
Achieving Accuracy Improvements for Single-Point Incremental Forming Process Using a Circumferential Hammering Tool


Abstract
1. Introduction
- -
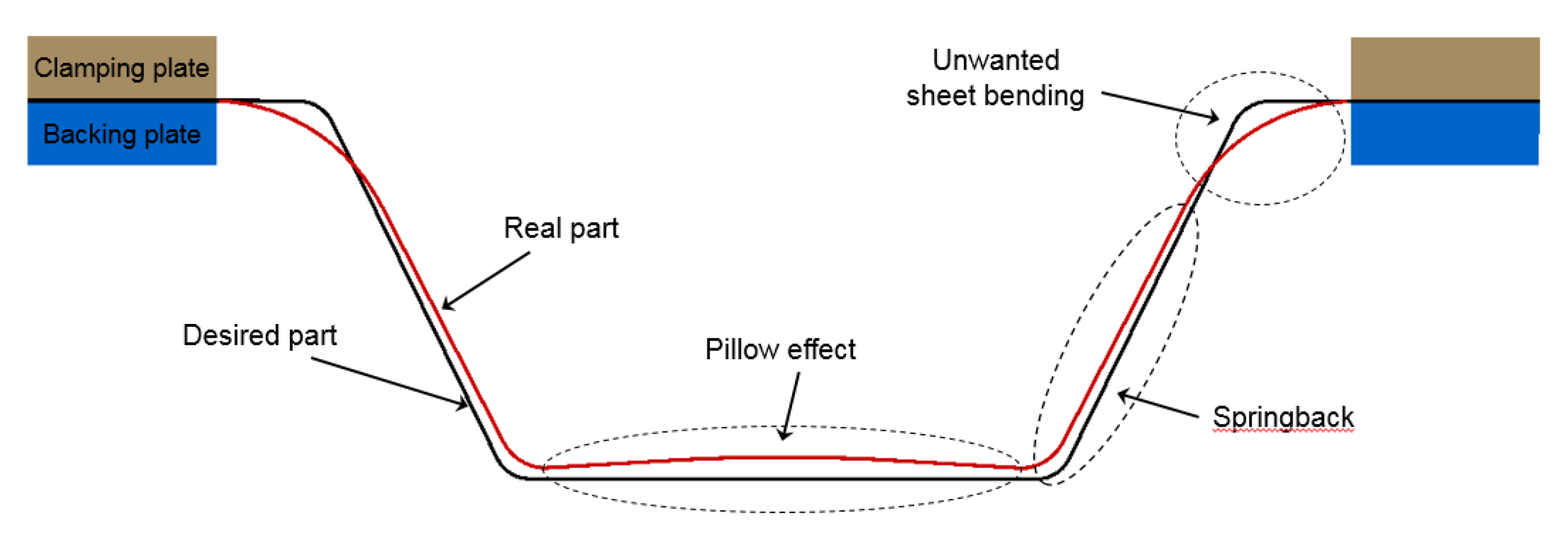
- unwanted sheet bending over the clamping device backing plate, in the upper corner radius area, next close to the major base of the part;
- -
- springback effect—an elastic phenomenon that occurs in almost all cave sheet metal parts [9];
- -
- pillow effect—a concave surface occurring on bottom of the part, which is an undeformed area.
2. Materials and Methods
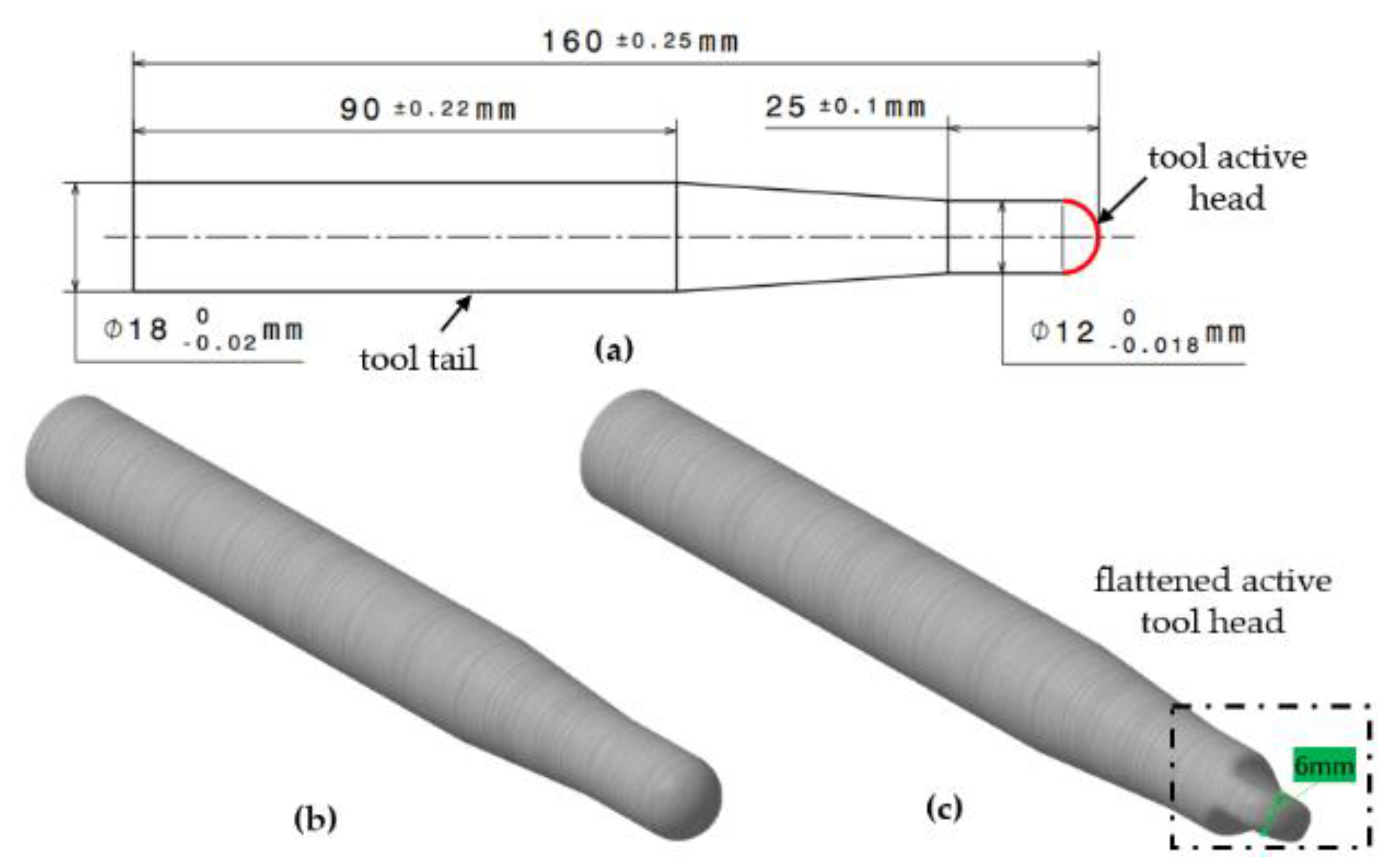
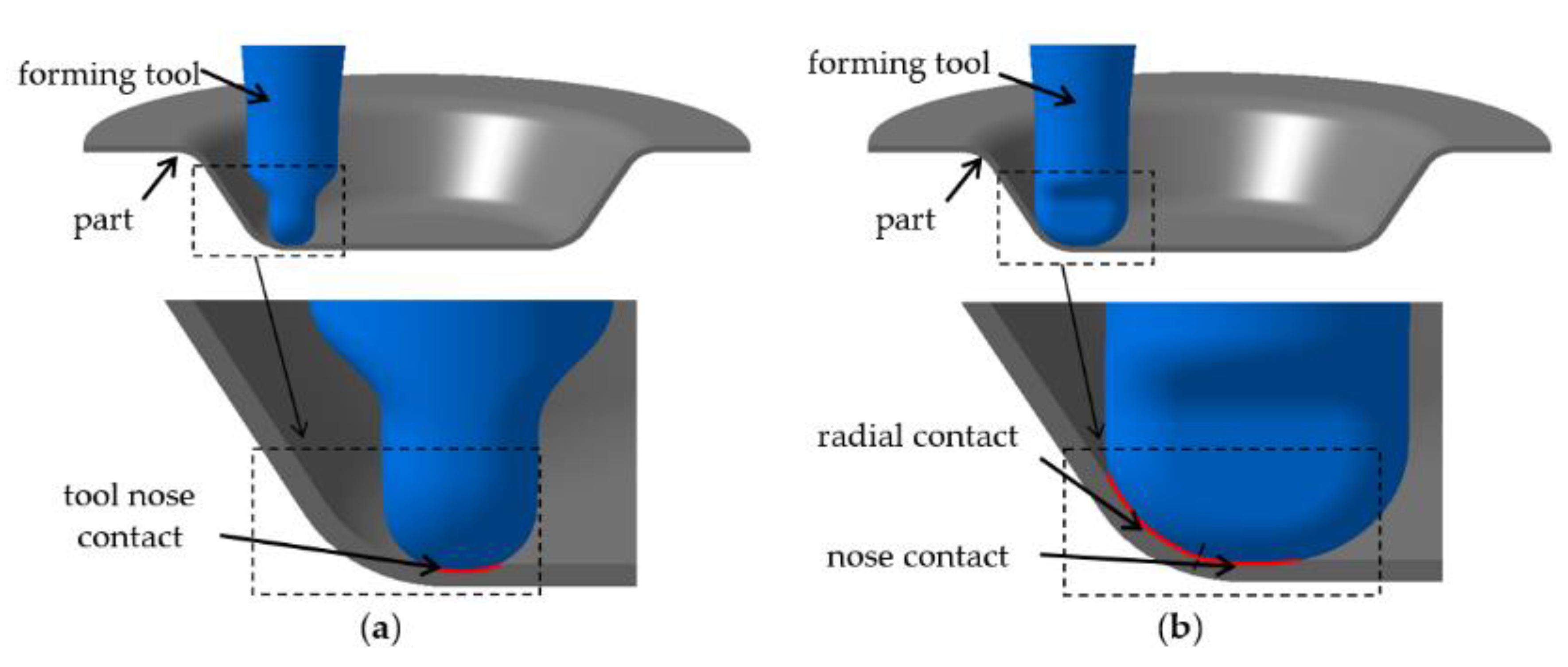
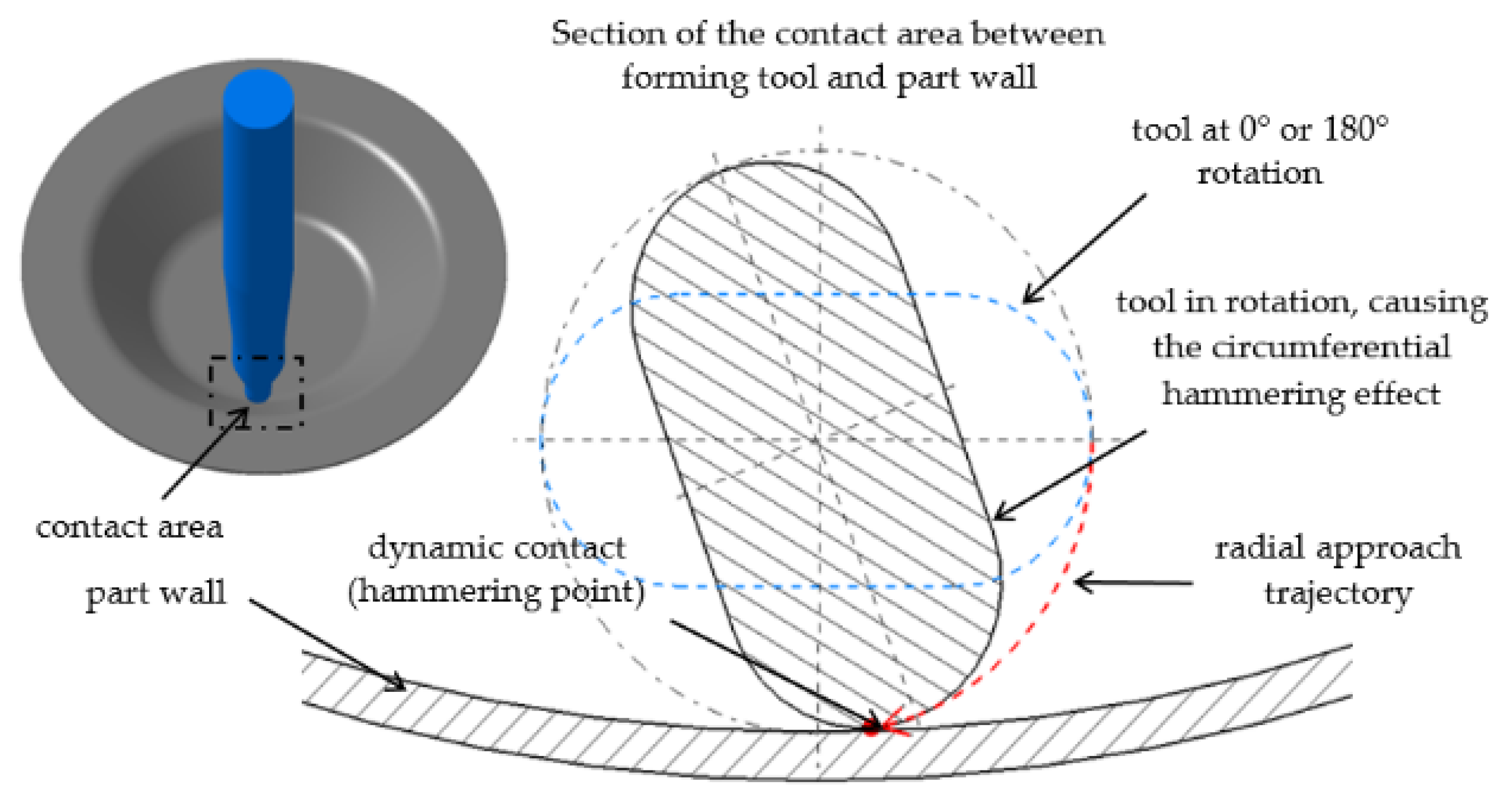
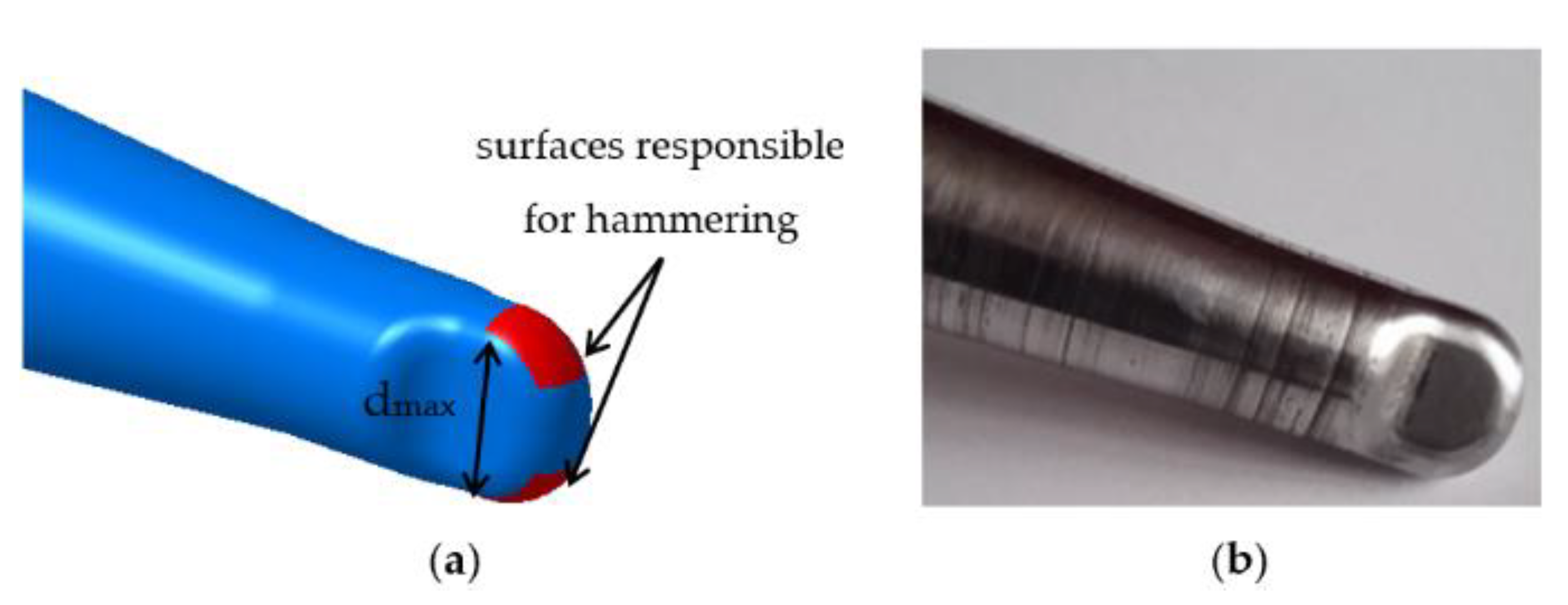
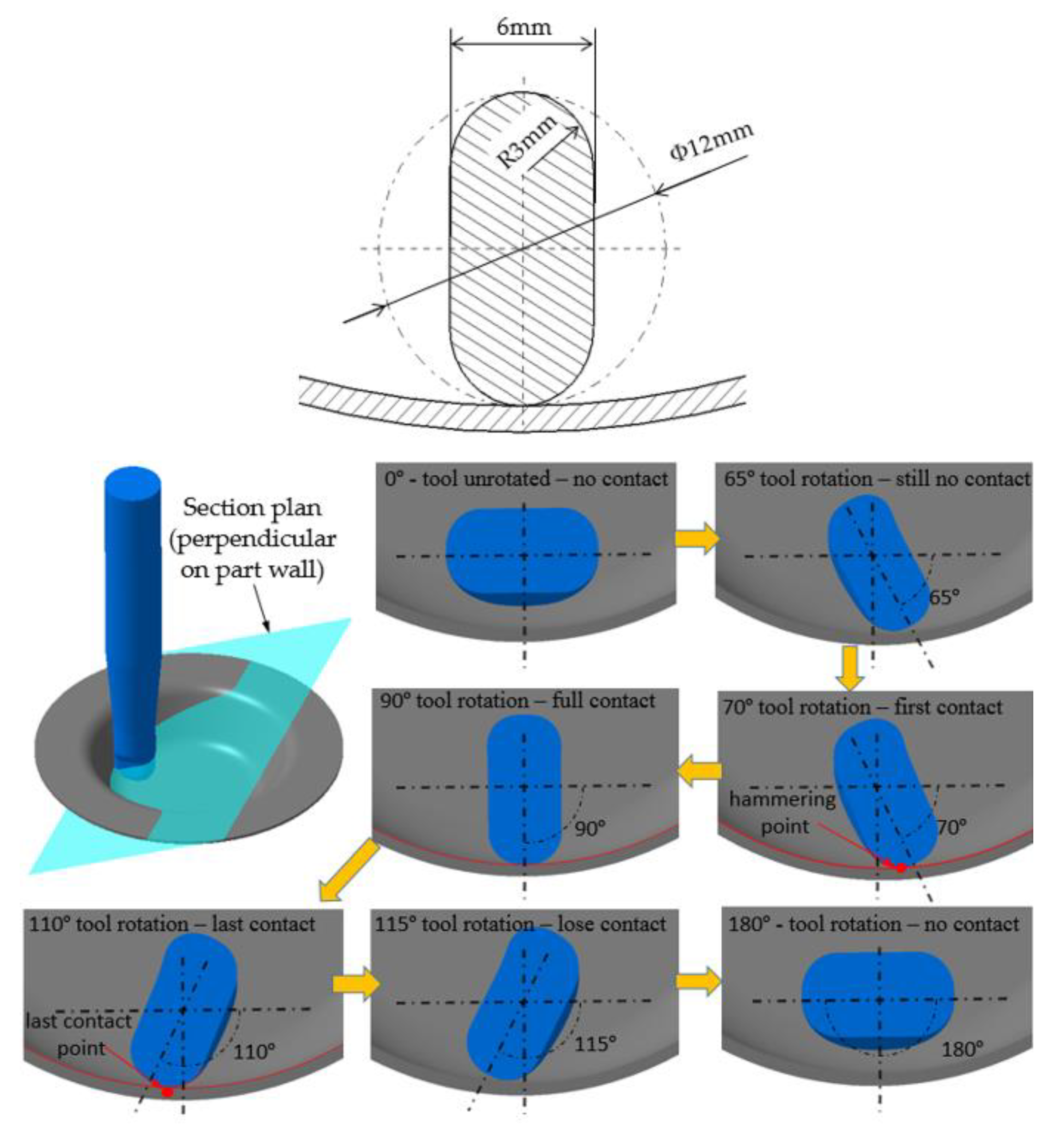
2.1. Tool Shape Concept and Working Principle
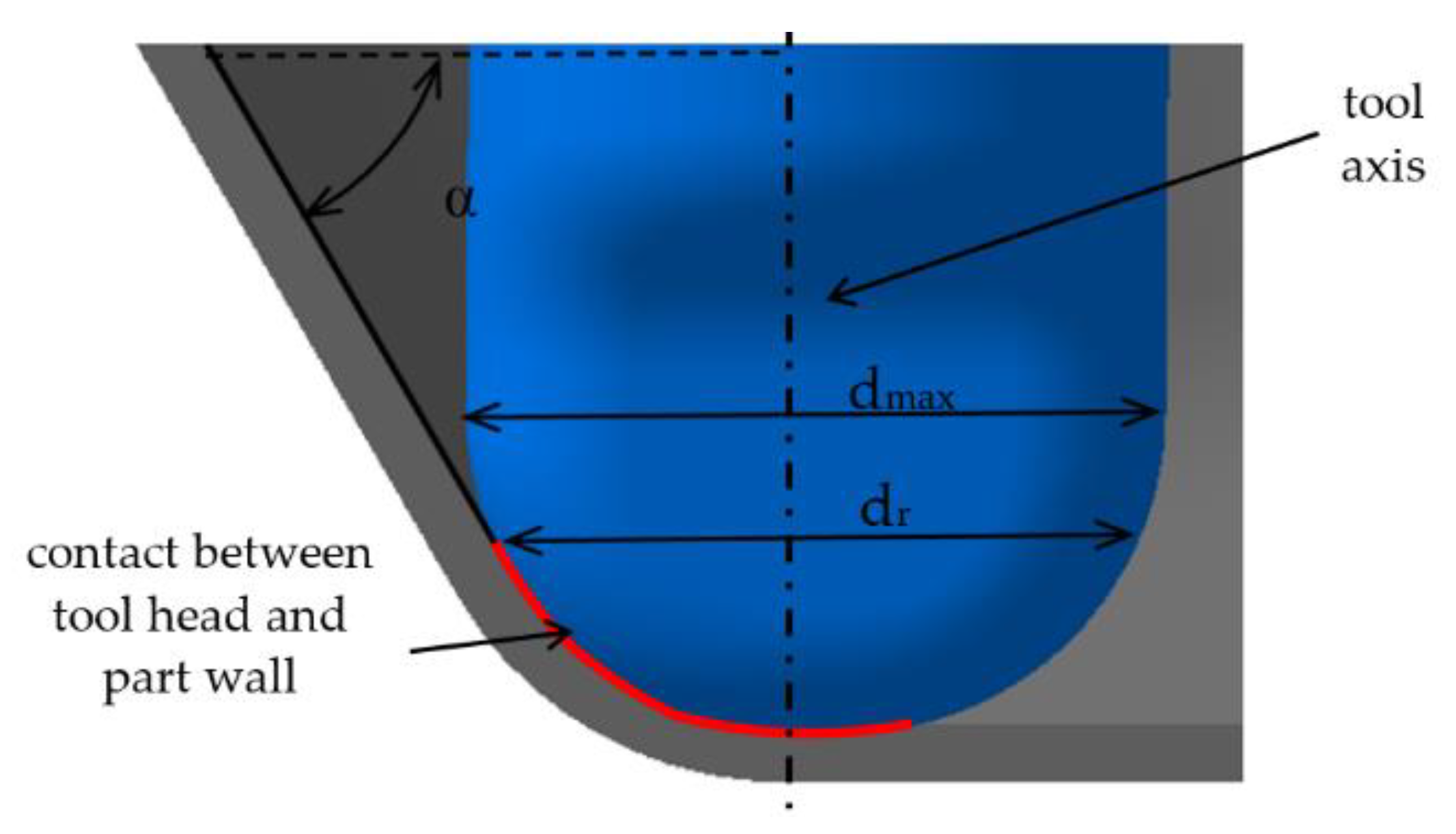
2.2. Theoretical Aspects
- Vhmax—maximum hammering speed of the tool, in m/min;
- n—tool spindle speed, in rpm;
- dmax—active tool head diameter, in mm.
- Vhr—real maximum hammering speed of the tool, in m/min;
- dr—real contact diameter, in mm.
- hmin—number of hits per minute, in hits/min;
- hs—number of hammering surfaces;
- hmm—number of hits per one millimeter, in hits/mm;
- f—tool feed rate, in mm/min.
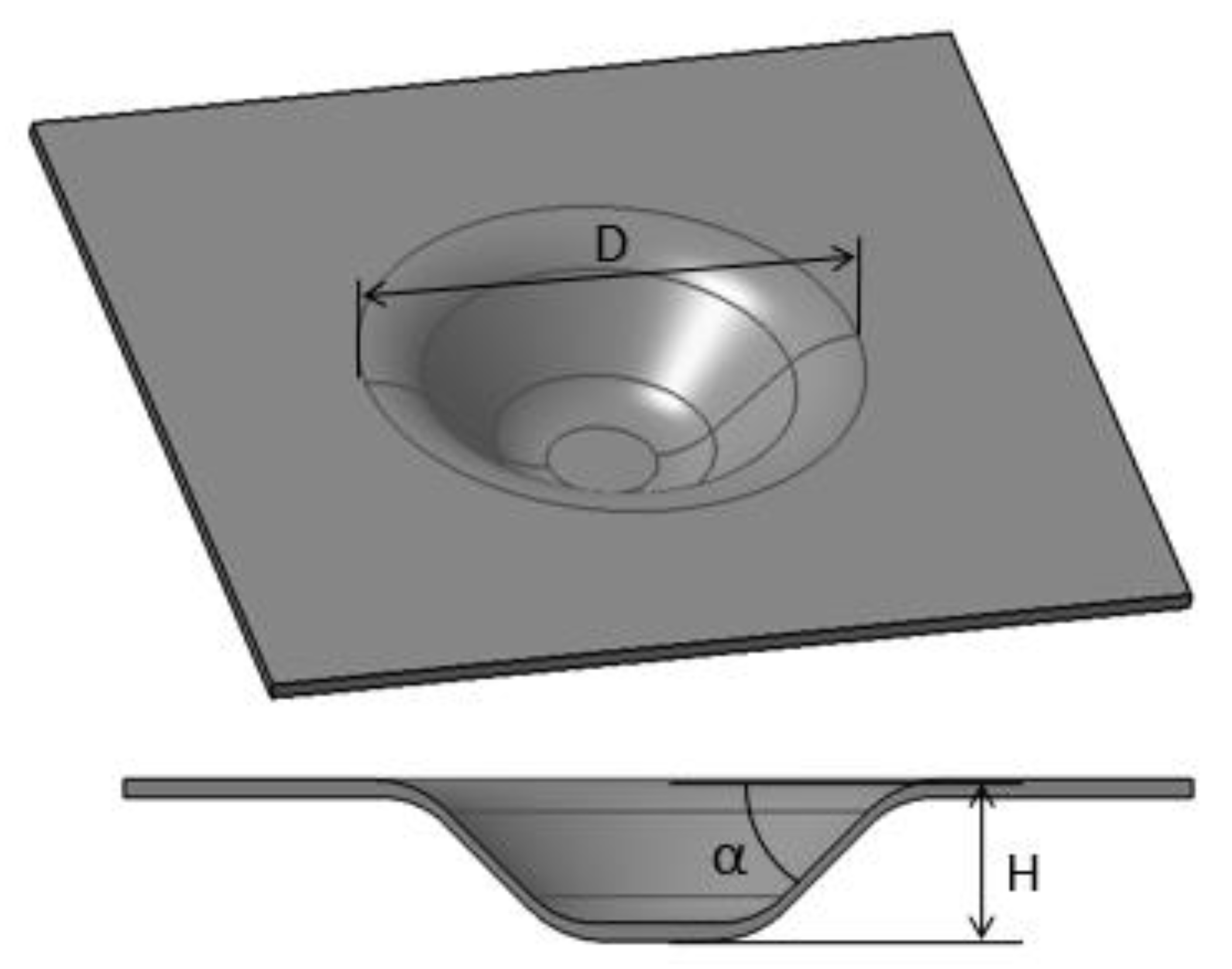
2.3. Experimental Research
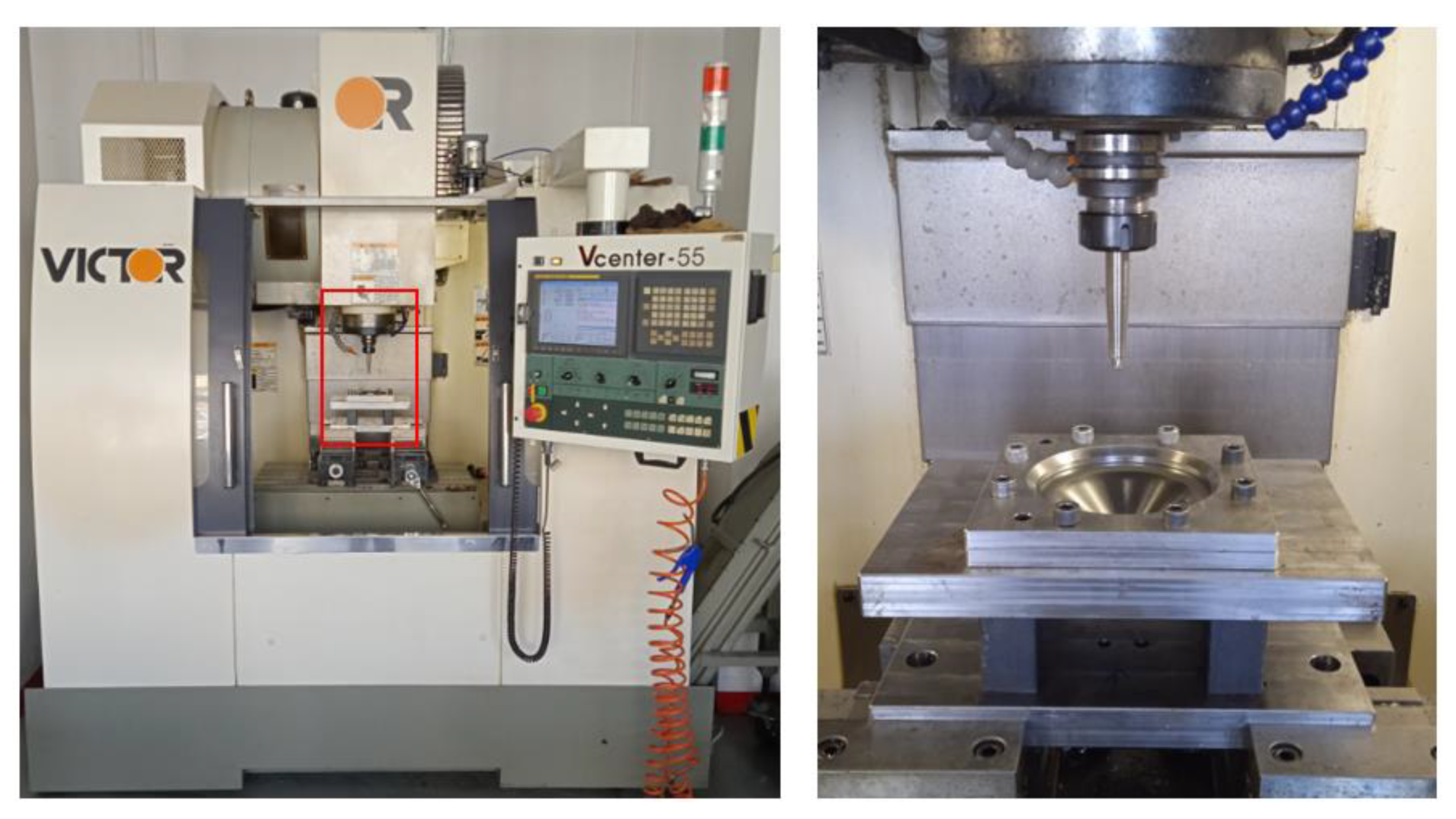
2.3.1. Materials and Technological Setup
2.3.2. Preliminary Tests
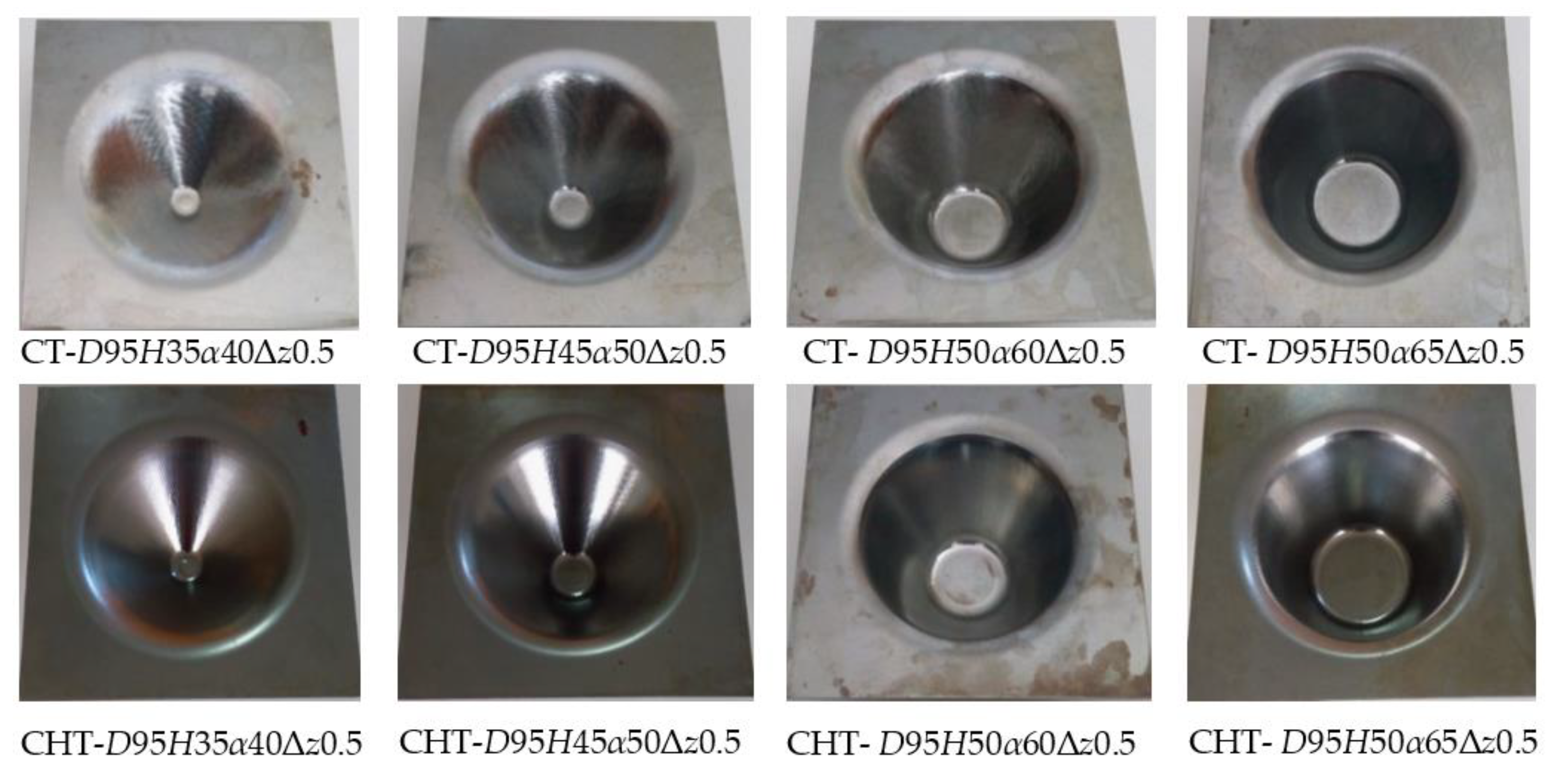
2.3.3. Extended Experimental Research
3. Results and Discussion
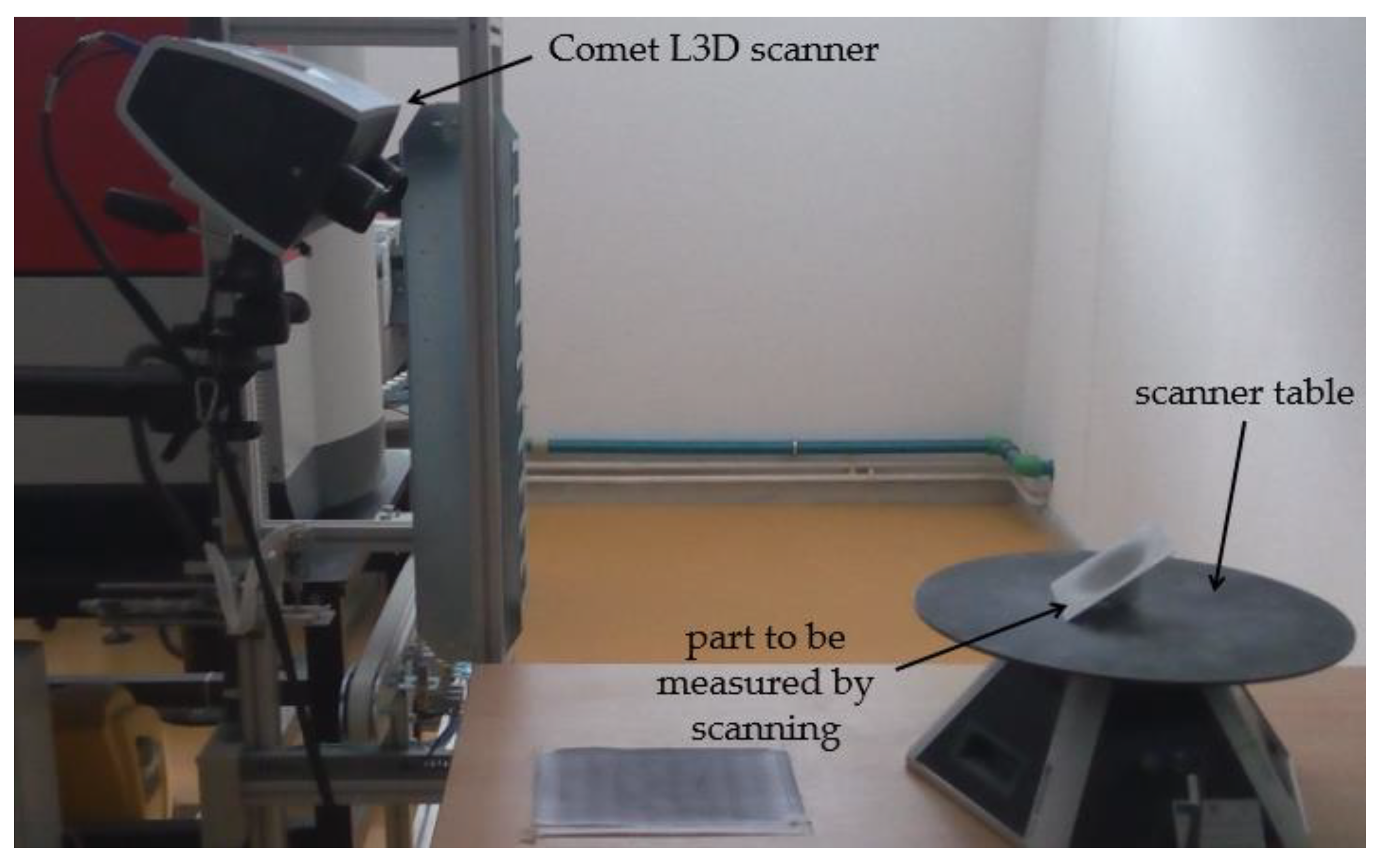
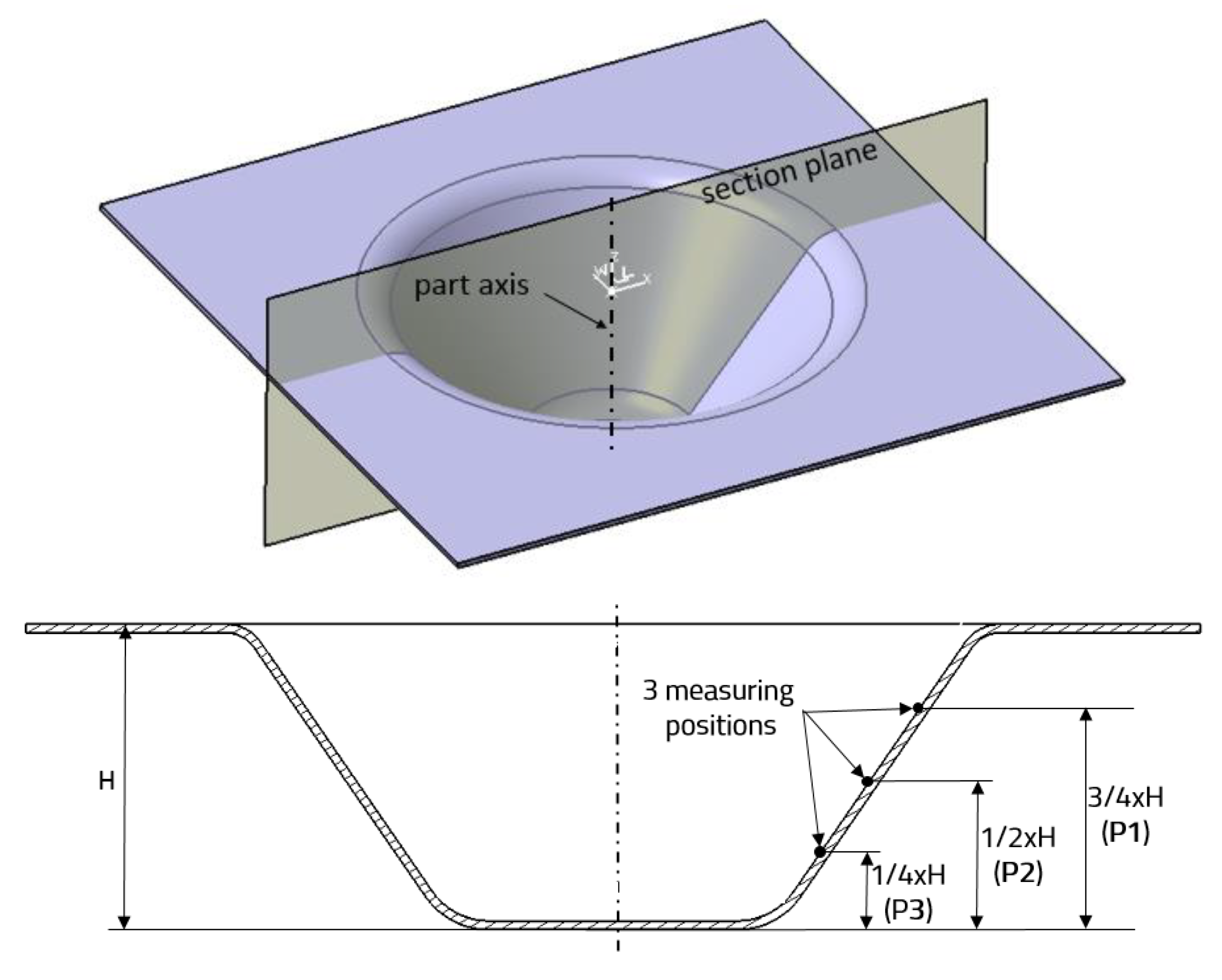
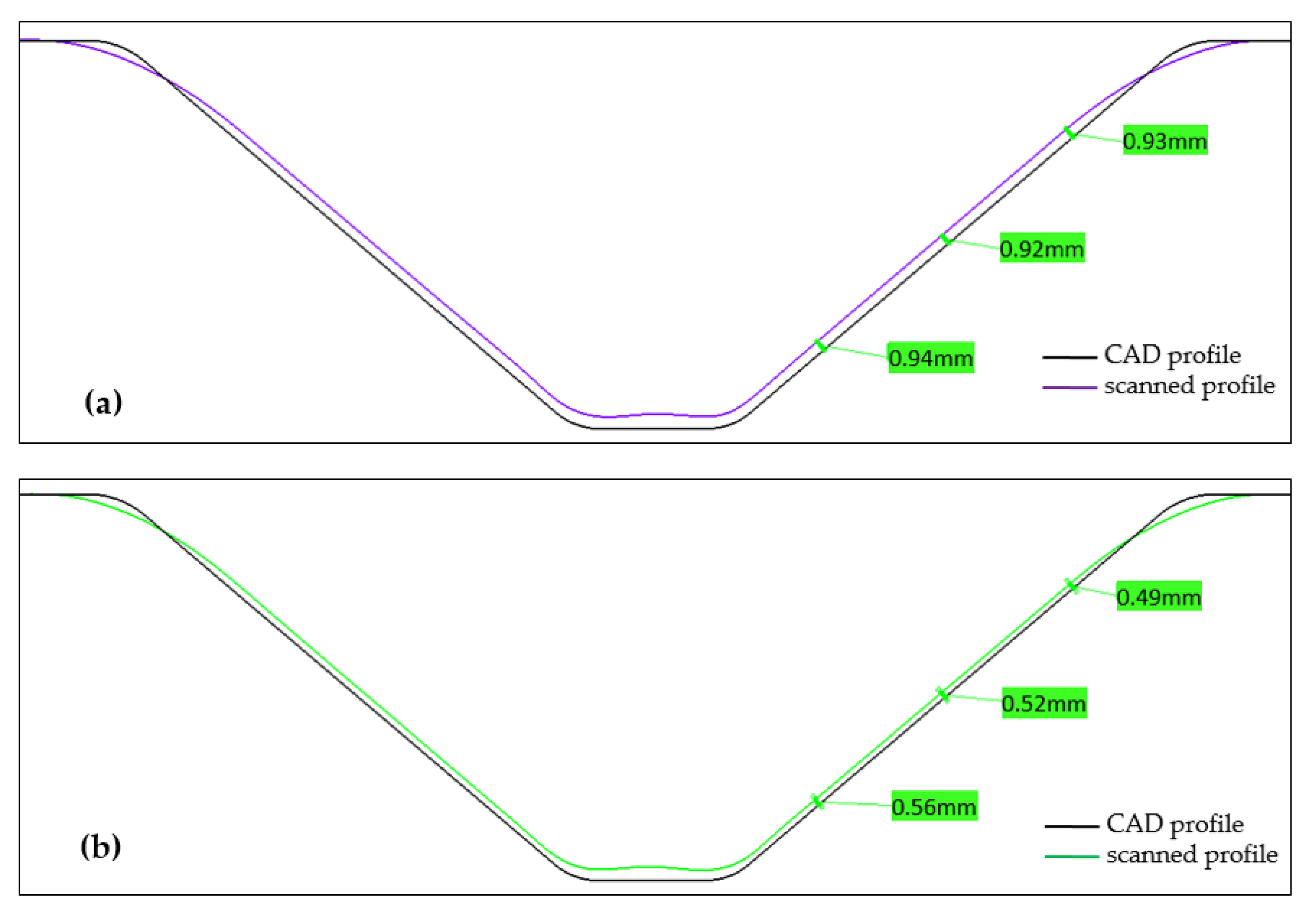
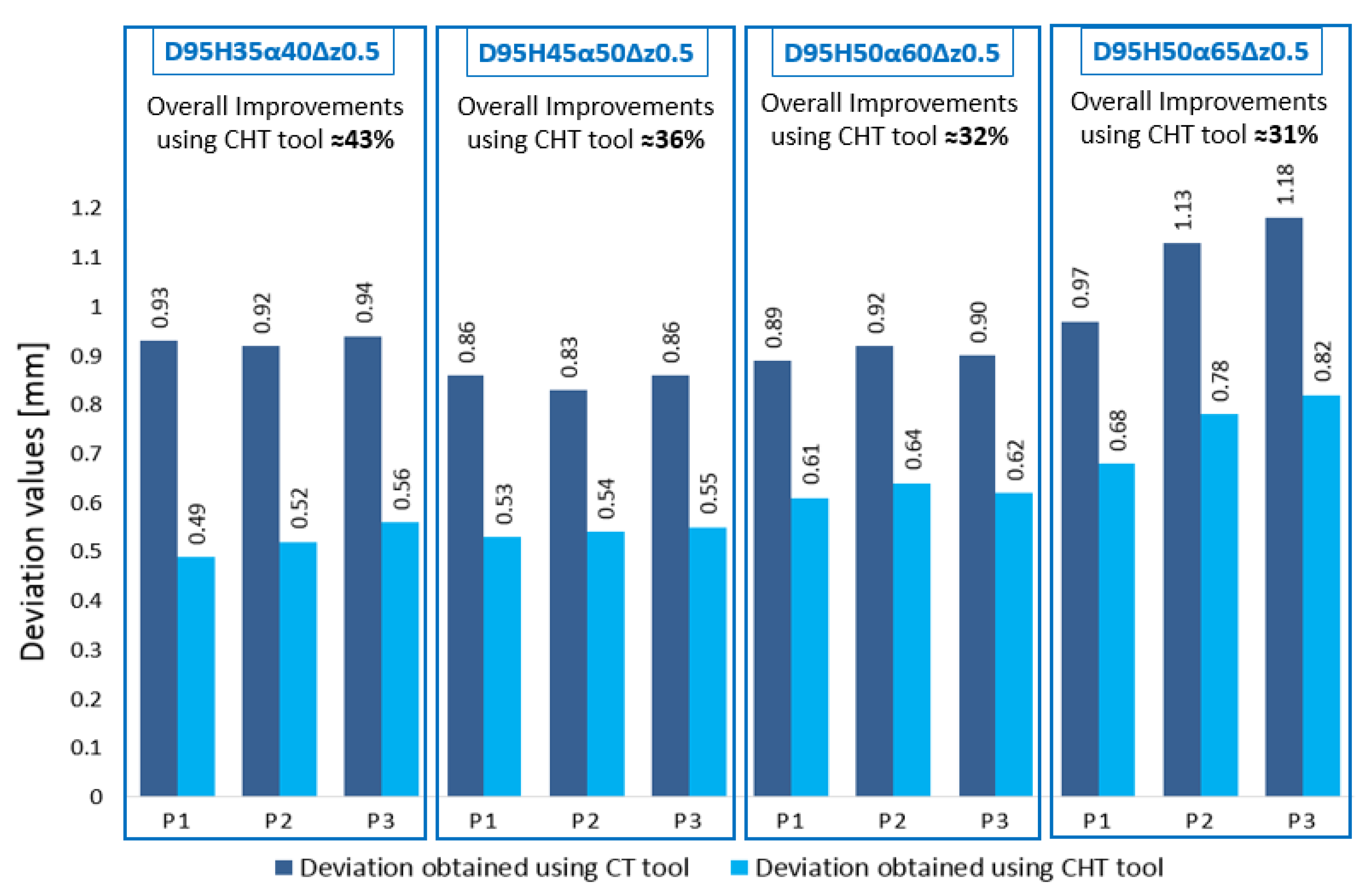
3.1. Part Deviation Measurements
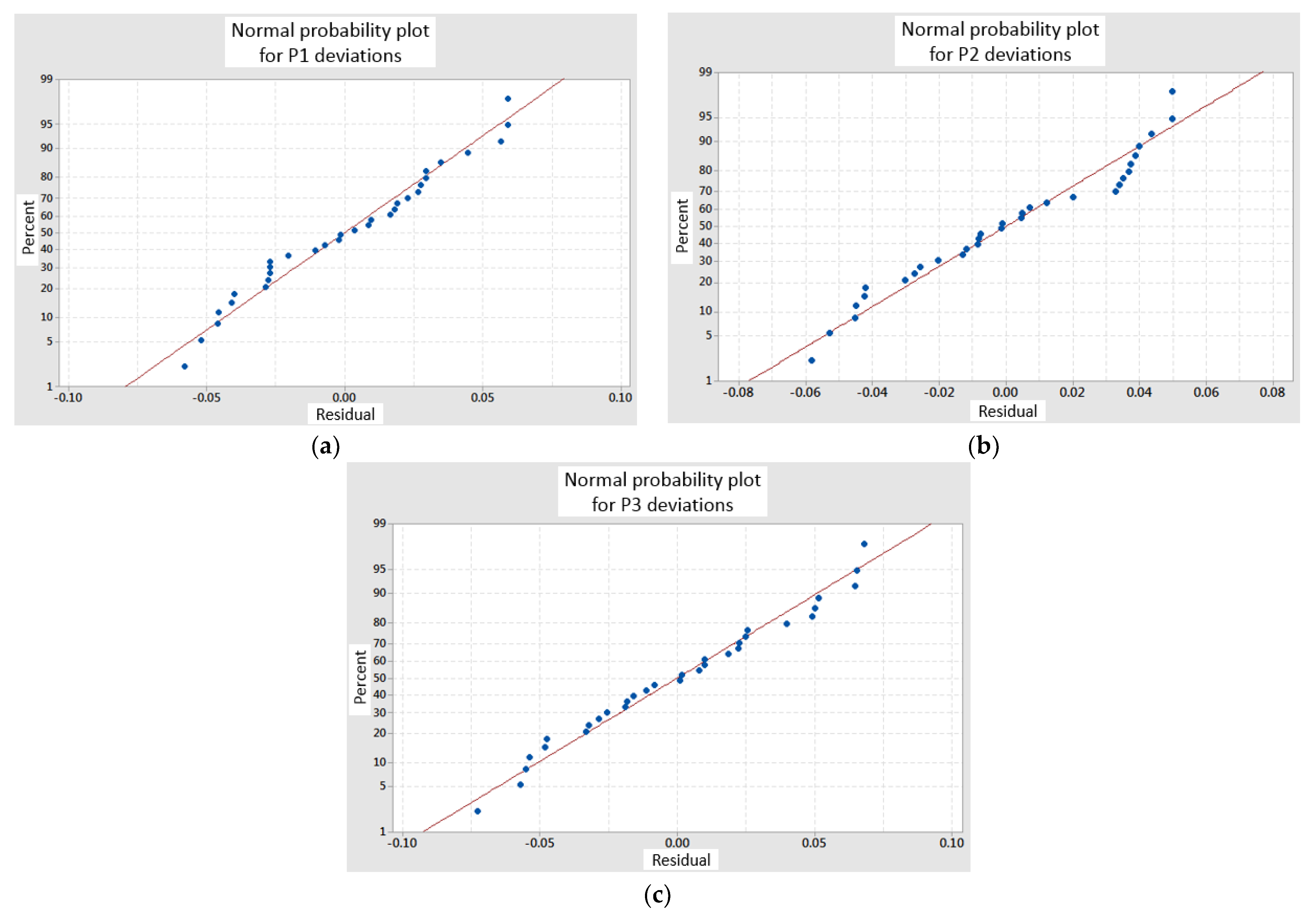
3.2. Mathematical Models Used for Part Accuracy Prediction
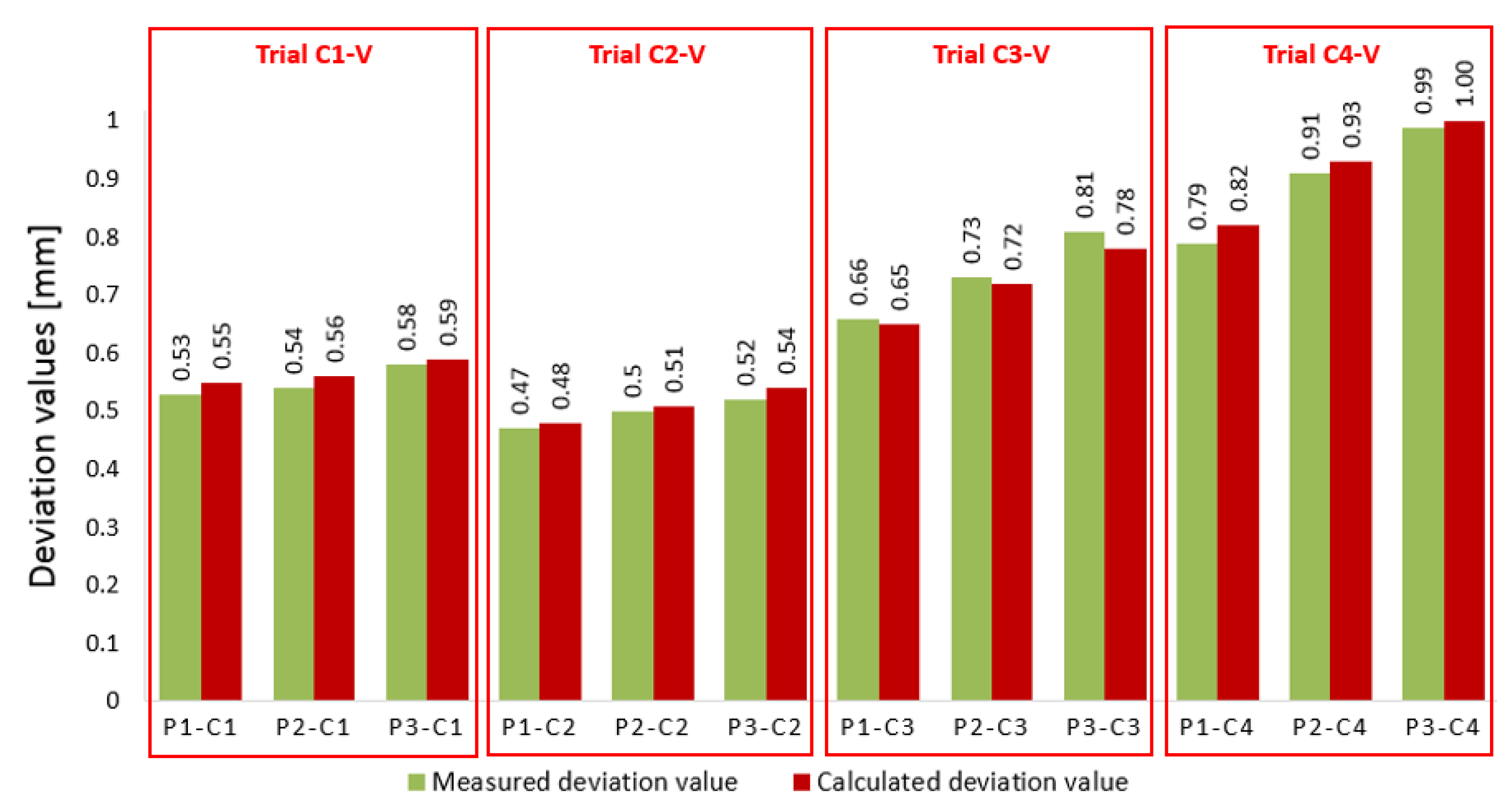
3.3. Practical Validation of the Mathematical Models
4. Conclusions
- The improvement method using the principle of circumferential hammering is implemented by simply replacing the conventional forming tool with a circumferential hammering one, without the necessity of implementing other complex solutions, additional setups or other elements that can be expensive or difficult to be managed. This method requires no special preparation stage or special skills, as the SPIF process toolpath strategy and technological setup remain basically unchanged.
- Taking into account the theoretical aspects, the real hammering speed is influenced by the real contact diameter of the tool that depends on its turn on the taper angle of the part. The number of hits carried out by the hammering tool depends on tool geometry (number of hammering surfaces according to the tool design), tool spindle speed and feed rate.
- By using the circumferential hammering tool proposed in the research, the wall accuracy of frustum-of-cone parts was improved by up to about 43%, depending on the dimensional configuration of the part.
- Extended experimental research was conducted to study the influence of process parameters (tool spindle speed and feed rate) on part accuracy. Based on the deviations of the part in relation to the CAD models, three mathematical models were statistically determined that can be used for accuracy predictions for frustum-of-cone shapes machined from DC05 deep drawing steel by means of a circumferential hammering tool.
- The mathematical models were experimentally validated, and a good agreement was obtained between the deviations calculated by means of the mathematical models and the real deviations measured on the machined parts.
- According to deviation measurements on replicated parts, it can be said that the circumferential hammering SPIF process also ensures a good repeatability.
- Research regarding the influence on part accuracy of the active tool head dimensional parameters (number of hammering surfaces, diameter, flattened surfaces width, corner radius).
- Determination of the maximum values for tool spindle speed, feed rate and wall draw angle, for that parts can be machined free of material fracture.
- Expanding the research to other part shapes like spherical, hexagonal or complex.
- Study of the roughness of surfaces deformed by means of circumferential hammering tools.
- Developing a forming tool with active surface inserts or replaceable active tool heads.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Nasulea, D.; Oancea, G. Incremental deformation: A literature review. MATEC Web Conf. 2017, 121, 3017. [Google Scholar] [CrossRef]
- Nasulea, D.; Oancea, G. Design and manufacturing of a fixing device for incremental sheet forming process. MATEC Web Conf. 2018, 178, 02004. [Google Scholar] [CrossRef]
- Li, L.; Wang, J.; Wang, B. Geometric accuracy of incremental sheet forming for TRIP590. J. Mech. Sci. Technol. 2017, 31, 5257–5264. [Google Scholar] [CrossRef]
- Jeswiet, J.; Micari, F.; Hirt, G.; Bramley, A.; Duflou, J.; Allwood, J. Asymmetric Single Point Incremental Forming of Sheet Metal. CIRP Ann. Manuf. Technol. 2005, 54, 88–114. [Google Scholar] [CrossRef]
- Nasulea, D. Research Regarding the Incremental Forming of DC05 Steel Sheet Parts. Ph.D. Thesis, Transilvania University of Brasov, Brașov, Romania, 2019. [Google Scholar]
- Micari, F.; Ambrogio, G.; Filice, L. Shape and dimensional accuracy in Single Point Incremental Forming: State of the art and future trends. J. Mater. Process. Technol. 2007, 191, 390–395. [Google Scholar] [CrossRef]
- Gupta, P.; Szekeres, A.; Jeswiet, J. Design and development of an aerospace component with single-point incremental forming. Int. J. Adv. Manuf. Technol. 2019, 103, 3683–3702. [Google Scholar] [CrossRef]
- Lu, H.; Liu, H.; Wang, C. Review on strategies for geometric accuracy improvement in incremental sheet forming. Int. J. Adv. Manuf. Technol. 2019, 102, 3381–3417. [Google Scholar] [CrossRef]
- Gatea, S.; Ou, H.; McCartney, G. Review on the influence of process parameters in incremental sheet forming. Int. J. Adv. Manuf. Technol. 2016, 87, 479–499. [Google Scholar] [CrossRef]
- Essa, K.; Hartley, P. An assessment of various process strategies for improving precision in single point incremental forming. Int. J. Mater. Form. 2011, 4, 401–412. [Google Scholar] [CrossRef]
- Maqbool, F.; Bambach, M. Dominant Deformation Mechanisms in Single Point Incremental Forming (SPIF) and their effect on geometrical accuracy. Int. J. Mech. Sci. 2018, 136, 279–292. [Google Scholar] [CrossRef]
- Dai, P.; Chang, Z.; Li, M.; Chen, J. Reduction of geometric deviation by multi-pass incremental forming combined with tool path compensation for non-axisymmetric aluminum alloy component with stepped feature. Int. J. Adv. Manuf. Technol. 2019, 102, 809–817. [Google Scholar] [CrossRef]
- Tera, M.; Breaz, R.E.; Racz, S.G.; Girjob, C.E. Processing strategies for single point incremental forming—a CAM approach. Int. J. Adv. Manuf. Technol. 2019, 102, 1761–1777. [Google Scholar] [CrossRef]
- Duflou, J.R.; Callebaut, B.; Verbert, J.; De Baerdemaeker, H. Improved SPIF performance through dynamic local heating. Int. J. Mach. Tools Manuf. 2008, 48, 543–549. [Google Scholar] [CrossRef]
- Liu, Z. Heat-assisted incremental sheet forming: A state-of-the-art review. Int. J. Adv. Manuf. Technol. 2018, 98, 2987–3003. [Google Scholar] [CrossRef]
- Xu, D.; Wu, W.; Malhotra, R.; Chen, J.; Lu, B.; Cao, J. Mechanism investigation for the influence of tool rotation and laser surface texturing (LST) on formability in single point incremental forming. Int. J. Mach. Tools Manuf. 2013, 73, 37–46. [Google Scholar] [CrossRef]
- Shi, X.; Gao, L.; Khalatbari, H.; Xu, Y.; Wang, H.; Jin, L. Electric hot incremental forming of low carbon steel sheet: Accuracy improvement. Int. J. Adv. Manuf. Technol. 2013, 68, 241–247. [Google Scholar] [CrossRef]
- Al-Obaidi, A.; Kräusel, V.; Landgrebe, D. Hot single-point incremental forming assisted by induction heating. Int. J. Adv. Manuf. Technol. 2016, 82, 1163–1171. [Google Scholar] [CrossRef]
- Leonhardt, A.; Kurz, G.; Victoria-Hernández, J.; Krausel, V.; Landgrebe, D.; Letzig, D. Experimental study on incremental sheet forming of magnesium alloy AZ31 with hot air heating. Procedia Manuf. 2018, 15, 1192–1199. [Google Scholar] [CrossRef]
- Galdos, L.; De Argandoña, E.S.; Ulacia, I.; Arruebarrena, G. Warm incremental forming of magnesium alloys using hot fluid as heating media. Key Eng. Mater. 2012, 504–506, 815–820. [Google Scholar] [CrossRef]
- Ortiz, M.; Penalva, M.; Iriondo, E.; De Lacalle, L.N.L. Accuracy and Surface Quality Improvements in the Manufacturing of Ti-6Al-4V Parts Using Hot Single. Metals 2019, 9, 697. [Google Scholar] [CrossRef]
- Palumbo, G.; Brandizzi, M. Experimental investigations on the single point incremental forming of a titanium alloy component combining static heating with high tool rotation speed. Mater. Des. 2012, 40, 43–51. [Google Scholar] [CrossRef]
- Ahmad, A.; Hussain, G.; Ullah, N.; Wei, H.; Alkahtani, M.; Naeem, M. An investigation on the effects of tool rotational speed and material temper on post-ISF tensile properties of Al2219 alloy. J. Mater. Res. Technol. 2021, 10, 853–867. [Google Scholar]
- Meier, H.; Zhu, J.; Buff, B.; Laurischkat, R. CAx process chain for two robots based incremental sheet metal forming. Procedia CIRP 2012, 3, 37–42. [Google Scholar] [CrossRef]
- Wang, Y.; Huang, Y.; Cao, J.; Reddy, N.V. Experimental study on a new method of double side incremental forming. In Proceedings of the ASME 2008 International Manufacturing Science and Engineering Conference collocated with the 3rd JSME/ASME International Conference on Materials and Processing, Evanston, IL, USA, 7–10 October 2008; Volume 1, pp. 601–607. [Google Scholar]
- Paniti, I.; Somló, J. Novel incremental sheet forming system with tool-path calculation approach. Acta Polytech. Hungarica 2014, 11, 43–60. [Google Scholar]
- Mingshun, Y.; Lang, B.; Yunbo, L.; Yan, L.; Qilong, Y.; Renfeng, Z. Research on the Radial Accuracy of Ultrasonic Vibration-Assisted Single Point Incremental Forming Parts. Int. J. Aerosp. Eng. 2019, 2019, 9809815. [Google Scholar] [CrossRef]
- Ambrogio, G.; De Napoli, L.; Filice, L.; Muzzupappa, M. Improvement Geometrical Precision in Sheet Incremental Forming Processes. In Proceedings of the 7th Biennial Conference on Engineering Systems Design and Analysis, Manchester, UK, 19–22 July 2004; pp. 339–346. [Google Scholar]
- Fiorentino, A.; Giardini, C.; Ceretti, E. Application of artificial cognitive system to incremental sheet forming machine tools for part precision improvement. Precis. Eng. 2015, 39, 167–172. [Google Scholar] [CrossRef]
- Fu, Z.; Mo, J.; Han, F.; Gong, P. Tool path correction algorithm for single-point incremental forming of sheet metal. Int. J. Adv. Manuf. Technol. 2013, 64, 1239–1248. [Google Scholar] [CrossRef]
- Ren, H.; Xie, J.; Liao, S.; Leem, D.; Ehmann, K.; Cao, J. In-situ springback compensation in incremental sheet forming. CIRP Ann. Manuf. Technol. 2019, 68, 317–320. [Google Scholar] [CrossRef]
- Lu, H.; Kearney, M.; Li, Y.; Liu, S.; William, J.T.; Meehan, P.A. Model predictive control of incremental sheet forming for geometric accuracy improvement. Int. J. Adv. Manuf. Technol. 2015, 82, 1781–1794. [Google Scholar] [CrossRef]
- Lu, H.; Kearney, M.; Liu, S.; William, J.T.; Meehan, P.A. Two-directional toolpath correction in single-point incremental forming using model predictive control. Int. J. Adv. Manuf. Technol. 2016, 91, 91–106. [Google Scholar] [CrossRef]
- He, A.; Kearney, M.P.; Weegink, K.J.; Wang, C.; Liu, S.; Meehan, P.A. A model predictive path control algorithm of single-point incremental forming for non-convex shapes. Int. J. Adv. Manuf. Technol. 2020, 107, 123–143. [Google Scholar] [CrossRef]
- Behera, A.K.; Lauwers, B.; Duflou, J.R. Tool path generation for single point incremental forming using intelligent sequencing and multi-step mesh morphing techniques. Int. J. Mater. Form. 2014, 517–532. [Google Scholar]
- Behera, A.K.; Verbert, J.; Lauwers, B.; Duflou, J.R. Tool path compensation strategies for single point incremental sheet forming using multivariate adaptive regression splines. CAD Comput. Aided Des. 2013, 45, 575–590. [Google Scholar] [CrossRef]
- Behera, A.K.; Lu, B.; Ou, H. Characterization of shape and dimensional accuracy of incrementally formed titanium sheet parts with intermediate curvatures between two feature types. Int. J. Adv. Manuf. Technol. 2016, 83, 1099–1111. [Google Scholar] [CrossRef]
- Schmitz, R.U.C.; Bremen, T.; Bailly, D.B.; Hirt, G.K.P. On the influence of the tool path and intrusion depth on the geometrical accuracy in incremental sheet forming. Metals 2020, 10, 5. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhang, H.; Shi, Y.; Moser, N.; Ren, H.; Ehmann, K.F.; Cao, J. Springback Reduction by Annealing for Incremental Sheet Forming. Procedia Manuf. 2016, 5, 696–706. [Google Scholar] [CrossRef][Green Version]
- Vanhove, H.; Carette, Y.; Duflou, J.R. An explorative study on, the influence of an elliptical tool on incremental forming. Procedia Manuf. 2019, 29, 74–79. [Google Scholar] [CrossRef]
- Sandvik Coromant—Milling Formulas and Definitions. Available online: https://www.sandvik.coromant.com/en-gb/knowledge/machining-formulas-definitions/pages/milling.aspx. (accessed on 13 February 2021).
- Nasulea, D.; Oancea, G. Integrating of a new software tool used for tool path generation in the numerical simulation of incremental forming process. Stroj. Vestn. J. Mech. Eng. 2018, 64, 643–651. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Upper Base Diameter (mm) | Height (mm) | Draw Angle (Degrees) | Incremental Step Depth (mm) | Final Part Code |
|---|---|---|---|---|---|
| 1. | 95 | 35 | 40 | 0.5 | D95H35α40Δz0.5 |
| 2. | 95 | 45 | 50 | 0.5 | D95H45α50Δz0.5 |
| 3. | 95 | 50 | 60 | 0.5 | D95H50α60Δz0.5 |
| 4. | 95 | 50 | 65 | 0.5 | D95H50α65Δz0.5 |
| Factor Description | Factor Name | Measurement Unit | Number of Levels | Level Values | Level Symbols |
|---|---|---|---|---|---|
| Part dimensional configuration | CONF | - | 4 | D100H30α35Δz0.5 | C1 |
| D100H45α45Δz0.5 | C2 | ||||
| D100H50α55Δz0.5 | C3 | ||||
| D100H50α65Δz0.5 | C4 | ||||
| Tool feed rate | f | mm/min | 2 | 1000 | f1 |
| 1500 | f2 | ||||
| Tool spindle speed | n | rpm | 2 | 1000 | n1 |
| 1500 | n2 |
| Trial Codification | Deviation in P1 (mm) | Deviation in P2 (mm) | Deviation in P3 (mm) |
|---|---|---|---|
| C1-n1-f1-r1 | 0.50 | 0.51 | 0.53 |
| C1-n1-f1-r2 | 0.55 | 0.56 | 0.60 |
| C1-n2-f1-r1 | 0.52 | 0.51 | 0.54 |
| C1-n2-f1-r2 | 0.51 | 0.55 | 0.61 |
| C1-n1-f2-r1 | 0.55 | 0.54 | 0.57 |
| C1-n1-f2-r2 | 0.55 | 0.59 | 0.65 |
| C1-n2-f2-r1 | 0.57 | 0.57 | 0.59 |
| C1-n2-f2-r2 | 0.62 | 0.62 | 0.64 |
| C2-n1-f1-r1 | 0.45 | 0.45 | 0.46 |
| C2-n1-f1-r2 | 0.49 | 0.54 | 0.58 |
| C2-n2-f1-r1 | 0.44 | 0.48 | 0.50 |
| C2-n2-f1-r2 | 0.52 | 0.55 | 0.56 |
| C2-n1-f2-r1 | 0.46 | 0.49 | 0.51 |
| C2-n1-f2-r2 | 0.47 | 0.54 | 0.60 |
| C2-n2-f2-r1 | 0.47 | 0.48 | 0.53 |
| C2-n2-f2-r2 | 0.53 | 0.57 | 0.60 |
| C3-n1-f1-r1 | 0.70 | 0.75 | 0.82 |
| C3-n1-f1-r2 | 0.69 | 0.74 | 0.79 |
| C3-n2-f1-r1 | 0.60 | 0.67 | 0.77 |
| C3-n2-f1-r2 | 0.63 | 0.71 | 0.79 |
| C3-n1-f2-r1 | 0.62 | 0.67 | 0.72 |
| C3-n1-f2-r2 | 0.61 | 0.70 | 0.77 |
| C3-n2-f2-r1 | 0.71 | 0.75 | 0.76 |
| C3-n2-f2-r2 | 0.65 | 0.73 | 0.81 |
| C4-n1-f1-r1 | 0.80 | 0.92 | 1.00 |
| C4-n1-f1-r2 | 0.81 | 0.91 | 0.98 |
| C4-n2-f1-r1 | 0.86 | 0.98 | 1.08 |
| C4-n2-f1-r2 | 0.86 | 0.96 | 1.04 |
| C4-n1-f2-r1 | 0.76 | 0.86 | 0.96 |
| C4-n1-f2-r2 | 0.77 | 0.89 | 0.96 |
| C4-n2-f2-r1 | 0.86 | 0.93 | 0.97 |
| C4-n2-f2-r2 | 0.86 | 0.97 | 1.04 |
| Part Configuration. | Coefficient Values by Part Precision | ||
|---|---|---|---|
| k1 | k2 | k3 | |
| C1—D100H30α35Δz0.5 | 0.4601 | 0.4848 | 0.5363 |
| C2—D100H45α45Δz0.5 | 0.3928 | 0.4410 | 0.4851 |
| C3—D100H50α55Δz0.5 | 0.5651 | 0.6440 | 0.7214 |
| C4—D100H50α65Δz0.5 | 0.7335 | 0.8549 | 0.9476 |
| Deviation | Standard Deviation (S) | Coefficient of Correlation, (R2) |
|---|---|---|
| P1 | 0.0372596 | 93.68% |
| P2 | 0.0377073 | 95.82% |
| P3 | 0.0433441 | 95.58% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nasulea, D.; Oancea, G. Achieving Accuracy Improvements for Single-Point Incremental Forming Process Using a Circumferential Hammering Tool. Metals 2021, 11, 482. https://doi.org/10.3390/met11030482
Nasulea D, Oancea G. Achieving Accuracy Improvements for Single-Point Incremental Forming Process Using a Circumferential Hammering Tool. Metals. 2021; 11(3):482. https://doi.org/10.3390/met11030482
Chicago/Turabian StyleNasulea, Daniel, and Gheorghe Oancea. 2021. "Achieving Accuracy Improvements for Single-Point Incremental Forming Process Using a Circumferential Hammering Tool" Metals 11, no. 3: 482. https://doi.org/10.3390/met11030482
APA StyleNasulea, D., & Oancea, G. (2021). Achieving Accuracy Improvements for Single-Point Incremental Forming Process Using a Circumferential Hammering Tool. Metals, 11(3), 482. https://doi.org/10.3390/met11030482