Abstract
In this study, to fabricate neutron shielding material, boron carbide (B4C)-reinforced aluminum (Al) alloy composites were successfully fabricated by stir casting followed by a hot rolling process. Microstructural analysis of B4C/Al6061 composites with different volume fractions (5, 10, 20, 25, and 30%) revealed that the composites had volume ratios similar to the target volume ratios of B4C. Furthermore, B4C reinforcements were uniformly dispersed in the Al matrix, forming multi-interfacial layers of Al4C3/(Ti,Cr)B2. The interfacial layer generated during stir casting maintained its own structure after the hot rolling process, indicating strong interfacial bonding strength. The tensile strengths of the B4C/Al6061 composites increased to 20 vol.% and stayed above the value for Al6061, even reaching 30 vol.%. The measured thermal neutron shielding rate increased with increasing B4C content, and the highest thermal neutron shielding rate was observed at 30 vol.% composite, which corresponds to 95.6% neutron shielding at 0.158-cm thickness.
1. Introduction
Aluminum matrix composites (AMCs), due to their high specific strength, thermal stability, good wear, and weldability, have many advantages in applications in the electronics, vehicle, aerospace, military, marine, and nuclear industries [1]. By changing the type of aluminum (Al) alloy and the reinforcing material, AMCs can be manufactured according to the needs of the application in question [1,2]. Recently, AMCs, which are lighter and more suitable than the conventional materials used in certain industries, have been replaced, and ceramic particles such as B4C [3], SiC [4], SiO2 [5], TiC [6], TiB2 [7], TiO2 [8], Al2O3 [9], MgO [10], AlN [11], Gd2O3 [12], BN [13], etc., are used as reinforcement materials [1,14]. Among neutron absorber composites (NACs), B4C/Al composites are used as shielding materials in transportation baskets, storage racks, and storage casks for spent nuclear fuel. Materials with excellent neutron absorption include Gd (44,000 barn) [15], 149Sm (41,500 barn) [16], 10B (3850 barn) [17], and natural boron (760 barn) [15]. B4C has a considerable amount of 10B (19.9%), and the neutron absorption cross-section is quite large [15]. It is reported that ceramics with excellent neutron absorption capacity, other than B4C, have high density and poor mechanical stability during the composite manufacturing process, as well as being expensive [17]. B4C, the reinforcing material used in this study, has the advantage of being easy to manufacture because its density is similar to that of aluminum (Al density: 2.7 g/cm3; B4C density: 2.52 g/cm3). For this reason, B4C-reinforced Al composites are often used in the nuclear shielding field.
Major fabrication methods of NACs include powder metallurgy, hot pressing, hot isostatic pressing, spark plasma sintering, coating, and stir casting [1,18]. Zhang et al. reported that B4C/Al composites could be prepared using a powder metallurgy process, i.e., ball milling, followed by pressing, sintering, hot extrusion, and hot rolling [19]. Microstructure analysis and neutron radiography revealed that high-energy ball milling induced homogeneous distribution of B4C particles in the Al matrix and good bonding between the Al matrix and the B4C particles. Tariq et al. used cold spray technology to deposit a neutron shielding B4C/Al composite coating on a 6061-t6 cylindrical substrate [20]. The microstructure, mechanical behavior, and neutron shielding performance of the coating were analyzed according to various heat treatment conditions. Abenojar et al. studied the effect of optimum compression pressure, internal density, and sintering atmosphere on powder metallurgy composite fabrication [21]. Harri Junaedi et al. investigated various strain rates and temperatures for the high-temperature deformation of the Al-15vol.% B4C composite [22]. The analysis showed the presence of threshold stress and that its value increases with decreasing the testing temperature.
Among the various fabrication process of NACs, stir casting is an attractive method because it is simpler than other manufacturing methods and has the advantage of easy mass production. However, the B4C content of stir cast composites was generally low (less than 20 vol.%) [23,24,25]. It is necessary to fabricate a B4C/Al composite containing high B4C content using a cost-effective stir casting process to increase functional properties such as neutron shielding, hardness, and modulus. Furthermore, uniform dispersion and precise content control of B4C are extremely difficult due to poor wetting between B4C/Al and loss of B4C particles during the stir casting process. In this study, B4C-reinforced Al6061 composites were manufactured by stir casting with the designed mold and stirring system followed by hot rolling.
2. Experimental Procedure
Al6061 alloy (ThyssenKrupp materials Korea Co., Ltd., Seoul, Korea) was used as a matrix to fabricate metal matrix composites (MMCs). The chemical composition of the Al6061 provided by the company is shown in Table 1. B4C powders (Dunhua Zhengxing Abrasive Co., Ltd., Dunhua, China) with a commercial grade of F320 (Federation of European Producers of Abrasives (FEPA)-specified size distributions, 39.0 ± 1.5 μm) were used as reinforcement. The particle size (D50) of the B4C reinforcement, measured using laser diffraction spectroscopy (Sympatech HELOS, Clausthal-Zellerfeld, Germany), was 42.95 μm.

Table 1.
Chemical composition of Al6061 alloy (wt.%).
B4C/Al6061 composites with different volume fractions (5, 10, 20, 25, and 30%) were prepared by stir casting process, a well-known approach used to fabricate MMCs. The theoretical volume fraction of B4C was calculated using the next equation.
where is volume fraction, is weight of the matrix and reinforcement, and is the density of each material. We fabricated the stir casting equipment in a chamber system for environment control with the designed mold and stirring system. A schematic sketch of the experimental setup is provided in Figure 1. A pitched blade turbine type of impeller, suitable for suspending particles by strong down-pumping due to generation of axial flow with medium turbulence energy, was used in this research. Even though a propeller type impeller is more advantageous for stirring, a pitched blade turbine type was used due to its simple structure and easy manufacturing. The size of the impeller was made to be 2/3 the diameter of the crucible. Baffles were installed to prevent swirling and to convert the horizontal flow of molten metal into vertical flow when rotating the impeller.
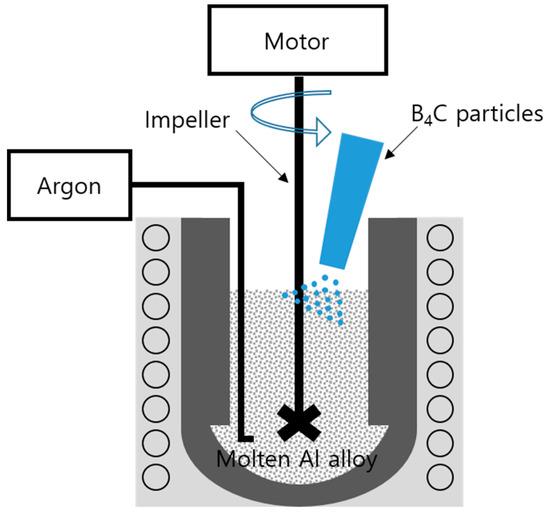
Figure 1.
Schematic of stir casting equipment.
Al6061 alloy was melted in a graphite crucible by induction heating under temperatures of about 750 °C for 20–30 min. Degassing of the melt was performed with argon gas. After degassing, B4C particles preheated to 200 °C were added to the graphite crucible while continuing the stirring process. Stirring was maintained for 10 min at 800 rpm after finishing B4C addition. After stirring, the melt was poured into the pre-heated steel mold at 200 °C. The fabricated composites were cut into 100 mm × 100 mm × 10 mm for the hot rolling process.
For hot rolling, the composites fabricated by the stir casting process were cross-rolled in atmospheric environments after preheating at 500 °C. A pre-heated composite plate was hot rolled and then heat-treated again for 5 min per one pass. The rolling speed was 10 m per min (MPM) and the final degree of deformation was 84.2%. The fabricated hot-rolled B4C/Al6061 composites were cut into 250 mm × 350 mm sheets.
The microstructures of the composites were observed with a scanning electron microscope (SEM, LEO-1450, Zeiss, Oberkochen, Germany), a Cs-corrected field-emission transmission electron microscope (FE-TEM, JEM-ARM200F, JEOL, Akishima, Japan), and a field emission electron probe microanalyzer (EPMA, JXA-8530F, JEOL, Akishima, Japan). Sample densities were measured using Archimedes’ principle. The tensile tests of the stir-cast B4C/Al6061 and the hot-rolled B4C/Al6061 composites were performed at room temperature (RT) using a universal testing machine (5882 model, INSTRON, Norwood, MA, USA) with 5 × 10−3 s−1 head speed. All specimens of the tensile test were prepared in a dog bone shape (sub-size ASTM E8) and the test conditions were the same for all kinds of specimens. The B4C reinforcement volume fraction was calculated from the SEM images using an in-house code developed by the authors’ group [3]. This in-house code automatically extracts reinforcement information from a given composite image, and the volume fraction is calculated as the ratio between the reinforcement area and the total image area. Five images were used for each volume fraction calculation and the average percentage is expressed in this research.
The neutron shielding test is designed to identify the thermal neutron density in a neutron absorber [21]. This test was performed by the Korea Research Institute of Standards and Science (KRISS). The neutron source was Am241–Be (α,n). The device produces about 60 neutrons, less than 0.6 eV, per second and irradiates neutrons on the surface of a neutron absorber for 20 min for each sample [21]. In neutron absorber composites, thermal neutron shielding is facilitated by 10B isotope through the 10B (nα) 7Li transmutation reaction. Neutron shielding ability is defined as the 10B isotope content present in B4C within the composite [2]. To estimate the neutron shielding ability according to the B4C content, the neutron transmittance for the B4C/Al composite was calculated using the Beer–Lambert law [7].
where It and Io are the intensities of incoming and transmitted neutrons, respectively, ∑ is the macroscopic neutron transmission cross-section, and d is the thickness of the composite. In the neutron shielding performance experiment, an SP9–He3 proportional counter was installed in the neutron table weight, and neutron transmittance was determined by measuring the neutron coefficient before and after installation of the composite to be tested.
3. Results and Discussion
3.1. Microstructures of B4C/Al6061 Composites Fabricated by Stir Casting and Hot Rolling Process
Microstructures of the B4C/Al6061 composites are shown in Figure 2. For B4C/Al6061 composites fabricated by stir casting, some B4C particles were clustered (yellow circles), but most B4C particles were relatively well dispersed in the Al6061 matrix, as shown in Figure 2a–e. When B4C/Al6061 composites are manufactured by stir casting, the B4C particles are randomly and three-dimensionally arranged. Because part of the B4C particles (irregular shape) are exposed in the 2D SEM image, they look small. B4C aggregation in the B4C/Al6061 composites fabricated by stir casting has two main causes. First, when the turbulent energy dissipation rate, which is related to the size of the impeller and the revolutions per minute (RPM), is insufficient, B4C particles can be partially clustered in the Al6061 matrix. In addition, even if B4C is uniformly dispersed in the molten Al during the stir casting process, it can aggregate at the grain boundaries due to grain growth of the Al matrix during solidification. Therefore, it will be possible to improve the dispersibility of B4C through control of the stirring process and solidification condition. The measured volume fractions of the B4C reinforcement of the stir-cast B4C/Al6061 composites, obtained using an image tool program, were 4.89, 9.55, 19.25, 24.01, and 26.35% (Figure 2). Microstructures of the B4C/Al composite plates after hot rolling are shown in Figure 2f–j. After the hot rolling process, the distribution of B4C particles was highly improved, with less agglomeration and fewer voids. Therefore, it is confirmed that uniformly dispersed B4C/Al6061 composites with negligible defects can be fabricated by a combination of stir casting and hot rolling. Measured volume fractions of B4C reinforcement were 4.82, 10.90, 20.02, 25.56, and 29.01% for 5, 10, 20, 25, and 30% B4C/Al6061 composites, respectively, values similar to the target volume ratios. The measured volume fractions of B4C were within 1% compared to the target volume ratios. This result revealed that B4C/Al6061 composites with relatively well controlled B4C volume fraction were successfully fabricated by self-designed stir casting followed by the hot rolling process.
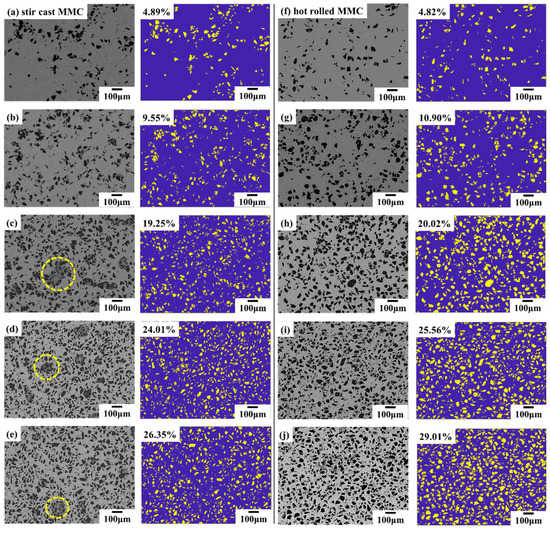
Figure 2.
Microstructures of B4C/Al6061 stir-cast metal matrix composites (MMCs) with (a) 5, (b) 10, (c) 20, (d) 25, and (e) 30 vol.% B4C and hot-rolled MMCs with (f) 5, (g) 10, (h) 20, (i) 25, and (j) 30 vol.% B4C.
3.2. Interfacial Analysis of B4C/Al6061 Composites
EPMA analysis was performed to analyze the elemental distributions of stir-cast B4C/Al6061 composites and hot-rolled B4C/Al6061 composites. Figure 3a shows the EPMA analysis results for the 5 vol.% B4C/Al6061 stir-cast AMCs. Since these were manufactured by the casting process, defects were not observed at the B4C/Al interface. The EPMA image shows large amounts of elemental boron (B) and carbon (C), indicating that the crystal structures of the B4C particles are maintained in molten Al during stir casting. Elemental titanium (Ti) and chromium (Cr) appeared continuously along the interface between the B4C reinforcement and Al matrix. It is known that AlB2 and Al3BC precipitates are formed in the B4C/Al system [26]. However, these did not appear in the B4C/Al6061 composite manufactured with the stir casting process due to the presence of Ti and Cr in the Al6061 alloy. Therefore, the interfacial layer entirely generated at the B4C/Al interface can limit the decomposition of B4C reinforcements and promote their wettability in liquid Al in the stir casting process. Figure 3b shows hot-rolled AMCs, indicating the presence of an interfacial layer after hot rolling. There was no interfacial debonding between the Al matrix and B4C reinforcement. This result indicates that only the Al matrix undergoes plastic deformation during the hot rolling process, and the B4C/Al interface maintains a strong bonding by the formation of an interfacial layer.
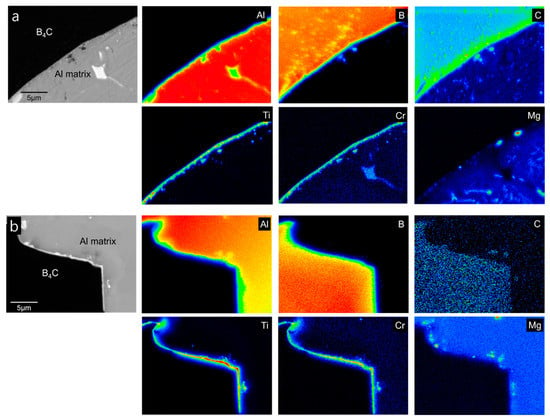
Figure 3.
Electron probe microanalyzer (EPMA) analysis of (a) B4C/Al6061 stir-cast aluminum matrix composites (AMCs) and (b) hot-rolled AMCs at 5 vol.% B4C.
Figure 4 shows EPMA analysis results for the 30 vol.% stir-cast B4C/Al6061 and hot-rolled B4C/Al6061 composites. Ti and Cr mapping images revealed that an interfacial layer was not perfectly generated at the B4C/Al interface. This is mainly due to insufficient Ti and Cr contents of the Al6061 matrix. Because the interfacial area is considerably increased with increasing B4C contents, the amount of alloying elements such as Ti and Cr required for interfacial layer generation also increases considerably. Further research is, therefore, required to totally generate an interfacial layer by controlling alloying elements according to B4C contents.
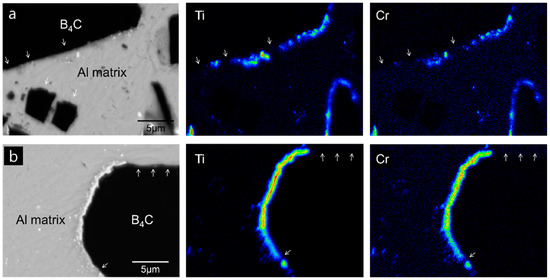
Figure 4.
EPMA analysis of (a) B4C/Al6061 stir-cast AMCs and (b) hot-rolled AMCs at 30 vol.% B4C.
FE-TEM observations were used to determine the nature of the B4C/Al6061 composite interface. Figure 5 shows a TEM image and energy dispersive spectroscopy (EDS) element mapping images of the interfacial layer. Element mapping images of Al, B, C, Ti, and Cr provide information on the correlation and distribution of different elements. Ti, Cr, and B formed an approximately 200-nm thick layer surrounding B4C, and a small precipitate formed in the layer. Furthermore, an Al-based thin layer was observed between the B4C and Ti-Cr-B layers.
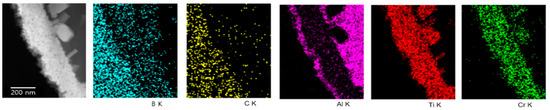
Figure 5.
Transmission electron microscope (TEM)—energy dispersive spectroscopy (EDS) mapping images of B4C/Al6061 composites fabricated by stir casting, indicating the presence of an interfacial layer.
Figure 6 shows a FE-TEM image and selected area electron diffraction (SAED) pattern of the interfacial layer. As a result of pattern analysis, the presences of TiB2 and Al4C3 were confirmed. From the EPMA and TEM results, the outer interfacial layer is known to be mainly composed of TiB2, with a small amount of CrB2. Therefore, because CrB2 is isomorphic to TiB2, it was expected that a substitutional solid solution would form with the same crystalline structure and similar lattice parameters [27]. It was predicted that molten Al in the casting process will react quickly with B4C. Indeed, the Al atom rapidly diffused toward B4C and reacted during the casting process to produce Al4C3. Thereafter, Ti and Cr atoms of the Al alloy diffused to B4C and reacted with the B atoms in the interface layer to form a thermodynamically stable and continuous (Ti,Cr)B2 layer on the Al4C3 layer.
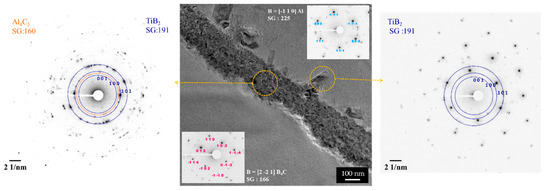
Figure 6.
Representative TEM image of interfacial layer in hot-rolled B4C/Al6061 matrix and selected area electron diffraction (SAED) patterns of the marked areas.
3.3. Mechanical Properties of B4C/Al6061 Composites
Table 2 summarizes the tensile strengths and relative densities of the Al6061 and B4C/Al6061 composites. The relative densities of the composites increased after hot rolling. It can be seen that the porosity in the composites significantly decreased after hot rolling. For the hot-rolled MMCs, the relative density was over 99%, indicating that the rolling process reduces the apparent porosity to less than 1%.
Table 2.
Summarized tensile strengths and relative densities of Al6061 and B4C/Al6061 composites.
When a B4C/Al6061 composite was manufactured by stir casting without additional heat treatment, the tensile strength decreased as the volume ratio increased due to casting defects such as pores and also due to particle agglomeration. However, B4C/Al6061 composites after hot rolling showed relatively higher tensile strengths than those of stir-cast B4C/Al6061 composites and Al6061. The tensile strength of the hot-rolled B4C/Al6061 composites clearly increased up to 20 vol.% and stayed above the value of Al6061, even increasing to 30 vol.%. This higher tensile strength of the composites than that of Al6061 means that applied load in the Al matrix is effectively transferred to the B4C in the composites. In the cases of 25 and 30 vol.% composites, the tensile strengths decreased compared to that of the 20 vol.% composite, even though the relative density was more than 99%. The viscosity of molten Al increased highly with the addition of over 20 vol.% B4C during the stir casting process, so more defects and B4C agglomeration were generated in the stir-cast 25 and 30 vol.% composites than were generated for the 5, 10, and 20 vol.% composites. In addition, even though the interfacial area increased with increasing B4C content, Cr and Ti contents of the Al6061 matrix were fixed. Therefore, interfacial layers were not fully generated at the B4C/Al interface in the 25 and 30 vol.% composites as shown in Figure 4. Therefore, if the stir casting process is optimized by controlling the dispersibility and alloying elements (Ti, Cr) of the composites, the tensile strength can be expected to improve.
The fracture surface of the 5 vol.% B4C/Al6061 composites after tensile testing using sub-size ASTM E8 specimens (Figure 7a) at room temperature was examined by SEM to study the fracture mechanism during tensile deformation. Figure 7b,c show typical SEM micrographs of the fracture surfaces of the tested B4C/Al6061 composites. It can be confirmed that fractured B4C particles are uniformly distributed on the fracture surfaces of the composites. Both ductile fractures of the Al matrix and brittle fractures of the B4C particles were observed. Although there were not many, dimples as large as the B4C particle size were also observed in the Al matrix, indicating the possibility of B4C pull-out. However, it can be clearly observed that most of the B4C incurred cleavage fracture. For intergranular fractures, the interfacial layer should be observed throughout the fractured B4C surface. Therefore, the presence of an interfacial layer at the B4C/Al interface in most fractured B4C samples is evidence of cleavage fracture. Large cracks on the fractured surface of B4C particles were occasionally observed. In the case of B4C/Al6061 composites, therefore, interfacial layer formation at the B4C/Al interface by reaction of B4C and Al, Ti, and Cr might cause an effective load transfer from the Al matrix to B4C, which would increase the tensile strength of the B4C/Al composites.
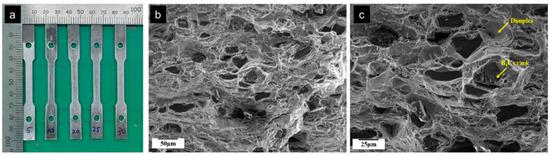
Figure 7.
(a) Photograph of tensile specimens (sub-size ASTM E8) and (b,c) SEM images of tensile fracture surface of hot-rolled B4C/Al6061 composites.
3.4. Neutron Shielding Properties of B4C/Al6061 Composites
Figure 8 shows the neutron attenuation test facility, consisting of a graphite layer, an SP9–He3 detector, and a neutron source. The graphite layer regulates fast neutrons and produces thermal neutrons. The SP9–He3 detector ascertains the presence of thermal neutrons. The neutron attenuation test verifies the neutron absorption performance by comparing the measured thermal neutron density to the pre-irradiation thermal neutron density [21].
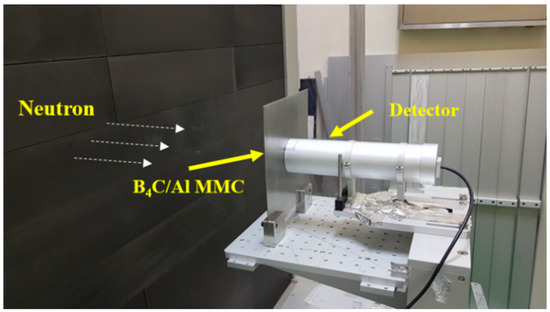
Figure 8.
Photograph of neutron attenuation test facility for B4C/Al composites at Korea Research Institute of Standards and Science (KRISS).
Table 3 presents the measured thermal neutron shielding rate and calculated macroscopic cross-section of B4C/Al6061 composites considering the thickness of each sample. As the B4C content increases, the values of the thermal neutron shielding rate and macroscopic neutron transmission cross-section tend to increase. In the case of the 30 vol.% composite, 95.6% of thermal neutrons are shielded at 0.158-cm thickness. The calculated macroscopic cross-section of the 30 vol.% B4C/Al composite was 19.7 cm−1. Tariq et al. reported that the theoretical calculated neutron shielding ratios of 10, 20, and 30 vol.% B4C/Al composites are about 65, 90, and 95% at 0.15-cm thickness, respectively [20]. The measured neutron shielding ratios of B4C/Al composites in this research were similar to reported theoretical values. The results indicate that B4C/Al composites having superior neutron shielding properties similar to theoretical values are successfully fabricated by stir casting followed by rolling process.
Table 3.
Measured thermal neutron shielding rate and calculated macroscopic cross-section of B4C/Al6061 composites considering sample thickness.
4. Conclusions
In this paper, 5–30 vol.% B4C/Al6061 composites with relatively well controlled B4C volume fractions were successfully fabricated by self-designed stir casting followed by the hot rolling process. Microstructures, tensile strengths, and neutron shielding rates of the composites according to the volume fraction of B4C were investigated. As the B4C content increases, the values of the thermal neutron shielding rate tend to increase. However, strengthening effect of B4C was decreased at over 20 vol.% B4C content. The tensile strength is expected to be improved by controlling the dispersibility and alloying elements (Ti, Cr) of the composites. Process optimization for high volume fraction of B4C/Al composites is now under way. The following conclusions can be drawn:
- The measured volume fractions of B4C reinforcement were 4.82, 10.90, 20.02, 25.56, and 29.01% for 5, 10, 20, 25, and 30% B4C/Al6061 composites, respectively—values similar to the target volume ratios.
- Without AlB2 and Al3BC phases, a continuous Al4C3/(Ti,Cr)B2 layer was generated at the B4C/Al interface in the stir-cast B4C/Al6061 composites.
- The interfacial layer generated during stir casting maintained its own structure after the hot rolling process, indicating strong interfacial bonding strength.
- The tensile strengths of the B4C/Al6061 composites clearly increased to 20 vol.% and stayed above the value for Al6061, even reaching 30 vol.% due to partial lack of an interfacial layer at high vol.% B4C/Al6061 composites.
- The measured neutron shielding values of the composites increased with increasing B4C content. The 30 vol.% B4C/Al6061 composite had a 95.6% thermal neutron shielding ratio at 0.158-cm thickness with 19.7 cm−1 macroscopic cross-section.
Author Contributions
Conceptualization, S.-B.L. and S.C.; methodology, D.L. and J.K.; software, B.P.; validation, B.P. and I.J.; formal analysis, D.L.; investigation, J.K.; resources, S.-K.L.; data curation, J.K.; writing—original draft preparation, D.L.; writing—review and editing, S.C. and J.K.; visualization, B.P.; supervision, S.-B.L. and Y.K.; project administration, S.C.; funding acquisition, S.C. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Korea Institute of Materials Science (KIMS) Fundamental Research Program (PNK7380).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data and analysis in this study are available on request from the corresponding author.
Conflicts of Interest
The authors declare no conflict of interest.
Abbreviations
| AMCs | Aluminum matrix composites |
| NACs | Neutron absorber composites |
| MMCs | Metal matrix composites |
| Volume fraction | % |
| Weight fraction | % |
| Tensile strength | MPa |
| Relative density | % |
| Thickness | cm |
| Thermal neutron shielding rate | % |
| Macroscopic cross-section | cm−1 |
References
- Chen, H.S.; Wang, W.X.; Zhou, Y.L.J.; Nie, H.H.; Wu, Q.C. The design, Microstructure and mechanical properties of B4C/6061Al neutron absorber composites fabricated by SPS. Mater. Des. 2016, 94, 360–367. [Google Scholar] [CrossRef]
- Xu, Z.G.; Jiang, L.T.; Zhang, Q.; Qiao, J.; Gong, D.; Wu, G.H. The design of a novel neutron shielding B4C/Al composite containing Gd. Mater. Des. 2016, 111, 375–381. [Google Scholar] [CrossRef]
- Park, B.; Lee, D.; Jo, I.; Lee, S.B.; Lee, S.K.; Cho, S. Automated quantification of reinforcement dispersion in B4C/Al metal matrix composites. Compos. Pt. B Eng. 2020, 181, 107584.
- Lee, H.; Choi, J.H.; Jo, M.C.; Lee, D.; Shin, S.; Jo, I.; Lee, S.-K.; Lee, S. Effects of SiC particulate size on dynamic compressive properties in 7075-T6 Al-SiCp composites. Mater. Sci. Eng. A 2018, 738, 412–419. [Google Scholar] [CrossRef]
- Pavithra, H.S.; Anantha Prasad, M.G. Study on microstructure and mechanical properties of Al/SiO2/C/ hybrid metal matrix composite, with the influence of chills. Mater. Today Proc. 2018, 5, 6053–6058. [Google Scholar] [CrossRef]
- Tian, H.-S.; Zhao, Q.-L.; Geng, R.; Qiu, F.; Jiang, Q.-C. Improved creep resistance of Al-Cu alloy matrix composite reinforced with bimodal-sized TiCp. Mater. Sci. Eng. A 2018, 713, 190–194. [Google Scholar] [CrossRef]
- Pazhouhanfar, Y.; Eghbali, B. Microstructural characterization and mechanical properties of TiB2 reinforced Al6061 matrix composites produced using stir casting process. Mater. Sci. Eng. A 2018, 710, 172–180. [Google Scholar] [CrossRef]
- Gudla, V.C.; Jensen, F.; Simar, A.; Shabadi, R.; Ambat, R. Friction stir processed Al-TiO2 surface composites: Anodising behavior and optical appearance. Appl. Surf. Sci. 2015, 324, 554–562. [Google Scholar] [CrossRef]
- Tahamtan, S.; Halvaee, A.; Emamy, M.; Zabihi, M.S. Fabrication of Al/A206-Al2O3 nano/micro composite by combining ball milling and stir casting technology. Mater. Des. 2013, 49, 347–359. [Google Scholar] [CrossRef]
- Em Pul, M.; Calin, R.; Gul, F. Investigation of abrasion in Al-MgO metal matrix composites. Mater. Res. Bull. 2014, 60, 634–639. [Google Scholar] [CrossRef]
- Liu, Z.Y.; Kent, D.; Schaffer, G.B. Powder injection moulding of an Al-AlN metal matrix composite. Mater. Sci. Eng. A 2009, 513–514, 352–356. [Google Scholar] [CrossRef]
- Zhang, P.; Li, J.; Wang, W.X.; Tan, X.Y.; Xie, L.; Guo, F.Y. The design, microstructure and mechanical properties of a novel Gd2O3/6061Al neutron shielding composite. Vacuum 2019, 162, 92–100. [Google Scholar] [CrossRef]
- Steinman, A.E.; Corthay, S.; Firestein, K.L.; Kvashnim, D.G.; Kovalskii, A.M.; Matveev, A.T.; Sorokin, P.B.; Golberg, D.V.; Shtansky, D.V. Al-based composites reinforced with AlB2, AlN and BN phases:Experimental and theoretical studies. Mater. Des. 2018, 141, 88–98. [Google Scholar] [CrossRef]
- Raj, R.; Thakur, D.G. Qualitative and quantitative assessment of microstructure in Al-B4C metal matrix composite processed by modified stir casting technique. Arch. Civ. Mech. Eng. 2016, 16, 949–960. [Google Scholar] [CrossRef]
- Jiang, L.T.; Xu, Z.G.; Fei, Y.K.; Zhang, Q.; Qiao, J.; Wu, G.H. The design of novel neutron shielding (Gd+B4C)6061Al composites and its properties after hot rolling. Compos. Pt. B Eng. 2019, 168, 183–194. [Google Scholar] [CrossRef]
- Hidaka, H.; Gauthier-Lafaye, F. Neutron capture effects on SM and Gd isotopes in uraninites. Geochim. Cosmochim. Acta. 2001, 65, 941–949. [Google Scholar] [CrossRef]
- Dubovichenko, S.B.; Burkova, N.A.; Dzhazairov-Kakhramanov, A.V. Influence of low-lying resonances on reaction rates for 10B(n,ɣ)11B capture. Nucl. Phys. A 2019, 992, 121625. [Google Scholar] [CrossRef]
- Naseri, M.; Hassani, A.; Tajally, M. An alternative method for manufacturing Al/B4C/SiC hybrid composite strips by cross accumulative roll bonding (CARB) process. Ceram. Int. 2015, 41, 13461–13469. [Google Scholar] [CrossRef]
- Zhang, L.; Shi, J.; Shen, C.; Zhou, X.; Peng, S.; Long, X. B4C-Al Composites Fabricated by the Powder Metallurgy Process. Appl. Sci. 2017, 7, 1009. [Google Scholar] [CrossRef]
- Tariq, N.H.; Gyansah, L.; Wang, J.Q.; Qiu, X.; Feng, B.; Siddique, M.T.; Siddique, M.T.; Xiong, T.Y. Cold spray additive manufacturing: A viable strategy to fabricate thick B4C/Al composite coating for neutron shielding applications. Surf. Coat. Technol. 2018, 339, 224–236. [Google Scholar] [CrossRef]
- Abenojar, J.; Martinez, M.A.; Velasco, F. Effect of the boron content in the aluminium/boron composite. J. Alloys Compd. 2006, 442, 67. [Google Scholar] [CrossRef]
- Soliman, M.S.; El Rayes, M.M.; Abbas, A.T.; Pimenov, D.Y.; Erdakov, I.N.; Junaedi, H. Effect of tensile strain rate on high-temperature deformation and fracture of rolled Al-15vol% B4C composite. Mater. Sci. Eng. A 2019, 749, 129–136. [Google Scholar] [CrossRef]
- Gudipudi, S.; Nagamuthu, S.; Subbian, K.S.; Chilakalapalli, S.P.R. Enhanced mechanical properties of AA6061-B4C composites, developed by a novel ultra-sonic assisted stir casting. Eng. Sci. Technol. Int. J. 2020, 23, 1233–1243. [Google Scholar] [CrossRef]
- Mungara, S.R.; Manohar, H.S.; Trishul, M.A. Study of mechanical characteristics of stir cast AA7050-B4C metal matrix ceramic composites. Mater. Today Proc. 2020. [CrossRef]
- Ravi, B.; Balu Naik, B.; Udaya Prakash, J. Characterization of aluminium matrix composites (AA6061/B4C) fabricated by stir casting technique. Mater. Today Proc. 2015, 2, 2984–2990. [Google Scholar] [CrossRef]
- Zhang, L.; Shi, G.; Kun, X.; Wu, H.; Li, Q.; Wu, J.; Wang, Z. Phase transformation and mechanical properties of B4C/Al composites. J. Mater. Res. 2020, 9, 2116–2126. [Google Scholar] [CrossRef]
- Lee, D.; Kim, J.; Lee, S.-K.; Kim, Y.; Lee, S.; Cho, S. Experimental and thermodynamic study on interfacial reaction of B4C/Al6061 composites fabricated by stir casting process. J. Alloys Compd. 2021, 859, 157813. [Google Scholar] [CrossRef]








Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).