
Hot Wear of Single Phase fcc Materials—Influence of Temperature, Alloy Composition and Stacking Fault Energy


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Metallography
2.2. Hardness Testing
2.3. Wear Testing
2.4. Electron Backscatter Diffraction
2.5. Stacking Fault Energy and X-ray Diffraction
- : root-mean-square (r.m.s.) microstrain in the (111) plane of the deformed fcc-lattice, from XRD;
- a0: lattice parameter, from XRD;
- SFP: stacking fault probability, from XRD;
- G111: the shear modulus in the (111) planes [28];
- K111: parameter determined by the crystal symmetry [29];
- ω0: uncertainties resulting from dislocation interactions [25];
3. Results and Discussion
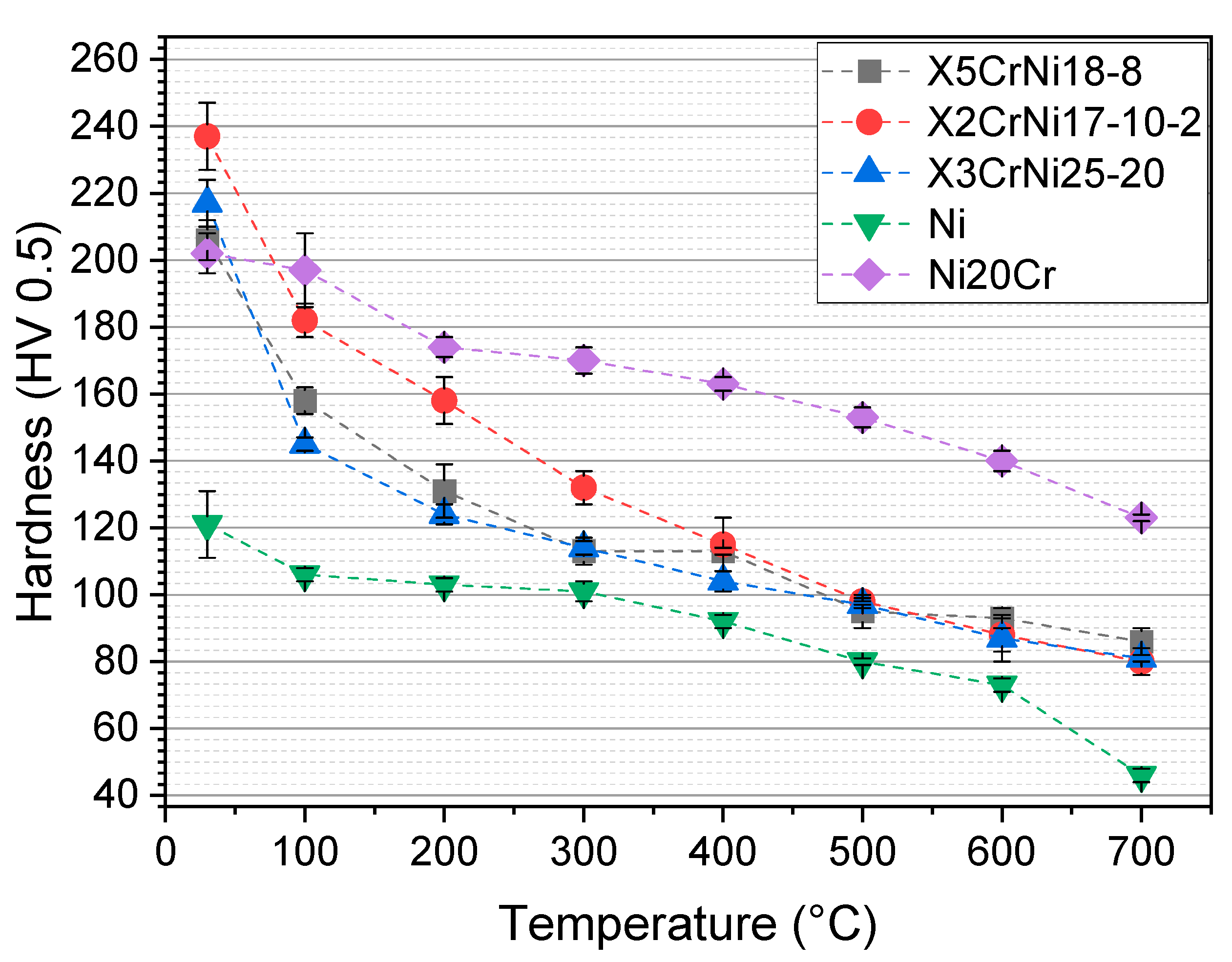
3.1. Hardness as a Function of Temperature
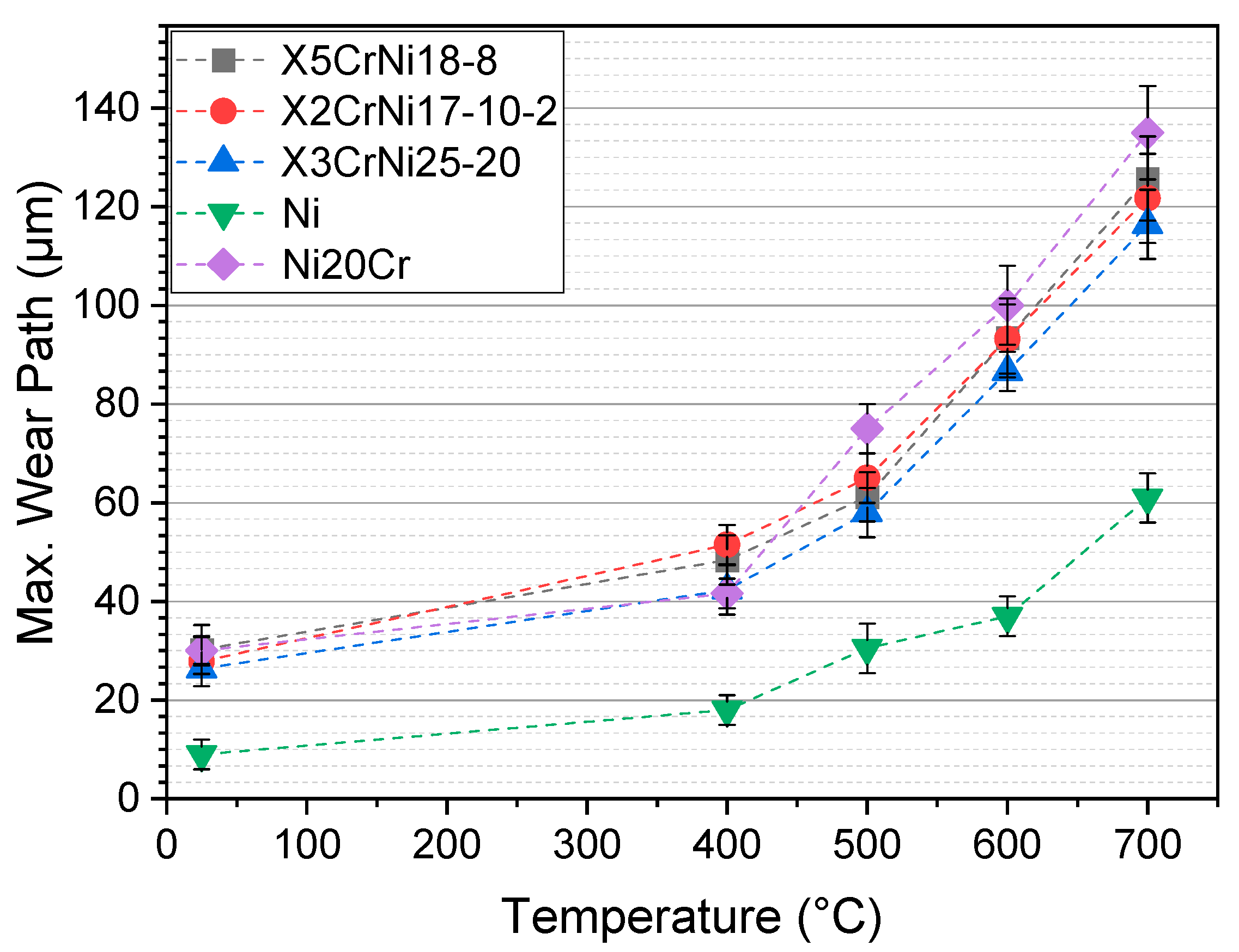
3.2. Wear Coefficients during Sliding Abrasion as a Function of Temeprature
3.3. Microstructural Parameters at Room Temperature
3.4. Influence of Microstructural Parameters and Their Behavior at Elevated Temperatures
3.5. Correlation of Hot Wear and Microstructural Parameters
4. Conclusions
- The hot hardness tests show no instability of the mechanical properties of all fcc-materials. This is underlined by the friction coefficients and wear paths. The scratch energy shows a nonlinear correlation, with a break-even point, where the alloy X3CrNi25-20 shows a higher work-hardening potential indicated by the scratch energy than the other materials.
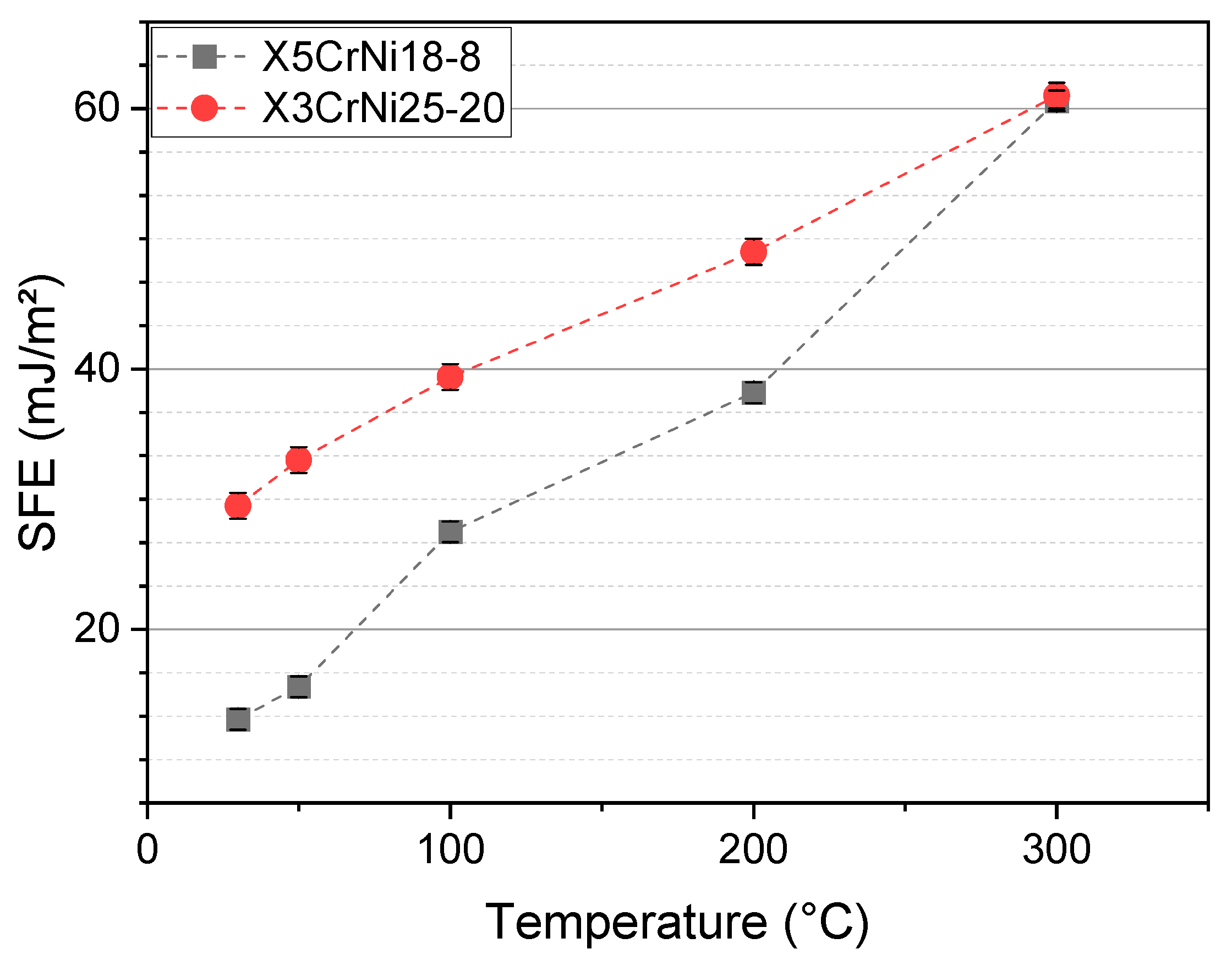
- In situ X-ray experiments show that the SFE differs significantly with an increasing temperature. The SFE of X5CrNi18-8 and X3CrNi25-20 differ, with a higher SFE of X3CrNi25-20, while both alloys have the same SFE at 300 °C. The reason for this behavior is the CrNi-ratio, with has been identified as a relevant parameter in previous studies and is confirmed in this work.
- The SFE of a material determines the work-hardening potential during abrasive sliding abrasion. Especially when considering Ni and Ni20Cr, it can be seen that the SFE is significantly lowered by alloying with Cr. This behavior and its impact on the hot wear behavior can be observed in the EBSD scans taken in the cross section of the wear affected area. These scans show a higher dynamic recrystallisation resulting from the lower SFE, which enables the material to build more SF who atcs as nucleation sites for new grains. Due to the higher amount of new grains, the grain size of Ni20Cr at 700 °C in the wear affected area is significantly lower, counteracting thermal softening mechanisms.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Heidrich, R. Strahlverschleiß Metallischer Werkstoffe. Doctoral Thesis, Dortmund Technical University, Dortmund, Germany, 1994. [Google Scholar]
- Chadeesingh, D.; Hayhurst, A. The combustion of a fuel-rich mixture of methane and air in a bubbling fluidised bed of silica sand at 700 °C and also with particles of Fe2O3 or Fe present. Fuel 2014, 127, 169–177. [Google Scholar] [CrossRef]
- Berns, H.; Fischer, A. Tribological stability of metallic materials at elevated temperatures. Wear 1993, 162–164, 441–449. [Google Scholar] [CrossRef]
- Walter, M. Tribologische und Mikrostrukturelle Aspekte des Abrasiven Warmverschleißes Einphasiger, Metallischer Werkstoffe. Ph.D. Thesis, Ruhr-University Bochum, Bochum, Germany, 2017. ISBN 978-3-943063-26-4. [Google Scholar]
- Walter, M.; Weber, S.; Boes, J.; Egels, G.; Theisen, W. Mechanisms of severe sliding abrasion of single phase steels at elevated temperatures: Influence of lattice structure and microstructural parameters. Wear 2017, 376–377, 468–483. [Google Scholar] [CrossRef]
- Blau, P.J. Elevated-temperature tribology of metallic materials. Tribol. Int. 2010, 43, 1203–1208. [Google Scholar] [CrossRef]
- Fischer, A. Einfluss der Temperatur auf das Tribologische Verhalten Metallischer Werkstoffe; VDI Verlag: Düsseldorf, Germany, 1994. [Google Scholar]
- Berns, H.; Koch, S. High temperature sliding abrasion of a nickel-base alloy and composite. Wear 1999, 225–229, 154–162. [Google Scholar] [CrossRef]
- Berns, H.; Franco, S.D. Effect of coarse hard particles on high-temperature sliding abrasion of new metal matrix composites. Wear 1997, 203–204, 608–614. [Google Scholar] [CrossRef]
- Berns, H.; Fischer, A.; Kleff, J. Scratch tests on iron-, nickel- and cobalt-based alloys at elevated temperatures. Wear 1993, 162–164, 585–589. [Google Scholar] [CrossRef]
- Dehghan-Manshadi, A.; Barnett, M.; Hodgson, P. Recrystallization in AISI 304 austenitic stainless steel during and after hot deformation. Mater. Sci. Eng. A 2008, 485, 664–672. [Google Scholar] [CrossRef]
- Kocks, U.; Mecking, H. Physics and phenomenology of strain hardening: The FCC case. Prog. Mater. Sci. 2003, 48, 171–273. [Google Scholar] [CrossRef]
- Walter, M.; Roncery, L.M.; Weber, S.; Leich, L.; Theisen, W. XRD measurement of stacking fault energy of Cr–Ni austenitic steels: Influence of temperature and alloying elements. J. Mater. Sci. 2020, 55, 13424–13437. [Google Scholar] [CrossRef]
- Fussik, R.; Walter, M.; Theisen, W.; Weber, S. Investigation of austenitic FeCrNi steels with regard to stacking-fault energy and thermal austenite stability. Materialia 2018, 3, 265–273. [Google Scholar] [CrossRef]
- Das, A. Revisiting Stacking Fault Energy of Steels. Met. Mater. Trans. A 2015, 47, 748–768. [Google Scholar] [CrossRef]
- Curtze, S.; Kuokkala, V.-T.; Oikari, A.; Talonen, J.; Hänninen, H. Thermodynamic modeling of the stacking fault energy of austenitic steels. Acta Mater. 2011, 59, 1068–1076. [Google Scholar] [CrossRef]
- Miodownik, A. The calculation of stacking fault energies in Fe Ni Cr alloys. Calphad 1978, 2, 207–226. [Google Scholar] [CrossRef]
- Ferreira, P.; Müllner, P. A thermodynamic model for the stacking-fault energy. Acta Mater. 1998, 46, 4479–4484. [Google Scholar] [CrossRef] [Green Version]
- Molnár, D.; Engberg, G.; Li, W.; Vitos, L. Deformation Properties of Austenitic Stainless Steels with Different Stacking Fault Energies. Mater. Sci. Forum 2018, 941, 190–197. [Google Scholar] [CrossRef]
- Schramm, R.E.; Reed, R.P. Stacking fault energies of seven commercial austenitic stainless steels. Met. Mater. Trans. A 1975, 6, 1345–1351. [Google Scholar] [CrossRef]
- Bampton, C.; Jones, I.; Loretto, M. Stacking fault energy measurements in some austenitic stainless steels. Acta Met. 1978, 26, 39–51. [Google Scholar] [CrossRef]
- Petrov, Y. On the electron structure of Mn–, Ni– and Cr–Ni–Mn austenite with different stacking fault energy. Scr. Mater. 2005, 53, 1201–1206. [Google Scholar] [CrossRef]
- Reed, R.P.; Schramm, R.E. Relationship between stacking-fault energy and X-ray measurements of stacking-fault probability and microstrain. J. Appl. Phys. 1974, 45, 4705–4711. [Google Scholar] [CrossRef]
- Berns, H.; Lührig, M. Mikrohärte bei erhöhter Temperatur prüfen. Mater. Test. 1994, 36, 223–226. [Google Scholar] [CrossRef]
- Klemm, H.; Nake, K.; Bales, A. Bestimmung der Warmhärte von metallischen und keramischen Hochtemperaturwerkstoffen*. HTM J. Heat Treat. Mater. 2011, 66, 269–274. [Google Scholar] [CrossRef]
- Rietveld, H.M. A profile refinement method for nuclear and magnetic structures. J. Appl. Crystallogr. 1969, 2, 65–71. [Google Scholar] [CrossRef]
- Spieß, L.; Teichert, G.; Schwarzer, R.; Behnken, H.; Genzel, C. Moderne Röntgenbeugung: Röntgendiffraktometrie für Materialwissenschaftler, Physiker und Chemiker, 2nd ed.; Viewweg+Teubnier|GWV Fachverlage GmbH: Wiesbaden, Germany, 2009. [Google Scholar]
- Tritt, T.M. Thermal Conductivity: Theory, Properties, and Applications; Kluwer Academic/Plenum Publishers: New York, NY, USA, 2004. [Google Scholar]
- Gottstein, G. Physikalische Grundlagen der Materialkunde; Springer: Berlin/Heidelberg, Germany, 2007. [Google Scholar]
- Pintaude, G.; Bernardes, F.; Santos, M.; Sinatora, A.; Albertin, E. Mild and severe wear of steels and cast irons in sliding abrasion. Wear 2009, 267, 19–25. [Google Scholar] [CrossRef]
- Zum Gahr, K.-H. Microstructure and Wear of Materials; Elsevier Science Publishers B.V.: Amsterdam, The Netherlands, 1987. [Google Scholar]
- Kallas, P. Indentation energy and abrasive wear of metals. Wear 1996, 198, 77–85. [Google Scholar] [CrossRef]
- Flinn, P. Solute hardening of close-packed solid solutions. Acta Met. 1958, 6, 631–635. [Google Scholar] [CrossRef]
- Talonen, J.; Hänninen, H. Formation of shear bands and strain-induced martensite during plastic deformation of metastable austenitic stainless steels. Acta Mater. 2007, 55, 6108–6118. [Google Scholar] [CrossRef]
- Assmus, K.; Hübner, W.; Pyzalla, A.; Pinto, H. Structure transformations in CrNi steels under tribological stressing at low temperatures. Tribotest 2006, 12, 149–159. [Google Scholar] [CrossRef]
- Feller, H.; Gao, B. Correlation of tribological and metal physics data: The role of stacking fault energy. Wear 1989, 132, 1–7. [Google Scholar] [CrossRef]
- Bingley, M.; Schnee, S. A study of the mechanisms of abrasive wear for ductile metals under wet and dry three-body conditions. Wear 2005, 258, 50–61. [Google Scholar] [CrossRef]
- Lührig, M. Temperaturabhängigkeit der Mikrohärte von Mischkristallen in Phasengemischen. Doctoral Thesis, Ruhr-University Bochum, Bochum, Germany, 1993. [Google Scholar]
- Kundu, S.; Das, S.K.; Sahoo, P. Properties of Electroless Nickel at Elevated Temperature-a Review. Procedia Eng. 2014, 97, 1698–1706. [Google Scholar] [CrossRef] [Green Version]
- Yonezawa, T.; Suzuki, K.; Ooki, S.; Hashimoto, A. The Effect of Chemical Composition and Heat Treatment Conditions on Stacking Fault Energy for Fe-Cr-Ni Austenitic Stainless Steel. Met. Mater. Trans. A 2013, 44, 5884–5896. [Google Scholar] [CrossRef]
- Sambongi, T. Stacking Fault Probabilities of Nickel-Iron Alloys. J. Phys. Soc. Jpn. 1965, 20, 1370–1374. [Google Scholar] [CrossRef]
- Tisone, T.C.; Sundahl, R.C.; Chin, G.Y. The stacking fault energy in noble metal alloys. Met. Mater. Trans. A 1970, 1, 1561–1567. [Google Scholar] [CrossRef]
- Chaudhuri, D.K.; Xie, D.; Lakshmanan, A.N. The influence of stacking fault energy on the wear resistance of nickel base alloys. Wear 1997, 209, 140–152. [Google Scholar] [CrossRef]
- Dorn, J.E. Thermodynamics of stackine faults in binary alloys. Acta Met. 1963, 11, 218–219. [Google Scholar] [CrossRef]
- Tian, S.; Zhu, X.; Wu, J.; Yu, H.; Shu, D.; Qian, B. Influence of Temperature on Stacking Fault Energy and Creep Mechanism of a Single Crystal Nickel-based Superalloy. J. Mater. Sci. Technol. 2016, 32, 790–798. [Google Scholar] [CrossRef]
- Mosecker, L.; Pierce, D.; Schwedt, A.; Beighmohamadi, M.; Mayer, J.; Bleck, W.; Wittig, J. Temperature effect on deformation mechanisms and mechanical properties of a high manganese C+N alloyed austenitic stainless steel. Mater. Sci. Eng. A 2015, 642, 71–83. [Google Scholar] [CrossRef]
- Rémy, L.; Pineau, A.; Thomas, B. Temperature dependence of stacking fault energy in close-packed metals and alloys. Mater. Sci. Eng. 1978, 36, 47–63. [Google Scholar] [CrossRef]
- Asghari, A.; Zarei-Hanzaki, A.; Eskandari, M. Temperature dependence of plastic deformation mechanisms in a modified transformation-twinning induced plasticity steel. Mater. Sci. Eng. A 2013, 579, 150–156. [Google Scholar] [CrossRef]
- Doherty, R.; Hughes, D.; Humphreys, F.; Jonas, J.; Jensen, D.J.; Kassner, M.; King, W.; McNelley, T.; McQueen, H.; Rollett, A. Current issues in recrystallization: A review. Mater. Sci. Eng. A 1997, 238, 219–274. [Google Scholar] [CrossRef] [Green Version]
- Pinto, H.C. Effect of Temperature and Environment on the Deformation Mechanisms of Austenitic Steels during Cryogenic Wear. Doctoral Thesis, Technical University of Berlin, Berlin, Germany, 2005. [Google Scholar]
- Cottrell, A.H.; Dexter, D.L. Dislocations and Plastic Flow in Crystals. Am. J. Phys. 1954, 22, 242–243. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | C | N | Si | Mn | Cr | Ni | Mo | Fe |
|---|---|---|---|---|---|---|---|---|
| X5CrNi18-8 | 0.03 | 0.07 | 0.40 | 1.65 | 17.91 | 7.98 | 0.23 | Bal. |
| X2CrNiMo17-10-2 | 0.02 | 0.05 | 0.43 | 1.64 | 16.61 | 9.94 | 2.11 | Bal. |
| X3CrNi25-20 | 0.03 | – | – | – | 25.5 | 19.5 | – | Bal. |
| Ni | 0.01 | – | 0.02 | – | – | Bal. | – | 0.05 |
| Ni20Cr | 0.01 | – | 0.01 | – | 16.87 | Bal. | – | 0.05 |
| Alloy | SFP | × 10−6 | a0 (Å) | SFE (mJ/m²) |
|---|---|---|---|---|
| X5CrNi18-8 | 29.49 ± 0.5 | 29.27 ± 0.42 | 3.603 ± 0.002 | 12.70 ± 0.9 |
| X2CrNiMo17-10-2 | 18.20 ± 0.28 | 30.19 ± 0.29 | 3.606 ± 0.002 | 23.10 ± 1.9 |
| X3CrNi25-20 | 13.40 ± 0.40 | 30.74 ± 0.57 | 3.601 ± 0.001 | 29.40 ± 1.1 |
| Ni | 6.71 ± 0.14 | 7.42 ± 0.71 | 3.528 ± 0.007 | 168.3 ± 0.7 |
| Ni20Cr | 59.40 ± 0.06 | 27.69 ± 0.25 | 3.544 ± 0.002 | 71.4 ± 0.9 |
| T (°C) | SFP | × 10−6 | a0 (Å) | SFE (mJ/m²) |
|---|---|---|---|---|
| 30a | 29.15 ± 0.029 | 29.29 ± 0.25 | 3.591 ± 0.007 | 12.9 ± 0.8 |
| 30b | 29.16 ± 0.029 | 29.72 ± 0.25 | 3.601 ± 0.007 | 13.1 ± 0.8 |
| 50 | 23.50 ± 0.029 | 28.60 ± 0.25 | 3.602 ± 0.007 | 15.6 ± 0.8 |
| 100 | 12.99 ± 0.029 | 27.81 ± 0.25 | 3.604 ± 0.007 | 27.5 ± 0.8 |
| 200 | 9.17 ± 0.029 | 27.71 ± 0.25 | 3.608 ± 0.007 | 38.2 ± 0.8 |
| 300 | 5.22 ± 0.029 | 24.51 ± 0.25 | 3.612 ± 0.007 | 60.6 ± 0.8 |
| 30c | 29.09 ± 0.029 | 29.41 ± 0.25 | 3.592 ± 0.007 | 12.9 ± 0.8 |
| T (°C) | SFP | × 10−6 | a0 (Å) | SFE (mJ/m²) |
|---|---|---|---|---|
| 30a | 13.01 ± 0.31 | 30.03 ± 0.39 | 3.601 ± 0.002 | 29.5 ± 1.0 |
| 30b | 13.15 ± 0.31 | 30.69 ± 0.39 | 3.602 ± 0.002 | 30.2 ± 1.0 |
| 50 | 11.60 ± 0.31 | 29.70 ± 0.39 | 3.603 ± 0.002 | 33.0 ± 1.0 |
| 100 | 9.24 ± 0.31 | 28.30 ± 0.39 | 3.606 ± 0.002 | 39.4 ± 1.0 |
| 200 | 7.30 ± 0.31 | 27.77 ± 0.39 | 3.609 ± 0.002 | 49.0 ± 1.0 |
| 300 | 5.52 ± 0.31 | 26.11 ± 0.39 | 3.611 ± 0.002 | 61.0 ± 1.0 |
| 30c | 13.00 ± 0.31 | 30.25 ± 0.39 | 3.602 ± 0.002 | 29.8 ± 1.0 |
| T (°C) | SFP | × 10−6 | a0 (Å) | SFE (mJ/m²) |
|---|---|---|---|---|
| 30a | 6.68 ± 0.13 | 7.45 ± 0.25 | 3.519 ± 0.004 | 169.5 ± 0.2 |
| 30b | 6.70 ± 0.13 | 7.46 ± 0.25 | 3.522 ± 0.004 | 169.4 ± 0.2 |
| 50 | 6.49 ± 0.13 | 7.48 ± 0.25 | 3.524 ± 0.004 | 175.2 ± 0.2 |
| 100 | 6.03 ± 0.13 | 7.47 ± 0.25 | 3.529 ± 0.004 | 188.9 ± 0.2 |
| 200 | 5.60 ± 0.13 | 7.34 ± 0.25 | 3.535 ± 0.004 | 200.3 ± 0.2 |
| 300 | 4.23 ± 0.13 | 5.74 ± 0.25 | 3.539 ± 0.004 | 207.2 ± 0.2 |
| 30c | 6.73 ± 0.13 | 7.51 ± 0.25 | 3.521 ± 0.004 | 170.0 ± 0.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Berger, A.; Walter, M.; Benito, S.M.; Weber, S. Hot Wear of Single Phase fcc Materials—Influence of Temperature, Alloy Composition and Stacking Fault Energy. Metals 2021, 11, 2062. https://doi.org/10.3390/met11122062
Berger A, Walter M, Benito SM, Weber S. Hot Wear of Single Phase fcc Materials—Influence of Temperature, Alloy Composition and Stacking Fault Energy. Metals. 2021; 11(12):2062. https://doi.org/10.3390/met11122062
Chicago/Turabian StyleBerger, Aaron, Maximilian Walter, Santiago Manuel Benito, and Sebastian Weber. 2021. "Hot Wear of Single Phase fcc Materials—Influence of Temperature, Alloy Composition and Stacking Fault Energy" Metals 11, no. 12: 2062. https://doi.org/10.3390/met11122062
APA StyleBerger, A., Walter, M., Benito, S. M., & Weber, S. (2021). Hot Wear of Single Phase fcc Materials—Influence of Temperature, Alloy Composition and Stacking Fault Energy. Metals, 11(12), 2062. https://doi.org/10.3390/met11122062