
Effect of Bottom Blowing Mode on Fluid Flow and Mixing Behavior in Converter




Abstract
1. Introduction
2. Hydraulic Model
2.1. Experimental Principle
2.2. Experimental Setup and Method
2.3. Bottom Blowing Mode
3. Numerical Model
3.1. Modeling Assumptions
- (1)
- Air is treated as a compressible Newtonian fluid, water is treated as an incompressible Newtonian fluid, and the other fluid physical parameters are constants.
- (2)
- The flow in the model is isothermal.
- (3)
- The model calculation is a three-dimensional, full-scale, transient process.
3.2. Governing Equations and Turbulent Model
3.3. Solution Procedure
4. Results and Discussion
4.1. Model Validation
4.2. Comparison of Flow Field between Bottom blowing and Combined Blowing Conditions
4.3. Flow Characteristics of Molten Bath
4.4. Mixing Characteristics of Molten Bath
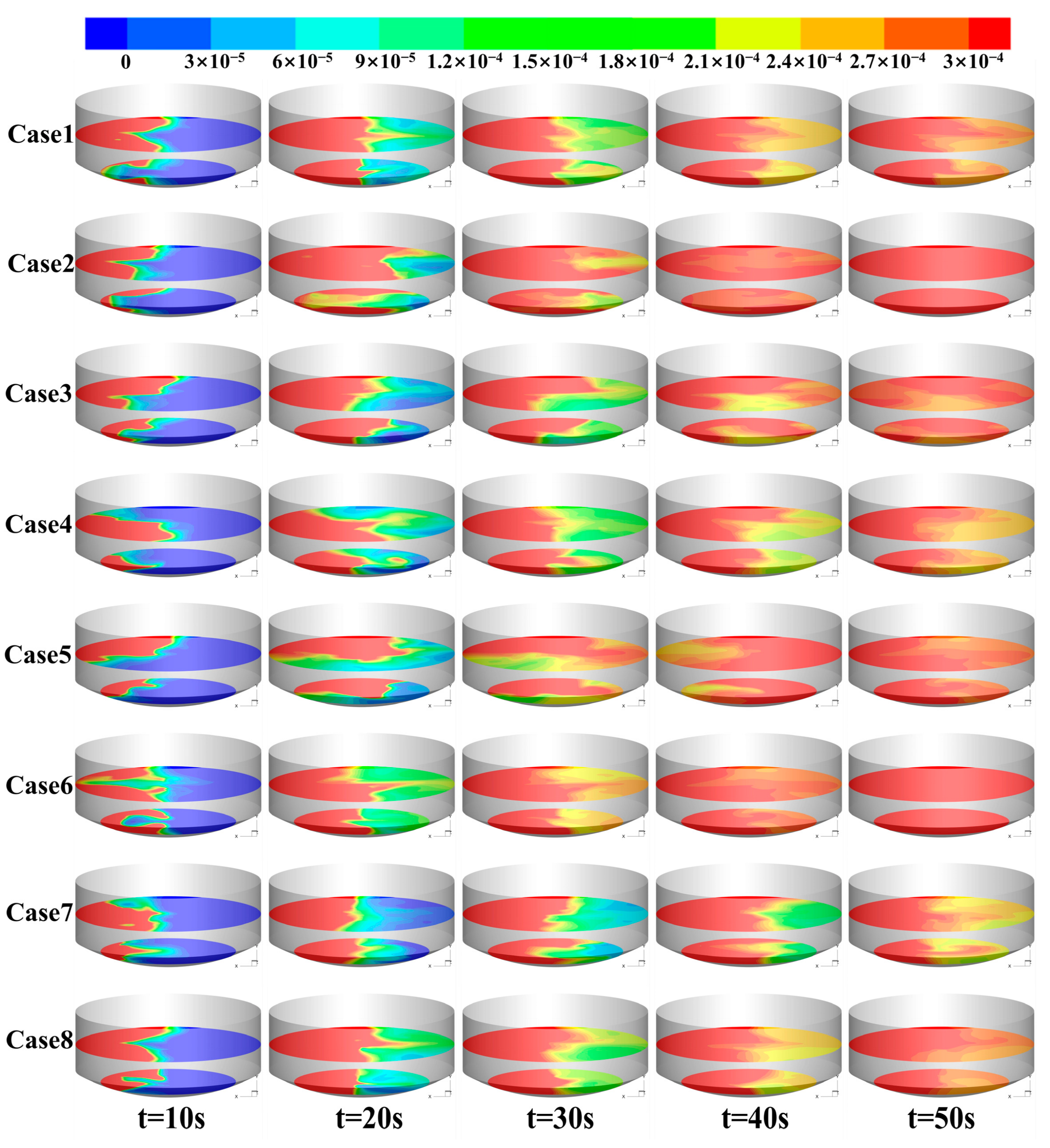
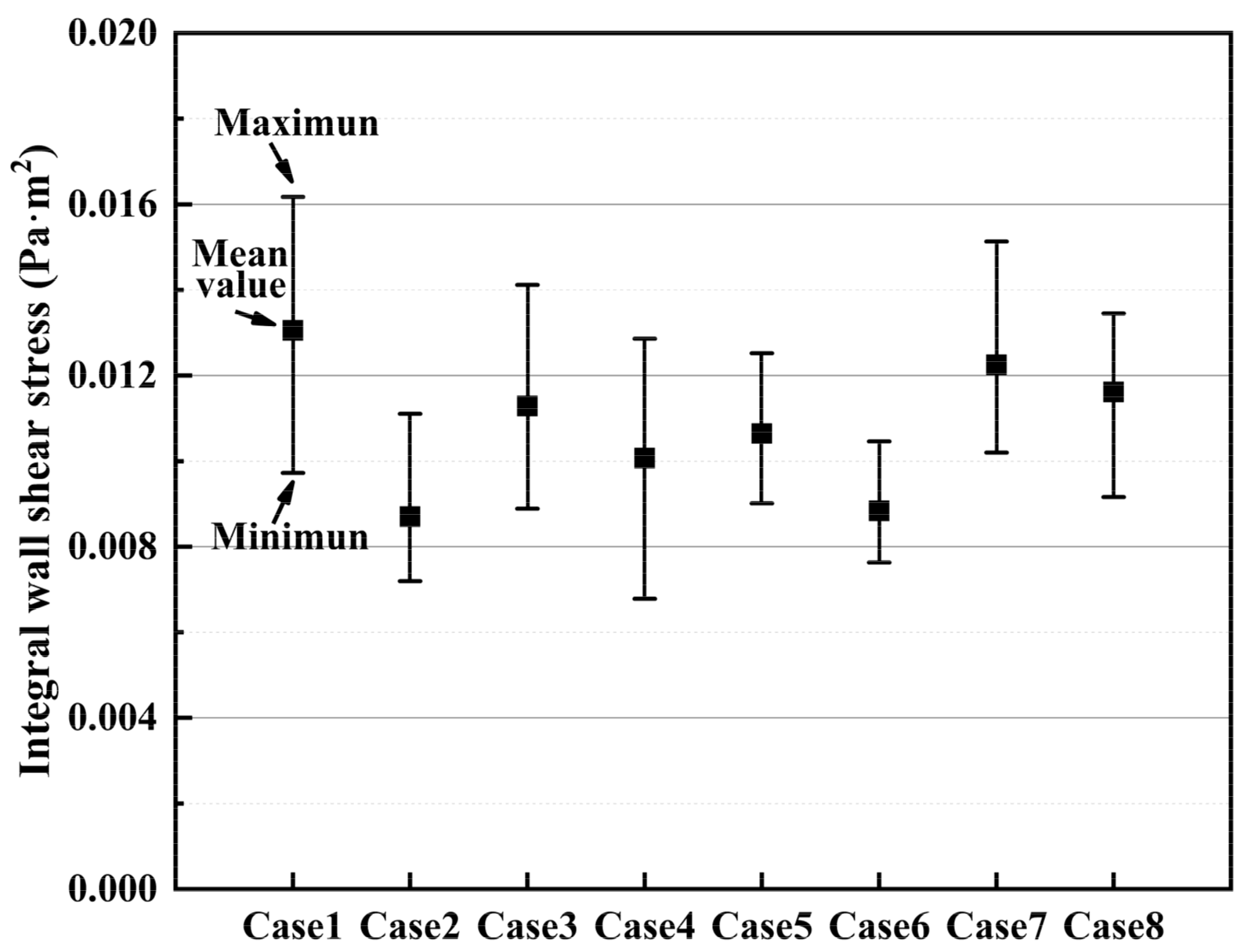
4.5. Abrasion Characteristics of Refractory Lining
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| Symbol | Description |
| Fr’m, Fr’p | Modified Froude number of model and prototype |
| u | Velocity of gas, m·s−1 |
| g | Gravitational acceleration, m·s−2 |
| d | Geometric feature size, m |
| dt | Throat diameter of the Laval nozzle, mm |
| de | Outlet diameter of the Laval nozzle, mm |
| P0 | Stagnation pressure of the Laval nozzle, atm |
| u0 | Outlet velocity of the Laval nozzle, m·s−1 |
| c | Velocity of sound, m·s−1 |
| Velocity vector of the fluid | |
| P | Static pressure of the fluid, MPa |
| fσ | Surface tension of the fluid, N·m−3 |
| Y | Mass fraction of the species |
| J | Diffusion flux of the species |
| K | Turbulent kinetic energy, m2·s−2 |
| Gk | Turbulent kinetic energy generated by the average velocity gradient, kg·m−1·s−3 |
| Gb | Turbulent kinetic energy generated by the buoyancy, kg·m−1·s−3 |
| YM | Turbulent dissipation rate generated by compressible turbulent pulsation, kg·m−1·s−3 |
| C3ε, σk, σε and Cμ | Empirical constants [42], and their respective values are 1.44, 1.92, 0.8, 1.0, 1.3, and 0.09 |
| A | Area of the wall surface, m2 |
| Greek symbols | |
| ρg, ρl | Densities of gas and liquid, kg·m−3 |
| μ | Dynamic viscosity of the fluid, Pa·s |
| α | Phase volume fraction |
| Viscous stress term of the fluid | |
| ε | Turbulent energy dissipation rate, m2·s−3 |
| τ | Shear stress, Pa |
| Subscripts | |
| g, l | Gas and liquid phases |
References
- Cao, L.L.; Wang, Y.N.; Liu, Q.; Feng, X.M. Physical and mathematical modeling of multiphase flows in a converter. ISIJ Int. 2018, 58, 573–584. [Google Scholar] [CrossRef]
- Cao, L.L.; Liu, Q.; Sun, J.K.; Lin, W.H.; Feng, X.M. Effect of Slag Layer on the Multiphase Interaction in a Converter. JOM 2019, 71, 754–763. [Google Scholar] [CrossRef]
- Dogan, N.; Brooks, G.A.; Rhamdhani, M.A. Comprehensive model of oxygen steelmaking part 1: Model development and validation. ISIJ Int. 2011, 51, 1086–1092. [Google Scholar] [CrossRef]
- Li, G.H.; Wang, B.; Liu, Q.; Tian, X.Z.; Zhu, R.; Hu, L.N.; Cheng, G.G. A process model for BOF process based on bath mixing degree. Int. J. Miner. Metall. Mater. 2010, 17, 715–722. [Google Scholar] [CrossRef]
- Roth, C.; Peter, M.; Schindler, M.; Koch, K. Cold model investigations into the effects of bottom blowing in metallurgical reactors. Steel Res. 1995, 66, 325–330. [Google Scholar] [CrossRef]
- Stišovic, T.; Koch, K. Bottom blowing investigations on a cold model reactor to optimise mixing behaviour in metallurgical processes. Steel Res. 2002, 73, 373–377. [Google Scholar] [CrossRef]
- Li, Y.; Lou, W.T.; Zhu, M.Y. Numerical simulation of gas and liquid flow in steelmaking converter with top and bottom combined blowing. Ironmak. Steelmak. 2013, 40, 505–514. [Google Scholar] [CrossRef]
- Singh, V.; Kumar, J.; Bhanu, C.; Ajmani, S.K.; Dash, S.K. Optimisation of the bottom tuyeres configuration for the BOF vessel using physical and mathematical modelling. ISIJ Int. 2007, 47, 1605–1612. [Google Scholar] [CrossRef]
- Smirnov, A.N.; Sharandin, K.N.; Lebedev, E.N. Physical simulation of metal mixing in a converter with hybrid injection. Steel Transl. 2010, 40, 796–799. [Google Scholar] [CrossRef]
- Yang, L.B.; Liu, L.; Jiao, X.L.; Tong, P.Q. Study and application of bottom blowing technique of combined blowing converter. J. Iron Steel Res. Int. 2014, 21, 41–45. [Google Scholar] [CrossRef]
- Wu, W.J.; Yu, H.X.; Wang, X.H.; Li, H.B.; Liu, K. Optimization on bottom blowing system of a 210 t converter. J. Iron Steel Res. Int. 2015, 22, 80–86. [Google Scholar] [CrossRef]
- Quiyoom, A.; Ajmani, S.K.; Buwa, V.V. Optimization of bottom tuyere configuration for Basic Oxygen Furnace steelmaking through experiments and CFD simulations. Chem. Eng. J. 2018, 346, 127–142. [Google Scholar] [CrossRef]
- Choudhary, S.K.; Ajmani, S.K. Evaluation of bottom stirring system in BOF steelmaking vessel using cold model study and thermodynamic analysis. ISIJ Int. 2006, 46, 1171–1176. [Google Scholar] [CrossRef]
- Lai, Z.Y.; Xie, Z.; Zhong, L.C. Influence of bottom tuyere configuration on bath stirring in a top and bottom combined blown converter. ISIJ Int. 2008, 48, 793–798. [Google Scholar] [CrossRef]
- Ballal, N.B.; Ghosh, A. A water model study of bottom-blown oxygen steelmaking processes. Metall. Trans. B 1981, 12, 525–534. [Google Scholar] [CrossRef]
- Zhong, L.C.; Wang, X.; Zhu, Y.X.; Chen, B.Y.; Huamg, B.C.; Ke, J.X. Bath mixing behaviour in top-bottom-side blown converter. Ironmak. Steelmak. 2010, 37, 578–582. [Google Scholar]
- Wuppermann, C.; Giesselmann, N.; Rückert, A.; Odenthal, H.J.; Pfeifer, H.; Hovestädt, E. A novel approach to determine the mixing time in a water model of an AOD converter. ISIJ Int. 2012, 52, 1817–1823. [Google Scholar] [CrossRef]
- Liu, F.H.; Sun, D.B.; Zhu, R.; Dong, K.; Bai, R.G. Effect of side-blowing arrangement on flow field and vanadium extraction rate in converter steelmaking process. ISIJ Int. 2018, 58, 852–859. [Google Scholar] [CrossRef]
- Cheng, R.; Zhang, L.J.; Yin, Y.B.; Zhang, J.M. Effect of side blowing on fluid flow and mixing phenomenon in gas-stirred ladle. Metals 2021, 11, 369. [Google Scholar] [CrossRef]
- Zhou, X.B.; Ersson, M.; Zhong, L.C.; Jönsson, P.G. Numerical and physical simulations of a combined top-bottom-side blown converter. Steel Res. Int. 2015, 86, 1328–1338. [Google Scholar] [CrossRef]
- Olivares, O.; Elias, A.; Sánchez, R.; Díaz-Cruz, M.; Morales, R.D. Physical and mathematical models of gas-liquid fluid dynamics in LD converters. Steel Res. 2002, 73, 44–51. [Google Scholar] [CrossRef]
- Ajmani, S.K.; Chatterjee, A. Cold model studies of mixing and mass transfer in steelmaking vessels. Ironmak. Steelmak. 2005, 32, 515–527. [Google Scholar] [CrossRef]
- Odenthal, H.J.; Falkenreck, U.; Schlüter, J. CFD simulation of multiphase melt flows in steelmaking converters. In Proceedings of the European Conference on Computational Fluid Dynamics, Delft, The Netherlands, 5–8 September 2006. [Google Scholar]
- Wang, X.H.; Li, J.Z.; Liu, F.G. Technological progress of BOF steelmaking in period of development mode transition. Steelmaking 2017, 33, 1–11. [Google Scholar]
- Li, M.M.; Li, L.; Li, Q.; Zou, Z.S. Modeling of mixing behavior in a combined blowing steelmaking converter with a filter-based Euler-Lagrange model. JOM 2018, 70, 2051–2058. [Google Scholar] [CrossRef]
- Xue, R.; Zhang, Y.C.; Zhang, C.J.; Wang, C.J.; Liu, Z.Y. Numerical simulation of influence of bottom blowing gas supply mode on converter mixing effect. China Metall. 2020, 30, 13–20. [Google Scholar]
- Odenthal, H.J.; Grygorov, P.; Reifferscheid, M.; Schlüter, J. Advanced blowing and stirring conditions in the BOF process. Iron Steel Technol. 2014, 11, 142–155. [Google Scholar]
- Wei, G.S.; Zhu, R.; Wang, Y.; Dong, K.; Wu, X.T.; Liu, R.Z.; Chen, F.W. Simulation and application of pulsating bottom-blowing in EAF steelmaking. Ironmak. Steelmak. 2018, 45, 847–856. [Google Scholar] [CrossRef]
- Tang, H.Y.; Liu, J.W.; Zhang, S.; Guo, X.C.; Zhang, J.Q. A novel dual plugs gas blowing mode for efficient ladle metallurgy. Ironmak. Steelmak. 2019, 46, 405–415. [Google Scholar] [CrossRef]
- Yang, Z.S.; Yang, L.Z.; Cheng, T.; Chen, F.; Zheng, F.Q.; Wang, S.; Guo, Y.F. Fluid flow characteristic of EAF molten steel with different bottom-blowing gas flow rate distributions. ISIJ Int. 2020, 60, 1957–1967. [Google Scholar] [CrossRef]
- Yao, L.J.; Zhu, R.; Dong, K.; Wei, G.S.; Zhao, F.; Tang, Y.X. Influence of the non-uniform bottom blowing gas supply mode on the dynamic conditions of molten pool during the converter steelmaking process. Ironmak. Steelmak. 2021, 48, 180–190. [Google Scholar] [CrossRef]
- Singh, V.; Lenka, S.N.; Ajmani, S.K.; Bhanu, C.; Pathak, S. A novel bottom stirring scheme to improve BOF performance through mixing and mass transfer modelling. ISIJ Int. 2009, 49, 1889–1894. [Google Scholar] [CrossRef][Green Version]
- Chu, K.Y.; Chen, H.H.; Lai, P.H.; Wu, H.C.; Liu, Y.C.; Lin, C.C.; Lu, M.J. The effects of bottom blowing gas flow rate distribution during the steelmaking converter process on mixing efficiency. Metall. Mater. Trans. B 2016, 47, 948–962. [Google Scholar] [CrossRef]
- Quiyoom, A.; Golani, R.; Singh, V.; Buwa, V.V. Effect of differential flow schemes on gas-liquid flow and liquid phase mixing in a Basic Oxygen Furnace. Chem. Eng. Sci. 2017, 170, 777–789. [Google Scholar] [CrossRef]
- Huang, B.; Sun, Y.H.; Bai, X.F.; Zhao, C.L.; Luo, L.; Tian, Z.H. Simulate on agitating and mass transfer effect of 300 t dephosphorization slag-steel interface. Iron Steel 2017, 52, 38–44. [Google Scholar]
- Wang, Y.N.; Cao, L.L.; Cheng, Z.F.; Blanpain, B.; Guo, M.X. Mathematical methodology and metallurgical application of turbulence modelling: A review. Metals 2021, 11, 1297. [Google Scholar] [CrossRef]
- Zhou, X.B.; Ersson, M.; Zhong, L.C.; Yu, J.K.; Jönsson, P. Mathematical and physical simulation of a top blown converter. Steel Res. Int. 2014, 85, 273–281. [Google Scholar] [CrossRef]
- Launder, B.E.; Spalding, D.B. The numerical computation of turbulent flows. Comput. Methods Appl. Mech. Eng. 1974, 3, 269–289. [Google Scholar] [CrossRef]
- Li, Q.; Li, M.M.; Kuang, S.B.; Zou, Z.S. Computational study on the behaviours of supersonic jets and their impingement onto molten liquid free surface in BOF steelmaking. Can. Metall. Q. 2014, 53, 340–351. [Google Scholar] [CrossRef]
- Sun, J.K.; Zhang, J.S.; Lin, W.H.; Feng, X.M.; Liu, Q. Effect of impact cavity shape induced by supersonic oxygen jet on the dynamic characteristics of molten bath in converter. Steel Res. Int. 2021, 92, 2100179. [Google Scholar] [CrossRef]
- Li, Q.; Li, M.M.; Kuang, S.B.; Zou, Z.S. Understanding characteristic of abrasion of refractory lining caused by bath oscillation in BOF steelmaking. JOM 2016, 68, 3126–3133. [Google Scholar] [CrossRef]
- Launder, B.E.; Spalding, D.B. Mathematical Models of Turbulence; Academic Press: London, UK, 1972; p. 124. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Items | Prototype | Model |
|---|---|---|
| Similarity ratio | 6 | 1 |
| Bath diameter (mm) | 4382 | 730.33 |
| Bath depth (mm) | 1360 | 226.67 |
| Laval nozzle throat diameter (mm) | 38.4 | 6.40 |
| Laval nozzle exit diameter (mm) | 49.9 | 8.32 |
| Laval nozzle throat length (mm) | 10 | 1.67 |
| Laval nozzle divergent length (mm) | 90 | 15 |
| Laval nozzle number | 4 | 4 |
| Bottom tuyere number | 6 | 6 |
| Liquid phase density (kg·m−3) | 7100 | 1000 |
| Top blowing gas density (kg·m−3) | 1.43 | 1.29 |
| Bottom blowing gas density (kg·m−3) | 1.62 | 1.29 |
| Oxygen lance height (mm) | 1350 | 120 |
| Top gas flow rate (m3·h−1) | 22,000 | 73 |
| Single bottom gas flow rate (m3·h−1) | 18, 24, 30, 42, 48, 54, 60, 66, 72, 78, 84 | 0.09, 0.12, 0.15, 0.21, 0.24, 0.27, 0.30, 0.33, 0.36, 0.39, 0.42 |
| Bottom Blowing Mode | Flow Rate Per Tuyere (m3·h−1) | |||||||
|---|---|---|---|---|---|---|---|---|
| #1 | #2 | #3 | #4 | #5 | #6 | |||
| Case 1 | Uniform mode | Uniform | 0.24 | 0.24 | 0.24 | 0.24 | 0.24 | 0.24 |
| Case 2 | Continuous mode | Three-point linear co-direction | 0.12 | 0.24 | 0.36 | 0.36 | 0.24 | 0.12 |
| Case 3 | Three-point linear unco-direction | 0.12 | 0.24 | 0.36 | 0.12 | 0.24 | 0.36 | |
| Case 4 | Two-point linear | 0.36 | 0.36 | 0.36 | 0.12 | 0.12 | 0.12 | |
| Case 5 | Circumferential linear | 0.09 | 0.15 | 0.21 | 0.27 | 0.33 | 0.39 | |
| Case 6 | Interval mode | A-type | 0.15 | 0.42 | 0.15 | 0.15 | 0.42 | 0.15 |
| Case 7 | V-type | 0.30 | 0.12 | 0.30 | 0.30 | 0.12 | 0.30 | |
| Case 8 | Triangle alternating | 0.12 | 0.36 | 0.12 | 0.36 | 0.12 | 0.36 | |
| Items | Case 1 | Case 2 | Case 3 | Case 4 | Case 5 | Case 6 | Case 7 | Case 8 |
|---|---|---|---|---|---|---|---|---|
| Dead zone (%) | 11.63 | 7.42 | 10.19 | 12.79 | 9.08 | 7.96 | 14.88 | 12.19 |
| Weak flow zone (%) | 46.87 | 52.37 | 49.37 | 49.97 | 49.95 | 52.74 | 48.78 | 50.37 |
| Active flow zone (%) | 41.49 | 40.22 | 40.44 | 37.25 | 40.97 | 39.30 | 36.34 | 37.44 |
| Average velocity (m·s−1) | 0.04758 | 0.05013 | 0.04799 | 0.04673 | 0.04828 | 0.04937 | 0.04583 | 0.04709 |
| Average turbulent kinetic energy (m2·s−2) | 0.00152 | 0.00171 | 0.00158 | 0.00147 | 0.00161 | 0.00164 | 0.00146 | 0.00149 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, J.; Zhang, J.; Lin, W.; Feng, X.; Liu, Q. Effect of Bottom Blowing Mode on Fluid Flow and Mixing Behavior in Converter. Metals 2022, 12, 117. https://doi.org/10.3390/met12010117
Sun J, Zhang J, Lin W, Feng X, Liu Q. Effect of Bottom Blowing Mode on Fluid Flow and Mixing Behavior in Converter. Metals. 2022; 12(1):117. https://doi.org/10.3390/met12010117
Chicago/Turabian StyleSun, Jiankun, Jiangshan Zhang, Wenhui Lin, Xiaoming Feng, and Qing Liu. 2022. "Effect of Bottom Blowing Mode on Fluid Flow and Mixing Behavior in Converter" Metals 12, no. 1: 117. https://doi.org/10.3390/met12010117
APA StyleSun, J., Zhang, J., Lin, W., Feng, X., & Liu, Q. (2022). Effect of Bottom Blowing Mode on Fluid Flow and Mixing Behavior in Converter. Metals, 12(1), 117. https://doi.org/10.3390/met12010117