
Fatigue Assessment of Selective Laser Melted Ti-6Al-4V: Influence of Speed Manufacturing and Porosity

 ,
,  , and
, and
Abstract
:1. Introduction and Motivation
2. Materials and Methods
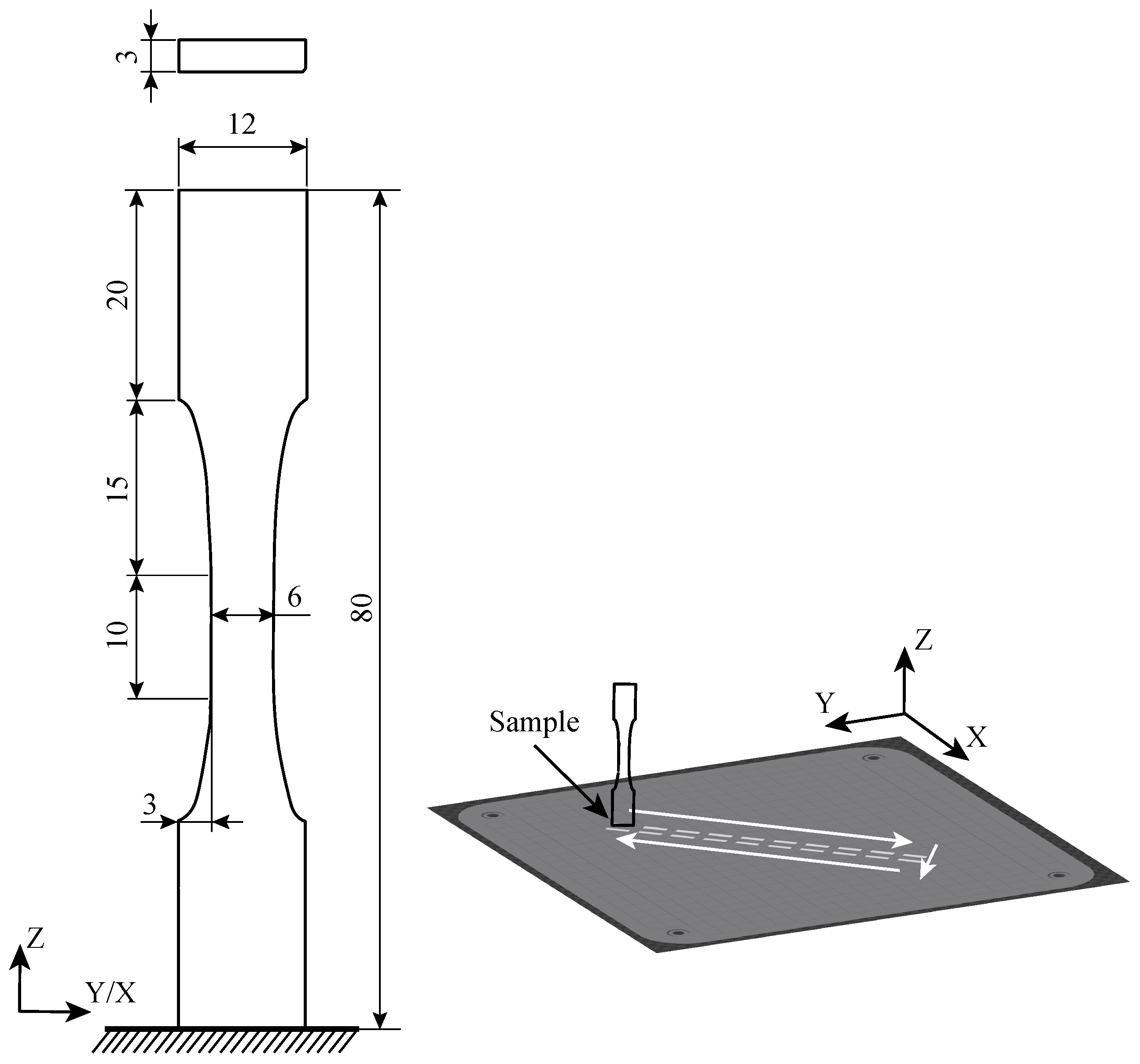
2.1. Material and Geometry
2.2. Manufacturing Conditions
- −
- Batch 1: Porosity characterization. Fourteen specimens were fabricated with 7 different velocities to evaluate their influence on the porosity (2 samples per velocity): {800, 1100, 1200, 1300, 1500, 1700, 1900} mm/s.
- −
- Batch 2: Tensile characterization. Two specimens were manufactured with laser velocities of 1200 and 1900 mm/s (1 sample per velocity) for tensile characterization of the material.
- −
- Batch 3: Fatigue characterization. Fifteen specimens were manufactured with laser velocities of 1200 (7 samples) and 1900 mm/s (8 samples) for fatigue characterization.
2.3. Testing and Characterization Procedures
2.3.1. Porosity Measurement Procedure
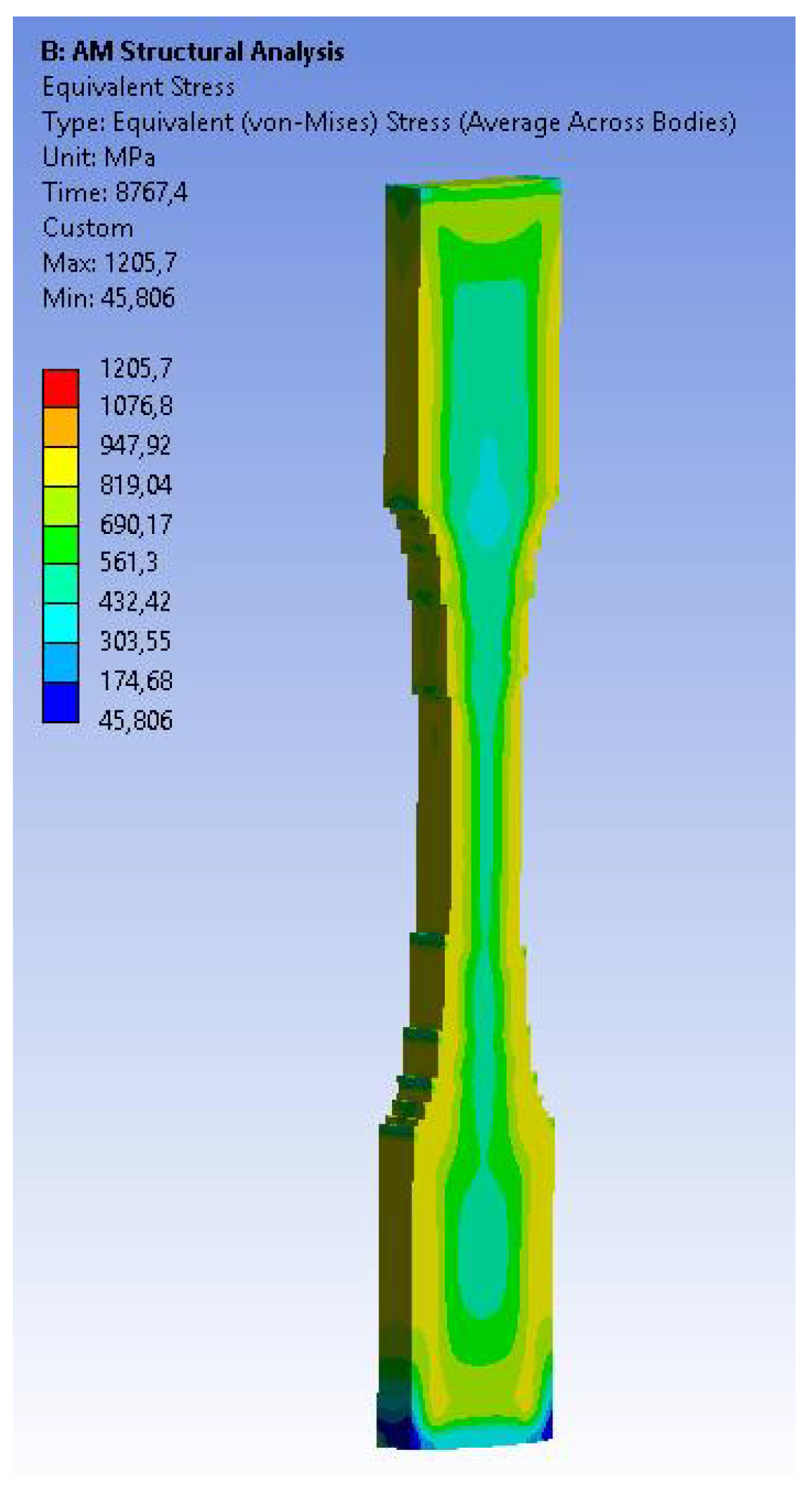
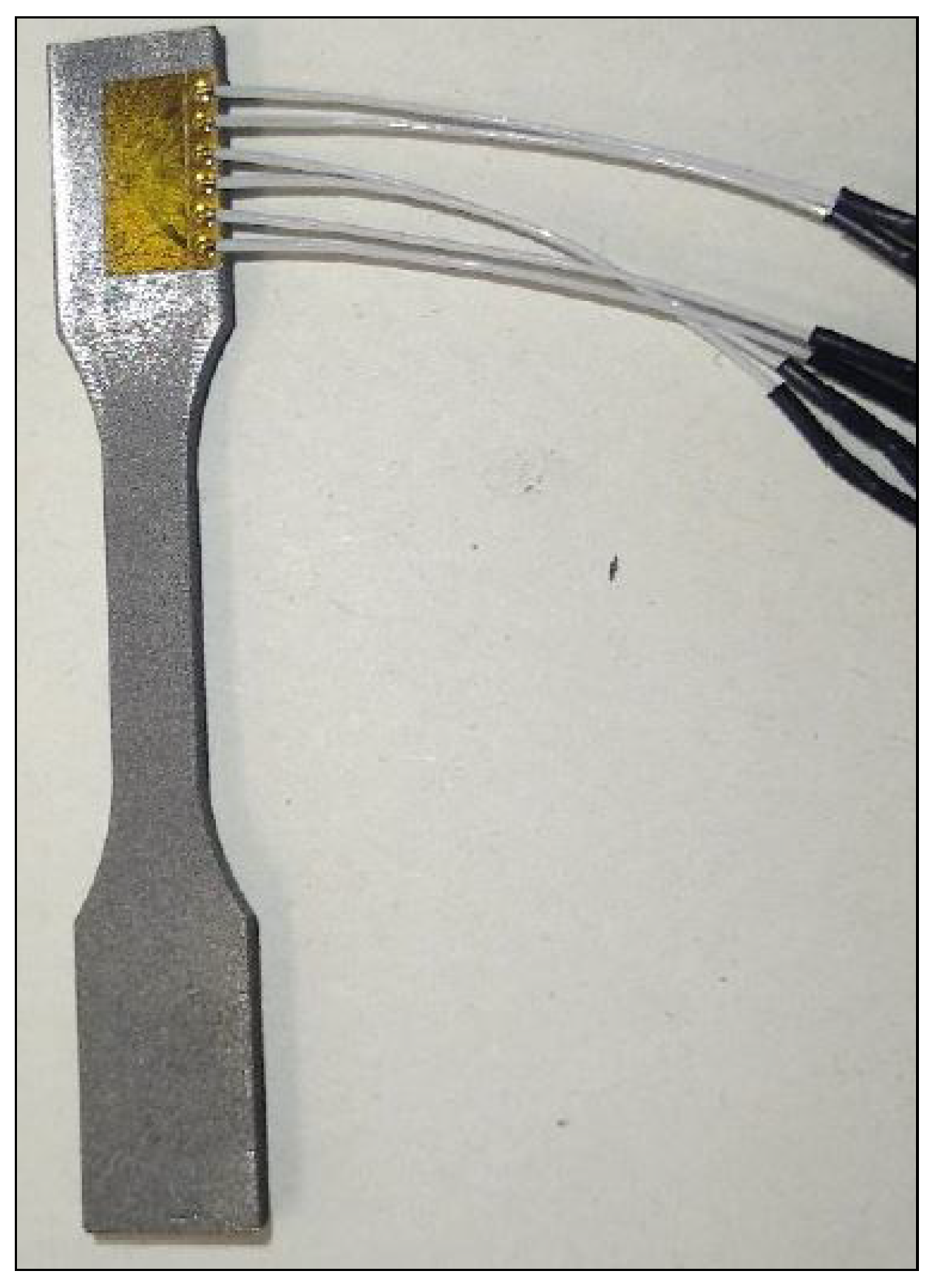
2.3.2. Residual Stresses Measurement Procedure
2.3.3. Tensile and Fatigue Characterization Procedure
3. Study of Porosity and Residual Stresses
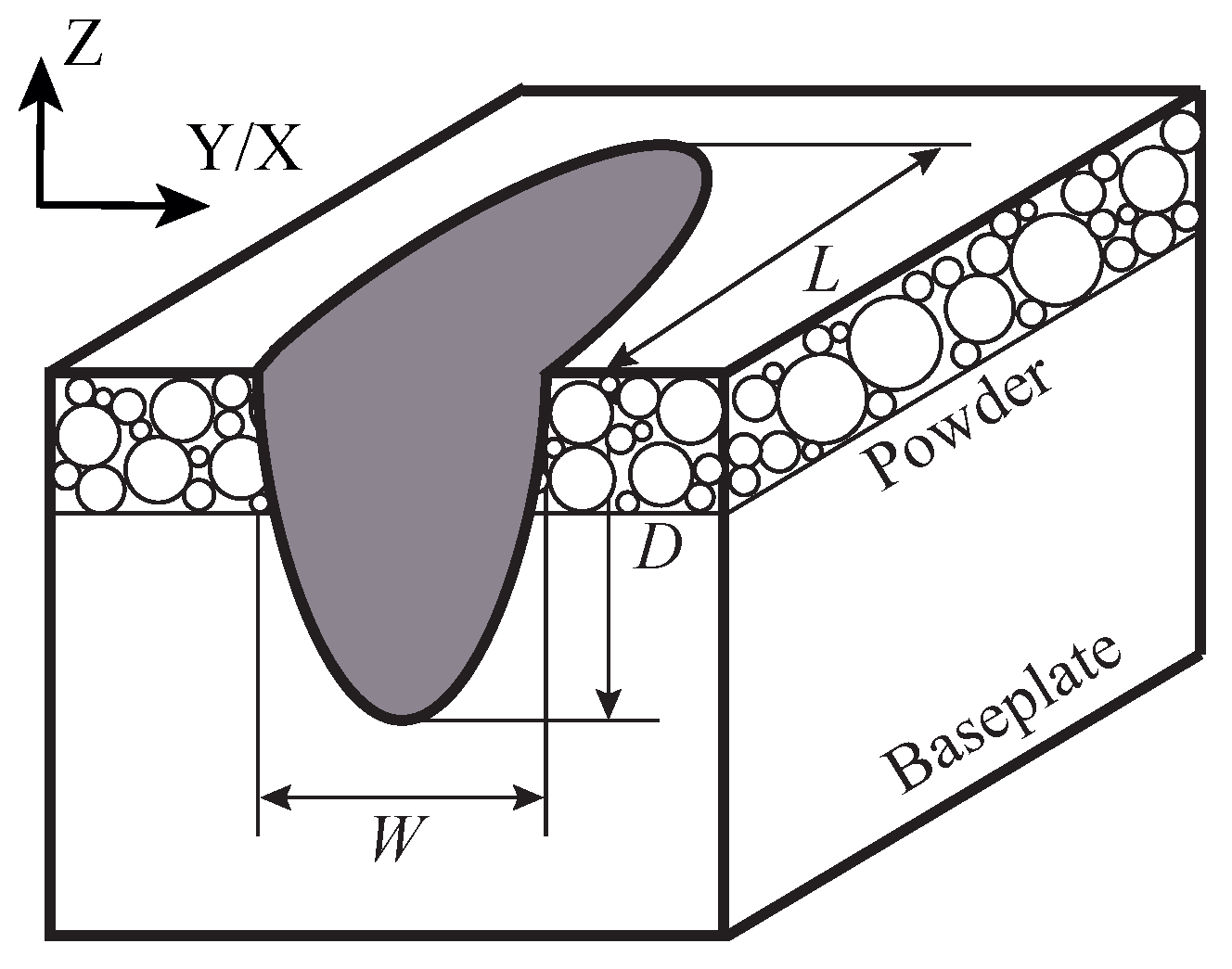
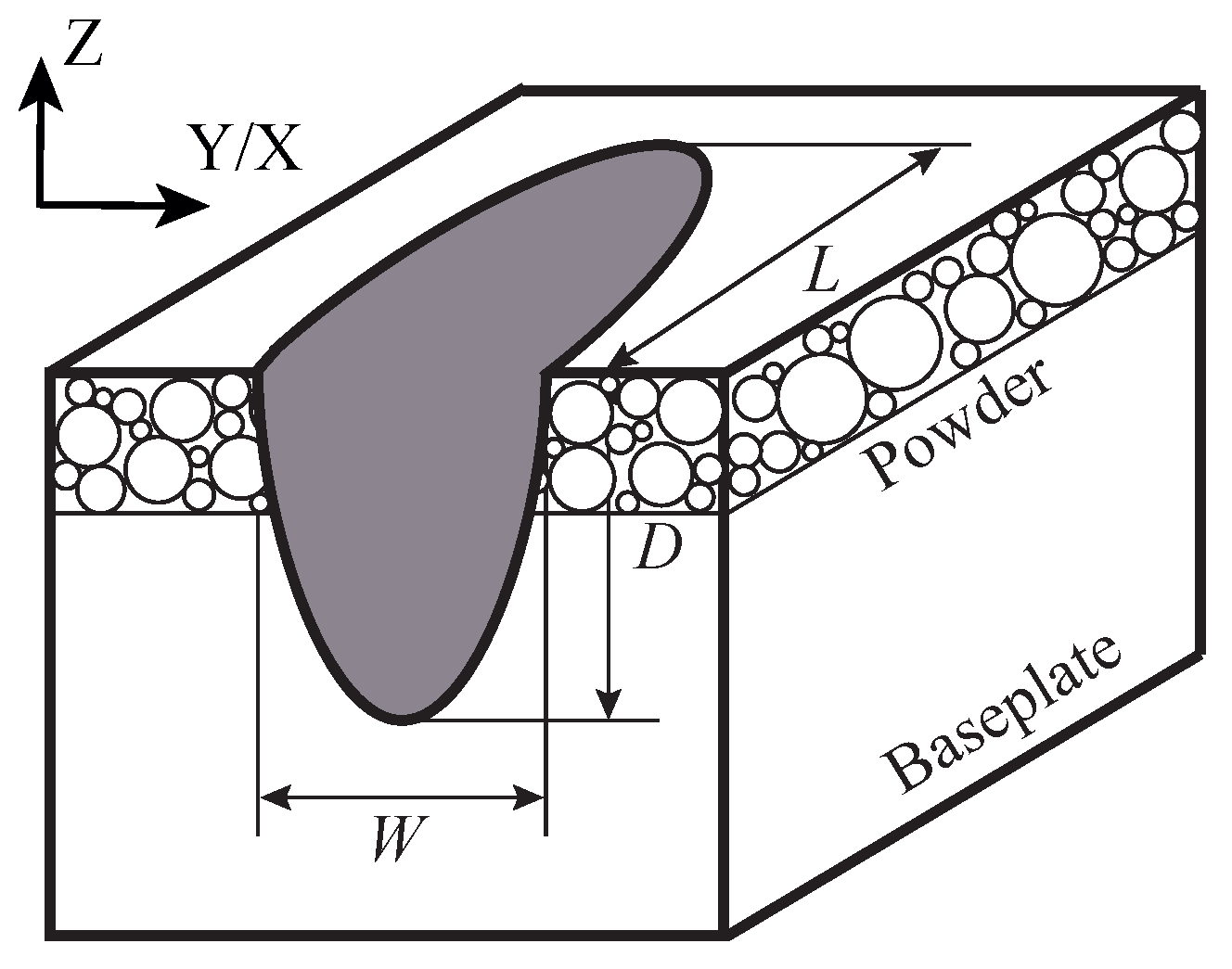
3.1. Numerical Study: Expected Porosity and Residual Stresses
- −
- Reference depth (). It ensures that half of the third layer is passed in the material fusion.
- −
- Ratio depth/width (). It ensures the depth is nearly the same as the width.
- −
- Ratio length/width (). It ensures the length is not larger than the width.
3.2. Experimental Results
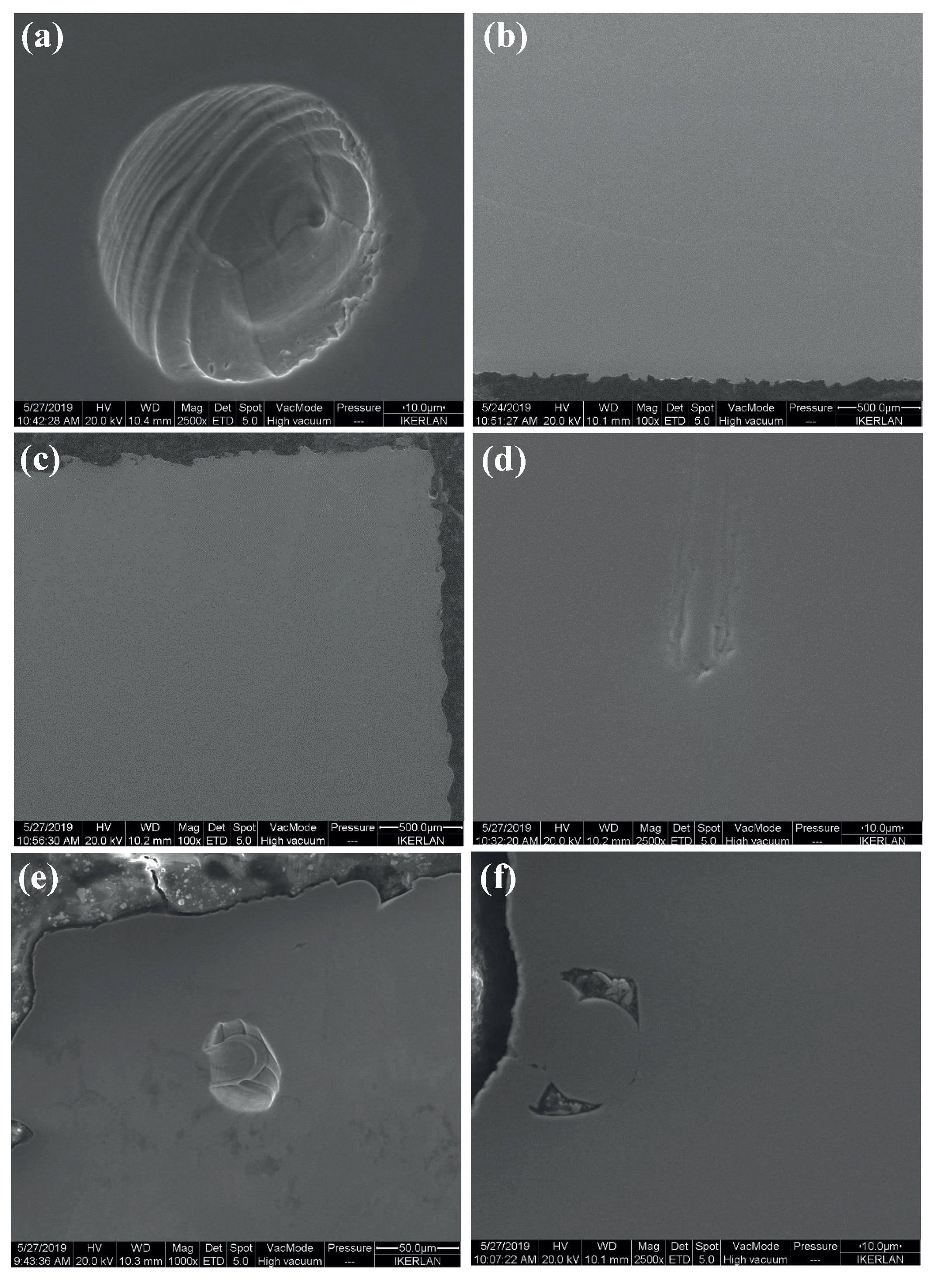
3.2.1. Porosity
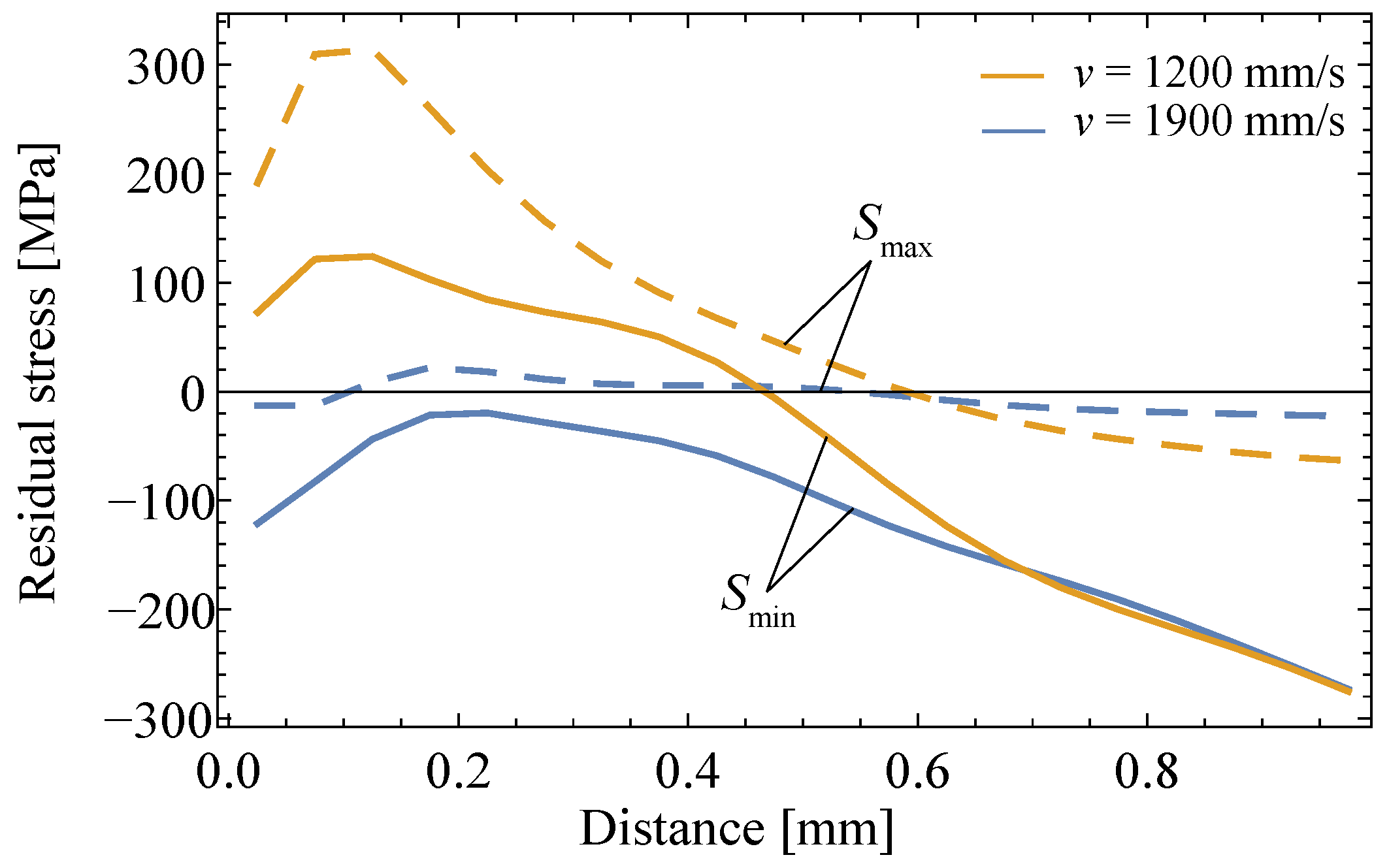
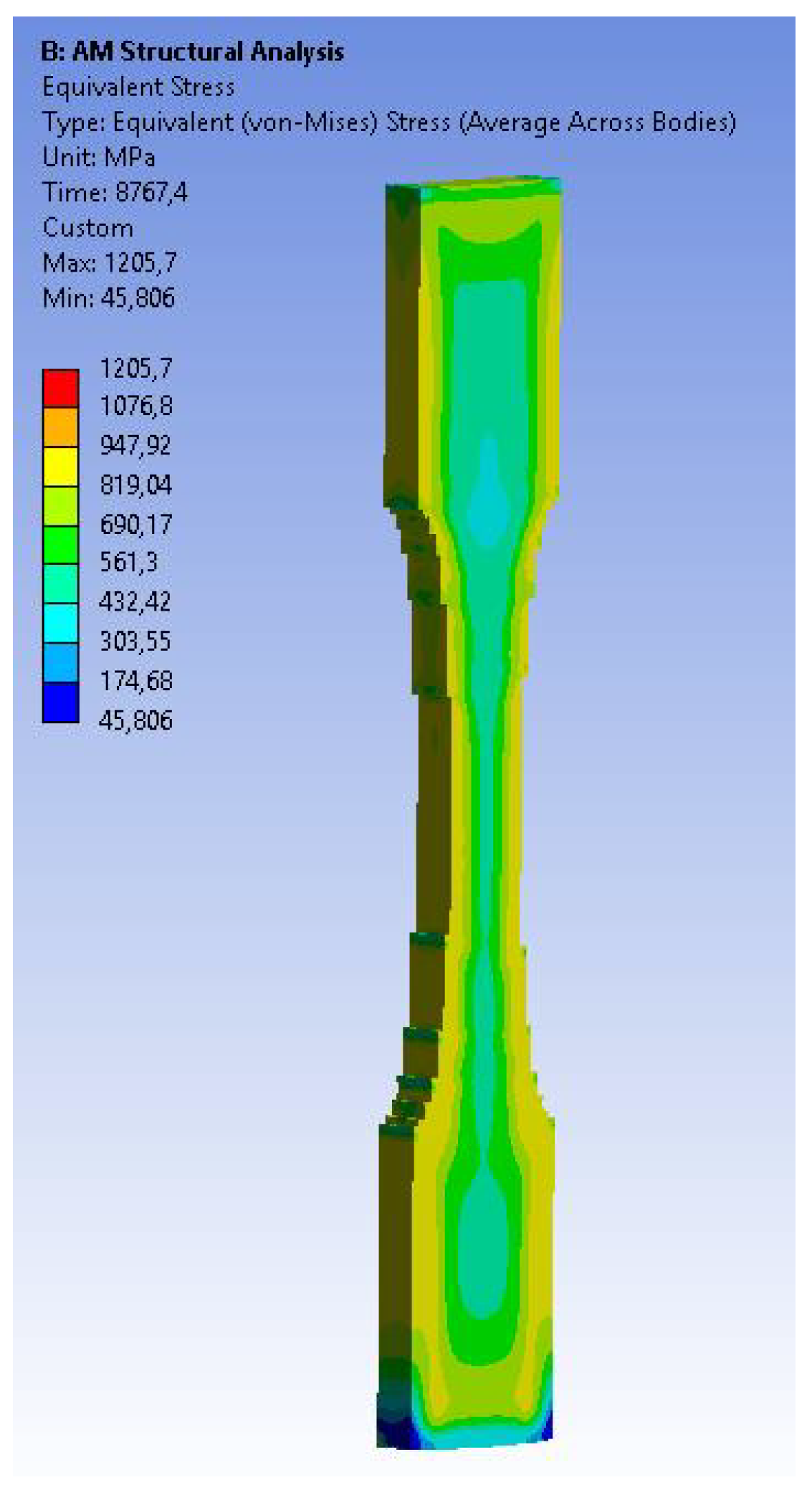
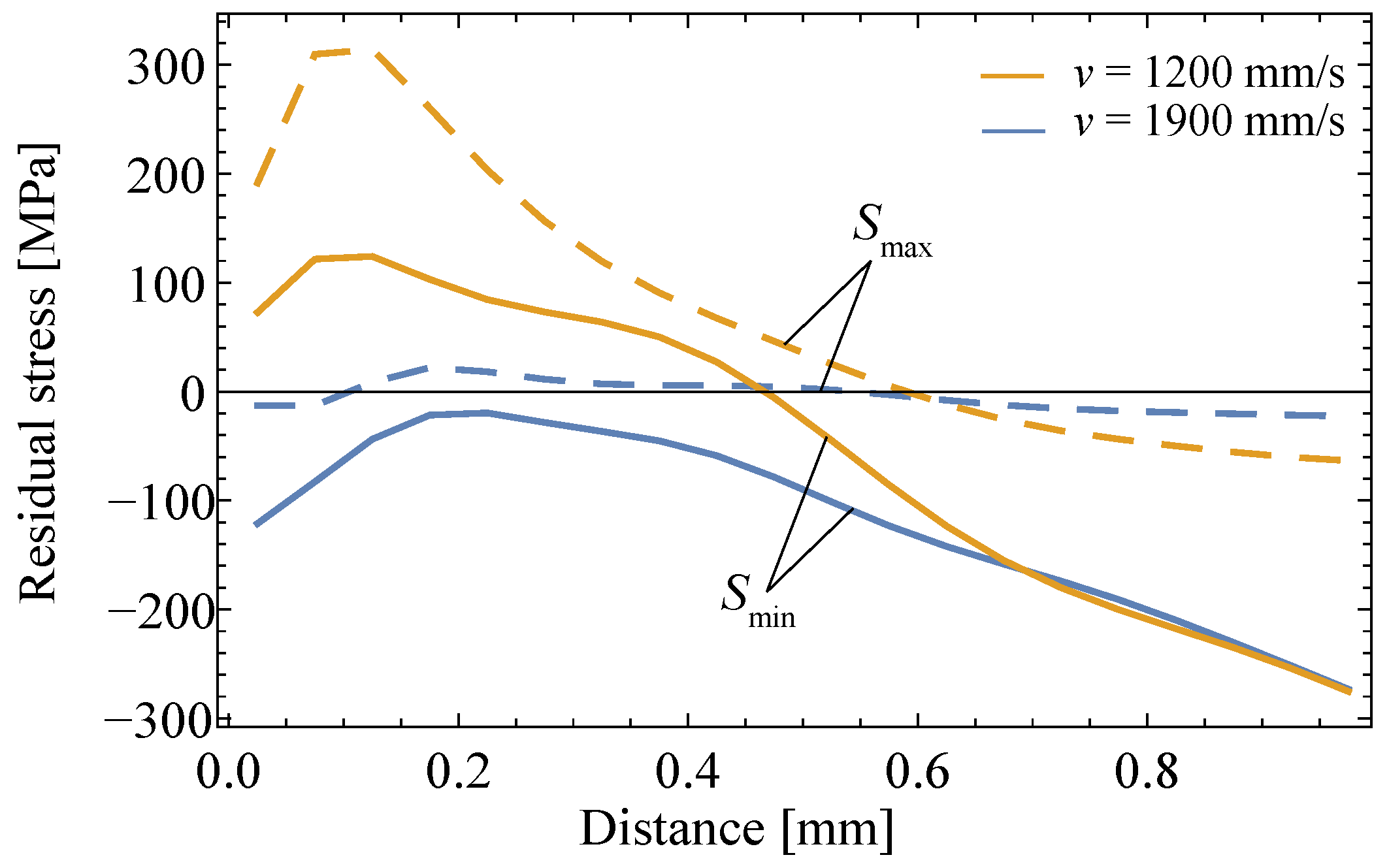
3.2.2. Residual Stress Measurement
4. Study of Tensile and Fatigue Behaviour
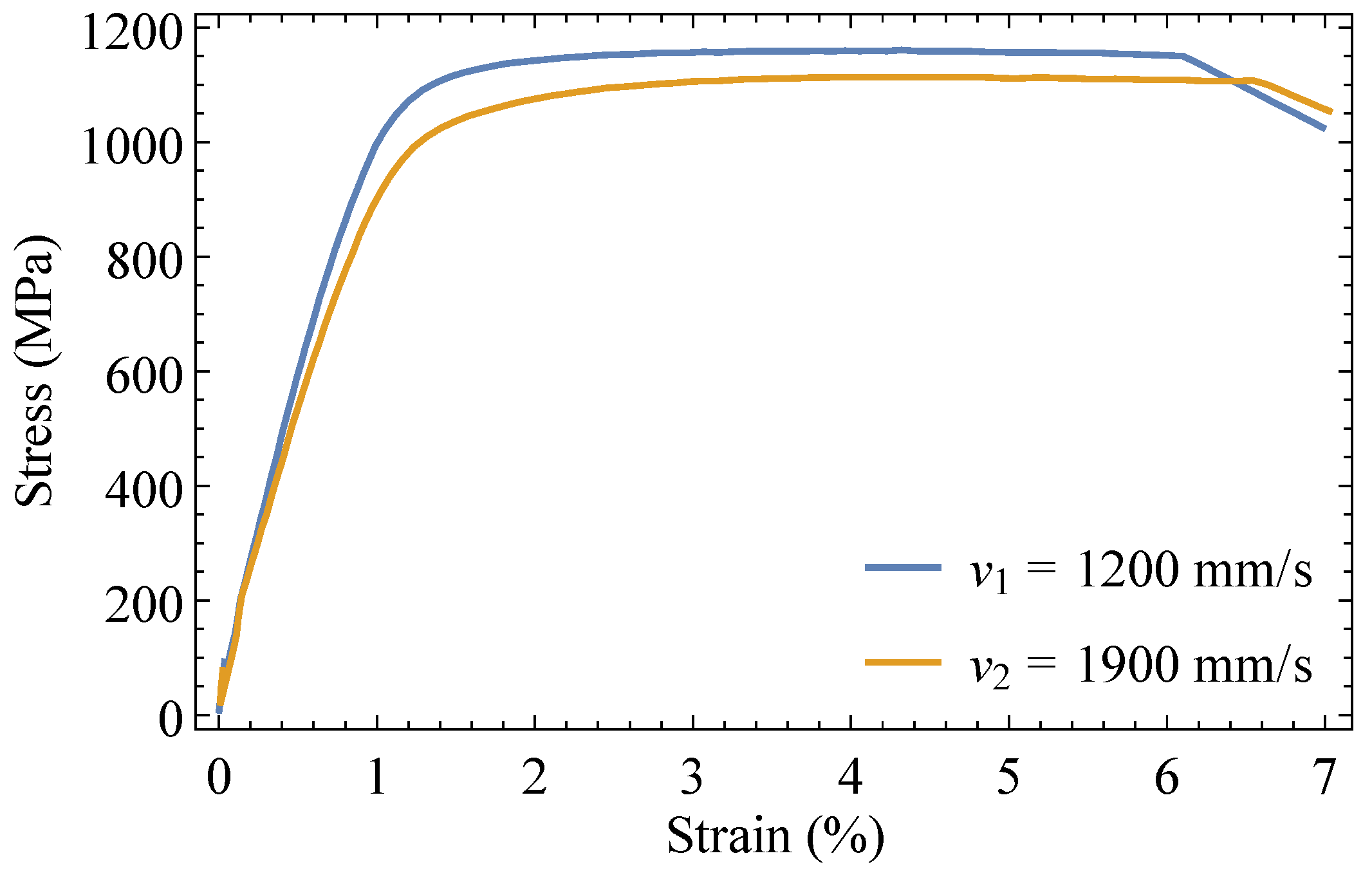
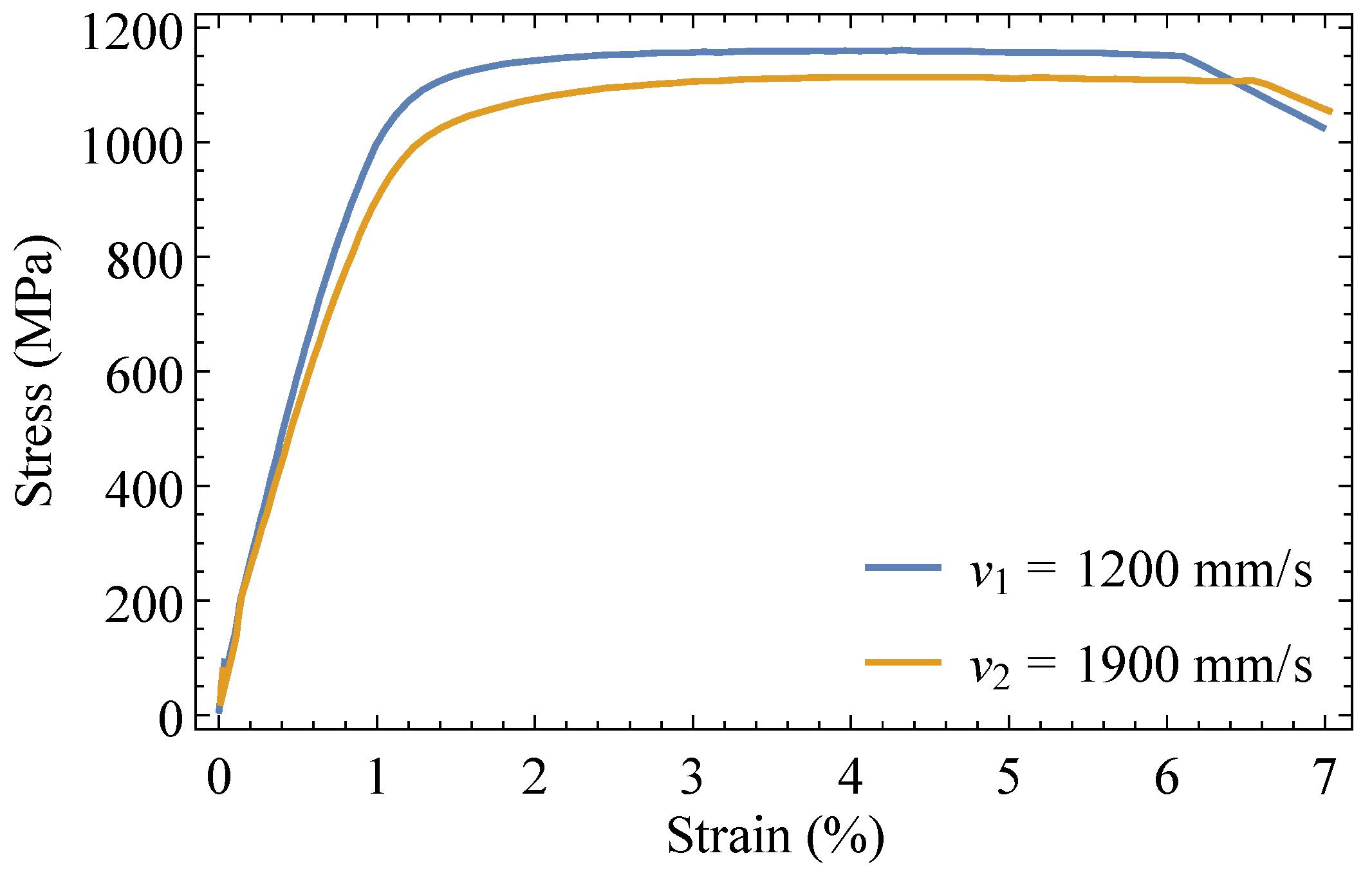
4.1. Tensile Behaviour
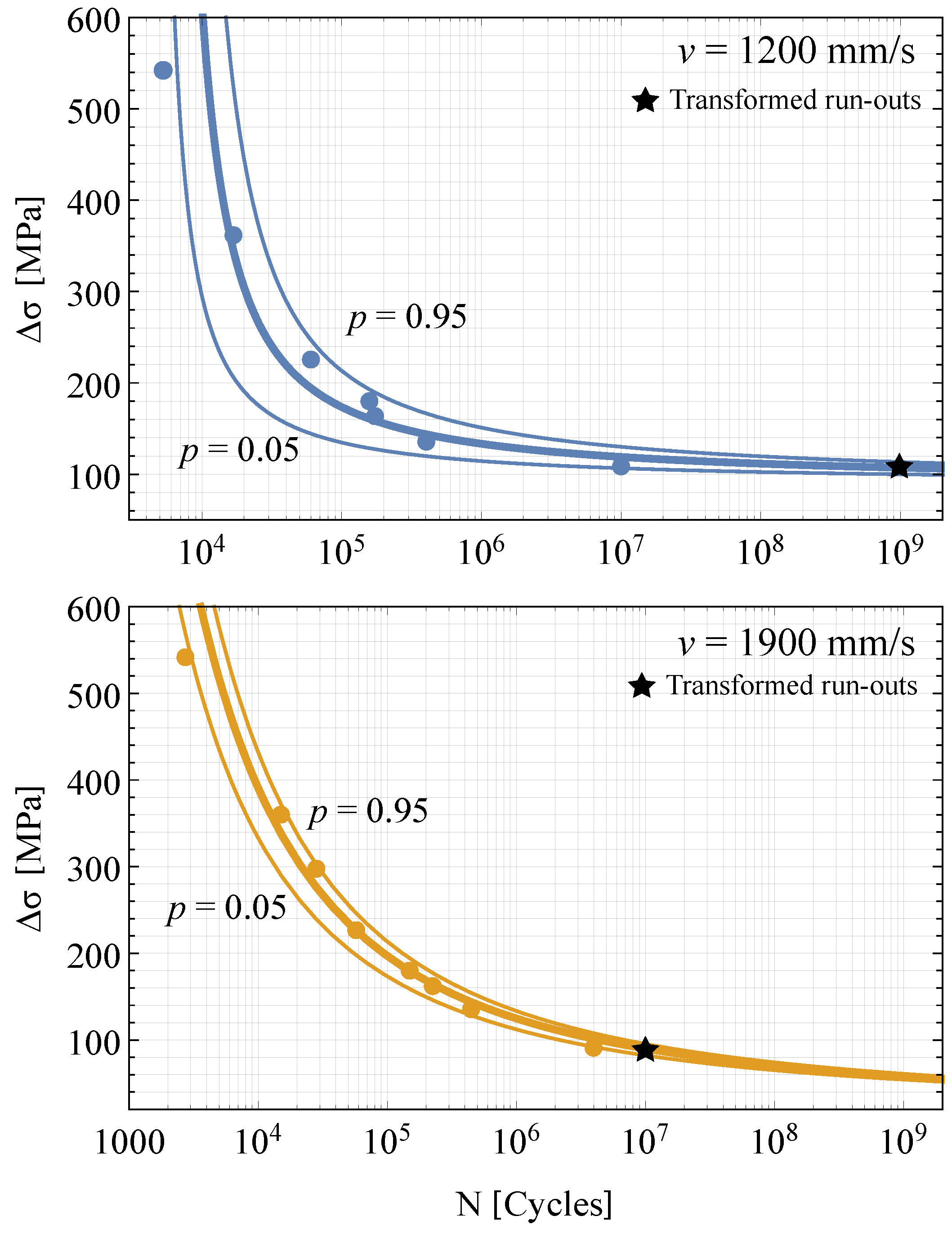
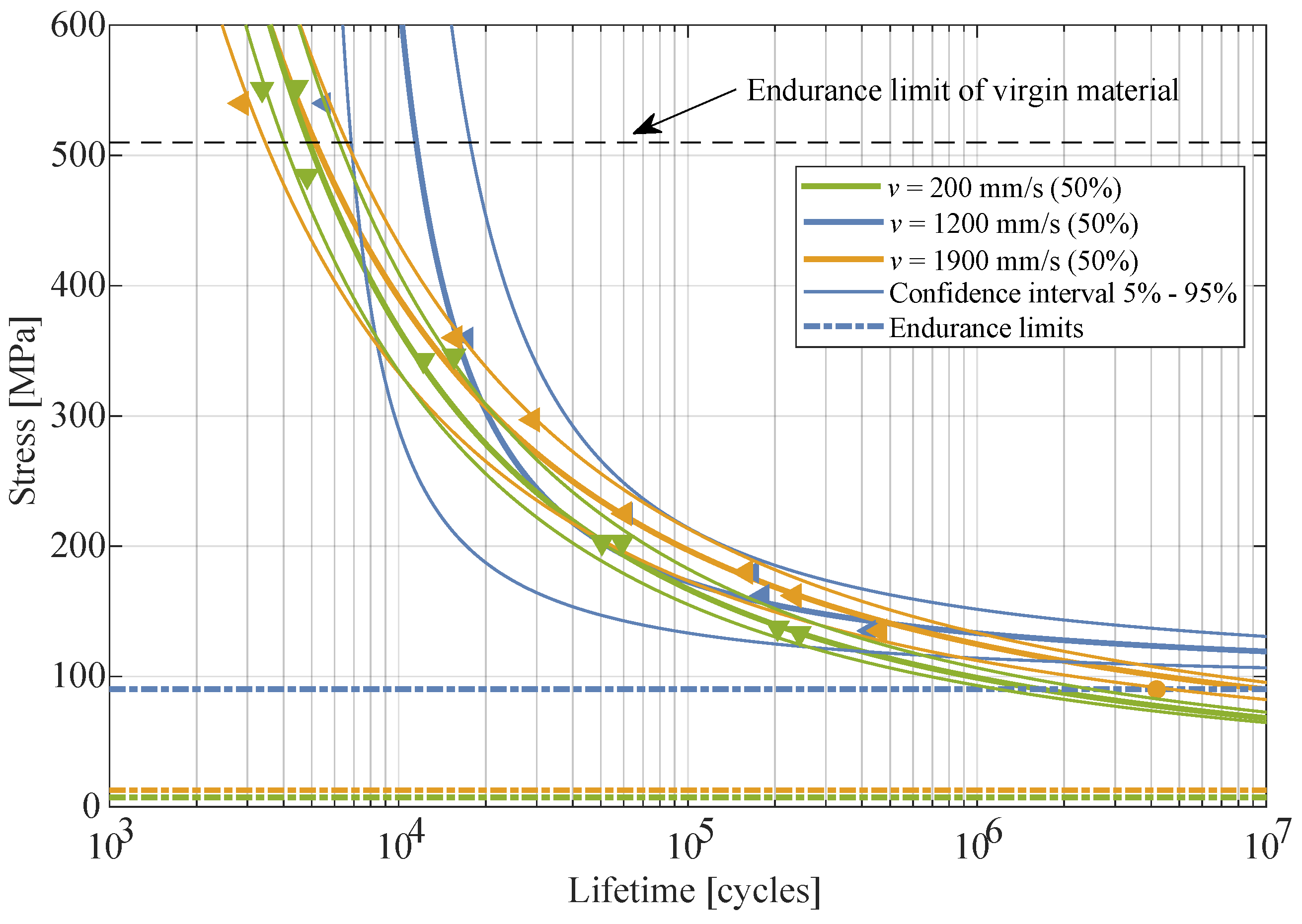
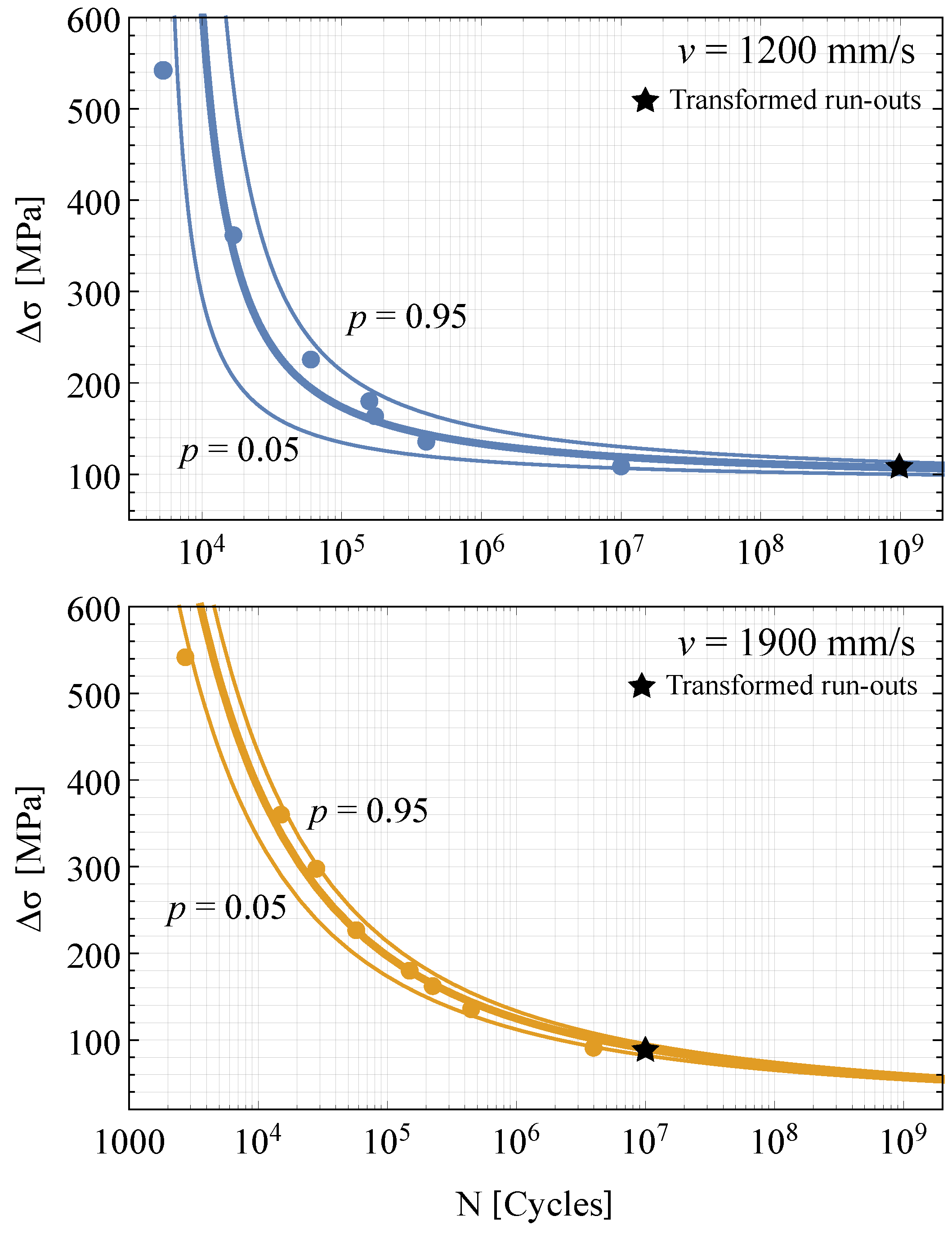
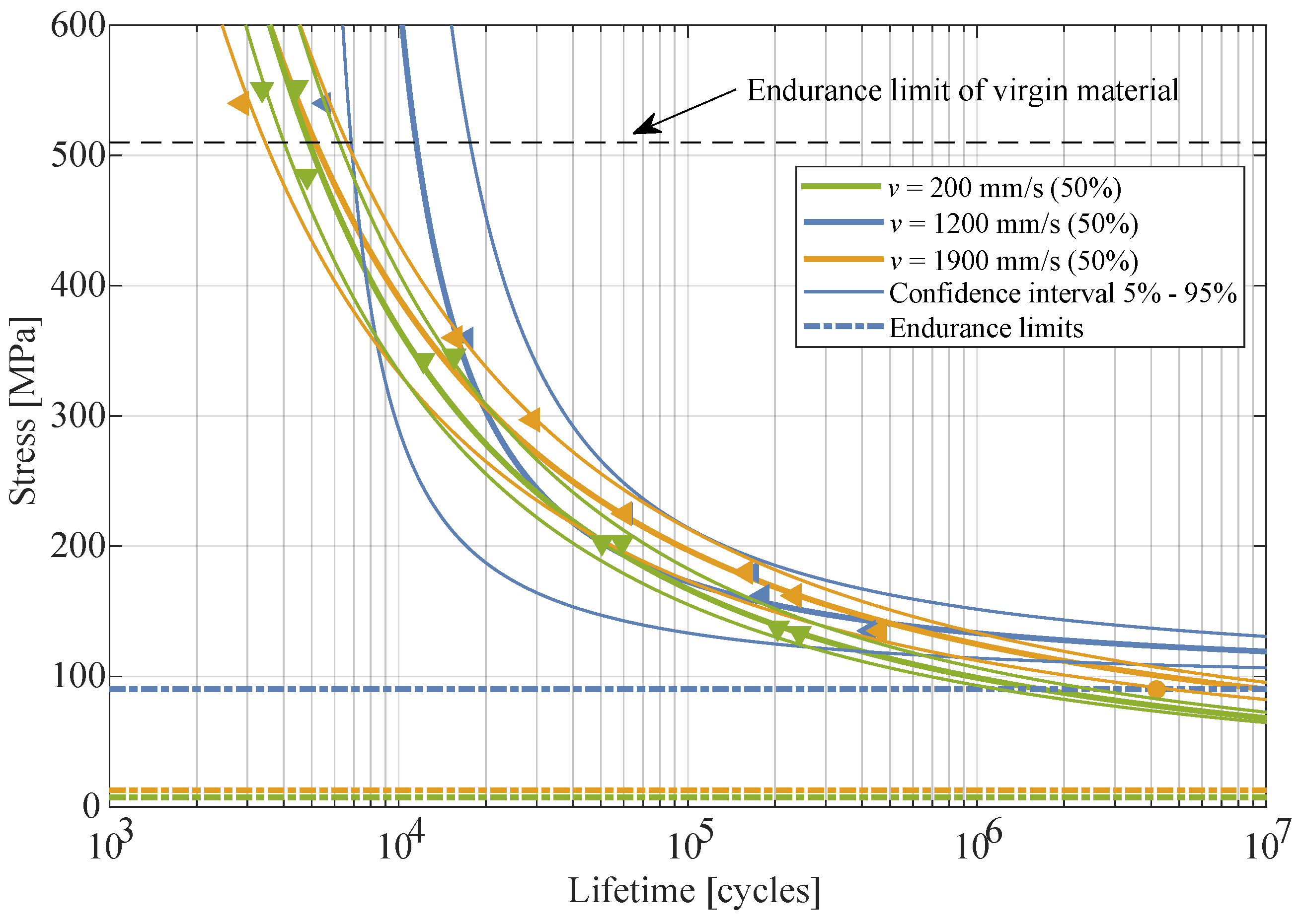
4.2. Fatigue Behaviour
5. Discussion
6. Conclusions
- −
- The experimental values of the residual stresses increase for lower laser speeds for both maximum and minimum values.
- −
- The expected porosity was simulated for different laser velocities, establishing limiting energy densities to identify the kind of pores: spherical, sharper or absent.
- −
- The porosity was qualitatively analysed for seven different velocities, corroborating that, for lower speeds, the pores are spherical while for larger speeds they are sharper and more irregular. On the contrary, for middle velocities no pores were detected.
- −
- Tensile experimental results at two different laser speeds showed an influence on the mechanical properties of Ti-6Al-4V alloys, especially in the plastic regime.
- −
- A probabilistic model was used to estimate the fatigue lifetime for two different velocities, concluding that this effect is negligible in comparison with other concurrent variables, such as surface defects or roughness.
- −
- The influence of speed manufacturing will only be non-negligible when other concurrent effects, such as those caused by the machining process or heat treatments, are softened or relaxed.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- ASTM F2792-12a. Standard Terminology for Additive Manufacturing Technologies; Technical Report; American Society for Testing and Materials: Philadelphia, PA, USA, 2012. [Google Scholar]
- Choi, D.S.; Lee, S.H.; Shin, B.S.; Whang, K.H.; Song, Y.A.; Park, S.H.; Jee, H.S. Development of a direct metal freeform fabrication technique using CO2 laser welding and milling technology. J. Mat. Proc. Technol. 2001, 113, 273–279. [Google Scholar] [CrossRef]
- Thompson, S.M.; Bian, L.; Shamsaei, N.; Yadollahi, A. An overview of direct laser deposition for additive manufacturing; part i: Transport phenomena, modeling and diagnostics. Addit. Manuf. 2015, 8, 36–62. [Google Scholar] [CrossRef]
- Huang, Y.; Leu, M.C. Frontiers of Additive Manufacturing Research and Education; Technical Report; University of Florida: Gainesville, FL, USA, 2016. [Google Scholar]
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies. Rapid Prototyping to Direct Digital Manufacturing, 3rd ed.; Springer: Berlin/Heidelberg, Germany, 2021. [Google Scholar]
- Edwards, P.; Ramulu, M. Fatigue performance evaluation of selective laser melted Ti-6Al-4V. Mater. Sci. Eng. A 2014, 598, 327–337. [Google Scholar] [CrossRef]
- Edwards, P.; O’Conner, A.; Ramulu, M. Electron Beam Additive Manufacturing of Titanium Components: Properties and Performance. J. Manuf. Sci. Eng. 2013, 135, 061016. [Google Scholar] [CrossRef]
- Sreenivasan, R.; Goel, A.; Bourell, D.L. Sustainability issues in laser-based additive manufacturing. Phy. Proc. 2010, 5, 81–90. [Google Scholar] [CrossRef] [Green Version]
- Boyer, R.R. An overview on the use of titanium in the aerospace industry. Mater. Sci. Eng. 1996, 213, 103–114. [Google Scholar] [CrossRef]
- Peters, M.; Kumpfert, J.; Ward, C.H.; Leyens, C. Titanium alloys for aerospace applications. Adv. Eng. Mater. 2003, 5, 419–427. [Google Scholar] [CrossRef]
- Banerjee, D.; Williams, J.C. Perspectives on titanium science and technology. Acta Mater. 2013, 61, 844–879. [Google Scholar] [CrossRef]
- Boyer, R.R. A review of the fatigue properties of additively manufactured Ti-6Al-4V. JOM 2018, 70, 349–357. [Google Scholar]
- Abe, F.; Osakada, K.; Shiomi, M.; Uematsu, K.; Matsumoto, M. The manufacturing of hard tools from metallic powders by selective laser melting. J. Mater. Process. Technol. 2001, 111, 210–213. [Google Scholar] [CrossRef]
- Santos, E.C.; Shiomi, M.; Laoui, T.; Osakada, K. Rapid manufacturing of metal components by laser forming. Int. J. Mach. Tools. Manuf. 2006, 46, 1459–1468. [Google Scholar] [CrossRef]
- Kürnsteiner, P.; Wilms, M.; Weisheit, A.; Barriobero-Vila, P.; Gault, B.; Jägle, E.; Raabe, D. In-process precipitation during laser additive manufacturing investigated by atom probe tomography. Microsc. Anal. 2017, 23, 694–695. [Google Scholar] [CrossRef] [Green Version]
- Simonelli, M.; McCartney, D.G.; Barriobero-Vila, P.; Aboulkhai, N.T.; Tse, Y.Y.; Clare, A.; Hague, R. The influence of iron in minimizing the microstructural anisotropy of Ti-6Al-4V produced by laser powder-bed fusion. Metall. Mater. Trans. A 2020, 51, 2444–2459. [Google Scholar] [CrossRef] [Green Version]
- Nalla, R.K.; Ritchie, R.O.; Boyce, B.L.; Campbell, J.P.; Peters, J.O. Influence of microstructure oon high-cycle fatigue of Ti-6Al-4V: bimodal vs. lamella structures. Metall. Mater. Trans. A 2002, 33, 899–918. [Google Scholar] [CrossRef]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; VanHumbeeck, J.; Kruth, J.P. A study of the microstructural evolution during selective laser melting of Ti-6Al-4V. Acta Mater. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- Edwards, P.; Ramulu, M. Effect of build direction on the fracture toughness and fatigue crack growth in selective laser melted Ti-6Al-4V. Fatigue Fract. Eng. Mater. Struct. 2015, 38, 1228–1236. [Google Scholar] [CrossRef]
- Van Zyl, I.; Yadroitsava, I.; Yadroitsev, I. Residual stresses in Ti6Al4V objects produced by direct metal laser sintering. Addit. Manuf. 2016, 27, 134–141. [Google Scholar]
- Ali, H.; Ma, L.; Ghadbeigi, H.; Mumtaza, K. In-situ residual stress reduction, martensitic decomposition and mechanical properties enhancemente through high temperature powder bed pre-heating of selective laser melted Ti6Al4V. Mater. Sci. Eng. A 2017, 695, 211–220. [Google Scholar] [CrossRef]
- Günther, J.; Krewerth, D.; Lippmann, T.; Leuders, S.; Tröster, T.; Weidner, A.; Biermann, H.; Niendorf, T. Fatigue life of additively manufactured Ti-6Al-4V in the very high cycle fatigue regime. Int. J. Fatigue 2017, 94, 236–245. [Google Scholar] [CrossRef]
- Castillo, E.; Fernández-Canteli, A. A Unified Statistical Methodology for Modeling Fatigue Damage; Springer: Dordrecht, The Netherlands, 2009. [Google Scholar]
- Spierings, A.B.; Starr, T.L.; Wegener, K. Fatigue perfomance of additive manufactured metallic parts. Rapid Prototyp. J. 2013, 19, 88–94. [Google Scholar] [CrossRef]
- Kasperovich, G.; Hausmann, J. Improvement of fatigue resistance and ductility of TIAl6V4 processed by selective laser melting. J. Mater. Process. Technol. 2015, 220, 202–214. [Google Scholar] [CrossRef]
- Walker, K.F.; Liu, Q.; Brandt, M. Evaluation of fatigue crack propagation behaviour in Ti-6Al-4V manufactured by selective laser melting. Int. J. Fatigue 2017, 104, 302–308. [Google Scholar] [CrossRef]
- Le, V.; Pessard, E.; Morel, F.; Edy, F. Influence of porosity on the fatigue behaviour of additively fabricated Ta6V alloys. In Proceedings of the 12th International Fatigue Congress (FATIGUE 2018), Potiers, France, 27 May–1 June 2018; Volume 165, p. 02008. [Google Scholar]
- Greitemeier, D.; Palm, F.; Syassen, F.; Melz, T. Fatigue performance of additive manufactured TiAl6V4 using electron and laser beam melting. Int. J. Fatigue 2017, 94, 211–217. [Google Scholar] [CrossRef]
- Wycisk, E.; Emmelmann, C.; Siddique, S.; Walther, F. High cycle fatigue (HCF) performance of Ti-6Al-4V alloy processed by selective laser melting. Adv. Mater. Res. 2013, 816, 134–139. [Google Scholar] [CrossRef]
- Leuders, S.; Thöne, M.; Riemer, A.; Niendorf, T.; Tröster, T.; Maier, H.J. On the mechanical behaviour of titanium alloy TiAl6V4 manufactured by selective laser melting: Fatigue resistance and crack growth performance. Int. J. Fatigue 2013, 48, 300–307. [Google Scholar] [CrossRef]
- Li, P.; Warner, D.H.; Fatemi, A.; Phan, N. Critical assessment of the fatigue performance of additivelymanufactured Ti-6Al-4V and perspective for future research. Int. J. Fatigue 2016, 85, 130–143. [Google Scholar] [CrossRef]
- ASTM E837-13a. Standard Test Method for Determining Residual Stresses by the Hole-Drilling Strain-Gage Method; Technical Report; American Society for Testing and Materials: Philadelphia, PA, USA, 2020. [Google Scholar]
- EN 2002. Aerospace Series–Metallic Materials–Test Methods–Part 1: Tensile Testing at Ambient Temperature; Technical Report; European Standards: Brussels, Belgium, 2005. [Google Scholar]
- ASTM E466-07. Standard Practice for Conducting force Controlled Constant Amplitude axial Fatigue Tests of Metallic Materials; Technical Report; American Society for Testing and Materials: Philadelphia, PA, USA, 2007. [Google Scholar]
- ANSYS. Additive Print and Additive Science User Guide; ANSYS, Inc.: Canonsburg, PA, USA, 2019. [Google Scholar]
- Dilip, J.J.S.; Zhang, S.; Ten, C.; Zeng, J.; Robinson, C.; Pal, D.; Stucker, B. Influence of processing parameters on the evolution of melt pool, porosity, and microstructures in Ti-6Al-4V alloy parts fabricated by selective laser melting. Prog. Addit. Manuf. 2017, 2, 157–167. [Google Scholar] [CrossRef] [Green Version]
- Wang, P.; Nai, M.L.S.; Aw, B.; Wei, L.J. Effect of processing parameters on microstructure and mechanical properties of Ti-6Al-4V made by selective electron beam melting additive manufacturing. In Proceedings of the Annual International Solid Freeform Fabrication Symposium (SFF Symp 2016), Austin, TX, USA, 8–10 August 2016. [Google Scholar]
- Wang, P.; Nai, M.L.S.; Tan, X.; Vastola, G.; Raghavan, S.; Sin, W.J.; Tor, S.B.; Pei, Q.X.; Wei, J. Recent progress of additive manufactured Ti-6Al-4V by electron beam melting. In Proceedings of the Annual International Solid Freeform Fabrication Symposium (SFF Symp 2016), Austin, TX, USA, 8–10 August 2016. [Google Scholar]
- Mok, S.H.; Bi, G.; Folkes, J.; Pashby, I. Deposition of Ti-6Al-4V using a high power diode laser and wire, Part I: Investigation on the process characteristics. Surf. Coat. Technol. 2008, 202, 3933–3939. [Google Scholar] [CrossRef]
- Tammas-Williams, S.; Zhao, H.; Léonard, F.; Derguti, F.; Todd, I.; Prangnell, P. XCT analysis of the influence of melt strategies on defect population in Ti-6Al-4V components manufactured by selective electron beam melting. Mater. Charact. 2015, 102, 47–61. [Google Scholar] [CrossRef]
- Carroll, B.E.; Palmer, T.A.; Beese, A.M. Anisotropic tensile behavior of Ti-6Al-4V components fabricated with directed energy deposition additive manufacturing. Acta Mater. 2015, 87, 309–320. [Google Scholar] [CrossRef]
- Fernández-Canteli, A.; Przybilla, C.; Nogal, M.; López-Aenlle, M.; Castillo, E. Profatigue: A software program for probabilistic assessment of experimental fatigue data sets. Procedia Eng. 2014, 74, 236–241. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Layer Thickness [mm] | Hatch Spacing [mm] | Power [W] |
|---|---|---|
| 0.03 | 0.1 | 200 |
| Scan Speed [mm/s] | [mm] | [mm] | [mm] |
|---|---|---|---|
| 800 | 0.115 | 0.447 | 0.157 |
| 1100 | 0.082 | 0.446 | 0.136 |
| 1200 | 0.074 | 0.442 | 0.130 |
| 1300 | 0.067 | 0.439 | 0.125 |
| 1500 | 0.056 | 0.428 | 0.115 |
| 1700 | 0.047 | 0.417 | 0.108 |
| 1900 | 0.039 | 0.400 | 0.101 |
| Scan Speed [mm/s] | Energy Density [J/mm] | Porosity [%] |
|---|---|---|
| 800 | 83.33 | 0.00 |
| 1100 | 60.61 | 0.00 |
| 1200 | 55.56 | 0.00 |
| 1300 | 51.28 | 0.00 |
| 1500 | 44.44 | 0.01 |
| 1700 | 39.22 | 0.08 |
| 1900 | 35.09 | 0.36 |
| Velocity (mm/s) | (MPa) | (MPa) | (%) |
|---|---|---|---|
| 1200 | 1068.62 | 1158.96 | 6.12 |
| 1900 | 990.69 | 1114.76 | 6.58 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Segurajauregi, U.; Álvarez-Vázquez, A.; Muñiz-Calvente, M.; Urresti, Í.; Naveiras, H. Fatigue Assessment of Selective Laser Melted Ti-6Al-4V: Influence of Speed Manufacturing and Porosity. Metals 2021, 11, 1022. https://doi.org/10.3390/met11071022
Segurajauregi U, Álvarez-Vázquez A, Muñiz-Calvente M, Urresti Í, Naveiras H. Fatigue Assessment of Selective Laser Melted Ti-6Al-4V: Influence of Speed Manufacturing and Porosity. Metals. 2021; 11(7):1022. https://doi.org/10.3390/met11071022
Chicago/Turabian StyleSegurajauregi, Unai, Adrián Álvarez-Vázquez, Miguel Muñiz-Calvente, Íker Urresti, and Haydee Naveiras. 2021. "Fatigue Assessment of Selective Laser Melted Ti-6Al-4V: Influence of Speed Manufacturing and Porosity" Metals 11, no. 7: 1022. https://doi.org/10.3390/met11071022
APA StyleSegurajauregi, U., Álvarez-Vázquez, A., Muñiz-Calvente, M., Urresti, Í., & Naveiras, H. (2021). Fatigue Assessment of Selective Laser Melted Ti-6Al-4V: Influence of Speed Manufacturing and Porosity. Metals, 11(7), 1022. https://doi.org/10.3390/met11071022