
Heterogeneous Microstructure-Induced Creep Failure Responses in Various Sub-Zones of Modified 310S Welded Joints

Abstract
:1. Introduction
2. Materials and Testing
2.1. Materials and Welding Procedure
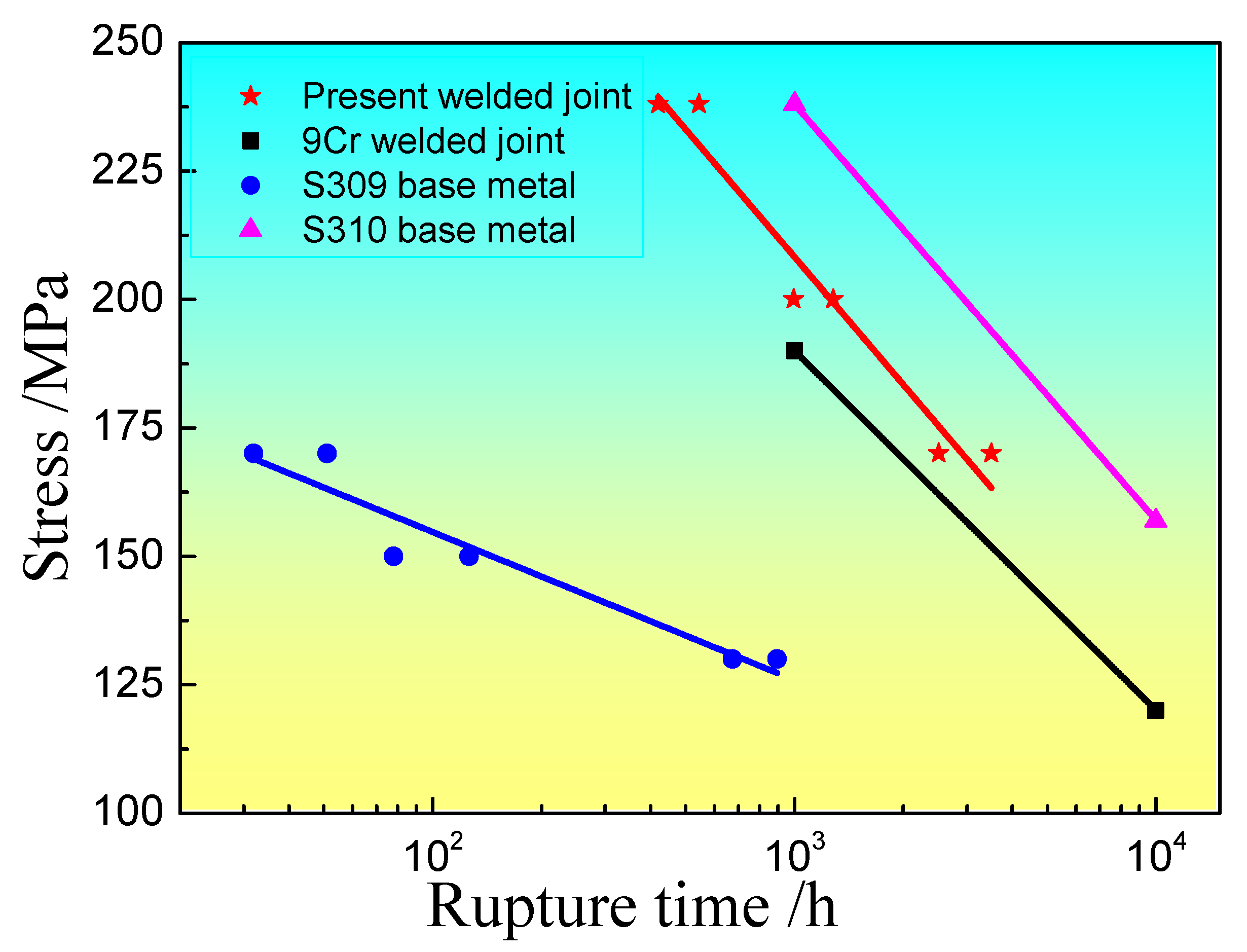
2.2. Creep Experiment
3. Experimental Results and Analysis
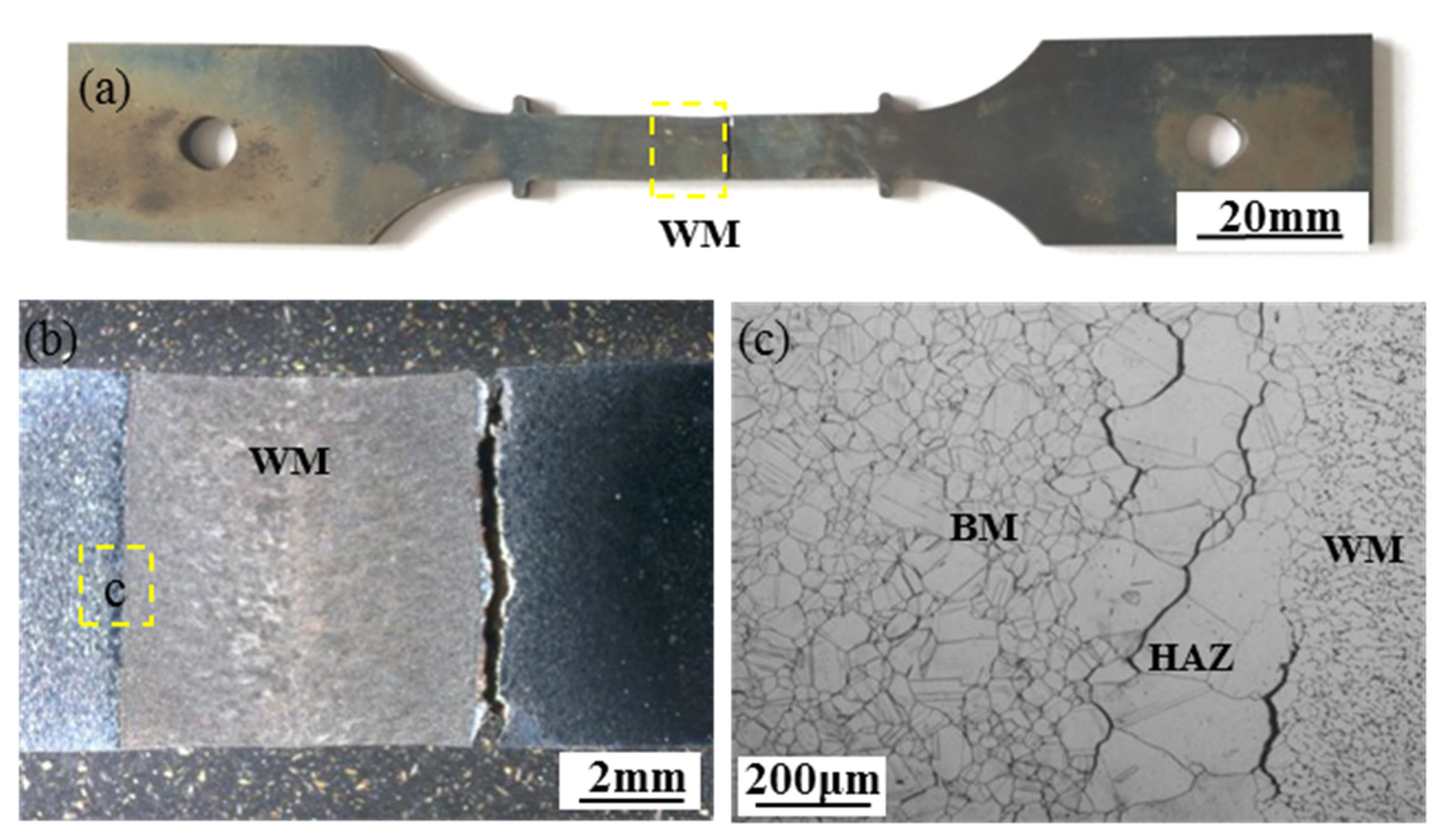
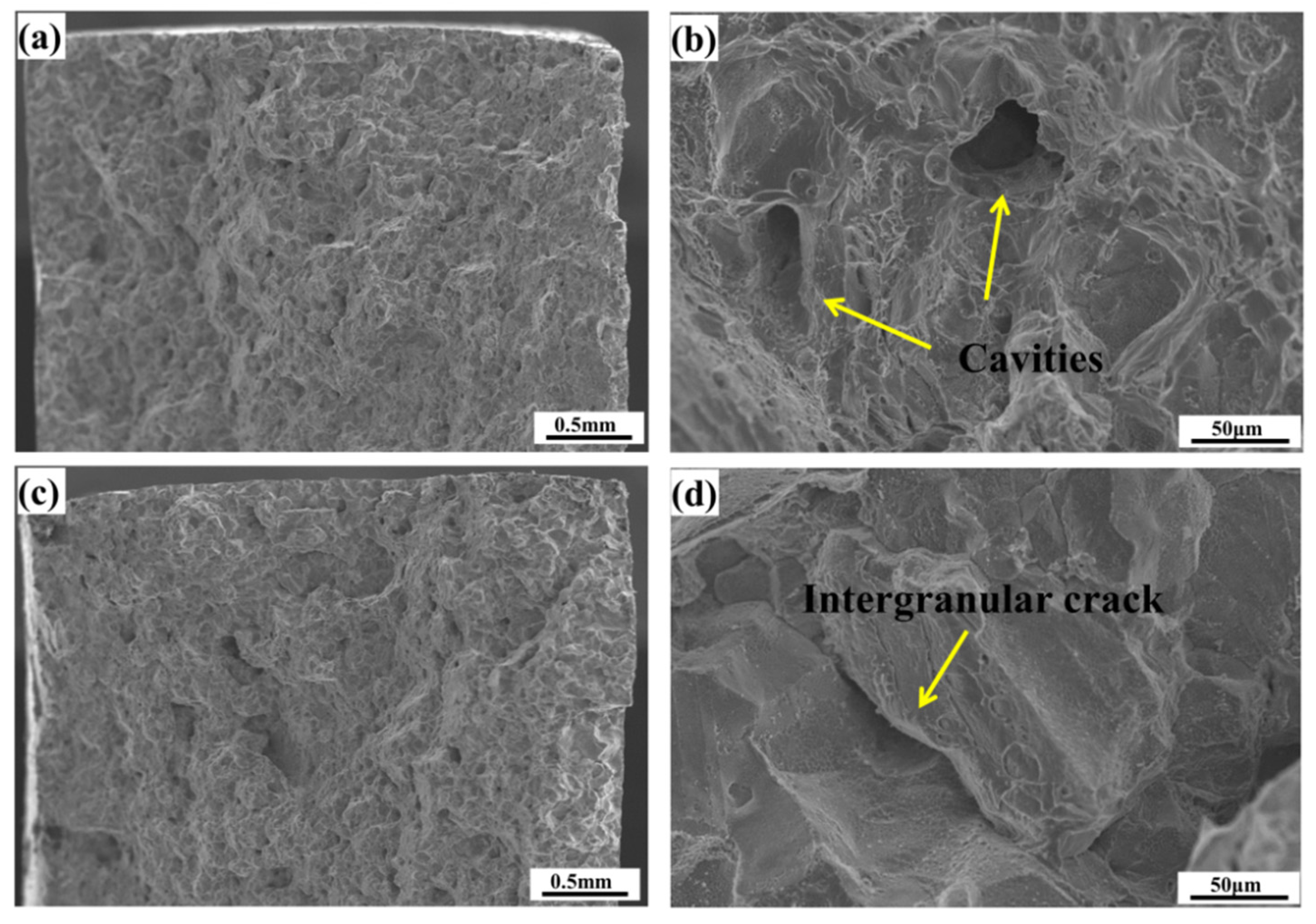
3.1. Fracture Location and Morphology
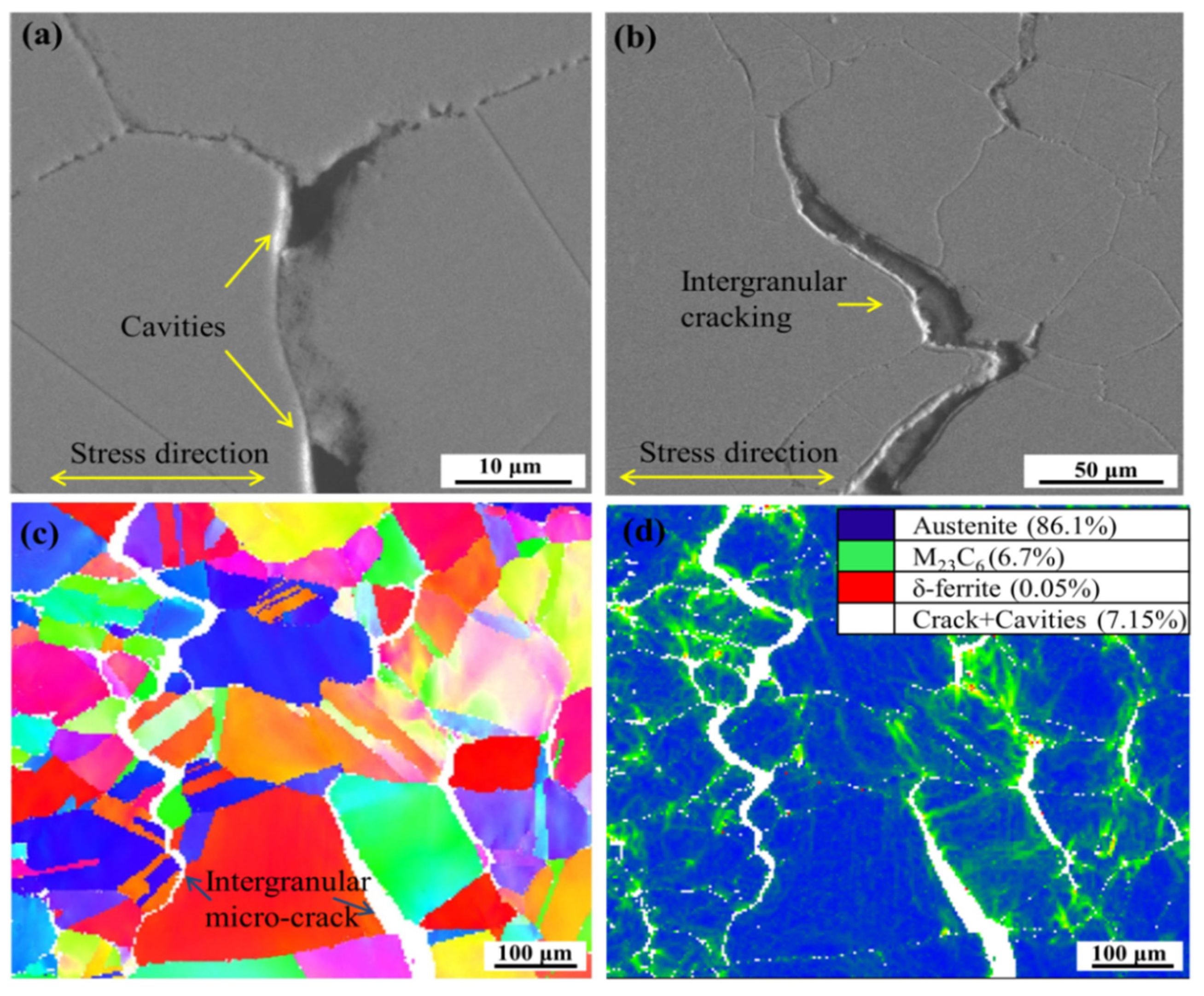
3.2. Cracking and Failure Evolution
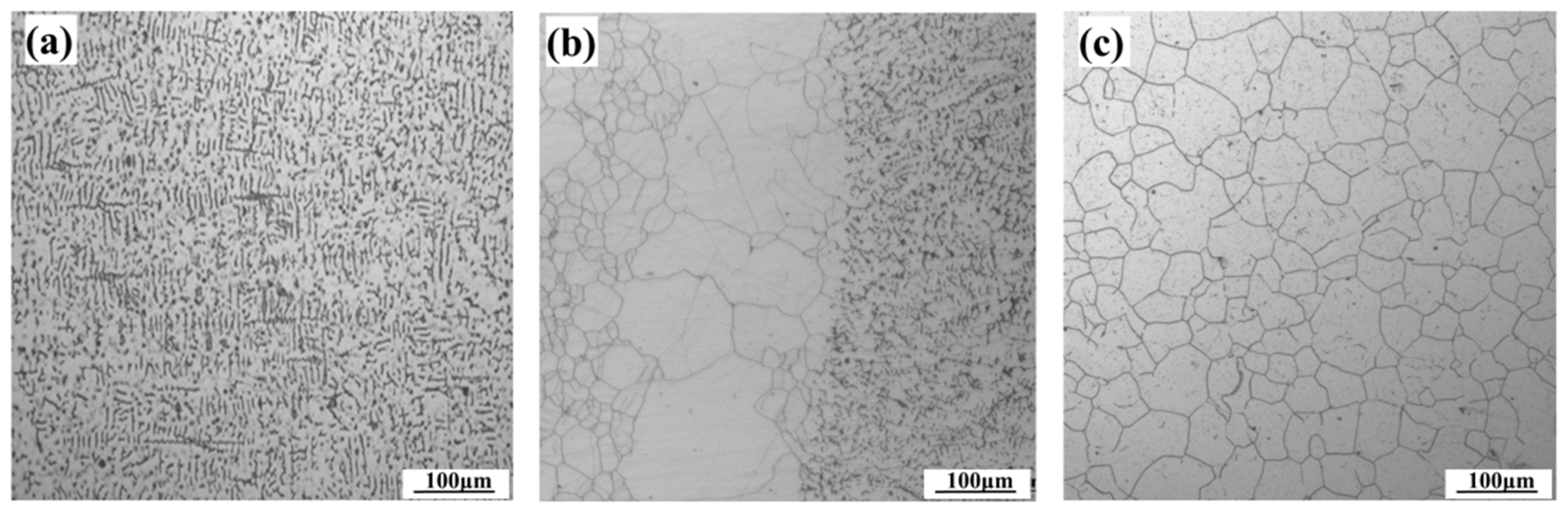
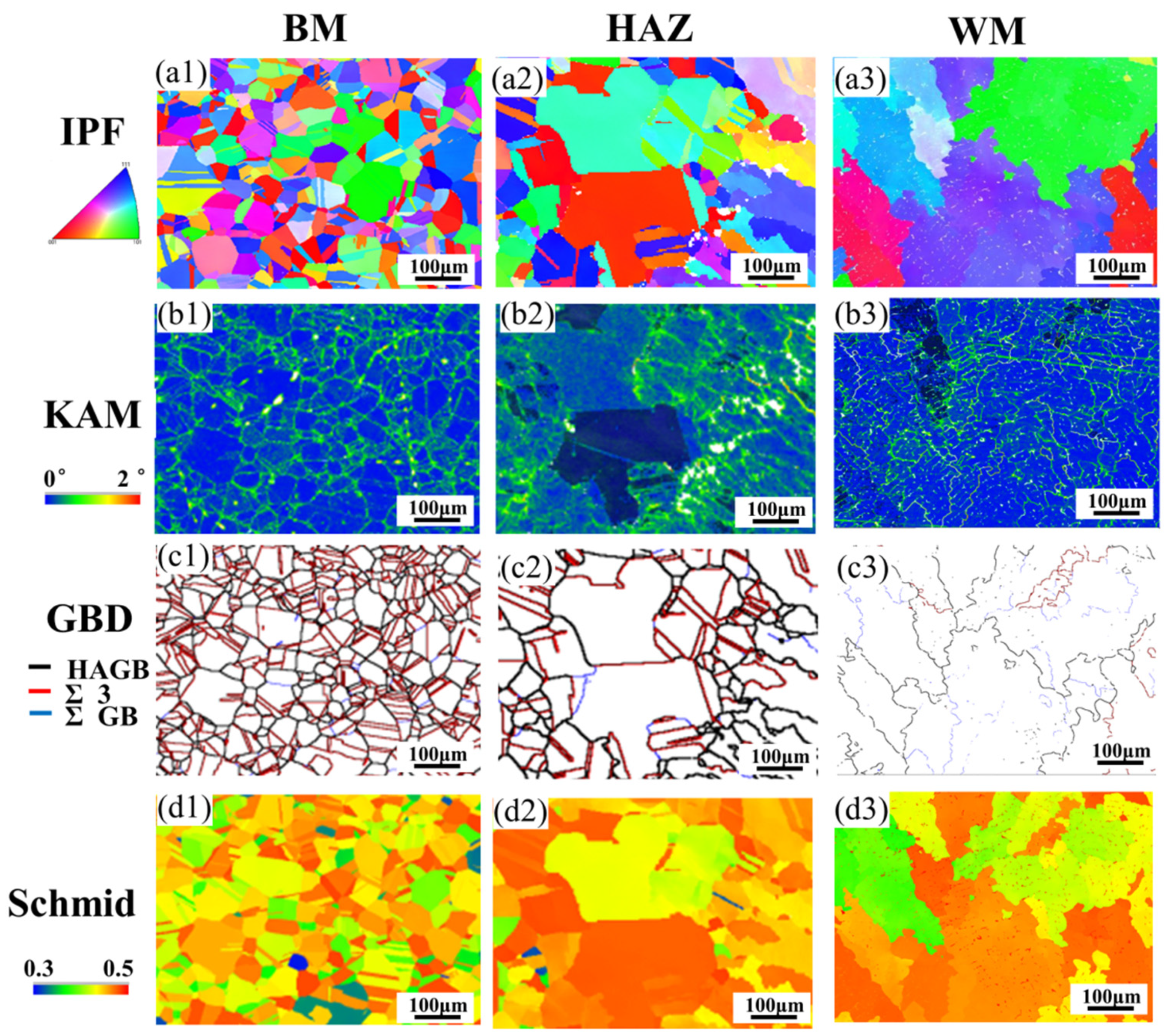
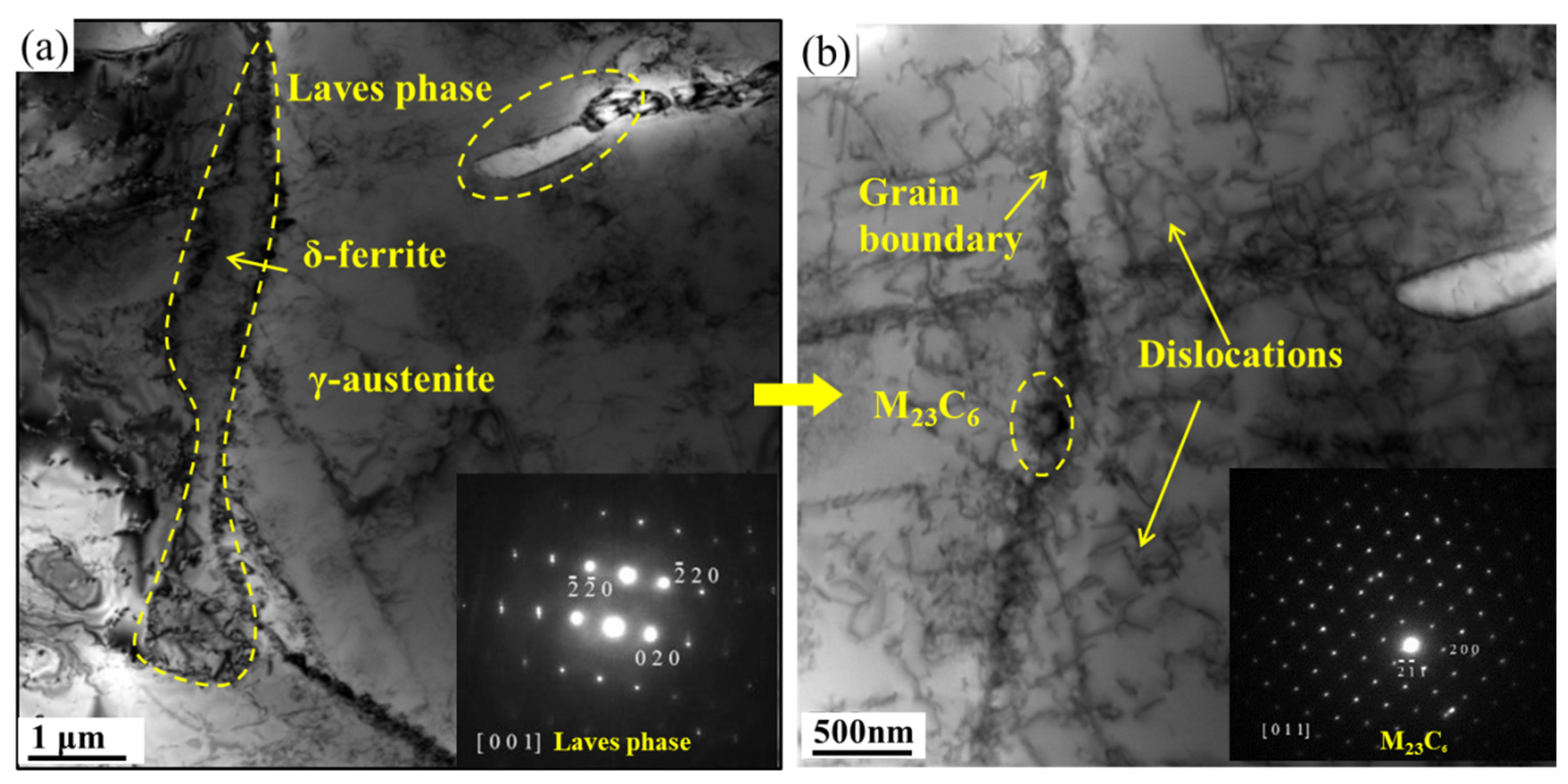
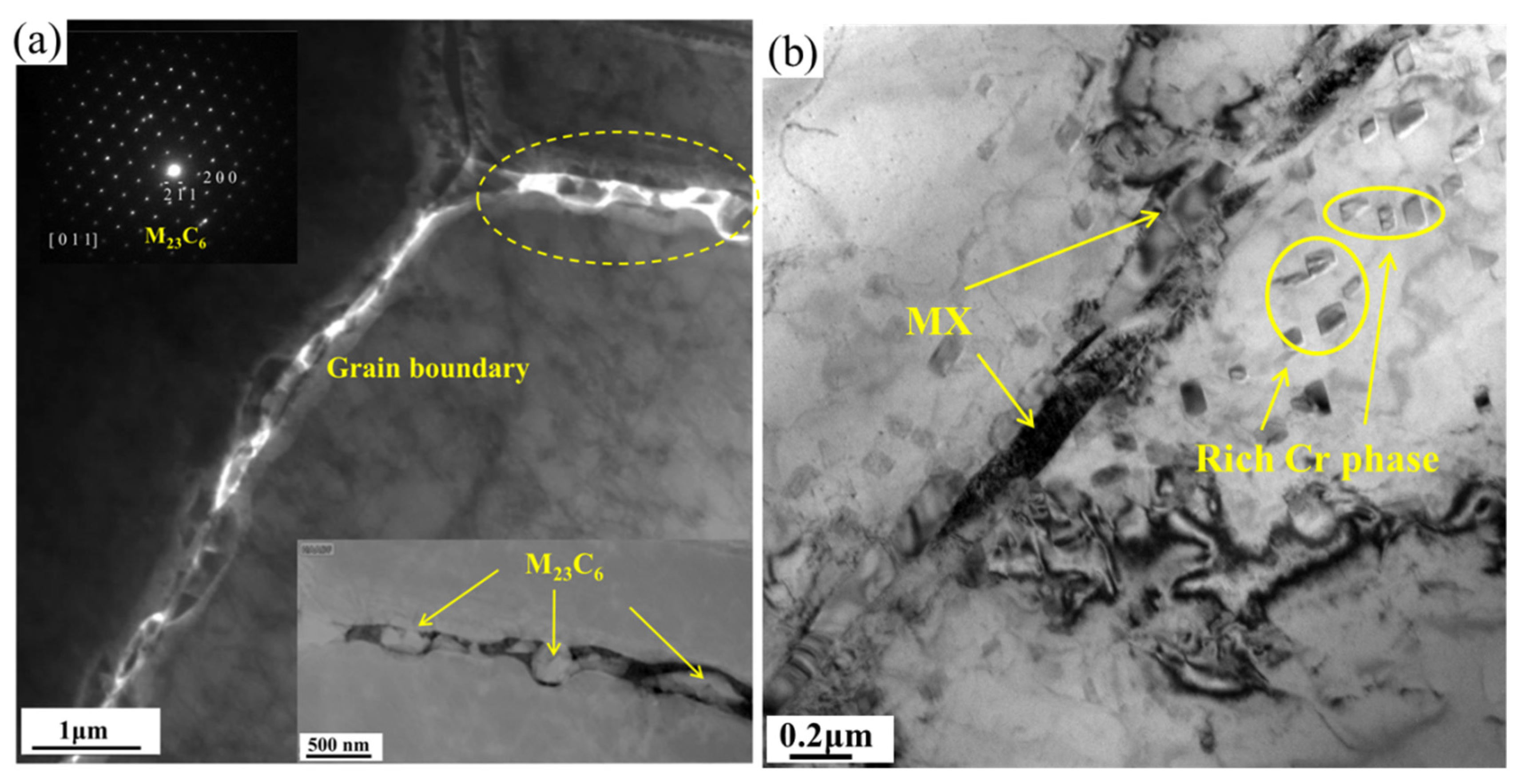
3.3. Microstructure Evolution during Creep Exposure
4. Conclusions
- (1)
- The creep failure behavior of modified 310S stainless steel welded joints was analyzed from the microstructure, precipitated phase and dislocation perspectives. Compared with WM, the microstructure of HAZ is highly inhomogeneous, with coarsening grains and lower creep resistances, which result in creep rupture in the HAZ.
- (2)
- The preferred nucleation around the precipitations and propagation along the grain boundaries of creep cavities lead to intergranular fracture. The higher KAM and Schmid factor and lower GBD are considered the key reasons for the lowest creep resistance being found in the HAZ of the welded joint.
- (3)
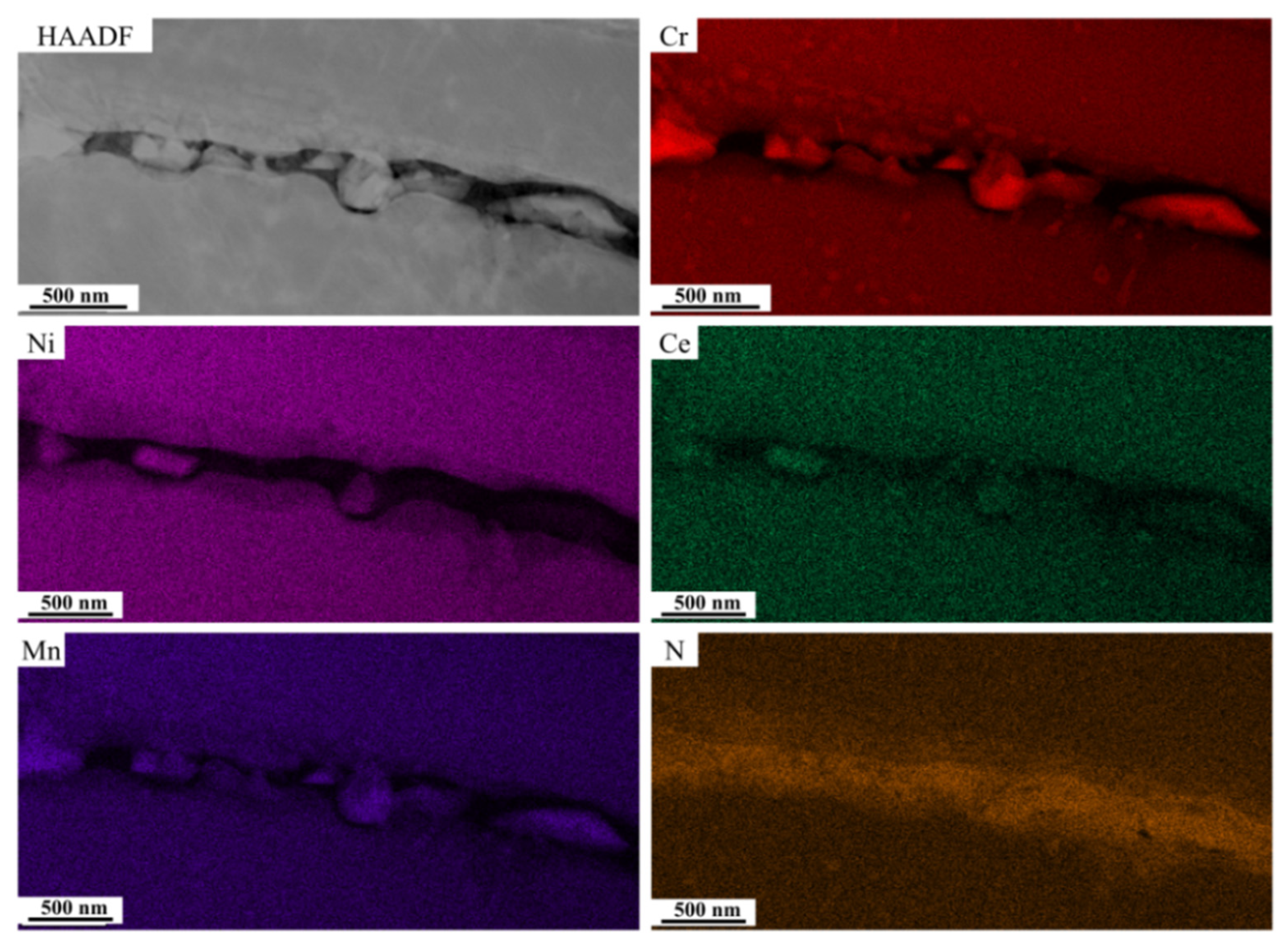
- In the creep servicing, coarsened M23C6, grain heterogeneity and element segregation near the grain boundary often appeared in the HAZ, which is the source of crack initiation and detrimental to tensile strength. As the creep process proceeds, more cracks propagate around the second phase along the grain boundaries, leading to intergranular cracking.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, Z.; He, Y.; Gao, W. Surface nanocrystallization of 310s stainless steel and its effect on oxidation behavior. J. Mater. Eng. Perform. 1998, 7, 88–92. [Google Scholar] [CrossRef]
- Lo, K.H.; Shek, C.H.; Lai, J.K.L. Recent developments in stainless steels. Mater. Sci. Eng. R Rep. 2009, 65, 39–104. [Google Scholar] [CrossRef]
- Amirkhiz, B.S.; Xu, S.; Scott, C. Microstructural assessment of 310S stainless steel during creep at 800 °C. Materialia 2019, 6, 100330. [Google Scholar] [CrossRef]
- Farooq, M.; Sandström, R.; Lundberg, M. Precipitation during long time ageing in the austenitic stainless steel 310. Mater. High Temp. 2012, 29, 8–16. [Google Scholar] [CrossRef]
- Meng, D.; Lu, F.; Cui, H.; Ding, Y.; Tang, X.; Huo, X. Investigation on creep behavior of welded joint of advanced 9% Cr steels. J. Mater. Res. 2014, 30, 197–205. [Google Scholar] [CrossRef]
- Lee, E.; Byun, T.; Hunn, J.; Yoo, M.; Farrell, K.; Mansur, L. On the origin of deformation microstructures in austenitic stainless steel: Part I—microstructures. Acta Mater. 2001, 49, 3269–3276. [Google Scholar] [CrossRef]
- Sourmail, T. Precipitation in creep resistant austenitic stainless steels. Mater. Sci. Technol. 2001, 17, 1–14. [Google Scholar] [CrossRef]
- Zhu, S.; Yang, M.; Song, X.; Tang, S.; Xiang, Z. Characterisation of Laves phase precipitation and its correlation to creep rupture strength of ferritic steels. Mater. Charact. 2014, 98, 60–65. [Google Scholar] [CrossRef]
- Gao, Q.; Wang, C.; Qu, F.; Wang, Y.; Qiao, Z. Martensite transformation kinetics in 9Cr–1.7W–0.4Mo–Co ferritic steel. J. Alloys Compd. 2014, 610, 322–330. [Google Scholar] [CrossRef]
- West, D.; Hulance, J.; Higginson, R.; Wilcox, G.D. σ-Phase precipitation in 347HFG stainless steel. Mater. Sci. Technol. 2013, 29, 835–842. [Google Scholar] [CrossRef]
- Wang, Z.-N.; Liang, T.; Xing, W.-W.; Du, A.-B.; Gao, M.; Ma, Y.-C.; Liu, K. σ-Phase Precipitation Mechanism of 15Cr–15Ni Titanium-Modified Austenitic Stainless Steel During Long-Term Thermal Exposure. Acta Met. Sin. (Engl. Lett.) 2018, 31, 281–289. [Google Scholar] [CrossRef]
- Öberg, C.; Zhu, B.; Jonsson, S. Creep behaviour, creep damage and precipitation in the austenitic cast steel HK30 at 750 °C. Mater. Sci. Eng. A 2020, 797, 140253. [Google Scholar] [CrossRef]
- Hu, G.; Wang, P.; Li, D.; Li, Y. High-temperature Tensile Behavior in Coarse-grained and Fine-grained Nb-containing 25Cr–20Ni Austenitic Stainless Steel. Acta Met. Sin. (Engl. Lett.) 2020, 33, 1455–1465. [Google Scholar] [CrossRef]
- Zhang, W.; Zhang, T.; Wang, X.; Chen, H.; Gong, J. Remaining creep properties and fracture behaviour of P92 steel welded joint under prior low cycle fatigue loading. J. Mater. Res. Technol. 2020, 9, 7887–7899. [Google Scholar] [CrossRef]
- Sroka, M.; Zieliński, A.; Golański, G.; Kremzer, M. The Influence of Long-term Ageing on the Microstructure of Sanicro 25 Steel. In Proceedings of the MATEC Web of Conferences, Sibiu, Romania, 5–7 June 2019; Volume 253. [Google Scholar]
- Li, Y.; Fan, X.; Cui, H.; Lu, F.; Tang, X. The correlated mechanism of creep fracture and microstructure evolution for precipitated Nimonic 263 superalloy welding joint. Sci. Technol. Weld. Join. 2021, 26, 37–46. [Google Scholar] [CrossRef]
- Gonzaga, A.; Barbosa, C.; Tavares, S.; Zeemann, A.; Payão, J. Influence of post welding heat treatments on sensitization of AISI 347 stainless steel welded joints. J. Mater. Res. Technol. 2020, 9, 908–921. [Google Scholar] [CrossRef]
- Kaneko, K.; Fukunaga, T.; Yamada, K.; Nakada, N.; Kikuchi, M.; Saghi, Z.; Barnard, J.S.; Midgley, P.A. Formation of M23C6-type precipitates and chromium-depleted zones in austenite stainless steel. Scr. Mater. 2011, 65, 509–512. [Google Scholar] [CrossRef]
- Lim, Y.S.; Kim, D.J.; Hwang, S.S.; Kim, H.P.; Kim, S.W. M23C6 precipitation behavior and grain boundary serration in Ni-based Alloy 690. Mater. Charact. 2014, 96, 28–39. [Google Scholar] [CrossRef]
- Zheng, L.; Hu, X.; Kang, X.; Li, D. Precipitation of M23C6 and its effect on tensile properties of 0.3C–20Cr–11Mn–1Mo–0.35N steel. Mater. Des. 2015, 78, 42–50. [Google Scholar] [CrossRef]
- Sawada, K.; Hara, T.; Tabuchi, M.; Kimura, K.; Kubushiro, K. Microstructure characterization of heat affected zone after welding in Mod.9Cr–1Mo steel. Mater. Charact. 2015, 101, 106–113. [Google Scholar] [CrossRef]
- Isik, M.; Kostka, A.; Yardley, V.; Pradeep, K.; Duarte, M.; Choi, P.; Raabe, D.; Eggeler, G. The nucleation of Mo-rich Laves phase particles adjacent to M23C6 micrograin boundary carbides in 12% Cr tempered martensite ferritic steels. Acta Mater. 2015, 90, 94–104. [Google Scholar] [CrossRef]
- Isik, M.; Kostka, A.; Eggeler, G. On the nucleation of Laves phase particles during high-temperature exposure and creep of tempered martensite ferritic steels. Acta Mater. 2014, 81, 230–240. [Google Scholar] [CrossRef]
- Liu, W.; Liu, X.; Lu, F.; Tang, X.; Cui, H.; Gao, Y. Creep behavior and microstructure evaluation of welded joint in dissimilar modified 9Cr–1Mo steels. Mater. Sci. Eng. A 2015, 644, 337–346. [Google Scholar] [CrossRef]
- Kumar, Y.; Venugopal, S.; Sasikala, G.; Parida, P.; Moitra, A. Study of creep crack growth behaviour of a type 316(N) stainless steel weld and its mechanism. Mater. Sci. Eng. A 2018, 731, 551–560. [Google Scholar] [CrossRef]
- Jordan, P.; Maharaj, C. Asset management strategy for HAZ cracking caused by sigma-phase and creep embrittlement in 304H stainless steel piping. Eng. Fail. Anal. 2020, 110, 104452. [Google Scholar] [CrossRef]
- Wei, Y.; Qiao, S.; Lu, F.; Liu, W. Failure transition mechanism in creep rupture of modified casting 9Cr-1.5Mo-1Co welded joint. Mater. Des. 2016, 97, 268–278. [Google Scholar] [CrossRef]
- EN 10095-1999. British Standard; Heat Resisting Steels and Nickel Alloys. British Standards Committee: London, UK, 15 July 1999.
- Chabaud-Reytier, M.; Allais, L.; Caes, C.; Dubuisson, P.; Pineau, A. Mechanisms of stress relief cracking in titanium stabilised austenitic stainless steel. J. Nucl. Mater. 2003, 323, 123–137. [Google Scholar] [CrossRef]
- Xiao, X.; Li, D.; Li, Y.; Lu, S. Intergranular precipitation behavior and its influence on the stress relaxation cracking susceptibility of Super304H austenitic stainless steel weld metal during long-term aging. Mater. Charact. 2021, 178, 111309. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, W.; Wang, Y.; Lim, Y.C.; Yu, X.; Feng, Z. Experimental evaluation of localized creep deformation in grade 91 steel weldments. Mater. Sci. Eng. A 2020, 799, 140356. [Google Scholar] [CrossRef]
- Tan, L.; Allen, T.; Busby, J. Grain boundary engineering for structure materials of nuclear reactors. J. Nucl. Mater. 2013, 441, 661–666. [Google Scholar] [CrossRef] [Green Version]
- Hirayama, K.; Yoshii, Y.; Morizono, Y.; Tsurekawa, S.; Hidaka, Y. Grain Boundary Engineering of 10% Cr Ferritic-Martensitic Steel SUH3. ISIJ Int. 2015, 55, 1973–1979. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Wang, X. Strengthening mechanisms and creep rupture behavior of advanced austenitic heat resistant steel SA-213 S31035 for A-USC power plants. Mater. Sci. Eng. A 2020, 775, 138991. [Google Scholar] [CrossRef]
- Lu, L.; Shen, Y.; Chen, X.; Qian, L.; Lu, K. Ultrahigh Strength and High Electrical Conductivity in Copper. Science 2004, 304, 422–426. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cooper, G.A. Strengthening Methods in Crystals; Kelly, A., Nicholson, R.B., Eds.; Elsevier: Amsterdam, The Netherlands; London, UK; New York, NY, USA, 1971; 627p. [Google Scholar]
- Hart, E. Theory of dispersion hardening in metals. Acta Met. 1972, 20, 275–289. [Google Scholar] [CrossRef]
- Zhang, Y.; Jing, H.; Xu, L.; Han, Y.; Zhao, L.; Xie, X.; Tang, Z. Fusion boundary evolution, precipitation behaviour, and interaction with dislocations in an Fe–22Cr–15Ni steel weldment during long-term creep. Prog. Nat. Sci. Mater. Int. 2019, 29, 41–49. [Google Scholar] [CrossRef]
- Maruyama, K.; Sawada, K.; Koike, J.-I. Strengthening Mechanisms of Creep Resistant Tempered Martensitic Steel. ISIJ Int. 2001, 41, 641–653. [Google Scholar] [CrossRef]
- Tian, W.; Wu, D.; Li, Y.; Lu, S. Precipitation Behavior and Mechanical Properties of a 16Cr-25Ni Superaustenitic Stainless Steel Weld Metal During Post-weld Heat Treatment. Acta Met. Sin. (Engl. Lett.) 2021, 1–14. [Google Scholar] [CrossRef]
- Fan, M.; Shao, C.; Wang, Y.; Huo, X.; Ma, N.; Lu, F. In-situ DIC investigation on local stress-strain behavior in creep-fatigue test of dissimilar steel welded joint. Int. J. Fatigue 2021, 152, 106464. [Google Scholar] [CrossRef]
- Jiang, J.; Zhu, L. Strengthening mechanisms of precipitates in S30432 heat-resistant steel during short-term aging. Mater. Sci. Eng. A 2012, 539, 170–176. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Cr | Ni | Mn | Mo | Si | Co | V | Nb | Ce | Ta | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| BM | 0.10 | 20.5 | 11.1 | 2.0 | 0.05 | 2.20 | 0.10 | 0.08 | 0.03 | 0.04 | / | Bal. |
| Filler materials | 0.09 | 26.4 | 21.8 | 2.0 | 0.35 | 0.38 | 0.20 | 0.08 | 0.05 | / | 0.20 | Bal. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, Y.; Kan, Y.; Chen, H. Heterogeneous Microstructure-Induced Creep Failure Responses in Various Sub-Zones of Modified 310S Welded Joints. Metals 2022, 12, 116. https://doi.org/10.3390/met12010116
Jiang Y, Kan Y, Chen H. Heterogeneous Microstructure-Induced Creep Failure Responses in Various Sub-Zones of Modified 310S Welded Joints. Metals. 2022; 12(1):116. https://doi.org/10.3390/met12010116
Chicago/Turabian StyleJiang, Yunlu, Ying Kan, and Huaining Chen. 2022. "Heterogeneous Microstructure-Induced Creep Failure Responses in Various Sub-Zones of Modified 310S Welded Joints" Metals 12, no. 1: 116. https://doi.org/10.3390/met12010116
APA StyleJiang, Y., Kan, Y., & Chen, H. (2022). Heterogeneous Microstructure-Induced Creep Failure Responses in Various Sub-Zones of Modified 310S Welded Joints. Metals, 12(1), 116. https://doi.org/10.3390/met12010116