
Relative Density Measurement of PBF-Manufactured 316L and AlSi10Mg Samples via Eddy Current Testing

 , , , ,
, , , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Part Production
2.2. Part Characterization
2.3. Eddy Current Testing
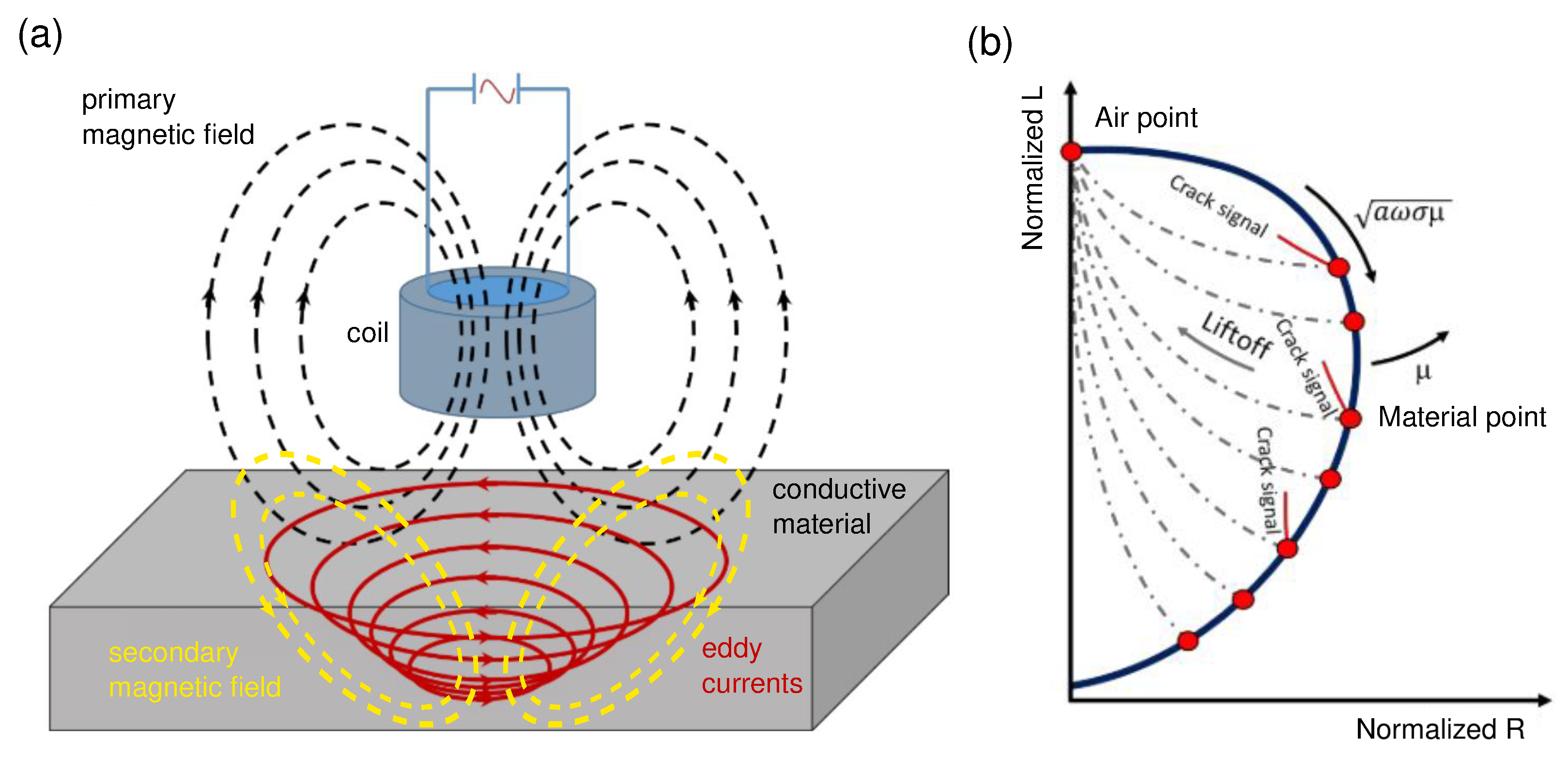
2.3.1. Measurement Principle
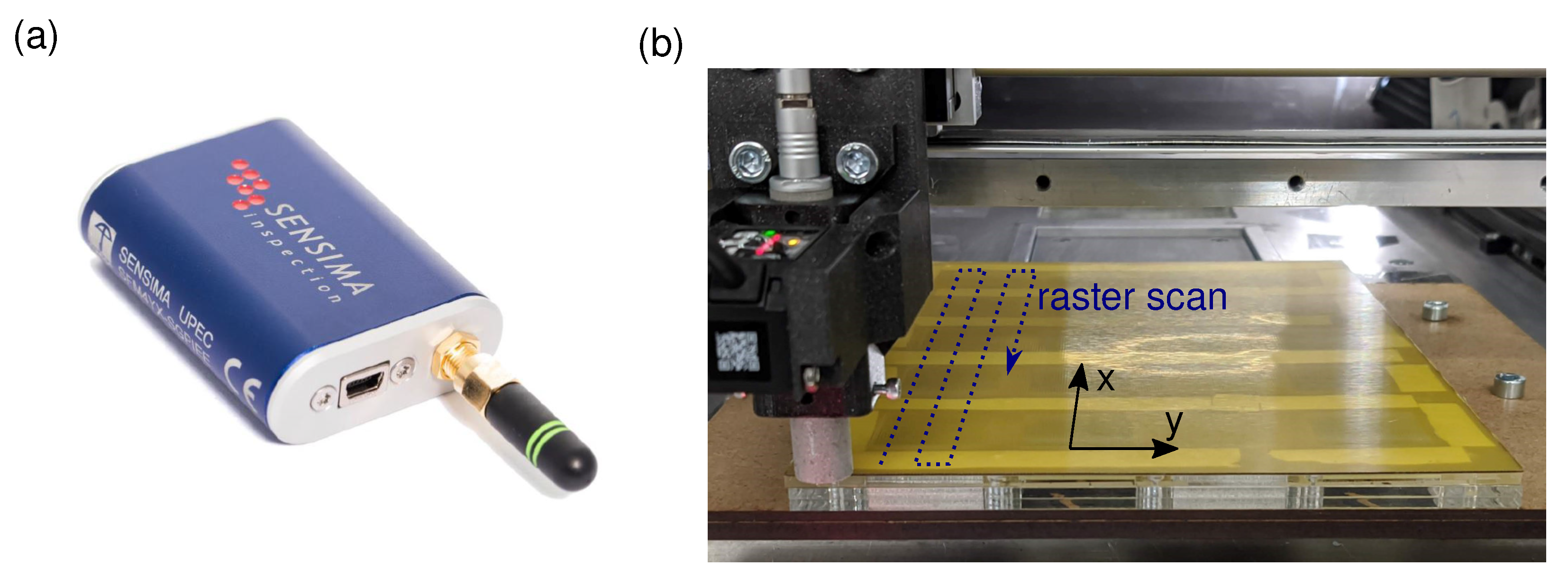
2.3.2. Measurement Equipment and Experimental Setup
3. Results
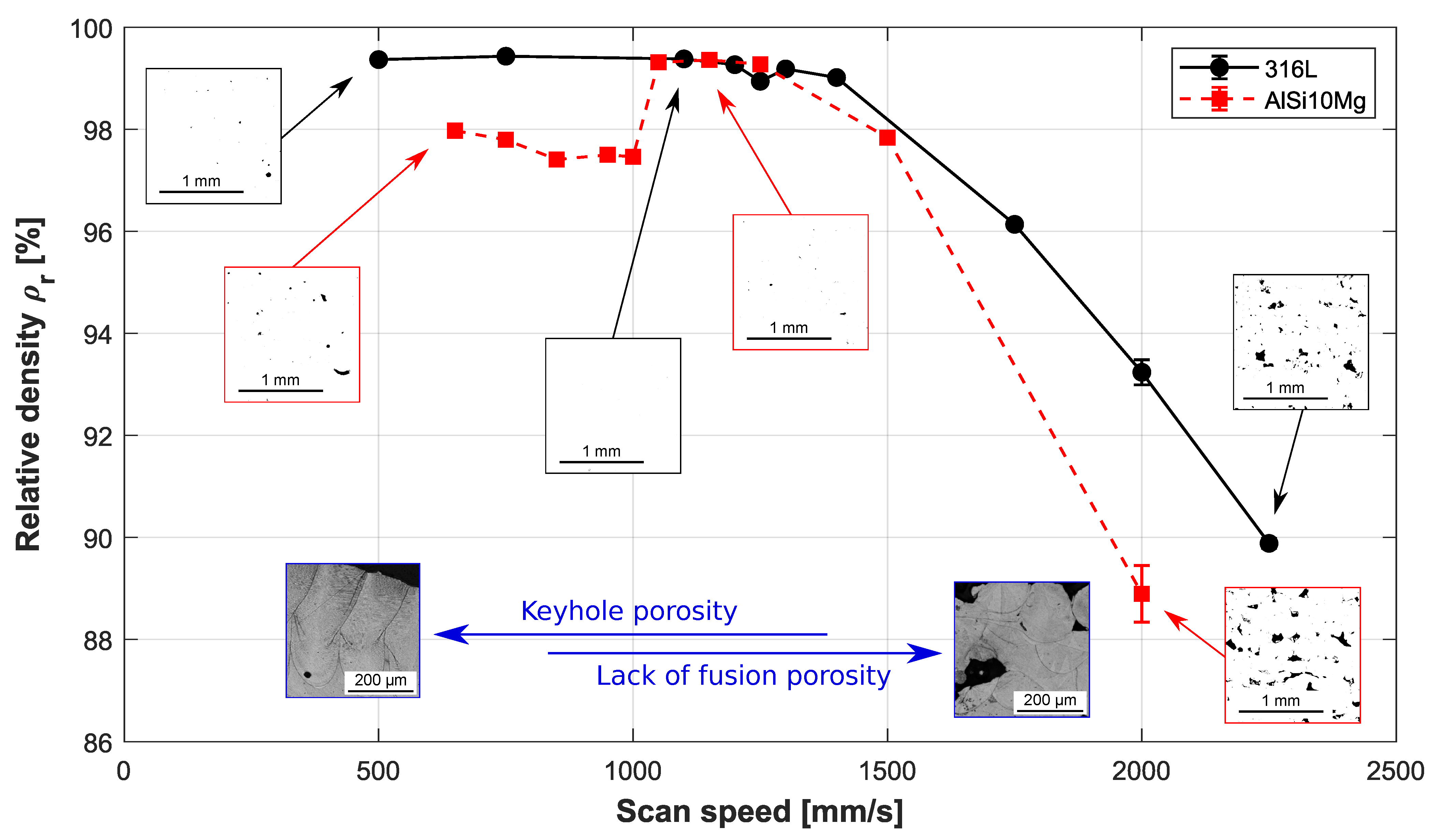
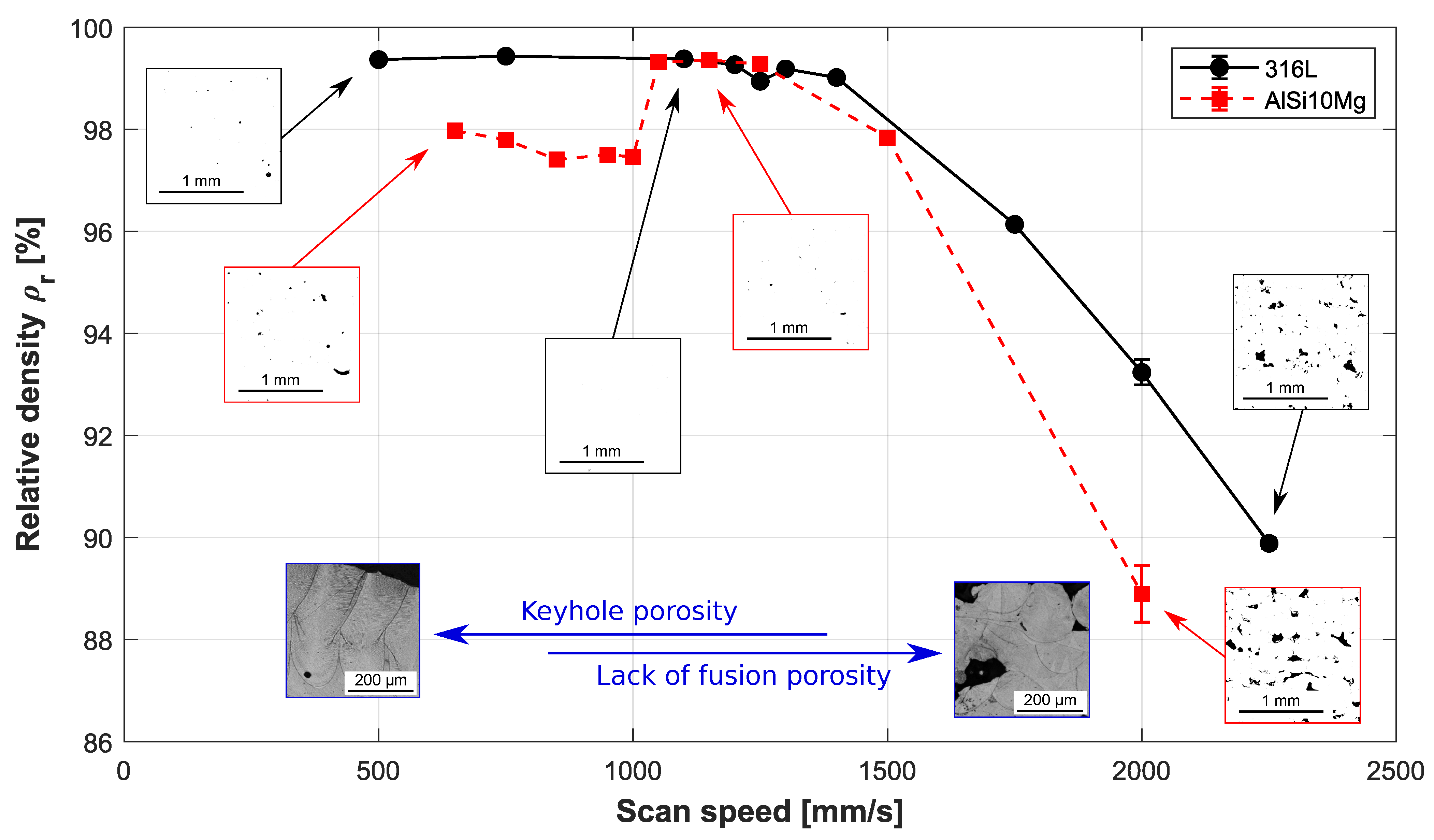
3.1. Relative Part Density
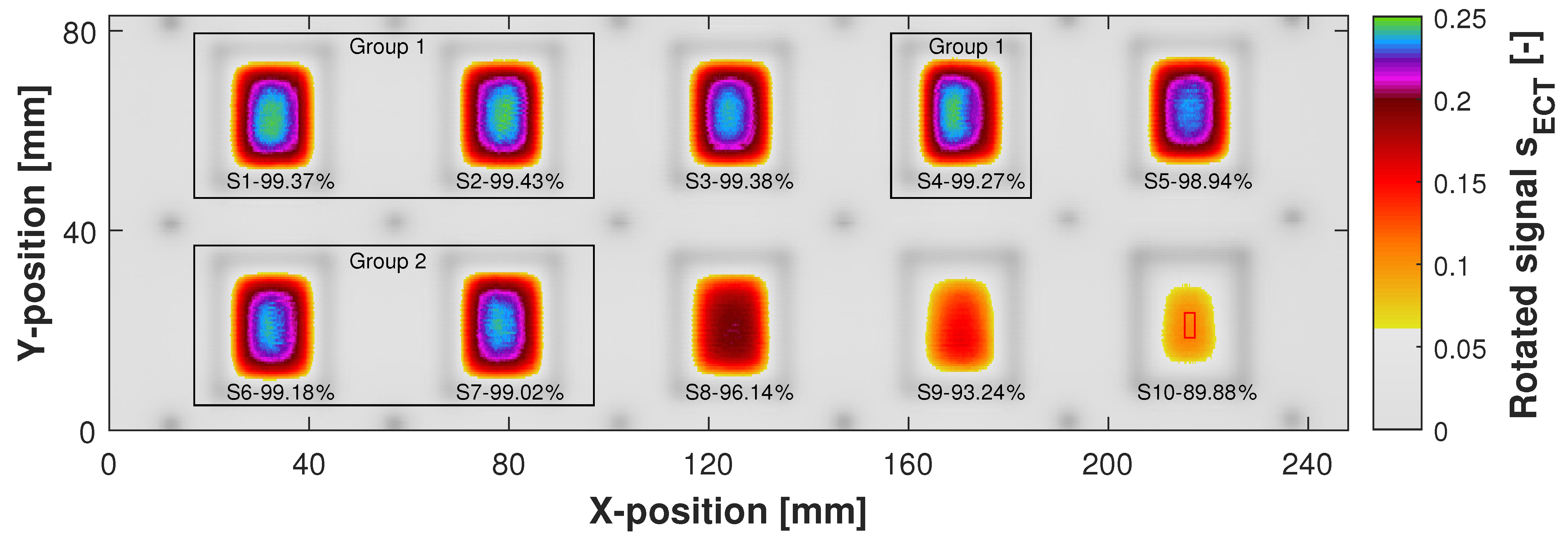
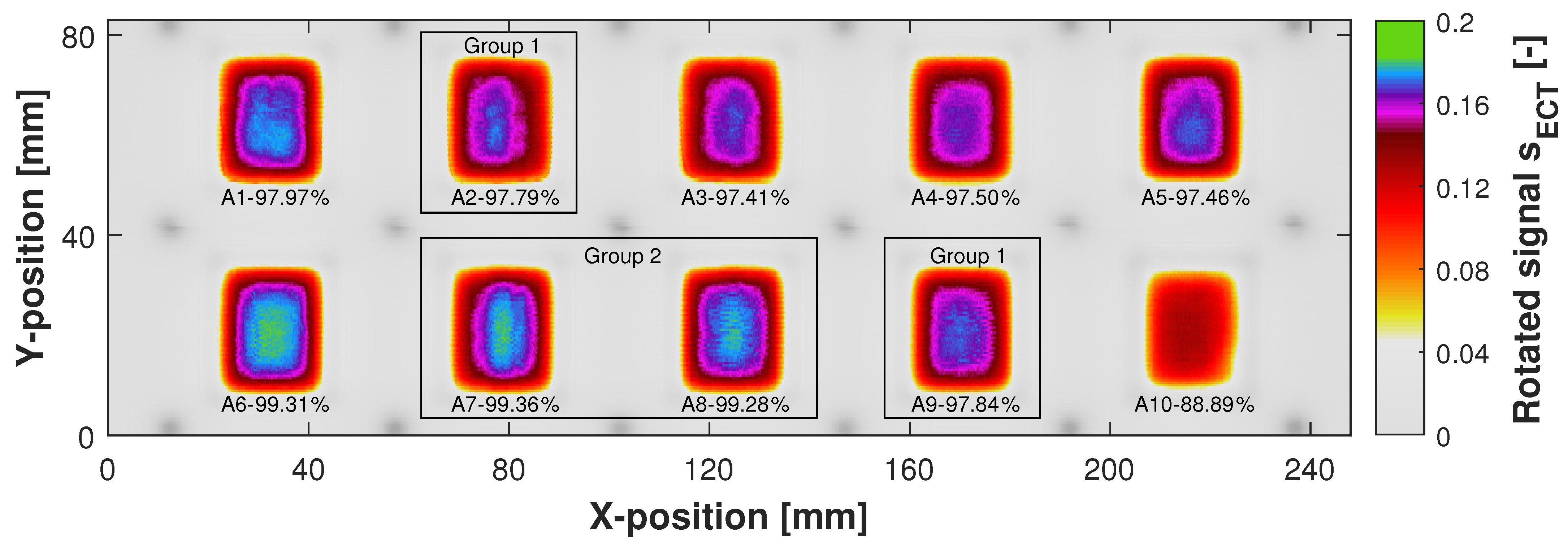
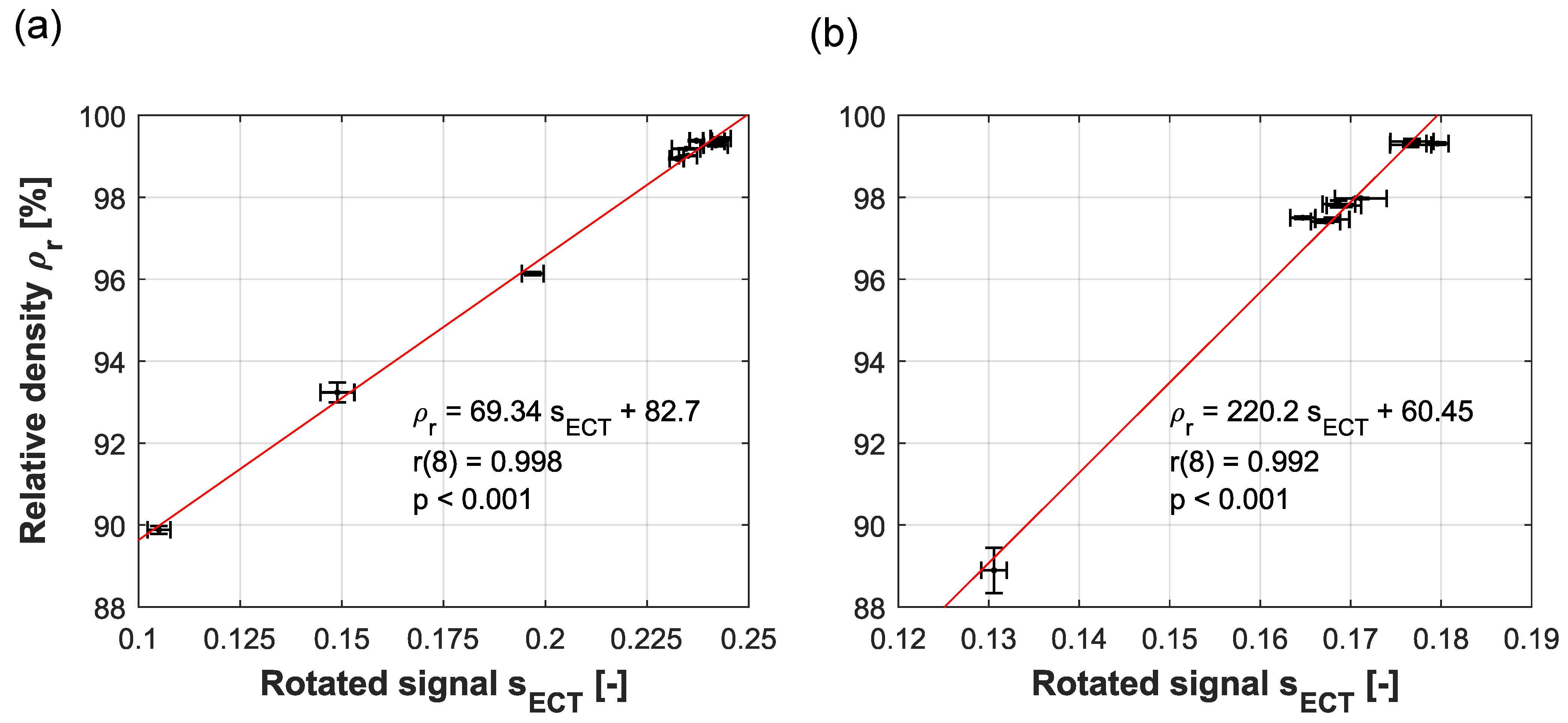
3.2. Eddy Current Testing
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Milewski, J.O. Additive Manufacturing of Metals; Springer Series in Materials Science; Springer International Publishing: Cham, Switzerland, 2017; Volume 258. [Google Scholar] [CrossRef]
- Wohlers, T.; Campbell, R.I.; Diegel, O.; Huff, R.; Kowen, J. Wohlers Report 2020: 3D Printing and Additive Manufacturing State of the Industry; Wohlers Associates: Fort Collins, CO, USA, 2020. [Google Scholar]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components–Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Grasso, M.; Colosimo, B.M. Process defects and in situ monitoring methods in metal powder bed fusion: A review. Meas. Sci. Technol. 2017, 28, 044005. [Google Scholar] [CrossRef] [Green Version]
- Yan, Z.; Liu, W.; Tang, Z.; Liu, X.; Zhang, N.; Li, M.; Zhang, H. Review on thermal analysis in laser-based additive manufacturing. Opt. Laser Technol. 2018, 106, 427–441. [Google Scholar] [CrossRef]
- Mitchell, J.A.; Ivanoff, T.A.; Dagel, D.; Madison, J.D.; Jared, B. Linking pyrometry to porosity in additively manufactured metals. Addit. Manuf. 2020, 31, 100946. [Google Scholar] [CrossRef]
- Renken, V.; Lübbert, L.; Blom, H.; Von Freyberg, A.; Fischer, A. Model assisted closed-loop control strategy for selective laser melting. Procedia CIRP 2018, 74, 659–663. [Google Scholar] [CrossRef]
- Fisher, B.A.; Lane, B.; Yeung, H.; Beuth, J. Toward determining melt pool quality metrics via coaxial monitoring in laser powder bed fusion. Manuf. Lett. 2018, 15, 119–121. [Google Scholar] [CrossRef]
- Colosimo, B.M.; Grossi, E.; Caltanissetta, F.; Grasso, M. Penelope: A Novel Prototype for In Situ Defect Removal in LPBF. JOM 2020, 72, 1332–1339. [Google Scholar] [CrossRef] [Green Version]
- Özel, T.; Shaurya, A.; Altay, A.; Yang, L. Process monitoring of meltpool and spatter for temporal-spatial modeling of laser powder bed fusion process. Procedia CIRP 2018, 74, 102–106. [Google Scholar] [CrossRef]
- Mohr, G.; Altenburg, S.J.; Ulbricht, A.; Heinrich, P.; Baum, D.; Maierhofer, C.; Hilgenberg, K. In-situ defect detection in laser powder bed fusion by using thermography and optical tomography—comparison to computed tomography. Metals 2020, 10, 103. [Google Scholar] [CrossRef] [Green Version]
- Martin, A.A.; Calta, N.P.; Khairallah, S.A.; Wang, J.; Depond, P.J.; Fong, A.Y.; Thampy, V.; Guss, G.M.; Kiss, A.M.; Stone, K.H.; et al. Dynamics of pore formation during laser powder bed fusion additive manufacturing. Nat. Commun. 2019, 10, 1–10. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ulbricht, A.; Mohr, G.; Altenburg, S.J.; Oster, S.; Maierhofer, C.; Bruno, G. Can potential defects in lpbf be healed from the laser exposure of subsequent layers? A quantitative study. Metals 2021, 11, 1012. [Google Scholar] [CrossRef]
- Clijsters, S.; Craeghs, T.; Buls, S.; Kempen, K.; Kruth, J.P. In situ quality control of the selective laser melting process using a high-speed, real-time melt pool monitoring system. Int. J. Adv. Manuf. Technol. 2014, 75, 1089–1101. [Google Scholar] [CrossRef]
- ISO. 15549:2019: Non-Destructive Testing-Eddy Current Testing-General Principles; International Organization for Standardization (ISO): Geneva, Switzerland, 2019. [Google Scholar] [CrossRef]
- García-Martín, J.; Gómez-Gil, J.; Vázquez-Sánchez, E. Non-destructive techniques based on eddy current testing. Sensors 2011, 11, 2525–2565. [Google Scholar] [CrossRef] [Green Version]
- ASTM. E1004-17: Standard Test Method for Determining Electrical Conductivity Using the Electromagnetic (Eddy Current) Method; ASTM: West Conshohocken, PA, USA, 2015; pp. 3–7. [Google Scholar] [CrossRef]
- ASTM. E3166-20: Standard Guide for Nondestructive Examination of Metal Additively Manufactured Aerospace Parts after Build; ASTM: West Conshohocken, PA, USA, 2020; pp. 1–63. [Google Scholar] [CrossRef]
- Todorov, E.I.; Boulware, P.; Gaah, K. Demonstration of array eddy current technology for real-time monitoring of laser powder bed fusion additive manufacturing process. In Characterization and Monitoring of Advanced Materials, Aerospace, Civil Infrastructure, and Transportation XII; International Society for Optics and Photonics (SPIE): Bellingham, WA, USA, 2018; Volume 10599, pp. 190–201. [Google Scholar] [CrossRef]
- Todorov, E.I. Non-destructive Evaluation of Additive Manufacturing Components. U.S. Patent US 2018/0266993 A1, 20 September 2018. [Google Scholar]
- Ehlers, H.; Pelkner, M.; Thewes, R. Heterodyne Eddy Current Testing using Magnetoresistive Sensors for Additive Manufacturing Purposes. IEEE Sens. J. 2020, 20, 5793–5800. [Google Scholar] [CrossRef]
- Carlton, H.D.; Haboub, A.; Gallegos, G.F.; Parkinson, D.Y.; MacDowell, A.A. Damage evolution and failure mechanisms in additively manufactured stainless steel. Mater. Sci. Eng. A 2016, 651, 406–414. [Google Scholar] [CrossRef] [Green Version]
- Eisenbarth, D.; Stoll, P.; Klahn, C.; Heinis, T.B.; Meboldt, M.; Wegener, K. Unique coding for authentication and anti-counterfeiting by controlled and random process variation in L-PBF and L-DED. Addit. Manuf. 2020, 35, 101298. [Google Scholar] [CrossRef]
- Obaton, A.F.; Lê, M.; Prezza, V.; Marlot, D.; Delvart, P.; Huskic, A.; Senck, S.; Mahé, E.; Cayron, C. Investigation of new volumetric non-destructive techniques to characterise additive manufacturing parts. Weld. World 2018, 62, 1049–1057. [Google Scholar] [CrossRef] [Green Version]
- Hippert, D.F. High Resolution Eddy Current Inspection and Eddy Current Testing for Additive Manufacturing. Ph.D. Thesis, École polytechnique fédérale de Lausanne (EPFL), Lausanne, Switzerland, 2015. [Google Scholar]
- Bowler, N. Eddy-Current Nondestructive Evaluation; Springer Series in Measurement Science and Technology; Springer: New York, NY, USA, 2019. [Google Scholar] [CrossRef]
- Udpa, S.S.; Moore, P.O. (Eds.) Electromagnetic Testing, 3rd ed.; Number v. 5 in Nondestructive testing handbook; American Society for Nondestructive Testing: Columbus, OH, USA, 2004. [Google Scholar]
- Stoffregen, H.; Fischer, J.; Siedelhofer, C.; Abele, E. Selective laser melting of porous structures. In Proceedings of the 22th International Solid Freeform Fabrication Symposium, Austin, TX, USA, 8–10 August 2011; Volume 19, pp. 680–695. [Google Scholar] [CrossRef]
- Yang, K.V.; Rometsch, P.; Jarvis, T.; Rao, J.; Cao, S.; Davies, C.; Wu, X. Porosity formation mechanisms and fatigue response in Al-Si-Mg alloys made by selective laser melting. Mater. Sci. Eng. A 2018, 712, 166–174. [Google Scholar] [CrossRef]
- Choo, H.; Sham, K.L.; Bohling, J.; Ngo, A.; Xiao, X.; Ren, Y.; Depond, P.J.; Matthews, M.J.; Garlea, E. Effect of laser power on defect, texture, and microstructure of a laser powder bed fusion processed 316L stainless steel. Mater. Des. 2019, 164, 107534. [Google Scholar] [CrossRef]
- Domfang Ngnekou, J.N.; Nadot, Y.; Henaff, G.; Nicolai, J.; Ridosz, L. Influence of defect size on the fatigue resistance of AlSi10Mg alloy elaborated by selective laser melting (SLM). Procedia Struct. Integr. 2017, 7, 75–83. [Google Scholar] [CrossRef]
- Bayat, M.; Mohanty, S.; Hattel, J.H. Multiphysics modelling of lack-of-fusion voids formation and evolution in IN718 made by multi-track/multi-layer L-PBF. Int. J. Heat Mass Transf. 2019, 139, 95–114. [Google Scholar] [CrossRef]
- Mukherjee, T.; Zuback, J.S.; De, A.; DebRoy, T. Printability of alloys for additive manufacturing. Sci. Rep. 2016, 6, 1–8. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kasperovich, G.; Haubrich, J.; Gussone, J.; Requena, G. Erratum: Corrigendum to “Correlation between porosity and processing parameters in TiAl6V4 produced by selective laser melting” (Materials and Design (2016) 105 (160–170)). Mater. Des. 2016, 112, 160–161. [Google Scholar] [CrossRef]
- Dilip, J.J.; Zhang, S.; Teng, C.; Zeng, K.; Robinson, C.; Pal, D.; Stucker, B. Influence of processing parameters on the evolution of melt pool, porosity, and microstructures in Ti-6Al-4V alloy parts fabricated by selective laser melting. Prog. Addit. Manuf. 2017, 2, 157–167. [Google Scholar] [CrossRef] [Green Version]
- King, W.E.; Barth, H.D.; Castillo, V.M.; Gallegos, G.F.; Gibbs, J.W.; Hahn, D.E.; Kamath, C.; Rubenchik, A.M. Observation of keyhole-mode laser melting in laser powder-bed fusion additive manufacturing. J. Mater. Process. Technol. 2014, 214, 2915–2925. [Google Scholar] [CrossRef]
- Chahal, V.; Taylor, R.M. A review of geometric sensitivities in laser metal 3D printing. Virtual Phys. Prototyp. 2020, 15, 227–241. [Google Scholar] [CrossRef]
- Reijonen, J.; Revuelta, A.; Riipinen, T.; Ruusuvuori, K.; Puukko, P. On the effect of shielding gas flow on porosity and melt pool geometry in laser powder bed fusion additive manufacturing. Addit. Manuf. 2020, 32, 101030. [Google Scholar] [CrossRef]
- Xie, Y.; Li, J.; Tao, Y.; Wang, S.; Yin, W.; Xu, L. Edge Effect Analysis and Edge Defect Detection of Titanium Alloy Based on Eddy Current Testing. Appl. Sci. 2020, 10, 8796. [Google Scholar] [CrossRef]
- Wang, Y.; Bai, Q.; Du, W.; Zhang, B. Edge Effect on Eddy Current Detection for Subsurface Defects in Titanium Alloys. In Proceedings of the 8th International Conference on Computational Methods, Guilin, China, 25–27 July 2017. [Google Scholar]
- Sharma, S.; Elshafiey, I.M.; Udpa, L.; Udpa, S.S. Probe design for edge-effect reduction in eddy current inspection. Proc. SPIE-Int. Soc. Opt. Eng. 1996, 2945, 14–22. [Google Scholar] [CrossRef]
- Dodd, C.V.; Deeds, W.E. Analytical solutions to eddy-current probe-coil problems. J. Appl. Phys. 1968, 39, 2829–2838. [Google Scholar] [CrossRef] [Green Version]
- Ma, X.; Peyton, A.J. Eddy current measurement of the electrical conductivity and porosity of metal foams. IEEE Trans. Instrum. Meas. 2006, 55, 570–576. [Google Scholar] [CrossRef]
- Cuevas, F.G.; Montes, J.M.; Cintas, J.; Urban, P. Electrical conductivity and porosity relationship in metal foams. J. Porous Mater. 2009, 16, 675–681. [Google Scholar] [CrossRef]
- Boillat, E.; Fivat, D.; Jhabvala, J.; Matthey, M.; Glardon, R. A review of different techniques to characterise the mechanical properties of SLS parts-Focus on resistivity measurements. In Innovative Developments in Virtual and Physical Prototyping- Proceedings of the 5th International Conference on Advanced Research and Rapid Prototyping; Taylor & Francis: Leiria, Portugal, 2011; pp. 281–286. [Google Scholar] [CrossRef]
- GUM. Evaluation of measurement data—Guide to the expression of uncertainty in measurement. Int. Organ. Stand. Geneva ISBN 2008, 50, 134. [Google Scholar]
- Gu, H.; Gong, H.; Dilip, J.J.; Pal, D.; Hicks, A.; Doak, H.; Stucker, B. Effects of powder variation on the microstructure and tensile strength of Ti6Al4V parts fabricated by selective laser melting. In Proceedings of the 25th Annual International Solid Freeform Fabrication Symposium, An Additive Manufacturing Conference. Austin, TX, USA, 4–6 August 2014; pp. 470–483. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | 316L | AlSi10Mg | |
|---|---|---|---|
| Scan speed | (mm/s) | 500, 750, 1100, 1200 | 650, 750, 850, 950, 1000 |
| 1250, 1300, 1400, 1750, 2250 | 1050, 1150, 1250, 1500, 2000 | ||
| Hatch distance | (µm) | 75 | 100 |
| Laser power | (W) | 180 | |
| Layer thickness | (µm) | 30 | |
| Laser spot diameter | (µm) | 105 | |
| Scan pattern | - | 90° alternating | |
| Recoater type | - | Silicone reinforced brush | |
| Shielding gas | - | Nitrogen | |
| Parameter | 316L | AlSi10Mg | ||
|---|---|---|---|---|
| Excitation frequency | f | (kHz) | 201.6 | 201.6 |
| Electrical conductivity | (MS/m) | 1.38 [26] | 12.85 [27] | |
| Relative magnetic permeability | (-) | 1.02 [26] | 1.00 * | |
| Standard penetration depth | (μm) | 945 | 313 |
| Sample | S2 | S3 | S4 | S5 | S6 | S7 | S8 | S9 | S10 | |
|---|---|---|---|---|---|---|---|---|---|---|
| (%) | 99.43 | 99.38 | 99.27 | 98.94 | 99.18 | 99.02 | 96.14 | 93.24 | 89.88 | |
| S1 | 99.37 | < ** | < ** | < ** | < ** | < ** | < ** | < ** | ||
| S2 | 99.43 | < ** | < ** | < ** | < ** | < ** | < ** | < ** | < ** | |
| S3 | 99.38 | < ** | < ** | < ** | < ** | < ** | < ** | < ** | ||
| S4 | 99.27 | < ** | < ** | < ** | < ** | < ** | < ** | |||
| S5 | 98.94 | < ** | < ** | < ** | < ** | < ** | ||||
| S6 | 99.18 | < ** | < ** | < ** | ||||||
| S7 | 99.02 | < ** | < ** | < ** | ||||||
| S8 | 96.14 | < ** | < ** | |||||||
| S9 | 93.24 | < ** |
| Sample | A2 | A3 | A4 | A5 | A6 | A7 | A8 | A9 | A10 | |
|---|---|---|---|---|---|---|---|---|---|---|
| (%) | 97.79 | 97.41 | 97.50 | 97.46 | 99.31 | 99.36 | 99.28 | 97.84 | 88.89 | |
| A1 | 97.97 | < ** | < ** | < ** | < ** | < ** | < ** | < ** | < ** | < ** |
| A2 | 97.79 | < ** | < ** | < ** | < ** | < ** | < ** | < ** | ||
| A3 | 97.41 | < ** | < ** | < ** | < ** | < ** | < ** | < ** | ||
| A4 | 97.50 | < ** | < ** | < ** | < ** | < ** | < ** | |||
| A5 | 99.46 | < ** | < ** | < ** | < ** | < ** | ||||
| A6 | 99.31 | < ** | < ** | < ** | < ** | |||||
| A7 | 99.36 | < ** | < ** | |||||||
| A8 | 99.28 | < ** | < ** | |||||||
| A9 | 99.84 | < ** |
| Parameter | 316L | AlSi10Mg | ||
|---|---|---|---|---|
| Standard deviation of the instrument noise | (-) | 0.0013 | 0.0013 | |
| Sensitivity | b | (%) | 220.20 | 69.34 |
| Uncertainty of the determined relative density via ECT | (%) | % | % |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Spurek, M.A.; Luong, V.H.; Spierings, A.B.; Lany, M.; Santi, G.; Revaz, B.; Wegener, K. Relative Density Measurement of PBF-Manufactured 316L and AlSi10Mg Samples via Eddy Current Testing. Metals 2021, 11, 1376. https://doi.org/10.3390/met11091376
Spurek MA, Luong VH, Spierings AB, Lany M, Santi G, Revaz B, Wegener K. Relative Density Measurement of PBF-Manufactured 316L and AlSi10Mg Samples via Eddy Current Testing. Metals. 2021; 11(9):1376. https://doi.org/10.3390/met11091376
Chicago/Turabian StyleSpurek, Marvin Aaron, Viet Hiep Luong, Adriaan Bernardus Spierings, Marc Lany, Gilles Santi, Bernard Revaz, and Konrad Wegener. 2021. "Relative Density Measurement of PBF-Manufactured 316L and AlSi10Mg Samples via Eddy Current Testing" Metals 11, no. 9: 1376. https://doi.org/10.3390/met11091376
APA StyleSpurek, M. A., Luong, V. H., Spierings, A. B., Lany, M., Santi, G., Revaz, B., & Wegener, K. (2021). Relative Density Measurement of PBF-Manufactured 316L and AlSi10Mg Samples via Eddy Current Testing. Metals, 11(9), 1376. https://doi.org/10.3390/met11091376