
Minimizing the Negative Effects of Coolant Channels on the Torsional and Torsional-Axial Stiffness of Drills


Abstract
:1. Introduction
- How a 2D method could be established for the calculation of both the torsional and torsional-axial stiffness of a drill (with and without coolant channels)?
- How precise is the 2D method in comparison to the 3D FEM in the calculation of the torsional and torsional-axial stiffness?
- Can optimal positions for coolant channels be accurately estimated based on the presented 2D method?
2. Materials and Methods
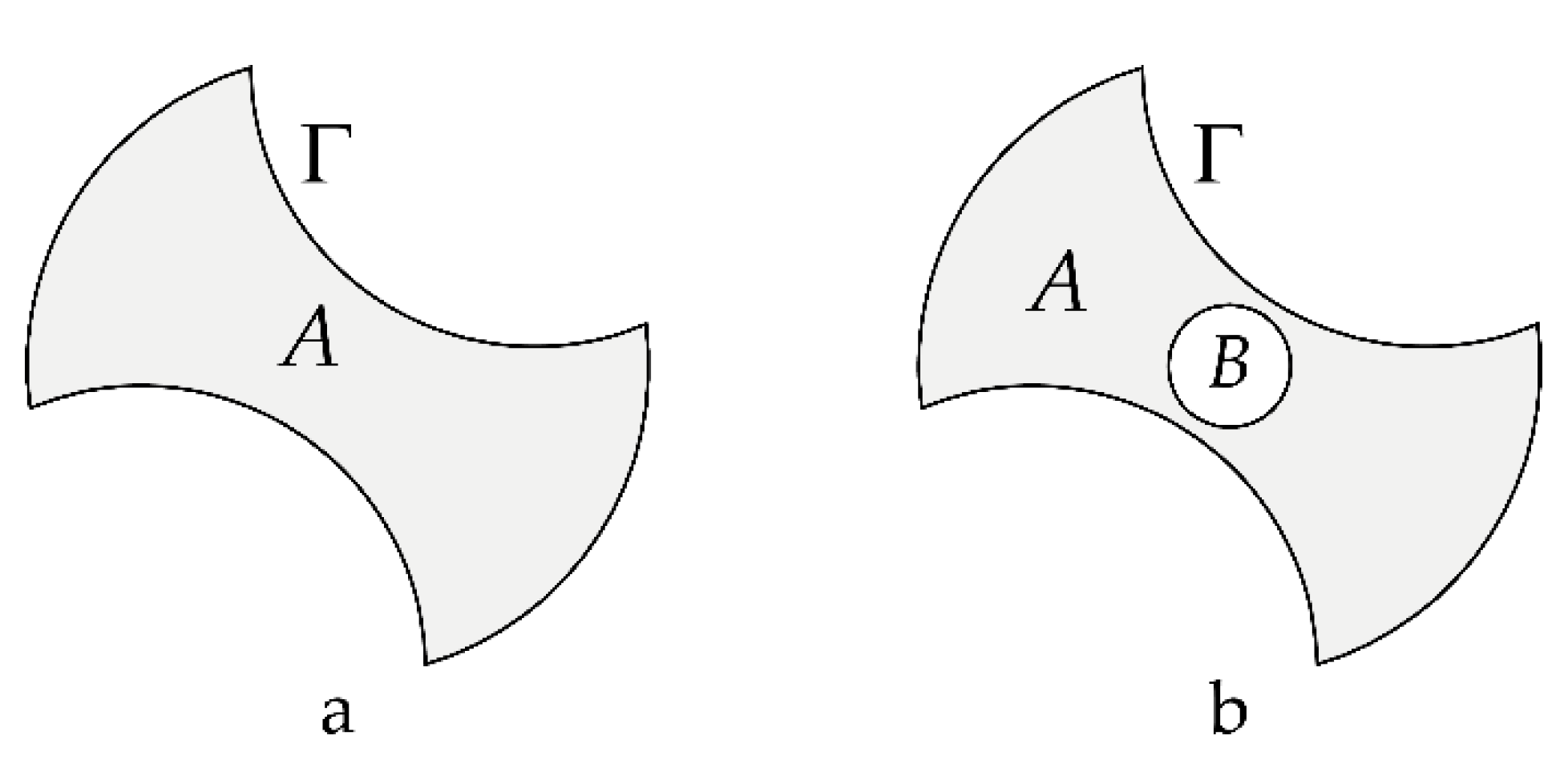
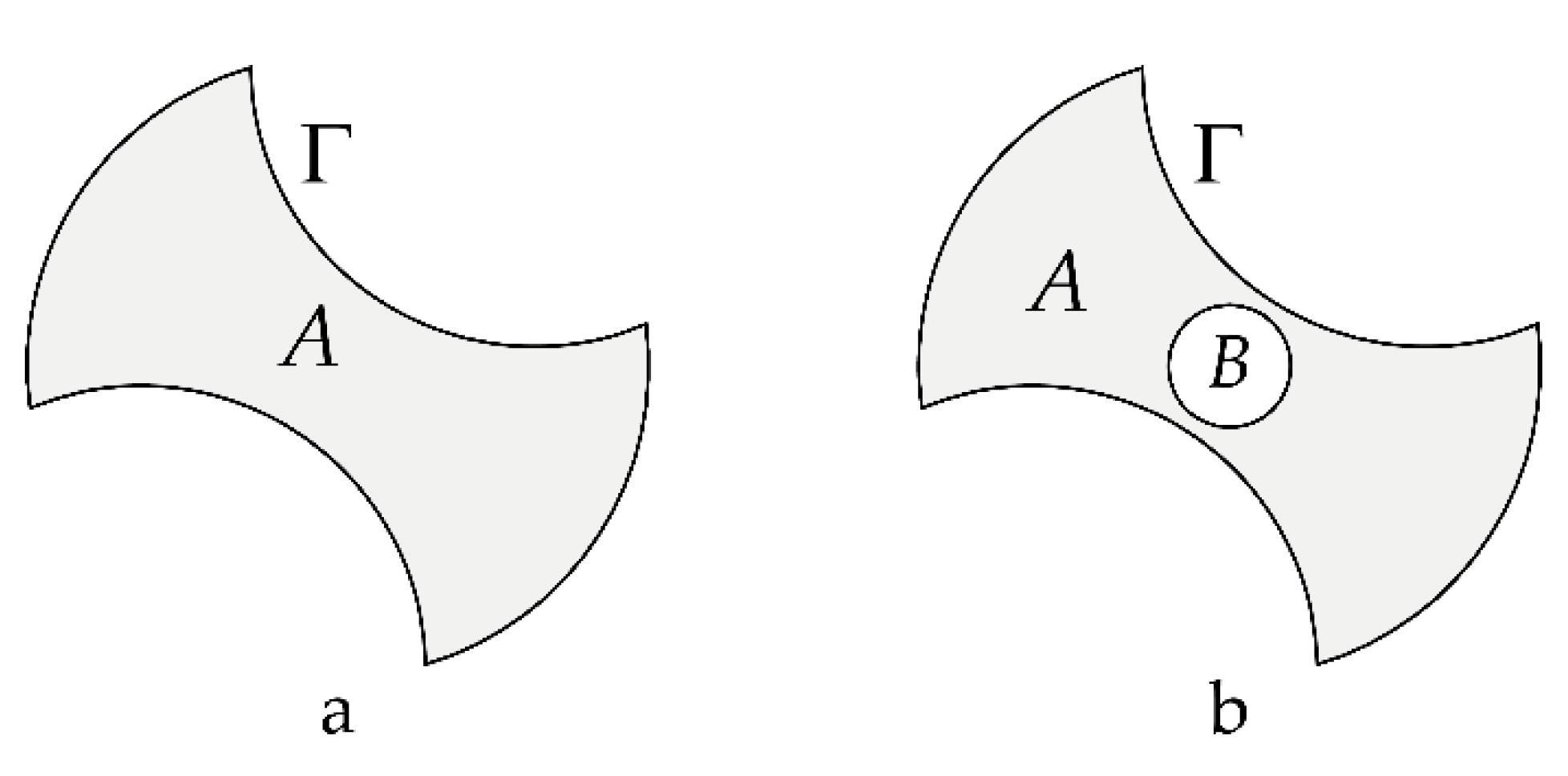
2.1. Modeling with Stress Function
2.2. Torsional-Axial Coupling
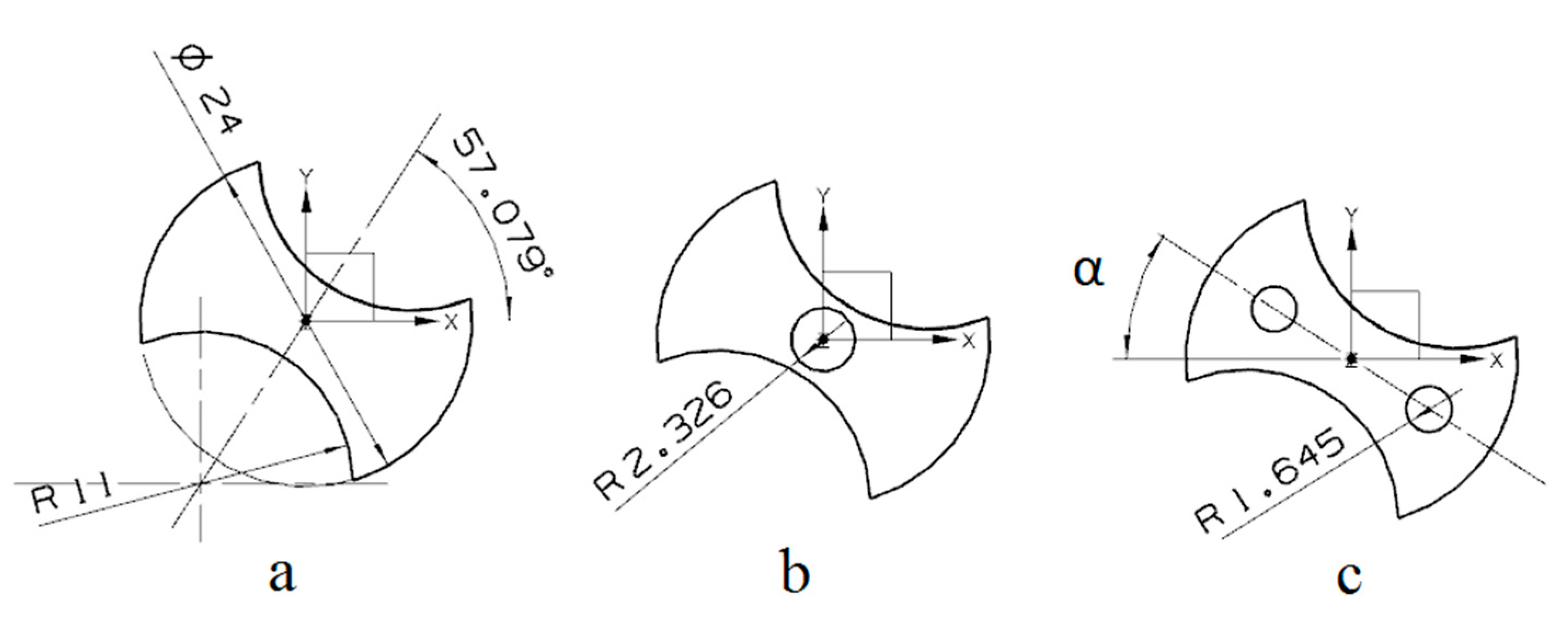
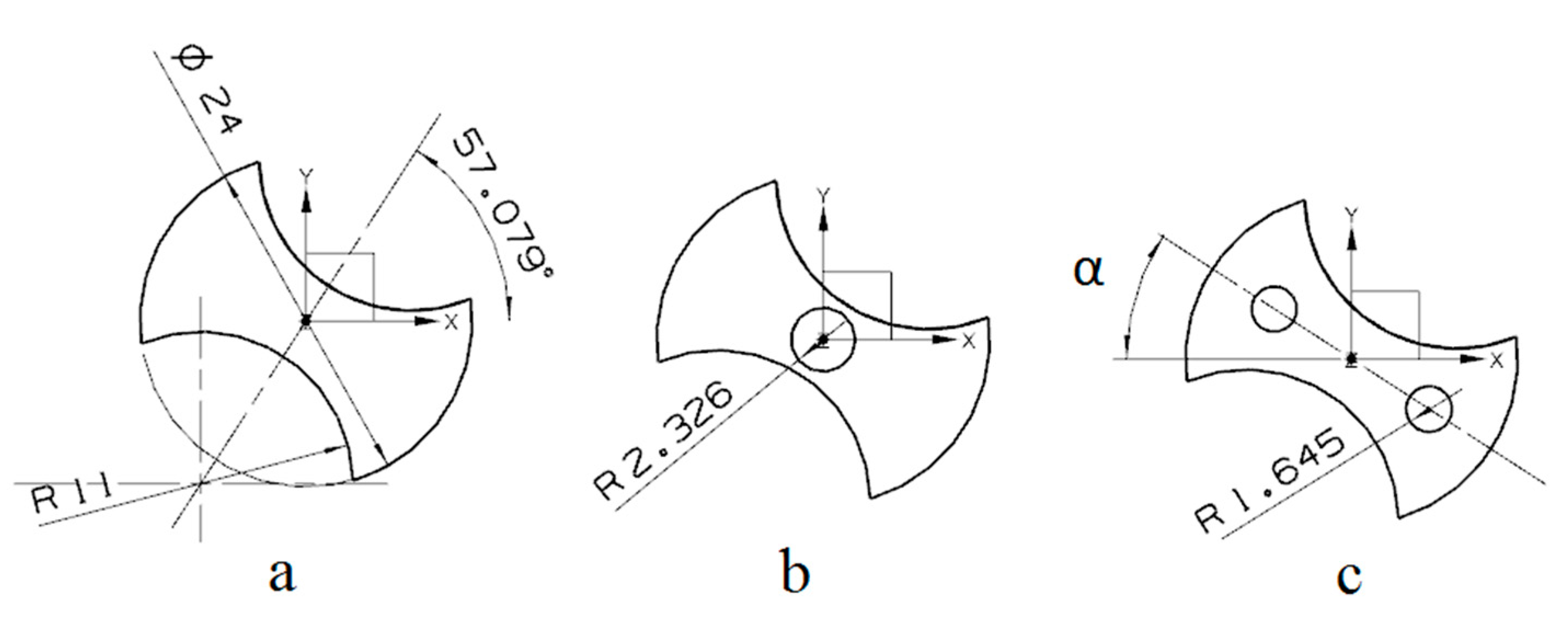
2.3. Optimal Eccentric Coolant Channel Positioning
3. Results
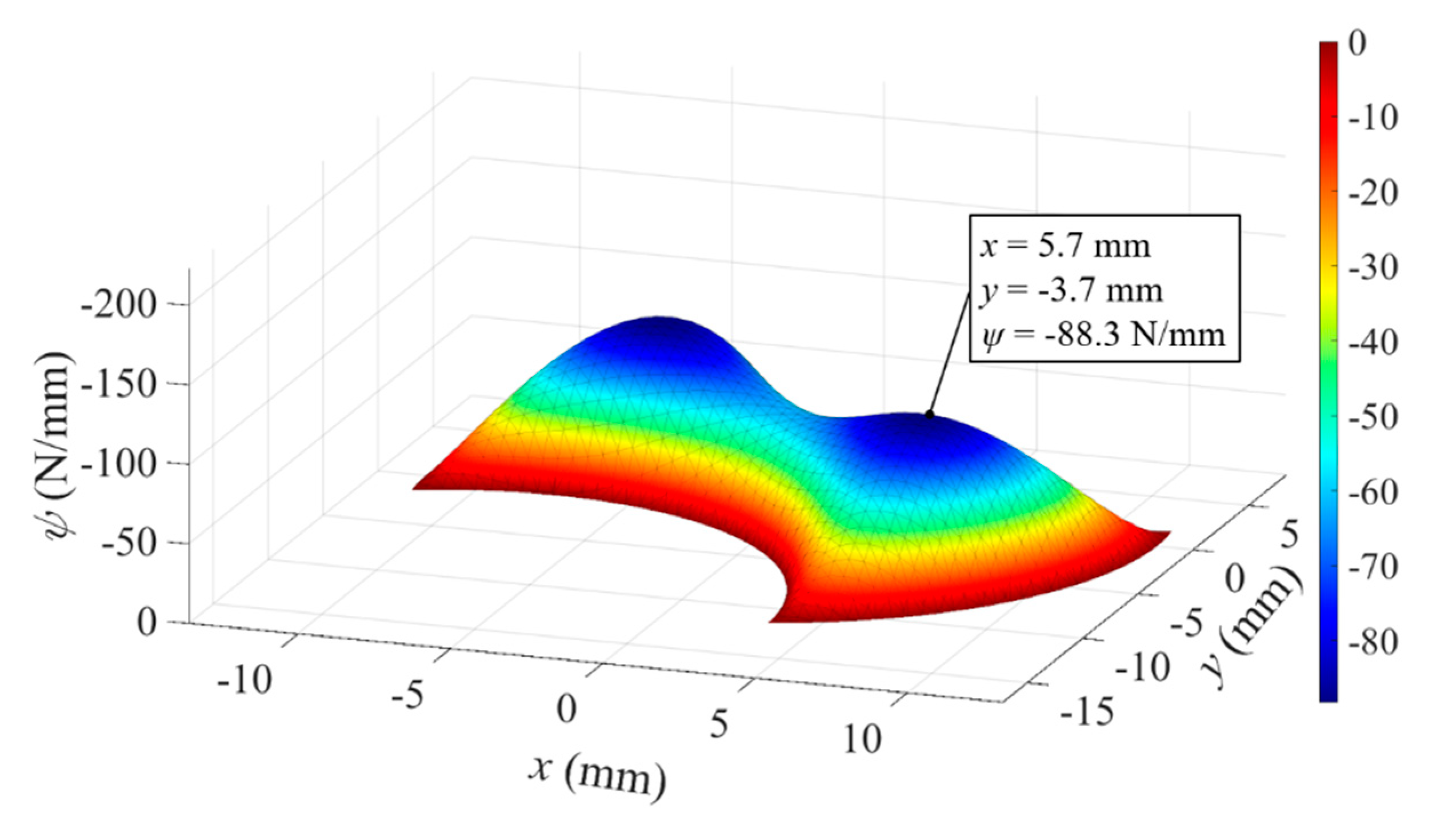
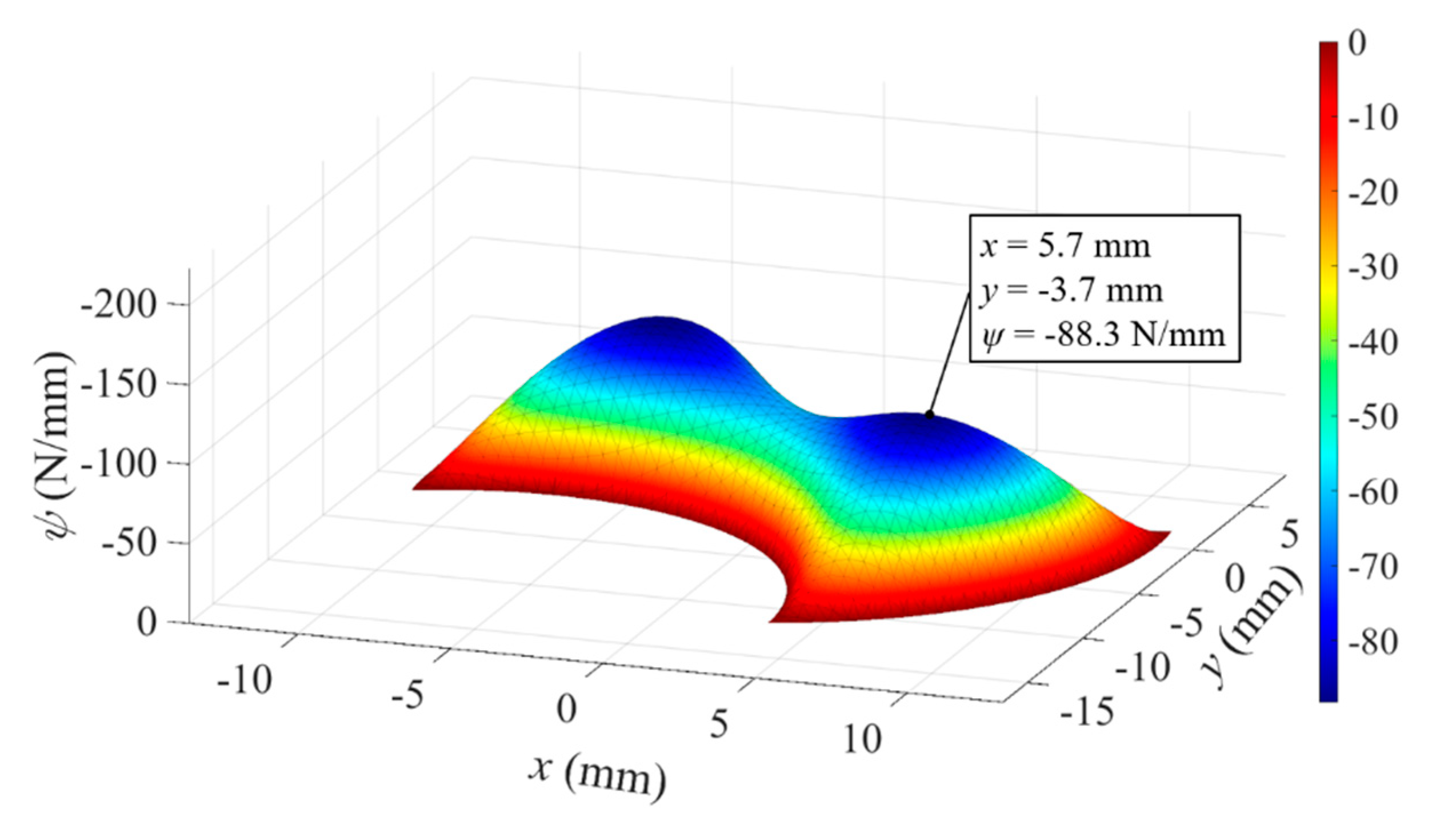
3.1. Stiffness Calculation Using Prandtl’s Stress Function
3.2. Comparison to 3D Finite Element
3.2.1. Torsional Stiffness
3.2.2. Torsional-Axial Stiffness
3.3. Effects of Design Parameters on Stiffness
4. Discussion
5. Conclusions
- (1)
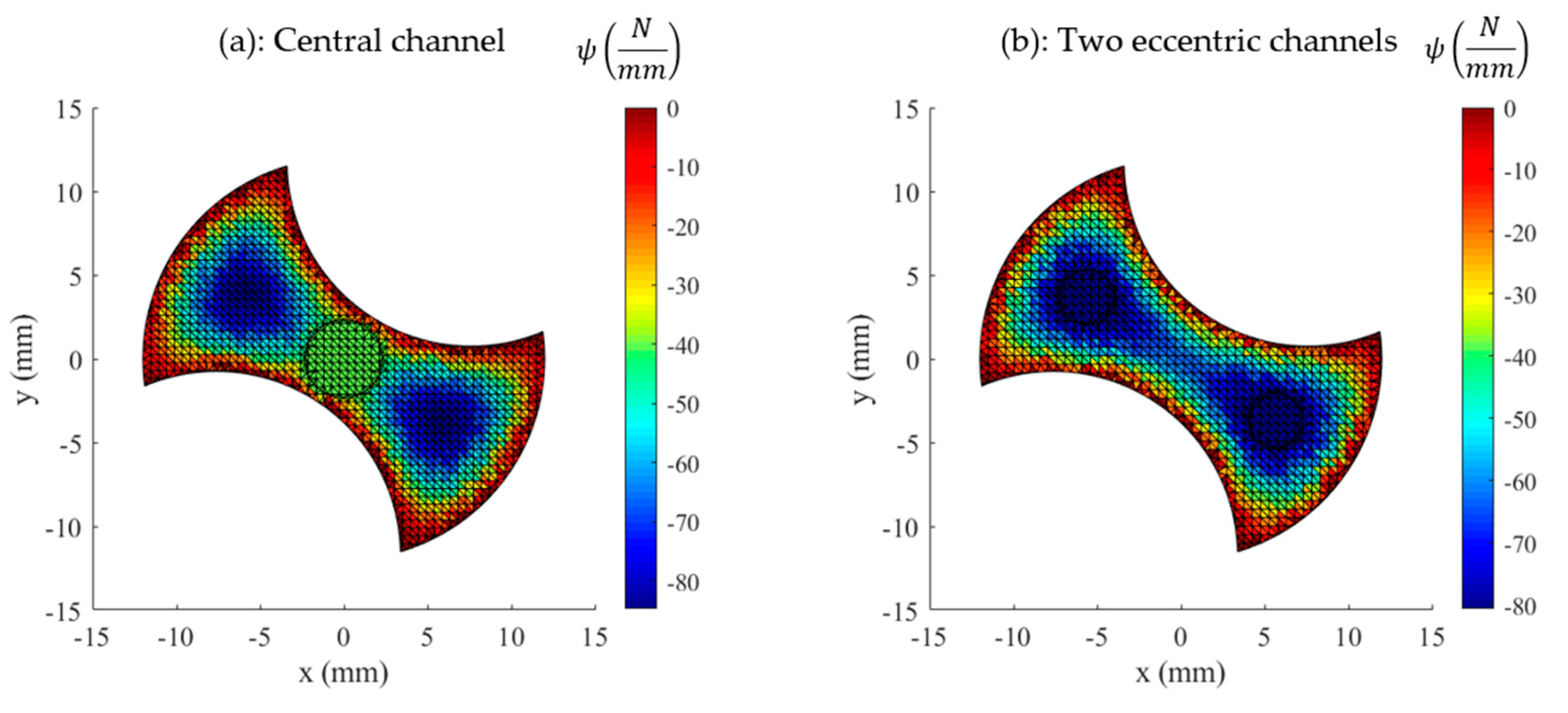
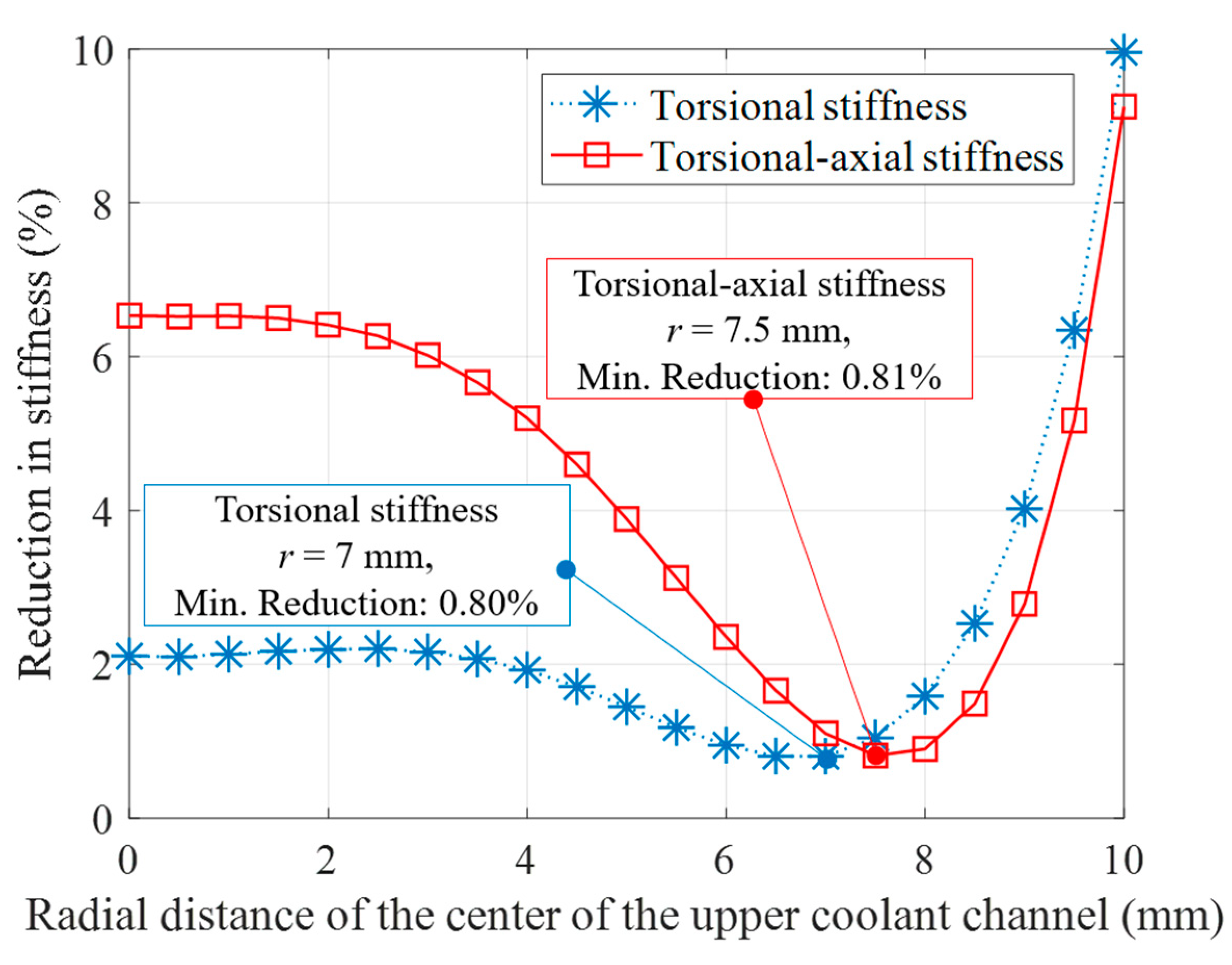
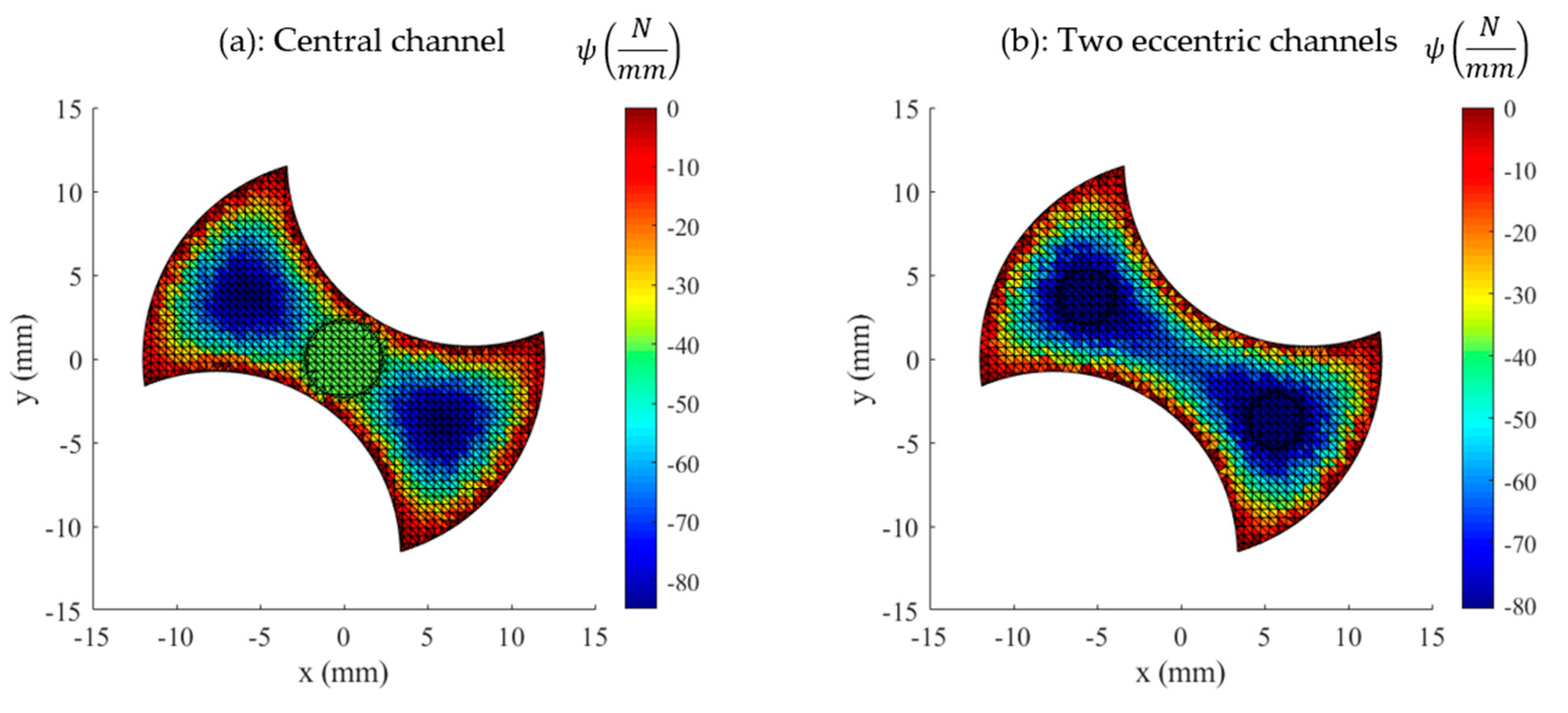
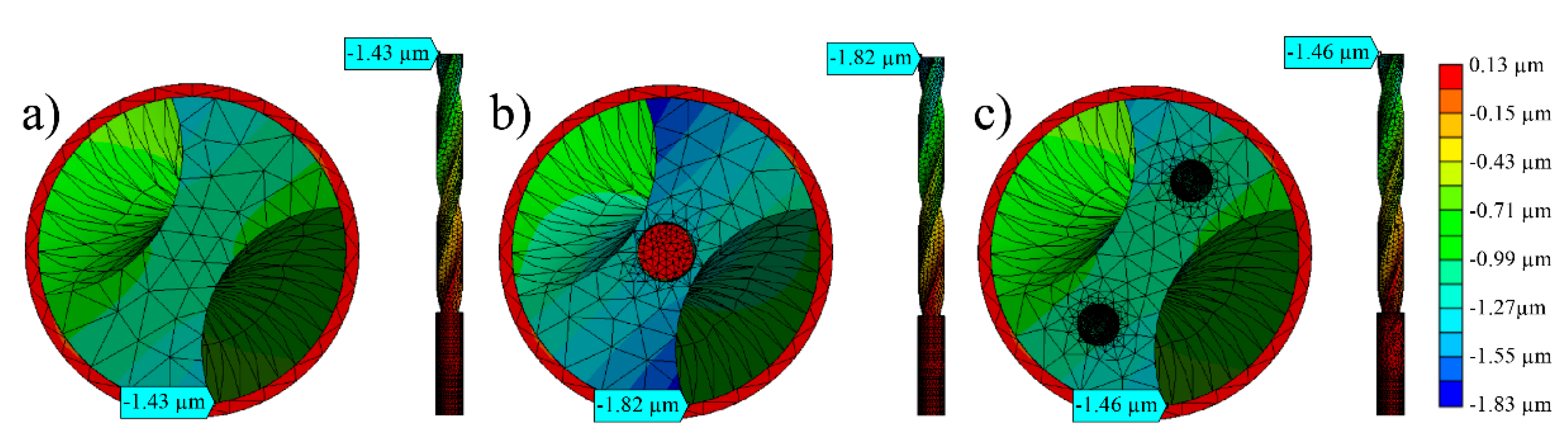
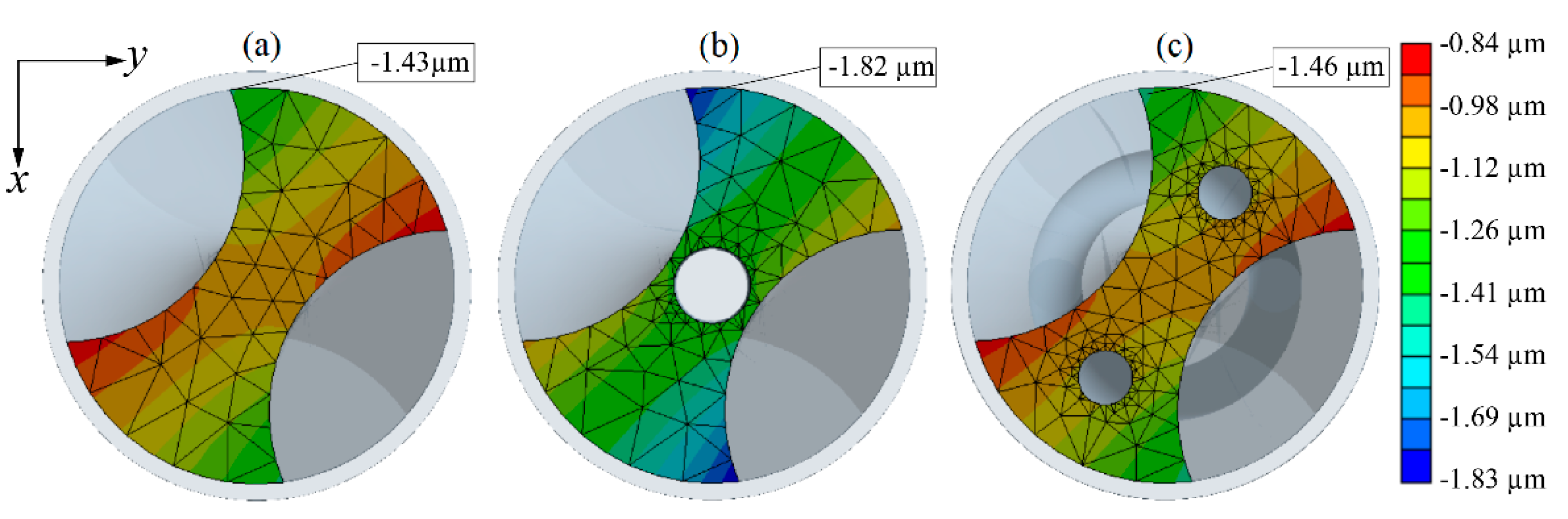
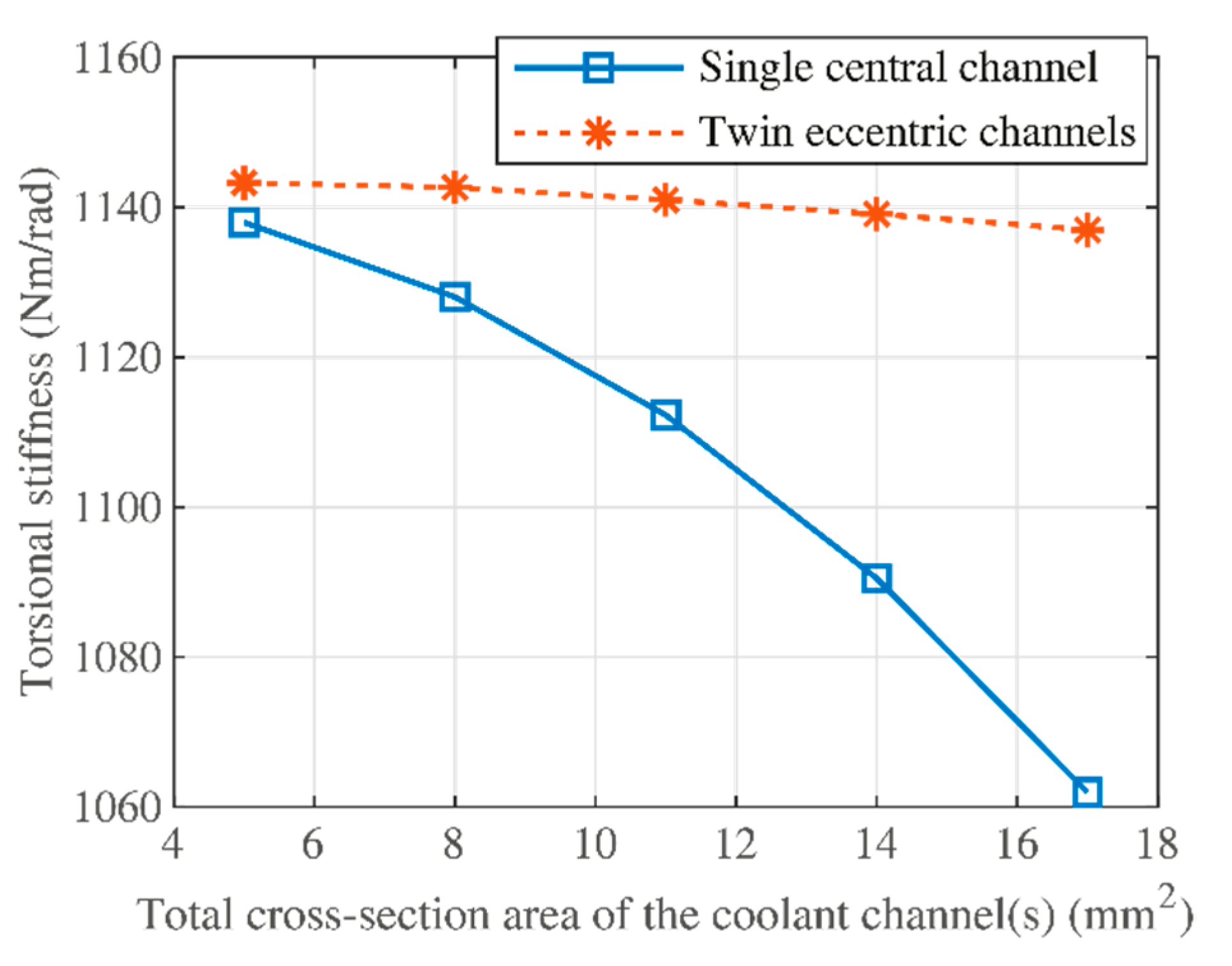
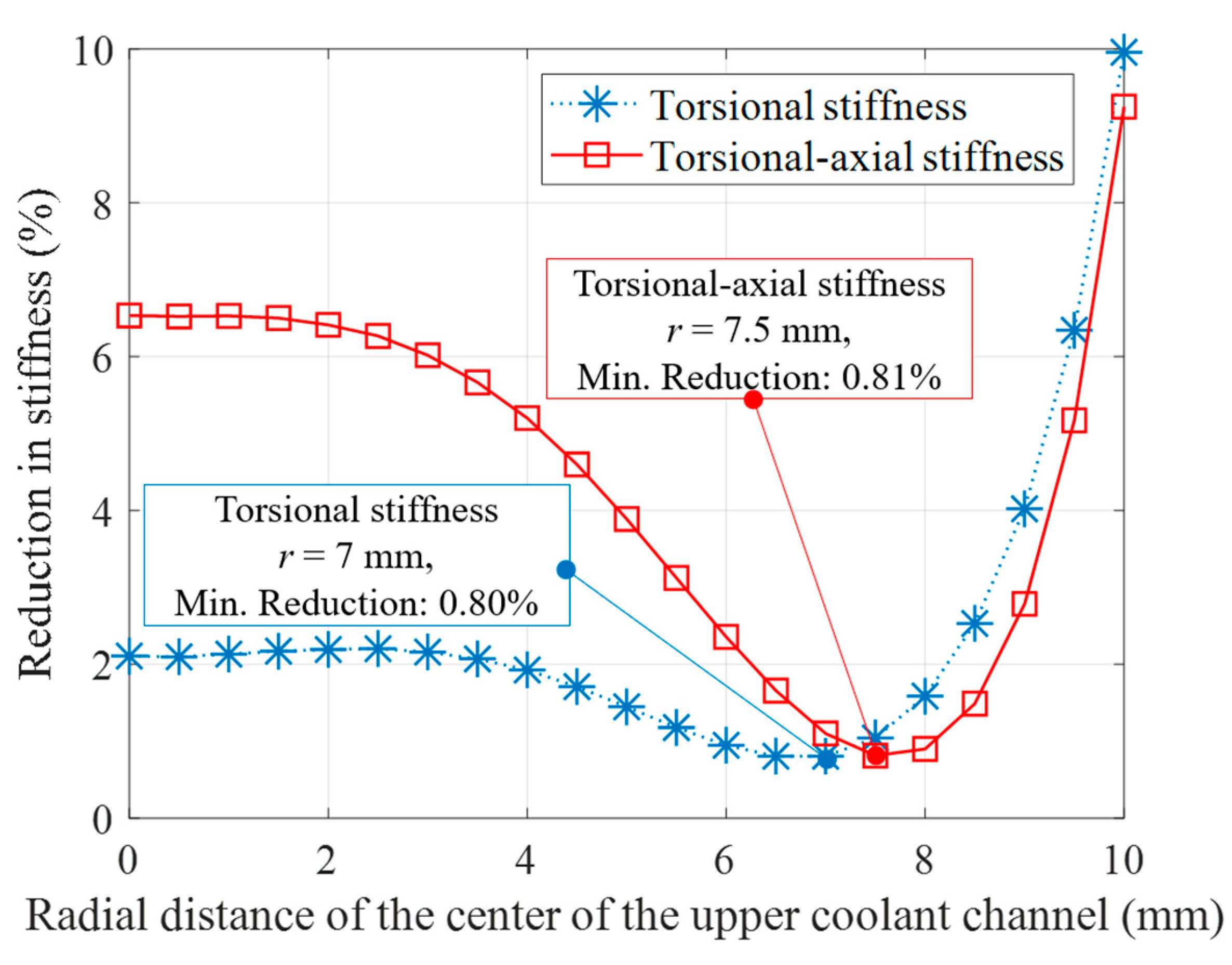
- The novel method of placement of the coolant channels around the minima of Prandtl’s stress function leads to the minimum reduction of the torsional stiffness. As an example, as shown in Figure 10, a 0.80% reduction in optimum condition is achieved while for a non-optimal positioning the stiffness is reduced by about 10%. The minimum reduction of the torsional-axial stiffness (0.81%) is achieved at a negligibly larger radial position (about 0.5 mm in a 12 mm radius).
- (2)
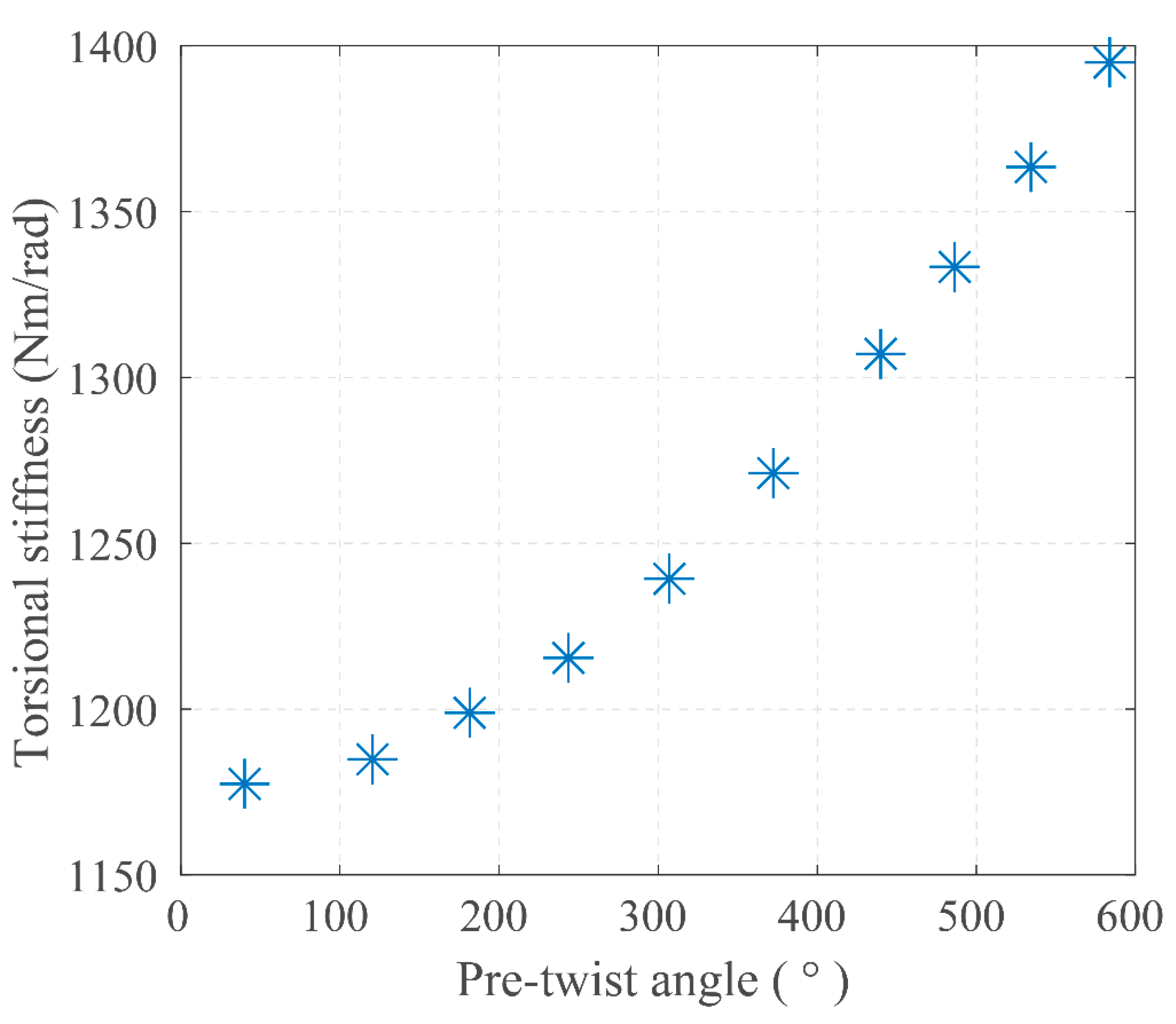
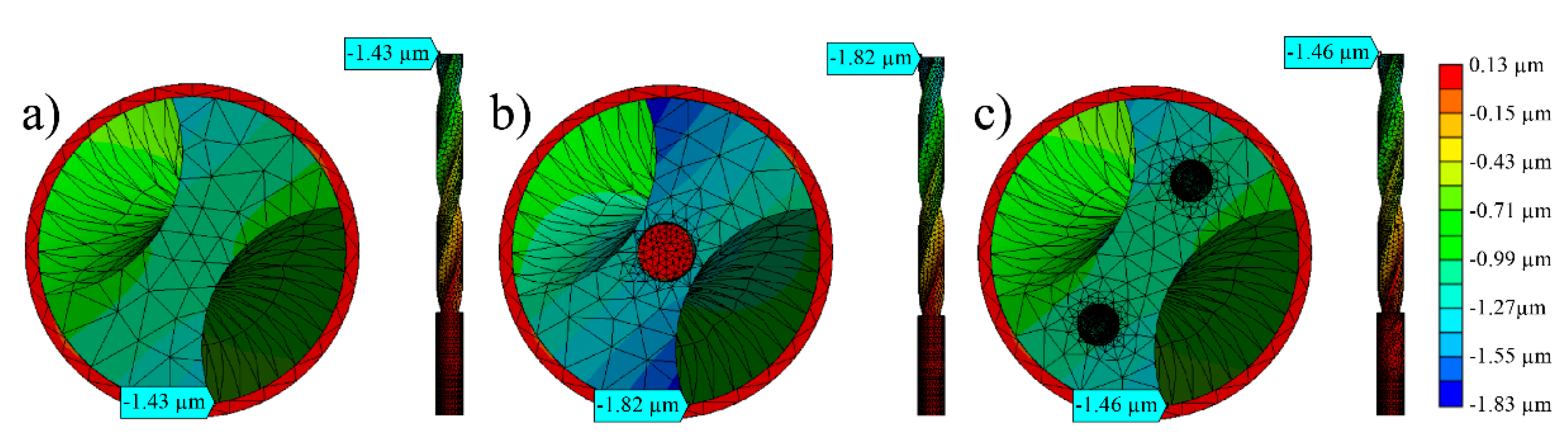
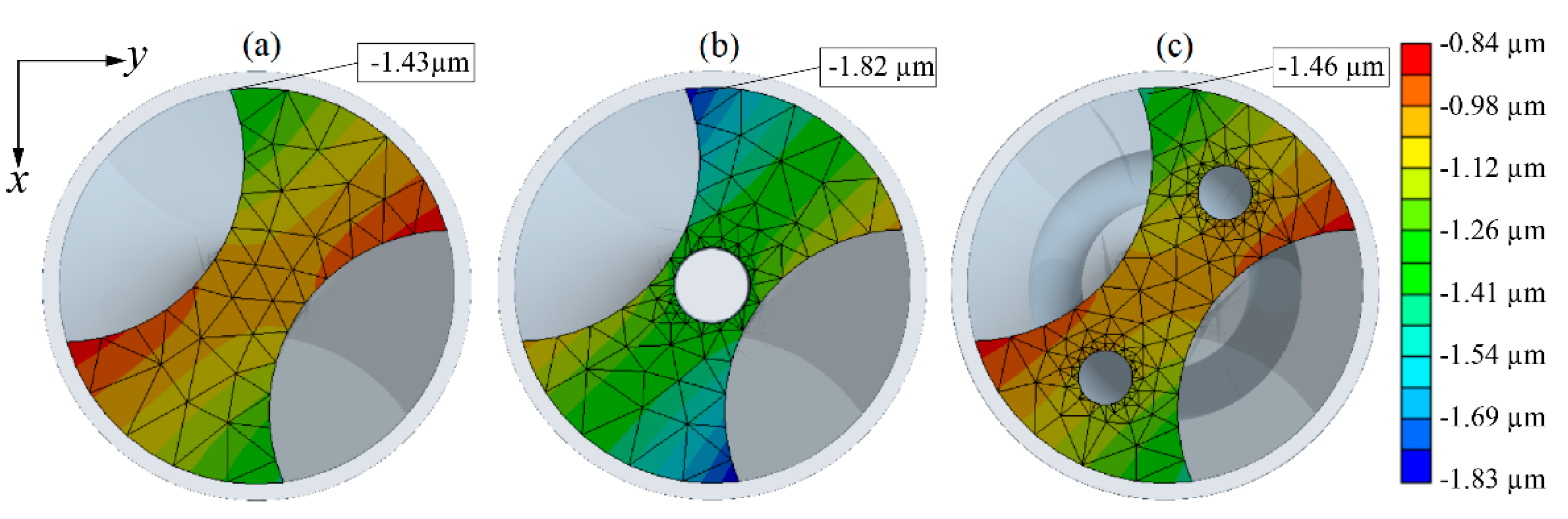
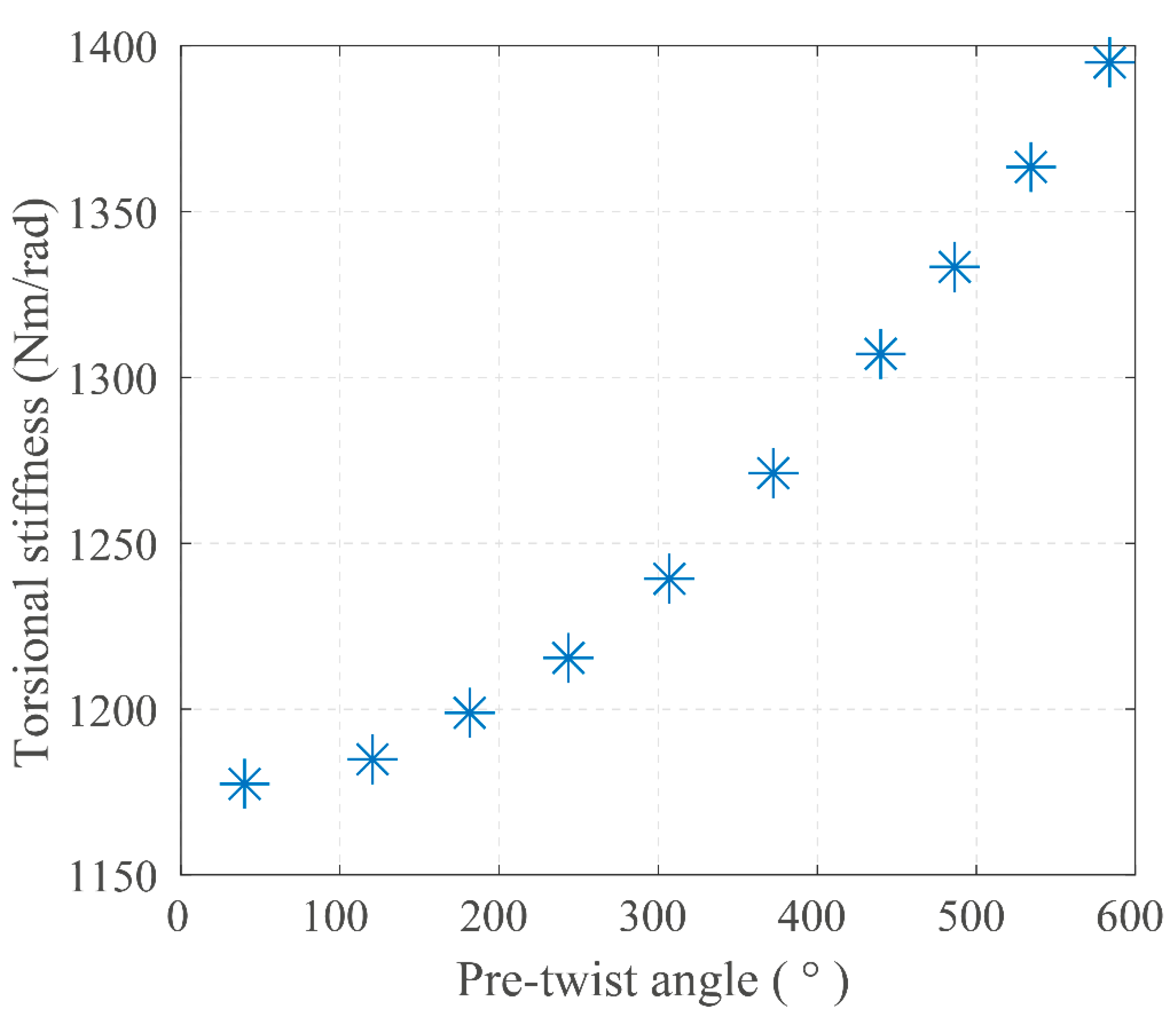
- The predictions of the 2D method in terms of superiority of eccentric channel design are confirmed with the slower 3D Finite Element Analysis. Due to ignoring the pre-twist angle in the 2D calculation of torsional stiffness and other simplifying assumptions, the 2D method predicts slightly (8–14%) lower stiffness values compared to the 3D FEA.
- (3)
- The present 2D significantly improves the optimal design parameter selection in the design of drills with coolant channels by simplifying the optimization problem via effectively reducing the number of design parameters that need optimization.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Brockman, R.W.; Burant, R.O.; Kennedy, R.G.; Marrotte, N.W.; Sikora, R.E. Drill Design and Application Requirements for Optimum Coolant-Feeding Twist Drill Usage; Technical Paper MR67-104; American Society of Tools and Manufacturing Engineers (ASTME, now SME): Southfield, MI, USA, 1967; pp. 1–15. [Google Scholar]
- Oxford, C.J. A review of some recent developments in the design and application of twist drills. Adv. Mach. Tool Des. Res. 1967, 845–861. [Google Scholar]
- Haan, D.; Batzer, S.; Olson, W.; Sutherland, J. An experimental study of cutting fluid effects in drilling. J. Mater. Process. Technol. 1997, 71, 305–313. [Google Scholar] [CrossRef]
- Bono, M.; Ni, J. The effects of thermal distortions on the diameter and cylindricity of dry drilled holes. Int. J. Mach. Tools Manuf. 2001, 41, 2261–2270. [Google Scholar] [CrossRef]
- Eynian, M.; Das, K.; Wretland, A. Effect of tool wear on quality in drilling of titanium alloy Ti6Al4V, Part I: Cutting Forces, BurrFormation, Surface Quality and Defects. High Speed Mach. 2017, 3, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Das, K.; Eynian, M.; Wretland, A. Effect of tool wear on quality in drilling of titanium alloy Ti6Al4V, Part II: Microstructure and Microhardness. High Speed Mach. 2017, 3, 11–22. [Google Scholar] [CrossRef]
- Astakhov, V.P. Drills: Science and Technology of Advanced Operations; CRC Press: Boca Raton, FL, USA, 2015. [Google Scholar]
- Hodges, D.H. Torsion of pretwisted beams due to axial loading. J. Appl. Mech. 1980, 47, 393–397. [Google Scholar] [CrossRef]
- Filiz, S.; Bediz, B.; Romero, L.A.; Ozdoganlar, O.B. Three dimensional dynamics of pretwisted beams: A spectral-Tchebychev solution. J. Sound Vib. 2014, 333, 2823–2839. [Google Scholar] [CrossRef]
- Bayly, P.V.; Metzler, S.A.; Schaut, A.J.; Young, K.A. Theory of torsional chatter in twist drills: Model, stability analysis and composition to test. J. Manuf. Sci. Eng. 2001, 123, 552–561. [Google Scholar] [CrossRef]
- Ahmadi, K.; Altintas, Y. Stability of lateral, torsional and axial vibrations in drilling. Int. J. Mach. Tools Manuf. 2013, 68, 63–74. [Google Scholar] [CrossRef]
- Roukema, J.C.; Altintas, Y. Time domain simulation of torsional-axial vibrations in drilling. Int. J. Mach. Tools Manuf. 2006, 46, 2073–2085. [Google Scholar] [CrossRef]
- Parsian, A. Dynamics of Torsional and Axial Vibrations in Indexable Drills; University West: Trollhättan, Sweden, 2015. [Google Scholar]
- Parsian, A.; Magnevall, M.; Beno, T.; Eynian, M. Time-Domain Modeling of Torsional-Axial Chatter Vibrations in Indexable Drills with Low Damping. In Proceedings of the 4th International Conference on Virtual Machining Process Technology, Vancouver, BC, Canada, 2–5 June 2015. [Google Scholar]
- Parsian, A.; Magnevall, M.; Eynian, M.; Beno, T. Time domain simulation of chatter vibrations in indexable drills. Int. J. Adv. Manuf. Technol. 2017, 89, 1209–1221. [Google Scholar] [CrossRef] [Green Version]
- Peigné, G.; Kamnev, E.; Brissaud, D.; Gouskov, A. Self-excited vibratory drilling: A dimensionless parameter approach for guiding experiments. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2005, 219, 73–84. [Google Scholar] [CrossRef]
- Chang, S.S.F.; Bone, G.M. Thrust force model for vibration-assisted drilling of aluminum 6061-T6. Int. J. Mach. Tools Manuf. 2009, 49, 1070–1076. [Google Scholar] [CrossRef]
- Kumar, M.N.; Subbu, S.K.; Krishna, P.V.; Venugopal, A. Vibration Assisted Conventional and Advanced Machining: A Review. Procedia Eng. 2014, 97, 1577–1586. [Google Scholar] [CrossRef] [Green Version]
- De Beer, C. The web thickness of twist drills. Ann. CIRP 1970, 18, 81–85. [Google Scholar]
- Spur, G.; Masuha, J.R. Drilling with Twist Drills of Different Cross Section Profiles. CIRP Ann. Manuf. Technol. 1981, 30, 31–35. [Google Scholar] [CrossRef]
- Ottosen, N.S.; Petersson, H. Introduction to the Finite Element Method; Prentice-Hall: New York, NY, USA, 1992. [Google Scholar]
- Francu, J.; Novackova, P.; Janicek, P. Torsion of a non-circular bar. Eng. Mech. 2012, 19, 45–60. [Google Scholar]
- Ely, J.F.; Zienkiewicz, O.C. Torsion of compound bars—A relaxation solution. Int. J. Mech. Sci. 1960, 1, 356–365. [Google Scholar] [CrossRef]
- Zienkiewicz, O.C.; Taylor, R.; Zhu, J.Z. The Finite Element Method: Its Basis and Fundamentals; Butterworth-Heinemann: Amsterdam, The Netherlands, 2005. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbol | Unit | Description |
|---|---|---|
| Cross-section of the drill | ||
| Torsional stiffness of the cross-section | ||
| m | The diameter of the drill | |
| Axial force | ||
| Shear modulus | ||
| The polar second moment of area | ||
| The ratio of torsional stiffness to shear modulus | ||
| Torsional stiffness | ||
| Torsional-axial stiffness | ||
| Length of the drill | ||
| Torque | ||
| Pre-twist in the structure | ||
| - | The Boundary of the cross-section | |
| Twist per unit length | ||
| , | Components of the shear stress | |
| Twist due to the axial force | ||
| Prandtl’s stress function |
| Parameter | 2D | 3D FEA |
|---|---|---|
| Torsional Stiffness, solid drill (Nm/rad) | 1145 | 1303 |
| Torsional Stiffness, single-channel drill (Nm/rad) | 1062 | 1176 |
| Torsional Stiffness change, single-channel drill vs. solid drill | −7.3% | −9.7% |
| Torsional Stiffness, two-channel drill (Nm/rad) | 1136 | 1289 |
| Torsional Stiffness change, two-channel drill vs. solid drill | −0.8% | −1.1% |
| Parameter | 2D | 3D FEM |
|---|---|---|
| Torsional Axial Stiffness, solid drill (kN) | 777 | 876 |
| Torsional Axial Stiffness, single-channel drill (kN) | 653 | 703 |
| Torsional-Axial Stiffness change, single-channel drill vs. solid drill | −16% | −19.8% |
| Torsional Axial Stiffness, two-channel drill (kN) | 766 | 861 |
| Torsional-Axial Stiffness change, two-channel drill vs. solid drill | −1.4% | −1.8% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Parsian, A.; Eynian, M.; Magnevall, M.; Beno, T. Minimizing the Negative Effects of Coolant Channels on the Torsional and Torsional-Axial Stiffness of Drills. Metals 2021, 11, 1473. https://doi.org/10.3390/met11091473
Parsian A, Eynian M, Magnevall M, Beno T. Minimizing the Negative Effects of Coolant Channels on the Torsional and Torsional-Axial Stiffness of Drills. Metals. 2021; 11(9):1473. https://doi.org/10.3390/met11091473
Chicago/Turabian StyleParsian, Amir, Mahdi Eynian, Martin Magnevall, and Tomas Beno. 2021. "Minimizing the Negative Effects of Coolant Channels on the Torsional and Torsional-Axial Stiffness of Drills" Metals 11, no. 9: 1473. https://doi.org/10.3390/met11091473
APA StyleParsian, A., Eynian, M., Magnevall, M., & Beno, T. (2021). Minimizing the Negative Effects of Coolant Channels on the Torsional and Torsional-Axial Stiffness of Drills. Metals, 11(9), 1473. https://doi.org/10.3390/met11091473