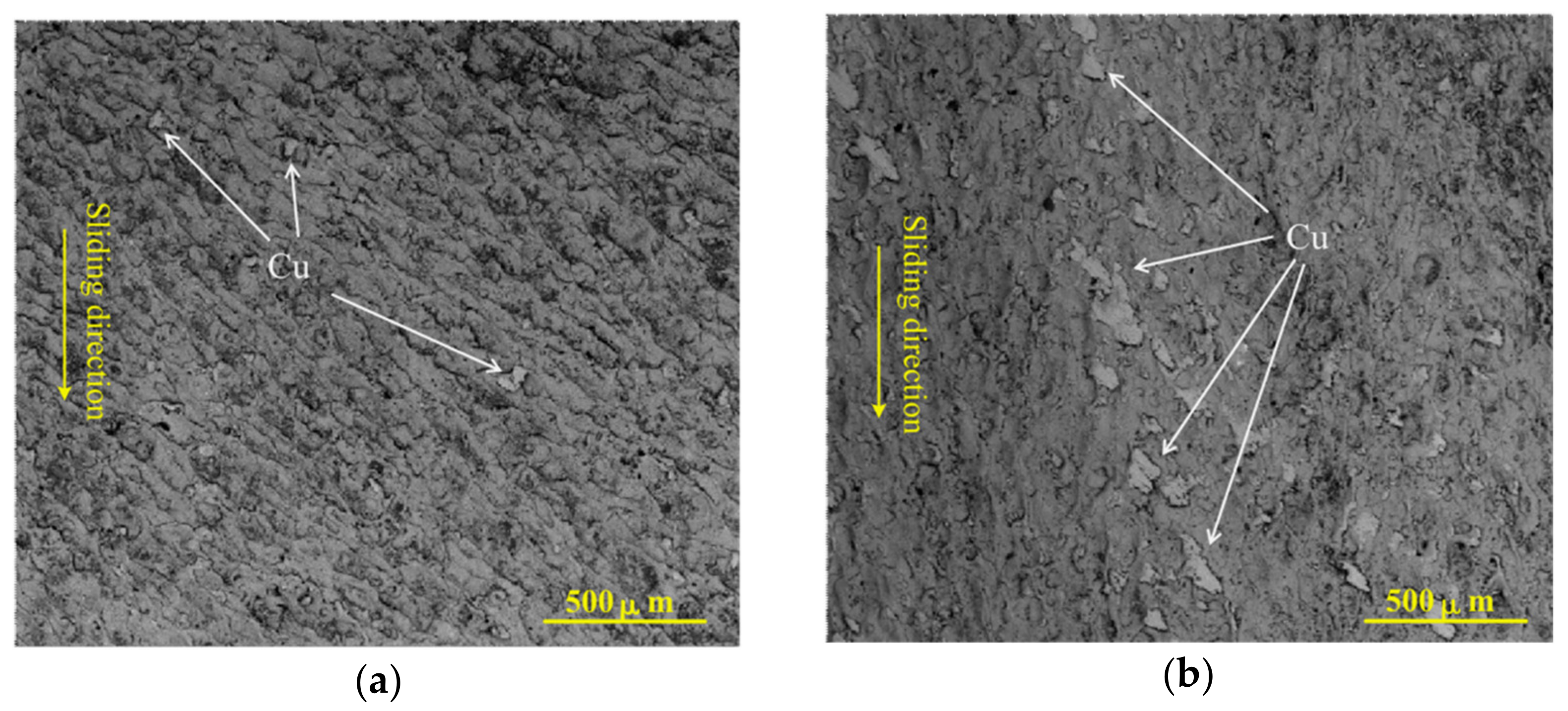
3.2. Worn Surface of the Tribo-Pairs
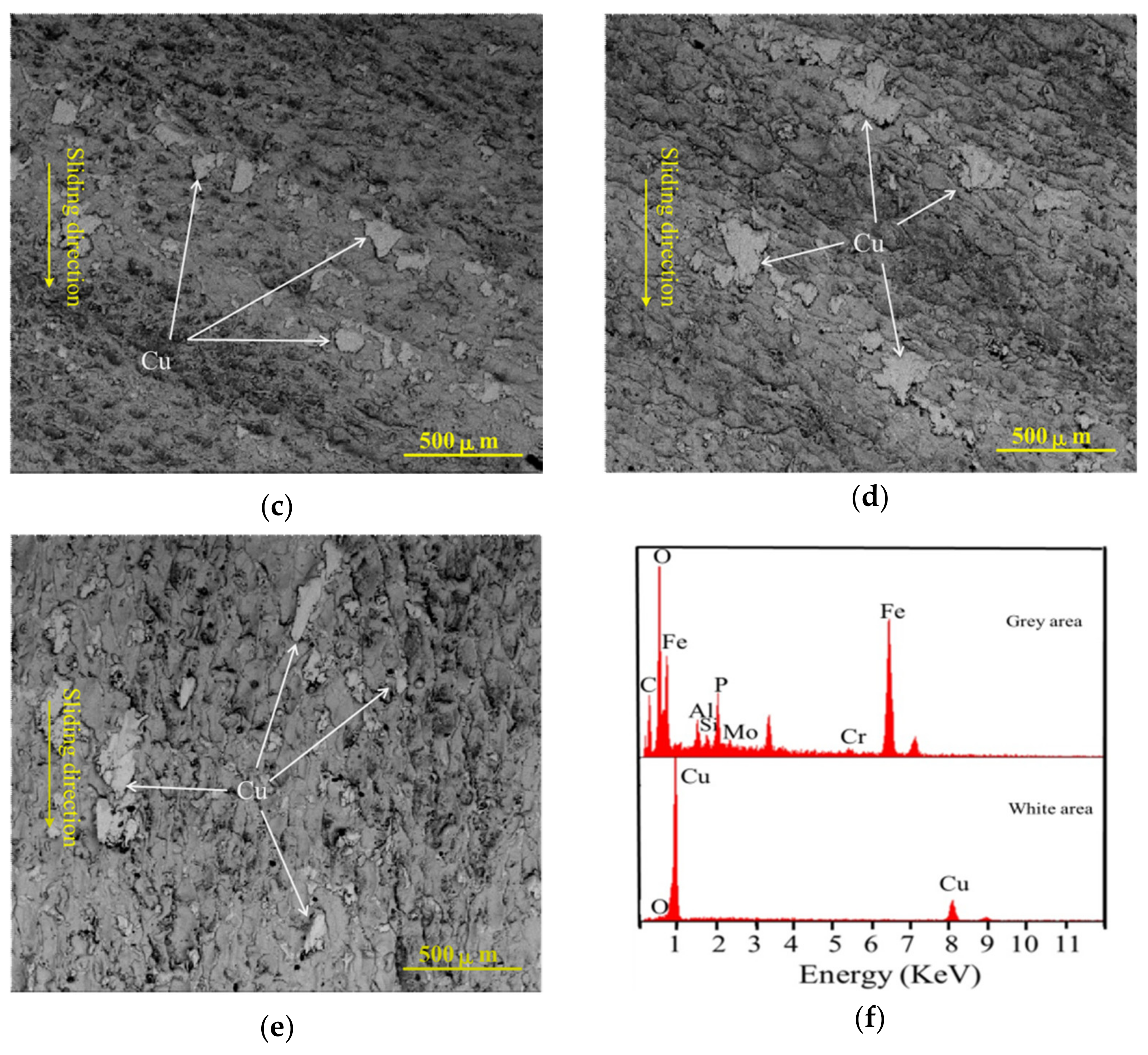
Figure 5a–e shows typical SEM images on the worn surfaces of the 38CrMoAl steel discs after working under different loads. As is seen, two areas with different colors (grey and white) can be observed on the surface of 38CrMoAl steel discs. After examining their compositions by EDX analysis (see
Figure 5f), it was revealed that the grey area consisted of mainly iron, which is the steel matrix, while the white one was primarily composed of copper, which is stemming from the adhesion of wear debris and direction migration of copper from the pin to disc. This result is consistent with the observation on the migration of copper from the pin to the steel disc in last section. Moreover, judging from the morphology of most copper-contained stuffs (see
Figure 5a–e), it seems that many of them are filling into the surface of the grey matrix (38CrMoAl steel) and the amount of the fillings increases with the increase of load, which are characteristic of wear debris. Specifically, when the applied load is low (less than 45 N), the rough pits on the surface of the 38CrMoAl steel disc are only partially filled with the wear debris (within the range of wear scars). However, after working under a heavy load (for example, 55 N), the distribution of the copper-based wear debris becomes quite uniform, spreading over the whole steel surface (see
Figure 5e), implying that the pits are filled more fully.
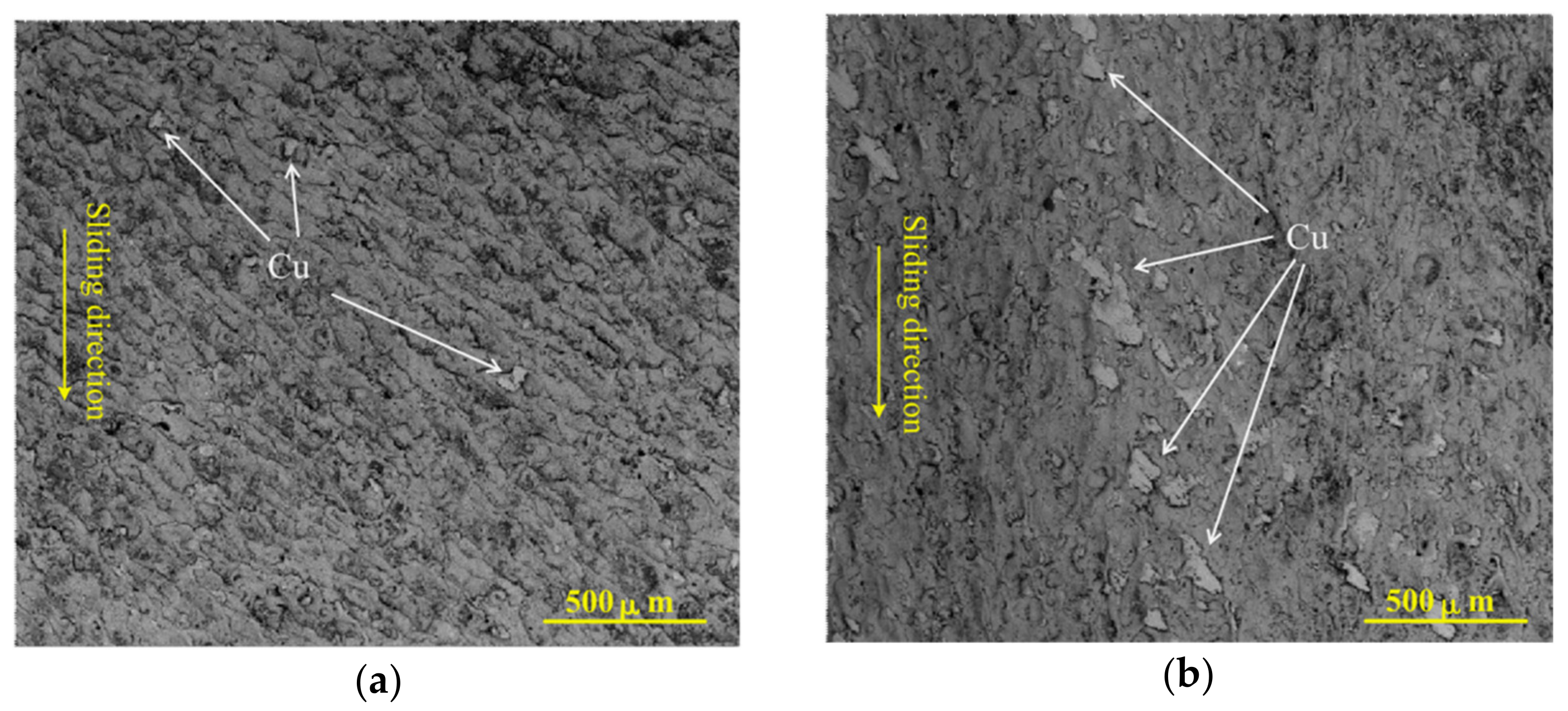
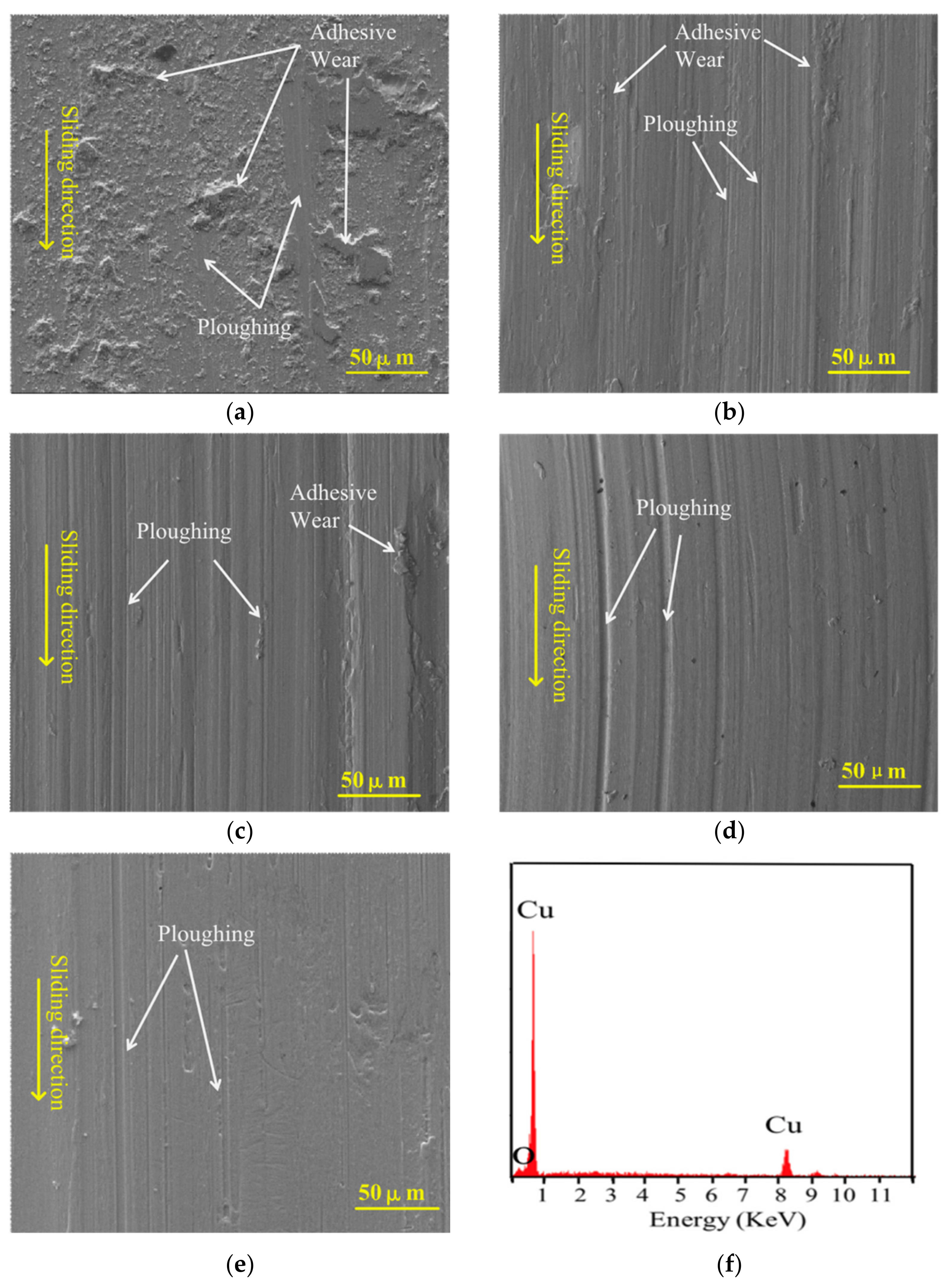
Figure 6a–e displays typical SEM images on the worn surfaces of the Qbe-2 beryllium bronze pins after working under different loads. As is seen, only one color can be identified over the SEM images, although there are different degrees of adhesion on the worn surface of the pins. EDX analysis (
Figure 6f) revealed that both the homogeneous surface and the adhesion on the surface are composed mainly of copper without the presence of iron. Specifically, after working under 15 N, lots of small wear debris are attached onto the worn surface of the pin, indicating that adhesive wear might be its main wear mechanism, although ploughing is also presented (
Figure 6a). However, the adhesion of wear debris diminishes and the grooves become deeper with the increase of load (see
Figure 6a–e).
The following reasons may be responsible for these phenomena. Firstly, the contact peaks are pressed into the surface of the tribo-pair more deeply as the load increases. Simultaneously, due to the friction heat generated during the sliding process, the contact surface will be softened. Resultantly, it will be easier to produce wide and deep grooves on the surface of copper pin due to its lower hardness and the easier cutting of its surface by the asperities. On the other hand, from the EDX analysis results that the adhesions are composed of Cu and O, it can be induced that oxidation reaction may occur during friction process. The friction oxides can play a protective role for the surface of tribo-pair, thus reducing the wear of the tribo-pair, especially for the copper pin [
19]. Meanwhile, due to the lubrication by the copper oxides, it is not easy for the copper debris to adhere onto the contact surface. In such case, less amount of wear debris will adhere to the surface of the tribo-pair.
In order to further detect the composition and structure of the wear debris, SEM and XPS analyses were carried out.
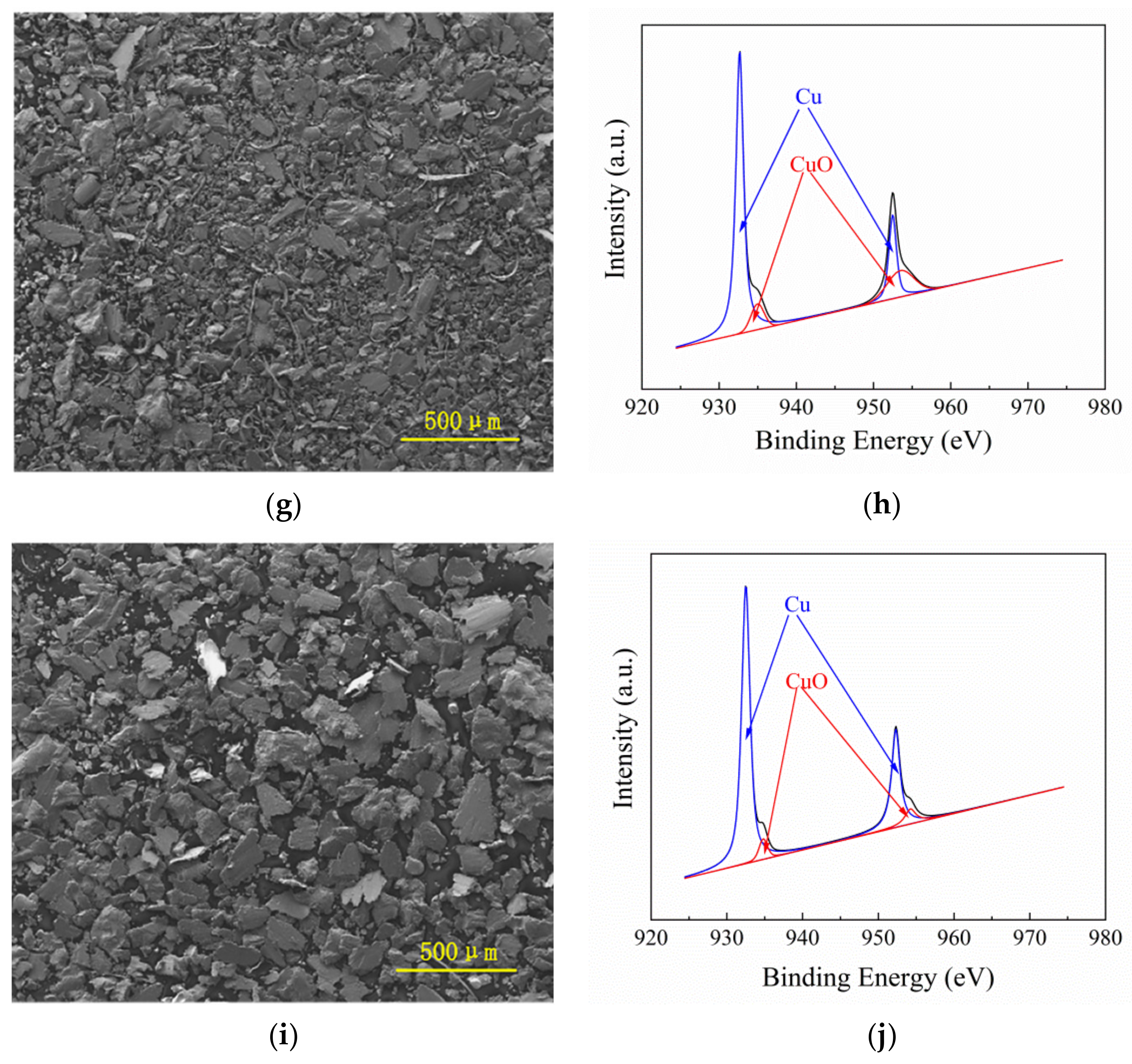
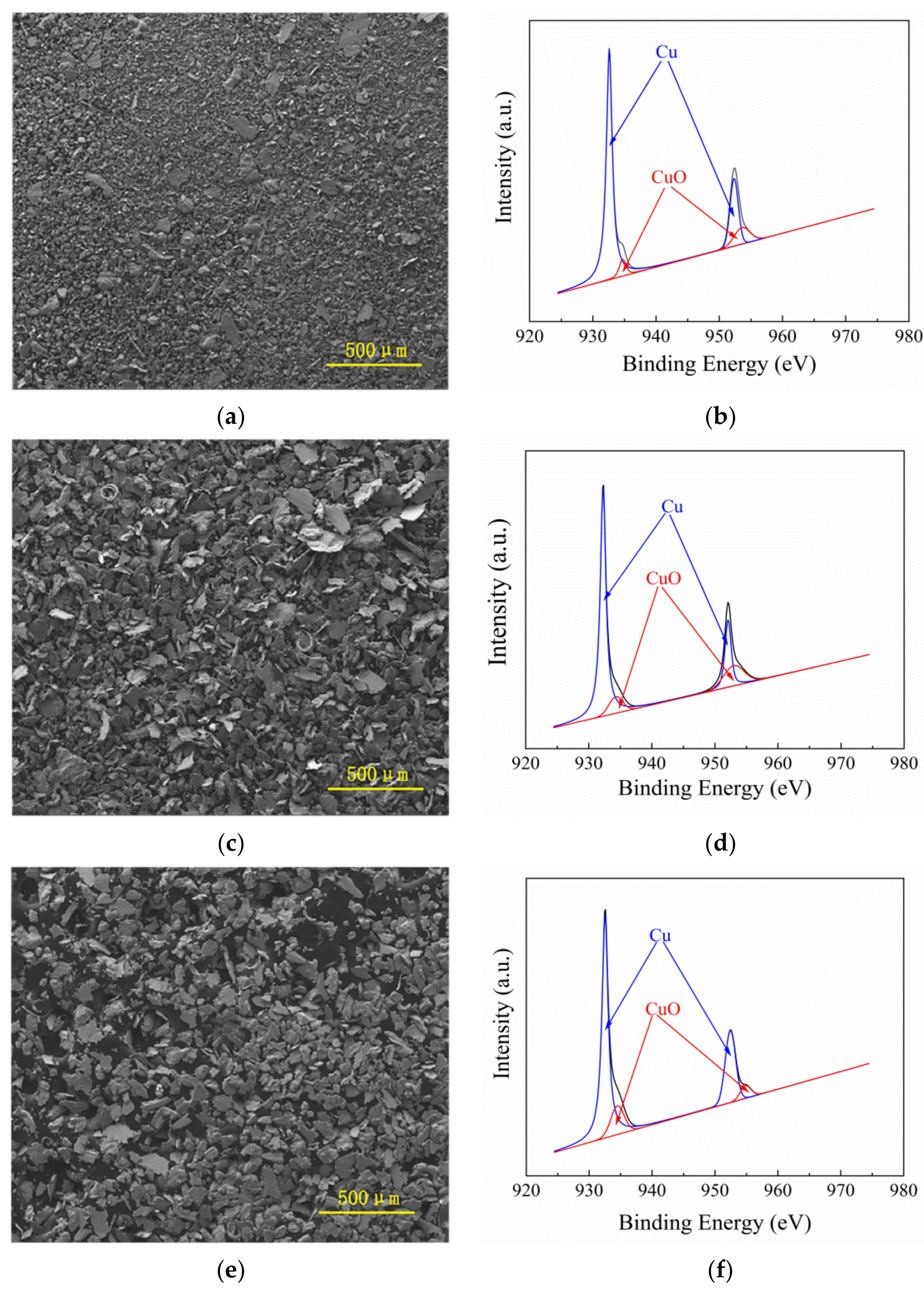
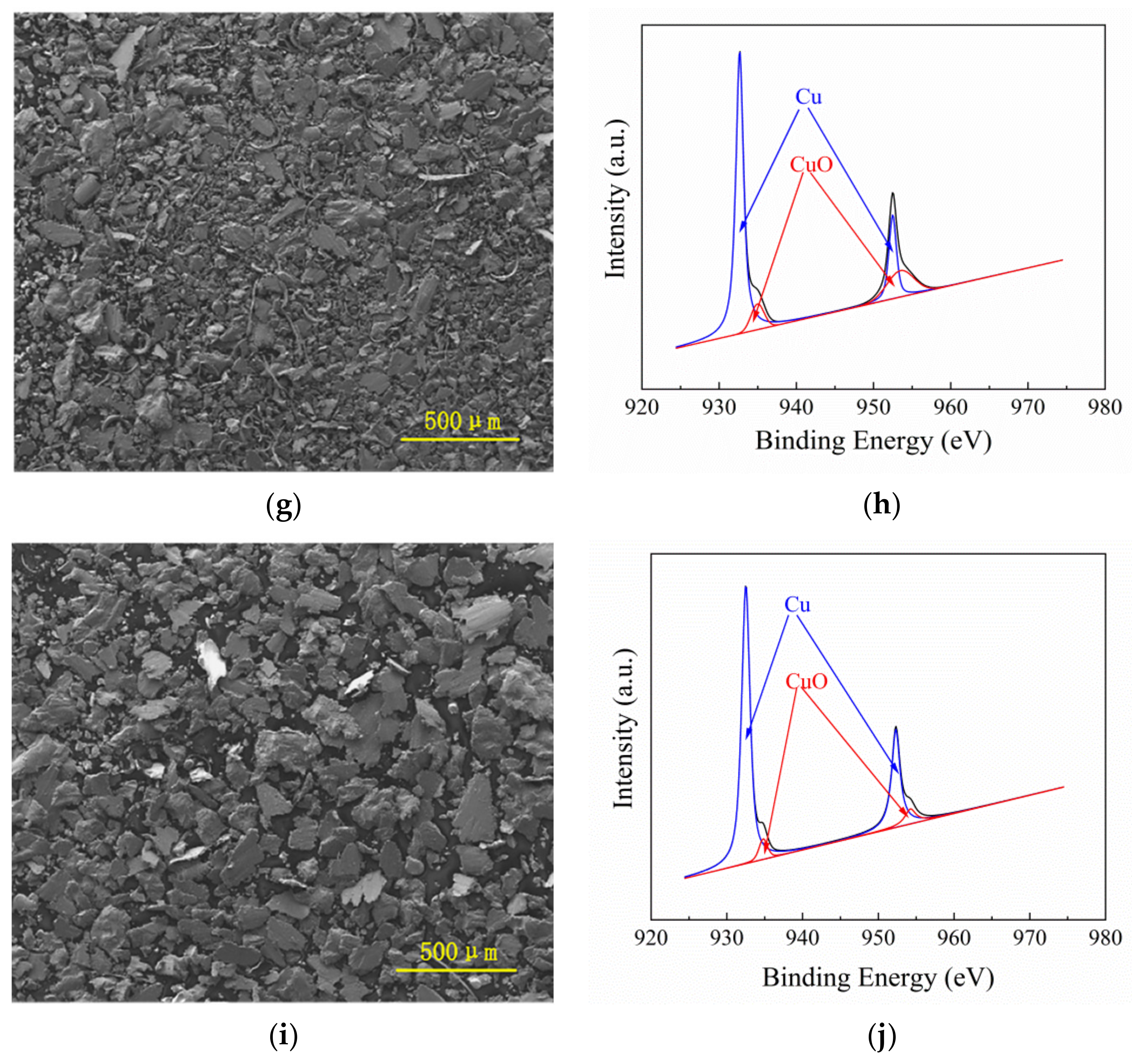
Figure 7 shows typical SEM images and corresponding XPS results on the worn-out debris at different loads. It can be seen that the size of the debris increases with the increase of load. EDX analysis and XPS surveying spectra show that only Cu and O could be detected in the wear debris without Fe, revealing that the material removal mainly occurs on the soft Qbe-2 beryllium bronze pins. In other word, the wear debris is originating from the soft copper pins. In particular, as can be seen in the high-resolution XPS spectra of copper shown in
Figure 7, the recorded spectra of Cu 2p3/2 could be fitted into four peaks: the Cu
0 metal peaks at 932.61 and 952.45 eV, as well the peaks of Cu
2+ oxides at 933.3 and 953.7 eV [
20,
21], respectively. This result indicates that the wear debris mainly exists in the form of Cu and CuO.
Moreover, the debris is of small particles after working under a low load of 15 N, which is mainly because the load is not enough to crush the debris and thus the debris continuously rolls on the friction surface and many of them finally adheres to the copper surface (see
Figure 6a) or fill in the pits of steel disc (see
Figure 5a). This phenomenon also explains the large fluctuation of its friction coefficient at period 2. However, a larger number of asperities will fall off under the action of shear force with the increase of load. In particular, due to the friction heat generated during the friction under heavy load, the wear debris will be softened on the contact surface, and the larger compressive stress will make it repeatedly squeezed there, finally forming a larger size of flat wear debris (flakes) by repeating extruding.
3.3. Mechanism on the Friction and Wear
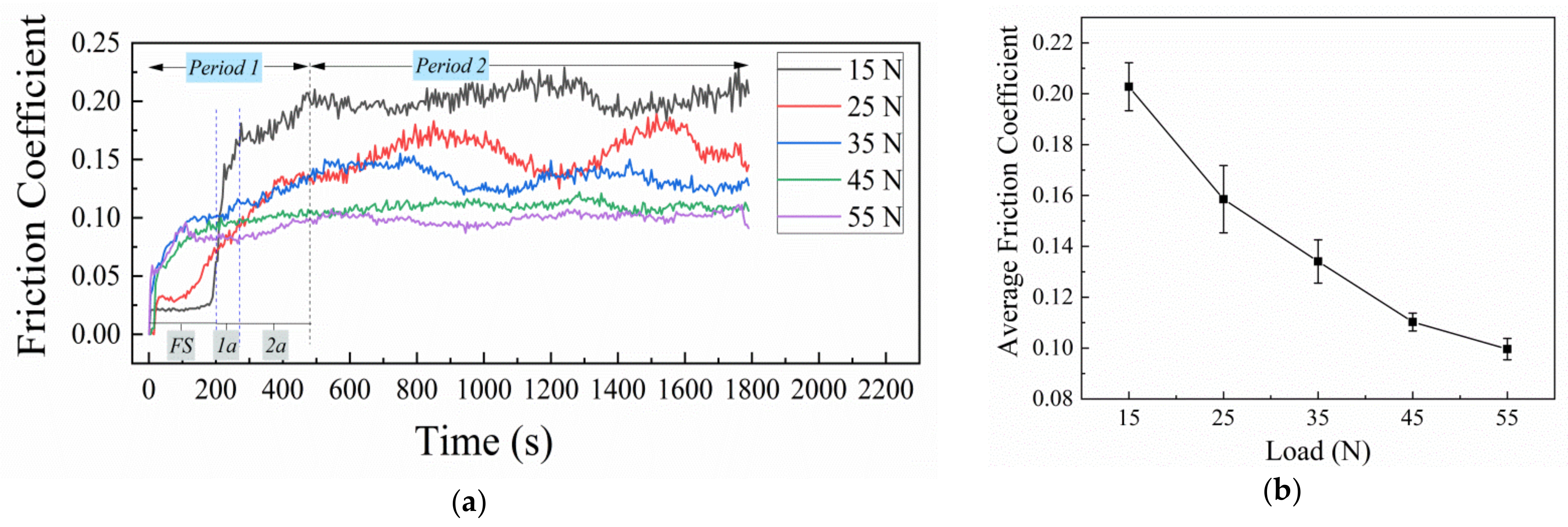
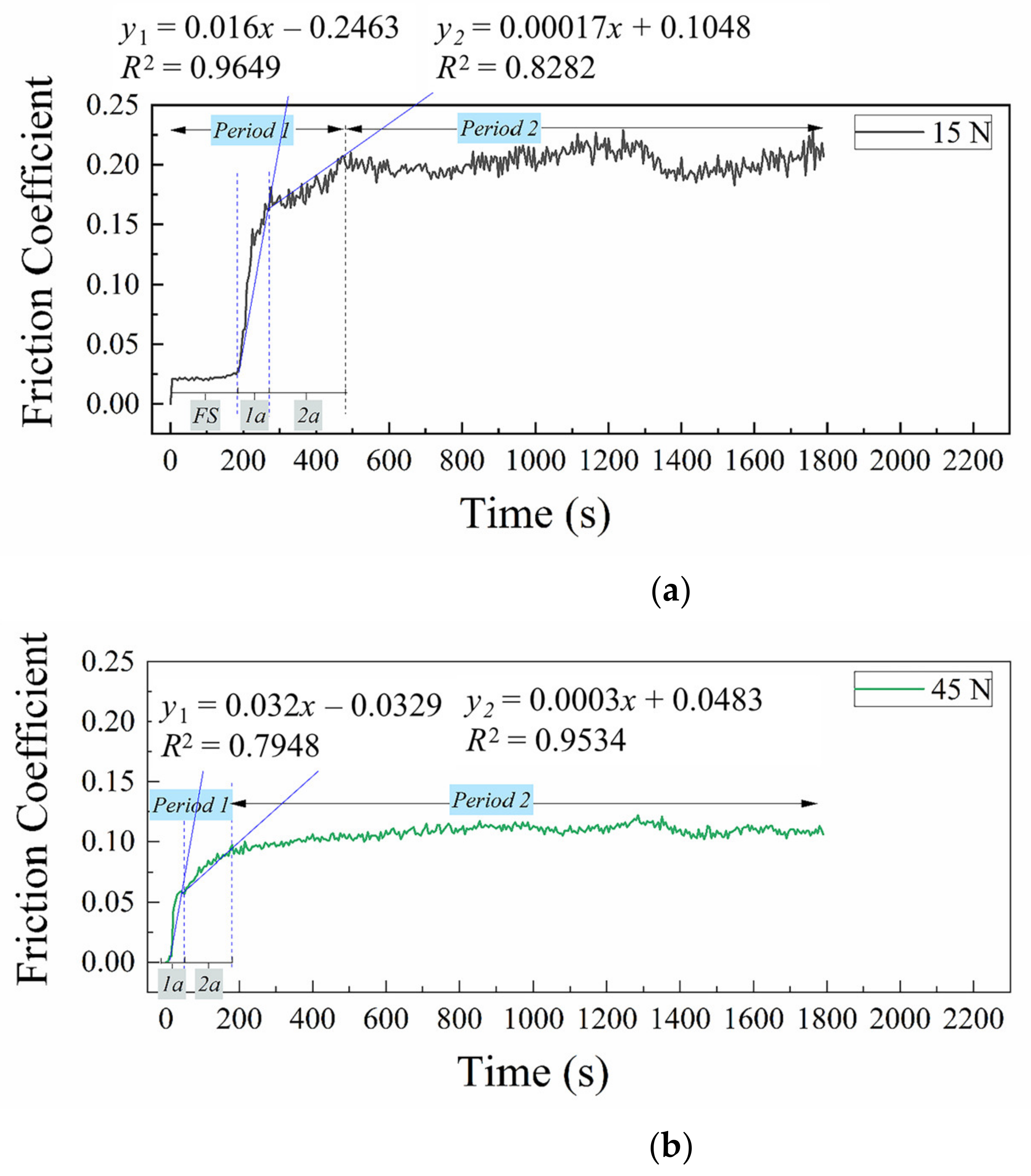
As shown in
Figure 3a, the friction process can be divided into running-in period (period 1) and stable period (period 2) [
22]. And according to the variation of friction coefficient, the running-in period can be further divided into two small stages, namely sharply increasing stage and slowly increasing stage.
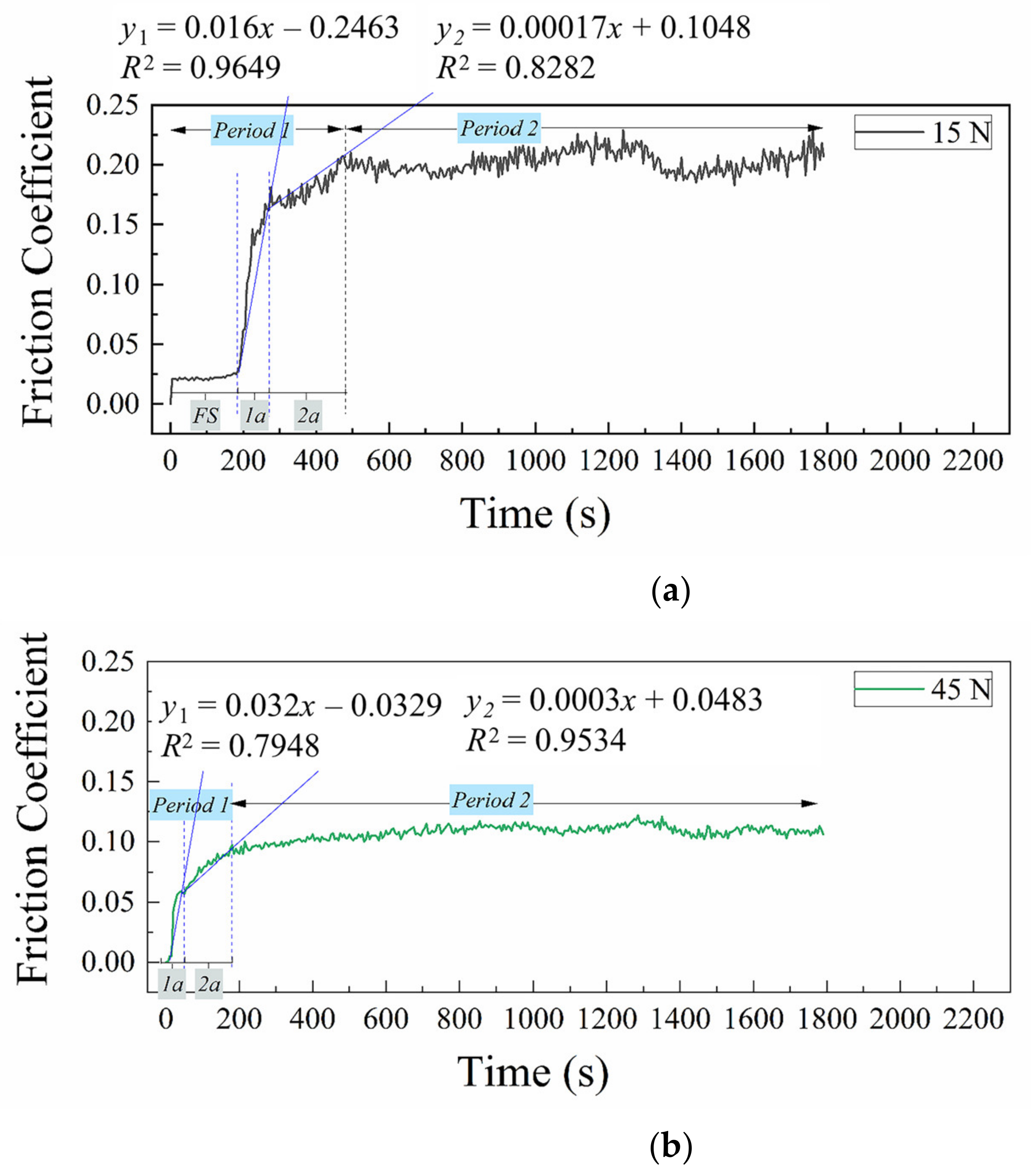
For the sample working under a low load of 15 N, the slope of friction coefficient in stage 1a is 0.0016, while that in stage 1b is 0.00017 (
Figure 8a). That is, in this case, the increase of friction coefficient does not have a relationship of positive proportion with the wear duration. This phenomenon can be explained by the process of establishing a stable contact interface. Before the start of the tests, there are many asperities on the contact surface. The actual contact of the tribo-pair under load is the contact between the asperities of the copper pin and steel disc. When the tribo-pair works, because the hardness of Qbe-2 beryllium bronze is lower than that of the 38CrMoAl steel, the asperity on the Qbe-2 beryllium bronze pin surface is quickly removed. During this process, the contact surface interacts with asperities, and the friction coefficient rises rapidly (stage 1a). As the friction and wear proceed, the surface roughness of the Qbe-2 beryllium bronze pin and 38CrMoAlA steel disc decrease, which thus enters stage 1b. During this stage, the contact surface runs less violently [
16]. With the removal of asperities and the embedding of wear debris on the surface of tribo-pair, the friction coefficient finally reaches period 2.
The running-in period will be gradually shortened as the load increases, because high pressure will accelerate the spalling of the asperities [
16]. For example, when working under 45 N, the slope of the friction coefficient in stage 1a is 0.0032, while that in stage 1b is 0.0003 (see
Figure 8b). At this stage, due to the heavy load, the removal of the asperities and the filling of wear debris into the surface pits of the tribo-pair will be more rapid, thus corresponding to a large slope of the friction coefficient and short running-in period. As the contact surface becomes smooth, the friction process reaches period 2. During this period, the average friction coefficient is approximately 0.105, which fluctuates in very small range.
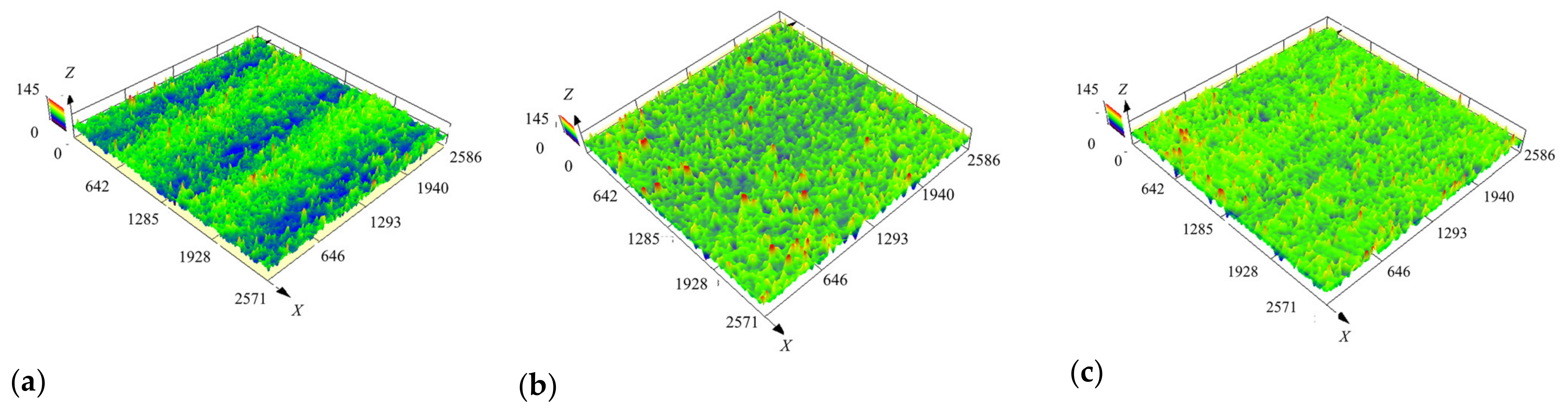
As shown in
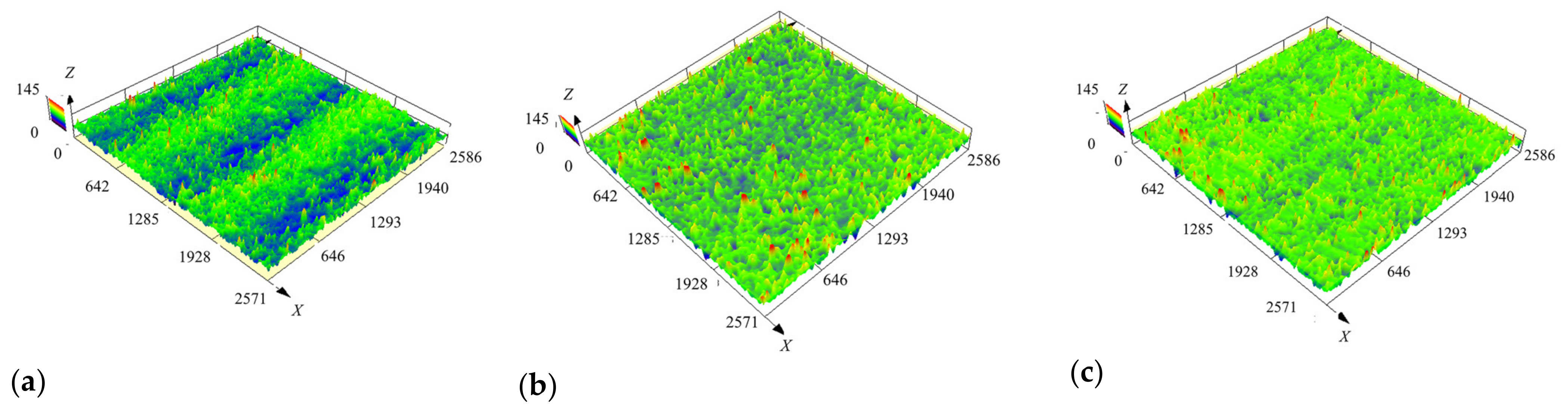
Figure 3b, the average friction coefficient decreases with the increase of load, which can be explained from three aspects. With the increase of load, due to the friction, the steel surface will be more easily deformed. Compared with its initial morphology, the surface roughness decreases (see
Figure 9). As a result, the actual contact area increases. At the same time, a part of the debris particles generated during the friction process will fill into the rough pits on the surface of the 38CrMoAl steel disc (see
Figure 5b–e), which further increases the actual contact area of the tribo-pair due to the reduction of surface roughness, thus reducing the contact load per unit area. Moreover, the amount of material embedded on the steel surface is positively proportional to the applied load (see
Figure 5b–e). With the increase of load, the tribo-pair changes from steel-copper friction to steel-copper friction together with copper-copper friction, and the copper-based materials have good self-lubrication performance. In addition, the existence of friction heat will accelerate the oxidation reaction of copper, and the generation of copper oxides plays an important role in reducing friction and lubrication of the present copper-steel tribo-pair [
23]. In summary, the average friction coefficient decreases due to the interaction of the three factors.
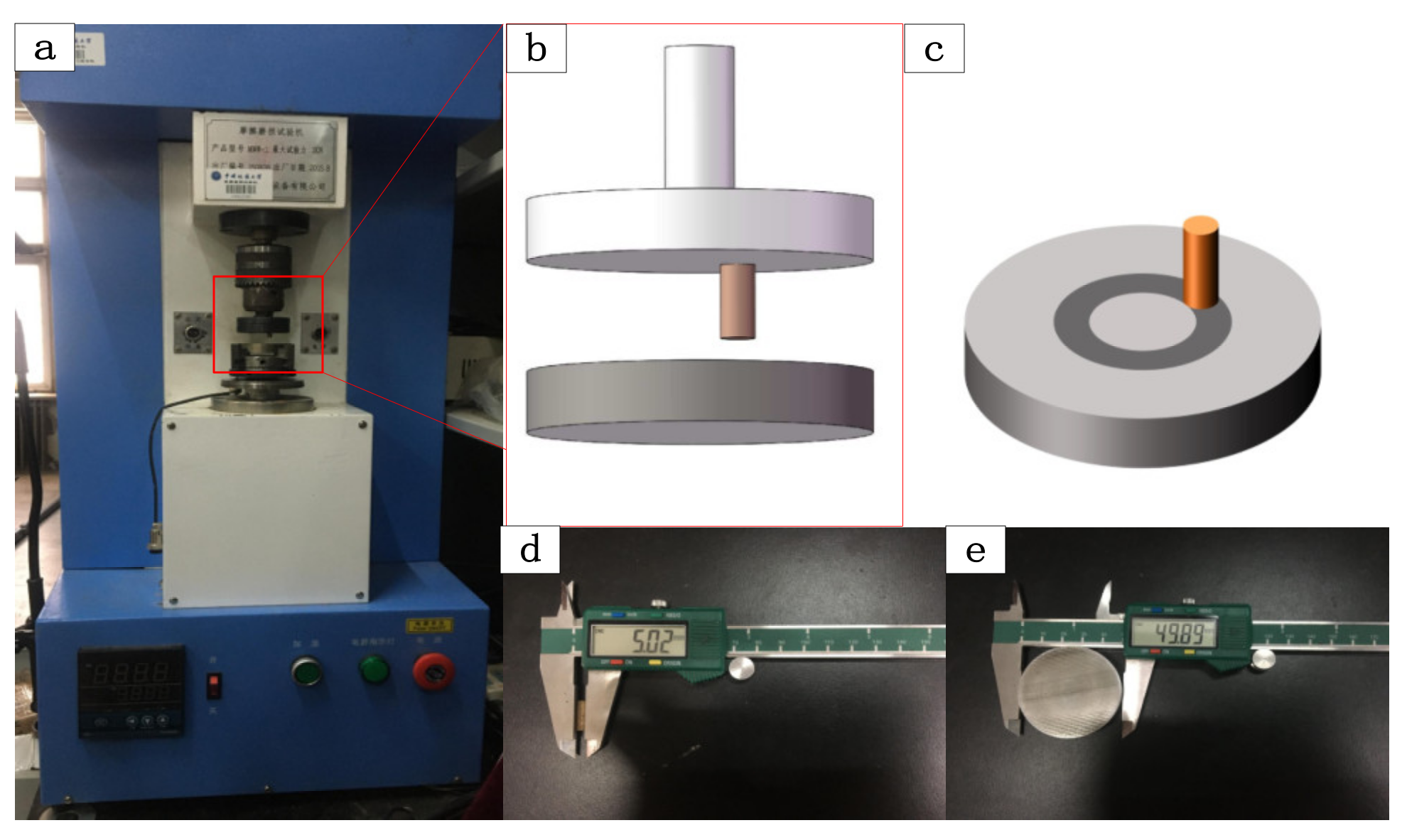
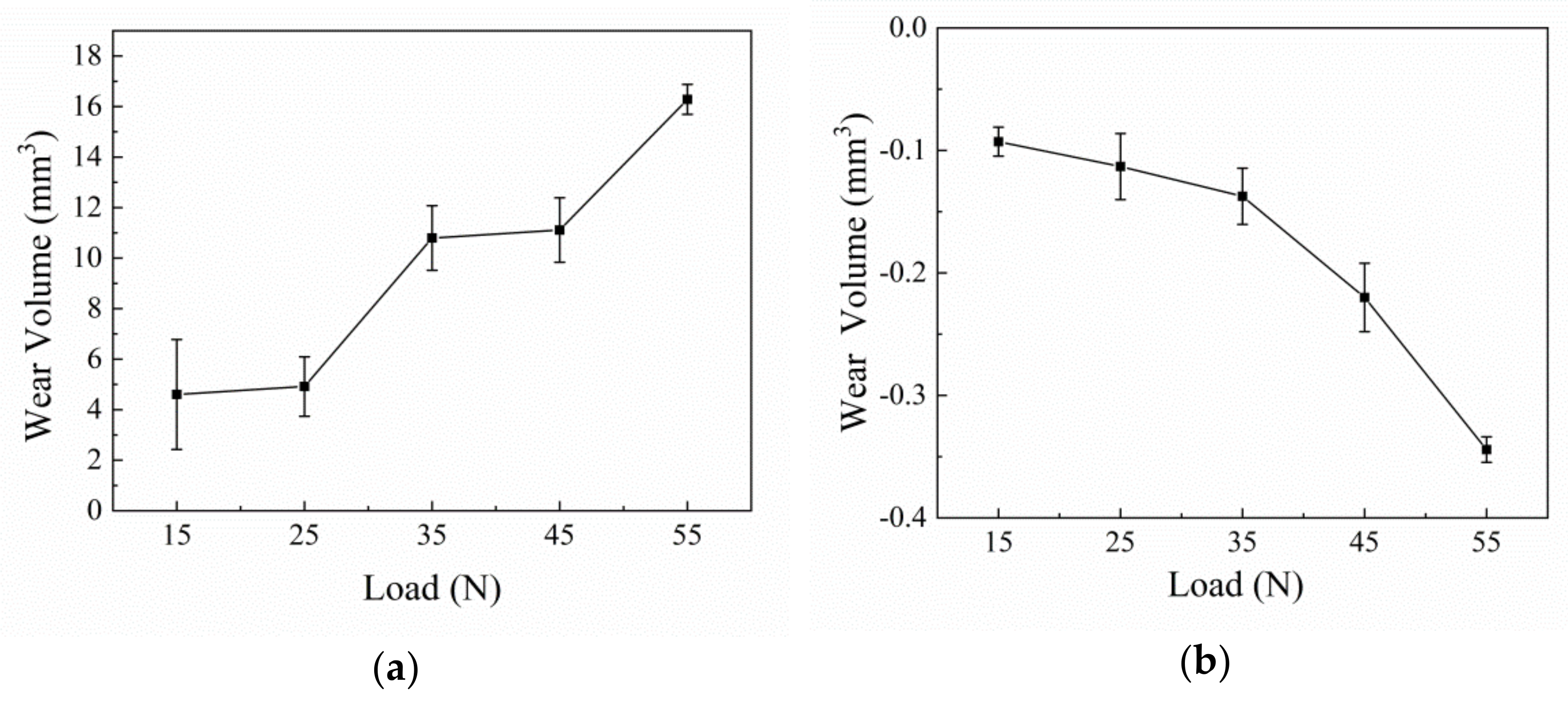
As shown in
Figure 4a, the wear volume of the Qbe-2 beryllium bronze pins increases with the load. However, the volume change of the 38CrMoAl steel discs is small (
Figure 4b), and the overall mass of the discs increases. For the Qbe-2 beryllium bronze pin working under 15 N, such a low load will produce a small shear force on the asperities on the contact surface, resulting in the formation of small debris particles (see
Figure 7a), and the amount of the wear debris is very less, because a part of debris adheres to the copper surface (see
Figure 6a). Resultantly, the wear volume of the copper pin is very small. However, with the increase of load, the asperities on the steel disc will be pressed into the copper surface more deeply, and the instantaneously increased temperature on the asperities will lead to the softening of the materials due to the generation of friction heat. Thus, a large amount of copper will fall off with the ploughing action of the asperities on the steel disc, and the actual contact area will increase with the continuous grinding of the asperities. The ploughing effect of the rough surface of 38CrMoAl steel disc on the copper contact surface will also cause the wear debris on copper surface to fall off, finally leading to the increase in wear volume of the copper pins (see
Figure 4a). Although the oxidation effect produced by friction heat also plays a role in reducing the wear of the tribo-pair, ploughing is still the main factor for the removal of copper pin, because it is impossible to form a complete oxidation protection film over the surface of copper pin.
In addition, as shown in
Figure 3, there is a large difference in the friction coefficient variation during the running-in period while different loads are applied. When the load is low, there is a short-time stable stage. With increasing load, the first, short-time stable stage is gradually shortened. When the load is greater than 35 N, such false stable stage completely disappears.
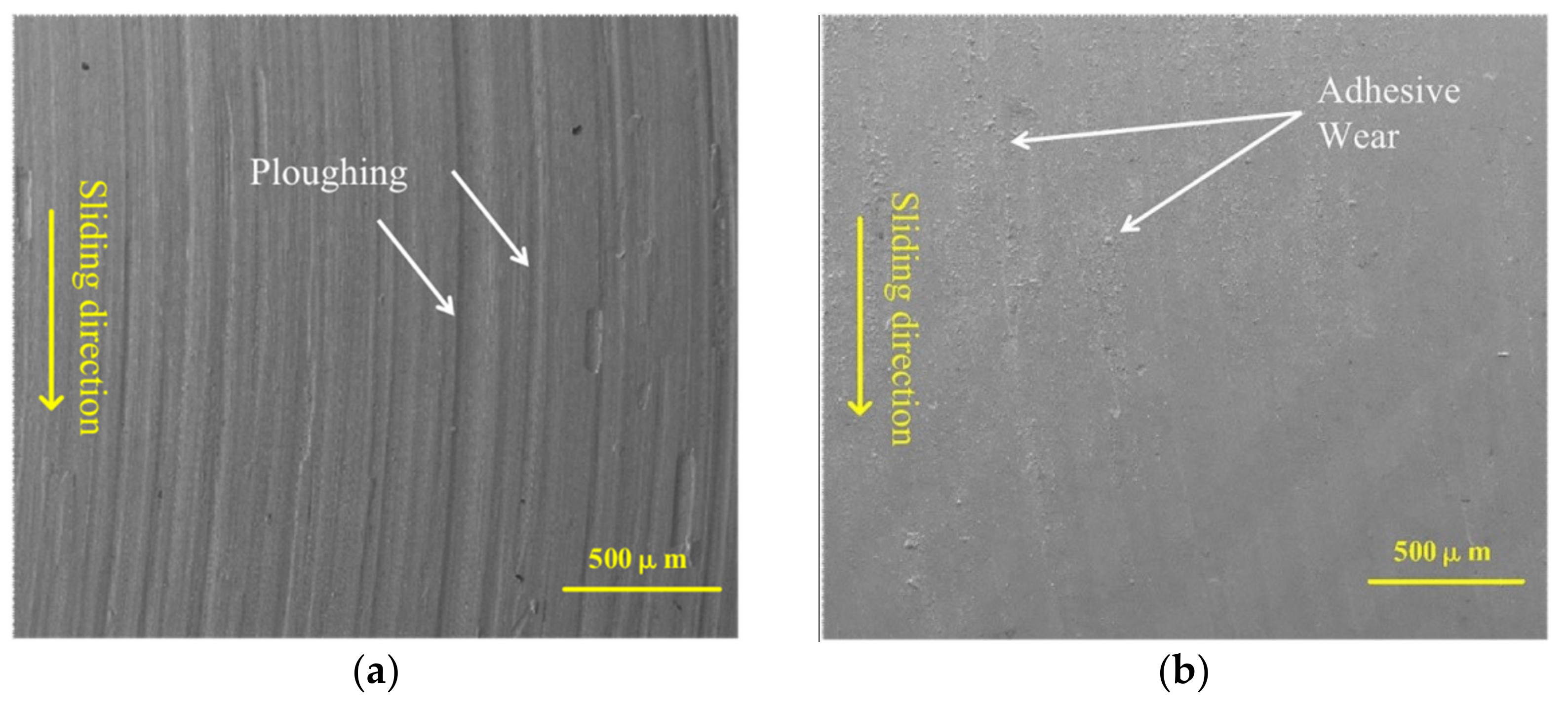
Aiming at explaining the false stability in the initial friction process establishment stage at 15 N,
Figure 10 compares the SEM image on the surface morphology of the copper pin sample prepared just when the false stable stage is finished with that of the sample after the real stable period (period 2) is established. As is seen, the friction mechanism between the false stable stage and the real stable period 2 is significantly different. In
Figure 10a, a lot of deep furrows without debris adhesion on the surface of the copper pin could be observed, indicating that the wear mechanism at the false stable stage is mainly ploughing instead of adhesive wear. However, when the real stable period 2 was established, lots of wear debris could be observed on the surface of copper pin almost without ploughing (see
Figure 10b). Moreover, during the false stable stage, the material removal is not serious because of the lower load and slower rise of the temperature. At the very beginning of the friction (in the false stable stage), the ploughing happens because the asperities on the steel disc surface directly contact with those on the copper pin, and the steel can even press into the surface of copper pin surface due to its higher hardness. In this stage, no wear debris was produced. With the proceeding of the test, the asperities on the copper pin surface begin to fall off, and thus wear debris is generated. As a result, the friction coefficient increases, and then the running-in process occurs.
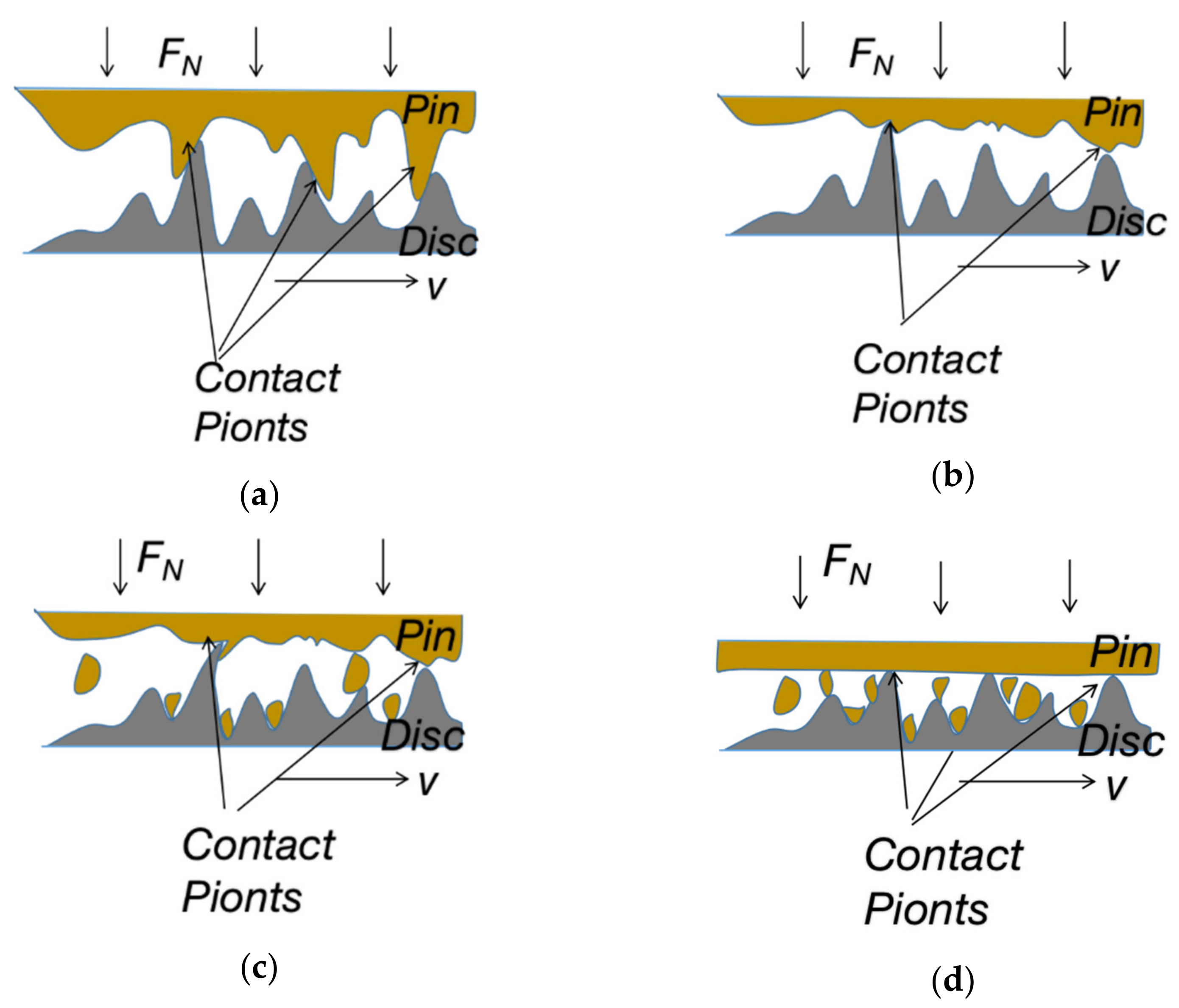
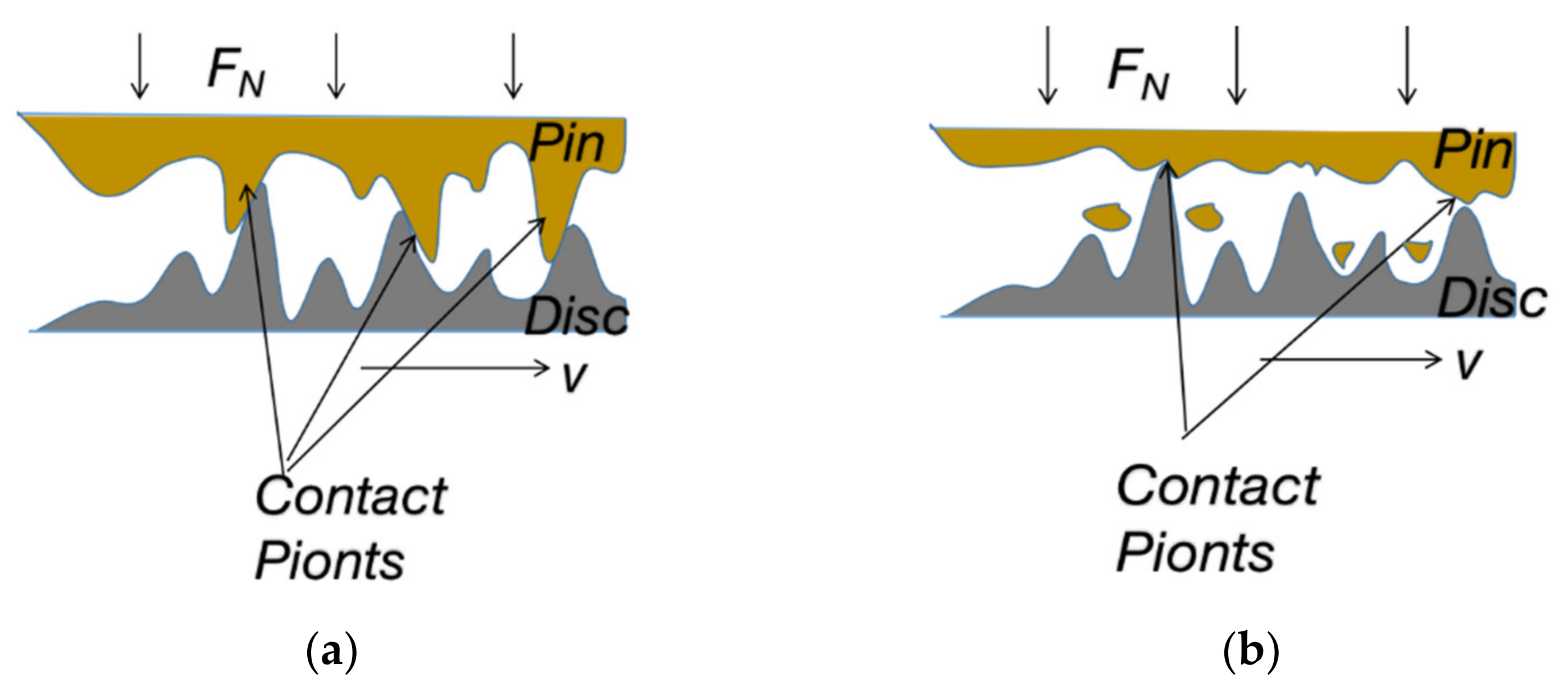
Figure 11 schematically summaries the process of establishing the stable state of friction coefficient under the low load of 15 N. Due to the existence of a large number of asperities on the surfaces of the tribo-pair at the initial stage, under the action of load, the actual contact area is higher than the surface area of tribo-pair because their asperities may contact with each other in a ratcheting way, which will result in a temporally low friction coefficient (see
Figure 11a). And because Qbe-2 beryllium bronze has a lower hardness than 38CrMoAl steel, it will be ploughed with deep grooves by the asperities of steel (see
Figure 10a). In this stage, the surface of the Qbe-2 beryllium bronze pin will be deformed greatly, but no debris is produced (
Figure 11b). Thus the main wear mechanism is ploughing, and the tribo-pair keeps stable temporally at a lower friction coefficient. That is, it is in the so-called false stable stage. With the friction proceeding, the asperities on the surface of the Qbe-2 beryllium bronze pin began to fall off (
Figure 11c), forming wear debris that will roll on the contact surface. However, because the load was low, which is not enough to crush the debris, the adhesion of the wear debris to the pin surface would accelerate the establishment of the running-in period (period 1). At present, the friction coefficient begins to rise due to the reduction of the actual contact area caused by the falling-off of the asperities (in stages 1a and 1b). After a period of running-in, the tribo-pair enters the stable state into the period 2 (
Figure 11d). In this state, a large amount of wear debris will adhere to or freeze on the contact surface (see
Figure 6a), resulting in the large fluctuation of the friction coefficient.
However, under a heavy load (for example, 45 N), the tribo-pair suffers from significantly different wear mechanism from that under the low load of 15 N.
Figure 12 schematically presents the process of establishing the stable state for the friction coefficient under the heavy load of 45 N. Firstly, the initial stage is still the contact between the asperities (
Figure 12a). However, due to the high load, the early running-in process is very short and the friction coefficient rises quickly with the rapid removal of the asperities on the softer counterpart (copper pin here) of the tribo-pair (
Figure 12b). With the increase of load, the temperature rises due to the friction heat, and the resultant wear debris particles are easily squeezed into flakes, combining together and/or filling into the rough pits on the surface of steel disc. As a result, the running-in period is about to end (
Figure 12c). After finally entering the stable period, the copper pin surface is ploughed by the asperities of the steel to produce the furrows, while the steel surface is deformed and a large amount of wear debris is embedded, resulting in a gradual flattening surface, where the friction coefficient is low with small fluctuation in the final stable period (
Figure 12d).
Considering the simulated tribo-pair in this work will be used in the pneumatic downhole tools, the failure of the tribo-pair should be examined in the actual working conditions, such as the effective working time based on their wear rate. The results in this work suggest that although the wear loss is relatively small when the load is low, there exist a long running-in period, relatively large surface roughness, serious adhesion of debris to the tribo-pair and violently fluctuated friction coefficient. So, the working condition with low load is not really suitable for such pneumatic downhole tools. Under the conditions of relatively heavy load (for example 45 N in this work), although the wear loss may be somewhat large, the stable friction period can be promptly established and the surface of tribo-pair can become smooth in a short time. Resultantly, the final friction coefficient becomes low and stable swiftly, which will reduce the friction fluctuation of the tool and enable the tool work more stably. In fact, in such case, it is possible to extend the lifetime of the tribo-pair in pneumatic downhole tools to a great extent by optimizing the working conditions that the tribo-pair reaches stable more quickly under moderate load and the wear rate of the tribo-pair is smaller. In addition, in the present copper-iron tribo-pair, the material removal happens mainly on the soft copper, which can effectively reduce the worn-out of the steel, extending the service life of the tool. In practical application, through the introduction of copper, it can achieve the purpose of improving the service life of the tool. In short, compared with the traditional steel−steel and even copper−steel tribo−pairs, the performance of the present Qbe−2 beryllium bronze against 38CrMoAl steel tribo−pair has been greatly improved (see
Table 5). Thus the present work will provide a solid support for systematically designing the tribo−pairs in pneumatic downhole tools under practical working conditions in drilling environment [
24].












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}