
Process Optimization and Microstructure Analysis to Understand Laser Powder Bed Fusion of 316L Stainless Steel

 , and
, and 
Abstract
1. Introduction
2. Materials and Methods
2.1. 316L Stainless Steel Powders
2.2. Laser Powder Bed Fusion
2.3. Characterization of Microstructure and Mechanical Behavior
3. Estimation of Melt Pool Dimensions
4. Results and Discussion
4.1. Starting 316L Stainless Steel Powders
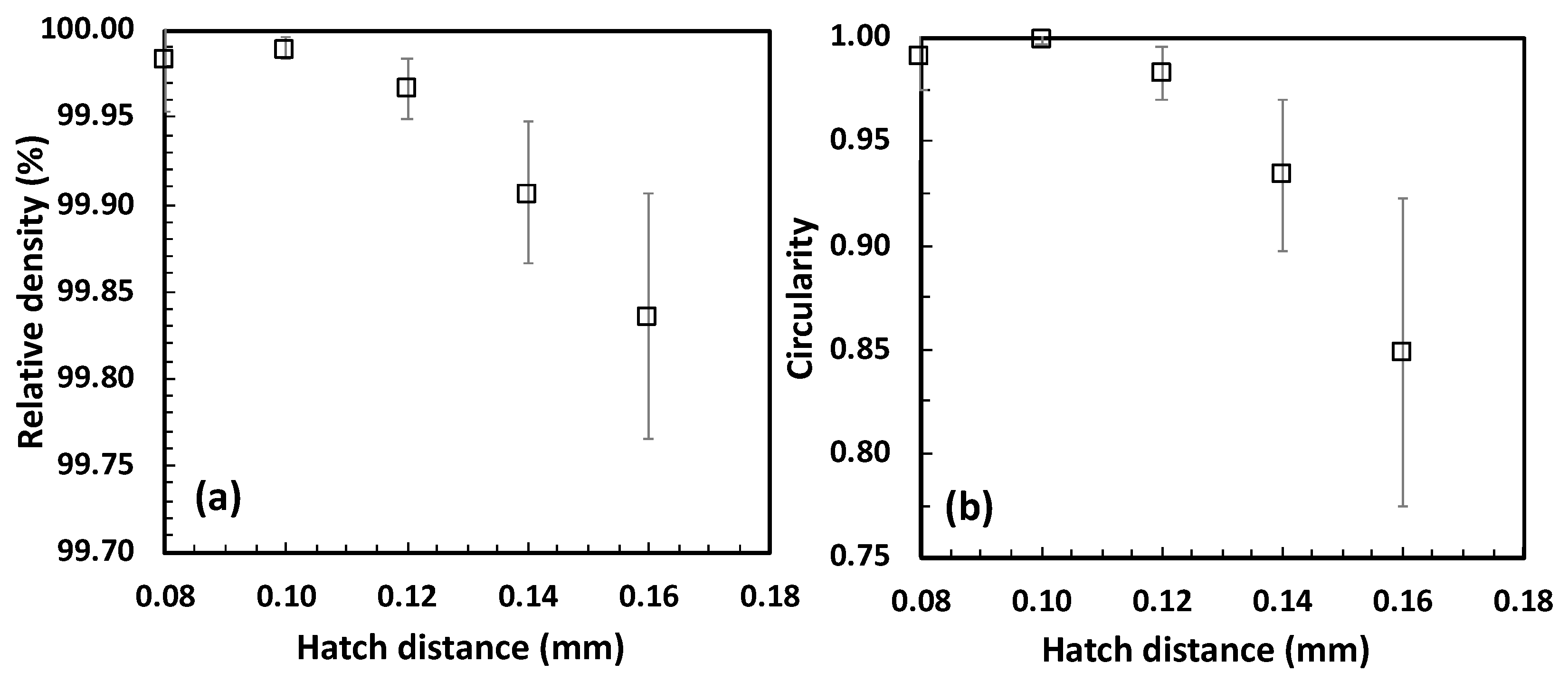
4.2. Influence of LPBF Parameters on the Density
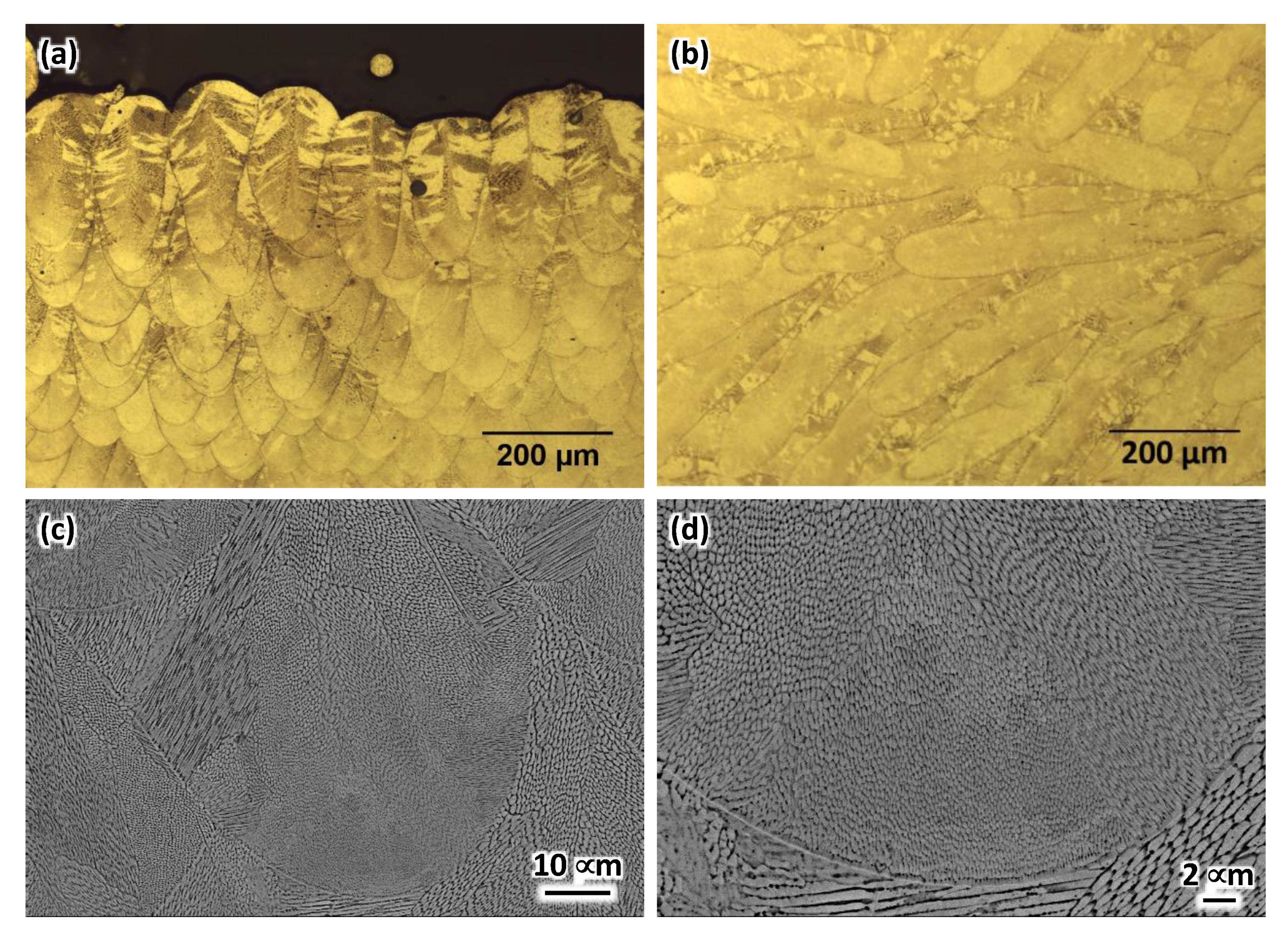
4.3. Influence of LPBF Parameters on the Microstructure
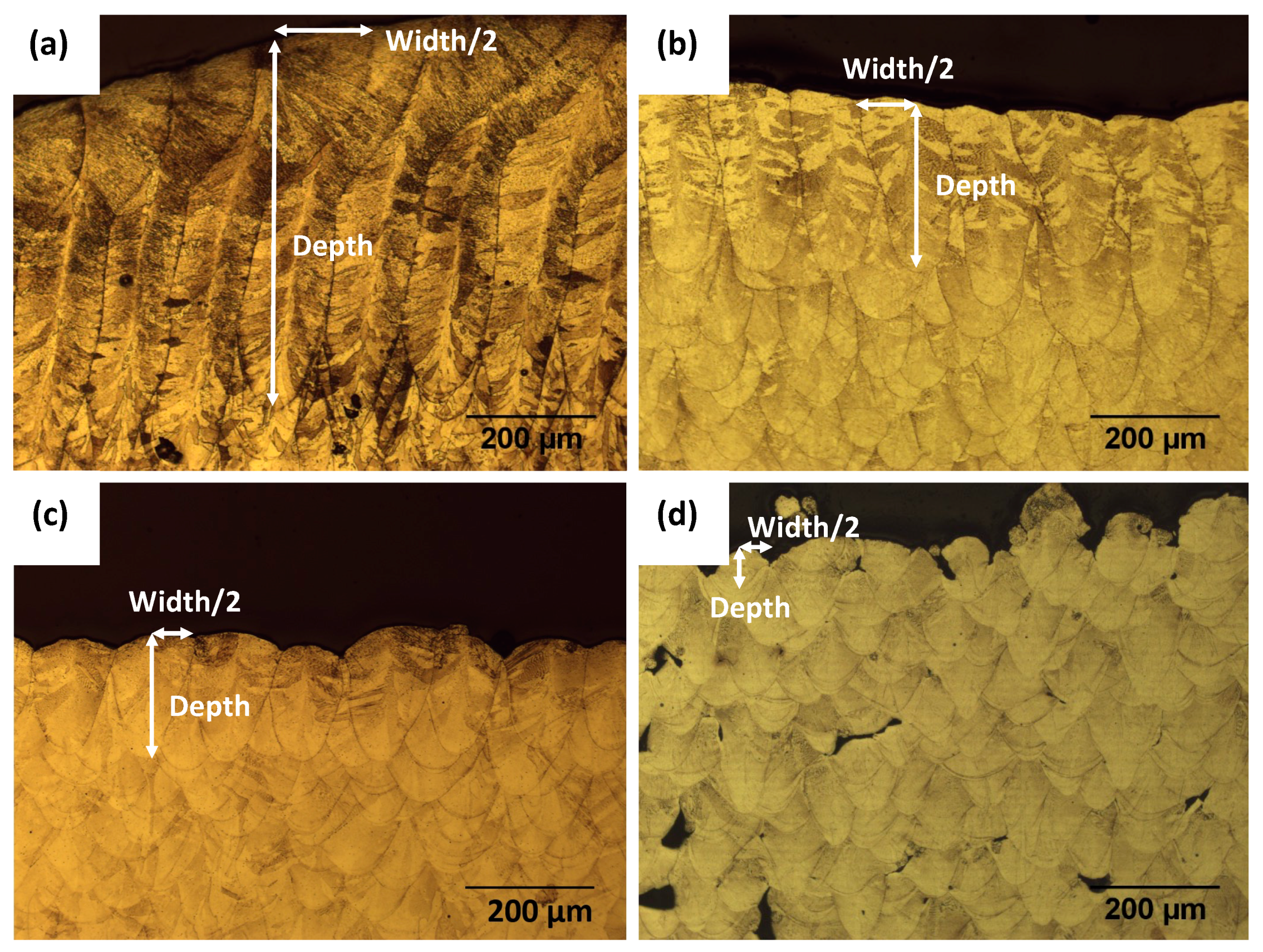
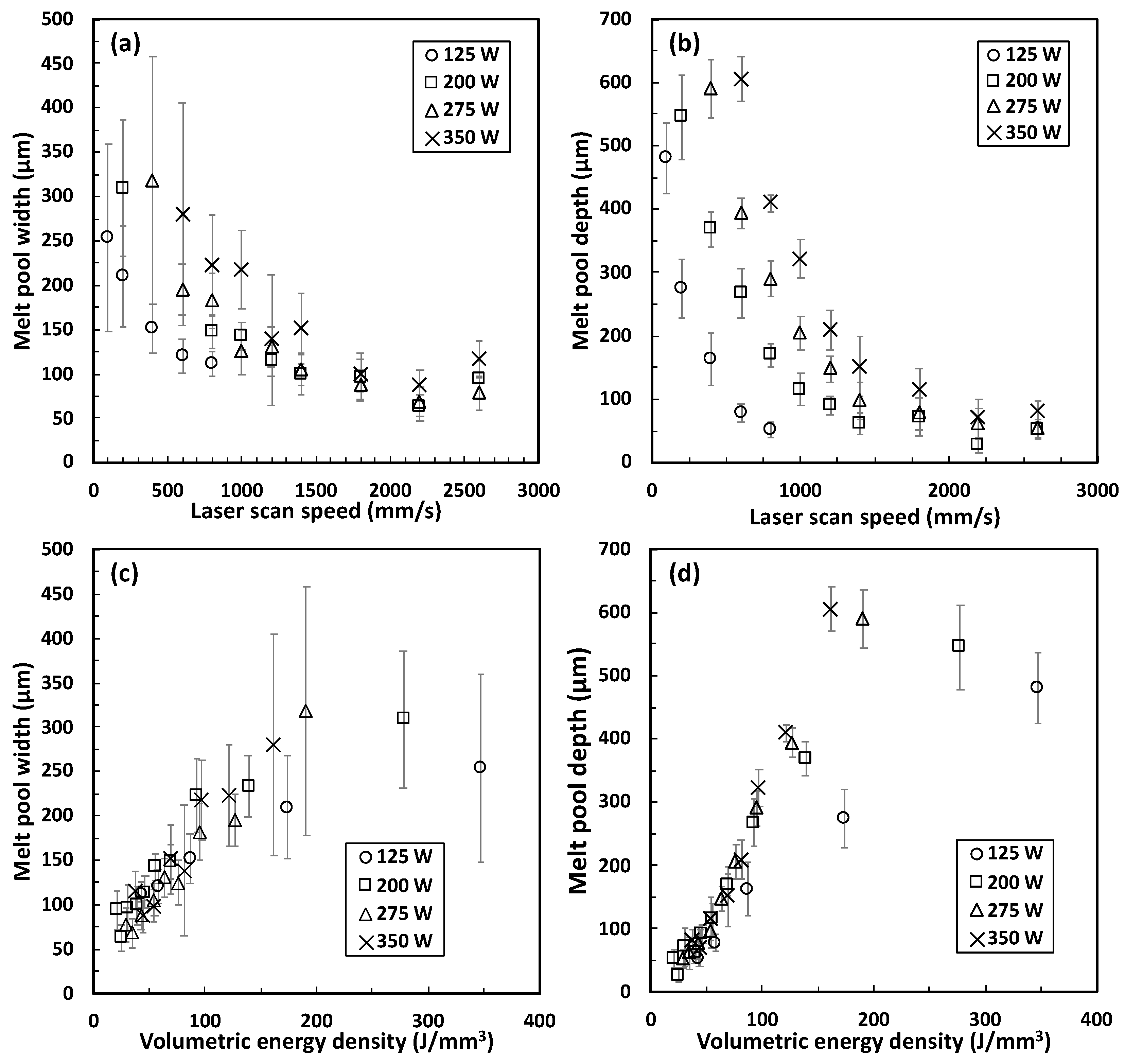
4.4. Melt Pool Dimension Estimated by Rosenthal Solution
5. Conclusions
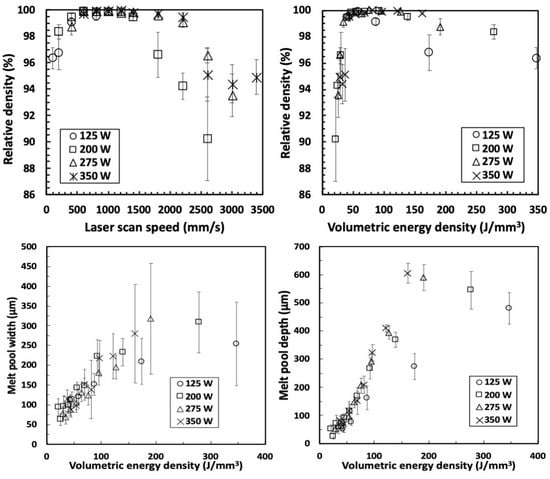
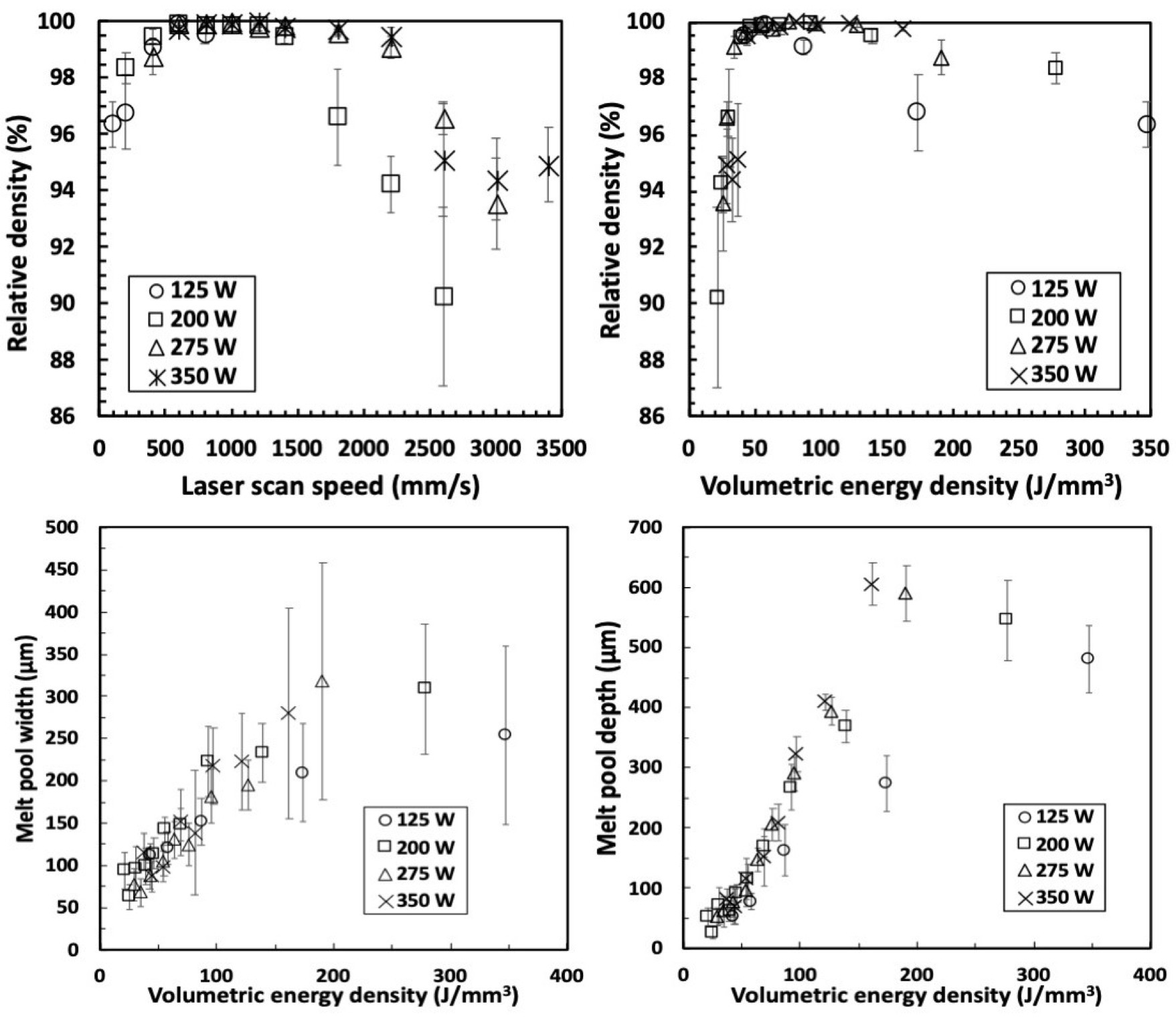
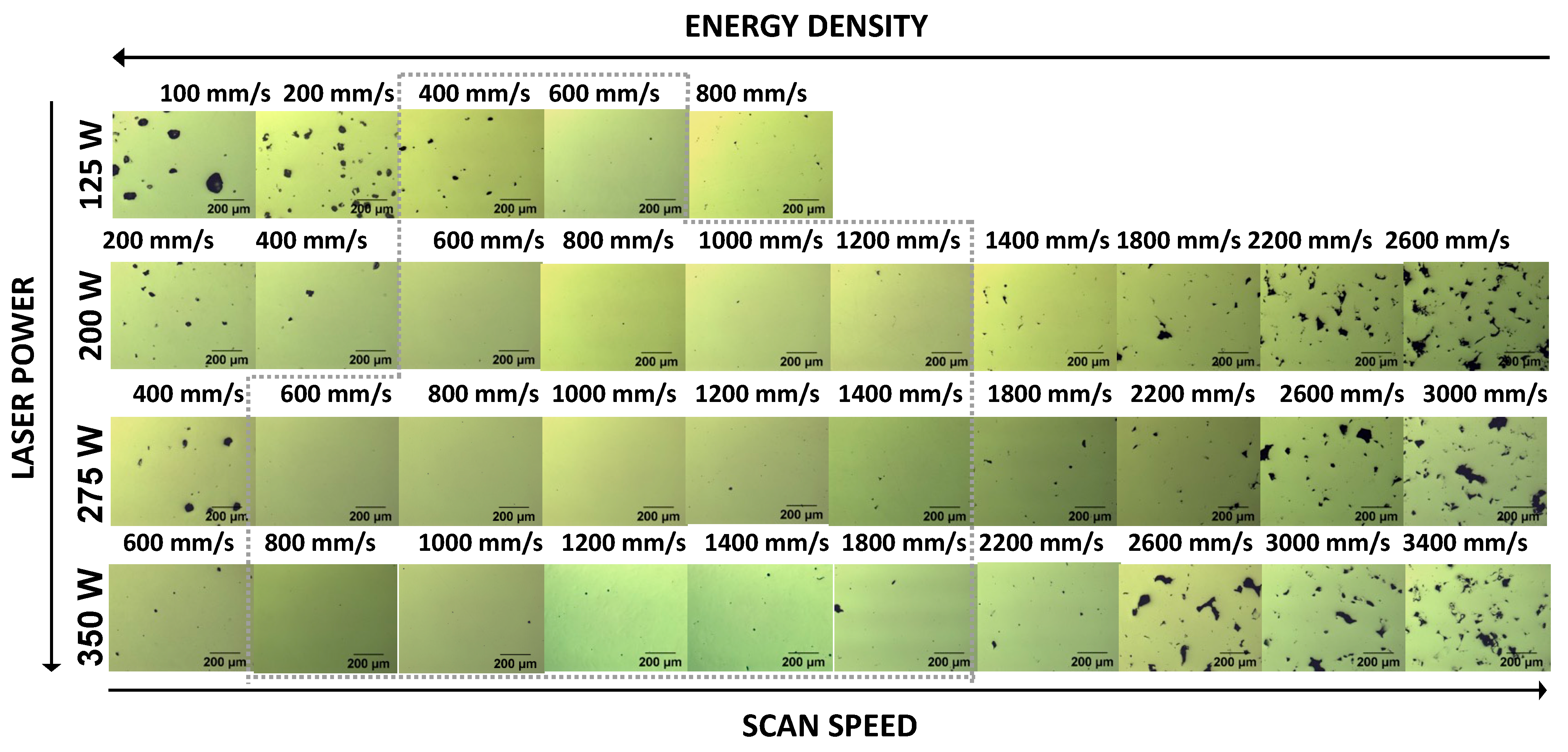
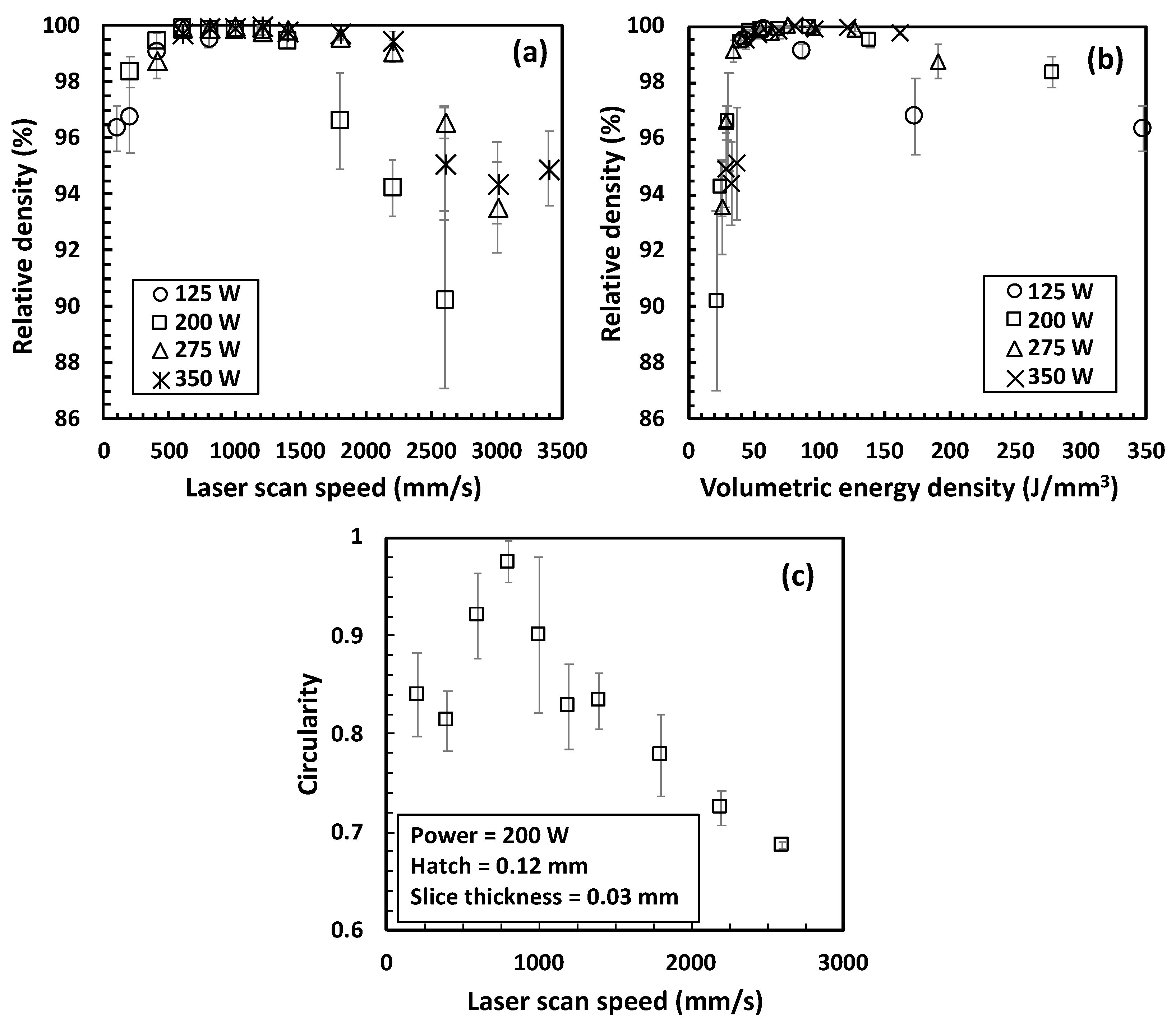
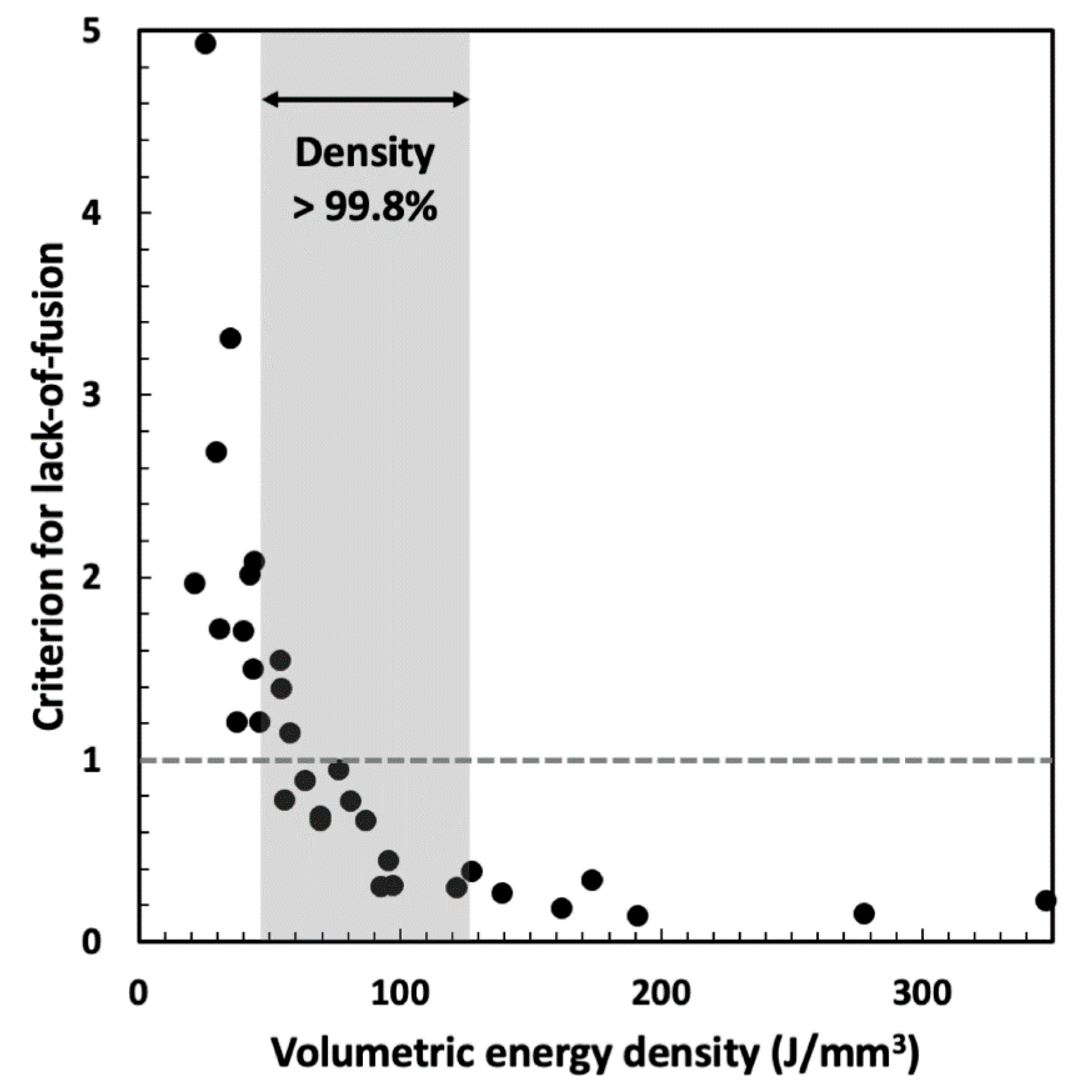
- The energy density input affects the overall pores and flaws observed in LPBF 316L SS. Volumetric energy density, below 46 J/mm3, yielded “lack-of-fusion” flaws due to insufficient melting, while excessive energy density, above 127 J/mm3, produced ”keyhole” porosity. Between these two extremes, there was a wide range of volumetric energy density in which density greater than 99.8% was achieved.
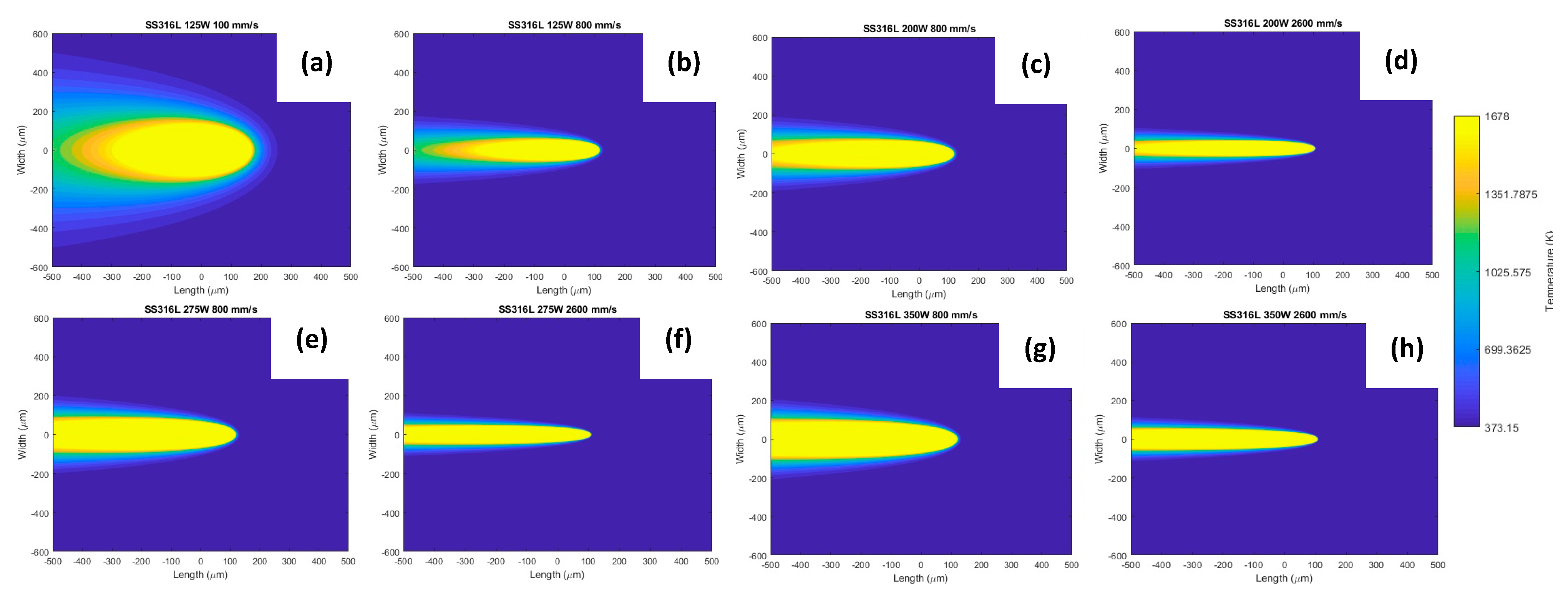
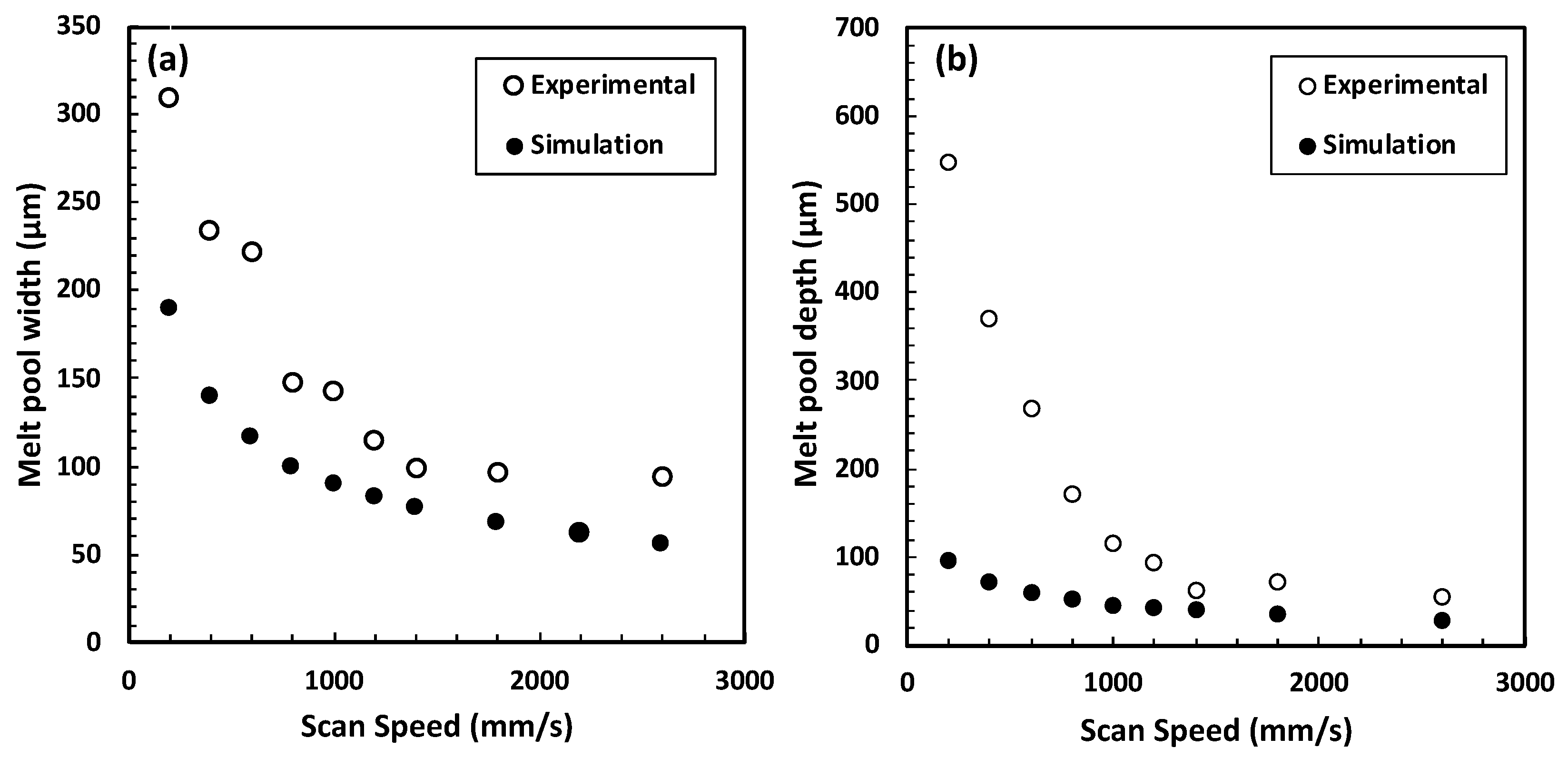
- Width and depth of melt pool increased with higher volumetric energy density (e.g., higher power and slower scan speed). Variation in melt pool width and depth as a function of energy input was calculated using a simple Rosenthal solution, and compared to experimental measurements.
- The threshold for lack of fusion can be used to help identify the onset of optimum LPBF parameters which would yield high density alloy specimens/components.
- As-built microstructure in LPBF 316L SS consisted of sub-grain cellular structures within grains observed normal to the boundaries of the melt pool structure. Cooling rate was estimated to be around 105 to 107 K/s based on the size of these cells.
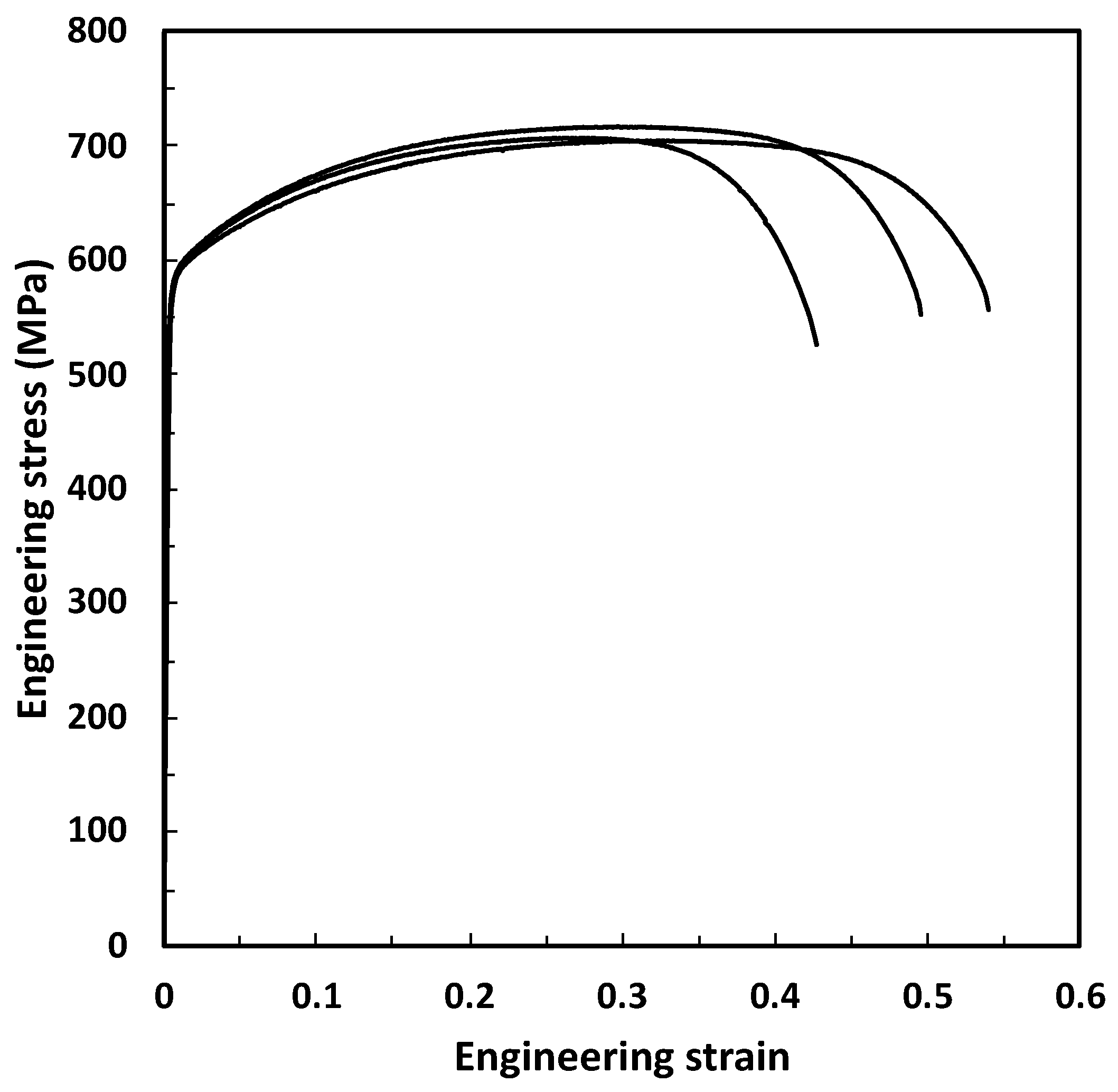
- Consistent as-built mechanical properties, YS = 563 MPa, E = 179 GPa, UTS = 710 MPa, and elongation at fracture = 48% was observed for the sample build with volumetric energy density of 69 J/mm3. These properties were correlated to a relative density greater than 99.8% and cell size of ~0.4 μm. The predominant mode of fracture was ductile.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gorsse, S.; Hutchinson, C.; Gouné, M.; Banerjee, R. Additive manufacturing of metals: A brief review of the characteristic microstructures and properties of steels, Ti-6Al-4V and high-entropy alloys. Sci. Technol. Adv. Mater. 2017, 18, 584–610. [Google Scholar] [CrossRef]
- Debroy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Oliveira, J.; Santos, T.; Miranda, R. Revisiting fundamental welding concepts to improve additive manufacturing: From theory to practice. Prog. Mater. Sci. 2020, 107, 100590. [Google Scholar] [CrossRef]
- Pańcikiewicz, K.; Świerczyńska, A.; Hućko, P.; Tumidajewicz, M. Laser Dissimilar Welding of AISI 430F and AISI 304 Stainless Steels. Materials 2020, 13, 4540. [Google Scholar] [CrossRef] [PubMed]
- Rogalski, G.; Świerczyńska, A.; Landowski, M.; Fydrych, D. Mechanical and Microstructural Characterization of TIG Welded Dissimilar Joints between 304L Austenitic Stainless Steel and Incoloy 800HT Nickel Alloy. Metals 2020, 10, 559. [Google Scholar] [CrossRef]
- E King, W.; Anderson, A.T.; Ferencz, R.M.; Hodge, N.E.; Kamath, C.; Khairallah, S.A.; Rubenchik, A.M. Laser powder bed fusion additive manufacturing of metals; physics, computational, and materials challenges. Appl. Phys. Rev. 2015, 2, 041304. [Google Scholar] [CrossRef]
- Zitelli, C.; Folgarait, P.; Di Schino, A. Laser Powder Bed Fusion of Stainless Steel Grades: A Review. Metals 2019, 9, 731. [Google Scholar] [CrossRef]
- Criales, L.E.; Arisoy, Y.M.; Lane, B.; Moylan, S.; Donmez, A.; Özel, T. Laser powder bed fusion of nickel alloy 625: Experimental investigations of effects of process parameters on melt pool size and shape with spatter analysis. Int. J. Mach. Tools Manuf. 2017, 121, 22–36. [Google Scholar] [CrossRef]
- Khairallah, S.A.; Anderson, A.T.; Rubenchik, A.; King, W.E. Laser powder-bed fusion additive manufacturing: Physics of complex melt flow and formation mechanisms of pores, spatter, and denudation zones. Acta Mater. 2016, 108, 36–45. [Google Scholar] [CrossRef]
- Zhang, L.-C.; Attar, H. Selective Laser Melting of Titanium Alloys and Titanium Matrix Composites for Biomedical Applications: A Review. Adv. Eng. Mater. 2016, 18, 463–475. [Google Scholar] [CrossRef]
- Gong, H.; Rafi, K.; Gu, H.; Ram, G.J.; Starr, T.; Stucker, B. Influence of defects on mechanical properties of Ti–6Al–4V components produced by selective laser melting and electron beam melting. Mater. Des. 2015, 86, 545–554. [Google Scholar] [CrossRef]
- Ding, L.; Sun, Z.; Liang, Z.; Li, F.; Xu, G.; Chang, H. Investigation on Ti-6Al-4V Microstructure Evolution in Selective Laser Melting. Metals 2019, 9, 1270. [Google Scholar] [CrossRef]
- Dilip, J.J.S.; Zhang, S.; Teng, C.; Zeng, K.; Robinson, C.; Pal, D.; Stucker, B. Influence of processing parameters on the evolution of melt pool, porosity, and microstructures in Ti-6Al-4V alloy parts fabricated by selective laser melting. Prog. Addit. Manuf. 2017, 2, 157–167. [Google Scholar] [CrossRef]
- Bertoli, U.S.; MacDonald, B.E.; Schoenung, J.M. Stability of cellular microstructure in laser powder bed fusion of 316L stainless steel. Mater. Sci. Eng. A 2019, 739, 109–117. [Google Scholar] [CrossRef]
- Ma, M.; Wang, Z.; Zeng, X. A comparison on metallurgical behaviors of 316L stainless steel by selective laser melting and laser cladding deposition. Mater. Sci. Eng. A 2017, 685, 265–273. [Google Scholar] [CrossRef]
- Kong, D.; Dong, C.; Ni, X.; Li, X. Corrosion of metallic materials fabricated by selective laser melting. NPJ Mater. Degrad. 2019, 3, 24. [Google Scholar] [CrossRef]
- Zhou, L.; Hyer, H.; Park, S.; Pan, H.; Bai, Y.; Rice, K.P.; Sohn, Y. Microstructure and mechanical properties of Zr-modified aluminum alloy 5083 manufactured by laser powder bed fusion. Addit. Manuf. 2019, 28, 485–496. [Google Scholar] [CrossRef]
- Yu, T.; Hyer, H.; Sohn, Y.; Bai, Y.; Wu, D. Structure-property relationship in high strength and lightweight AlSi10Mg microlattices fabricated by selective laser melting. Mater. Des. 2019, 182, 108062. [Google Scholar] [CrossRef]
- Zhou, L.; Mehta, A.; Schulz, E.; McWilliams, B.; Cho, K.; Sohn, Y. Microstructure, precipitates and hardness of selectively laser melted AlSi10Mg alloy before and after heat treatment. Mater. Charact. 2018, 143, 5–17. [Google Scholar] [CrossRef]
- Choi, J.-P.; Shin, G.-H.; Yang, S.; Yang, D.-Y.; Lee, J.-S.; Brochu, M.; Yu, J.-H. Densification and microstructural investigation of Inconel 718 parts fabricated by selective laser melting. Powder Technol. 2017, 310, 60–66. [Google Scholar] [CrossRef]
- Gonzalez, J.; Mireles, J.; Stafford, S.; Perez, M.; Terrazas, C.; Wicker, R. Characterization of Inconel 625 fabricated using powder-bed-based additive manufacturing technologies. J. Mater. Process. Technol. 2019, 264, 200–210. [Google Scholar] [CrossRef]
- Ghayoor, M.; Lee, K.; He, Y.; Chang, C.-H.; Paul, B.K.; Pasebani, S. Selective laser melting of 304L stainless steel: Role of volumetric energy density on the microstructure, texture and mechanical properties. Addit. Manuf. 2020, 32, 101011. [Google Scholar] [CrossRef]
- Schaller, R.F.; Mishra, A.; Rodelas, J.M.; Taylor, J.M.; Schindelholz, E.J. The Role of Microstructure and Surface Finish on the Corrosion of Selective Laser Melted 304L. J. Electrochem. Soc. 2018, 165, C234–C242. [Google Scholar] [CrossRef]
- Laleh, M.; Hughes, A.E.; Xu, W.; Gibson, I.; Tan, M.Y. Unexpected erosion-corrosion behaviour of 316L stainless steel produced by selective laser melting. Corros. Sci. 2019, 155, 67–74. [Google Scholar] [CrossRef]
- Kazemipour, M.; Mohammadi, M.; Mfoumou, E.; Nasiri, A.M. Microstructure and Corrosion Characteristics of Selective Laser-Melted 316L Stainless Steel: The Impact of Process-Induced Porosities. JOM 2019, 71, 3230–3240. [Google Scholar] [CrossRef]
- Chao, Q.; Cruz, V.; Thomas, S.; Birbilis, N.; Collins, P.; Taylor, A.; Hodgson, P.D.; Fabijanic, D. On the enhanced corrosion resistance of a selective laser melted austenitic stainless steel. Scr. Mater. 2017, 141, 94–98. [Google Scholar] [CrossRef]
- Ryan, M.P.; Williams, D.E.; Chater, R.J.; Hutton, B.M.; McPhail, D.S. Why stainless steel corrodes. Nat. Cell Biol. 2002, 415, 770–774. [Google Scholar] [CrossRef]
- Sander, G.; Thomas, S.; Cruz, V.; Jurg, M.; Birbilis, N.; Gao, X.; Brameld, M.; Hutchinson, C.R. On The Corrosion and Metastable Pitting Characteristics of 316L Stainless Steel Produced by Selective Laser Melting. J. Electrochem. Soc. 2017, 164, C250–C257. [Google Scholar] [CrossRef]
- Dhaiveegan, P.; Elangovan, N.; Nishimura, T.; Rajendran, N. Corrosion behavior of 316L and 304 stainless steels exposed to industrial-marine-urban environment: Field study. RSC Adv. 2016, 6, 47314–47324. [Google Scholar] [CrossRef]
- Al-Mamun, N.S.; Deen, K.M.; Haider, W.; Asselin, E.; Shabib, I. Corrosion behavior and biocompatibility of additively manufactured 316L stainless steel in a physiological environment: The effect of citrate ions. Addit. Manuf. 2020, 34, 101237. [Google Scholar] [CrossRef]
- Kong, D.; Ni, X.; Dong, C.; Zhang, L.; Man, C.; Yao, J.; Xiao, K.; Li, X. Heat treatment effect on the microstructure and corrosion behavior of 316L stainless steel fabricated by selective laser melting for proton exchange membrane fuel cells. Electrochim. Acta 2018, 276, 293–303. [Google Scholar] [CrossRef]
- Kasperovich, G.; Haubrich, J.; Gussone, J.; Requena, G. Corrigendum to “Correlation between porosity and processing parameters in TiAl6V4 produced by selective laser melting” [Materials and Design 105 (2016) 160–170]. Mater. Des. 2016, 112, 160–161. [Google Scholar] [CrossRef]
- Keshavarzkermani, A.; Marzbanrad, E.; Esmaeilizadeh, R.; Mahmoodkhani, Y.; Ali, U.; Enrique, P.D.; Zhou, N.Y.; Bonakdar, A.; Toyserkani, E. An investigation into the effect of process parameters on melt pool geometry, cell spacing, and grain refinement during laser powder bed fusion. Opt. Laser Technol. 2019, 116, 83–91. [Google Scholar] [CrossRef]
- Mishurova, T.; Artzt, K.; Haubrich, J.; Requena, G.; Bruno, G. New aspects about the search for the most relevant parameters optimizing SLM materials. Addit. Manuf. 2019, 25, 325–334. [Google Scholar] [CrossRef]
- Cherry, J.A.; Davies, H.M.; Mehmood, S.; Lavery, N.P.; Brown, S.G.R.; Sienz, J. Investigation into the effect of process parameters on microstructural and physical properties of 316L stainless steel parts by selective laser melting. Int. J. Adv. Manuf. Technol. 2015, 76, 869–879. [Google Scholar] [CrossRef]
- Tucho, W.M.; Lysne, V.H.; Austbø, H.; Sjolyst-Kverneland, A.; Hansen, V. Investigation of effects of process parameters on microstructure and hardness of SLM manufactured SS316L. J. Alloys Compd. 2018, 740, 910–925. [Google Scholar] [CrossRef]
- Krakhmalev, P.; Fredriksson, G.; Svensson, K.; Yadroitsev, I.; Yadroitsava, I.; Thuvander, M.; Peng, R. Microstructure, Solidification Texture, and Thermal Stability of 316 L Stainless Steel Manufactured by Laser Powder Bed Fusion. Metals 2018, 8, 643. [Google Scholar] [CrossRef]
- Gu, D.D.; Shen, Y.F.; Yang, J.L.; Wang, Y. Effects of processing parameters on direct laser sintering of multicomponent Cu based metal powder. Mater. Sci. Technol. 2006, 22, 1449–1455. [Google Scholar] [CrossRef]
- de Terris, T.; Andreau, O.; Peyre, P.; Adamski, F.; Koutiri, I.; Gorny, C.; Dupuy, C. Optimization and comparison of porosity rate measurement methods of Selective Laser Melted metallic parts. Addit. Manuf. 2019, 28, 802–813. [Google Scholar] [CrossRef]
- Wei, Q.S.; Zhao, X.; Wang, L.; Di Li, R.; Liu, J.; Shi, Y.S. Effects of the Processing Parameters on the Forming Quality of Stainless Steel Parts by Selective Laser Melting. Adv. Mater. Res. 2011, 189-193, 3668–3671. [Google Scholar] [CrossRef]
- Agrawal, A.K.; de Bellefon, G.M.; Thoma, D. High-throughput experimentation for microstructural design in additively manufactured 316L stainless steel. Mater. Sci. Eng. A 2020, 793, 139841. [Google Scholar] [CrossRef]
- Mukherjee, T.; DebRoy, T. Mitigation of lack of fusion defects in powder bed fusion additive manufacturing. J. Manuf. Process. 2018, 36, 442–449. [Google Scholar] [CrossRef]
- Wang, W.; Ning, J.; Liang, S.Y. Prediction of lack-of-fusion porosity in laser powder-bed fusion considering boundary conditions and sensitivity to laser power absorption. Int. J. Adv. Manuf. Technol. 2021, 112, 61–70. [Google Scholar] [CrossRef]
- King, W.E.; Barth, H.D.; Castillo, V.M.; Gallegos, G.F.; Gibbs, J.W.; Hahn, D.E.; Kamath, C.; Rubenchik, A.M. Observation of keyhole-mode laser melting in laser powder-bed fusion additive manufacturing. J. Mater. Process. Technol. 2014, 214, 2915–2925. [Google Scholar] [CrossRef]
- Wang, Y.M.; Voisin, T.; McKeown, J.T.; Ye, J.; Calta, N.P.; Li, Z.; Zeng, Z.; Zhang, Y.; Chen, W.; Roehling, T.T.; et al. Additively manufactured hierarchical stainless steels with high strength and ductility. Nat. Mater. 2018, 17, 63–71. [Google Scholar] [CrossRef] [PubMed]
- Sun, Z.; Tan, X.; Tor, S.B.; Chua, C.K. Simultaneously enhanced strength and ductility for 3D-printed stainless steel 316L by selective laser melting. NPG Asia Mater. 2018, 10, 127–136. [Google Scholar] [CrossRef]
- Suryawanshi, J.; Prashanth, K.; Ramamurty, U. Mechanical behavior of selective laser melted 316L stainless steel. Mater. Sci. Eng. A 2017, 696, 113–121. [Google Scholar] [CrossRef]
- Bartolomeu, F.; Buciumeanu, M.; Pinto, E.; Alves, N.; Carvalho, O.; Silva, F.; Miranda, G. 316L stainless steel mechanical and tribological behavior—A comparison between selective laser melting, hot pressing and conventional casting. Addit. Manuf. 2017, 16, 81–89. [Google Scholar] [CrossRef]
- Kurzynowski, T.; Gruber, K.; Stopyra, W.; Kuźnicka, B.; Chlebus, E. Correlation between process parameters, microstructure and properties of 316 L stainless steel processed by selective laser melting. Mater. Sci. Eng. A 2018, 718, 64–73. [Google Scholar] [CrossRef]
- Larimian, T.; Kannan, M.; Grzesiak, D.; AlMangour, B.; Borkar, T. Effect of energy density and scanning strategy on densification, microstructure and mechanical properties of 316L stainless steel processed via selective laser melting. Mater. Sci. Eng. A 2020, 770, 138455. [Google Scholar] [CrossRef]
- Casati, R.; Lemke, J.; Vedani, M. Microstructure and Fracture Behavior of 316L Austenitic Stainless Steel Produced by Selective Laser Melting. J. Mater. Sci. Technol. 2016, 32, 738–744. [Google Scholar] [CrossRef]
- Liverani, E.; Toschi, S.; Ceschini, L.; Fortunato, A. Effect of selective laser melting (SLM) process parameters on microstructure and mechanical properties of 316L austenitic stainless steel. J. Mater. Process. Technol. 2017, 249, 255–263. [Google Scholar] [CrossRef]
- Barkia, B.; Aubry, P.; Haghi-Ashtiani, P.; Auger, T.; Gosmain, L.; Schuster, F.; Maskrot, H. On the origin of the high tensile strength and ductility of additively manufactured 316L stainless steel: Multiscale investigation. J. Mater. Sci. Technol. 2020, 41, 209–218. [Google Scholar] [CrossRef]
- Godec, M.; Zaefferer, S.; Podgornik, B.; Šinko, M.; Tchernychova, E. Quantitative multiscale correlative microstructure analysis of additive manufacturing of stainless steel 316L processed by selective laser melting. Mater. Charact. 2020, 160, 110074. [Google Scholar] [CrossRef]
- Pham, M.-S.; Dovgyy, B.; Hooper, P.A.; Gourlay, C.M.; Piglione, A. The role of side-branching in microstructure development in laser powder-bed fusion. Nat. Commun. 2020, 11, 1–12. [Google Scholar] [CrossRef]
- Promoppatum, P.; Yao, S.-C.; Pistorius, P.C.; Rollett, A.D. A Comprehensive Comparison of the Analytical and Numerical Prediction of the Thermal History and Solidification Microstructure of Inconel 718 Products Made by Laser Powder-Bed Fusion. Engineering 2017, 3, 685–694. [Google Scholar] [CrossRef]
- Schneider, C.A.; Rasband, W.S.; Eliceiri, K.W. NIH Image to ImageJ: 25 years of image analysis. Nat. Methods 2012, 9, 671–675. [Google Scholar] [CrossRef]
- Rosenthal, D. Mathematical Theory of Heat Distribution during Welding and Cutting. Weld. J. 1941, 20, 220–234. [Google Scholar]
- Tang, M.; Pistorius, P.C.; Beuth, J.L. Prediction of lack-of-fusion porosity for powder bed fusion. Addit. Manuf. 2017, 14, 39–48. [Google Scholar] [CrossRef]
- Katayama, S.; Matsunawa, A. Solidification Microstructure of Laser Welded Stainless Steels. J. Laser Appl. 1984, 44, 60–67. [Google Scholar] [CrossRef]
- Ladani, L.; Romano, J.; Brindley, W.; Burlatsky, S. Effective liquid conductivity for improved simulation of thermal transport in laser beam melting powder bed technology. Add. Manuf. 2017, 14, 13–23. [Google Scholar] [CrossRef]
- Romano, J.; Ladani, L.; Razmi, J.; Sadowski, M. Temperature distribution and melt geometry in laser and electron-beam melting processes—A comparison among common materials. Add. Manuf. 2015, 8, 1–11. [Google Scholar] [CrossRef]
- Ahsan, F.; Ladani, L. Temperature Profile, Bead Geometry, and Elemental Evaporation in Laser Powder Bed Fusion Additive Manufacturing Process. JOM 2020, 72, 429–439. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Series | Power (W) | Scan Speed (mm/s) | Slice Thickness (mm) | Hatch Distance (mm) | Energy Density (J/mm3) | Relative Density (%) Measured by Image Analysis * |
|---|---|---|---|---|---|---|
| I | 125 | 100 | 0.03 | 0.12 | 347.2 | 96.35 ± 0.79 |
| 200 | 173.6 | 96.79 ± 1.35 | ||||
| 400 | 86.8 | 99.09 ± 0.28 | ||||
| 600 | 57.9 | 99.90 ± 0.08 | ||||
| 800 | 43.4 | 99.51 ± 0.30 | ||||
| 200 | 200 | 277.8 | 98.35 ± 0.53 | |||
| 400 | 138.9 | 99.49 ± 0.27 | ||||
| 600 | 92.6 | 99.92 ± 0.05 | ||||
| 800 | 69.4 | 99.89 ± 0.06 | ||||
| 1000 | 55.6 | 99.88 ± 0.07 | ||||
| 1200 | 46.3 | 99.83 ± 0.05 | ||||
| 1400 | 39.7 | 99.44 ± 0.20 | ||||
| 1800 | 30.9 | 96.60 ± 1.74 | ||||
| 2200 | 25.3 | 94.23 ± 1.00 | ||||
| 2600 | 21.4 | 90.22 ± 3.17 | ||||
| 275 | 400 | 191.0 | 98.74 ± 0.64 | |||
| 600 | 127.3 | 99.9 ± 0.07 | ||||
| 800 | 95.5 | 99.91 ± 0.14 | ||||
| 1000 | 76.4 | 99.98 ± 0.01 | ||||
| 1200 | 63.7 | 99.77 ± 0.10 | ||||
| 1400 | 54.6 | 99.87 ± 0.06 | ||||
| 1800 | 42.4 | 99.62 ± 0.14 | ||||
| 2200 | 34.7 | 99.09 ± 0.41 | ||||
| 2600 | 29.4 | 96.55 ± 0.59 | ||||
| 3000 | 25.5 | 93.52 ± 1.62 | ||||
| 350 | 600 | 162.0 | 99.74 ± 0.08 | |||
| 800 | 121.5 | 99.93 ± 0.05 | ||||
| 1000 | 97.2 | 99.90 ± 0.03 | ||||
| 1200 | 81.0 | 99.98 ± 0.02 | ||||
| 1400 | 69.4 | 99.78 ± 0.23 | ||||
| 1800 | 54.0 | 99.71 ± 0.18 | ||||
| 2200 | 44.1 | 99.46 ± 0.32 | ||||
| 2600 | 37.4 | 95.09 ± 2.00 | ||||
| 3000 | 32.4 | 94.40 ± 1.47 | ||||
| 3400 | 28.6 | 94.90 ± 1.32 | ||||
| II | 200 | 800 | 0.03 | 0.08 | 104.2 | 99.98 ± 0.03 |
| 0.1 | 83.3 | 99.99 ± 0.01 | ||||
| 0.12 | 69.4 | 99.97 ± 0.02 | ||||
| 0.14 | 59.5 | 99.91 ± 0.04 | ||||
| 0.16 | 52.1 | 99.84 ± 0.07 |
| Method | Si | Cr | Mn | Fe | Ni | Mo |
|---|---|---|---|---|---|---|
| SEM-XEDS | 0.7 ± 0.1 | 18.5 ± 0.2 | 1.8 ± 0.2 | 68.3 ± 0.3 | 8.9 ± 0.1 | 1.8 ± 0.1 |
| SLM Specification | max 1.0 | 16.0–18.0 | max 2.0 | BAL. | 10.0–14.0 | 2.0–3.0 |
| Power (W) | Scan Speed (mm/s) | Slice Thickness (mm) | Hatch Distance (mm) | Volume Energy Density (J/mm3) | Melt Pool Depth exp * (µm) | Melt Pool Depth cal ** (µm) | Melt Pool Width exp * (µm) | Melt Pool Width cal ** (µm) |
|---|---|---|---|---|---|---|---|---|
| 125 | 100 | 0.03 | 0.12 | 347.22 | 481 ± 56 | 134 | 254 ± 106 | 268 |
| 125 | 200 | 0.03 | 0.12 | 173.61 | 274 ± 47 | 99 | 210 ± 57 | 198 |
| 125 | 400 | 0.03 | 0.12 | 86.81 | 163 ± 42 | 72 | 151 ± 28 | 144 |
| 125 | 600 | 0.03 | 0.12 | 57.87 | 78 ± 14 | 60 | 120 ± 19 | 120 |
| 125 | 800 | 0.03 | 0.12 | 43.40 | 52 ±12 | 52 | 111 ± 14 | 104 |
| 200 | 200 | 0.03 | 0.12 | 277.78 | 546 ±67 | 128 | 309 ± 77 | 256 |
| 200 | 400 | 0.03 | 0.12 | 138.89 | 368 ± 27 | 92 | 234 ± 35 | 184 |
| 200 | 600 | 0.03 | 0.12 | 92.59 | 268 ± 38 | 76 | 222 ± 41 | 152 |
| 200 | 800 | 0.03 | 0.12 | 69.44 | 169 ± 18 | 66 | 148 ± 19 | 132 |
| 200 | 1000 | 0.03 | 0.12 | 55.56 | 115 ± 25 | 59 | 142 ± 15 | 118 |
| 200 | 1200 | 0.03 | 0.12 | 46.30 | 91 ± 15 | 54 | 114 ± 18 | 108 |
| 200 | 1400 | 0.03 | 0.12 | 39.68 | 62 ± 18 | 50 | 99 ± 22 | 100 |
| 200 | 1800 | 0.03 | 0.12 | 30.86 | 71 ± 30 | 44 | 97 ± 26 | 88 |
| 200 | 2200 | 0.03 | 0.12 | 25.25 | 27 ± 11 | 40 | 63 ± 15 | 80 |
| 200 | 2600 | 0.03 | 0.12 | 21.37 | 52 ± 16 | 37 | 94 ± 22 | 74 |
| 275 | 400 | 0.03 | 0.12 | 190.97 | 590 ± 47 | 109 | 318 ± 140 | 218 |
| 275 | 600 | 0.03 | 0.12 | 127.32 | 394 ± 24 | 89 | 195 ± 29 | 178 |
| 275 | 800 | 0.03 | 0.12 | 95.49 | 290 ± 28 | 77 | 182 ± 31 | 154 |
| 275 | 1000 | 0.03 | 0.12 | 76.39 | 205 ± 27 | 69 | 125 ± 25 | 138 |
| 275 | 1200 | 0.03 | 0.12 | 63.66 | 148 ± 20 | 64 | 130 ± 22 | 128 |
| 275 | 1400 | 0.03 | 0.12 | 54.56 | 98 ± 29 | 59 | 105 ± 18 | 118 |
| 275 | 1800 | 0.03 | 0.12 | 42.44 | 78 ± 25 | 51 | 88 ± 16 | 102 |
| 275 | 2200 | 0.03 | 0.12 | 34.72 | 61 ± 25 | 47 | 68 ± 17 | 94 |
| 275 | 2600 | 0.03 | 0.12 | 29.38 | 53 ± 15 | 43 | 78 ± 19 | 86 |
| 350 | 600 | 0.03 | 0.12 | 162.04 | 605 ± 35 | 89 | 280 ± 125 | 174 |
| 350 | 800 | 0.03 | 0.12 | 121.53 | 409 ± 14 | 77 | 223 ± 57 | 148 |
| 350 | 1000 | 0.03 | 0.12 | 97.22 | 322 ± 30 | 69 | 218 ± 45 | 134 |
| 350 | 1200 | 0.03 | 0.12 | 81.02 | 209 ± 31 | 64 | 138 ± 73 | 124 |
| 350 | 1400 | 0.03 | 0.12 | 69.44 | 152 ± 47 | 59 | 151 ± 39 | 116 |
| 350 | 1800 | 0.03 | 0.12 | 54.01 | 115 ± 34 | 52 | 99 ± 18 | 104 |
| 350 | 2200 | 0.03 | 0.12 | 44.19 | 70 ± 30 | 47 | 87 ± 18 | 90 |
| 350 | 2600 | 0.03 | 0.12 | 37.39 | 81 ± 17 | 43 | 116 ± 21 | 86 |
| Sample | YS (MPa) | E (GPa) | UTS (MPa) | Strain at Failure (%) |
|---|---|---|---|---|
| 316L SS (#1) | 558.2 | 182.9 | 705.1 | 54.0 |
| 316L SS (#2) | 567.2 | 187.4 | 707.3 | 42.8 |
| 316L SS (#3) | 564.4 | 165.9 | 717.4 | 49.7 |
| Average and Standard Deviation | 563.3 ± 3.8 | 178.7 ± 9.3 | 709.9 ± 6.6 | 48.3 ± 5.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Diaz Vallejo, N.; Lucas, C.; Ayers, N.; Graydon, K.; Hyer, H.; Sohn, Y. Process Optimization and Microstructure Analysis to Understand Laser Powder Bed Fusion of 316L Stainless Steel. Metals 2021, 11, 832. https://doi.org/10.3390/met11050832
Diaz Vallejo N, Lucas C, Ayers N, Graydon K, Hyer H, Sohn Y. Process Optimization and Microstructure Analysis to Understand Laser Powder Bed Fusion of 316L Stainless Steel. Metals. 2021; 11(5):832. https://doi.org/10.3390/met11050832
Chicago/Turabian StyleDiaz Vallejo, Nathalia, Cameron Lucas, Nicolas Ayers, Kevin Graydon, Holden Hyer, and Yongho Sohn. 2021. "Process Optimization and Microstructure Analysis to Understand Laser Powder Bed Fusion of 316L Stainless Steel" Metals 11, no. 5: 832. https://doi.org/10.3390/met11050832
APA StyleDiaz Vallejo, N., Lucas, C., Ayers, N., Graydon, K., Hyer, H., & Sohn, Y. (2021). Process Optimization and Microstructure Analysis to Understand Laser Powder Bed Fusion of 316L Stainless Steel. Metals, 11(5), 832. https://doi.org/10.3390/met11050832