
Preventing Evaporation Products for High-Quality Metal Film in Directed Energy Deposition: A Review




Abstract
1. Introduction
2. Generation of Evaporation Products
2.1. Evaporation by Laser
2.2. Evaporation Mechanism on Thin-DED Process
3. Influence of Laser Characteristics
3.1. Laser-Induced Cavitation Bubble
3.2. Prevention of Cavitation Bubble
3.3. Prevention of Keyhole
3.4. Position of the Laser Beam Focus
4. Influence of Powder Characteristics
4.1. Powder Size and Chemical Composition
4.2. Surface Condition of Powder
5. Process Parameters
5.1. Powder Feed Rate
5.2. Scanning Velocity
5.3. Powder Supplying Position
5.4. Shape of the Laser Beam
5.5. Environmental Parameters
6. Experimental Sequence of Thin-DED
7. Summary
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Baruthio, F. Toxic effects of chromium and its compounds. Biol. Trace Element Res. 1992, 32, 145–153. [Google Scholar] [CrossRef]
- Sun, H.; Brocato, J.; Costa, M. Oral Chromium Exposure and Toxicity. Curr. Environ. Health Rep. 2015, 2, 295–303. [Google Scholar] [CrossRef] [PubMed]
- Kim, F.H.; Moylan, S.P. Literature review of metal additive manufacturing defects. In Literature Review of Metal Additive Manufacturing Defects; National Institute of Standards and Technology (NIST): Gaithersburg, MD, USA, 2018. [Google Scholar]
- Gaja, H.; Liou, F. Defects monitoring of laser metal deposition using acoustic emission sensor. Int. J. Adv. Manuf. Technol. 2016, 90, 561–574. [Google Scholar] [CrossRef]
- Tammas-Williams, S.; Withers, P.J.; Todd, I.; Prangnell, P.B. The Influence of Porosity on Fatigue Crack Initiation in Additively Manufactured Titanium Components. Sci. Rep. 2017, 7, 1–13. [Google Scholar] [CrossRef] [PubMed]
- Zhang, B.; Li, Y.; Bai, Q. Defect Formation Mechanisms in Selective Laser Melting: A Review. Chin. J. Mech. Eng. 2017, 30, 516–520. [Google Scholar] [CrossRef]
- Zai, L.; Zhang, C.; Wang, Y.; Guo, W.; Wellmann, D.; Tong, X.; Tian, Y. Laser Powder Bed Fusion of Precipitation-Hardened Martensitic Stainless Steels: A Review. Metals 2020, 10, 255. [Google Scholar] [CrossRef]
- Dass, A.; Moridi, A. State of the Art in Directed Energy Deposition: From Additive Manufacturing to Materials Design. Coatings 2019, 9, 418. [Google Scholar] [CrossRef]
- Everton, S.K.; Hirsch, M.; Stravroulakis, P.; Leach, R.K.; Clare, A.T. Review of in-situ process monitoring and in-situ metrology for metal additive manufacturing. Mater. Des. 2016, 95, 431–445. [Google Scholar] [CrossRef]
- Kirichenko, K.Y.; Agoshkov, A.I.; Drozd, V.A.; Gridasov, A.V.; Kholodov, A.S.; Kobylyakov, S.P.; Kosyanov, D.Y.; Zakha-Renko, A.M.; Karabtsov, A.A.; Shimanskii, S.R.; et al. Charac-terization of fume particles generated during arc welding with various covered electrodes. Sci. Rep. 2018, 8, 1–7. [Google Scholar] [CrossRef]
- Zhang, M.; Chen, G.; Zhou, Y.; Li, S.; Deng, H. Observation of spatter formation mechanisms in high-power fiber laser welding of thick plate. Appl. Surf. Sci. 2013, 280, 868–875. [Google Scholar] [CrossRef]
- Nakamura, H.; Kawahito, Y.; Nishimoto, K.; Katayama, S. Elucidation of melt flows and spatter formation mechanisms during high power laser welding of pure titanium. J. Laser Appl. 2015, 27, 032012. [Google Scholar] [CrossRef]
- Popescu, A.; Delval, C.; Shadman, S.; Leparoux, M. Investigation and in situ removal of spatter generated during laser ablation of aluminium composites. Appl. Surf. Sci. 2016, 378, 102–113. [Google Scholar] [CrossRef]
- Zeidler-Erdely, P.C.; Erdely, A.; Antonini, J.M. Immunotoxicology of arc welding fume: Worker and experimental animal studies. J. Immunotoxicol. 2012, 9, 411–425. [Google Scholar] [CrossRef] [PubMed]
- Harris, M.K. Welding Health and Safety: A Field Guide for OEHS Professionals; AIHA Press: Fairfax, VA, USA, 2002; pp. 201–222. [Google Scholar]
- Zimmer, A.T. The Influence of Metallurgy on the Formation of Welding Aerosols. J. Environ. Monit. 2002, 4, 628–632. [Google Scholar] [CrossRef]
- Antonini, J.M. Health effects associated with welding. In Comprehensive Materials Processing; Hashmi, S., Batalha, G.F., Tyne, C.J.V., Yilbas, B., Eds.; Elsevier: Oxford, UK, 2014; pp. 54–66. [Google Scholar]
- Anisimov, S.I. Vaporization of Metal Absorbing Laser Radiation. J. Exp. Theor. Phys. 1968, 27, 182. Available online: http://www.jetp.ac.ru/cgi-bin/dn/e_027_01_0182.pdf (accessed on 21 December 2020). [CrossRef]
- Anisimov, S.I.; Khokhlov, V.A. Instabilities in Laser-Matter Interaction; CRC Press: Boca Raton, FL, USA, 1995; p. 16. [Google Scholar]
- Noorbatcha, I.; Lucchese, R.R.; Zeiri, Y. Effects of gas-phase collisions on particles rapidly desorbed from surfaces. Phys. Rev. B 1987, 36, 4978–4981. [Google Scholar] [CrossRef] [PubMed]
- Kelly, R.; Miotello, A. On the mechanisms of target modification by ion beams and laser pulses. Nucl. Instrum. Methods Phys. Res. Sect. B 1997, 122, 374–400. [Google Scholar] [CrossRef]
- Thum-Jager, A.; Rohr, K. Angular emission distributions of neutrals and ions in laser ablated particle beams. J. Phys. D Appl. Phys. 1999, 32, 2827–2831. [Google Scholar] [CrossRef]
- Kelly, R. On the dual role of the Knudsen layer and unsteady, adiabatic expansion in pulse sputtering phenomena. J. Chem. Phys. 1990, 92, 5047–5056. [Google Scholar] [CrossRef]
- Saenger, K.L. On the origin of spatial nonuniformities in the composition of pulsed-laser-deposited films. J. Appl. Phys. 1991, 70, 5629–5635. [Google Scholar] [CrossRef]
- Sibold, D.; Urbassek, H.M. Kinetic study of pulsed desorption flows into vacuum. Phys. Rev. A 1991, 43, 6722–6734. [Google Scholar] [CrossRef] [PubMed]
- Urbassek, H.M.; Sibold, D. Gas-phase segregation effects in pulsed laser desorption from binary targets. Phys. Rev. Lett. 1993, 70, 1886–1889. [Google Scholar] [CrossRef] [PubMed]
- Kools, J.C.S. Monte Carlo simulations of the transport of laser-ablated atoms in a diluted gas. J. Appl. Phys. 1993, 74, 6401–6406. [Google Scholar] [CrossRef]
- Anisimov, S.I.; Bäuerle, D.; Luk’yanchuk, B.S. Gas dynamics and film profiles in pulsed-laser deposition of materials. Phys. Rev. B 1993, 48, 12076–12081. [Google Scholar] [CrossRef]
- Bird, G.A. Molecular Gas Dynamics and the Direct Simulation of Gas Flows; Clarendon Press: Oxford, UK, 1994; pp. 218–256. [Google Scholar]
- Bulgakov, A.V.; Bulgakova, N.M. Dynamics of laser-induced plume expansion into an ambient gas during film deposition. J. Phys. D Appl. Phys. 1995, 28, 1710–1718. [Google Scholar] [CrossRef]
- Leboeuf, J.N.; Chen, K.R.; Donato, J.M.; Geohegan, D.B.; Liu, C.L.; Puretzky, A.A.; Wood, R.F. Modeling of plume dynamics in laser ablation processes for thin film deposition of materials. Phys. Plasmas 1996, 3, 2203–2209. [Google Scholar] [CrossRef]
- Wood, R.F.; Chen, K.R.; Leboeuf, J.N.; Puretzky, A.A.; Geohegan, D.B. Dynamics of Plume Propagation and Splitting during Pulsed-Laser Ablation. Phys. Rev. Lett. 1997, 79, 1571–1574. [Google Scholar] [CrossRef]
- Itina, T.E.; Marine, W.; Autric, M. Monte Carlo simulation of pulsed laser ablation from two-component target into diluted ambient gas. J. Appl. Phys. 1997, 82, 3536–3542. [Google Scholar] [CrossRef]
- Ready, J.F. Industrial Applications of Lasers, 2nd ed.; Academic Press: New York, NY, USA, 1997; pp. 320–331. [Google Scholar]
- Bulgakov, A.V.; Bulgakova, N.M. Gas-dynamic effects of the interaction between a pulsed laser-ablation plume and the ambient gas: Analogy with an underexpanded jet. J. Phys. D Appl. Phys. 1998, 31, 693–703. [Google Scholar] [CrossRef]
- Garrelie, F.; Catherinot, A. Monte Carlo simulation of the laser-induced plasma-plume expansion under vacuum and with a background gas. Appl. Surf. Sci. 1999, 138, 97–101. [Google Scholar] [CrossRef]
- Zhigilei, L.V.; Garrison, B. Molecular dynamics simulation study of the fluence dependence of particle yield and plume composition in laser desorption and ablation of organic solids. Appl. Phys. Lett. 1999, 74, 1341–1343. [Google Scholar] [CrossRef][Green Version]
- Garrelie, F.; Champeaux, C.; Catherinot, A. Expansion dynamics of the plasma plume created by laser ablation in a background gas. Appl. Phys. A Mater. Sci. Process. 1999, 69, S55–S58. [Google Scholar] [CrossRef]
- Arnold, N.; Gruber, J.; Heitz, J. Spherical expansion of the vapor plume into ambient gas: An analytical model. Appl. Phys. A 1999, 69, S87–S93. [Google Scholar] [CrossRef]
- Gusarov, A.V.; Gnedovets, A.G.; Smurov, I. Gas dynamics of laser ablation: Influence of ambient atmosphere. J. Appl. Phys. 2000, 88, 4352. [Google Scholar] [CrossRef]
- Le, H.C.; Zeitoun, D.E.; Parisse, J.D.; Sentis, M.; Marine, W. Modeling of gas dynamics for a laser-generated plasma: Propa-gation into low-pressure gases. Phys. Rev. E 2000, 62, 4152–4161. [Google Scholar] [CrossRef]
- Ivanov, D.S.; Zhigilei, L.V. Combined atomistic-continuum modeling of short-pulse laser melting and disintegration of metal films. Phys. Rev. B 2003, 68, 1–12. [Google Scholar] [CrossRef]
- Itina, T.E.; Gouriet, K.; Zhigilei, L.V.; Noël, S.; Hermann, J.; Sentis, M. Mechanisms of small clusters production by short and ultra-short laser ablation. Appl. Surf. Sci. 2007, 253, 7656–7661. [Google Scholar] [CrossRef]
- Itina, T.; Voloshko, A. Nanoparticle formation by laser ablation in air and by spark discharges at atmospheric pressure. Appl. Phys. A 2013, 113, 473–478. [Google Scholar] [CrossRef]
- Klassen, A.; Scharowsky, T.; Körner, C. Evaporation model for beam based additive manufacturing using free surface lattice Boltzmann methods. J. Phys. D Appl. Phys. 2014, 47, 1–12. [Google Scholar] [CrossRef]
- Stauss, S.; Urabe, K.; Muneoka, H.; Terashima, K. Pulsed laser ablation in high-pressure gases, pressurized liquids and supercritical fluids: Generation, fundamental characteristics and applications. In Applications of Laser Ablation—Thin Film Deposition, Nanomaterial Synthesis and Surface Modification; IntechOpen: London, UK, 2016; pp. 223–238. [Google Scholar]
- Stauss, S.; Terashima, K. Diamondoids: Synthesis, Properties, and Applications; Pan Stanford Publishing: Singapore, 2017; p. 159. [Google Scholar] [CrossRef]
- Sakka, T.; Masai, S.; Fukami, K.; Ogata, Y.H. Spectral profile of atomic emission lines and effects of pulse duration on laser ablation in liquid. Spectrochim. Acta Part B 2009, 64, 981–985. [Google Scholar] [CrossRef]
- Lam, J.; Amans, D.; Chaput, F.; Diouf, M.; LeDoux, G.; Mary, N.; Masenelli-Varlot, K.; Motto-Ros, V.; Dujardin, C. γ-Al2O3 nanoparticles synthesised by pulsed laser ablation in liquids: A plasma analysis. Phys. Chem. Chem. Phys. 2014, 16, 963–973. [Google Scholar] [CrossRef]
- Ibrahimkutty, S.; Wagener, P.; Rolo, T.D.S.; Karpov, D.; Menzel, A.; Baumbach, T.; Barcikowski, S.; Plech, A. A hierarchical view on material formation during pulsed-laser synthesis of nanoparticles in liquid. Sci. Rep. 2015, 5, 16313. [Google Scholar] [CrossRef]
- Muneoka, H.; Himeno, S.; Urabe, K.; Stauss, S.; Baba, M.; Suemoto, T.; Terashima, K. Dynamics of cavitation bubbles formed by pulsed-laser ablation plasmas near the critical point of CO2. J. Phys. D Appl. Phys. 2018, 52, 025201. [Google Scholar] [CrossRef]
- Chaudhary, K.; Rizvi, S.Z.H.; Ali, J. Laser-induced plasma and its applications. In Plasma Science and Technology: Progress in Physical States and Chemical Reactions; Mieno, T., Ed.; InTech: London, UK, 2016; p. 264. [Google Scholar] [CrossRef]
- Dahotre, N.B.; Harimkar, S.P. Laser Fabrication and Machining of Materials; Springer: New York, NY, USA, 2008; pp. 123–130. [Google Scholar]
- Zhou, J.; Tsai, H.; Wang, P. Hybrid laser-arc welding of aerospace and other materials. In Welding and Joining of Aerospace Materials; Elsevier: Oxford, UK, 2012; pp. 109–141. [Google Scholar]
- Kim, K.R.; Farson, D.F. CO2 laser–plume interaction in materials processing. J. Appl. Phys. 2001, 89, 681–688. [Google Scholar] [CrossRef]
- Padilla-Martinez, J.P.; Berrosperodriguez, C.; Aguilar, G.; Ramirez-San-Juan, J.C.; Ramos-Garcia, R. Optic cavitation with CW lasers: A review. Phys. Fluids 2014, 26, 122007. [Google Scholar] [CrossRef]
- Rekhi, S.; Tempere, J.; Silvera, I.F. Temperature determination for nanosecond pulsed laser heating. Rev. Sci. Instrum. 2003, 74, 3820. [Google Scholar] [CrossRef]
- Hendricks, L.J.; Zobrist, S.P. Measurement of the radial temperature distribution of the heated spot produced by a focused laser beam using an optical pyrometer. Appl. Opt. 1981, 20, 1880–1883. [Google Scholar] [CrossRef]
- Khairallah, S.A.; Anderson, A.T.; Rubenchik, A.; King, W.E. Laser powder-bed fusion additive manufacturing: Physics of complex melt flow and formation mechanisms of pores, spatter, and denudation zones. Acta Mater. 2016, 108, 36–45. [Google Scholar] [CrossRef]
- Hooper, P.A. Melt pool temperature and cooling rates in laser powder bed fusion. Addit. Manuf. 2018, 22, 548–559. [Google Scholar] [CrossRef]
- Migliore, L. Laser Materials Processing; Marcel Dekker: New York, NY, USA, 1996; pp. 65–83. [Google Scholar]
- Gunenthiram, V.; Peyre, P.; Schneider, M.; Dal, M.; Coste, F.; Koutiri, I.; Fabbro, R. Experimental analysis of spatter generation and melt-pool behavior during the powder bed laser beam melting process. J. Mater. Process. Technol. 2018, 251, 376–386. [Google Scholar] [CrossRef]
- Madrid, J.; Lorin, S.; Söderberg, R.; Hammersberg, P.; Wärmefjord, K.; Lööf, J. A Virtual Design of Experiments Method to Evaluate the Effect of Design and Welding Parameters on Weld Quality in Aerospace Applications. Aerospace 2019, 6, 74. [Google Scholar] [CrossRef]
- Niu, C.; Zhu, T.; Lv, Y. Influence of Surface Morphology on Absorptivity of Light-Absorbing Materials. Int. J. Photoenergy 2019, 2019, 1476217. [Google Scholar] [CrossRef]
- He, X.C.; Mazumder, J. Transport phenomena during direct metal deposition. J. Appl. Phys. 2007, 101, 053113. [Google Scholar] [CrossRef]
- Dickson, L.D. Characteristics of a Propagating Gaussian Beam. Appl. Opt. 1970, 9, 1854–1861. [Google Scholar] [CrossRef]
- Engström, H. Theoretical and Practical Aspects of Laser Cladding. Licentiate Thesis, Luleå University of Technology, Luleå, Sweden, April 1996; pp. 2–14. Available online: https://www.diva-portal.org/smash/get/diva2:990813/FULLTEXT01.pdf (accessed on 23 December 2020).
- Heiple, C.R.; Roper, J.R.; Stagner, R.T.; Aden, R.J. Surface Active Element Effects on the Shape of GTA, Laser, and Electron Beam Welds. Weld. J. 1983, 62, 72–77. Available online: https://app.aws.org/wj/supplement/WJ_1983_03_s72.pdf (accessed on 23 December 2020).
- Li, S.; Chen, G.; Katayama, S.; Zhang, Y. Relationship between spatter formation and dynamic molten pool during high-power deep-penetration laser welding. Appl. Surf. Sci. 2014, 303, 481–488. [Google Scholar] [CrossRef]
- Katayama, S. Handbook of Laser Welding Technologies; Elsevier: Oxford, UK, 2013; pp. 7–9. [Google Scholar]
- Astrath, N.G.C.; Astrath, F.B.G.; Shen, J.; Zhou, J.; Gu, C.E.; Malacarne, L.C.; Pedreira, P.R.B.; Bento, A.C.; Baesso, M.L. Top-hat cw laser induced thermal mirror: A complete model for material characterization. Appl. Phys. A 2008, 94, 473–481. [Google Scholar] [CrossRef][Green Version]
- Laserline Optics Canada. Powell Lens Buyer’s Guide. Available online: https://www.laserlineoptics.com/powell_primer.html (accessed on 23 December 2020).
- Dowden, J.; Schulz, W. The Theory of Laser Materials Processing: Heat and Mass Transfer in Modern Technology, 2nd ed.; Springer: Cham, Switzerland, 2017; pp. 92–109. [Google Scholar]
- Yeo, C.; Tam, S.; Jana, S.; Lau, M.W. A technical review of the laser drilling of aerospace materials. J. Mater. Process. Technol. 1994, 42, 15–49. [Google Scholar] [CrossRef]
- Javan, N.S.; Homami, S.H.H. Nonlinear modes of an intense laser beam interacting with a periodic lattice of nanoparticle. Phys. Plasmas 2015, 22, 82311. [Google Scholar] [CrossRef]
- Karlovets, D.V. Electron with orbital angluar momentum in a strong laser wave. Phys. Rev. A 2012, 86, 1–12. [Google Scholar] [CrossRef]
- Lawrence, J.; Pou, J.; Low, D.K.Y.; Toyserkani, E. Advances in Laser Materials Processing; Woodhead Publicing Limited: Great Abington, Cambridge, UK, 2010; p. 3. [Google Scholar]
- Fuerschbach, P.W.; Norris, J.T.; He, X.; DebRoy, T. Understanding Metal Vaporization from Laser Welding; Sandia National La-boratories: Livemore, CA, USA, 2003; p. 39. Available online: https://digital.library.unt.edu/ark:/67531/metadc886946/m2/1/high_res_d/918266.pdf (accessed on 23 December 2020).
- Rudy, E. Ternary Phase Equilibria in Transition Metal-Boron-Carbon-Silicon System, Part V, Compendium of Phase Diagram Data; Tech. Rep. AFML-TR-65-2; AFML (Air Force Systems Command), Wright-Patterson Air Force Base: Dayton, OH, USA, 1969; pp. 179–180. Available online: https://apps.dtic.mil/dtic/tr/fulltext/u2/664345.pdf (accessed on 23 December 2020).
- Venkatraman, M.; Neumann, J.P. The C-Cr (Carbon-Chromium) System. Bull. Alloy Phase Diagr. 1990, 11, 152–159. [Google Scholar] [CrossRef]
- Berdnikov, V.I.; Gudim, Y.A. Analysis of the thermodynamic properties of condensed carbides. Steel Transl. 2012, 42, 477–482. [Google Scholar] [CrossRef][Green Version]
- Vlasova, M.; Kakazey, M.; Mel’Nikov, I.; Reséndiz-González, M.; Fironov, Y.; Ryabtsev, D.; Kondrashenko, S. Formation of CrxCyOz coatings under laser ablation of Cr23C6 ceramics. Surf. Coat. Technol. 2018, 349, 93–102. [Google Scholar] [CrossRef]
- Franke, P.; Neuschütz, D. Landolt-Börnstein-Group IV Physical Chemistry. Binary Systems. Part 2: Elements and Binary Systems from B–C to Cr–ZrCo-W; Springer: Berlin/Heidelberg, Germany, 2004; p. 115. [Google Scholar]
- Wieczerzak, K.; Bala, P.; Stępień, M.; Cios, G.; Kozieł, T. The Characterization of Cast Fe-Cr-C Alloy. Arch. Met. Mater. 2015, 60, 779–782. [Google Scholar] [CrossRef]
- Pierson, H.O. Handbook of Refractory Carbides and Nitrides; Noyes Publications: Saddle River, NJ, USA, 1996; p. 44. [Google Scholar]
- Upadhyaya, G. Materials science of cemented carbides—An overview. Mater. Des. 2001, 22, 483–489. [Google Scholar] [CrossRef]
- Korzhyk, V.; Kulak, L.; Shevchenko, V.; Kvasnitskiy, V.; Kuzmenko, N.; Liu, X.; Cai, Y.X.; Wang, L.; Xie, H.; Zou, L. New Equipment for Production of Super Hard Spherical Tungsten Carbide and other High-Melting Compounds Using the Method of Plasma Atomization of Rotating Billet. Mater. Sci. Forum 2017, 898, 1485–1497. [Google Scholar] [CrossRef]
- Baskoro, A.S.; Supriadi, S.; Dharmanto, D. Review on Plasma Atomizer Technology for Metal Powder, Proceedings of the MATEC Web of Conferences 269, Bali, Indonesia, 15–20 July 2018; EDP Sciences: Les Ulis, France, 2019; pp. 1–9. Available online: https://www.matec-conferences.org/articles/matecconf/pdf/2019/18/matecconf_iiw18_05004.pdf (accessed on 23 December 2020). [CrossRef]
- Shevchenko, R.A.; Vakhrushin, A.Y.; Chukanov, A.P. Manufacture of Tungsten Monocarbide (WC) Spherical Powder. U.S. Patent Application No. 20190300374A1, 3 October 2019. [Google Scholar]
- Shin, D.; Swain, B.; Han, C.; Kim, Y.; Lee, C.-G.; Park, K.-S. Comparison of different tungsten precursors for preparation of tungsten nanopowder by RF induction thermal plasma. Int. J. Refract. Met. Hard Mater. 2020, 86, 104995. [Google Scholar] [CrossRef]
- Oerlikon Metco. Thermal Spray Materials Guide 2017; Oerlikon Metco: Pfäffikon, Switzerland, 2018; p. 6. Available online: https://www.oerlikon.com/ecomaXL/files/oerlikon_BRO-0001.17_TS_MaterialGuide_EN.pdf (accessed on 24 December 2020).
- Evans, J.R.G.; Edirisinghe, M.J. Interfacial factors affecting the incidence of defects in ceramic mouldings. J. Mater. Sci. 1991, 26, 2081–2088. [Google Scholar] [CrossRef]
- Navrotsky, A.; Ma, C.; Lilova, K.; Birkner, N. Nanophase Transition Metal Oxides Show Large Thermodynamically Driven Shifts in Oxidation-Reduction Equilibria. Science 2010, 330, 199–201. [Google Scholar] [CrossRef] [PubMed]
- Shankar, P.; Rayappan, J.B.B. Gas sensing mechanism of metal oxides: The role of ambient atmosphere, type of semiconductor and gases—A review. Sci. Lett. J. 2015, 4, 126. [Google Scholar]
- Fine, G.F.; Cavanagh, L.M.; Afonja, A.; Binions, R. Metal Oxide Semi-Conductor Gas Sensors in Environmental Monitoring. Sensors 2010, 10, 5469–5502. [Google Scholar] [CrossRef]
- Shanefield, D.J. Organic Additives and Ceramic Processing: With Applications in Powder Metallurgy, Ink, and Paint; Springer Science and Business Media: New York, NY, USA, 1995; p. 139. [Google Scholar]
- Kim, K.-H.; Jung, C.-H.; Jeong, D.-Y.; Hyun, S.-K. Causes and Measures of Fume in Directed Energy Deposition: A Review. Korean J. Met. Mater. 2020, 58, 383–396. [Google Scholar] [CrossRef]
- Sahoo, P.; Collur, M.M.; Debroy, T. Effects of oxygen and sulfur on alloying element vaporization rates during laser welding. Met. Mater. Trans. A 1988, 19, 967–972. [Google Scholar] [CrossRef]
- Dong, W.; Kokawa, H.; Sato, Y.S.; Tsukamoto, S.; Ogawa, M. Mechanism governing nitrogen absorption by steel weld metal during laser welding. Met. Mater. Trans. A 2004, 35, 331–338. [Google Scholar] [CrossRef]
- Ribic, B.; Tsukamoto, S.; Rai, R.; Debroy, T. Role of surface-active elements during keyhole-mode laser welding. J. Phys. D Appl. Phys. 2011, 44, 485203. [Google Scholar] [CrossRef]
- Markwalder, B.; Gozel, P.; Bergh, H.V.D. Laser-induced temperature jump measurements in the kinetics of association and dissociation of the nitrogen oxide (N2O3) + M = nitrogen dioxide + nitrous oxide + M system. J. Phys. Chem. 1993, 97, 5260–5265. [Google Scholar] [CrossRef]
- Springer, H.; Baron, C.; Szczepaniak, A.; Jägle, E.; Wilms, M.; Weisheit, A.; Raabe, D. Efficient additive manufacturing production of oxide- and nitride-dispersion-strengthened materials through atmospheric reactions in liquid metal deposition. Mater. Des. 2016, 111, 60–69. [Google Scholar] [CrossRef]
- Liu, K.; Song, D.; Azarm, A.; Chin, S.; Kong, F. Neutral Dissociation of Superexcited Nitic Oxide Induced by Intense Laser Fields. Chin. J. Chem. Phys. 2010, 23, 252–254. [Google Scholar] [CrossRef]
- Hozoorbakhsh, A.; Ismail, M.I.S.; Aziz, N.B.A. A computational analysis of heat transfer and fluid flow in high-speed scanning of laser micro-welding. Int. Commun. Heat Mass Transf. 2015, 68, 178–187. [Google Scholar] [CrossRef]
- Powell, J. Laser Cladding. Ph.D. Thesis, University of London, London, UK, 1983; pp. 105–108. Available online: https://spiral.imperial.ac.uk/bitstream/10044/1/8117/1/JohnPowell-1983-PhD-Thesis.pdf (accessed on 23 December 2020).
- Kunimine, T.; Miyazaki, R.; Yamashita, Y.; Funada, Y. Effects of Laser-Beam Defocus on Microstructural Features of Compositionally Graded WC/Co-Alloy Composites Additively Manufactured by Multi-Beam Laser Directed Energy Deposition. Sci. Rep. 2020, 10, 8975. [Google Scholar] [CrossRef]
- Efficient Transformation of Gaussian Beams into Uniform, Rectangular Intensity Distributions (Brochure of Coherent). Available online: https://www.coherent.com/assets/pdf/Efficient-Transformation-of-Gaussian-Beams-into-Uniform-Rectangular-Intensity-Distributions_FORMFIRST.pdf (accessed on 23 December 2020).
- Cheng, Y.; Cui, R.; Wang, H.; Han, Z. Effect of processing parameters of laser on microstructure and properties of cladding 42CrMo steel. Int. J. Adv. Manuf. Technol. 2018, 96, 1715–1720. [Google Scholar] [CrossRef]
- Kar, A.; Scott, J.E.; Latham, W.P. Effects of mode structure on three-dimensional laser heating due to single or multiple rectangular laser beams. J. Appl. Phys. 1996, 80, 673. [Google Scholar] [CrossRef]
- Chen, S.; Li, L.; Chen, Y.; Dai, J.; Huang, J. Improving interfacial reaction nonhomogeneity during laser welding–brazing aluminum to titanium. Mater. Des. 2011, 32, 4408–4416. [Google Scholar] [CrossRef]
- Wang, Y.; Shi, J. Developing very strong texture in a nickel-based superalloy by selective laser melting with an ultra-high power and flat-top laser beam. Mater. Charact. 2020, 165, 110372. [Google Scholar] [CrossRef]
- Wautelet, M. Laser-Assisted Reaction of Metals with Oxygen. Appl. Phys. A 1990, 50, 131–139. [Google Scholar] [CrossRef]
- Uusitalo, M.A.; Vuoristo, P.M.J.; Mäntylä, T.A. High temperature corrosion of coatings and boiler steels in oxidizing chlorine-containing atmosphere. Mater. Sci. Eng. A 2003, 346, 168. [Google Scholar] [CrossRef]
- Haanappel, V.A.C.; Fransen, Τ.; Gellings, P.J. Chlorine-Induced High Temperature Corrosion: I. Metals and Alloys—A Review. High Temp. Mater. Process. 1992, 10, 82. [Google Scholar] [CrossRef]
- De Young, R.J.; Barnes, N.P. Profiling atmospheric water vapor using a fiber laser lidar system. Appl. Opt. 2010, 49, 562–567. [Google Scholar] [CrossRef] [PubMed]
- Boehm, H.P. Free radicals and graphite. Carbon 2012, 50, 3154–3157. [Google Scholar] [CrossRef]
- He, Y.; Liu, S.; Priest, C.; Shi, Q.; Wu, G. Atomically dispersed metal–nitrogen–carbon catalysts for fuel cells: Advances in catalyst design, electrode performance, and durability improvement. Chem. Soc. Rev. 2020, 49, 3510. [Google Scholar] [CrossRef]
- Luo, Y.W.; Guo, H.J.; Sun, X.L.; Guo, J. Influence of the Nitrogen Content on the Carbide Transformation of AISI M42 High-Speed Steels during Annealing. Sci. Rep. 2018, 8, 4328. [Google Scholar] [CrossRef]
- Kolsch, N.; Seidel, A.; Finaske, T.; Brueckner, F.; Gumpinger, J.; Bavdaz, M.; Rohr, T.; Ghidini, T.; Leyens, C. Novel local shielding approach for the laser welding based additive manufacturing of large structural space components from titanium. J. Laser Appl. 2020, 32, 022075. [Google Scholar] [CrossRef]
- Patalas-Maliszewska, J.; Feldshtein, E.; Devojno, O.; Sliwa, M.; Kardapolava, M.; Lutsko, N. Single-tracks as a Key Factor in Additive Manufacturing Technology-Analysis of Research Trends and Metal Deposition Behavior. Materials 2020, 13, 1115. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
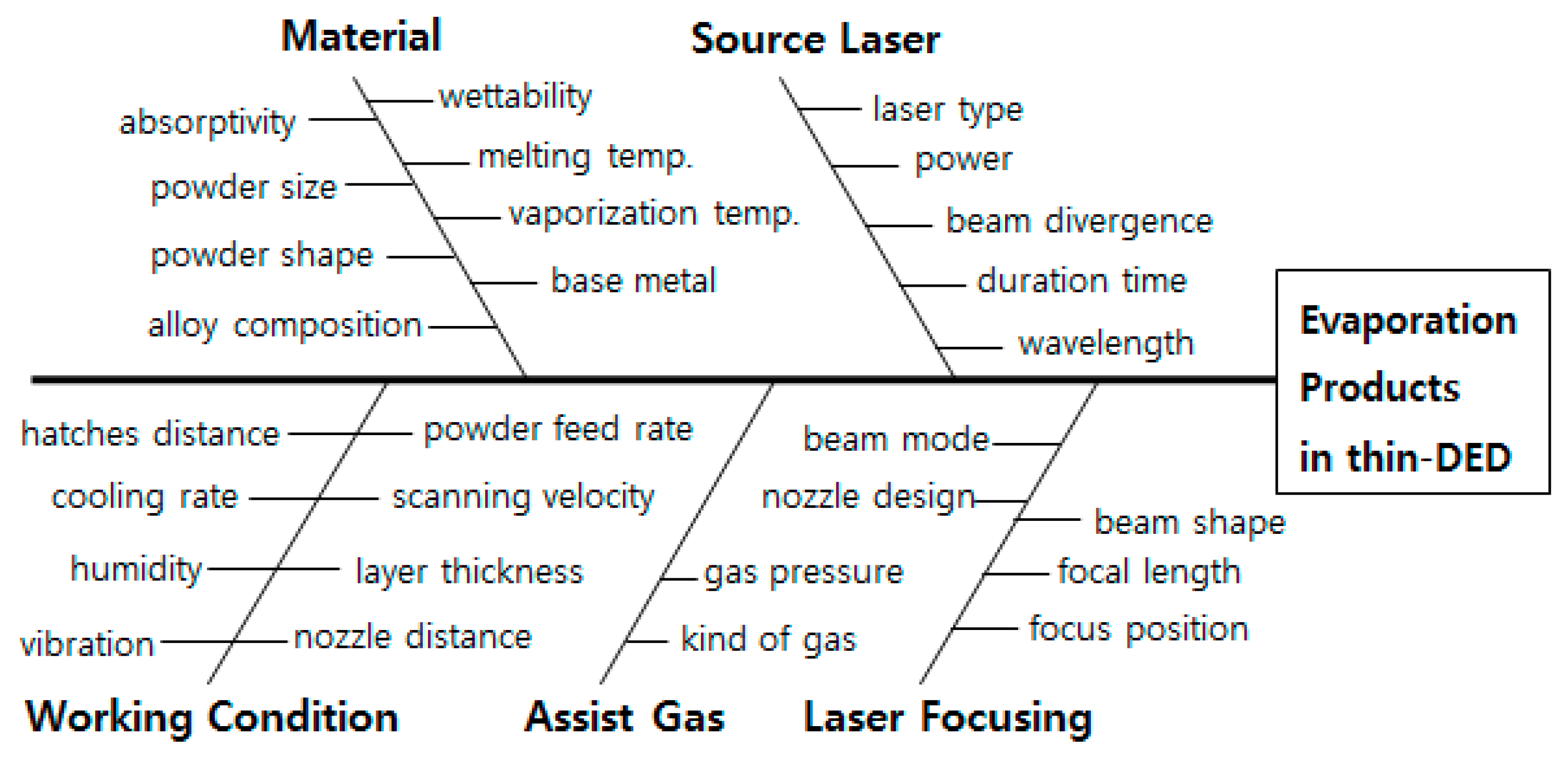
| Relevant DED Defects | Major Factors | Sub-Factors | Preventive Measures |
|---|---|---|---|
| Lower corrosion resistance, decreased fatigue strength, inner crack, surface crack, surface dimple, porosity, high roughness, uneven hardness, decreased laser energy efficiency, lower fluidity of melt. | Material | Absorptivity, small powder size (<15 µm), presence of low melting point elements or low vaporization temperature elements (<2000 °C), presence of carbon or boron, eutectic reaction, low wettability, characteristics of base metal. | Adjustment of laser power, irradiation angle, surface condition of the powder and base material. Appropriate choice of suitable powder size, addition of compound-forming refractory components (Nb, Ta, W, Zr). Replacement to very low carbon- and boron-contained powder. |
| Source Laser | Laser type, laser power density, beam divergence, duration time, wavelength of laser. | Adjustment of laser power, powder feed rate. Selection of CW laser, top-hat mode beam, larger diameter beam, rectangular beam, or defocusing. | |
| Working Condition | Hatches distance, powder feed rate, scanning velocity, nozzle distance, cooling rate, layer thickness, humidity, vibration. | Redefining new conditions from single track experiments. Adjustment of hatches distance, powder feed rate, scanning velocity, nozzle distance, cooling rate, and layer thickness. Usage of air conditioner, and vibration absorber. | |
| Assist gas | Gas pressure, kind of gas. | Appropriate pressure for complete air shielding. Replacement of nitrogen or mixed argon-nitrogen gas to pure inert gas (argon or mixed argon-helium). | |
| Laser Focusing | Beam mode, beam shape, nozzle design, focal length, focused on the base material surface. | Appropriate choice of top-hat mode beam, larger diameter beam, rectangular beam, defocusing, inclined laser beam. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, K.-H.; Jung, C.-H.; Jeong, D.-Y.; Hyun, S.-K. Preventing Evaporation Products for High-Quality Metal Film in Directed Energy Deposition: A Review. Metals 2021, 11, 353. https://doi.org/10.3390/met11020353
Kim K-H, Jung C-H, Jeong D-Y, Hyun S-K. Preventing Evaporation Products for High-Quality Metal Film in Directed Energy Deposition: A Review. Metals. 2021; 11(2):353. https://doi.org/10.3390/met11020353
Chicago/Turabian StyleKim, Kang-Hyung, Chan-Hyun Jung, Dae-Yong Jeong, and Soong-Keun Hyun. 2021. "Preventing Evaporation Products for High-Quality Metal Film in Directed Energy Deposition: A Review" Metals 11, no. 2: 353. https://doi.org/10.3390/met11020353
APA StyleKim, K.-H., Jung, C.-H., Jeong, D.-Y., & Hyun, S.-K. (2021). Preventing Evaporation Products for High-Quality Metal Film in Directed Energy Deposition: A Review. Metals, 11(2), 353. https://doi.org/10.3390/met11020353