
Warm Hydroforming Process under Non-Uniform Temperature Field for Magnesium Alloy Tubes


Abstract
1. Introduction
2. Experiments
2.1. Materials
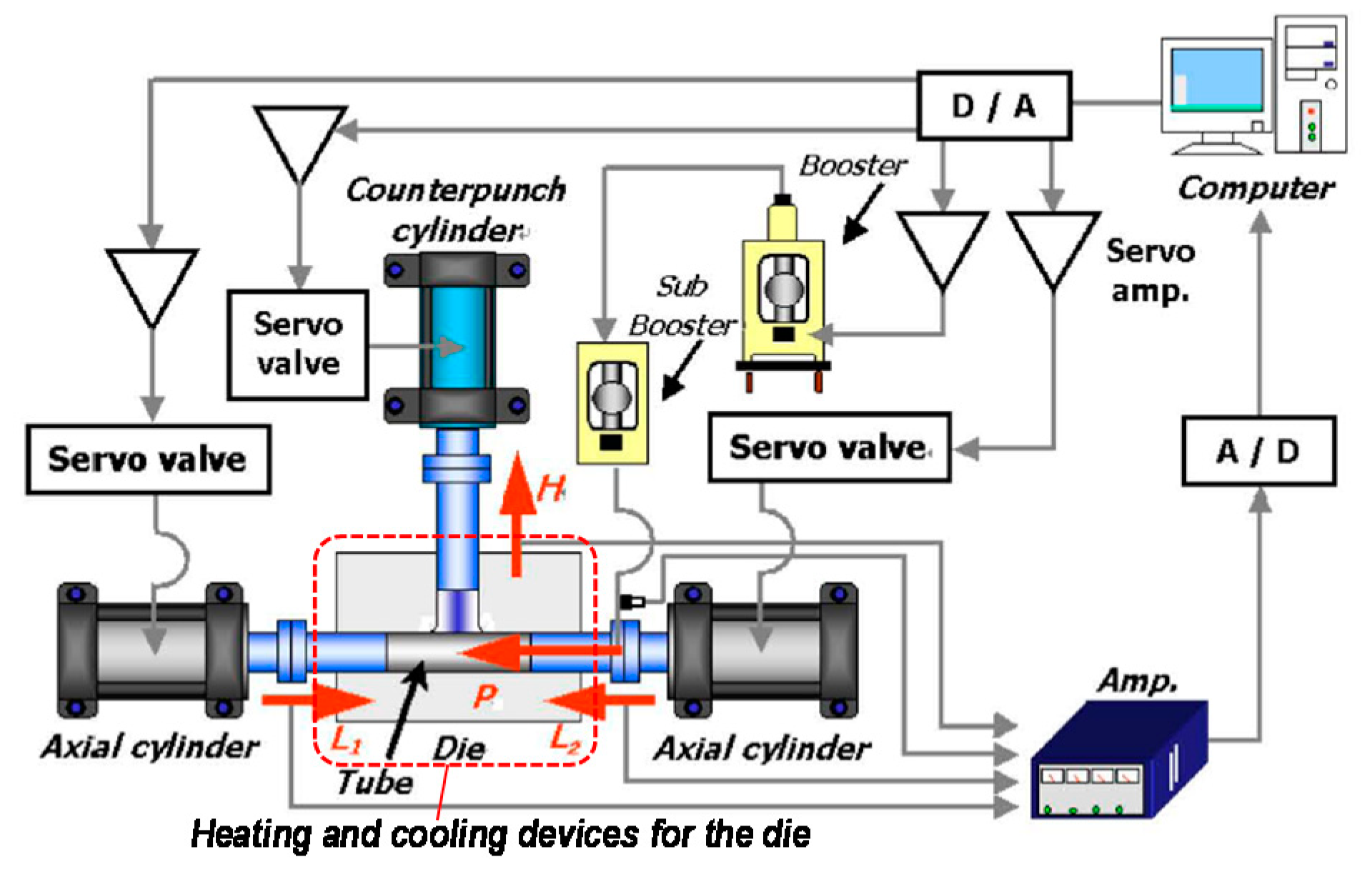
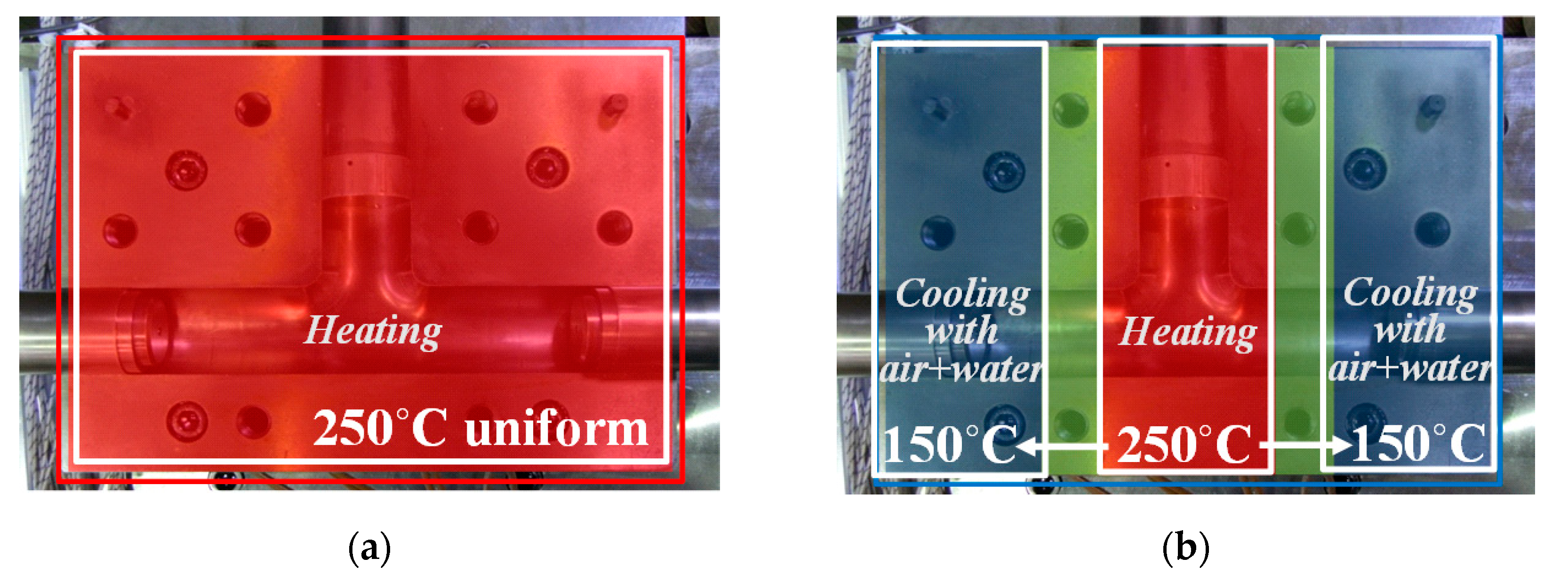
2.2. Experimental Setup and Procedure
3. Finite Element Modeling
4. Results and Discussion
4.1. Process Window in Proportional Loading Path under Uniform Temperature Field and Validation of the FE Modeling
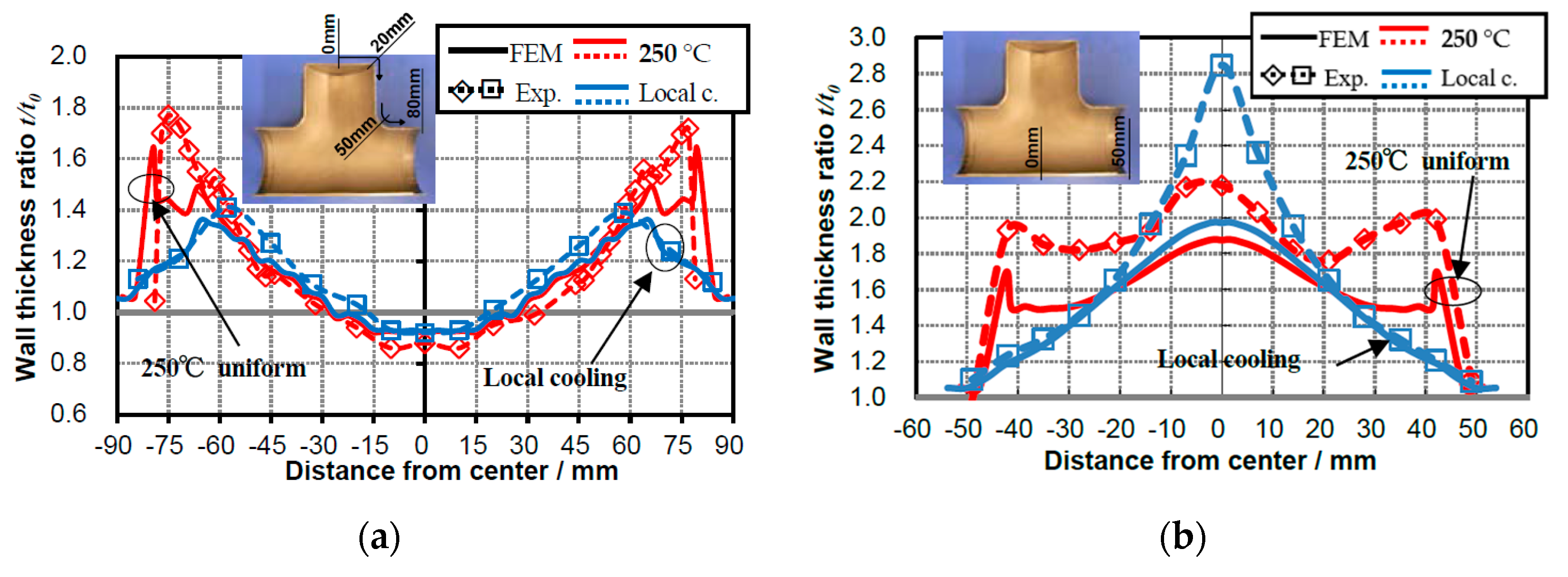
4.2. Effects of Temperature Distribution on Wall Thickness Distribution in Proportional Loading Path under Non-Uniform Temperature Field
4.3. Determination and Its Validation of Optimum Loading Path for Improving Formability and Bulged Shape in Warm T-shape Forming Process under Uniform Temperature Field
4.4. Optimum Temperature Distribution for Improving Wall Thicknes Distribution in Warm T-Shape Forming Process Using the Optimum Loading Path under Non-Uniform Temperature Field
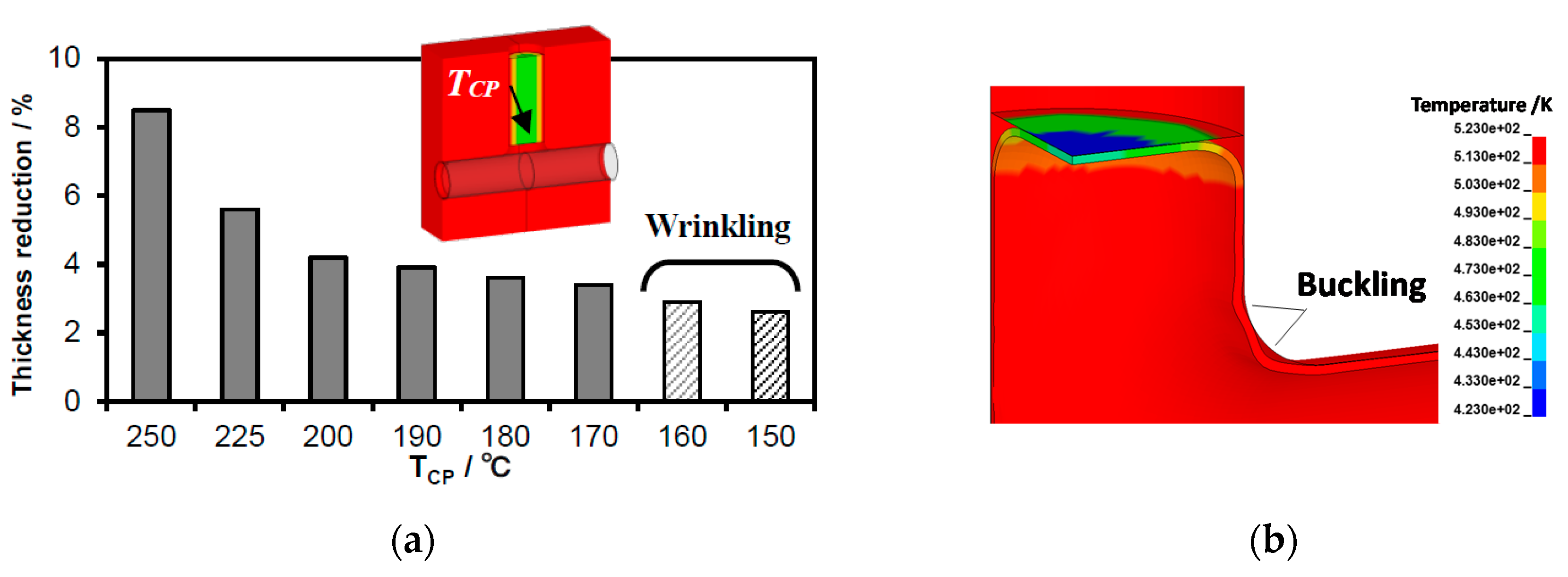
4.4.1. Effect of Temperature of Counter Punch on Thinning Behavior of the Bulged Part under Non-Uniform Temperature Field
4.4.2. Effect of Temperature of Die Bottom on Wall Thickness Distribution under Non-Uniform Temperature Field
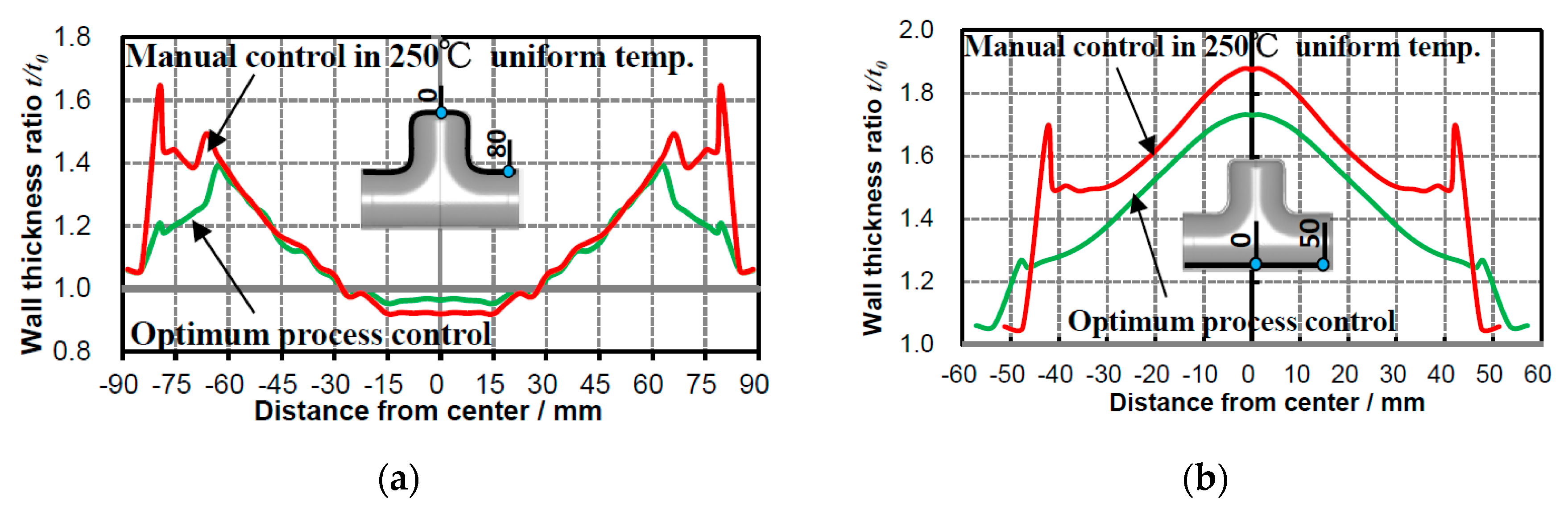
4.5. Wall Distribuntion in the Optimum Loading Path under Optimum Temperature Distribution
4.6. Application of the Optimization Methods to AZ61 Alloy Tube and Cross-Shape Forming
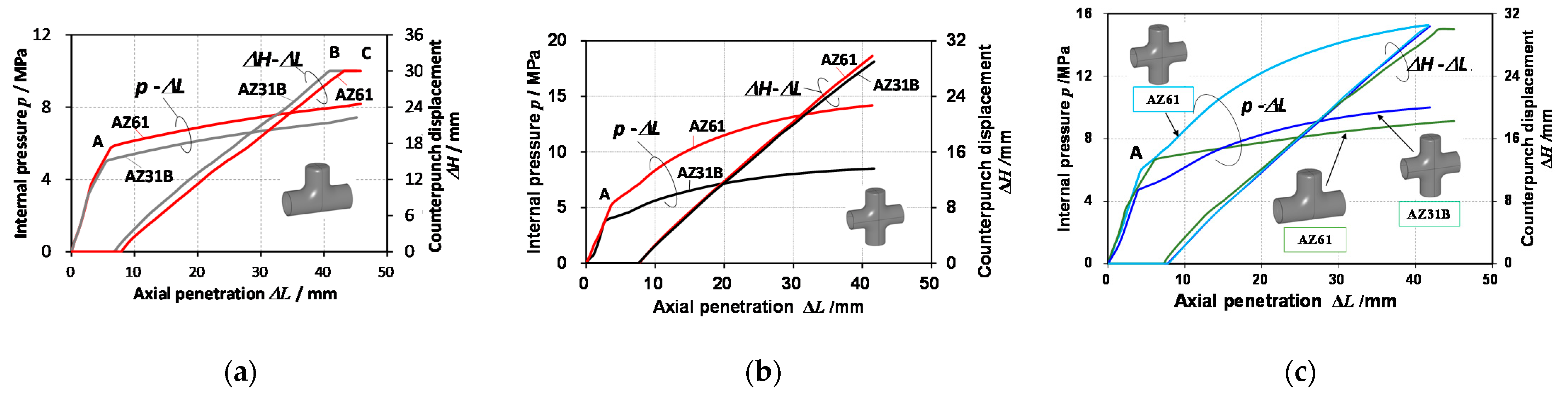
4.6.1. Optimum Loading Path for Different Materials and Formed Shapes
4.6.2. Optimum Temperature Distribution for Different Forming Shapes
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yoshihara, S.; Mac Donald, B.; Hasegawa, T.; Kawahara, M.; Yamamoto, H. Design improvement of spin forming of magnesium alloy tubes using finite element. J. Mater. Process. Technol. 2004, 153–154, 816–820. [Google Scholar] [CrossRef]
- Murata, M.; Kuboki, T.; Murai, T. Compression spinning of circular magnesium tube using heated roller. J. Mater. Process. Technol. 2005, 162, 540–545. [Google Scholar] [CrossRef]
- Okamoto, A.; Naoi, H.; Kuwahara, Y. Study on Hot Bulge Forming for Tees of Magnesium Alloy Pipe Joints. In Proceedings of the TUBEHYDRO 2007 (Tube Hydroforming Technology), Harbin, China, 4–5 June 2007; pp. 121–128. [Google Scholar]
- Manabe, K.; Fujita, K.; Tada, K. Experimental and Numerical Study on Warm Hydroforming for T-shape Joint of AZ31 Magnesium Alloy. J. Chin. Soc. Mech. Eng. 2010, 31, 284–287. [Google Scholar]
- Manabe, K.; Ogawa, Y.; Fujita, K.; Tada, K. Wall thickness distribution in Warm hydroforming process for AZ31 Magnesium Alloy Tube. In Proceedings of the International Conference on Materials Processing Technology, Bangkok, Thailand, 5–6 January 2010; pp. 60–63. [Google Scholar]
- Hwang, Y.M.; Wang, K.H. Study on y-shape tube hydroforming of magnesium alloys at elevated temperatures. Int. J. Mater. Form. 2010, 3, 175–178. [Google Scholar] [CrossRef]
- He, Z.; Yuan, S.; Liu, G.; Wu, J.; Cha, W. Formability testing of AZ31B magnesium alloy tube at elevated temperature. J. Mater. Process. Technol. 2010, 210, 877–884. [Google Scholar] [CrossRef]
- Furushima, T.; Ikeda, T.; Manabe, K. Deformation and Heat Transfer Analysis for High Speed Dieless Drawing of AZ31 Magnesium Alloy Tubes. Adv. Mater. Res. 2012, 418–420, 1036–1039. [Google Scholar] [CrossRef]
- Furushima, T.; Manabe, K. Workability of AZ31 Magnesium Alloy Tubes in Dieless Drawing Process. Steel Res. Int. 2012, 851–854. [Google Scholar]
- Du, P.; Furusawa, S.; Furushima, T. Microstructure and performance of biodegradable magnesium alloy tubes fabricated by local-heating-assisted dieless drawing. J. Magnes. Alloys 2020, 8, 614–623. [Google Scholar] [CrossRef]
- Milenin, A.; Kustra, P.; Furushima, T.; Du, P.; Němeček, J. Design of the laser dieless drawing process of tubes from magnesium alloy using FEM model. J. Mater. Process. Technol. 2018, 262, 65–74. [Google Scholar] [CrossRef]
- Keigler, M.; Bauer, H.; Harrison, D.; Silvia, A. Enhancing the formability of aluminum components via temperature controlled hydroforming. J. Mater. Process. Technol. 2005, 167, 363–370. [Google Scholar] [CrossRef]
- Dong, G.L.; Bi, J.; Du, B.; Chen, X.H.; Zhao, C.C. Research on AA6061 tubular components prepared by combined technology of heat treatment and internal high pressure forming. J. Mater. Process. Technol. 2017, 242, 126–138. [Google Scholar] [CrossRef]
- Maeno, T.; Mori, K.; Fujimoto, K. Development of the hot gas bulging process for aluminum alloy tube using resistance heating. Key Eng. Mater. 2009, 410–411, 315–323. [Google Scholar] [CrossRef]
- Maeno, T.; Mori, K.; Fujimoto, K. Hot gas bulging of sealed aluminum alloy tube using resistance heating. Manuf. Rev. 2014, 1, 5. [Google Scholar]
- Maeno, T.; Mori, K.; Adachi, K. Gas forming of ultra-high strength steel hollow part using air filled into sealed tube and resistance heating. J. Mater. Process. Technol. 2014, 214, 97–105. [Google Scholar] [CrossRef]
- Paul, A.; Strano, M. The influence of process variables on the gas forming and press hardening of steel tubes. J. Mater. Process. Technol. 2016, 228, 160–169. [Google Scholar] [CrossRef]
- Schlemmer, K.L.; Osman, F.H. Differential heating forming of solid and bi-metallic hollow parts. J. Mater. Process. Technol. 2005, 162–163, 564–569. [Google Scholar] [CrossRef]
- Furushima, T.; Hung, N.Q.; Manabe, K.; Sasaki, O. Development of semi-dieless metal bellows forming process. J. Mater. Process. Technol. 2013, 213, 1406–1411. [Google Scholar] [CrossRef]
- Suproadi, S.; Manabe, K. Enhancement of dimensional accuracy of dieless tube-drawing process with vision-based fuzzy control. J. Mater. Process. Technol. 2013, 213, 905–912. [Google Scholar] [CrossRef]
- Asao, H.; Okada, K.; Watanabe, M.; Yonemura, H.; Matsumoto, T.; Umehara, N. Analysis in workability of pipe bending Using High Frequency induction heating. In Proceedings of the 24th International Machine Tool Design and Research Conference (M.T.D.R.), 31 August–1 September 1983; pp. 97–104. [Google Scholar]
- Tomizawa, A.; Shimada, N.; Kubota, H.; Okada, N.; Hara, M.; Kuwayama, S. Forming characteristics in three-dimensional hot bending and direct quench process - Development of three-dimensional hot bending and direct quench technology. J. JSTP 2015, 56, 961–966. [Google Scholar] [CrossRef]
- Liu, G.; Zhang, W.; He, Z.; Yuan, S.; Lin, Z. Warm hydroforming of magnesium alloy tube with large expansion ratio within non-uniform temperature field. Trans. Nonferrous Met. Soc. China 2012, 22, s408–s415. [Google Scholar] [CrossRef]
- Yoshihara, S.; Nishimura, H.; Yamamoto, H.; Manabe, K. Formability enhancement in magnesium alloy stamping using a local heating and cooling technique: Circular cup deep drawing process. J. Mater. Process. Technol. 2003, 142, 579–585. [Google Scholar] [CrossRef]
- Manabe, K.; Morishima, T.; Ogawa, Y.; Tada, K.; Murai, T.; Nakagawa, H. Warm Hydroforming Process with Non-Uniform Heating for AZ31 Magnesium Alloy Tube. Mater. Sci. Forum 2010, 654, 739–742. [Google Scholar] [CrossRef]
- Manabe, K.; Morishima, T.; Tada, K.; Mac Donald, B.J. Deformation Behavior of AZ31 Magnesium Alloy Tube in Warm Hydroforming Process with Non-uniform Heating. In Proceeding of the 5th International Conference on Tube Hydroforming (Tube Hydroforming Technology 2011), Noboribetsu, Japan, 24–27 July 2011; pp. 84–87. [Google Scholar]
- Manabe, K.; Suetake, M.; Koyama, H.; Yang, M. Hydroforming process optimization of aluminum alloy tube using intelligent control technique. Int J Mach Tools Manu. 2006, 46, 1207–1211. [Google Scholar] [CrossRef]
- Yoshitomi, Y.; Kamohara, H.; Shimaguti, T.; Asao, H.; Nomura, H. An evaluation method of the applicability of the bulge forming for circular tubes. J. JSTP 1987, 28–316, 432–437. [Google Scholar]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Al | Zn | Mn | Si | Fe | Cu | Ni | Ca | Mg |
|---|---|---|---|---|---|---|---|---|---|
| AZ31B | 3.28 | 0.75 | 0.32 | 0.010 | 0.002 | 0.001 | 0.001 | 0.001 | Bal. |
| AZ61 | 5.5–6.5 | 0.5–1.5 | 0.15–0.4 | ≦0.1 | ≦0.005 | ≦0.05 | ≦0.005 | - | Bal. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Morishima, T.; Manabe, K.-I. Warm Hydroforming Process under Non-Uniform Temperature Field for Magnesium Alloy Tubes. Metals 2021, 11, 901. https://doi.org/10.3390/met11060901
Morishima T, Manabe K-I. Warm Hydroforming Process under Non-Uniform Temperature Field for Magnesium Alloy Tubes. Metals. 2021; 11(6):901. https://doi.org/10.3390/met11060901
Chicago/Turabian StyleMorishima, Toshiji, and Ken-Ichi Manabe. 2021. "Warm Hydroforming Process under Non-Uniform Temperature Field for Magnesium Alloy Tubes" Metals 11, no. 6: 901. https://doi.org/10.3390/met11060901
APA StyleMorishima, T., & Manabe, K.-I. (2021). Warm Hydroforming Process under Non-Uniform Temperature Field for Magnesium Alloy Tubes. Metals, 11(6), 901. https://doi.org/10.3390/met11060901