, F.; Li, D.; Wan, S.; Yi, G.; Geng, G.; Guo, L. Enhanced Mechanical and Tribological Capabilities of a Silicon Aluminum Alloy with an Electroplated Ni–Co–P/Si3N4 Composite Coating. Metals 2022, 12, 120. https://doi.org/10.3390/met12010120
Li Z, Ma F, Li D, Wan S, Yi G, Geng G, Guo L. Enhanced Mechanical and Tribological Capabilities of a Silicon Aluminum Alloy with an Electroplated Ni–Co–P/Si3N4 Composite Coating. Metals. 2022; 12(1):120. https://doi.org/10.3390/met12010120
Chicago/Turabian StyleLi, Zhijie, Fei Ma, Dongshan Li, Shanhong Wan, Gewen Yi, Guofang Geng, and Lingyan Guo. 2022. "Enhanced Mechanical and Tribological Capabilities of a Silicon Aluminum Alloy with an Electroplated Ni–Co–P/Si3N4 Composite Coating" Metals 12, no. 1: 120. https://doi.org/10.3390/met12010120
APA StyleLi, Z., Ma, F., Li, D., Wan, S., Yi, G., Geng, G., & Guo, L. (2022). Enhanced Mechanical and Tribological Capabilities of a Silicon Aluminum Alloy with an Electroplated Ni–Co–P/Si3N4 Composite Coating. Metals, 12(1), 120. https://doi.org/10.3390/met12010120