
Effect of Alloying Additives and Microadditives on Hardenability Increase Caused by Action of Boron


Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
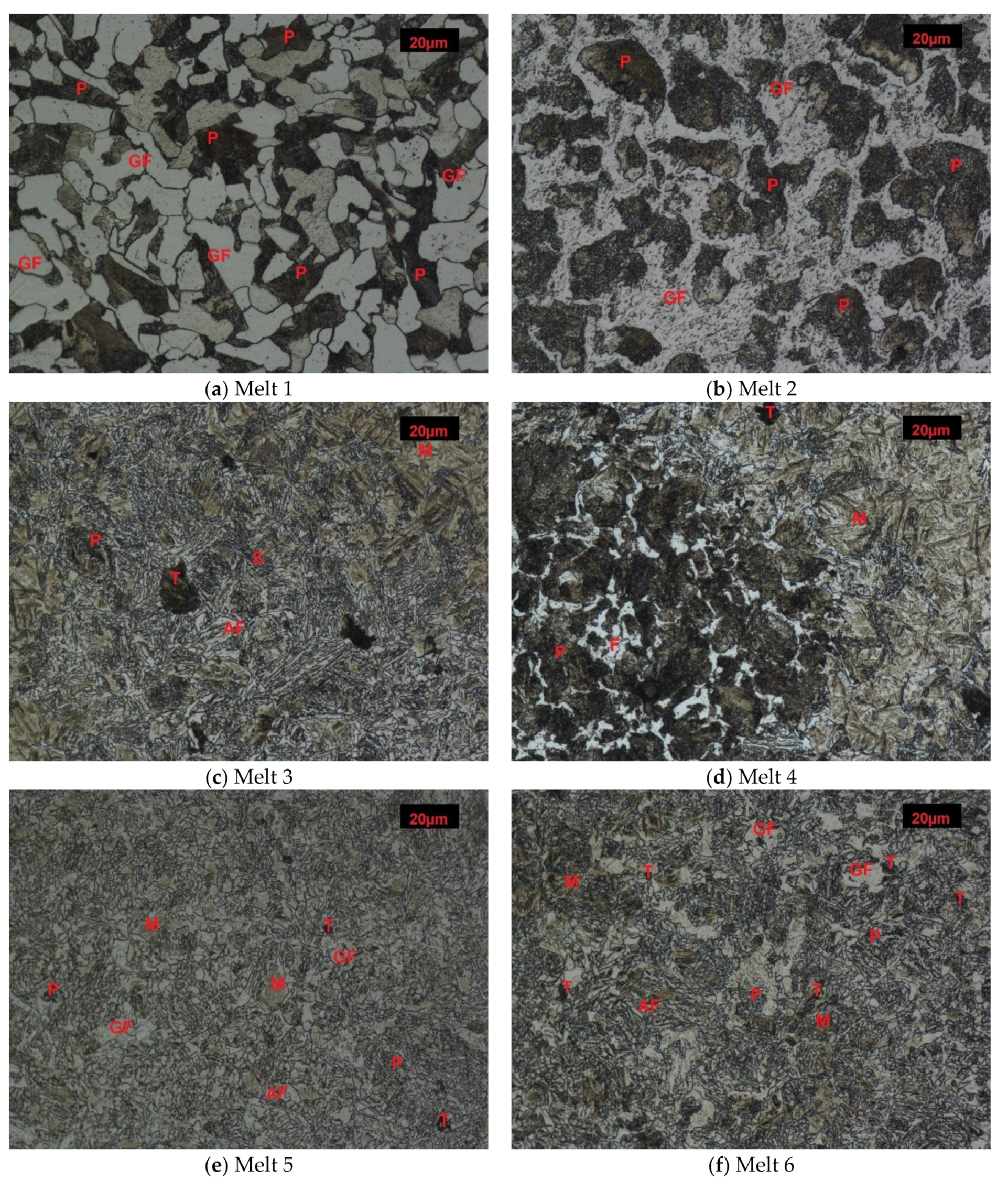
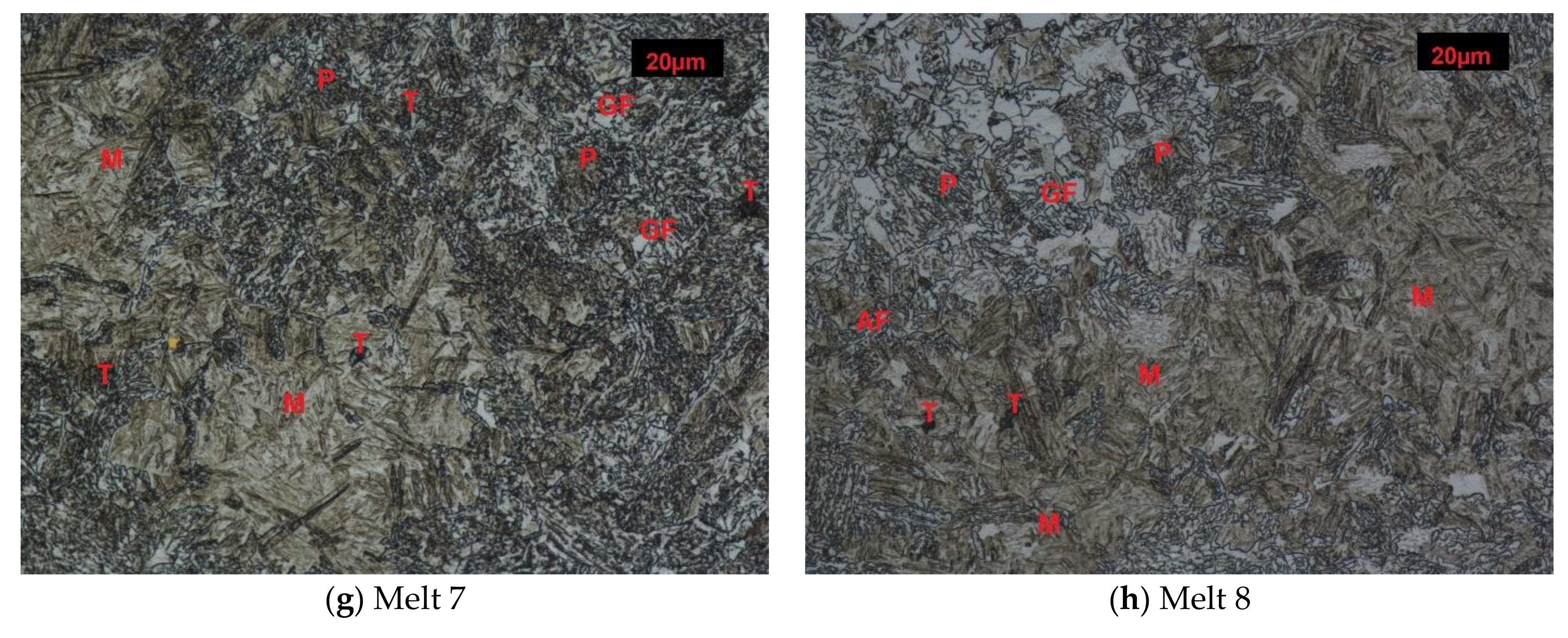
3.1. Structures after Normalizing
3.2. Structures after Quench-Hardening
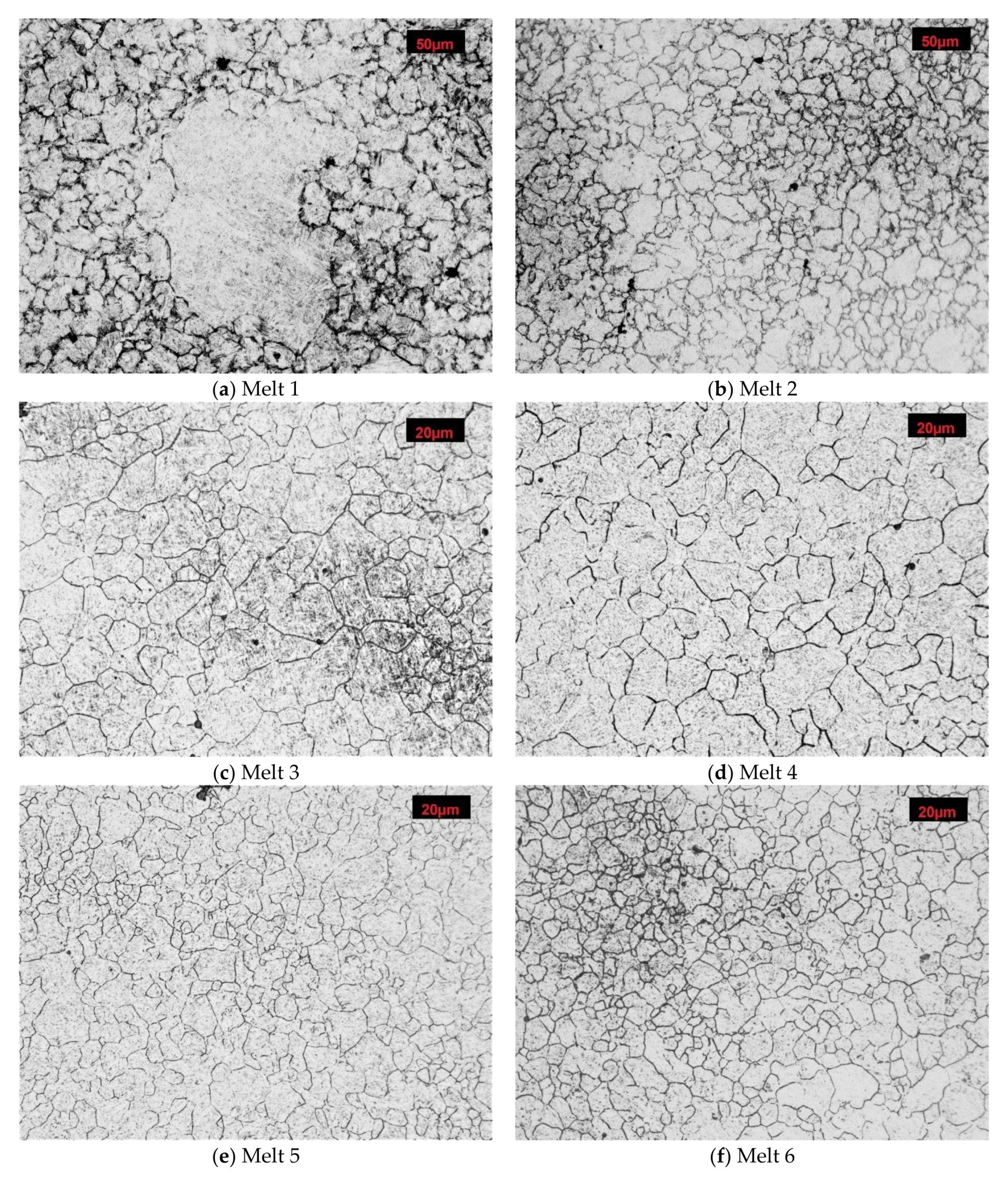
3.3. Grain Size of Former Austenite
3.4. Jominy of Hardenability Test
4. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- SSAB-Oxelösund. Hardox—Das Verschleiβblech der Vielen Möglichkeiten; Information Materials of Ironworks SSAB-Oxelösund; SSAB: Oxelösund, Sweden, 2002. [Google Scholar]
- Bin Khiyon, M.R.; Salleh, S.M. Effect of heat-treatment on the hardness and mechanical properties of boron alloyed steel. MATEC Web Conf. 2017, 90, 12. [Google Scholar] [CrossRef]
- Geiger, M.; Duflou, J.; Kals, H.J.J.; Shirvani, B.; Singh, U.P. Basic investigations on the hot stamping steel 22MnB5. Adv. Mater. Res. 2005, 6, 795–804. [Google Scholar] [CrossRef]
- Güler Özgül, H.; Ertan, R.; Ozcan, R. Influence of heat treatment parameters on the microstructure and mechanical properties of boron-alloyed steels. Mater. Test. 2012, 54, 1–6. [Google Scholar] [CrossRef]
- Venturatoa, G.; Novellaa, M.; Bruschia, S.; Ghiottia, A.; Shivpuri, R. Effects of phase transformation in hot stamping of 22MnB5 high strength steel. Procedia Eng. 2017, 183, 316–321. [Google Scholar] [CrossRef]
- Białobrzeska, B.; Jasiński, R.; Konat, Ł.; Szczepański, Ł. Analysis of the properties of hardox extreme steel and possibilities of its applications in machinery. Metals 2021, 11, 162. [Google Scholar] [CrossRef]
- Yoon-Suk, C.; Sung-Joon, K.; Ik-Min, P.; Kwang-Woo, K.; In-Suk, Y. Boron distribution in a low-alloy steel. Met. Mater. 1997, 3, 118–124. [Google Scholar]
- Maitrepierre, P.; Thivellier, D.; Rofes-Vernis, J.; Rousseau, D.; Tricot, R. Hardenability Concepts with Applications to Steel; Doane, D.V., Kirkaldy, J.S., Eds.; AIME: Englewood, CO, USA, 1978; pp. 421–447. [Google Scholar]
- Llewellyn, W.T.; Cook, W.T. Heat treatment distortion in case carburising steels. Met. Technol. 1977, 4, 265–278. [Google Scholar] [CrossRef]
- Kapadia, B.M.; Brown, R.M.; Murphy, W.J. The influence of nitrogen, titanium and zirconium on the boron hardenability effect in constructional steels. Trans. Met. Soc. AIME 1968, 242, 1689–1694. [Google Scholar]
- Melloy, G.F.; Slimmon, P.R.; Podgursky, P. Segregation and the strength of grain boundaries. Met. Transit. 1973, 4, 2279–2289. [Google Scholar] [CrossRef]
- Sharma, M.; Ortlepp, I.; Bleck, W. Boron in heat-treatable steels: A review. Steel Res. Int. 2019, 90, 1–28. [Google Scholar] [CrossRef]
- Grimm, W. Technischer Bericht; Edelstahlwerke Buderus AG: Wetzlar, Germany, 1980. [Google Scholar]
- Yamanaka, K.; Ohmori, Y. Effect of boron on transformation of low-carbon low-al loy steels. Tetsu-to-Hagane 1976, 62, 895–904. [Google Scholar] [CrossRef]
- Asahi, H. Effects of mo addition and austenitizing temperature on hardenability of low alloy b-added steels. ISIJ Int. 2002, 42, 1150–1155. [Google Scholar] [CrossRef]
- Opiela, M. Structure and mechanical properties of forged microalloyed steel products manufactured with the thermo-mechanical treatment. Hutnik 2013, 80, 579–583. [Google Scholar]
- Taylor, K.A. Grain-boundary segregation and precipitation of boron in 0.2 percent carbon steels. Metall. Mater. Trans. A 1992, 23, 107–119. [Google Scholar] [CrossRef]
- Dobrzański, L.A. Basics of Materials and Metals Science; WNT Scientific and Technical Publishing House: Warsaw, Poland, 2013. (In Polish) [Google Scholar]
- Ueno, M.; Itoh, K. New empirical formula for estimation of hardenability from chemical compositions. ISIJ Int. 1988, 74, 1073–1080. [Google Scholar]
- Pickering, F.B. Physical Metallurgy and the Design of Steels; Applied Science Publishers Ltd: London, UK, 1978. [Google Scholar]
- Titova, T.I.; Shulgan, N.A.; Malykhina, I.Y. Effect of boron microalloying on the structure and hardenability of building steel. Met. Sci. Heat Treat. 2007, 49, 39–44. [Google Scholar] [CrossRef]
- Kupczyk, J.; Lis, A.K. Influence of boron on kinetics of phase transformations in steel 1021. In Proceedings of the 12th International Scientific Conference Achievements in Mechanical and Materials Engineering, Gliwice, Poland, 7–10 December 2003; pp. 547–550. (In Polish). [Google Scholar]
- Totten, G.E. Steel Heat Treatment: Metallurgy and Technologies Handbook; Portland State University: Portland, OR, USA, 2007. [Google Scholar]
- Briedis, J.B.; Cuddy, L.J. Enhanced hardenability in microalloyed steels. Key Eng. Mater. 1993, 84, 157–192. [Google Scholar] [CrossRef]
- Naderi, M.; Ketabchi, M.; Abbasi, M.; Bleck, W. Analysis of microstructure and mechanical properties of different boron and non-boron alloyed steel after being hot stamped. Procedia Eng. 2011, 10, 460–465. [Google Scholar] [CrossRef]
- Grange, R.A.; Mitchell, J.B. On the hardenability effect of boron in steel. Trans. Am. Soc. Met. 1961, 53, 157–185. [Google Scholar]
- Hodge, J.H.; Orehoski, M.A. Relationship between hardenability and percentage of martensite in some alloy steels. Trans. Am. Soc. Met. 1946, 167, 627–642. [Google Scholar]
- Grossmann, H.A. Elements of Hardenability; ASM: Metals Park, OH, USA, 1952. [Google Scholar]
- Garbarz, B.; Pickering, F.B. Effect of vanadium and austenitising temperature on hardenability of (0.2–0.3)C−1,6Mn steels with and without addition of titanium, aluminium and molybdenum. Mater. Sci. Technol. 1988, 4, 114–126. [Google Scholar] [CrossRef]
- Adrian, H. A Mechanism for effect of vanadium on hardenability of medium carbon manganese steel. Mater. Sci. Technol. 1999, 15, 366–378. [Google Scholar] [CrossRef]
- Pelczar, M. The Influence of Micro-Additives on the Hardenability of Steel with Boron. Ph.D. Thesis, University of Science and Technology, Krakow, Poland, 2010. (In Polish). [Google Scholar]
- Jackson, C.E.; Christenson, A.L. The effect of quenching temperature on the results of the end-quench hardenability test. Trans. Am. Soc. Met. 1944, 158, 125–137. [Google Scholar]
- Moser, A.; Legat, A. Die berechnung der härtbarkeit aus der chemischen zusammensetzung. Härt. Tech. Mitt. 1969, 24, 100–105. [Google Scholar]
- Nakasato, F.; Takahashi, M. Effects of boron, titanium, and nitrogen on the hardenability of boron-treated steels for heavy machinery. Met. Technol. 1979, 6, 102–105. [Google Scholar] [CrossRef]
- Erdakova, N.; Tkachevb, V.M.; Novokreshchenova, V.V. Increase of wear resistance of steel plates for crushing stations. J. Frict. Wear 2014, 35, 514–519. [Google Scholar] [CrossRef]
- Juez-Gil, M.; Nikolaevich Erdakov, I.; Bustillo, A.; Yurievich Pimenov, D. A regression-tree multilayer-perceptron hybrid strategy for the prediction of ore crushing-plate lifetimes. J. Adv. Res. 2019, 18, 173–184. [Google Scholar] [CrossRef]
- Fernández, B.; González, B.; Artola, G.; López de Lacalle, N.; Angulo, C. A quick cycle time sensitivity analysis of boron steel hot stamping. Metals 2019, 9, 235. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Melt No. | C (wt%) | Si (wt%) | Mn (wt%) | P (wt%) | S (wt%) | Cr (wt%) | Ni (wt%) |
| 1 | 0.31 | 0.34 | 0.30 | 0.018 | 0.010 | 0.027 | 0.044 |
| 2 | 0.34 | 0.37 | 0.59 | 0.016 | 0.010 | 0.030 | 0.060 |
| 3 | 0.41 | 0.43 | 1.32 | 0.023 | 0.011 | 0.900 | 0.091 |
| 4 | 0.36 | 0.38 | 1.34 | 0.018 | 0.011 | 0.850 | 0.070 |
| 5 | 0.38 | 0.47 | 1.37 | 0.018 | 0.011 | 0.990 | 0.060 |
| 6 | 0.37 | 0.45 | 1.40 | 0.017 | 0.009 | 0.970 | 0.075 |
| 7 | 0.38 | 0.41 | 1.40 | 0.018 | 0.010 | 0.900 | 0.100 |
| 8 | 0.30 | 0.41 | 1.45 | 0.017 | 0.010 | 1000 | 0.112 |
| Melt No. | Mo (wt%) | Cu (wt%) | V (wt%) | Ti (wt%) | Al (wt%) | B (wt%) | N (ppm) |
| 1 | 0.015 | 0.047 | 0.002 | 0.002 | 0.025 | 0.002 | 121 |
| 2 | 0.013 | 0.073 | 0.006 | 0.002 | 0.022 | − | 115 |
| 3 | 0.024 | 0.100 | 0.010 | 0.005 | 0.024 | 0.003 | 192 |
| 4 | 0.020 | 0.070 | 0.009 | 0.004 | 0.026 | − | 62 |
| 5 | 0.017 | 0.043 | 0.260 | 0.006 | 0.023 | 0.003 | 184 |
| 6 | 0.020 | 0.060 | 0.275 | 0.013 | 0.022 | − | 62 |
| 7 | 0.030 | 0.110 | 0.010 | 0.019 | 0.022 | 0.003 | 165 |
| 8 | 0.029 | 0.110 | 0.013 | 0.059 | 0.039 | − | 161 |
| TA (°C) | Melt 1 | Melt 2 | Melt 3 | Melt 4 | Melt 5 | Melt 6 | Melt 7 | Melt 8 |
| 890 | 870 | 830 | 840 | 840 | 870 | 810 | 890 |
| Alloying Element | Coefficient B |
|---|---|
| Mo | 3275 |
| Mn | 2210 |
| Cr | 2130 |
| Si | 1400 |
| Ni | 1470 |
| TA (°C) | Average Diameter (μm) | Median (μm) | Minimum (μm) | Maximum (μm) | ASTM Grain Size |
|---|---|---|---|---|---|
| 890 | Melt 1 | ||||
| 20.65 | 17.69 | 4.15 | 165.34 | 7.82 | |
| 870 | Melt 2 | ||||
| 13.07 | 10.53 | 3.42 | 43.08 | 9.14 | |
| 830 | Melt 3 | ||||
| 11.78 | 9.11 | 3.08 | 38.29 | 9.44 | |
| 840 | Melt 4 | ||||
| 8.36 | 6.32 | 1.77 | 25.04 | 10.42 | |
| 840 | Melt 5 | ||||
| 6.97 | 6.20 | 2.29 | 18.43 | 10.95 | |
| 870 | Melt 6 | ||||
| 5.89 | 4.97 | 1.45 | 16.78 | 11.43 | |
| 810 | Melt 7 | ||||
| 10.88 | 9.67 | 2.01 | 50.71 | 9.67 | |
| 890 | Melt 8 | ||||
| 8.50 | 8.07 | 1.77 | 20.59 | 10.38 | |
| ASTM Grain size GS of the melt 1: = 7.82 ASTM Grain size GS of the melt 2: = 9.14 |
| Ideal critical diameter DIJ of the melt 1: Ideal critical diameter DIJ of the melt 2: |
| Correction factor fcorr for the melt 1: Correction factor fcorr for the melt 2: |
| Corrected distance of semi-martensitic zone Jc for the melt 1: |
| Corrected critical diameter DIJc of the melt 1: |
| Corrected critical diameter DIJccorr of the melt 1: = 16.3 mm |
| Factor f2: |
| ASTM Grain size GS of the melt 3: 9.44 ASTM Grain size GS of the melt 4: |
| Ideal critical diameter DIJ of the melt 3: Ideal critical diameter DIJ of the melt 4: |
| Correction factor fcorr for the melt 3: Correction factor fcorr for the melt 4: |
| Corrected distance of semi-martensitic zone Jc for the melt 3: |
| Corrected critical diameter DIJc of the melt 3: |
| Corrected critical diameter DIJccorr of the melt 3: |
| Factor f2: |
| ASTM Grain size GS of the melt 5: 10.95 ASTM Grain size GS of the melt 6: 11.43 |
| Ideal critical diameter DIJ of the melt 5: Ideal critical diameter DIJ of the melt 6: |
| Correction factor fcorr for the melt 5: Correction factor fcorr for the melt 6: |
| Corrected distance of semi-martensitic zone Jc for the melt 5: |
| Corrected critical diameter DIJc of the melt 5: |
| Corrected critical diameter DIJccorr of the melt 5: |
| Factor f2: |
| ASTM Grain size GS of the melt 7: 9.67 ASTM Grain size GS of the melt 8: 10.38 |
| Ideal critical diameter DIJ of the melt 7: Ideal critical diameter DIJ of the melt 8: |
| Correction factor fcorr for the melt 7: Correction factor fcorr for the melt 8: |
| Corrected distance of semi-martensitic zone Jc for the melt 7: |
| Corrected critical diameter DIJc of the melt 7: |
| Corrected critical diameter DIJccorr of the melt 7: 112.8 mm |
| Factor f2: 0.73 |
| No. of Melt | HRC50 | J (mm) | DIJ (mm) | Jc (mm) | DIJc (mm) | DIJcorr (mm) | DI (Calculated by the Grossmann’s Method) (mm) | f2 (Basic Melt 2) |
|---|---|---|---|---|---|---|---|---|
| Melt 1 | 38.0 | 1.7 | 13.5 | 1.6 | 12.8 | 16.3 | 19.3 | 1.04 |
| Melt 2 | 40.0 | 2.0 | 15.7 | − | − | − | 24.7 | − |
| No. of Melt | HRC50 | J (mm) | DIJ (mm) | Jc (mm) | DIJc (mm) | DIJcorr (mm) | DI (Calculated by the Brossmann’s Method) (mm) | f2 (Basic Melt 4) |
|---|---|---|---|---|---|---|---|---|
| Melt 3 | 43.0 | 27.5 | 122.4 | 28.2 | 122.9 | 104.4 | 93.2 | 0.91 |
| Melt 4 | 41.0 | 25.0 | 114.9 | − | − | − | 82.9 | − |
| No. of Melt | HRC50 | J (mm) | DIJ (mm) | Jc (mm) | DIJc (mm) | DIJcorr (mm) | DI (Calculated by the Grossmann’s Method) (mm) | f2 (Basic Melt 6) |
|---|---|---|---|---|---|---|---|---|
| Melt 5 | 42.0 | 35.0 | 137.1 | 37.5 | 141.9 | 141.6 | 94.5 | 1.26 |
| Melt 6 | 41.0 | 23.5 | 112.1 | − | − | − | 94.3 | − |
| No. of Melt | HRC50 | J (mm) | DIJ (mm) | Jc (mm) | DIJc (mm) | DIjcorr (mm) | DI (Calculated by the Grossmann’s Method) (mm) | f2 (Basic Melt 8) |
|---|---|---|---|---|---|---|---|---|
| Melt 7 | 42.0 | 20.0 | 100.6 | 24.2 | 112.7 | 112.8 | 108.3 | 0.73 |
| Melt 8 | 37.0 | 45.0 | 154.1 | − | − | − | 156.3 | − |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Białobrzeska, B. Effect of Alloying Additives and Microadditives on Hardenability Increase Caused by Action of Boron. Metals 2021, 11, 589. https://doi.org/10.3390/met11040589
Białobrzeska B. Effect of Alloying Additives and Microadditives on Hardenability Increase Caused by Action of Boron. Metals. 2021; 11(4):589. https://doi.org/10.3390/met11040589
Chicago/Turabian StyleBiałobrzeska, Beata. 2021. "Effect of Alloying Additives and Microadditives on Hardenability Increase Caused by Action of Boron" Metals 11, no. 4: 589. https://doi.org/10.3390/met11040589
APA StyleBiałobrzeska, B. (2021). Effect of Alloying Additives and Microadditives on Hardenability Increase Caused by Action of Boron. Metals, 11(4), 589. https://doi.org/10.3390/met11040589