
Effect of Postweld Heat Treatments on Type IV Creep Failure in the Intercritical Heat-Affected Zone of 10% Cr Martensitic Steel Welded with Haynes 282 Filler

 ,
, 
Abstract
1. Introduction
2. Experimental Procedures
2.1. Materials, Welding Procedure, and PWHT Conditions
2.2. Creep and Mechanical Testing
2.3. Microstructural Characterization
3. Results and Discussion
3.1. Creep and Rupture Behavior for Various PWHT Conditions
3.2. Type IV Failure Mechanism in the ICHAZ
3.3. Retardation of Type IV Cracking for 738 °C PWHTed Condition
4. Conclusions
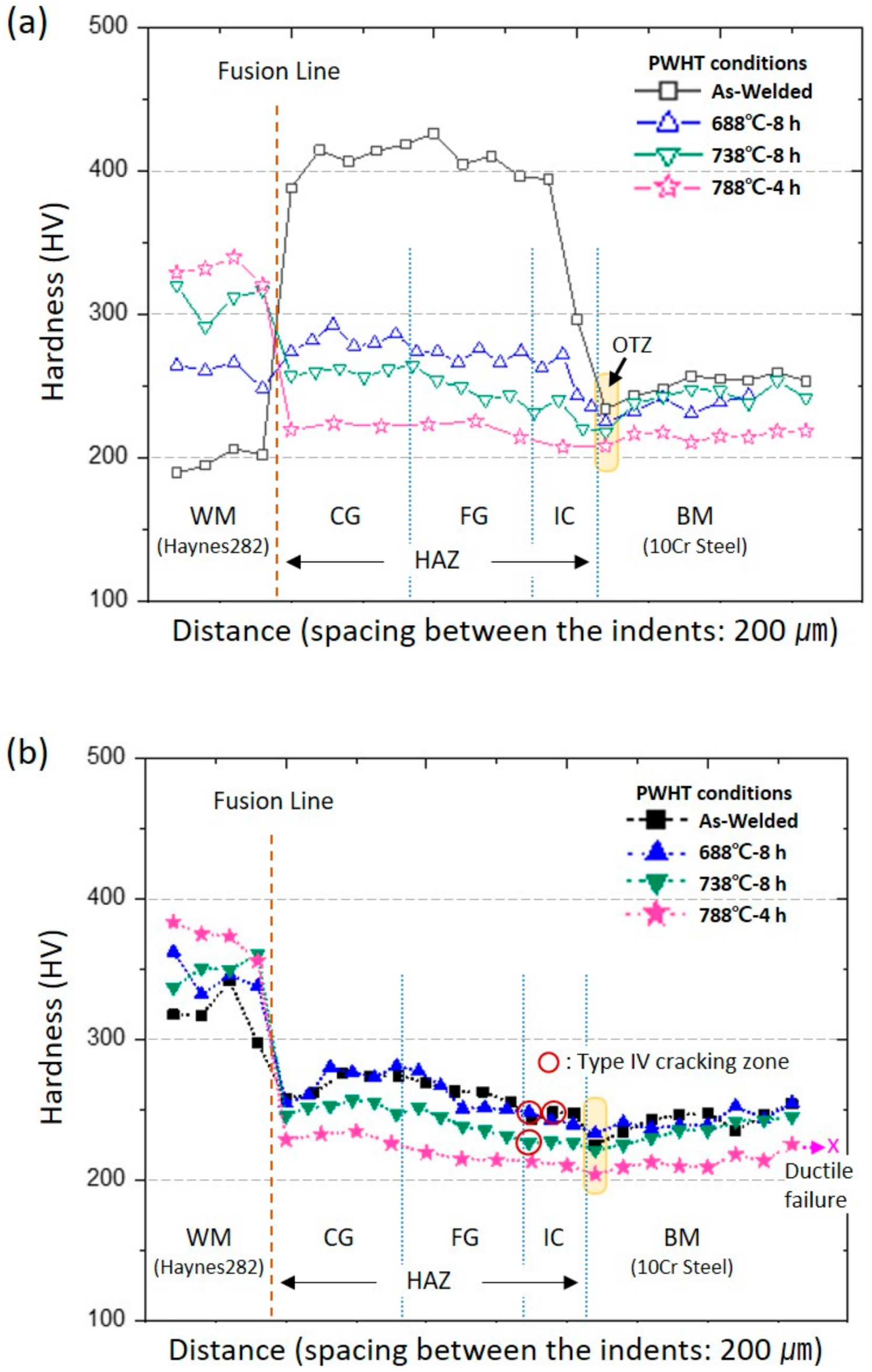
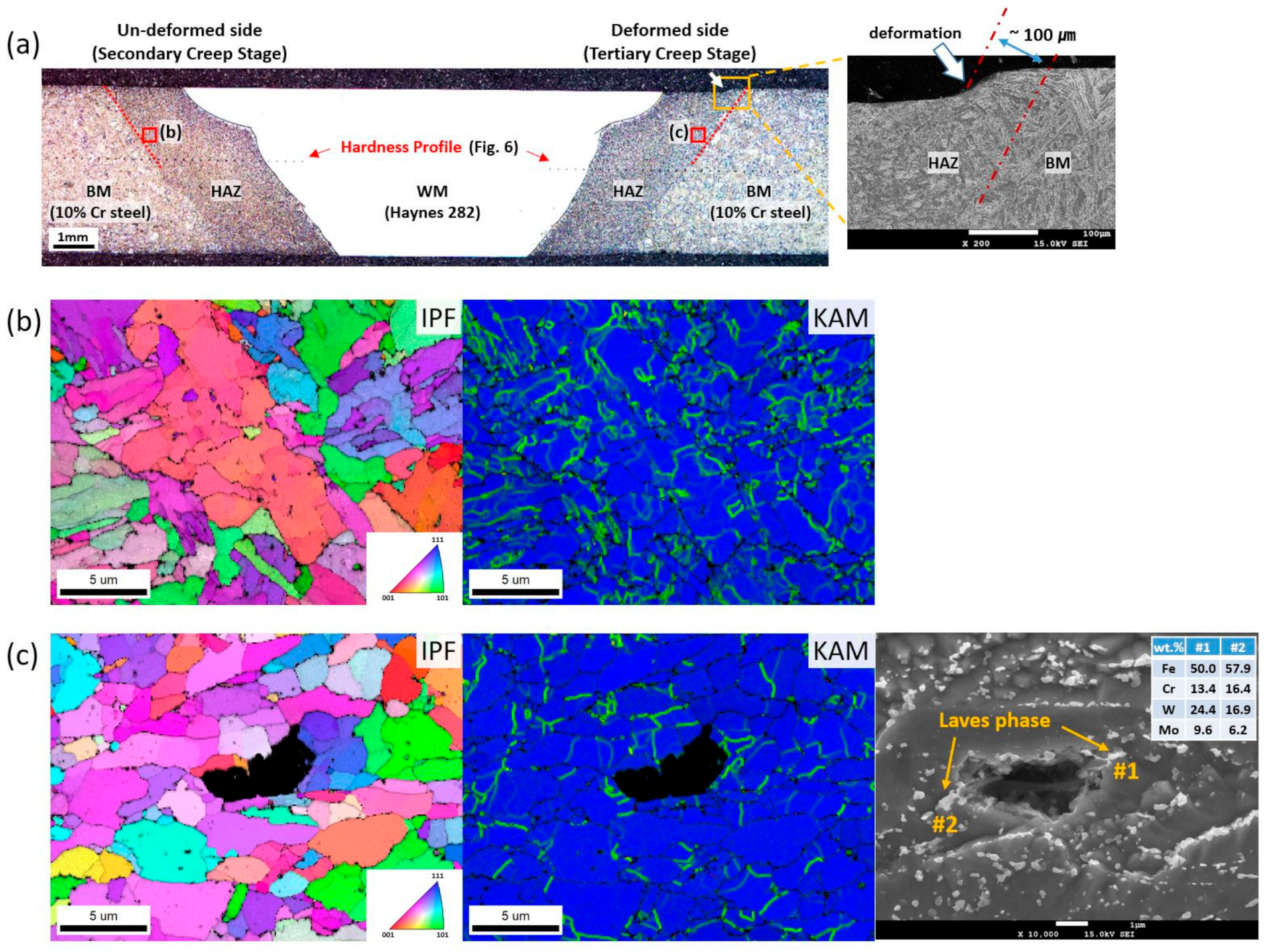
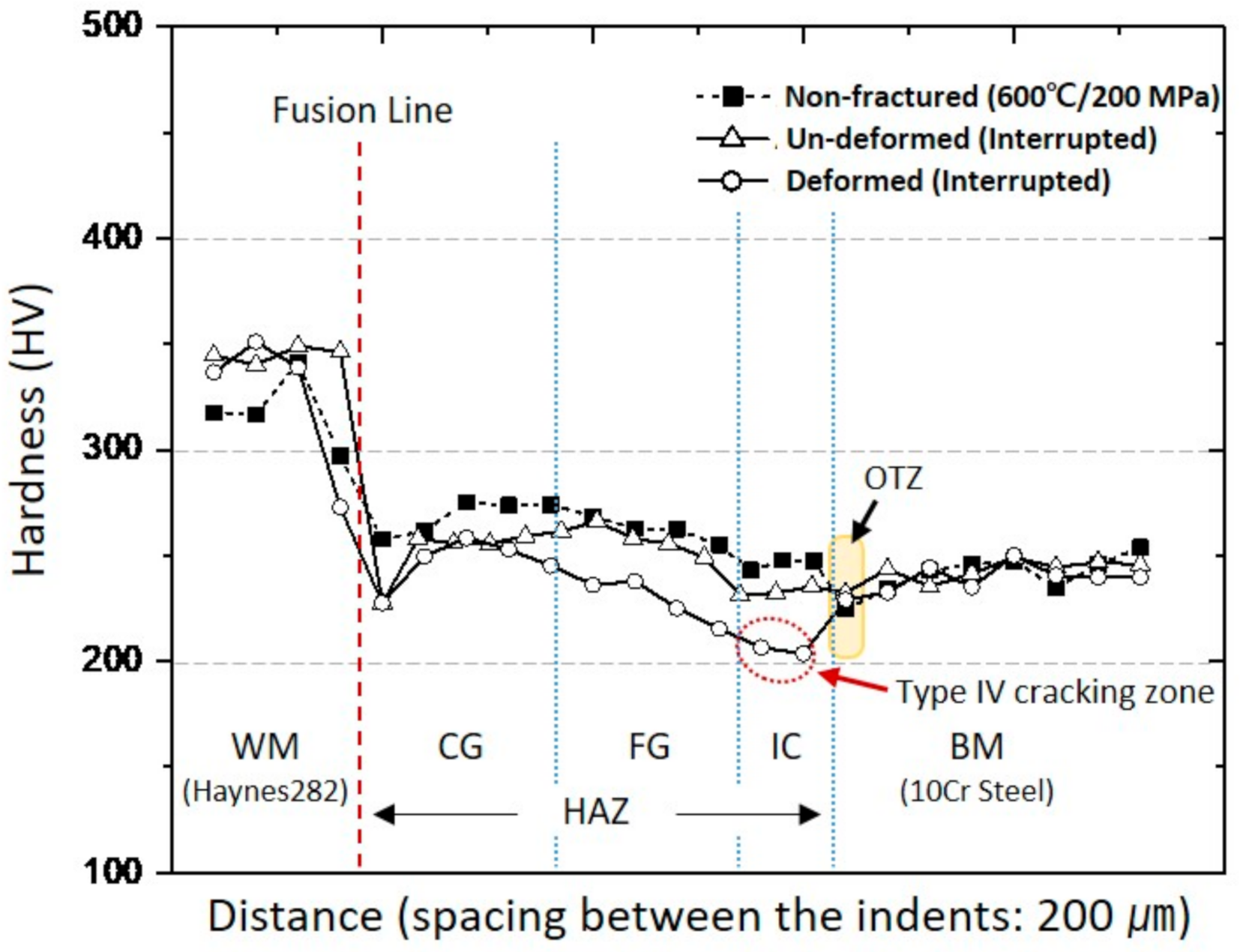
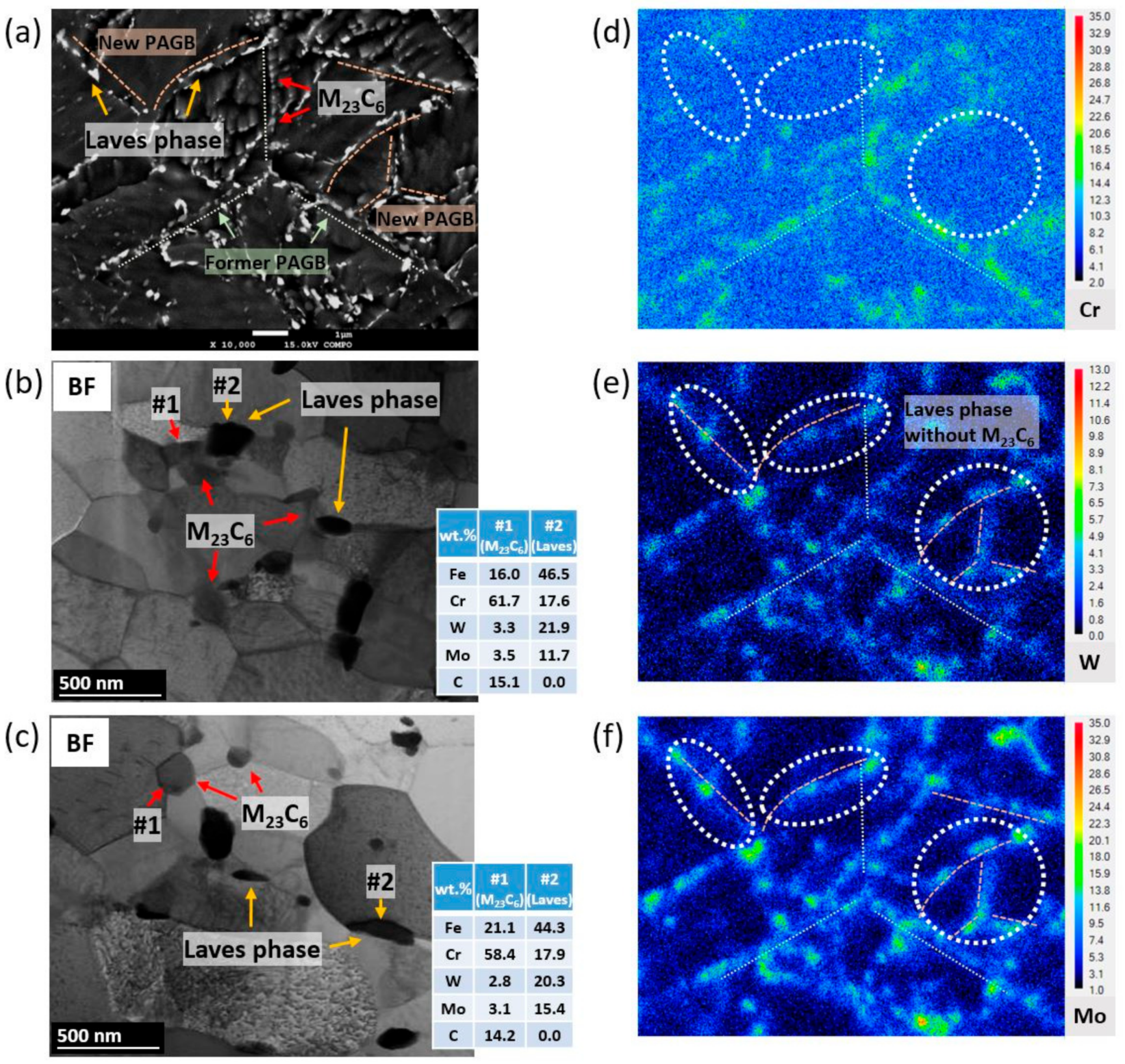
- As-welded (No-PWHT), 688 °C and 738 °C PWHTed specimens showed Type IV cracking failure because of localized creep deformation and growth of voids around Laves phase particles in the ICHAZ. The creep properties of the PWHTed joints at 688 °C were similar to those of the as-welded joint without PWHT.
- By the application of PWHT at 738 °C for 8 h, a homogenized microstructure of the ICHAZ was obtained, and the combined effect of suppression of Laves phase formation and sufficient solid solution strengthening resulted in the extension of creep life even though Type IV failure occurred.
- The specimens with PWHT at 788 °C exhibited the shortest creep life, and a shift in creep rupture location was observed from the ICHAZ to the 10% Cr steel BM. The creep rupture in the BM was mainly caused by plastic deformation due to the softened matrix by excessive tempering at high PWHT temperature.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Abe, F.; Tabuchi, M. Microstructure and creep strength of welds in advanced ferritic power plant steels. Sci. Technol. Weld. Join. 2004, 9, 22–30. [Google Scholar] [CrossRef]
- Abe, F. Precipitate design for creep strengthening of 9% Cr tempered martensitic steel for ultra-supercritical power plants. Sci. Technol. Adv. Mater. 2008, 9, 013002. [Google Scholar] [CrossRef] [PubMed]
- Viswanathan, R.; Coleman, K.; Rao, U. Materials for ultra-supercritical coal-fired power plant boilers. Int. J. Press. Vessel. Pip. 2006, 83, 778–783. [Google Scholar] [CrossRef]
- Sroka, M.; Zieliński, A.; Mikuła, J. The service life of the repair welded joint of Cr-Mo / Cr-Mo-V. Arch. Metall. Mater. 2016, 61, 969–974. [Google Scholar] [CrossRef]
- Golański, G.; Zieliński, A.; Zielińska-Lipiec, A. Degradation of microstructure and mechanical properties in martensitic cast steel after ageing. Mater. Werkst. 2015, 46, 248–255. [Google Scholar] [CrossRef]
- Zieliński, A.; Dobrzański, J.; Purzyńska, H.; Sikora, R.; Dziuba-Kałuża, M.; Kania, Z. Evaluation of creep strength of heterogeneous welded joint in HR6W alloy and Sanicro 25 steel. Arch. Metall. Mater. 2017, 62, 2057–2064. [Google Scholar] [CrossRef]
- Joseph, C.; Persson, C.; Colliander, M.H. Influence of heat treatment on the microstructure and tensile properties of Ni-base superalloy Haynes 282. Mater. Sci. Eng. A 2017, 679, 520–530. [Google Scholar] [CrossRef]
- Shin, K.; Kim, J.; Terner, M.; Kong, B.; Hong, H. Effects of heat treatment on the microstructure evolution and the high-temperature tensile properties of Haynes 282 superalloy. Mater. Sci. Eng. A 2019, 751, 311–322. [Google Scholar] [CrossRef]
- Abe, F. Creep Behavior, Deformation Mechanisms, and Creep Life of Mod.9Cr-1Mo Steel. Metall. Meter. Trans. A 2015, 46A, 5610–5625. [Google Scholar] [CrossRef]
- Sakthivel, T.; Laha, K.; Vasudevan, M.; Koteswara Rao, M.; Panneer Selvi, S. Type IV cracking behaviour of modified 9Cr-1Mo steel weld joints. Mater. High Temp. 2016, 33, 137–153. [Google Scholar] [CrossRef]
- Zhang, Q.; Zhang, J.; Zhao, P.; Huang, Y.; Yang, Y.; Zhao, Y. Microstructure of 10% Cr martensitic heat-resistant steel welded joints and type IV cracking behavior during creep rupture at 650 °C. Mater. Sci. Eng. A 2015, 638, 30–37. [Google Scholar] [CrossRef]
- Xu, Y.; Nie, Y.; Wang, M.; Li, W.; Jin, X. The effect of microstructure evolution on the mechanical properties of martensite ferritic steel during long-term aging. Acta Mater. 2017, 131, 110–122. [Google Scholar] [CrossRef]
- Laha, K.; Chandravathi, K.S.; Rao, K.B.S.; Mannan, S.L.; Sastry, D.H. An Assessment of Creep Deformation and Fracture Behavior of 2.25Cr-1Mo Similar and Dissimilar Weld Joints. Metall. Meter. Trans. A 2001, 32A, 115–124. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, K.; Cai, Z.; Pan, J. Creep rupture properties of dissimilar metal weld between Inconel 617B and modified 9%Cr martensitic steel. Mater. Sci. Eng. A 2019, 764, 138185. [Google Scholar] [CrossRef]
- Cao, J.; Gong, Y.; Yang, Z. Microstructural analysis on creep properties of dissimilar materials joints between T92 martensitic and HR3C austenitic steels. Mater. Sci. Eng. A 2011, 528, 6103–6111. [Google Scholar] [CrossRef]
- Zhao, L.; Jing, H.; Xu, L.; Han, Y.; Xiu, J. Experimental study on creep damage evolution process of Type IV cracking in 9Cr–0.5Mo–1.8W–VNb steel welded joint. Eng. Fail. Anal. 2012, 19, 22–31. [Google Scholar] [CrossRef]
- Jun, S.; Im, S.; Moon, J.; Lee, C.; Hong, H. Technical Issues in Fusion Welding of Reduced Activation Ferritic/Martensitic Steels for Nuclear Fusion Reactors. J. Weld. Join. 2020, 38, 47–55. [Google Scholar] [CrossRef]
- Lee, J.S.; Maruyama, K. Mechanism of Microstructural Deterioration Preceding Type IV Failure in Weldment of Mod.9Cr-1Mo Steel. Met. Mater. Int. 2015, 21, 639–645. [Google Scholar] [CrossRef]
- Sakthivel, T.; Vasudevan, M.; Laha, K.; Parameswaran, P.; Chandravathi, K.S.; Panneer Selvi, S.; Maduraimuthu, V.; Mathew, M.D. Creep rupture behavior of 9Cr-1.8W-0.5Mo-VNb (ASME grade 92) ferritic steel weld joint. Mater. Sci. Eng. A 2014, 591, 111–120. [Google Scholar] [CrossRef]
- Li, L.; Silwal, B.; Deceuster, A. Creep rates of heat-affected zone of grade 91 pipe welds as determined by stress-relaxation test. Int. J. Press. Vessel. Pip. 2016, 146, 95–103. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M.; Kumar, P. Effect of post weld heat treatments on fracture frontier and type IV cracking nature of the crept P91 welded sample. Mater. Sci. Eng. A 2018, 731, 249–265. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M.; Kumar, P.; Kumar, S.; Sirohi, S. Effect of post weld heat treatments on microstructure evolution and type IV cracking behavior of the P91 steel welds joint. J. Mater. Process. Tech. 2019, 266, 140–154. [Google Scholar] [CrossRef]
- Wang, Y.; Li, L.; Kannan, R. Transition from Type IV to Type I cracking in heat-treated grade 91 steel weldments. Mater. Sci. Eng. A 2018, 714, 1–13. [Google Scholar] [CrossRef]
- Parker, J.D.; Siefert, J.A. Weld repair of Grade 91 piping and components in power generation applications, creep performance of repair welds. Mater. High Temp. 2015. [Google Scholar] [CrossRef]
- Taniguchi, G.; Yamashita, K. Effects of Post Weld Heat Treatment (PWHT) Temperature on Mechanical Properties of Weld Metals for High-Cr Ferritic Heat-Resistant Steel. Kobleco Technol. Rev. 2013, 32, 33–39. [Google Scholar]
- Abson, D.J.; Rothwell, J.S. Review of type IV cracking of weldments in 9–12%Cr creep strength enhanced ferritic steels. Int. Mater. Rev. 2013, 58, 437–473. [Google Scholar] [CrossRef]
- Kim, M.; Kang, Y.; Kim, N.; Lee, S.; Song, S.; Kang, N. PWHT Cracking Susceptibility in the HAZ of Martensitic 10Cr Steel for A-USC Power Plant. Korean J. Met. Mater. 2019, 57, 430–437. [Google Scholar] [CrossRef]
- Bang, J.; Kang, Y.; Kim, N.; Seo, S.; Lee, S.; Song, S.; Kang, N. Effect of Aging Heat Treatment Conditions on the Mechanical Properties and Microstructure of Base and Weld Metal of Alloy 282 Superalloy. Korean J. Met. Mater. 2020, 58, 540–549. [Google Scholar] [CrossRef]
- Dimmler, G.; Weinert, P.; Kozeschnik, E.; Cerjak, H. Quantification of the Laves phase in advanced 9–12% Cr steels using a standard SEM. Mater. Charact. 2003, 51, 341–352. [Google Scholar] [CrossRef]
- Lee, J.S.; Armaki, H.G.; Maruyama, K.; Muraki, T.; Asahi, H. Causes of breakdown of creep strength in 9Cr-1.8W-0.5Mo-VNb steel. Mater. Sci. Eng. A 2006, 428, 270–275. [Google Scholar] [CrossRef]
- Kim, M.; Kwak, S.; Choi, I.; Lee, Y.; Suh, J.; Fleury, E.; Jung, W.; Son, T. High-temperature tensile and creep deformation of cross-weld specimens of weld joint between T92 martensitic and Super304H austenitic steels. Mater. Charact. 2014, 97, 161–168. [Google Scholar] [CrossRef]
- Laha, K.; Chandravathi, K.S.; Parameswatan, P.; Rao, K.B.S.; Mannan, S.L. Characterization of Microstructures across the Heat-Affected Zone of the Modified 9Cr-1Mo Weld Joint to Understand Its Role in Promoting Type IV Cracking. Metall. Meter. Trans. A 2007, 38A, 58–68. [Google Scholar] [CrossRef]
- Skleničk, V.; Kuchařová, K.; Svobodová, M.; Kvapilová, M.; Král, P.; Horváth, L. Creep properties in similar weld joint of a thick-walled P92 steel pipe. Mater. Charact. 2016, 119, 1–12. [Google Scholar] [CrossRef]
- Xu, L.; Wang, Y.; Jing, H.; Zhao, L.; Han, Y. Deformation Mechanism and Microstructure Evolution of T92/S30432 Dissimilar Welded Joint During Creep. J. Mater. Eng. Perform. 2016, 25, 3960–3971. [Google Scholar] [CrossRef]
- Maddi, L.; Deshmukh, G.S.; Ballal, A.R.; Peshwe, D.R.; Paretkar, R.K.; Laha, K.; Mathew, M.D. Effect of Laves phase on the creep rupture properties of P92 steel. Mater. Sci. Eng. A 2016, 668, 215–223. [Google Scholar] [CrossRef]
- Zhang, Y.; Jing, H.; Xu, L.; Zhao, L.; Han, Y.; Zhao, Y. High-temperature deformation and fracture mechanisms of an advanced heat resistant Fe-Cr-Ni alloy. Mater. Sci. Eng. A 2017, 686, 102–112. [Google Scholar] [CrossRef]
- Wang, Y.; Kannan, R.; Li, L. Insight into Type IV cracking in Grade 91 steel weldments. Mater. Des. 2020, 190, 108570. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M.; Kumar, P.; Thakre, J.G.; Saini, N. Role of evolving microstructure on the mechanical behaviour of P92 steel welded joint in as-welded and post weld heat treated state. J. Mater. Process. Tech. 2019, 263, 241–255. [Google Scholar] [CrossRef]
- Isik, M.I.; Kostka, A.; Yardley, V.A.; Pradeep, K.G.; Duarte, M.J.; Choi, P.P.; Raabe, D.; Eggelera, G. The nucleation of Mo-rich Laves phase particles adjacent to M23C6 micrograin boundary carbides in 12% Cr tempered martensite ferritic steels. Acta Mater. 2015, 90, 94–104. [Google Scholar] [CrossRef]
- Xu, Y.; Wang, M.; Wang, Y.; Gu, T.; Chen, L.; Zhou, X.; Ma, Q.; Liu, Y.; Huang, J. Study on the nucleation and growth of Laves phase in a 10% Cr martensite ferritic steel after long-term aging. J. Alloys Compd. 2015, 621, 93–98. [Google Scholar] [CrossRef]
- Isik, M.I.; Kostka, A.; Eggeler, G. On the nucleation of Laves phase particles during high-temperature exposure and creep of tempered martensite ferritic steels. Acta Mater. 2014, 81, 230–240. [Google Scholar] [CrossRef]
- Ennis, P.J.; Zielinska-Lipiec, A.; Wachter, O.; Czyrska-Filemonowicz, A. Microstructural stability and creep rupture strength of the martensitic steel P92 for advanced power plant. Acta Mater. 1997, 45, 4901–4907. [Google Scholar] [CrossRef]
- Sauthoff, G. Influence of Stresses on Precipitation. J. Phys. IV Proc. EDP Sci. 1996, 6, C1-87–C1-97. [Google Scholar] [CrossRef][Green Version]
- Cui, J.; Kim, I.; Kang, C.; Miyahara, K. Creep Stress Effect on the Precipitation Behavior of Laves Phase in Fe–10%Cr–6%W Alloys. ISIJ Int. 2001, 41, 368–371. [Google Scholar] [CrossRef]
- Wang, X.; Wang, X.; Li, H.; Wu, H.; Ren, Y.; Liu, H.W.; Liu, H. Laves phase precipitation behavior in the simulated fine-grained heat-affected zone of creep strength enhanced ferritic steel P92 and its role in creep void nucleation and growth. Weld World 2017, 61, 231–239. [Google Scholar] [CrossRef]
- Choudhary, B.K. Tertiary creep behaviour of 9Cr–1Mo ferritic steel. Mater. Sci. Eng. A 2013, 585, 1–9. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Compositions (wt.%) | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Cr | Co | Mo | W | V | Nb | Ti | Al | Fe | Ni | |
| 10% Cr steel | 0.08 | 9.8 | 2.7 | 0.7 | 1.6 | 0.2 | 0.06 | - | - | Bal. | - |
| Haynes 282 | 0.06 | 19.44 | 10.28 | 8.5 | - | - | - | 2.22 | 1.47 | 0.32 | Bal. |
| Heat Treatment Condition | Time to Rupture (tr) | Fracture Strain (εr) | Min. Creep Rate (%/h) | Fracture Type/Location | ||
|---|---|---|---|---|---|---|
| Temp. | Time | |||||
| Welds | As-welded (no PWHT) | 2763.72 | 2.37 | 1.0518 × 10−4 | Type IV/HAZ | |
| 688 °C | 4 h | 3002.35 | 2.04 | 7.5148 × 10−5 | Type IV/HAZ | |
| 8 h | 2973.41 | 2.21 | 7.8253 × 10−5 | Type IV/HAZ | ||
| 738 °C | 4 h | 3242.06 | 3.57 | 7.7919 × 10−5 | Type IV/HAZ | |
| 8 h | 5043.45 | 3.52 | 4.1833 × 10−5 | Type IV/HAZ | ||
| 788 °C | 4 h | 845.05 | 11.33 | 2.6859 × 10−3 | Ductile/BM | |
| BM | 688 °C | 4 h | 7219.99 | 12.43 | 1.0928 × 10−4 | Ductile |
| 788 °C | 4 h | 623.08 | 18.97 | 8.6771 × 10−3 | Ductile | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, N.; Kang, Y.; Bang, J.; Song, S.; Seo, S.-M.; Kang, C.-Y.; Kang, N. Effect of Postweld Heat Treatments on Type IV Creep Failure in the Intercritical Heat-Affected Zone of 10% Cr Martensitic Steel Welded with Haynes 282 Filler. Metals 2021, 11, 726. https://doi.org/10.3390/met11050726
Kim N, Kang Y, Bang J, Song S, Seo S-M, Kang C-Y, Kang N. Effect of Postweld Heat Treatments on Type IV Creep Failure in the Intercritical Heat-Affected Zone of 10% Cr Martensitic Steel Welded with Haynes 282 Filler. Metals. 2021; 11(5):726. https://doi.org/10.3390/met11050726
Chicago/Turabian StyleKim, Namkyu, Yongjoon Kang, Jinhyeok Bang, Sangwoo Song, Seong-Moon Seo, Chung-Yun Kang, and Namhyun Kang. 2021. "Effect of Postweld Heat Treatments on Type IV Creep Failure in the Intercritical Heat-Affected Zone of 10% Cr Martensitic Steel Welded with Haynes 282 Filler" Metals 11, no. 5: 726. https://doi.org/10.3390/met11050726
APA StyleKim, N., Kang, Y., Bang, J., Song, S., Seo, S.-M., Kang, C.-Y., & Kang, N. (2021). Effect of Postweld Heat Treatments on Type IV Creep Failure in the Intercritical Heat-Affected Zone of 10% Cr Martensitic Steel Welded with Haynes 282 Filler. Metals, 11(5), 726. https://doi.org/10.3390/met11050726