
Copper-Tantalum Metal Matrix Composites Consolidated from Powder Blends by Severe Plastic Deformation


Abstract
:1. Introduction
1.1. Metal Matrix Composites
1.2. ECAE
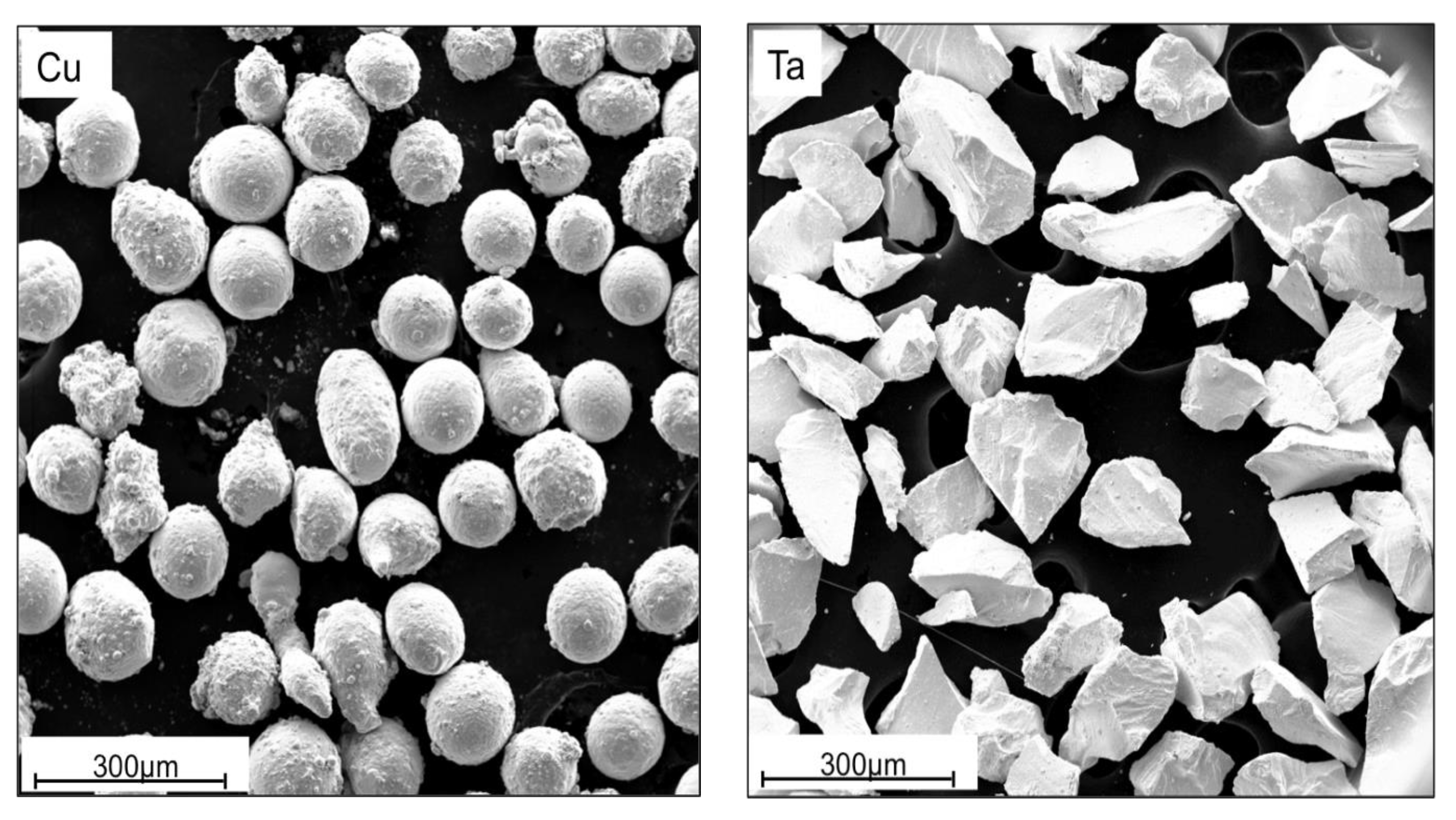
2. Materials and Methods
3. Results
3.1. Room Temperature Processing
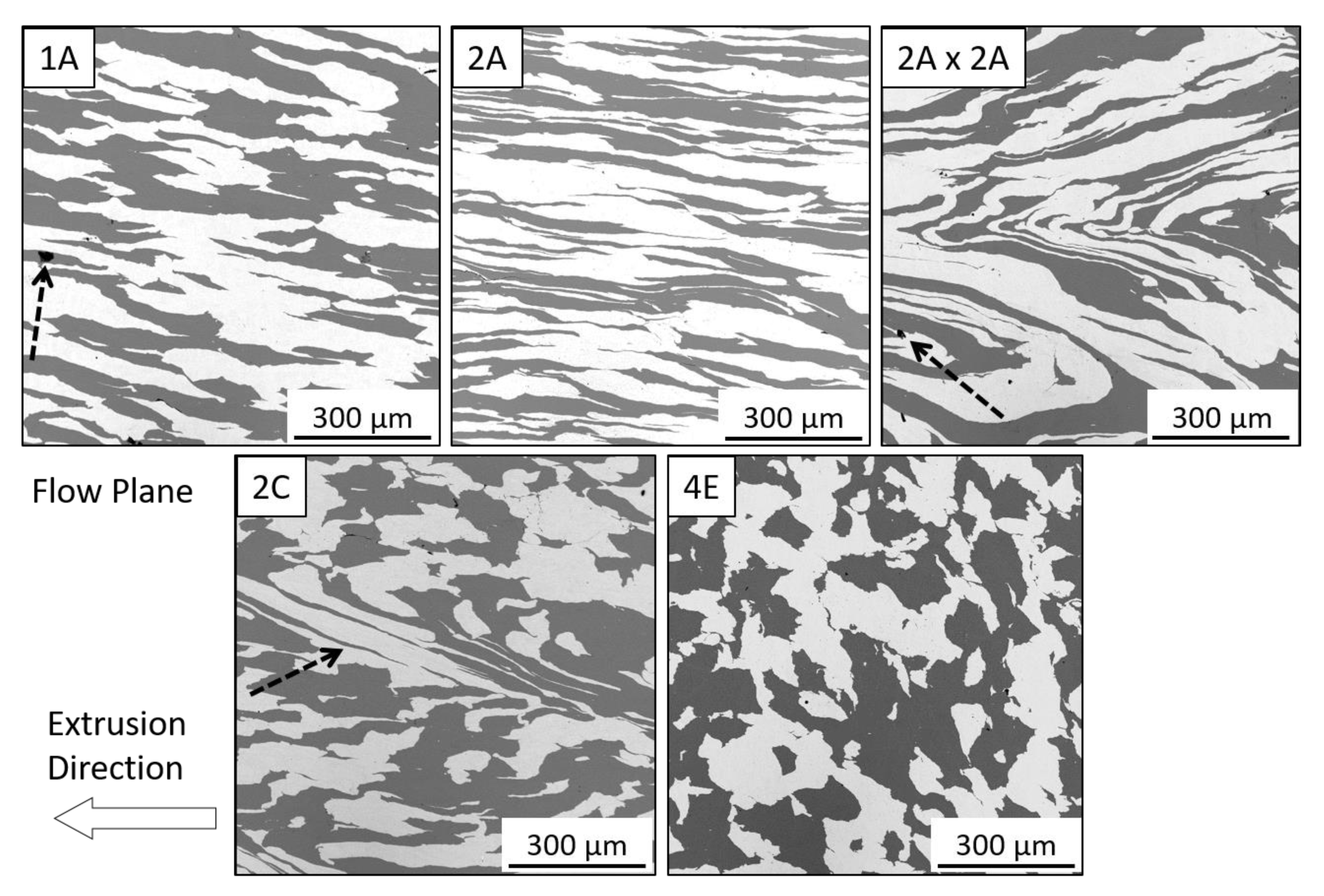
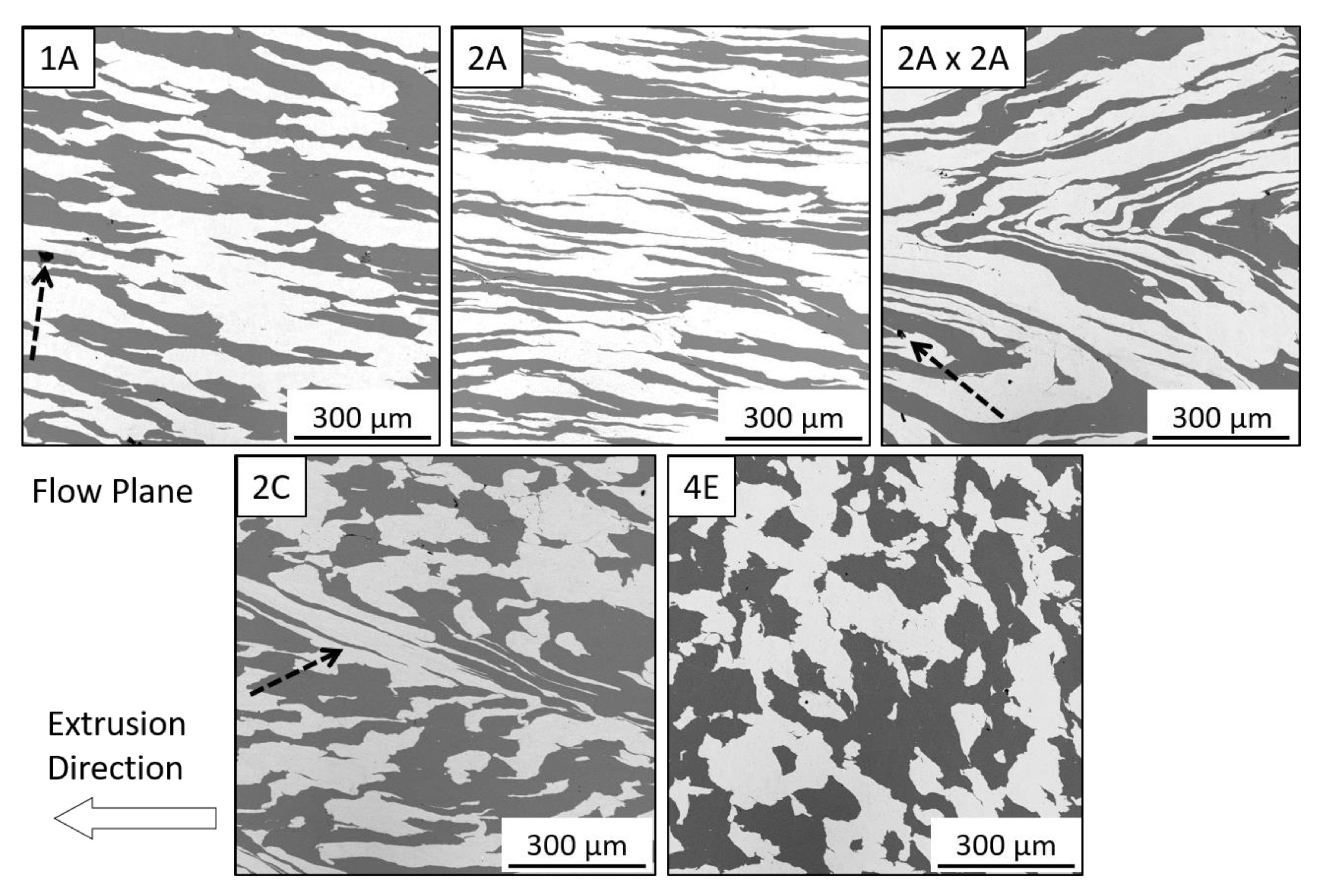
3.1.1. Microstructure
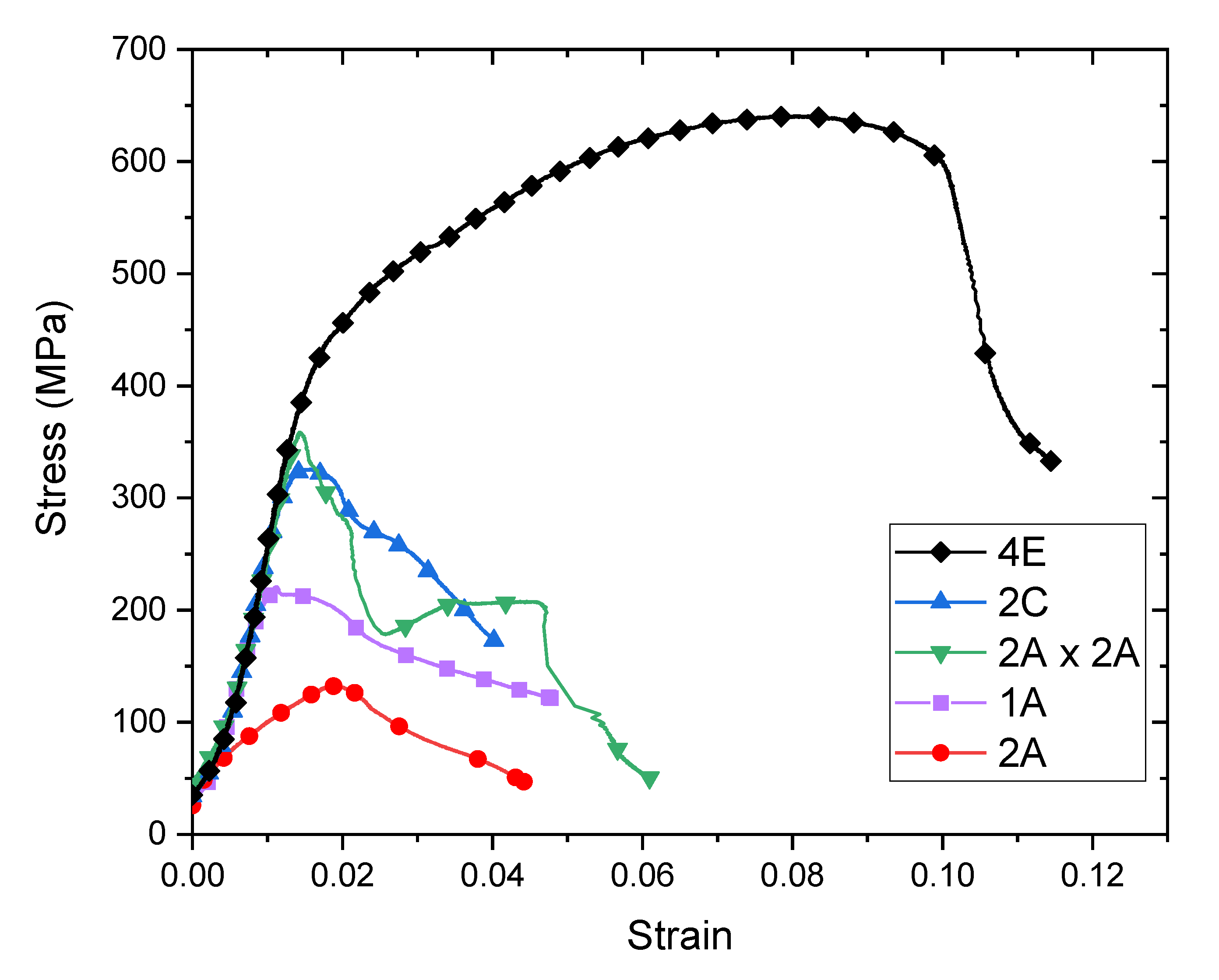
3.1.2. Mechanical Behavior
3.2. 300 °C Processing
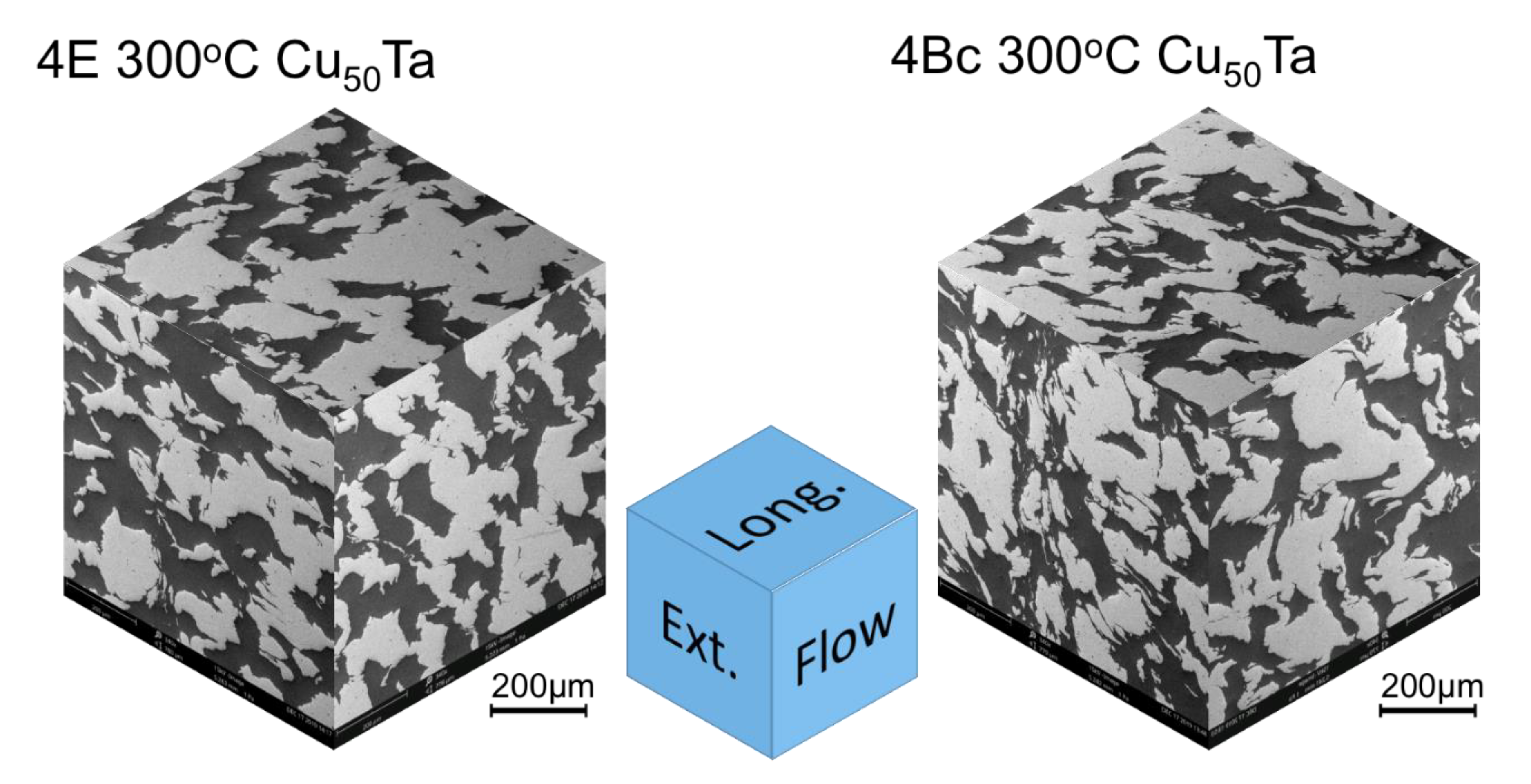
3.2.1. Microstructure
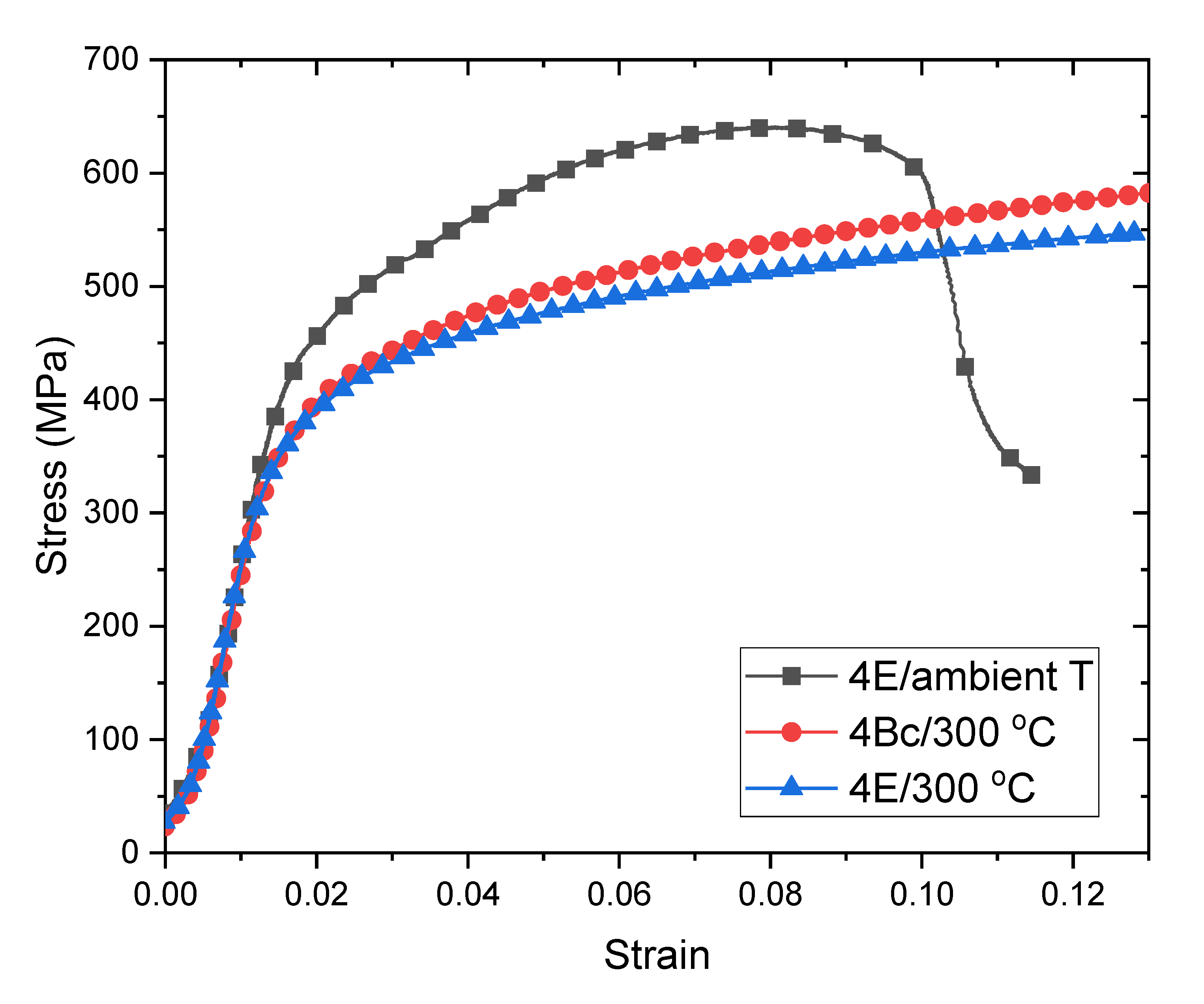
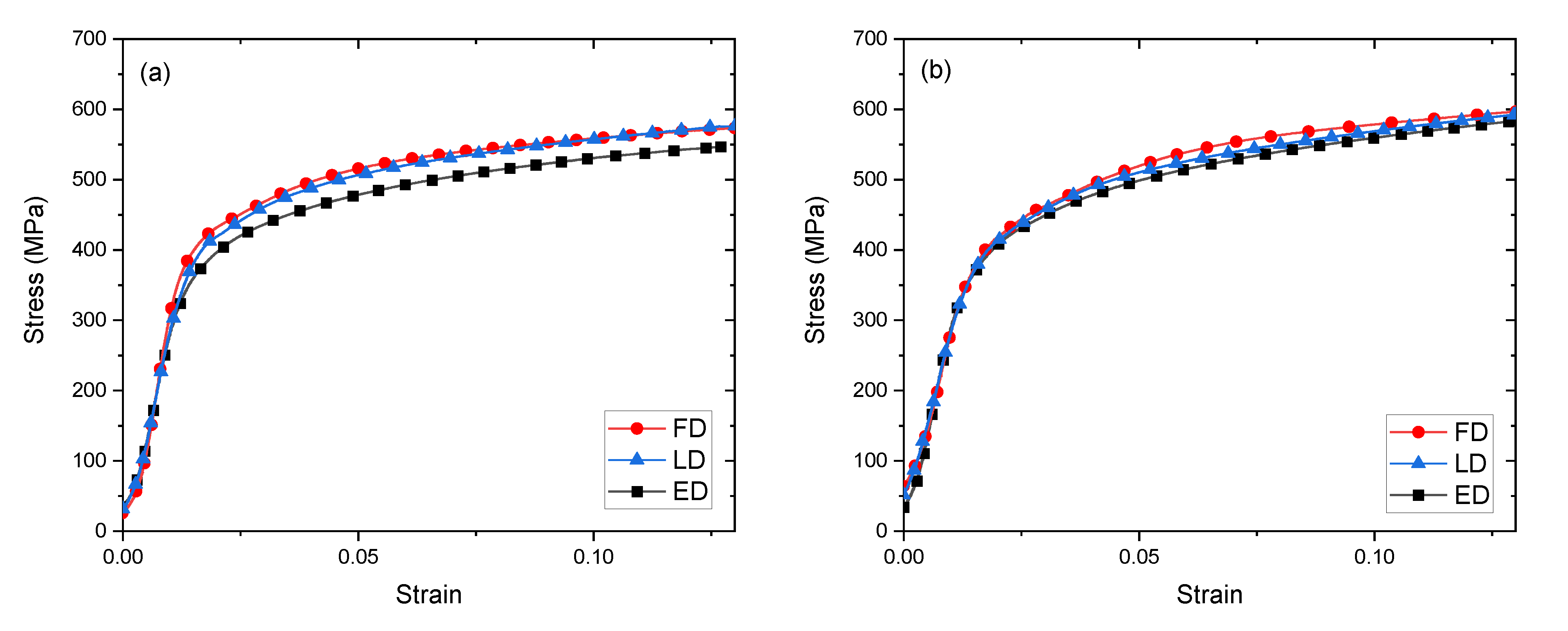
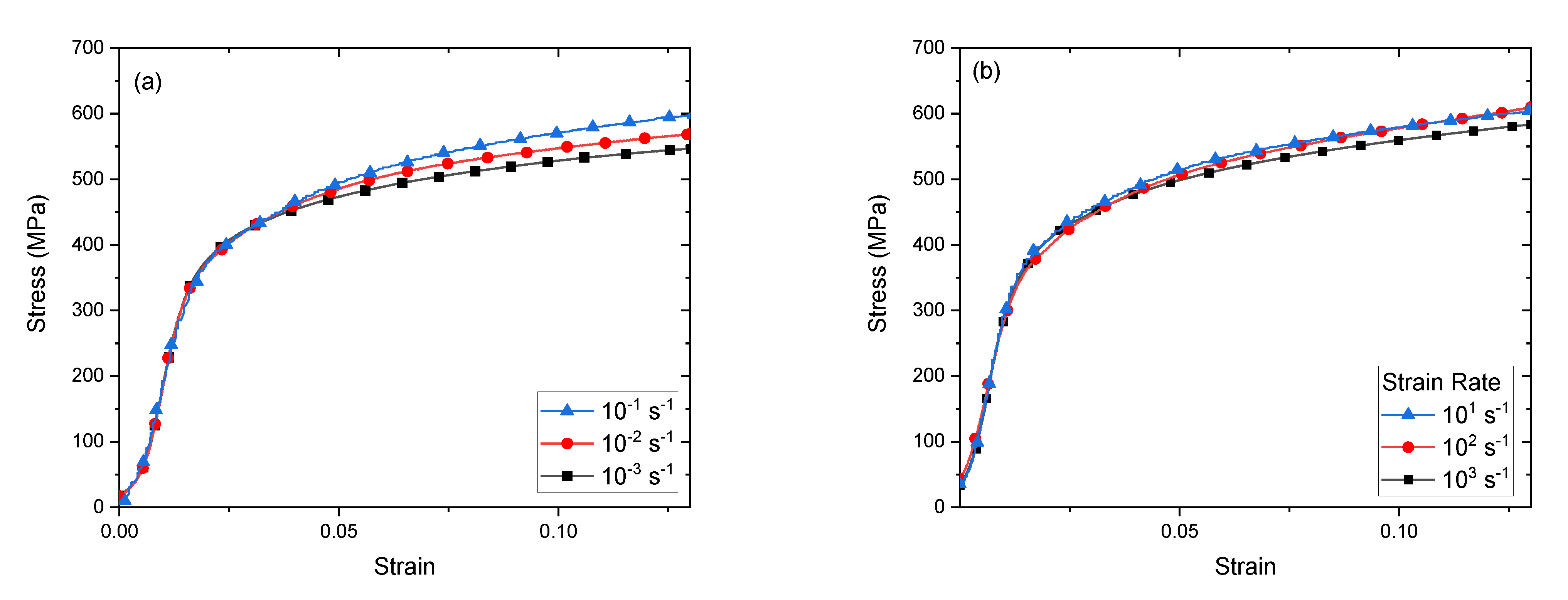
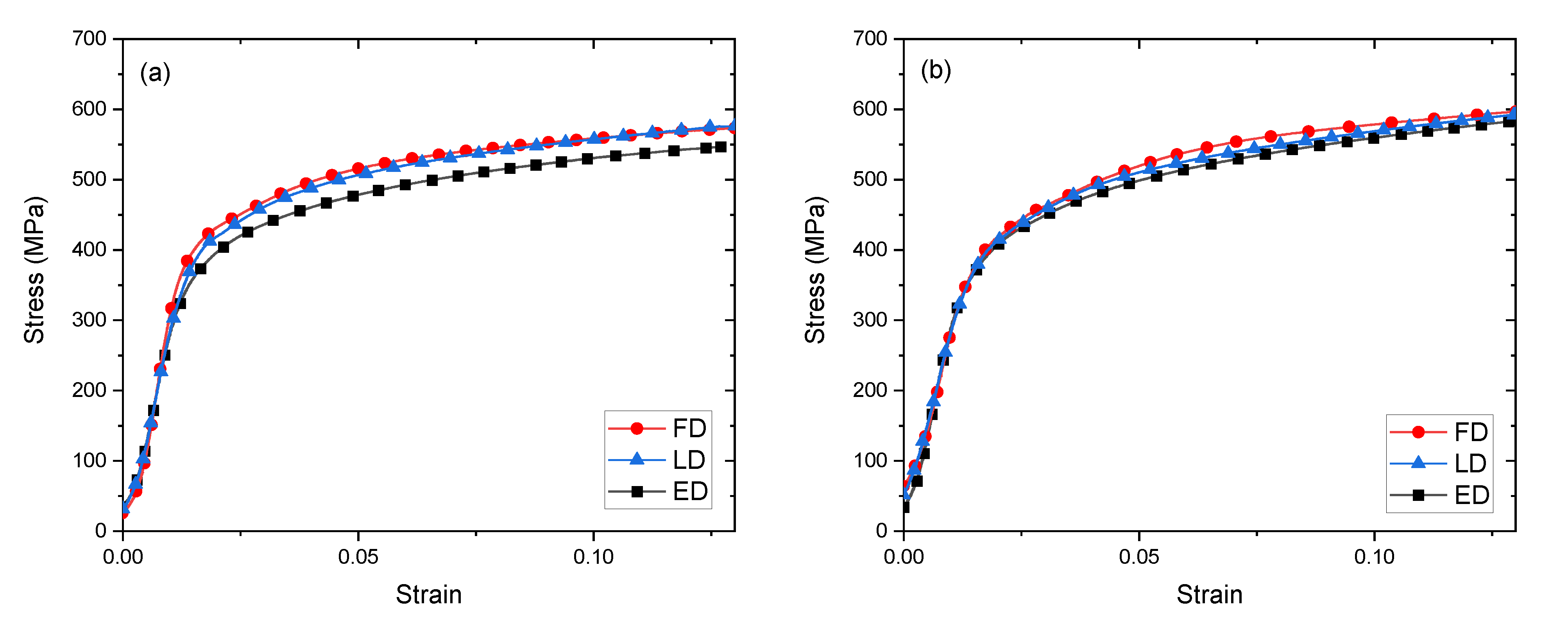
3.2.2. Mechanical Behavior
4. Discussion and Conclusions
5. Future Work
Supplementary Materials
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Patel, M.; Sahu, S.K.; Singh, M.K. Mechanical, Tribological and Corrosion Behaviour of Aluminium Alloys and Particulate Reinforced Aluminium or Aluminium Alloy Metal Matrix Composites-A Review. i-Manag. J. Mater. Sci. 2020, 8, 40. [Google Scholar]
- Ray, A.K.; Venkateswarlu, K.; Chaudhury, S.; Das, S.; Kumar, B.R.; Pathak, L. Fabrication of TiN reinforced aluminium metal matrix composites through a powder metallurgical route. Mater. Sci. Eng. A 2002, 338, 160–165. [Google Scholar] [CrossRef]
- Bose, A.; Sadangi, R.; German, R.M. A review on alloying in tungsten heavy alloys. Suppl. Proc. Mater. Process. Interfaces 2012, 1, 453–465. [Google Scholar]
- Akhtar, F. An investigation on the solid state sintering of mechanically alloyed nano-structured 90W–Ni–Fe tungsten heavy alloy. Int. J. Refract. Met. Hard Mater. 2008, 26, 145–151. [Google Scholar] [CrossRef]
- Scudino, S.; Liu, G.; Sakaliyska, M.; Surreddi, K.B.; Eckert, J. Powder metallurgy of Al-based metal matrix composites reinforced with β-Al3Mg2 intermetallic particles: Analysis and modeling of mechanical properties. Acta Mater. 2009, 57, 4529–4538. [Google Scholar] [CrossRef]
- Varin, R. Intermetallic-reinforced light-metal matrix in-situ composites. Metall. Mater. Trans. A 2002, 33, 193–201. [Google Scholar] [CrossRef]
- Lei, T.; Tang, W.; Cai, S.-H.; Feng, F.-F.; Li, N.-F. On the corrosion behaviour of newly developed biodegradable Mg-based metal matrix composites produced by in situ reaction. Corros. Sci. 2012, 54, 270–277. [Google Scholar] [CrossRef]
- Sohag, M.A.Z.; Gupta, P.; Kondal, N.; Kumar, D.; Singh, N.; Jamwal, A. Effect of ceramic reinforcement on the microstructural, mechanical and tribological behavior of Al-Cu alloy metal matrix composite. Mater. Today Proc. 2020, 21, 1407–1411. [Google Scholar] [CrossRef]
- Zou, H.; Wang, Y.C.; Li, S.K. Effect of composition on microstructure and dynamic mechanical properties of W-Ni-Cu alloys. Appl. Sci. Mater. Sci. Inf. Technol. Ind. 2014, 513–517, 121–124. [Google Scholar] [CrossRef]
- Gong, X.; Fan, J.L.; Ding, F.; Song, M.; Huang, B.Y. Effect of tungsten content on microstructure and quasi-static tensile fracture characteristics of rapidly hot-extruded W-Ni-Fe alloys. Int. J. Refract. Met. Hard Mater. 2012, 30, 71–77. [Google Scholar] [CrossRef]
- Rieth, M.; Hoffmann, A. Influence of microstructure and notch fabrication on impact bending properties of tungsten materials. Int. J. Refract. Met. Hard Mater. 2010, 28, 679–686. [Google Scholar] [CrossRef]
- Das, J.; Rao, G.A.; Pabi, S.K.; Sankaranarayana, M.; Nandy, T.K. Thermo-mechanical processing, microstructure and tensile properties of a tungsten heavy alloy. Mater. Sci. Eng. A 2014, 613, 48–59. [Google Scholar] [CrossRef]
- Yu, Y.; Zhang, W.; Chen, Y.; Wang, E. Effect of swaging on microstructure and mechanical properties of liquid-phase sintered 93W-4.9(Ni, Co)-2.1Fe alloy. Int. J. Refract. Met. Hard Mater. 2014, 44, 103–108. [Google Scholar] [CrossRef]
- German, R.M.; Bose, A.; Mani, S.S. Sintering time and atmosphere influences on the microstructure and mechanical-properties of tungsten heavy alloys. Metall. Trans. A Phys. Metall. Mater. Sci. 1992, 23, 211–219. [Google Scholar] [CrossRef]
- Gong, X.; Fan, J.L.; Ding, F.; Song, M.; Huang, B.Y.; Tian, J.M. Microstructure and highly enhanced mechanical properties of fine-grained tungsten heavy alloy after one-pass rapid hot extrusion. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2011, 528, 3646–3652. [Google Scholar] [CrossRef]
- Levin, Z.S.; Ted Hartwig, K. Hardness and microstructure of tungsten heavy alloy subjected to severe plastic deformation and post-processing heat treatment. Mater. Sci. Eng. A 2015, 635, 94–101. [Google Scholar] [CrossRef]
- Barmouz, M.; Besharati Givi, M.K.; Seyfi, J. On the role of processing parameters in producing Cu/SiC metal matrix composites via friction stir processing: Investigating microstructure, microhardness, wear and tensile behavior. Mater. Charact. 2011, 62, 108–117. [Google Scholar] [CrossRef]
- Balachandran, S.; Barber, R.E.; Huang, Y.; Miao, H.; Parrell, J.A.; Griffin, R.B.; Hartwig, K.T. Influences of Different ECAE Routes on Filament Deformation in Cu Clad Nb Composite Wires. IEEE Trans. Appl. Supercond. 2011, 21, 2584–2587. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R.; Klečková, Z. Effects of Sintering Conditions on Structures and Properties of Sintered Tungsten Heavy Alloy. Materials 2020, 13, 2338. [Google Scholar] [CrossRef]
- Gero, R.; Borukhin, L.; Pikus, I. Some structural effects of plastic deformation on tungsten heavy metal alloys. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2001, 302, 162–167. [Google Scholar] [CrossRef]
- Suresh, S. Fundamentals of Metal-Matrix Composites; Elsevier: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Elliott, R. Eutectic Solidification Processing: Crystalline and Glassy Alloys; Elsevier: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Samal, C.; Parihar, J.y.; Chaira, D. The effect of milling and sintering techniques on mechanical properties of Cu–graphite metal matrix composite prepared by powder metallurgy route. J. Alloy. Compd. 2013, 569, 95–101. [Google Scholar] [CrossRef]
- Balachandran, S.; Smathers, D.B.; Walsh, R.P.; Starch, W.L.; Lee, P.J. High-Strength Cu–Ta–W Composite. IEEE Trans. Appl. Supercond. 2019, 29, 1–4. [Google Scholar] [CrossRef]
- Alizadeh, M.; Salahinejad, E. A comparative study on metal–matrix composites fabricated by conventional and cross accumulative roll-bonding processes. J. Alloy. Compd. 2015, 620, 180–184. [Google Scholar] [CrossRef]
- Zeng, L.F.; Gao, R.; Fang, Q.F.; Wang, X.P.; Xie, Z.M.; Miao, S.; Hao, T.; Zhang, T. High strength and thermal stability of bulk Cu/Ta nanolamellar multilayers fabricated by cross accumulative roll bonding. Acta Mater. 2016, 110, 341–351. [Google Scholar] [CrossRef]
- Mathaudhu, S.N.; Hartwig, K.T.; Karaman, I. Consolidation of blended powders by severe plastic deformation to form amorphous metal matrix composites. J. Non-Cryst. Solids 2007, 353, 185–193. [Google Scholar] [CrossRef]
- Karaman, I.; Haouaoui, M.; Maier, H. Nanoparticle consolidation using equal channel angular extrusion at room temperature. J. Mater. Sci. 2007, 42, 1561–1576. [Google Scholar] [CrossRef]
- Levin, Z.S.; Wang, X.; Kaynak, M.; Karaman, I.; Hartwig, K.T. Strength and ductility of powder consolidated ultrafine-grain tantalum. Int. J. Refract. Met. Hard Mater. 2019, 80, 73–84. [Google Scholar] [CrossRef]
- Robertson, J.; Im, J.T.; Karaman, I.; Hartwig, K.T.; Anderson, I.E. Consolidation of amorphous copper based powder by equal channel angular extrusion. J. Non-Cryst. Solids 2003, 317, 144–151. [Google Scholar] [CrossRef]
- Subramanian, P.R.; Laughlin, D.E. The Cu-Ta (Copper-Tantalum) system. Bull. Alloy Phase Diagr. 1989, 10, 652–655. [Google Scholar] [CrossRef]
- Kaufman, L. Coupled thermochemical and phase diagram data for tantalum based binary alloys. Calphad 1991, 15, 243–259. [Google Scholar] [CrossRef]
- Darling, K.; Tschopp, M.; Guduru, R.; Yin, W.; Wei, Q.; Kecskes, L. Microstructure and mechanical properties of bulk nanostructured Cu–Ta alloys consolidated by equal channel angular extrusion. Acta Mater. 2014, 76, 168–185. [Google Scholar] [CrossRef]
- Hornbuckle, B.C.; Rojhirunsakool, T.; Rajagopalan, M.; Alam, T.; Pun, G.P.P.; Banerjee, R.; Solanki, K.N.; Mishin, Y.; Kecskes, L.J.; Darling, K.A. Effect of Ta solute concentration on the microstructural evolution in immiscible Cu-Ta alloys. Jom 2015, 67, 2802–2809. [Google Scholar] [CrossRef]
- Rajagopalan, M.; Darling, K.; Turnage, S.; Koju, R.K.; Hornbuckle, B.; Mishin, Y.; Solanki, K.N. Microstructural evolution in a nanocrystalline Cu-Ta alloy: A combined in-situ TEM and atomistic study. Mater. Des. 2017, 113, 178–185. [Google Scholar] [CrossRef]
- Rajagopalan, M.; Darling, K.A.; Kale, C.; Turnage, S.A.; Koju, R.K.; Hornbuckle, B.C.; Mishin, Y.; Solanki, K.N. Nanotechnology enabled design of a structural material with extreme strength as well as thermal and electrical properties. Mater. Today 2019, 31, 10–20. [Google Scholar] [CrossRef]
- Segal, V.M. Materials processing by simple shear. Mater. Sci. Eng. A 1995, 197, 157–164. [Google Scholar] [CrossRef]
- Segal, V.M. Engineering and commercialization of equal channel angular extrusion (ECAE). Mater. Sci. Eng. A 2004, 386, 269–276. [Google Scholar] [CrossRef]
- Levin, Z.S.; Hartwig, K.T. Strong ductile bulk tungsten. Mater. Sci. Eng. A 2017, 707, 602–611. [Google Scholar] [CrossRef]
- Schindelin, J.; Arganda-Carreras, I.; Frise, E.; Kaynig, V.; Longair, M.; Pietzsch, T.; Preibisch, S.; Rueden, C.; Saalfeld, S.; Schmid, B.; et al. Fiji: An open-source platform for biological-image analysis. Nat. Methods 2012, 9, 676–682. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Springs, J.; Kao, Y.; Srivastava, A.; Levin, Z.; Barber, R.; Hartwig, K. Strength and electrical resistivity of heavily worked copper. IOP Conf. Ser. Mater. Sci. Eng. 2017, 279, 012003. [Google Scholar] [CrossRef] [Green Version]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Route | Strain | Hardness HV300 | % Cu Area | Interface Trace Length per Unit Area [μm−1] |
|---|---|---|---|---|
| 1A Cu-Ta | 1.15 | 164 ± 12 | 46 ± 5 | 4 ± 0.3 |
| 2A Cu-Ta | 2.3 | 177 ± 12 | 42 ± 5 | 6 ± 0.7 |
| 2A×2A Cu-Ta | 4.6 | 190 ± 18 | 47 ± 6 | 3.6 ± 0.7 |
| 2C Cu-Ta | 2.3 | 174 ± 23 | 42 ± 4 | 4.6 ± 0.7 |
| 4E Cu-Ta | 4.6 | 188 ± 25 | 53 ± 4 | 3.1 ± 0.6 |
| Processing | Oreintation | % Interface Trace Length per Unit Area [μm−1] | % Cu Area | ||
|---|---|---|---|---|---|
| Route | Plane | Individual | Average | Individual | Average |
| - | Flow | 3.6 | - | 47 | - |
| 4E | Longitudinal | 3.5 | 3.7 ± 0.2 | 39 | 46 ± 7 |
| - | Extrusion | 3.9 | - | 53 | - |
| - | Flow | 4.1 | - | 48 | - |
| 4Bc | Longitudinal | 4.4 | 4.5 ± 0.4 | 41 | 43 ± 4 |
| - | Extrusion | 4.9 | - | 41 | - |
| Route | Processing Temperature | Strain Rate (s−1) | Testing Direction | Yield Stress (MPa) | Flow Stress at ε = 0.05 (MPa) | Flow Stress at ε = 0.1 (MPa) |
|---|---|---|---|---|---|---|
| 4E | ambient | 10−3 | ED | 427 | 595 | 560 |
| - | - | 10−1 | ED | 360 | 502 | 574 |
| - | - | 10−2 | ED | 342 | 495 | 551 |
| 4E | 300 °C | 10−3 | ED | 349 ± 25 | 476 ± 4 | 533 ± 2 |
| - | - | 10−3 | FD | 387 ± 1 | 513 ± 9 | 563 ± 4 |
| - | - | 10−3 | LD | 383 ± 9 | 518 ± 13 | 573 ± 21 |
| - | - | 10−1 | ED | 371 | 516 | 578 |
| - | - | 10−2 | ED | 346 | 507 | 577 |
| 4Bc | 300 °C | 10−3 | ED | 350 ± 6 | 488 ± 12 | 547 ± 12 |
| - | - | 10−3 | FD | 379 ± 4 | 521 ± 2 | 579 ± 1 |
| - | - | 10−3 | LD | 388 ± 6 | 504 ± 6 | 562 ± 9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Levin, Z.S.; Demkowicz, M.J.; Hartwig, K.T. Copper-Tantalum Metal Matrix Composites Consolidated from Powder Blends by Severe Plastic Deformation. Metals 2021, 11, 1010. https://doi.org/10.3390/met11071010
Levin ZS, Demkowicz MJ, Hartwig KT. Copper-Tantalum Metal Matrix Composites Consolidated from Powder Blends by Severe Plastic Deformation. Metals. 2021; 11(7):1010. https://doi.org/10.3390/met11071010
Chicago/Turabian StyleLevin, Zachary S., Michael J. Demkowicz, and Karl T. Hartwig. 2021. "Copper-Tantalum Metal Matrix Composites Consolidated from Powder Blends by Severe Plastic Deformation" Metals 11, no. 7: 1010. https://doi.org/10.3390/met11071010
APA StyleLevin, Z. S., Demkowicz, M. J., & Hartwig, K. T. (2021). Copper-Tantalum Metal Matrix Composites Consolidated from Powder Blends by Severe Plastic Deformation. Metals, 11(7), 1010. https://doi.org/10.3390/met11071010