
Study on Medium-Thick Al-Alloy T-Joints by Dual P-GMAW Bilateral Synchronous Welding


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
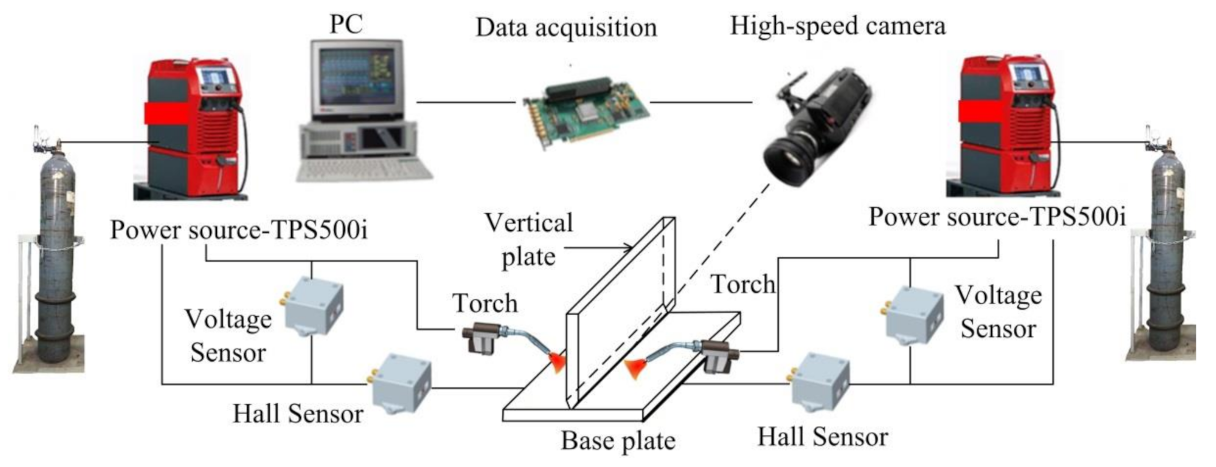
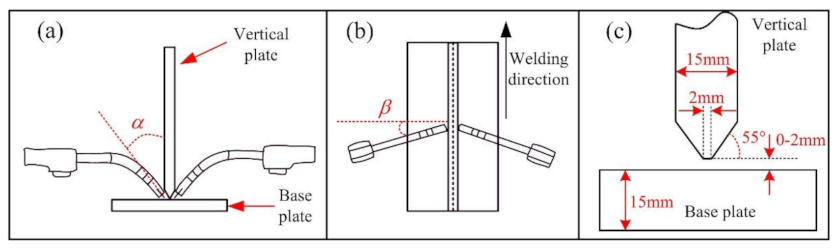
2.2. Experimental Setup
2.3. Experimental Parameters
3. Results and Discussion
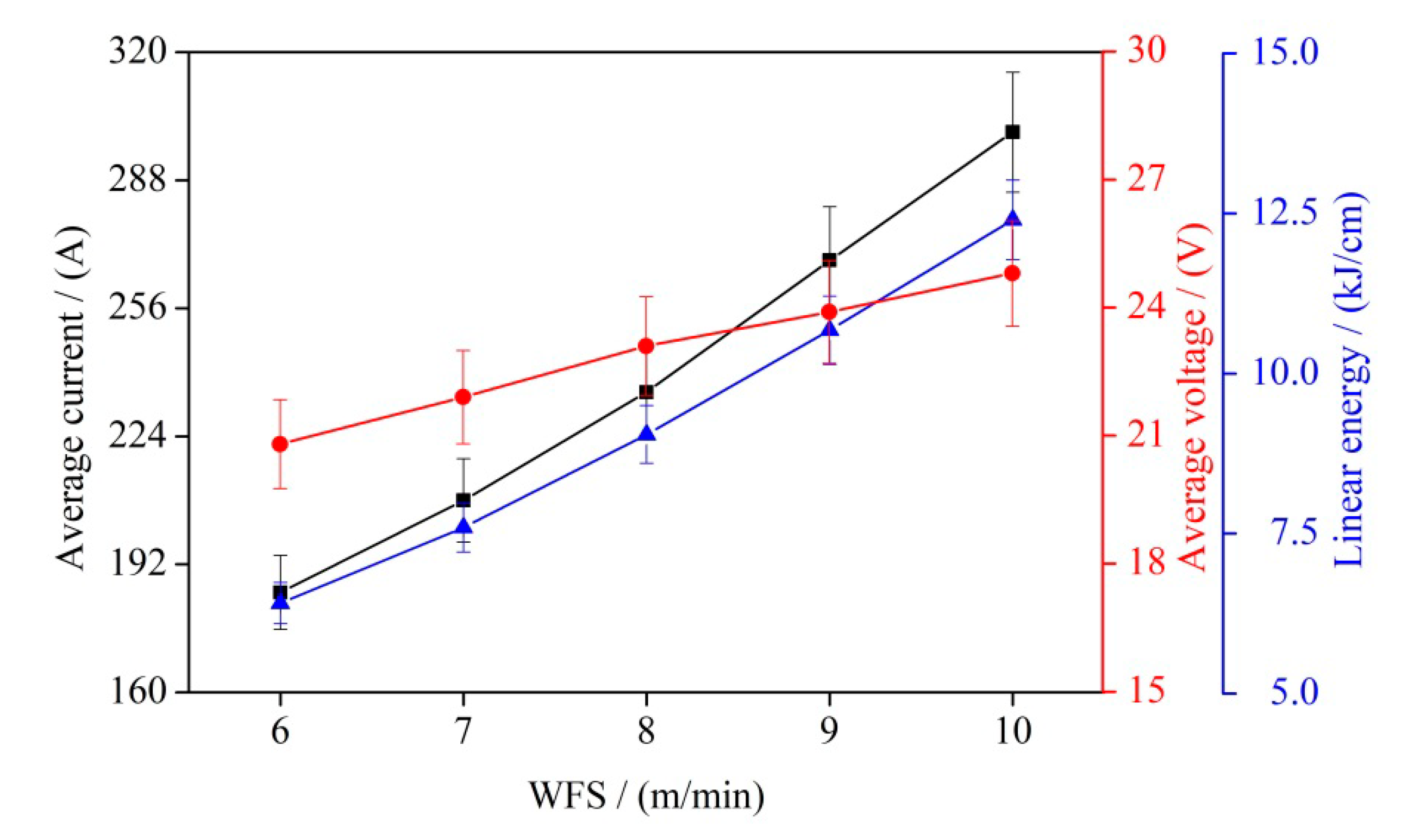
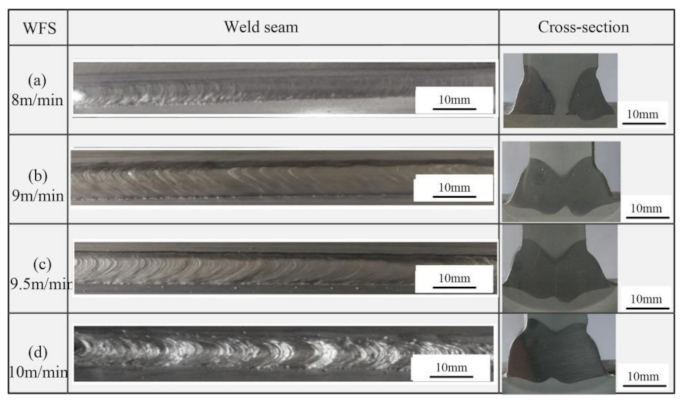
3.1. Effect of Heat Input
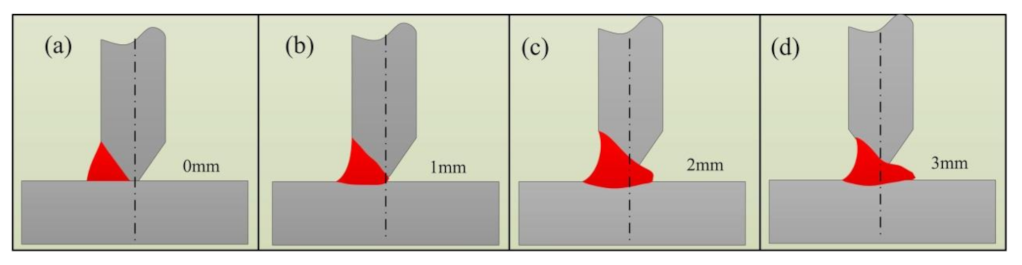
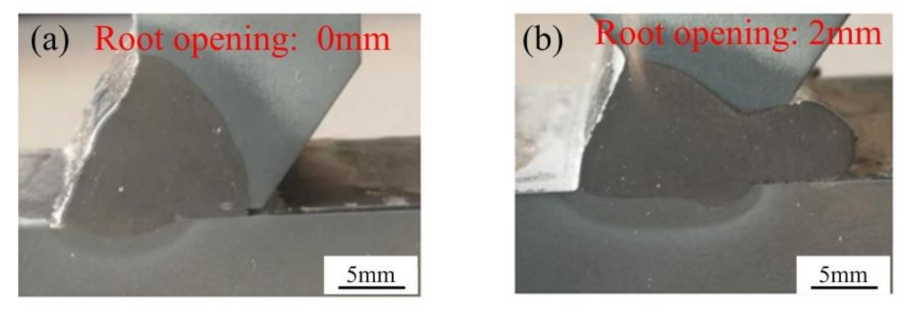
3.2. Effect of Root Opening between Work-Pieces
3.3. Effect of Distance between the Two Torches on Both Sides
3.4. Microstructure in the Welded Joint
3.5. Hardness Distribution
3.6. Welded Joint Deformation
4. Conclusions
- (1)
- In the T-joint welding for medium-thick Al-alloy plates by dual P-GMAW bilateral synchronous welding using the adaptive deposition method, the linear energy of WFS 9.5 m/min was the maximum value to ensure the weld formation with high quality based on the root opening of 0 or 1 mm.
- (2)
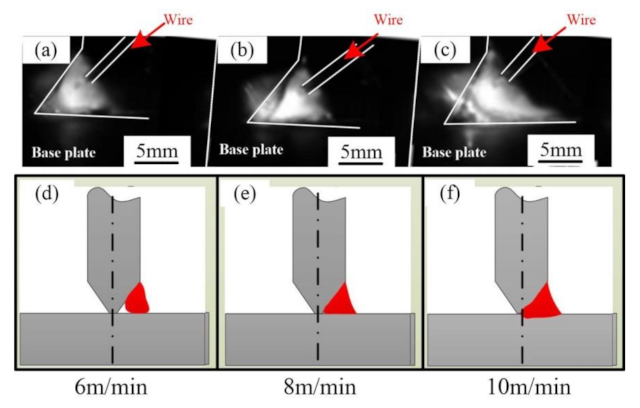
- The molten pool/liquid metal was pushed to the opposite side of the groove at the root opening exceeding 2 mm. The molten pool on the opposite side would affect the liquid metal flow, leading to an unstable droplet transfer and unstable welding process in dual P-GMAW bilateral synchronous welding.
- (3)
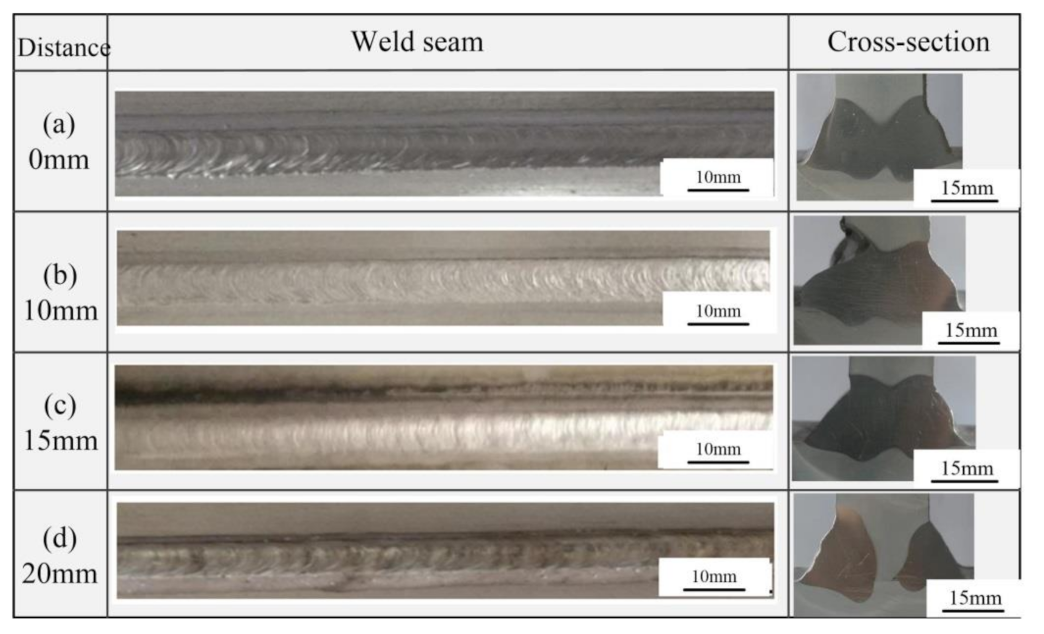
- A quality weld and welded joint were obtained both in symmetric and asymmetric welding source of dual P-GMAW bilateral synchronous welding. During the asymmetric welding process, the distance between the two torches should exceed the length of the weld pool but be less than 20 mm, and in this paper, the distance of 15 mm was selected. When the distance between the two welding torches exceeded 20 mm, the molten pool was completely separated, and process pores were observed in the unfused root zone.
- (4)
- The hardness distribution of the welded joint was influenced by the thermal cycles. The hardness in WZ (about 80 HV) was larger than the HAZ in the base plate (65 HV) while lower than HAZ in the vertical plate (90 HV).
- (5)
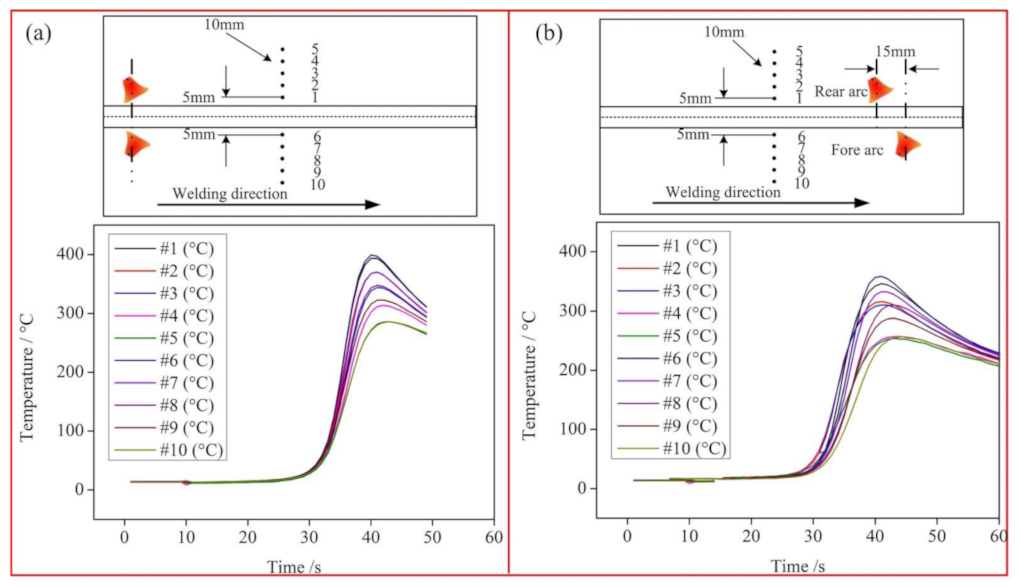
- Comparing dual P-GMAW bilateral synchronous welding with a symmetric welding source, deformation of the welded joint during an asymmetric welding source was reduced by 20%, which was caused by the asymmetric welding thermal cycle on both sides of the base plate that was being welded.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, H.; Liu, X.; Liu, L. Research on Laser-TIG Hybrid Welding of 6061-T6 Aluminum Alloys Joint and Post Heat Treatment. Metals 2020, 10, 130. [Google Scholar] [CrossRef] [Green Version]
- Yan, Z.Y.; Chen, S.J.; Jiang, F.; Zhang, W.; Tian, O.; Huang, N.; Zhang, S.L. Weld properties and residual stresses of VPPA Al welds at varying welding positions. J. Mater. Res. Technol. 2020, 9, 2892–2902. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Curado, T.M.; Zeng, Z.; Lopes, J.G.; Rossinyol, E.; Park, J.M.; Kim, H.S. Gas tungsten arc welding of as-rolled CrMnFeCoNi high entropy alloy. Mater. Des. 2020, 189, 108505. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Crispim, B.; Zeng, Z.; Omori, T.; Fernandes, F.B.; Miranda, R.M. Microstructure and mechanical properties of gas tungsten arc welded Cu-Al-Mn shape memory alloy rods. J. Mater. Process. Technol. 2019, 271, 93–100. [Google Scholar] [CrossRef]
- Memon, S.; Fydrych, D.; Fernandez, A.C.; Derazkola, H.A.; Derazkola, H.A. Effects of FSW tool plunge depth on properties of an Al-Mg-Si alloy T-joint: Thermomechanical modeling and experimental evaluation. Materials 2021, 14, 4754. [Google Scholar] [CrossRef] [PubMed]
- Sathish, T.; Tharmalingam, S.; Mohanavel, V.; Ashraff Ali, K.S.; Karthick, A.; Ravichandran, M.; Rajkumar, S. Weldability investigation and optimization of process variables for TIG-welded aluminium alloy (AA 8006). Adv. Mater. Sci. Eng. 2021, 2021. [Google Scholar] [CrossRef]
- Chen, J.; Schwenk, C.; Wu, C.S.; Rethmeier, M. Predicting the influence of groove angle on heat transfer and fluid flow for new gas metal arc welding processes. Int. J. Heat Mass Transf. 2012, 55, 102–111. [Google Scholar] [CrossRef]
- Ke, W.; Bu, X.; Oliveira, J.P.; Xu, W.; Wang, Z.; Zeng, Z. Modeling and numerical study of keyhole-induced porosity formation in laser beam oscillating welding of 5A06 aluminum alloy. Opt. Laser Technol. 2021, 133, 106540. [Google Scholar] [CrossRef]
- Kashaev, N.; Ventzke, V.; Fomichev, V. Effect of ND: YAG laser beam welding on weld morphology and mechanical properties of Ti–6Al–4V butt joints and T joints. Opt. Lasers 2016, 86, 172–180. [Google Scholar] [CrossRef]
- Chen, S.A.; Zhao, Y.Q.; Tian, S.H.; Gu, Y.Z.; Zhan, X.H. Study on keyhole coupling and melt flow dynamic behaviors simulation of 2219 aluminum alloy T-joint during the dual laser beam bilateral synchronous welding. J. Manuf. Process. 2020, 60, 200–212. [Google Scholar] [CrossRef]
- Squillace, A.; Prisco, U. Influence of filler material on micro- and macro-mechanical behaviour of laser-welded t-joint for aerospace applications. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2009, 223, 103–115. [Google Scholar] [CrossRef]
- He, E.; Gong, S.; Chen, L. Residual stress distribution feature for t-joints of aluminum-lithium alloy by double sided synchronization fiber laser welding. Rare Met. Mater. Eng. 2013, 42, 102–105. [Google Scholar]
- Yang, Z.; Tao, W.; Li, L. Numerical simulation of heat transfer and fluid flow during double-sided laser beam welding of T-joints for aluminum aircraft fuselage panels. Opt. Laser Technol. 2017, 91, 120–129. [Google Scholar] [CrossRef]
- Oliveira, P.I.; Costa, J.M.; Loureiro, A. Effect of laser beam welding parameters on morphology and strength of dissimilarAA2024/AA7075 T-joints. J. Manuf. Process. 2018, 35, 149–160. [Google Scholar] [CrossRef]
- Gomez, M.; Valles, P.; Medina, S.F. Evolution of microstructure and precipitation state during thermomechanical processing of a X80 microalloyed steel. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2011, 528, 4761–4773. [Google Scholar] [CrossRef] [Green Version]
- Show, B.K.; Veerababu, R.; Balamuralikrishnan, R.; Malakondaiah, G. Effect of vanadium and titanium modification on the microstructure and mechanical properties of a microalloyed HSLA steel. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2010, 527, 1595–1604. [Google Scholar] [CrossRef]
- Rusinek, A.; Klepaczko, J.R. Experiments on heat generated during plastic deformation and stored energy for TRIP steels. Mater. Des. 2009, 30, 1748–1761. [Google Scholar] [CrossRef]
- Yang, C.D.; Zhong, J.Y.; Chen, Y.X.; Chen, H.B.; Lin, T.; Chen, S.B. The realization of no back chipping for thick plate welding. Int. J. Adv. Manuf. Technol. 2014, 74, 79–88. [Google Scholar] [CrossRef]
- Qiang, W.; Wang, K.H.; Wang, S.Q.; Lu, Y.X.; Gao, Q. Forming characteristics and mechanism of double-sided heat source synergic vertical welding on an aluminum alloy. J. Manuf. Process. 2021, 64, 356–368. [Google Scholar] [CrossRef]
- Zhang, Y.M.; Zhang, S.B. Double-sided arc welding increases weld joint penetration. Weld. J. 1998, 77, 57–61. [Google Scholar]
- Shen, J.; You, G.; Long, S.; Pan, F. Abnormal macropore formation during double-sided gas tungsten arc welding of magnesium AZ91D alloy. Mater. Charact. 2008, 59, 1059–1065. [Google Scholar] [CrossRef]
- Yang, C.; Zhang, H.; Zhong, J. The effect of DSAW on pre-heating temperature in welding thick plate of high-strength low-alloy steel. Int. J. Adv. Manuf. Technol. 2014, 71, 421–428. [Google Scholar] [CrossRef]
- Gao, D.W. Investigation of Key Technology for Double-Sided arc MIG Welding on Medium Thick Aluminum Alloy Plate; Jilin University: Jilin, China, 2017. [Google Scholar]
- Duan, C.F.; Yang, S.L.; Gu, J.X.; Xiong, Q.; Wang, Y. Study on Microstructure and Fatigue Damage Mechanism of 6082 Aluminum Alloy T-Type Metal Inert Gas (MIG)Welded Joint. Appl. Sci. 2018, 8, 1741. [Google Scholar] [CrossRef] [Green Version]
- Miao, Y.G.; Yin, C.H.; Wei, C.; Li, C.W. An investigation on droplet transfer for bypass-current wire-heating PAW. J. Manuf. Process. 2021, 65, 355–363. [Google Scholar] [CrossRef]
- Hemmesi, K.; Mallet, P.; Farajian, M. Numerical evaluation of surface welding residual stress behavior under multi axial mechanical loading and experimental validations. Int. J. Mech. Sci. 2020, 168, 105127. [Google Scholar] [CrossRef]
- Song, Y.B.; Yang, X.Q.; Cui, L.; Hou, X.P.; Shen, Z.K.; Xu, Y. Defect features and mechanical properties of friction stir lap welded dissimilar AA2024–AA7075 aluminum alloy sheets. Mater. Design 2014, 55, 9–18. [Google Scholar] [CrossRef]
- Sato, Y.S.; Urata, M.; Kokawa, H.; Ikeda, K. Hall-Petch relationship in friction stir welds of equal channel angular-pressed aluminium alloys. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2003, 354, 298–305. [Google Scholar] [CrossRef]
- Zhao, Y. Forming Mechanism and Control Strategy of Aluminum Wire Arc Additive Manufacturing Based on CMT; Beijing University of Technology: Beijing, China, 2017. [Google Scholar]
- Fukuhara, N.; Agusa, K. Development of High-speed Automatic Welding Progress for Simultaneous Use on Inside and Outside Surfaces of Pipes. Weld. Int. 1997, 11, 46–51. [Google Scholar] [CrossRef]
- Ueda, Y.; Murakawa, H.; Ma, N. Welding Deformation and Residual Stress Prevention; Butterworth-Heinemann, Elsevier: Waltham, MA, USA, 2012. [Google Scholar]
- Heinze, C.; Schwenk, C.; Rethmeier, M. The effect of tack welding on numerically calculated welding-induced distortion. J. Mater. Process. Technol. 2012, 212, 308–314. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Si | Mn | Mg | Fe | Cu | Ti | Cr | Al |
|---|---|---|---|---|---|---|---|---|
| 6082-T6 | 0.95 | 0.86 | 0.57 | 0.31 | 0.06 | 0.02 | 0.02 | Bal. |
| ER5087 | 0.06 | 0.77 | 4.89 | 0.28 | 0.02 | 0.07 | 0.10 | Bal. |
| Parameters | Value/Units |
|---|---|
| Travel speed (TS) | 2.0–6.0 m/min |
| Wire feed speed (WFS) Wire diameter Shielding gas Shielding gas flow rate Root opening | 6.0–10.0 m/min 1.6 mm Argon (99.999% purity) 15 L/min 0–3 mm |
| WFS (m/min) | 6 | 7 | 8 | 9 | 10 |
|---|---|---|---|---|---|
| TS (mm/s) Root opening: 0 mm | 3.5 | 4.0 | 4.6 | 5.2 | 5.8 |
| TS (mm/s) Root opening: 1 mm | 2.9 | 3.3 | 3.8 | 4.2 | 4.7 |
| TS (mm/s) Root opening: 2 mm | 2.4 | 2.8 | 3.2 | 3.6 | 3.9 |
| TS (mm/s) Root opening: 3 mm | 2.0 | 2.4 | 2.7 | 3.0 | 3.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, C.; Zhang, H.; Yan, Z.; Zhao, Y.; Chen, S. Study on Medium-Thick Al-Alloy T-Joints by Dual P-GMAW Bilateral Synchronous Welding. Metals 2021, 11, 1794. https://doi.org/10.3390/met11111794
Wang C, Zhang H, Yan Z, Zhao Y, Chen S. Study on Medium-Thick Al-Alloy T-Joints by Dual P-GMAW Bilateral Synchronous Welding. Metals. 2021; 11(11):1794. https://doi.org/10.3390/met11111794
Chicago/Turabian StyleWang, Chunsheng, Haicang Zhang, Zhaoyang Yan, Yun Zhao, and Shujun Chen. 2021. "Study on Medium-Thick Al-Alloy T-Joints by Dual P-GMAW Bilateral Synchronous Welding" Metals 11, no. 11: 1794. https://doi.org/10.3390/met11111794
APA StyleWang, C., Zhang, H., Yan, Z., Zhao, Y., & Chen, S. (2021). Study on Medium-Thick Al-Alloy T-Joints by Dual P-GMAW Bilateral Synchronous Welding. Metals, 11(11), 1794. https://doi.org/10.3390/met11111794