
Diffraction-Based Residual Stress Characterization in Laser Additive Manufacturing of Metals

 , , , , and
, , , , and 
Abstract
:1. Introduction
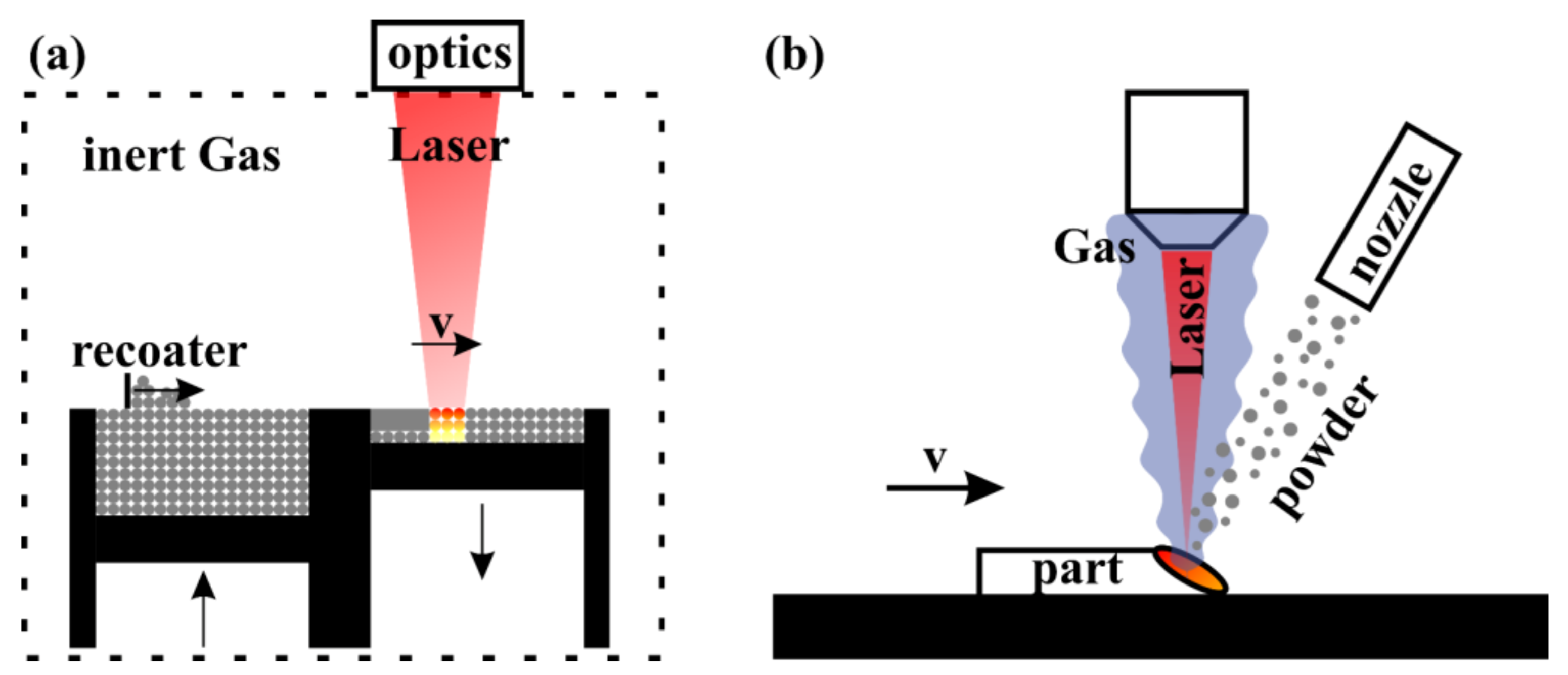
2. Laser-Based AM Processes
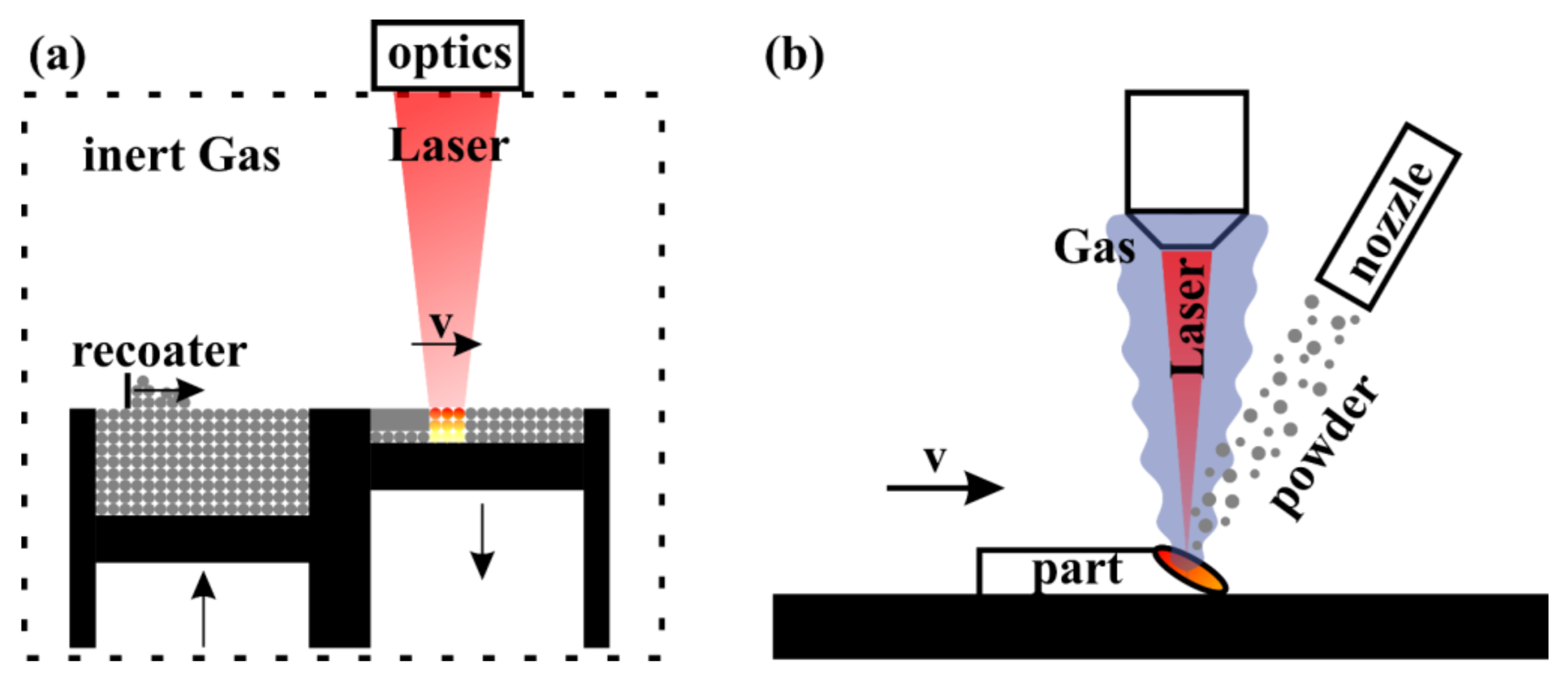
2.1. LPBF (Laser Powder Bed Fusion)
2.2. LMD (Laser Metal Deposition)
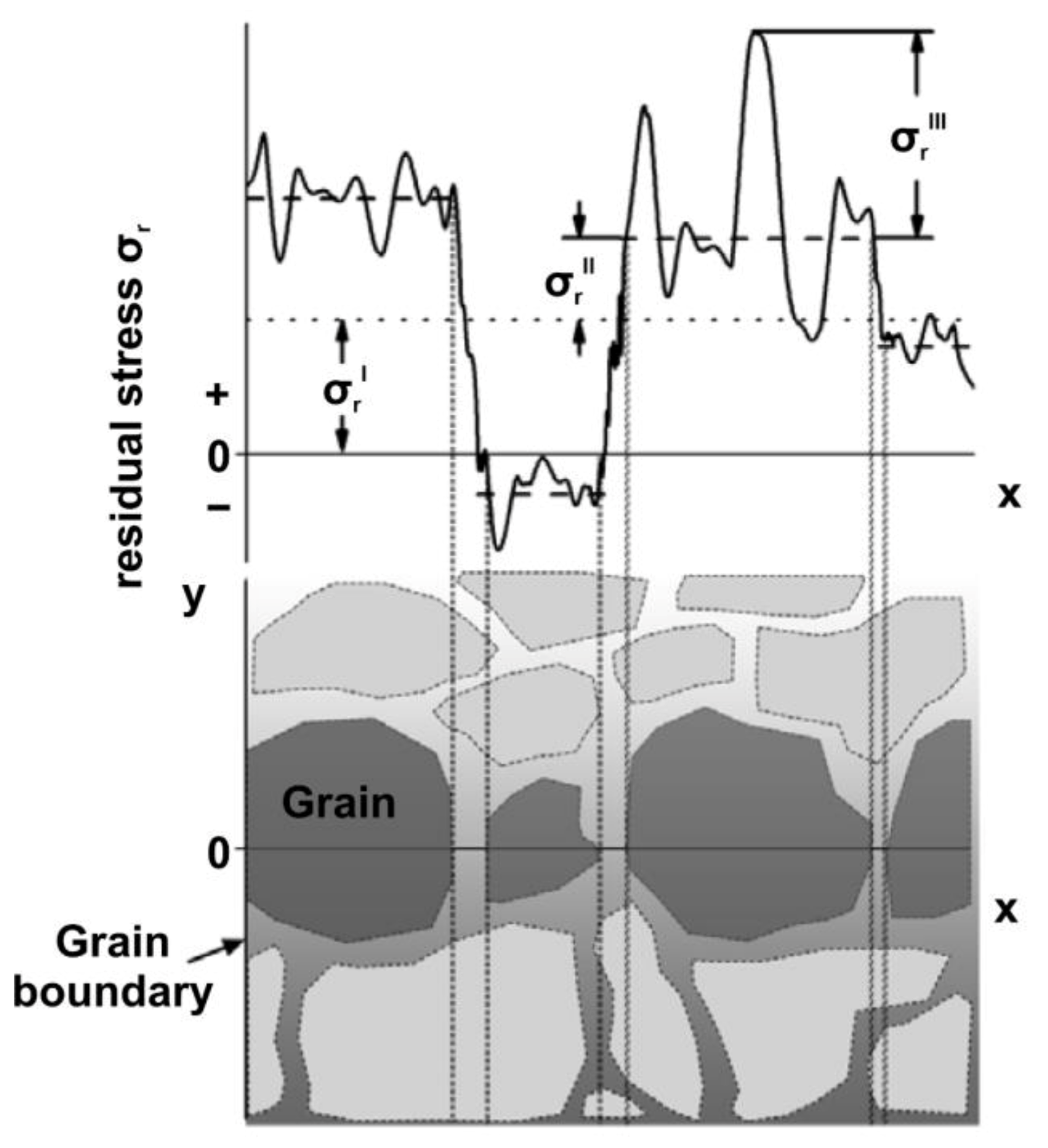
3. Definition of Residual Stress
- Type I stresses (σI) equilibrate over large distances (comparable to the size of the part). This type of RS can be caused e.g., by temperature gradients, machining, and other treatments at the component scale. They depend on the material and its history, as well as on the component geometry.
- Type II or intergranular stresses (σII) vary over the grain scale and balance over a few grains. They strongly depend on the microstructure, and on the materials history, but weakly on the part geometry. Type II stress is very common in composites and crystallographically anisotropic materials
- Type III stresses (σIII) vary over the atomic scale. Typically, this type is caused by defects of the crystal lattice (e.g., dislocations). They are balanced within each grain and depend on both the microstructure and the materials history.
4. Residual Stress with Respect to Laser-Based AM
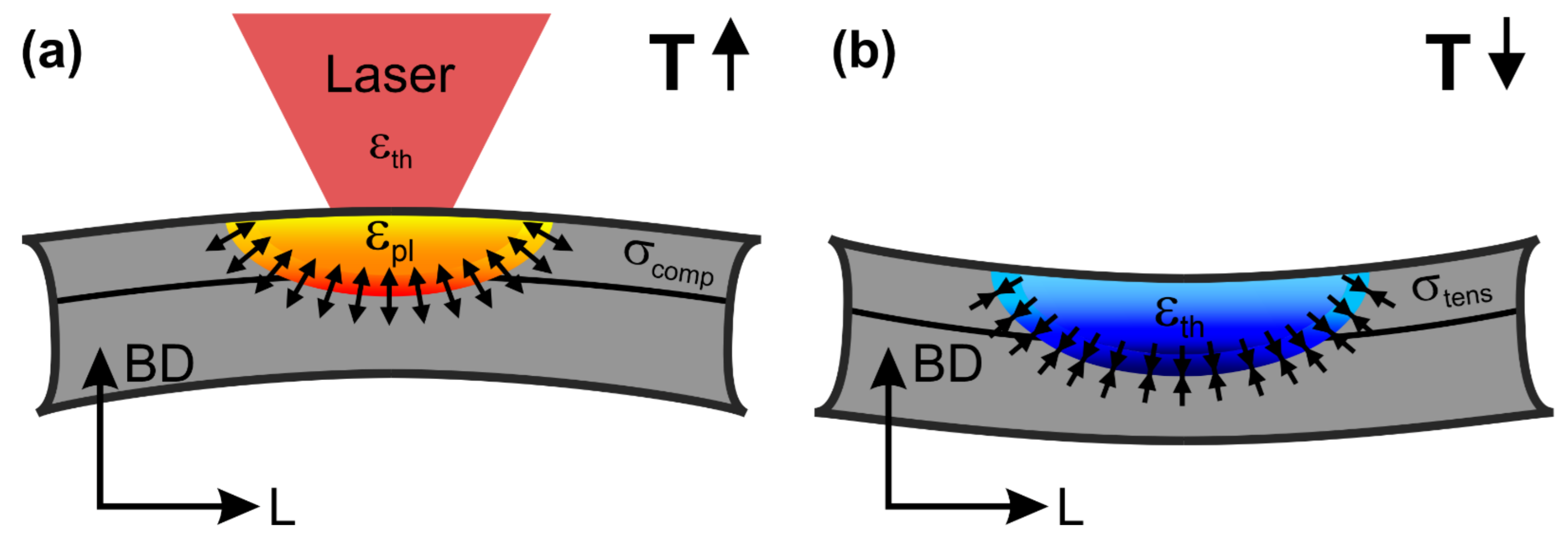
4.1. Origin of Residual Stress
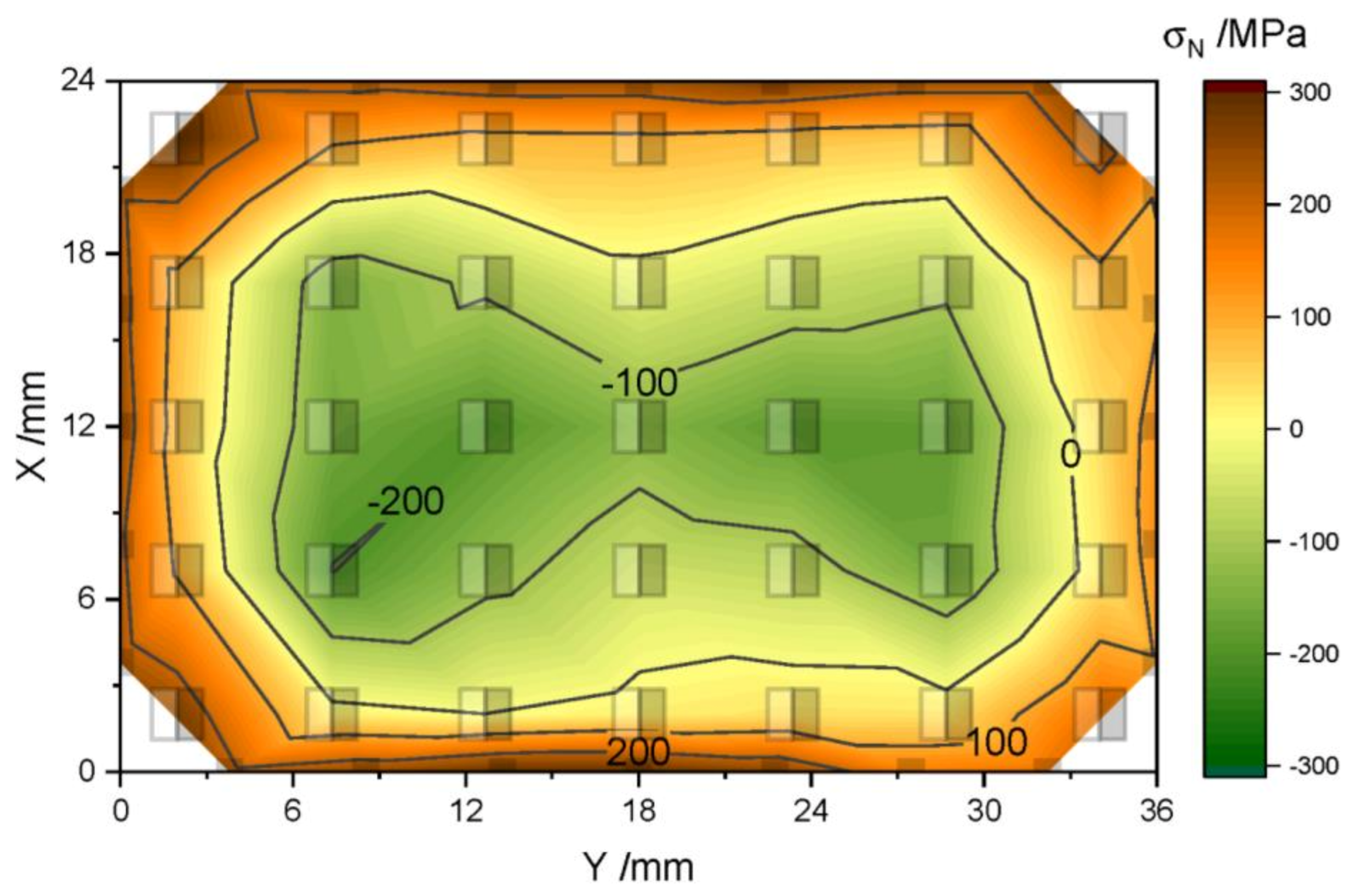
4.2. Distribition of Residual Stress
5. Determination of Residual Stresses with Diffraction-Based Methods
5.1. General Aspects of Diffraction-Based Methods
5.2. X-ray Diffraction
5.2.1. The Monochromatic Case for Surface Analysis
5.2.2. The Energy Dispersive Case
5.3. Neutron Diffraction
5.3.1. The Monochromatic Method
5.3.2. The Time-of-Flight Method
6. Peculiarities of Diffraction-Based Methods in the Case of AM
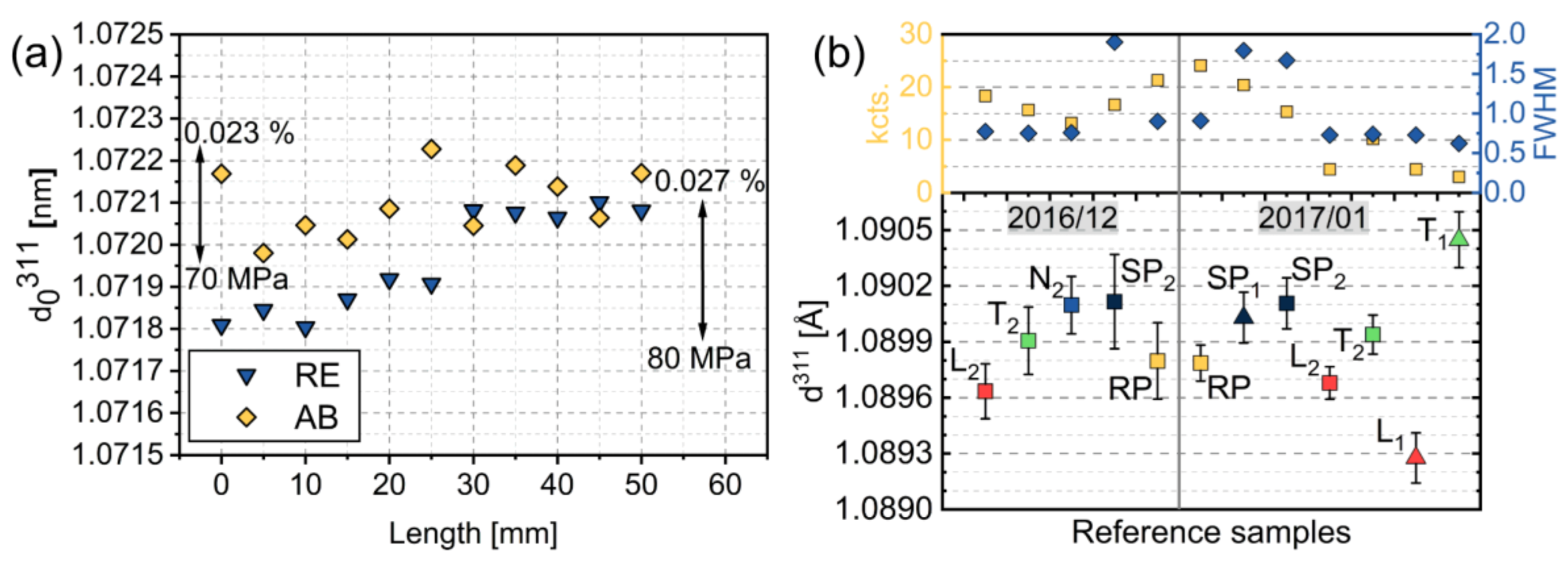
6.1. Strain-Free Lattice Spacing ()

6.1.1. Use of Raw Powder
6.1.2. Use of Mechanical Filings
6.1.3. Use of Macroscopically Relaxed Samples (Cubes/Combs/Arrays)
6.1.4. Stress and Moment Balance
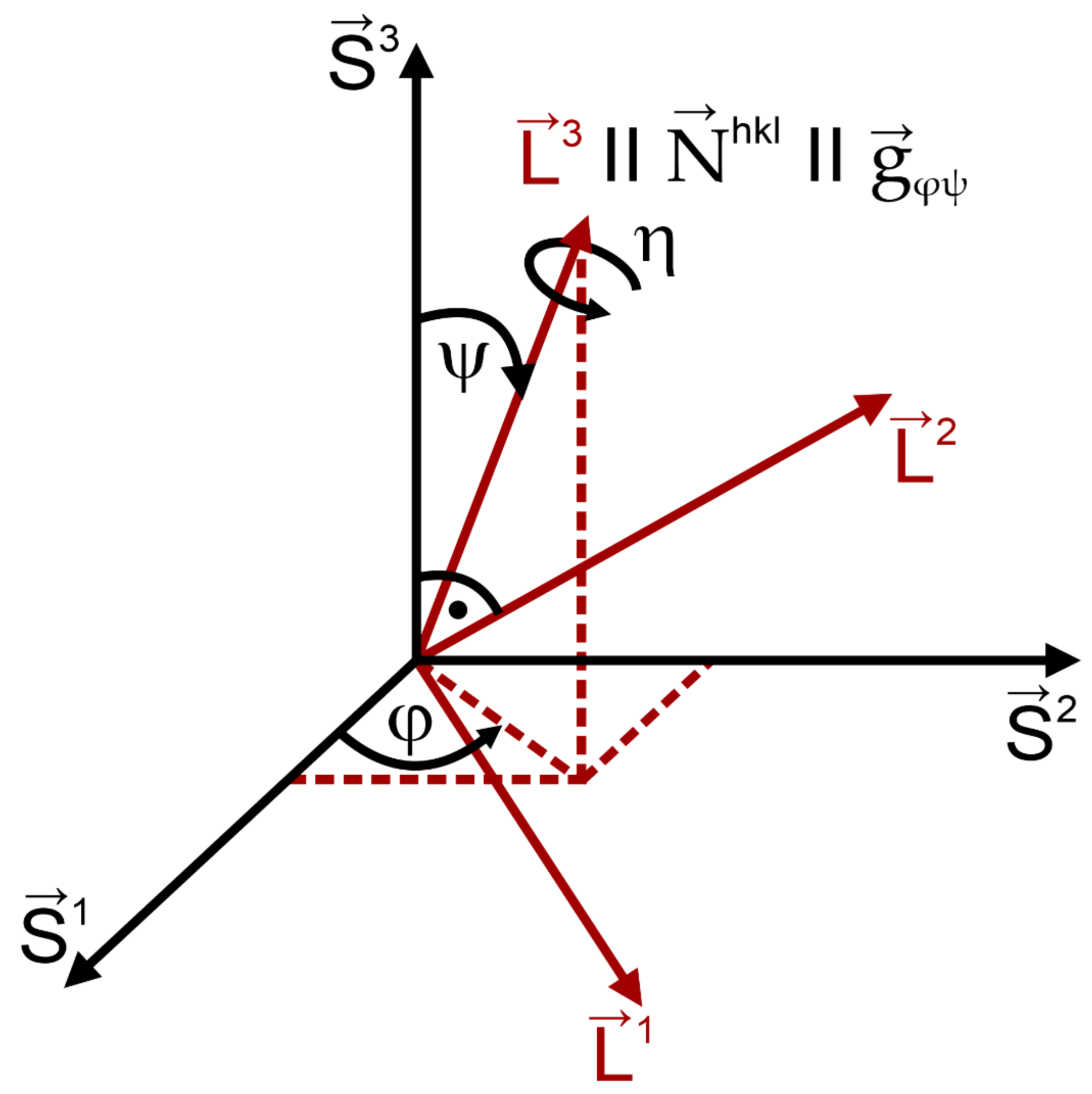
6.2. Principal Stress Directions
6.3. Diffraction-Elastic Constants (DECs)
6.3.1. The Anisotropy of Single Crystals
6.3.2. Grain Interaction Models for the Calculation of DECs
6.3.3. Experimental Determination of Diffraction Elastic Constants
6.4. Choice of the Appropriate Lattice Planes
- Insensitivity to intergranular stress accumulation (material dependent)
- Crystal symmetry
- Texture of the material
7. Summary & Outlook
- First, one must evaluate if the assumption of a biaxial stress state can be justified (e.g., surface measurements with method) or a triaxial stress state must be considered. In the latter case, neutron diffraction should be preferred to other techniques and precise knowledge about the strain-free lattice spacing () is required. To obtain such a reference, measurements on mechanically relaxed samples are recommended. The stress balance method is recommended as a validation method. If the requirements for the correct application of stress balance conditions (no spatial variation of composition with large number of points) are known to be fulfilled, the stress balance method can be used to obtain a global . Still, the strategy to determine needs to be tailored for each case.
- Secondly, the principal stress directions should be known in advance if one wants to determine the maximum stress values. For conventional processes such as forging or rolling these are often known (they coincide with the main geometrical sample axes). In the case of AM, the complexity of the process conditions hinders the prior knowledge of the principal stress directions. Although research indicates the principal directions to be determined by the scanning strategy (i.e., the main stress axes follow the scanning vector) it is recommended to run experimental checks. Ideally the full stress tensor should be characterized.
- Thirdly, the microstructure and texture of the sample should be well characterized. Texture is one of the driving factors for the determination of the diffraction elastic constants (DECs). Furthermore, the DECs are material-dependent, dictated by the single crystal properties. Therefore, choosing the appropriate modeling scheme for the calculation of DECs from single crystal elastic constants is challenging. At best the DECs should be experimentally determined. If that is not possible, it is indispensable to take the microstructure and the texture into account in the selection of the grain-interaction model.
- Lastly, an appropriate lattice plane must be chosen in the case of a monochromatic measurement technique (Laboratory XRD or steady state Neutron sources), as stresses are derived from one single lattice plane. Such plane should be insensitive to accumulation of intergranular strain and possess a high multiplicity, to represent the macroscopic behavior of the sample.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Appleyard, D. Powering up on powder technology. Met. Powder Rep. 2015, 70, 285–289. [Google Scholar] [CrossRef]
- Emmelmann, C.; Kranz, J.; Herzog, D.; Wycisk, E. Laser Additive Manufacturing of Metals. Biol. Med. Phys. Biomed. 2013, 143–191. [Google Scholar] [CrossRef]
- Kranz, J.; Herzog, D.; Emmelmann, C. Design guidelines for laser additive manufacturing of lightweight structures in TiAl6V4. J. Laser Appl. 2015, 27, S14001. [Google Scholar] [CrossRef]
- Khorasani, M.; Ghasemi, A.; Rolfe, B.; Gibson, I. Additive manufacturing a powerful tool for the aerospace industry. Rapid Prototyp. J. 2021. Ahead-of-Print. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Gallmeyer, T.G.; Moorthy, S.; Kappes, B.B.; Mills, M.J.; Amin-Ahmadi, B.; Stebner, A.P. Knowledge of process-structure-property relationships to engineer better heat treatments for laser powder bed fusion additive manufactured Inconel 718. Addit. Manuf. 2020, 31, 100977. [Google Scholar] [CrossRef]
- Voisin, T.; Forien, J.B.; Perron, A.; Aubry, S.; Bertin, N.; Samanta, A.; Baker, A.; Wang, Y.M. New insights on cellular structures strengthening mechanisms and thermal stability of an austenitic stainless steel fabricated by laser powder-bed-fusion. Acta Mater. 2021, 203, 116476. [Google Scholar] [CrossRef]
- Pröbstle, M.; Neumeier, S.; Hopfenmuller, J.; Freund, L.P.; Niendorf, T.; Schwarze, D.; Goken, M. Superior creep strength of a nickel-based superalloy produced by selective laser melting. Mater. Sci. Eng. A 2016, 674, 299–307. [Google Scholar] [CrossRef]
- Vrancken, B.; Thijs, L.; Kruth, J.P.; Van Humbeeck, J. Heat treatment of Ti6Al4V produced by Selective Laser Melting: Microstructure and mechanical properties. J. Alloy. Compd. 2012, 541, 177–185. [Google Scholar] [CrossRef] [Green Version]
- Yadroitsev, I.; Yadroitsava, I. Evaluation of residual stress in stainless steel 316L and Ti6Al4V samples produced by selective laser melting. Virtual. Phys. Prototyp. 2015, 10, 67–76. [Google Scholar] [CrossRef]
- Kruth, J.P.; Froyen, L.; Van Vaerenbergh, J.; Mercelis, P.; Rombouts, M.; Lauwers, B. Selective laser melting of iron-based powder. J. Mater. Process. Technol. 2004, 149, 616–622. [Google Scholar] [CrossRef]
- Mukherjee, T.; Zhang, W.; DebRoy, T. An improved prediction of residual stresses and distortion in additive manufacturing. Comput. Mater. Sci. 2017, 126, 360–372. [Google Scholar] [CrossRef] [Green Version]
- Mishurova, T.; Cabeza, S.; Artzt, K.; Haubrich, J.; Klaus, M.; Genzel, C.; Requena, G.; Bruno, G. An Assessment of Subsurface Residual Stress Analysis in SLM Ti-6Al-4V. Materials 2017, 10, 348. [Google Scholar] [CrossRef] [Green Version]
- Carpenter, K.; Tabei, A. On Residual Stress Development, Prevention, and Compensation in Metal Additive Manufacturing. Materials 2020, 13, 255. [Google Scholar] [CrossRef] [Green Version]
- Marchese, G.; Parizia, S.; Saboori, A.; Manfredi, D.; Lombardi, M.; Fino, P.; Ugues, D.; Biamino, S. The Influence of the Process Parameters on the Densification and Microstructure Development of Laser Powder Bed Fused Inconel 939. Metals 2020, 10, 882. [Google Scholar] [CrossRef]
- Kanagarajah, P.; Brenne, F.; Niendorf, T.; Maier, H.J. Inconel 939 processed by selective laser melting: Effect of microstructure and temperature on the mechanical properties under static and cyclic loading. Mater. Sci. Eng. A 2013, 588, 188–195. [Google Scholar] [CrossRef]
- Zhang, X.Q.; Chen, H.B.; Xu, L.M.; Xu, J.J.; Ren, X.K.; Chen, X.Q. Cracking mechanism and susceptibility of laser melting deposited Inconel 738 superalloy. Mater. Des. 2019, 183, 108105. [Google Scholar] [CrossRef]
- Muñiz-Lerma, J.A.; Tian, Y.; Wang, X.; Gauvin, R.; Brochu, M. Microstructure evolution of Inconel 738 fabricated by pulsed laser powder bed fusion. Prog. Addit. Manuf. 2019, 4, 97–107. [Google Scholar] [CrossRef]
- Ramakrishnan, A.; Dinda, G.P. Direct laser metal deposition of Inconel 738. Mater. Sci. Eng. A 2019, 740, 1–13. [Google Scholar] [CrossRef]
- Sotov, A.V.; Agapovichev, A.V.; Smelov, V.G.; Kokareva, V.V.; Dmitrieva, M.O.; Melnikov, A.A.; Golanov, S.P.; Anurov, Y.M. Investigation of the IN-738 superalloy microstructure and mechanical properties for the manufacturing of gas turbine engine nozzle guide vane by selective laser melting. Int. J. Adv. Manuf. Tech. 2020, 107, 2525–2535. [Google Scholar] [CrossRef]
- Seede, R.; Shoukr, D.; Zhang, B.; Whitt, A.; Gibbons, S.; Flater, P.; Elwany, A.; Arroyave, R.; Karaman, I. An ultra-high strength martensitic steel fabricated using selective laser melting additive manufacturing: Densification, microstructure, and mechanical properties. Acta Mater. 2020, 186, 199–214. [Google Scholar] [CrossRef]
- Boes, J.; Rottger, A.; Theisen, W.; Cui, C.; Uhlenwinkel, V.; Schulz, A.; Zoch, H.W.; Stern, F.; Tenkamp, J.; Walther, F. Gas atomization and laser additive manufacturing of nitrogen-alloyed martensitic stainless steel. Addit. Manuf. 2020, 34, 101379. [Google Scholar] [CrossRef]
- Saeidi, K.; Zapata, D.L.; Lofaj, F.; Kvetkova, L.; Olsen, J.; Shen, Z.J.; Akhtar, F. Ultra-high strength martensitic 420 stainless steel with high ductility. Addit. Manuf. 2019, 29, 100803. [Google Scholar] [CrossRef]
- Lu, Y.; Wu, S.; Gan, Y.; Huang, T.; Yang, C.; Junjie, L.; Lin, J. Study on the microstructure, mechanical property and residual stress of SLM Inconel-718 alloy manufactured by differing island scanning strategy. Opt. Laser Technol. 2015, 75, 197–206. [Google Scholar] [CrossRef]
- Valdez, M.; Kozuch, C.; Faierson, E.J.; Jasiuk, I. Induced porosity in Super Alloy 718 through the laser additive manufacturing process: Microstructure and mechanical properties. J. Alloys Compd. 2017, 725, 757–764. [Google Scholar] [CrossRef]
- Nadammal, N.; Mishurova, T.; Fritsch, T.; Serrano-Munoz, I.; Kromm, A.; Haberland, C.; Portella, P.D.; Bruno, G. Critical role of scan strategies on the development of microstructure, texture, and residual stresses during laser powder bed fusion additive manufacturing. Addit. Manuf. 2021, 38, 101792. [Google Scholar] [CrossRef]
- Withers, P.J.; Preuss, M.; Steuwer, A.; Pang, J.W.L. Methods for obtaining the strain-free lattice parameter when using diffraction to determine residual stress. J. Appl. Crystallogr. 2007, 40, 891–904. [Google Scholar] [CrossRef]
- Dixneit, J.; Kromm, A.; Boin, M.; Wimpory, R.C.; Kannengiesser, T.; Gibmeier, J.; Schroepfer, D. Residual stresses of LTT welds in large-scale components. Weld. World 2017, 61, 1089–1097. [Google Scholar] [CrossRef]
- Kromm, A. Evaluation of weld filler alloying concepts for residual stress engineering by means of Neutron and X-ray diffraction. Adv. Mater. Res. 2014, 996, 469–474. [Google Scholar] [CrossRef] [Green Version]
- Altenkirch, J.; Gibmeier, J.; Kromm, A.; Kannengiesser, T.; Nitschke-Pagel, T.; Hofmann, M. In situ study of structural integrity of low transformation temperature (LTT)-welds. Mater. Sci. Eng. A 2011, 528, 5566–5575. [Google Scholar] [CrossRef]
- Wang, Z.; Denlinger, E.; Michaleris, P.; Stoica, A.D.; Ma, D.; Beese, A.M. Residual stress mapping in Inconel 625 fabricated through additive manufacturing: Method for neutron diffraction measurements to validate thermomechanical model predictions. Mater. Des. 2017, 113, 169–177. [Google Scholar] [CrossRef] [Green Version]
- Spieß, L.; Teichert, G.; Schwarzer, R.; Behnken, H.; Genzel, C. Moderne Röntgenbeugung, 2nd ed.; Vieweg+Teubner Verlag: Wiesbaden, Germany, 2009. [Google Scholar] [CrossRef]
- Noyan, I.C.; Cohen, J.B. Residual Stress: Measurement by Diffraction and Interpretation; Springer: New York, NY, USA, 1987; p. x. 276p. [Google Scholar]
- Hauk, V.; Behnken, H. Structural and Residual Stress Analysis by Nondestructive Methods: Evaluation, Application, Assessment; Elsevier: Amsterdam, The Netherlands, 1997; p. xiv. 640p. [Google Scholar]
- Ye, T.; Li, L.X.; Liu, X.; Liu, W.H.; Guo, P.C.; Tang, X. Anisotropic deformation behavior of as-extruded 6063-T4 alloy under dynamic impact loading. Mater. Sci. Eng. A 2016, 666, 149–155. [Google Scholar] [CrossRef]
- You, Z.; Fu, H.; Qu, S.; Bao, W.; Lu, L. Revisiting anisotropy in the tensile and fracture behavior of cold-rolled 316L stainless steel with heterogeneous nano-lamellar structures. Nano Mater. Sci. 2020, 2, 72–79. [Google Scholar] [CrossRef]
- Charmi, A.; Falkenberg, R.; Avila, L.; Mohr, G.; Sommer, K.; Ulbricht, A.; Sprengel, M.; Neumann, R.S.; Skrotzki, B.; Evans, A. Mechanical anisotropy of additively manufactured stainless steel 316L: An experimental and numerical study. Mater. Sci. Eng. A 2021, 799, 140154. [Google Scholar] [CrossRef]
- Serrano-Munoz, I.; Fritsch, T.; Mishurova, T.; Trofimov, A.; Apel, D.; Ulbricht, A.; Kromm, A.; Hesse, R.; Evans, A.; Bruno, G. On the interplay of microstructure and residual stress in LPBF IN718. J. Mater. Sci. 2021, 56, 5845–5867. [Google Scholar] [CrossRef]
- Schröder, J.; Mishurova, T.; Fritsch, T.; Serrano-Munoz, I.; Evans, A.; Sprengel, M.; Klaus, M.; Genzel, C.; Schneider, J.; Bruno, G. On the influence of heat treatment on microstructure and mechanical behavior of laser powder bed fused Inconel 718. Mater. Sci. Eng. A 2021, 805, 140555. [Google Scholar] [CrossRef]
- Mishurova, T.; Bruno, G.; Evsevleev, S.; Sevostianov, I. Determination of macroscopic stress from diffraction experiments: A critical discussion. J. Appl. Phys. 2020, 128, 025103. [Google Scholar] [CrossRef]
- Bartlett, J.L.; Li, X. An overview of residual stresses in metal powder bed fusion. Addit. Manuf. 2019, 27, 131–149. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Acevedo, R.B.O.; Kantarowska, K.; Santos, E.C.; Fredel, M.C. Residual stress measurement techniques for Ti6Al4V parts fabricated using selective laser melting: State of the art review. Rapid Prototyp. J. 2020. [Google Scholar] [CrossRef]
- Fang, Z.C.; Wu, Z.L.; Huang, C.G.; Wu, C.W. Review on residual stress in selective laser melting additive manufacturing of alloy parts. Opt. Laser Technol. 2020, 129, 106283. [Google Scholar] [CrossRef]
- Mishurova, T.; Serrano-Munoz, I.; Fritsch, T.; Ulbricht, A.; Sprengel, M.; Evans, A.; Kromm, A.; Madia, M.; Bruno, G. A Critical Discussion on the Diffraction-Based Experimental Determination of Residual Stress in AM Parts. In Structural Integrity of Additive Manufactured Materials and Parts; Shamsaei, N., Seifi, M., Eds.; ASTM International: West Conshohocken, PA, USA, 2020; pp. 122–138. [Google Scholar] [CrossRef]
- Gloaguen, D.; Girault, B.; Courant, B.; Dubos, P.A.; Moya, M.J.; Edy, F.; Kornmeier, J.R. Study of Residual Stresses in Additively Manufactured Ti-6Al-4V by Neutron Diffraction Measurements. Metall. Mater. Trans. A 2020, 51, 951–961. [Google Scholar] [CrossRef]
- Vayre, B.; Vignat, F.; Villeneuve, F. Metallic additive manufacturing: State-of-the-art review and prospects. Mech. Ind. 2012, 13, 89–96. [Google Scholar] [CrossRef]
- Kumar, S.; Kruth, J.P. Effect of bronze infiltration into laser sintered metallic parts. Mater. Des. 2007, 28, 400–407. [Google Scholar] [CrossRef]
- Kruth, J.P.; Vandenbroucke, B.; Van Vaerenbergh, J.; Mercelis, P. Benchmarking of different SLS/SLM processes as rapid manufacturing techniques. In Proceedings of the International Conference Polymers & Moulds Innovations PMI, Gent, Belgium, 20–24 April 2005. [Google Scholar]
- Saboori, A.; Aversa, A.; Marchese, G.; Biamino, S.; Lombardi, M.; Fino, P. Application of Directed Energy Deposition-Based Additive Manufacturing in Repair. Appl. Sci. 2019, 9, 3316. [Google Scholar] [CrossRef] [Green Version]
- Onuike, B.; Bandyopadhyay, A. Additive manufacturing in repair: Influence of processing parameters on properties of Inconel 718. Mater. Lett. 2019, 252, 256–259. [Google Scholar] [CrossRef]
- Kruth, J.P.; Mercelis, P.; Van Vaerenbergh, J.; Froyen, L.; Rombouts, M. Binding mechanisms in selective laser sintering and selective laser melting. Rapid Prototyp. J. 2005, 11, 26–36. [Google Scholar] [CrossRef] [Green Version]
- Poprawe, R.; Loosen, P.; Hoffmann, H.-D. The future of high power laser techniques. In XVI International Symposium on Gas Flow, Chemical Lasers, and High-Power Lasers, Pts 1 and 2; International Society for Optics and Photonics: Bellingham, WA, USA, 2007; Volume 6346, p. 34602. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Everitt, N.M.; Ashcroft, I.; Tuck, C. Reducing porosity in AlSi10Mg parts processed by selective laser melting. Addit. Manuf. 2014, 1–4, 77–86. [Google Scholar] [CrossRef]
- Oliveira, J.P.; LaLonde, A.D.; Ma, J. Processing parameters in laser powder bed fusion metal additive manufacturing. Mater. Des. 2020, 193, 108762. [Google Scholar] [CrossRef]
- Buchbinder, D.; Meiners, W.; Pirch, N.; Wissenbach, K.; Schrage, J. Investigation on reducing distortion by preheating during manufacture of aluminum components using selective laser melting. J. Laser Appl. 2014, 26, 012004. [Google Scholar] [CrossRef]
- von Müller, A.; Schlick, G.; Neu, R.; Anstatt, C.; Klimkait, T.; Lee, J.; Pascher, B.; Schmitt, M.; Seidel, C. Additive manufacturing of pure tungsten by means of selective laser beam melting with substrate preheating temperatures up to 1000 degrees C. Nucl. Mater. Energy. 2019, 19, 184–188. [Google Scholar] [CrossRef]
- Mohr, G.; Altenburg, S.J.; Hilgenberg, K. Effects of inter layer time and build height on resulting properties of 316L stainless steel processed by laser powder bed fusion. Addit. Manuf. 2020, 32, 101080. [Google Scholar] [CrossRef]
- Vock, S.; Klöden, B.; Kirchner, A.; Weißgräber, T.; Kieback, B. Powders for powder bed fusion: A review. Prog. Addit. Manuf. 2019, 4, 383–397. [Google Scholar] [CrossRef] [Green Version]
- Mercelis, P.; Kruth, J.P. Residual stresses in selective laser sintering and selective laser melting. Rapid Prototyp. J. 2006, 12, 254–265. [Google Scholar] [CrossRef]
- Gu, D.D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2012, 57, 133–164. [Google Scholar] [CrossRef]
- Ruiz, J.E.; Cortina, M.; Arrizubieta, J.I.; Lamikiz, A. Study of the Influence of Shielding Gases on Laser Metal Deposition of Inconel 718 Superalloy. Materials 2018, 11, 1388. [Google Scholar] [CrossRef] [Green Version]
- Cortina, M.; Arrizubieta, J.I.; Ruiz, J.E.; Lamikiz, A.; Ukar, E. Design and manufacturing of a protective nozzle for highly reactive materials processing via Laser Material Deposition. Procedia CIRP 2018, 68, 387–392. [Google Scholar] [CrossRef]
- Arrizubieta, J.I.; Ruiz, J.E.; Martinez, S.; Ukar, E.; Lamikiz, A. Intelligent nozzle design for the Laser Metal Deposition process in the Industry 4.0. Procedia Manuf. 2017, 13, 1237–1244. [Google Scholar] [CrossRef]
- Bernhard, R.; Neef, P.; Eismann, T.; Wiche, H.; Hoff, C.; Hermsdorf, J.; Kaierle, S.; Wesling, V. Additive manufacturing of LMD nozzles for multi-material processing. Procedia CIRP 2020, 94, 336–340. [Google Scholar] [CrossRef]
- Gruber, S.; Grunert, C.; Riede, M.; Lopez, E.; Marquardt, A.; Brueckner, F.; Leyens, C. Comparison of dimensional accuracy and tolerances of powder bed based and nozzle based additive manufacturing processes. J. Laser Appl. 2020, 32, 032016. [Google Scholar] [CrossRef]
- Mahamood, R.M. Processing Parameters in Laser Metal Deposition Process. In Laser Metal Deposition Process of Metals, Alloys, and Composite Materials. Engineering Materials and Processes, 1st ed.; Springer: Cham, Switzerland, 2018. [Google Scholar] [CrossRef]
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B. Directed Energy Deposition Processes. In Additive Manufacturing Technologies: 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing; Springer: New York, NY, USA, 2015; pp. 245–268. [Google Scholar] [CrossRef]
- Withers, P.J.; Bhadeshia, H.K.D.H. Overview—Residual stress part 2—Nature and origins. Mater. Sci. Technol. 2001, 17, 366–375. [Google Scholar] [CrossRef]
- Withers, P.J.; Bhadeshia, H.K.D.H. Overview—Residual stress part 1—Measurement techniques. Mater. Sci. Technol. 2001, 17, 355–365. [Google Scholar] [CrossRef]
- Mo, F.J.; Sun, G.G.; Li, J.; Zhang, C.S.; Wang, H.; Chen, Y.; Liu, Z.; Yang, Z.K.; Li, H.J.; Yang, Z.L.; et al. Recent Progress of Residual Stress Distribution and Structural Evolution in Materials and Components by Neutron Diffraction Measurement at RSND. Quantum Beam Sci. 2018, 2, 15. [Google Scholar] [CrossRef] [Green Version]
- Patterson, A.E.; Messimer, S.L.; Farrington, P.A. Overhanging Features and the SLM/DMLS Residual Stresses Problem: Review and Future Research Need. Technologies 2017, 5, 15. [Google Scholar] [CrossRef]
- Nadammal, N.; Cabeza, S.; Mishurova, T.; Thiede, T.; Kromm, A.; Seyfert, C.; Farahbod, L.; Haberland, C.; Schneider, J.A.; Portella, P.D.; et al. Effect of hatch length on the development of microstructure, texture and residual stresses in selective laser melted superalloy Inconel 718. Mater. Des. 2017, 134, 139–150. [Google Scholar] [CrossRef]
- Wu, A.S.; Brown, D.W.; Kumar, M.; Gallegos, G.F.; King, W.E. An Experimental Investigation into Additive Manufacturing-Induced Residual Stresses in 316L Stainless Steel. Metall. Mater. Trans. A 2014, 45, 6260–6270. [Google Scholar] [CrossRef]
- Bagg, S.D.; Sochalski-Kolbus, L.M.; Bunn, J.R. The Effect of Laser Scan Strategy on Distortion and Residual Stresses of Arches Made With Selective Laser Melting. In Proceedings of the American Society for Precision Engineering (ASPE), Raleigh, NC, USA, 27–30 June 2016. [Google Scholar]
- Schmidt, M.; Merklein, M.; Bourell, D.; Dimitrov, D.; Hausotte, T.; Wegener, K.; Overmeyer, L.; Vollertsen, F.; Levy, G.N. Laser based additive manufacturing in industry and academia. CIRP Ann.-Manuf. Technol. 2017, 66, 561–583. [Google Scholar] [CrossRef]
- Vastola, G.; Zhang, G.; Pei, Q.X.; Zhang, Y.W. Controlling of residual stress in additive manufacturing of Ti6Al4V by finite element modeling. Addit. Manuf. 2016, 12, 231–239. [Google Scholar] [CrossRef]
- Ulbricht, A.; Altenburg, S.J.; Sprengel, M.; Sommer, K.; Mohr, G.; Fritsch, T.; Mishurova, T.; Serrano-Munoz, I.; Evans, A.; Hofmann, M.; et al. Separation of the Formation Mechanisms of Residual Stresses in LPBF 316L. Metals 2020, 10, 1234. [Google Scholar] [CrossRef]
- Serrano-Munoz, I.; Evans, A.; Mishurova, T.; Sprengel, M.; Pirling, T.; Kromm, A.; Bruno, G. The Importance of Subsurface Residual Stress in Laser Powder Bed Fusion IN718. Adv. Eng. Mater. 2021, 2100895. [Google Scholar] [CrossRef]
- Pant, P.; Proper, S.; Luzin, V.; Sjostrom, S.; Simonsson, K.; Moverare, J.; Hosseini, S.; Pacheco, V.; Peng, R.L. Mapping of residual stresses in as-built Inconel 718 fabricated by laser powder bed fusion: A neutron diffraction study of build orientation influence on residual stresses. Addit. Manuf. 2020, 36, 101501. [Google Scholar] [CrossRef]
- Thiede, T.; Cabeza, S.; Mishurova, T.; Nadammal, N.; Kromm, A.; Bode, J.; Haberland, C.; Bruno, G. Residual stress in selective laser melted Inconel 718: Influence of the removal from base plate and deposition hatch length. Mater. Perform. Charact. 2018, 7, 717–735. [Google Scholar] [CrossRef]
- Mishurova, T.; Cabeza, S.; Thiede, T.; Nadammal, N.; Kromm, A.; Klaus, M.; Genzel, C.; Haberland, C.; Bruno, G. The influence of the support structure on residual stress and distortion in SLM Inconel 718 parts. Metall. Mater. Trans. A 2018, 49, 3038–3046. [Google Scholar] [CrossRef] [Green Version]
- Casavola, C.; Campanelli, S.L.; Pappalettere, C. Preliminary investigation on distribution of residual stress generated by the selective laser melting process. J. Strain Anal. Eng. Des. 2009, 44, 93–104. [Google Scholar] [CrossRef]
- Zaeh, M.F.; Branner, G. Investigations on residual stresses and deformations in selective laser melting. Prod. Eng. 2010, 4, 35–45. [Google Scholar] [CrossRef]
- Moat, R.J.; Pinkerton, A.J.; Li, L.; Withers, P.J.; Preuss, M. Residual stresses in laser direct metal deposited Waspaloy. Mater. Sci. Eng. A 2011, 528, 2288–2298. [Google Scholar] [CrossRef]
- Kruth, J.-P.; Deckers, J.; Yasa, E.; Wauthlé, R. Assessing and comparing influencing factors of residual stresses in selective laser melting using a novel analysis method. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2012, 226, 980–991. [Google Scholar] [CrossRef]
- Liu, Y.; Yang, Y.; Wang, D. A study on the residual stress during selective laser melting (SLM) of metallic powder. Int. J. Adv. Manuf. Technol. 2016, 87, 647–656. [Google Scholar] [CrossRef]
- Cheng, B.; Shrestha, S.; Chou, K.V. Stress and deformation evaluations of scanning strategy effect in selective laser melting. Addit. Manuf. 2016, 12, 240–251. [Google Scholar] [CrossRef]
- Attallah, M.M.; Jennings, R.; Wang, X.; Carter, L.N. Additive manufacturing of Ni-based superalloys: The outstanding issues. MRS Bull. 2016, 41, 758–764. [Google Scholar] [CrossRef]
- Ghasri-Khouzani, M.; Peng, H.; Rogge, R.; Attardo, R.; Ostiguy, P.; Neidig, J.; Billo, R.; Hoelzle, D.; Shankar, M.R. Experimental measurement of residual stress and distortion in additively manufactured stainless steel components with various dimensions. Mater. Sci. Eng. A 2017, 707, 689–700. [Google Scholar] [CrossRef]
- Lu, J.; Society for Experimental Mechanics (U.S.). Handbook of Measurement of Residual Stresses; Fairmont Press: Lilburn, GA, USA; Prentice Hall PTR: Upper Saddle River, NJ, USA, 1996; p. xv. 238p. [Google Scholar]
- Bragg, W.H.; Bragg, W.L. The reflection of X-rays by crystals. Proc. R. Soc. Lond. A 1913, 88, 428–438. [Google Scholar] [CrossRef]
- Hutchings, M.T.; Withers, P.J.; Holden, T.M.; Lorentzen, T. Introduction to the Characterization of Residual Stress by Neutron Diffraction; CRC Press Taylor & Francis Group: Boca Raton, FL, USA, 2005. [Google Scholar] [CrossRef]
- DIN-EN-15305. Non-Destructive Testing—Test Method for Residual Stress Analysis by X-ray Diffraction; German Institute for Standardization: Berlin, Germany, 2019. [Google Scholar] [CrossRef]
- Mishurova, T.; Artzt, K.; Haubrich, J.; Requena, G.; Bruno, G. Exploring the Correlation between Subsurface Residual Stresses and Manufacturing Parameters in Laser Powder Bed Fused Ti-6Al-4V. Metals 2019, 9, 261. [Google Scholar] [CrossRef] [Green Version]
- Genzel, C. Formalism for the Evaluation of Strongly Nonlinear Surface Stress-Fields by X-Ray-Diffraction Performed in the Scattering Vector Mode. Phys. Status Solidi A 1994, 146, 629–637. [Google Scholar] [CrossRef]
- Genzel, C.; Denks, I.A.; Gibmeler, J.; Klaus, M.; Wagener, G. The materials science synchrotron beamline EDDI for energy-dispersive diffraction analysis. Nucl. Instrum. Meth. A 2007, 578, 23–33. [Google Scholar] [CrossRef]
- Giessen, B.C.; Gordon, G.E. X-ray Diffraction—New High-Speed Technique Based on X-ray Spectrography. Science 1968, 159, 973–975. [Google Scholar] [CrossRef]
- Apel, D.; Klaus, M.; Genzel, M.; Genzel, C. Rietveld-based energy-dispersive residual stress evaluation: Analysis of complex stress fields σij(z). J. Appl. Crystallogr. 2014, 47, 511–526. [Google Scholar] [CrossRef] [Green Version]
- Hollmann, A.; Meixner, M.; Klaus, M.; Genzel, C. Concepts for nondestructive and depth-resolved X-ray residual stress analysis in the near-surface region of nearly single crystalline materials with mosaic structure. J. Appl. Crystallogr. 2021, 54, 22–31. [Google Scholar] [CrossRef]
- Webster, G.A.; Wimpory, R.C. Non-destructive measurement of residual stress by neutron diffraction. J. Mater. Process. Technol. 2001, 117, 395–399. [Google Scholar] [CrossRef]
- Kolbus, L.; Payzant, E.; Cornwell, P.; Watkins, T.; Babu, S.; Dehoff, R.; Lorenz, M.; Ovchinnikova, O.; Duty, C. Comparison of Residual Stresses in Inconel 718 Simple Parts Made by Electron Beam Melting and Direct Laser Metal Sintering. Metall. Mater. Trans. A 2015, 46, 1419–1432. [Google Scholar] [CrossRef]
- Liu, W.C.; Yao, M.; Chen, Z.L.; Wang, S.G. Niobium segregation in Inconel 718. J. Mater. Sci. 1999, 34, 2583–2586. [Google Scholar] [CrossRef]
- Bobbio, L.D.; Bocklund, B.; Otis, R.; Borgonia, J.P.; Dillon, R.P.; Shapiro, A.A.; McEnerney, B.; Liu, Z.K.; Beese, A.M. Characterization of a functionally graded material of Ti-6Al-4V to 304L stainless steel with an intermediate V section. J. Alloys Compd. 2018, 742, 1031–1036. [Google Scholar] [CrossRef]
- Carroll, B.E.; Otis, R.A.; Borgonia, J.P.; Suh, J.O.; Dillon, R.P.; Shapiro, A.A.; Hofmann, D.C.; Liu, Z.K.; Beese, A.M. Functionally graded material of 304L stainless steel and inconel 625 fabricated by directed energy deposition: Characterization and thermodynamic modeling. Acta Mater. 2016, 108, 46–54. [Google Scholar] [CrossRef] [Green Version]
- Serrano-Munoz, I.; Ulbricht, A.; Fritsch, T.; Mishurova, T.; Kromm, A.; Hofmann, M.; Wimpory, R.C.; Evans, A.; Bruno, G. Scanning Manufacturing Parameters Determining the Residual Stress State in LPBF IN718 Small Parts. Adv. Eng. Mater. 2021, 23, 2100158. [Google Scholar] [CrossRef]
- Bayerlein, F.; Bodensteiner, F.; Zeller, C.; Hofmann, M.; Zaeh, M.F. Transient development of residual stresses in laser beam melting—A neutron diffraction study. Addit. Manuf. 2018, 24, 587–594. [Google Scholar] [CrossRef]
- Syed, A.K.; Ahmad, B.; Guo, H.; Machry, T.; Eatock, D.; Meyer, J.; Fitzpatrick, M.E.; Zhang, X. An experimental study of residual stress and direction-dependence of fatigue crack growth behaviour in as-built and stress-relieved selective-laser-melted Ti6Al4V. Mater. Sci. Eng. A 2019, 755, 246–257. [Google Scholar] [CrossRef]
- Brown, D.W.; Bernardin, J.D.; Carpenter, J.S.; Clausen, B.; Spernjak, D.; Thompson, J.M. Neutron diffraction measurements of residual stress in additively manufactured stainless steel. Mater. Sci. Eng. A 2016, 678, 291–298. [Google Scholar] [CrossRef] [Green Version]
- Woo, W.; Kim, D.-K.; Kingston, E.J.; Luzin, V.; Salvemini, F.; Hill, M.R. Effect of interlayers and scanning strategies on through-thickness residual stress distributions in additive manufactured ferritic-austenitic steel structure. Mater. Sci. Eng. A 2019, 744, 618–629. [Google Scholar] [CrossRef]
- Pratt, P.; Felicelli, S.D.; Wang, L.; Hubbard, C.R. Residual Stress Measurement of Laser-Engineered Net Shaping AISI 410 Thin Plates Using Neutron Diffraction. Metall. Mater. Trans. A 2008, 39, 3155–3163. [Google Scholar] [CrossRef]
- Cottam, R.; Wang, J.; Luzin, V. Characterization of microstructure and residual stress in a 3D H13 tool steel component produced by additive manufacturing. J. Mater. Res. 2014, 29, 1978–1986. [Google Scholar] [CrossRef]
- Hosford, W.F. Mechanical Behavior of Materials; Cambridge University Press: Cambridge, UK; New York, NY, USA, 2005; p. xx. 425p. [Google Scholar]
- An, K.; Yuan, L.; Dial, L.; Spinelli, I.; Stoica, A.D.; Gao, Y. Neutron residual stress measurement and numerical modeling in a curved thin-walled structure by laser powder bed fusion additive manufacturing. Mater. Des. 2017, 135, 122–132. [Google Scholar] [CrossRef]
- Fritsch, T.; Sprengel, M.; Evans, A.; Farahbod-Sternahl, L.; Saliwan-Neumann, R.; Hofmann, M.; Bruno, G. On the determination of residual stresses in additively manufactured lattice structures. J. Appl Crystallogr. 2021, 54, 228–236. [Google Scholar] [CrossRef] [PubMed]
- Vrancken, B. Study of Residual Stresses in Selective Laser Melting; KU Leuven: Leuven, Belgium, 2016. [Google Scholar]
- Zener, C.M. Elasticity and Anelasticity of Metals; University of Chicago Press: Chicago, IL, USA, 1948; p. x. 170p. [Google Scholar]
- Ranganathan, S.I.; Ostoja-Starzewski, M. Universal elastic anisotropy index. Phys. Rev. Lett. 2008, 101, 055504. [Google Scholar] [CrossRef] [Green Version]
- Kube, C.M. Elastic anisotropy of crystals. AIP Adv. 2016, 6, 095209. [Google Scholar] [CrossRef]
- Ledbetter, H.; Migliori, A. A general elastic-anisotropy measure. J. Appl. Phys. 2006, 100, 063516. [Google Scholar] [CrossRef]
- Chung, D.H.; Buessem, W.R. Elastic Anisotropy of Crystals. J. Appl. Phys. 1967, 38, 2010–2012. [Google Scholar] [CrossRef]
- Heldmann, A.; Hoelzel, M.; Hofmann, M.; Gan, W.M.; Schmahl, W.W.; Griesshaber, E.; Hansen, T.; Schell, N.; Petry, W. Diffraction-based determination of single-crystal elastic constants of polycrystalline titanium alloys. J. Appl. Crystallogr. 2019, 52, 1144–1156. [Google Scholar] [CrossRef] [Green Version]
- Dieter, G.E. Mechanical Metallurgy, 3rd ed.; McGraw-Hill: New York, NY, USA, 1986; p. xxiii. 751p. [Google Scholar]
- Tallon, J.L.; Wolfenden, A. Temperature-Dependence of the Elastic-Constants of Aluminum. J. Phys. Chem. Solids 1979, 40, 831–837. [Google Scholar] [CrossRef]
- Kamm, G.N.; Alers, G.A. Low-Temperature Elastic Moduli of Aluminum. J. Appl. Phys. 1964, 35, 327–330. [Google Scholar] [CrossRef]
- Sutton, P.M. The Variation of the Elastic Constants of Crystalline Aluminum with Temperature between 63-Degrees-K and 773-Degrees-K. Phys. Rev. 1953, 91, 816–821. [Google Scholar] [CrossRef]
- Goens, E. The main resilience constants of monocrystal of cooper, gold and lead. Phys. Z. 1936, 37, 321–326. [Google Scholar]
- Lazarus, D. The Variation of the Adiabatic Elastic Constants of Kcl, Nacl, Cuzn, Cu, and Al with Pressure to 10,000 Bars. Phys. Rev. 1949, 76, 545–553. [Google Scholar] [CrossRef]
- Schmunk, R.E.; Smith, C.S. Pressure Derivatives of the Elastic Constants of Aluminum and Magnesium. J. Phys. Chem. Solids 1959, 9, 100–112. [Google Scholar] [CrossRef]
- Wang, Z.; Stoica, A.D.; Ma, D.; Beese, A.M. Diffraction and single-crystal elastic constants of Inconel 625 at room and elevated temperatures determined by neutron diffraction. Mater. Sci. Eng. A 2016, 674, 406–412. [Google Scholar] [CrossRef] [Green Version]
- Haldipur, P.; Margetan, F.J.; Thompson, R.B. Estimation of single-crystal elastic constants from ultrasonic measurements on polycrystalline specimens. AIP 2004, 700, 1061–1068. [Google Scholar] [CrossRef]
- Martin, G.; Ochoa, N.; Sai, K.; Herve-Luanco, E.; Cailletaud, G. A multiscale model for the elastoviscoplastic behavior of Directionally Solidified alloys: Application to FE structural computations. Int. J. Solids Struct. 2014, 51, 1175–1187. [Google Scholar] [CrossRef]
- Jothi, S.; Merzlikin, S.V.; Croft, T.N.; Andersson, J.; Brown, S.G.R. An investigation of micro-mechanisms in hydrogen induced cracking in nickel-based superalloy 718. J. Alloys Compd. 2016, 664, 664–681. [Google Scholar] [CrossRef] [Green Version]
- Kikuchi, M. Elastic Anisotropy and Its Temperature Dependence of Single-Crystals and Polycrystal of 18-12 Type Stainless-Steel. Trans. Jpn. Inst. Met. 1971, 12, 417–421. [Google Scholar] [CrossRef] [Green Version]
- Bradfield, G. Comparison of Elastic Anisotropy of 2 Austenitic Steels. J. Iron Steel Inst. 1964, 202, 616. [Google Scholar]
- Mangalick, M.C.; Fiore, N.F. Orientation Dependence of Dislocation Damping and Elastic Constants in Fe-18cr-Ni Single Crystals. Trans. Metall. Soc. AIME 1968, 242, 2363. [Google Scholar]
- Voigt, W. Ueber die Beziehung zwischen den beiden Elasticitätsconstanten isotroper Körper. Ann. Phys. 1889, 274, 573–587. [Google Scholar] [CrossRef] [Green Version]
- Reuss, A. Account of the liquid limit of mixed crystals on the basis of the plasticity condition for single crystal. Z. Angew. Math. Mech. 1929, 9, 49–58. [Google Scholar] [CrossRef]
- Eshelby, J.D. The Determination of the Elastic Field of an Ellipsoidal Inclusion, and Related Problems. Proc. R. Soc. Lond. Ser. A-Math. Phys. Sci. 1957, 241, 376–396. [Google Scholar] [CrossRef]
- Kröner, E. Berechnung Der Elastischen Konstanten Des Vielkristalls Aus Den Konstanten Des Einkristalls. Z. Fur Phys. 1958, 151, 504–518. [Google Scholar] [CrossRef]
- Holden, T.M.; Holt, R.A.; Clarke, A.P. Intergranular strains in Inconel-600 and the impact on interpreting stress fields in beat steam-generator tubing. Mater. Sci. Eng. A 1998, 246, 180–198. [Google Scholar] [CrossRef]
- Wagner, J.N.; Hofmann, M.; Wimpory, R.; Krempaszky, C.; Stockinger, M. Microstructure and temperature dependence of intergranular strains on diffractometric macroscopic residual stress analysis. Mater. Sci. Eng. A 2014, 618, 271–279. [Google Scholar] [CrossRef]
- Daymond, M.R.; Bouchard, P.J. Elastoplastic deformation of 316 stainless steel under tensile loading at elevated temperatures. Metall. Mater. Trans. A-Phys. Metall. Mater. Sci. 2006, 37, 1863–1873. [Google Scholar] [CrossRef]
- Dölle, H.; Hauk, V. Influence of Mechanical Anisotropy of Polycrystal (Texture) Upon Stress Evaluation by Means of X-rays. Z. Fur Met. 1978, 69, 410–417. [Google Scholar]
- Slim, M.F.; Alhussein, A.; Zgheib, E.; Francois, M. Determination of single-crystal elasticity constants of the beta phase in a multiphase tungsten thin film using impulse excitation technique, X-ray diffraction and micro-mechanical modeling. Acta Mater. 2019, 175, 348–360. [Google Scholar] [CrossRef]
- Brakman, C.M. Diffraction Elastic-Constants of Textured Cubic Materials—The Voigt Model Case. Philos. Mag. A-Phys. Condens. Matter Struct. Defects Mech. Prop. 1987, 55, 39–58. [Google Scholar] [CrossRef]
- Welzel, U.; Mittemeijer, E.J. Diffraction stress analysis of macroscopically elastically anisotropic specimens: On the concepts of diffraction elastic constants and stress factors. J. Appl. Phys. 2003, 93, 9001–9011. [Google Scholar] [CrossRef]
- Welzel, U.; Ligot, J.; Lamparter, P.; Vermeulen, A.C.; Mittemeijer, E.J. Stress analysis of polycrystalline thin films and surface regions by X-ray diffraction. J. Appl. Crystallogr. 2005, 38, 1–29. [Google Scholar] [CrossRef]
- Welzel, U.; Freour, S.; Kumar, A.; Mittemeijer, E.J. Diffraction stress analysis using direction dependent grain-interaction models. Mater. Sci. Forum 2005, 490–491, 7–12. [Google Scholar] [CrossRef] [Green Version]
- Gnäupel-Herold, T.; Creuziger, A.A.; Iadicola, M. A model for calculating diffraction elastic constants. J. Appl. Crystallogr. 2012, 45, 197–206. [Google Scholar] [CrossRef]
- Wu, T.T. The effect of inclusion shape on the elastic moduli of a two-phase material. Int. J. Solids Scrut. 1966, 2, 1–8. [Google Scholar] [CrossRef]
- Zhang, X.X.; Lutz, A.; Andrä, H.; Lahres, M.; Gan, W.M.; Maawad, E.; Emmelmann, C. Evolution of microscopic strains, stresses, and dislocation density during in-situ tensile loading od additively manufactured AlSi10Mg. Int. J. Plast. 2021, 139, 102946. [Google Scholar] [CrossRef]
- Chen, W.; Voisin, T.; Zhang, Y.; Florien, J.B.; Spadaccini, C.M.; McDowell, D.L.; Zhu, T.; Wang, Y.M. Microscale residual stresses in additively manufactured stainless steel. Nat. Commun. 2019, 10, 4338. [Google Scholar] [CrossRef] [Green Version]
- Zhang, D.C.; Wang, L.Y.; Zhang, H.; Maldar, A.; Zhu, G.M.; Chen, W.; Park, J.S.; Wang, J.; Zeng, X.Q. Effect of heat treatment on the tensile behavior of selective laser melted Ti-6Al-4V by in situ X-ray characterization. Acta Mater. 2020, 189, 93–104. [Google Scholar] [CrossRef]
- Mishurova, T.; Artzt, K.; Haubrich, J.; Evsevleev, S.; Evans, A.; Meixner, M.; Munoz, I.S.; Sevostianov, I.; Requena, G.; Bruno, G. Connecting Diffraction-Based Strain with Macroscopic Stresses in Laser Powder Bed Fused Ti-6Al-4V. Metall. Mater. Trans. A 2020, 51, 3194–3204. [Google Scholar] [CrossRef] [Green Version]
- Klaus, M.; Genzel, C. Reassessment of evaluation methods for the analysis of near-surface residual stress fields using energy-dispersive diffraction. J. Appl. Crystallogr. 2019, 52, 94–105. [Google Scholar] [CrossRef]
- Aba-Perea, P.E.; Pirling, T.; Withers, P.J.; Kelleher, J.; Kabra, S.; Preuss, M. Determination of the high temperature elastic properties and diffraction elastic constants of Ni-base superalloys. Mater. Des. 2016, 89, 856–863. [Google Scholar] [CrossRef]
- Song, J.; Wu, W.; Zhang, L.; He, B.; Lu, L.; Ni, X.; Long, Q.; Zhu, G. Role of scanning strategy on residual stress distribution in Ti-6Al-4V alloy prepared by selective laser melting. Optik 2018, 170, 342–352. [Google Scholar] [CrossRef]
- Anderson, L.S.; Venter, A.M.; Vrancken, B.; Marais, D.; van Humbeeck, J.; Becker, T.H. Investigating the Residual Stress Distribution in Selective Laser Melting Produced Ti-6Al-4V using Neutron Diffraction. Mater. Res. Proc. 2018, 4, 73–78. [Google Scholar] [CrossRef] [Green Version]
- Wang, L.; Felicelli, S.D.; Pratt, P. Residual stresses in LENS-deposited AISI 410 stainless steel plates. Mater. Sci. Eng. A 2008, 496, 234–241. [Google Scholar] [CrossRef]
- Lesyk, D.A.; Martinez, S.; Mordyuk, B.N.; Dzhemelinskyi, V.V.; Lamikiz, A.; Prokopenko, G.I. Post-processing of the Inconel 718 alloy parts fabricated by selective laser melting: Effects of mechanical surface treatments on surface topography, porosity, hardness and residual stress. Surf. Coat. Tech. 2020, 381, 125136. [Google Scholar] [CrossRef]
- Li, L.; Pan, T.; Zhang, X.C.; Chen, Y.T.; Cui, W.Y.; Yan, L.; Liou, F. Deformations and stresses prediction of cantilever structures fabricated by selective laser melting process. Rapid Prototyp. J. 2021, 27, 453–464. [Google Scholar] [CrossRef]
- van Zyl, I.; Yadroitsava, I.; Yadroitsev, I. Residual Stress in Ti6al4v Objects Produced by Direct Metal Laser Sintering. S. Afr. J. Ind. Eng. 2016, 27, 134–141. [Google Scholar] [CrossRef]
- Shah, K.; Haq, I.U.; Shah, S.A.; Khan, F.U.; Khan, M.T.; Khan, S. Experimental Study of Direct Laser Deposition of Ti-6Al-4V and Inconel 718 by Using Pulsed Parameters. Sci. World J. 2014, 2014, 841549. [Google Scholar] [CrossRef]
- Levkulich, N.C.; Semiatin, S.L.; Gockel, J.E.; Middendorf, J.R.; DeWald, A.T.; Klingbeil, N.W. The effect of process parameters on residual stress evolution and distortion in the laser powder bed fusion of Ti-6Al-4V. Addit. Manuf. 2019, 28, 475–484. [Google Scholar] [CrossRef]
- Serrano-Munoz, I.; Mishurova, T.; Thiede, T.; Sprengel, M.; Kromm, A.; Nadammal, N.; Nolze, G.; Saliwan-Neumann, R.; Evans, A.; Bruno, G. The residual stress in as-built Laser Powder Bed Fusion IN718 alloy as a consequence of the scanning strategy induced microstructure. Sci. Rep. 2020, 10, 14645. [Google Scholar] [CrossRef]
- Mishurova, T.; Artzt, K.; Haubrich, J.; Requena, G.; Bruno, G. New aspects about the search for the most relevant parameters optimizing SLM materials. Addit. Manuf. 2019, 25, 325–334. [Google Scholar] [CrossRef]
- Rangaswamy, P.; Griffith, M.L.; Prime, M.B.; Holden, T.M.; Rogge, R.B.; Edwards, J.M.; Sebring, R.J. Residual stresses in LENS® components using neutron diffraction and contour method. Mater. Sci. Eng. A 2005, 399, 72–83. [Google Scholar] [CrossRef]
- Rangaswamy, P.; Holden, T.M.; Rogge, R.B.; Griffith, M.L. Residual stresses in components formed by the laserengineered net shaping (LENS®) process. J. Strain Anal. Eng. Des. 2003, 38, 519–527. [Google Scholar] [CrossRef]
- Vrancken, B.; Wauthle, R.; Kruth, J.-P.; Humbeeck, J. Study of the influence of material properties on residual stress in selective laser melting. In Proceedings of the 24th International SFF Symposium: An Additive Manufacturing Conference, Austin, TX, USA, 12–14 August 2013; pp. 393–407. [Google Scholar]
- Clausen, B.; Leffers, T.; Lorentzen, T. On the proper selection of reflections for the measurement of bulk residual stresses by diffraction methods. Acta Mater. 2003, 51, 6181–6188. [Google Scholar] [CrossRef]
- Daymond, M.R.; Bourke, M.A.M.; VonDreele, R.B.; Clausen, B.; Lorentzen, T. Use of Rietveld refinement for elastic macrostrain determination and for evaluation of plastic strain history from diffraction spectra. J. Appl. Phys. 1997, 82, 1554–1562. [Google Scholar] [CrossRef]
- Dye, D.; Stone, H.J.; Reed, R.C. Intergranular and interphase microstresses. Curr. Opin. Solid State Mater. Sci. 2001, 5, 31–37. [Google Scholar] [CrossRef]
- Clausen, B.; Lorentzen, T.; Leffers, T. Self-consistent modelling of the plastic deformation of FCC polycrystals and its implications for diffraction measurements of internal stresses. Acta Mater. 1998, 46, 3087–3098. [Google Scholar] [CrossRef]
- Daymond, M.R.; Tome, C.N.; Bourke, M.A.M. Measured and predicted intergranular strains in textured austenitic steel. Acta Mater. 2000, 48, 553–564. [Google Scholar] [CrossRef]
- ISO-21432. Non-Destructive Tesing—Standard Test Method for Determining Residual Stresses by Neutron Diffraction; International Organization for Standardization: Geneva, Switzerland, 2019. [Google Scholar] [CrossRef]
- Choo, H.; Koehler, M.R.; White, L.P.; Ren, Y.; Morin, D.; Garlea, E. Influence of defect characteristics on tensile deformation of an additively manufactured stainless steel: Evolutions of texture and intergranular strain. Mater. Sci. Eng. A 2020, 791, 139637. [Google Scholar] [CrossRef]
- Clausen, B.; Lorentzen, T.; Bourke, M.A.M.; Daymond, M.R. Lattice strain evolution during uniaxial tensile loading of stainless steel. Mater. Sci. Eng. A 1999, 259, 17–24. [Google Scholar] [CrossRef]
- Wang, Y.M.; Voisin, T.; McKeown, J.T.; Ye, J.C.; Calta, N.P.; Li, Z.; Zeng, Z.; Zhang, Y.; Chen, W.; Roehling, T.T.; et al. Additively manufactured hierarchical stainless steels with high strength and ductility. Nat. Mater. 2018, 17, 63–71. [Google Scholar] [CrossRef] [Green Version]
- Warwick, J.L.W.; Coakley, J.; Raghunathan, S.L.; Tailing, R.J.; Dye, D. Effect of texture on load partitioning in Ti-6Al-4V. Acta Mater. 2012, 60, 4117–4127. [Google Scholar] [CrossRef]
- Stapleton, A.M.; Raghunathan, S.L.; Bantounas, I.; Stone, H.J.; Lindley, T.C.; Dye, D. Evolution of lattice strain in Ti-6Al-4V during tensile loading at room temperature. Acta Mater. 2008, 56, 6186–6196. [Google Scholar] [CrossRef]
- Cho, J.R.; Dye, D.; Conlon, K.T.; Daymond, M.R.; Reed, R.C. Intergranular strain accumulation in a near-alpha titanium alloy during plastic deformation. Acta Mater. 2002, 50, 4847–4864. [Google Scholar] [CrossRef]
- Voisin, T.; Calta, N.P.; Khairallah, S.A.; Forien, J.B.; Balogh, L.; Cunningham, R.W.; Rollett, A.D.; Wang, Y.M. Defects-dictated tensile properties of selective laser melted Ti-6Al-4V. Mater. Des. 2018, 158, 113–126. [Google Scholar] [CrossRef]
- Vallejos, J.M.; Barriobero-Vila, P.; Gussone, J.; Haubrich, J.; Kelm, K.; Stark, A.; Schell, N.; Requena, G. In Situ High-Energy Synchrotron X-Ray Diffraction Reveals the Role of Texture on the Activation of Slip and Twinning during Deformation of Laser Powder Bed Fusion Ti-6Al-4V. Adv. Eng. Mater. 2021, 2001556. [Google Scholar] [CrossRef]
- Sangid, M.D.; Book, T.A.; Naragani, D.; Rotella, J.; Ravi, P.; Finch, A.; Kenesei, P.; Park, J.-S.; Sharma, H.; Almer, J.; et al. Role of heat treatment and build orientation in the microstructure sensitive deformation characteristics of IN718 produced via SLM additive manufacturing. Addit. Manuf. 2018, 22, 479–496. [Google Scholar] [CrossRef]
- Capek, J.; Polatidis, E.; Knapek, M.; Lyphout, C.; Casati, N.; Pederson, R.; Strobl, M. The Effect of γ” and δ Phase Precipitation on the Mechanical Properties of Inconel 718 Manufactured by Selective Laser Melting: An In Situ Neutron Diffraction and Acoustic Emission Study. JOM 2021, 73, 223–232. [Google Scholar] [CrossRef]
- Brown, D.W.; Adams, D.P.; Balogh, L.; Carpenter, J.S.; Clausen, B.; King, G.; Reedlunn, B.; Palmer, T.A.; Maguire, M.C.; Vogel, S.C. In Situ Neutron Diffraction Study of the Influence of Microstructure on the Mechanical Response of Additively Manufactured 304L Stainless Steel. Metall. Mater. Trans. A 2017, 48, 6055–6069. [Google Scholar] [CrossRef]
- Zhang, X.X.; Andra, H.; Harjo, S.; Gong, W.; Kawasaki, T.; Lutz, A.; Lahres, M. Quantifying internal strains, stresses, and dislocation density in additively manufactured AlSi10Mg during loading-unloading-reloading deformation. Mater. Des. 2021, 198, 109339. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Method | Advantages | Disadvantages | References |
|---|---|---|---|
| Cubes/ matchsticks |
|
| [79,82,103,109,110,112] |
| Comb/arrays |
| Same as Cubes/matchsticks and:
| [31,46,80,81,91,111] |
| Stress balance |
|
| [80,81,86,103,107,113] |
| Feedstock powder |
|
| [82,103,107] |
| Powder filings |
|
| [82,107] |
| Sin2ψ |
|
| [38,82] |
| Material | Crystal Structure | C11 | C12 | C44 | C33 | C13 | Ref. | AZ | AL [∙10−2] |
|---|---|---|---|---|---|---|---|---|---|
| Aluminium | FCC | 108.2 | 61.3 | 28.5 | - | - | [124] | 1.2 | 2.04 |
| 107.9 | 60.4 | 28.6 | - | - | [125] | 1.2 | 1.85 | ||
| 106.8 | 60.7 | 28.2 | - | - | [126] | 1.2 | 2.18 | ||
| 112.4 | 66.3 | 27.7 | - | - | [127] | 1.2 | 1.81 | ||
| 108.2 | 62.2 | 28.4 | - | - | [128] | 1.2 | 2.38 | ||
| 105.6 | 63.9 | 28.5 | - | - | [129] | 1.4 | 5.22 | ||
| 107.3 | 60.9 | 28.3 | - | - | [130] | 1.2 | 2.12 | ||
| Average | 108.1 | 62.2 | 28.3 | - | - | - | 1.2 | 2.35 | |
| Ti6Al4V | HCP | 150 | 83 | 42 | 137 | 53 | [123] | - | 5.67 |
| Inconel 625 | FCC | 243.3 | 156.7 | 117.8 | - | - | [131] | 2.7 | 51.88 |
| Inconel 718 | FCC | 240.9 | 140.5 | 105.7 | - | - | [132] | 2.1 | 29.17 |
| 259.6 | 179 | 109.6 | - | - | [133] | 2.7 | 51.85 | ||
| 231.2 | 145.1 | 117.2 | - | - | [134] | 2.7 | 51.95 | ||
| Average | 243.9 | 154.9 | 110.8 | - | - | - | 2.5 | 43.36 | |
| 316L | FCC | 191.2 | 117.9 | 138.6 | - | - | [135] | 3.8 | 89.33 |
| 215.9 | 144.6 | 128.9 | - | - | [136] | 3.6 | 83.72 | ||
| 198 | 125 | 122 | - | - | [137] | 3.3 | 71.38 | ||
| Average | 204.4 | 131.8 | 128.8 | - | - | - | 3.6 | 81.41 |
| Material | Process | Condition | E200 | E311 | E420 | E220 | E331 | E111 | Ref. | |
|---|---|---|---|---|---|---|---|---|---|---|
| AlSi10Mg | LPBF | As built tension | 66 | 68 | - | 71 | - | 73 | [153] | |
| IN625 | LMD | As built compression | 123 | 156 | 169 | 210 | 219 | 278 | [131] | |
| IN718 | LPBF | FHT * tension | 194 | 196 | 231 | - | 230 | - | [39] | |
| IN718 | LPBF | DA ** tension | 152 | 173 | 173 | 199 | 227 | 197 | [39] | |
| 316L | LPBF | As built tension | 139 | 180 | - | 219 | - | 246 | [154] | |
| Ti6Al4V | LPBF | |||||||||
| As built tension | 110 | 106 | 117 | - | 107 | 117 | [155] | |||
| HT-730 tension | 106 | 116 | 126 | 134 | 128 | 125 | ||||
| HT-900 tension | 111 | 114 | 113 | 132 | 118 | 127 | ||||
| As built tension | 108 | 110 | 115 | 115 | 116 | 120 | 125 | [156] | ||
| As built compression | - | 115 | - | 117 | 123 | 125 | 126 |
| Origin of DECs | References |
|---|---|
| Not given | [75,76,85,88,109,113,159,160,161,162,163] |
| unknown origin | [10,103,110,164] |
| Experimental values (conventional) | [81,86,165,166] |
| Reuss Model | [38,107,167] |
| Eshelby–Kröner Model | [13,26,74,79,82,83,96,108,112,168,169,170] |
| Voigt-Reuss-Hill | [171] |
| Experimental values (AM) | [31,115] |
| Material | AM | Conventional | Conclusion |
|---|---|---|---|
| Inconel 718 (fcc) |
|
| |
| 316L (fcc) |
|
| |
| 304 (fcc) | |||
| AlSiMg10 (fcc) |
| - |
|
| Ti6Al4V (hcp) |
| Unidirectionally rolled plate (UD) (loading along rolling direction (RD)) [181]:
|
|
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schröder, J.; Evans, A.; Mishurova, T.; Ulbricht, A.; Sprengel, M.; Serrano-Munoz, I.; Fritsch, T.; Kromm, A.; Kannengießer, T.; Bruno, G. Diffraction-Based Residual Stress Characterization in Laser Additive Manufacturing of Metals. Metals 2021, 11, 1830. https://doi.org/10.3390/met11111830
Schröder J, Evans A, Mishurova T, Ulbricht A, Sprengel M, Serrano-Munoz I, Fritsch T, Kromm A, Kannengießer T, Bruno G. Diffraction-Based Residual Stress Characterization in Laser Additive Manufacturing of Metals. Metals. 2021; 11(11):1830. https://doi.org/10.3390/met11111830
Chicago/Turabian StyleSchröder, Jakob, Alexander Evans, Tatiana Mishurova, Alexander Ulbricht, Maximilian Sprengel, Itziar Serrano-Munoz, Tobias Fritsch, Arne Kromm, Thomas Kannengießer, and Giovanni Bruno. 2021. "Diffraction-Based Residual Stress Characterization in Laser Additive Manufacturing of Metals" Metals 11, no. 11: 1830. https://doi.org/10.3390/met11111830
APA StyleSchröder, J., Evans, A., Mishurova, T., Ulbricht, A., Sprengel, M., Serrano-Munoz, I., Fritsch, T., Kromm, A., Kannengießer, T., & Bruno, G. (2021). Diffraction-Based Residual Stress Characterization in Laser Additive Manufacturing of Metals. Metals, 11(11), 1830. https://doi.org/10.3390/met11111830