
Effect of Ta and W Additions on Microstructure and Mechanical Properties of Tilt-Cast Ti-45Al-5Nb-2C Alloy


Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Chemical Composition
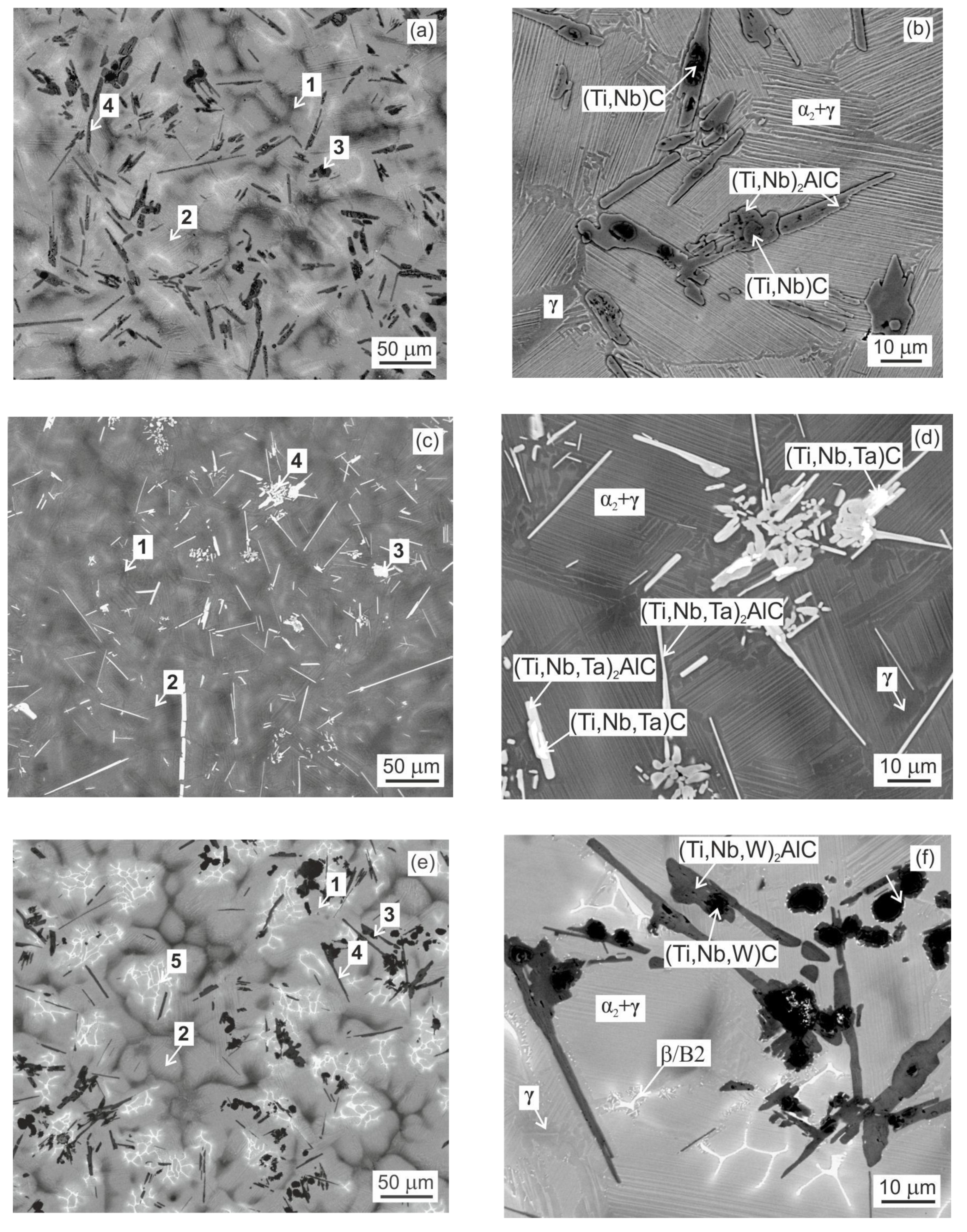
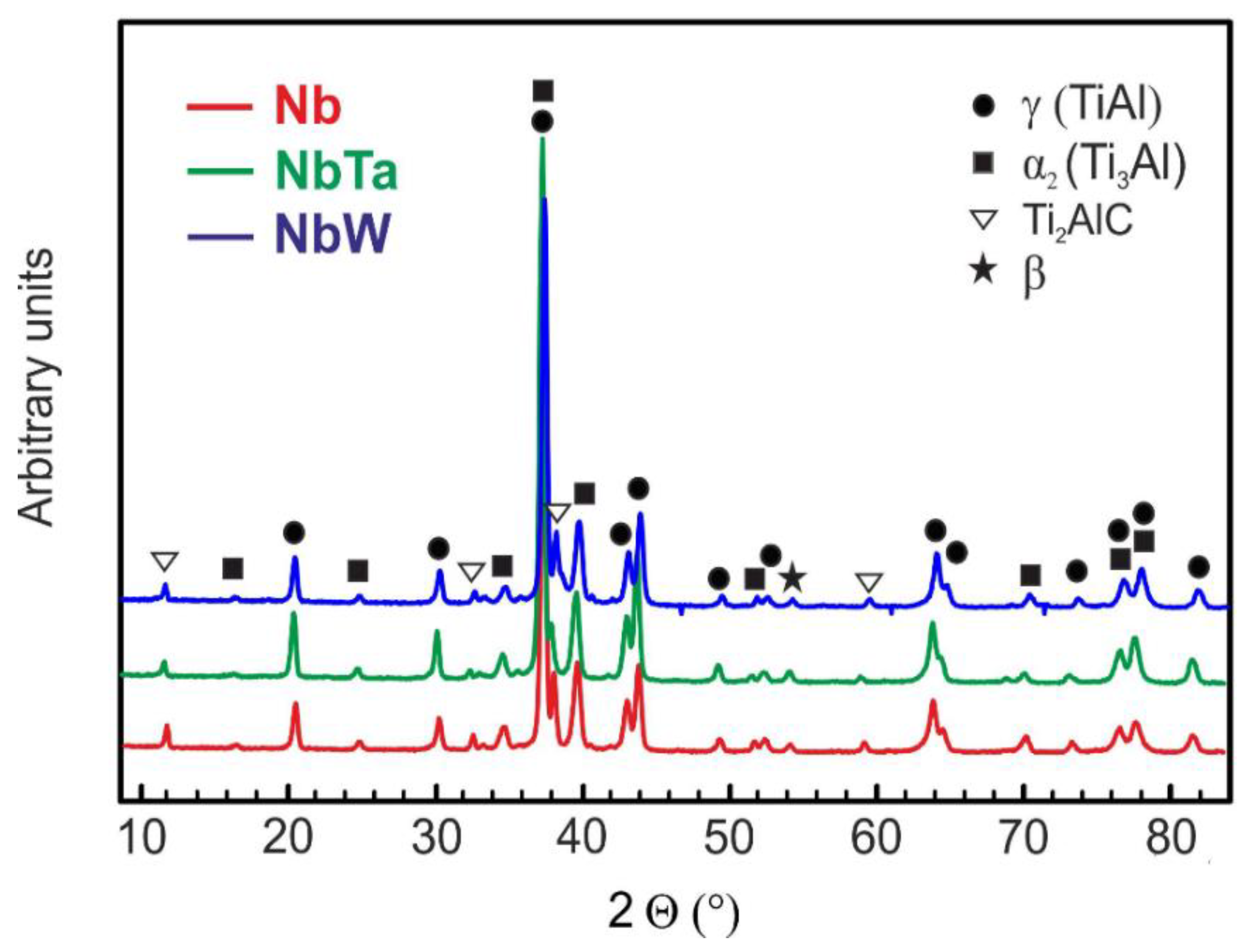
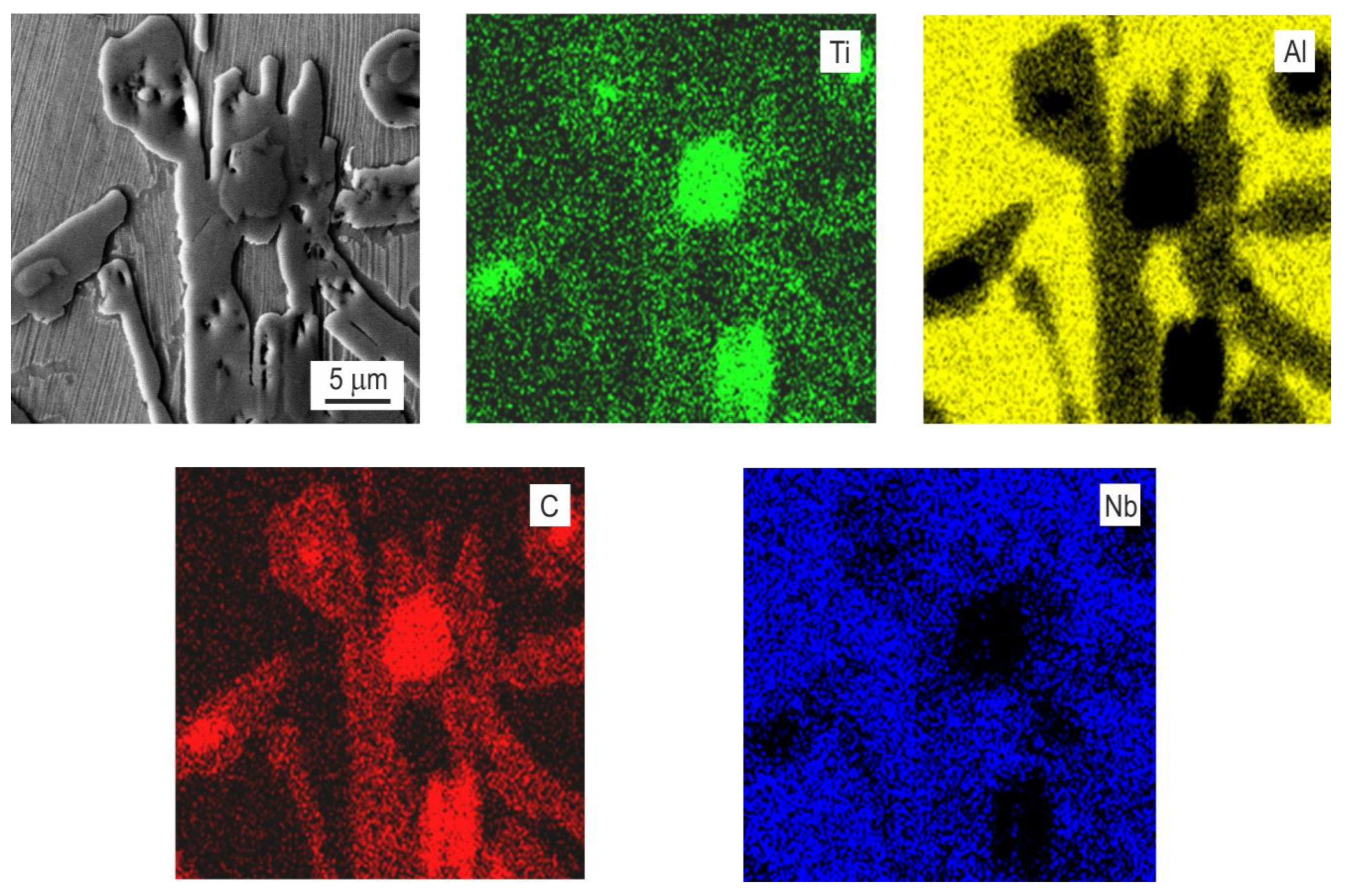
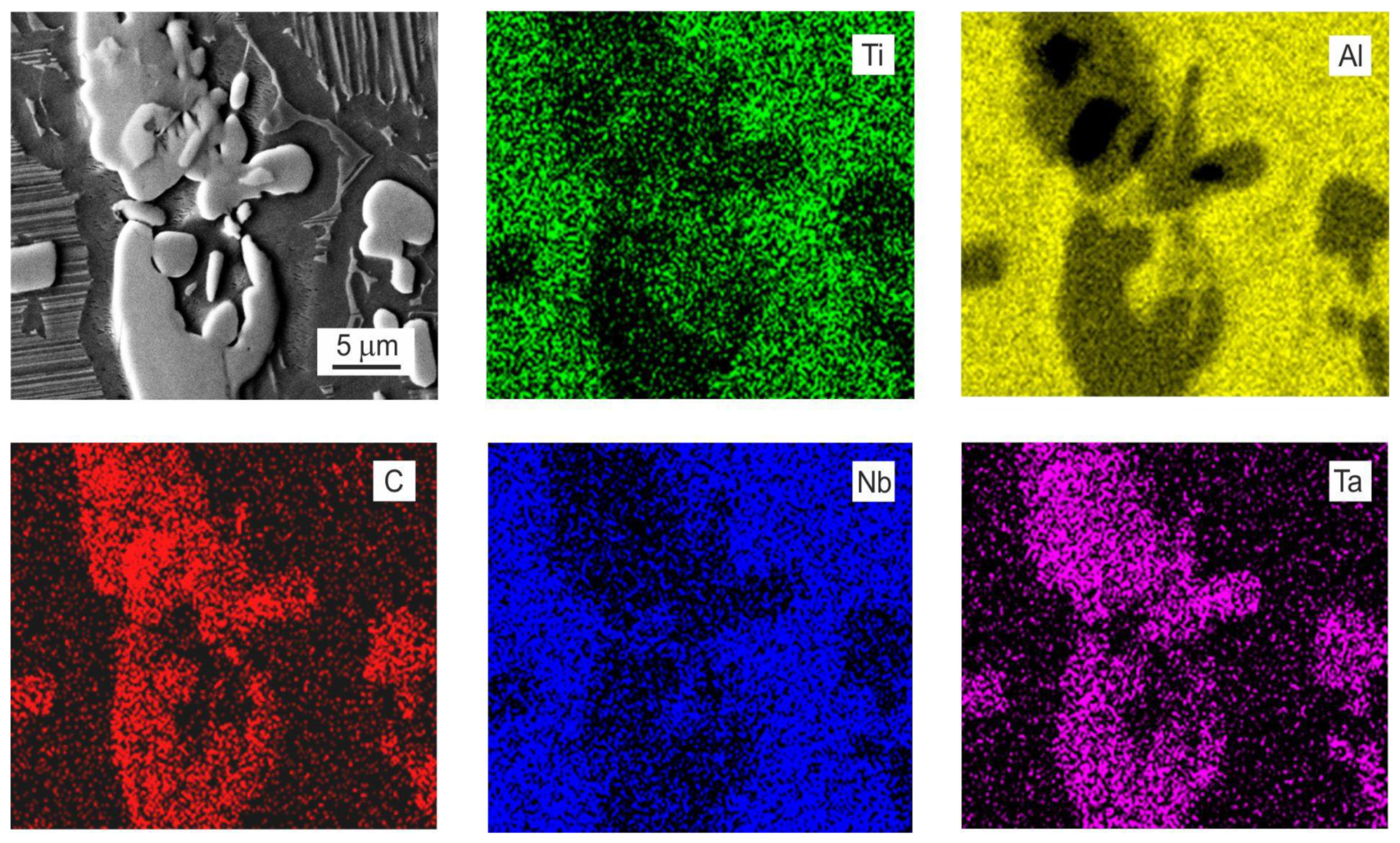
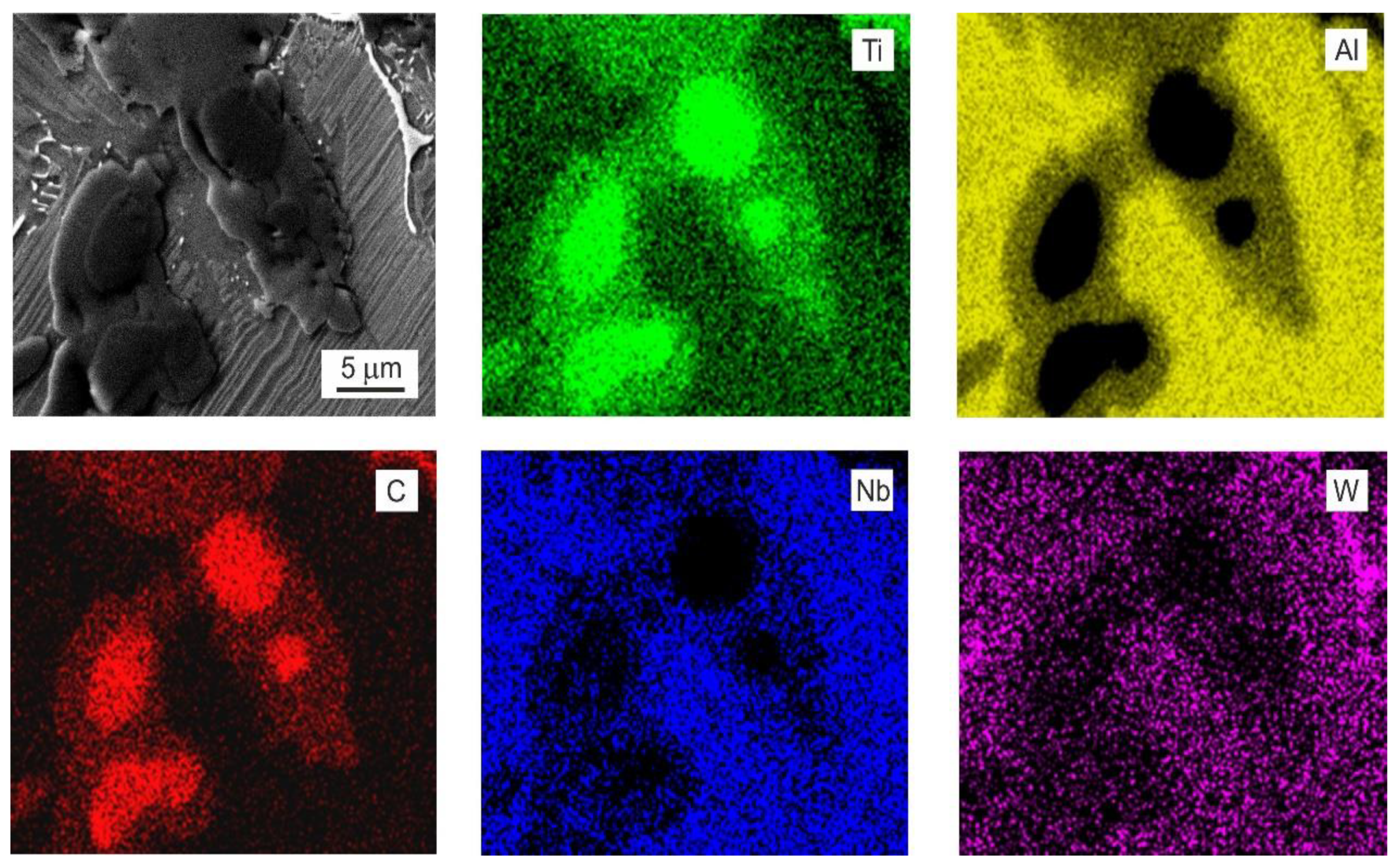
3.2. Microstructure and Phase Analysis
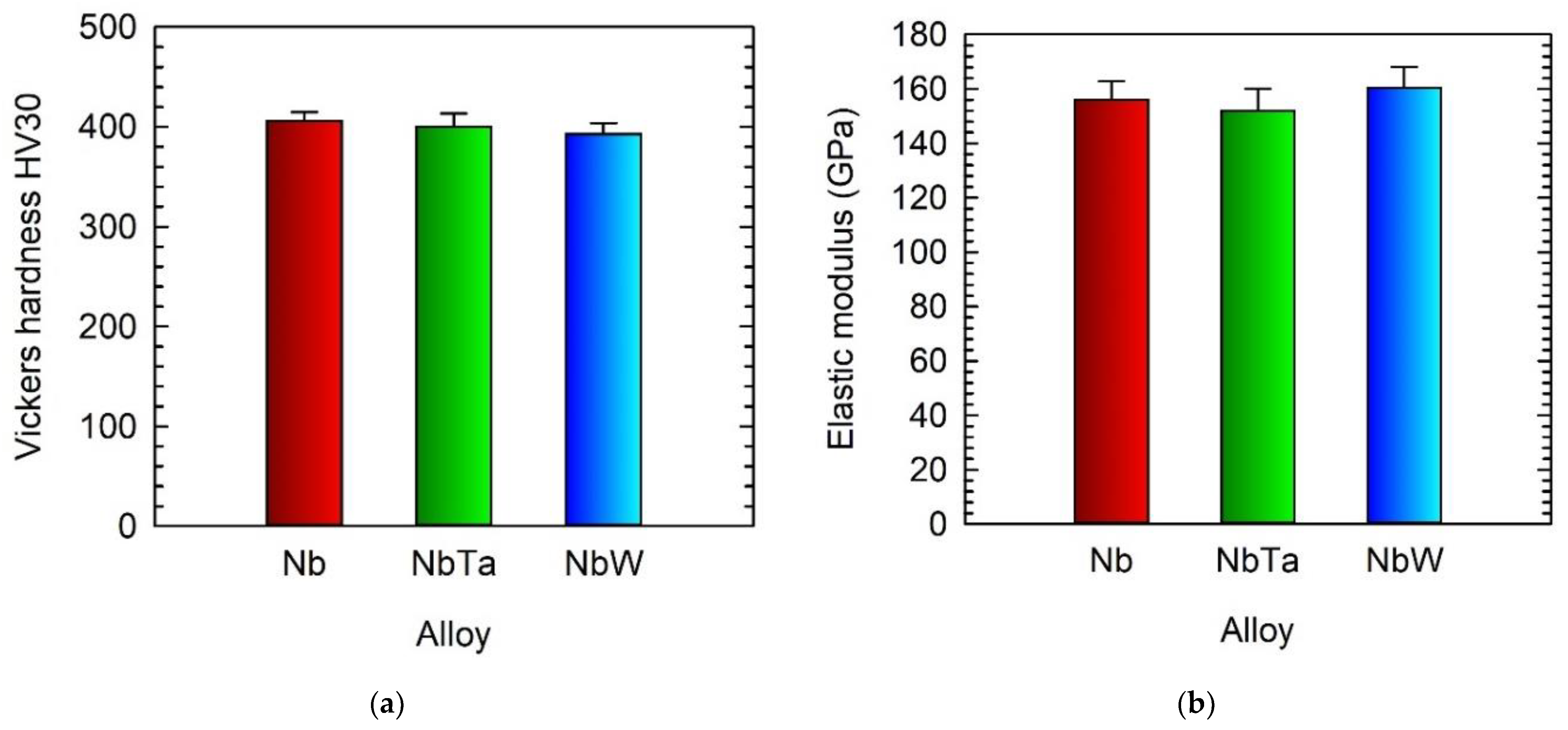
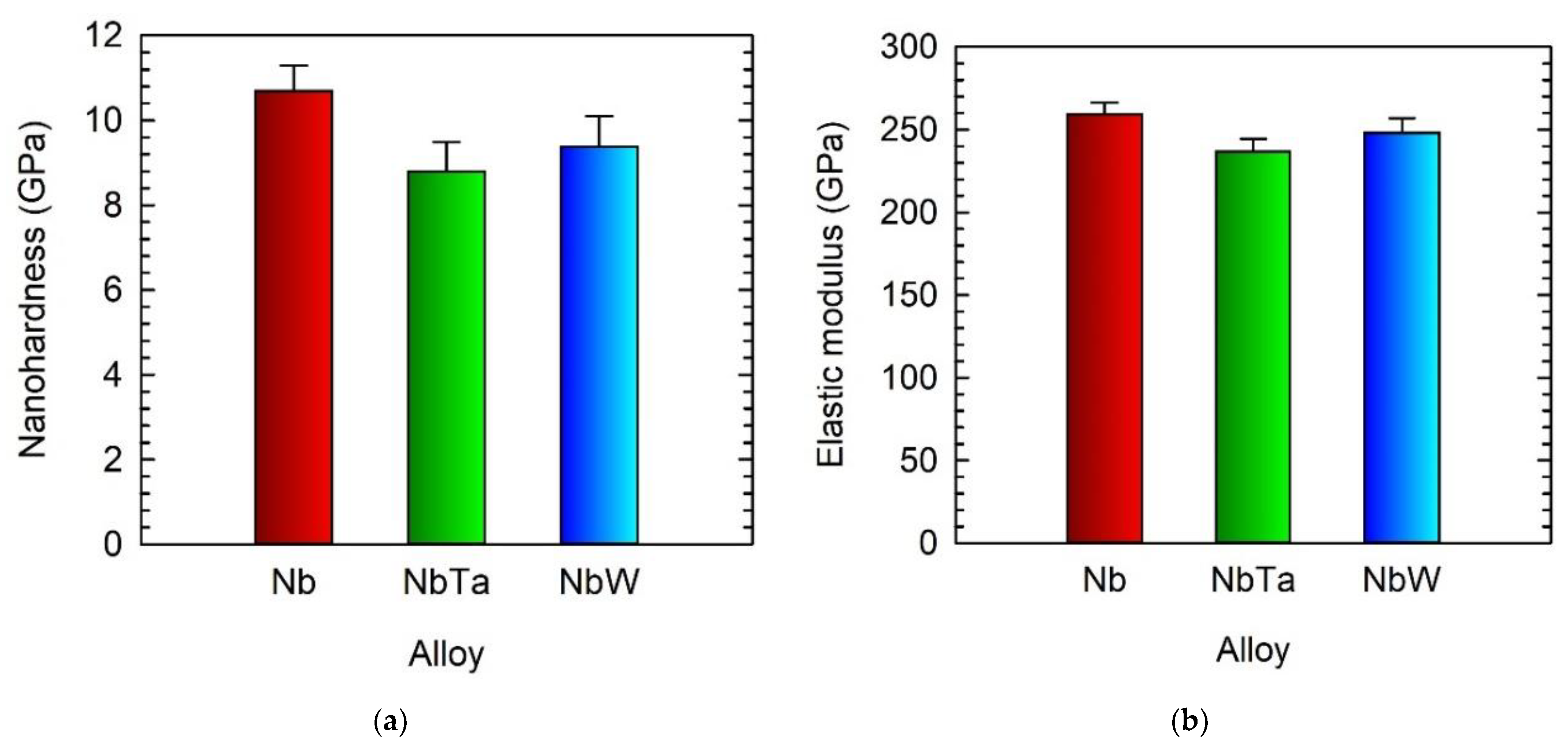
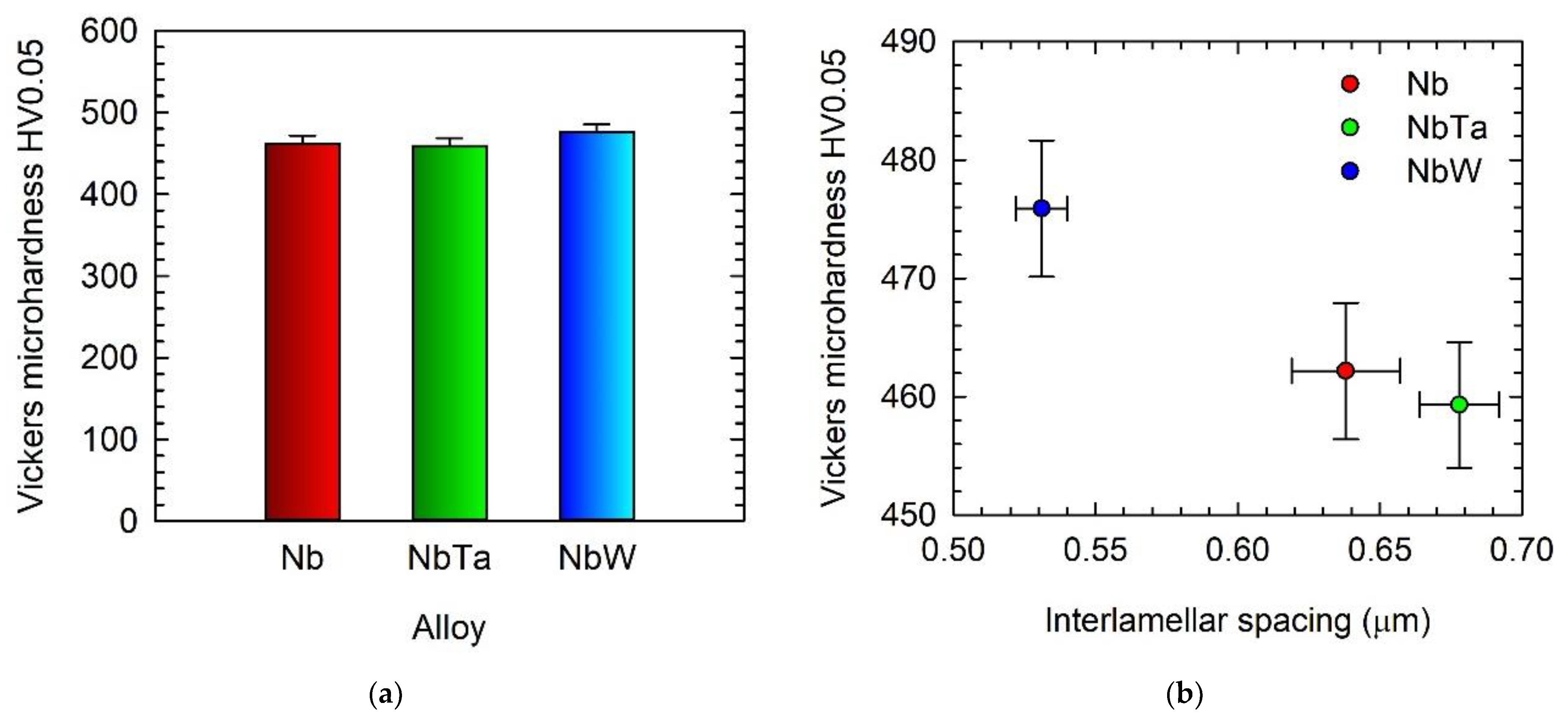
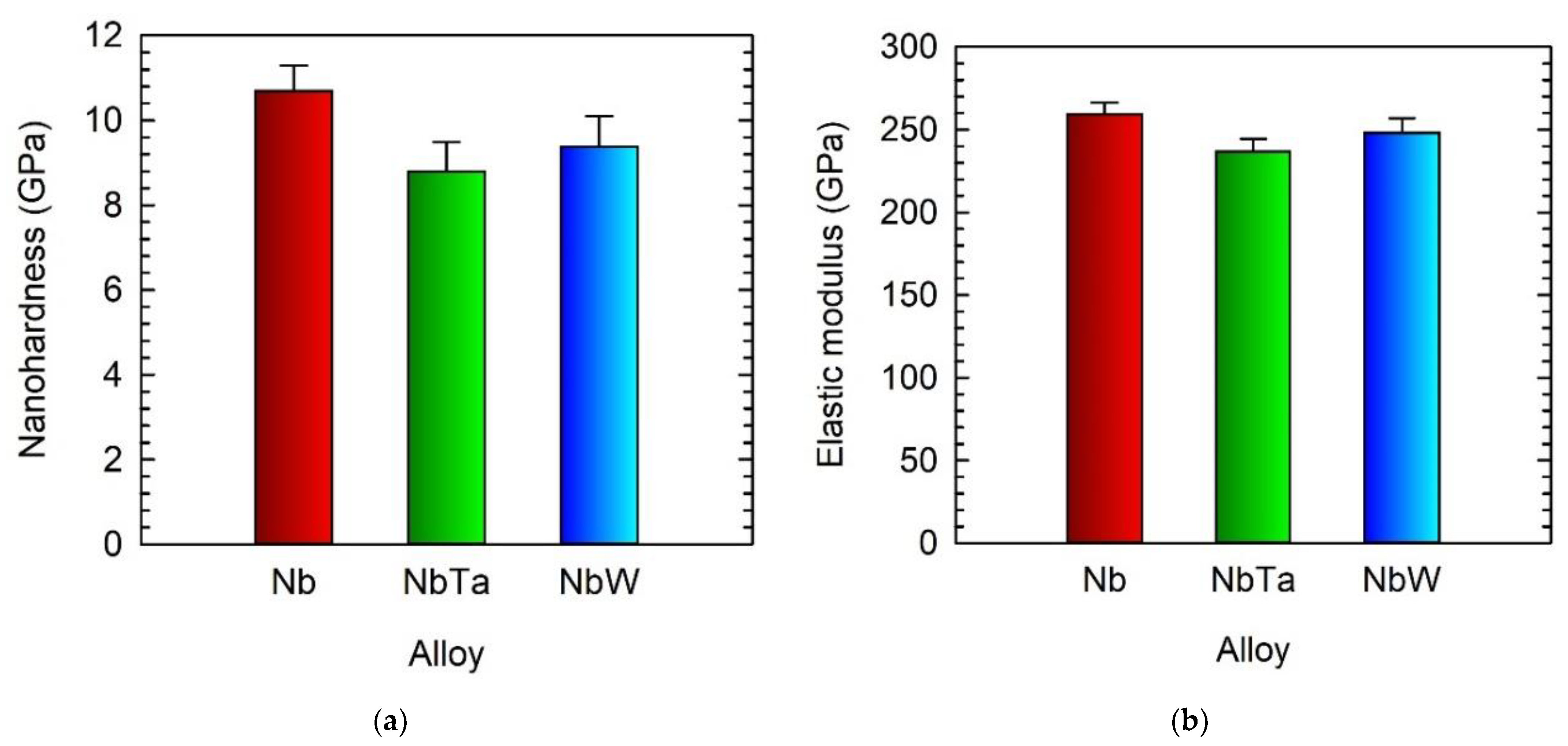
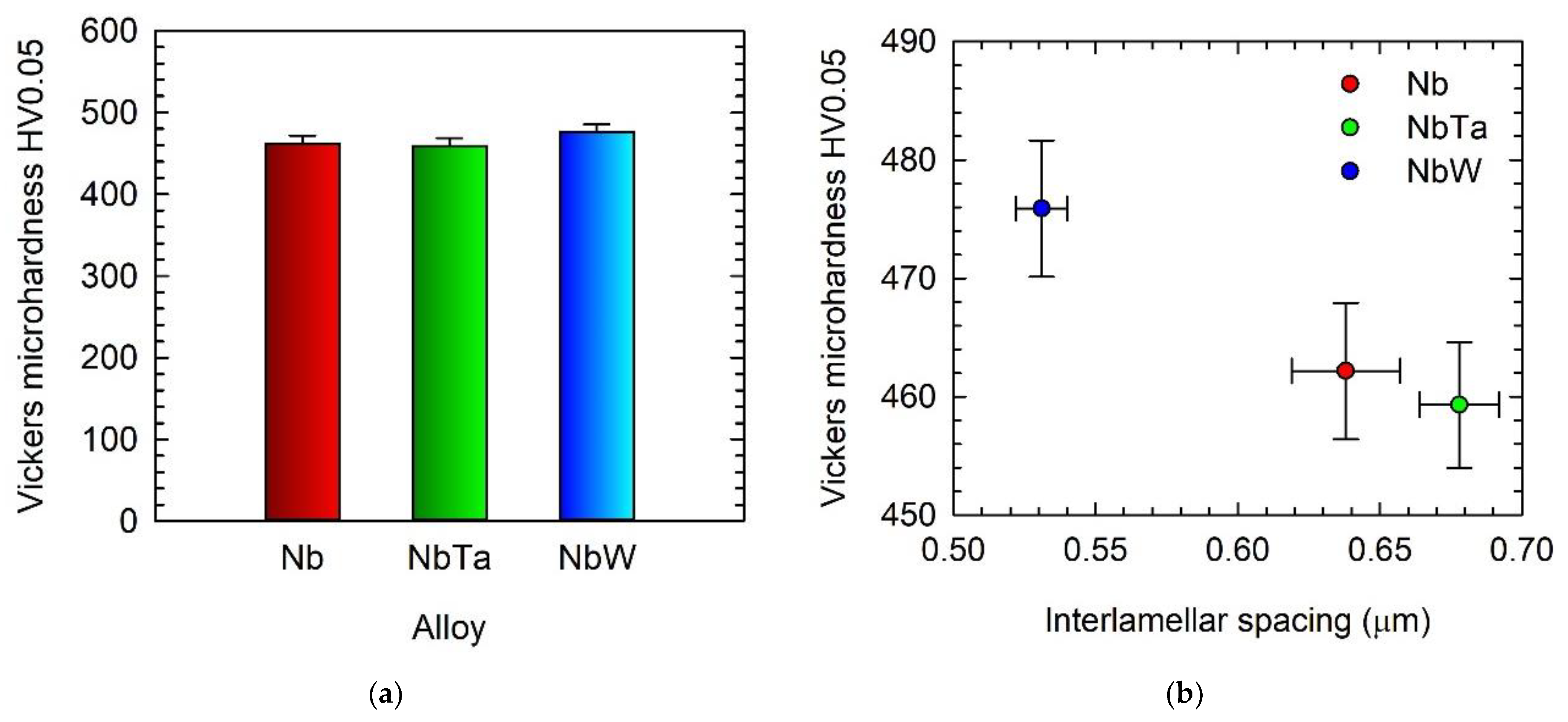
3.3. Nanohardness, Microhardness, and Hardness
4. Discussion
4.1. VIM in Graphite Crucibles and Casting into Graphite Moulds
4.2. Microstructure Formation
4.3. Mechanical Properties
5. Conclusions
- The VIM in graphite crucibles followed by tilt casting into graphite moulds leads to the reproducible chemical compositions of the tilt-cast alloys designated as Nb, NbTa, and NbW that correspond well to the nominal ones.
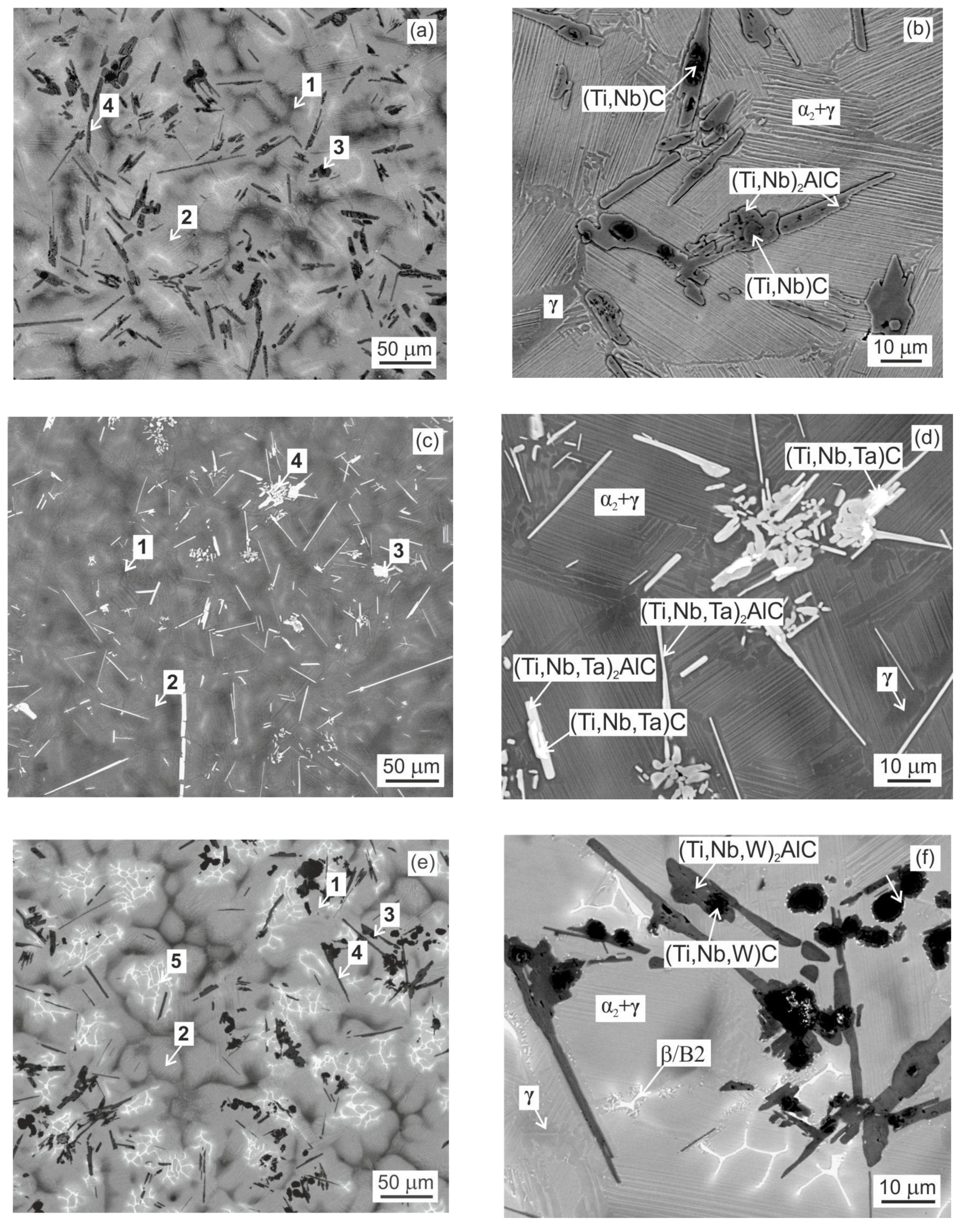
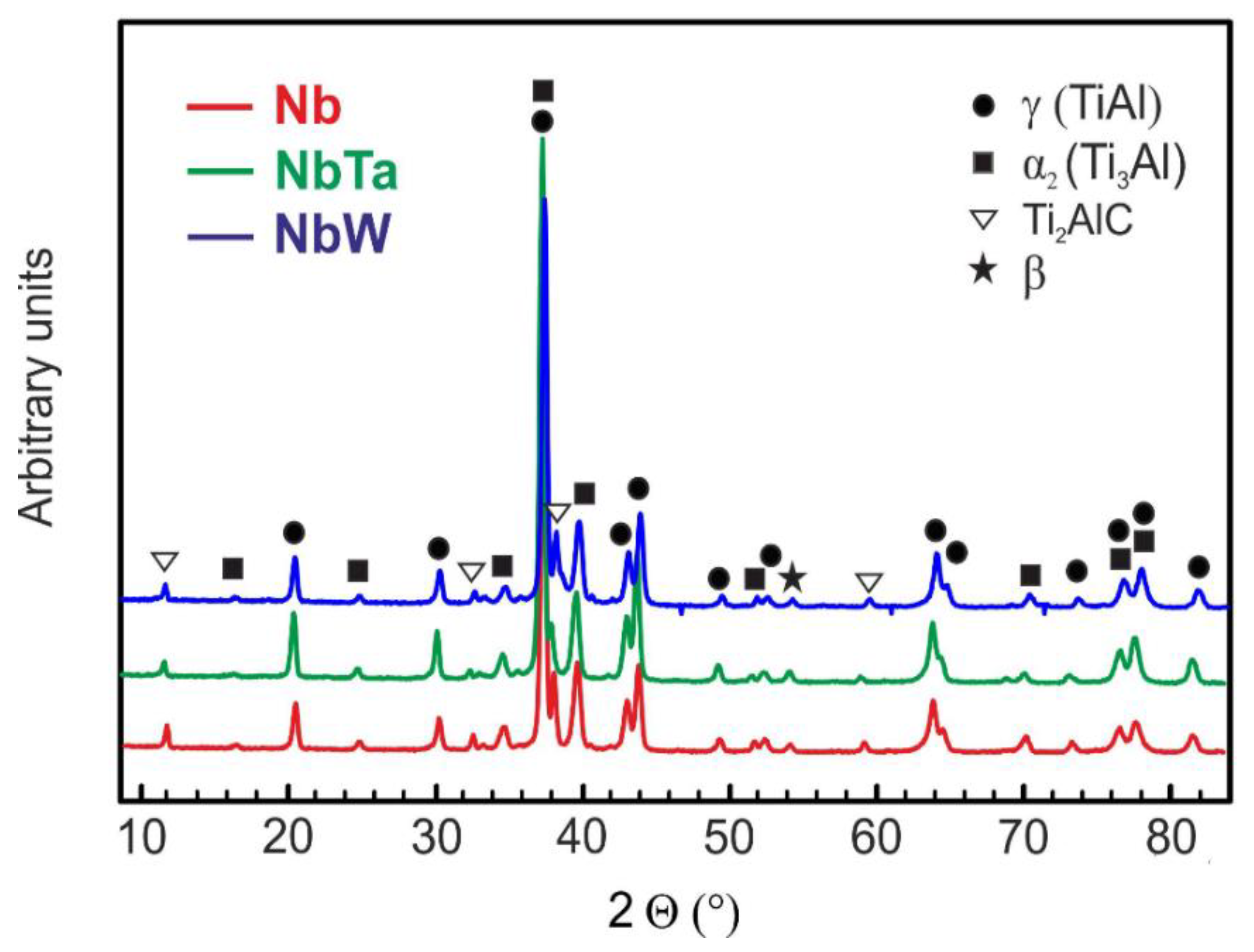
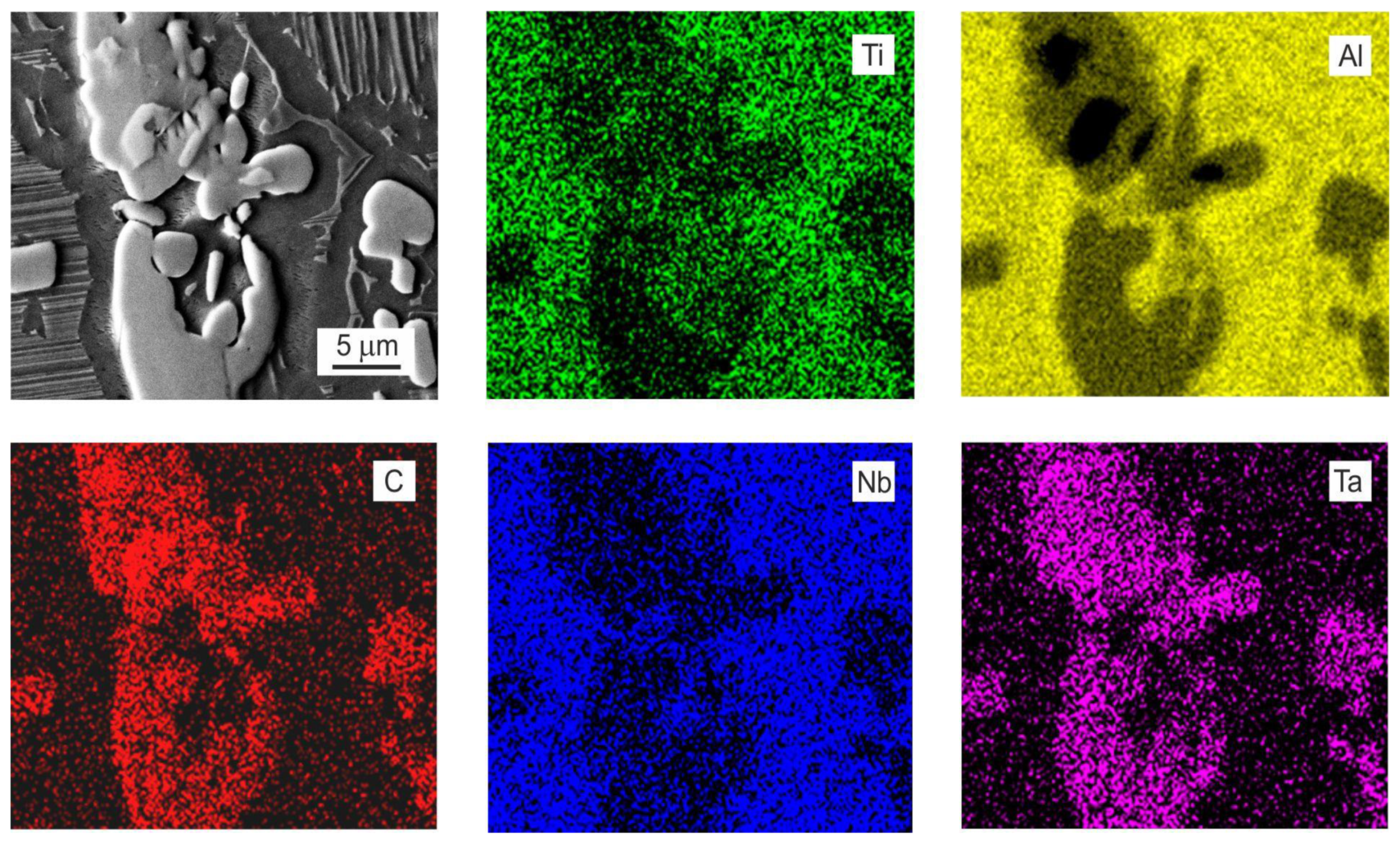
- The microstructures of the tilt-cast alloys consist of primary plate-like and irregularly shaped (Ti,Nb,X)2AlC particles, where X is Ta or W, that are relatively uniformly distributed in the intermetallic matrices composed of α2, γ, and β/B2 phases. A small amount of (Ti,Nb,X)C phase is identified in the cores of some coarse irregularly shaped particles.
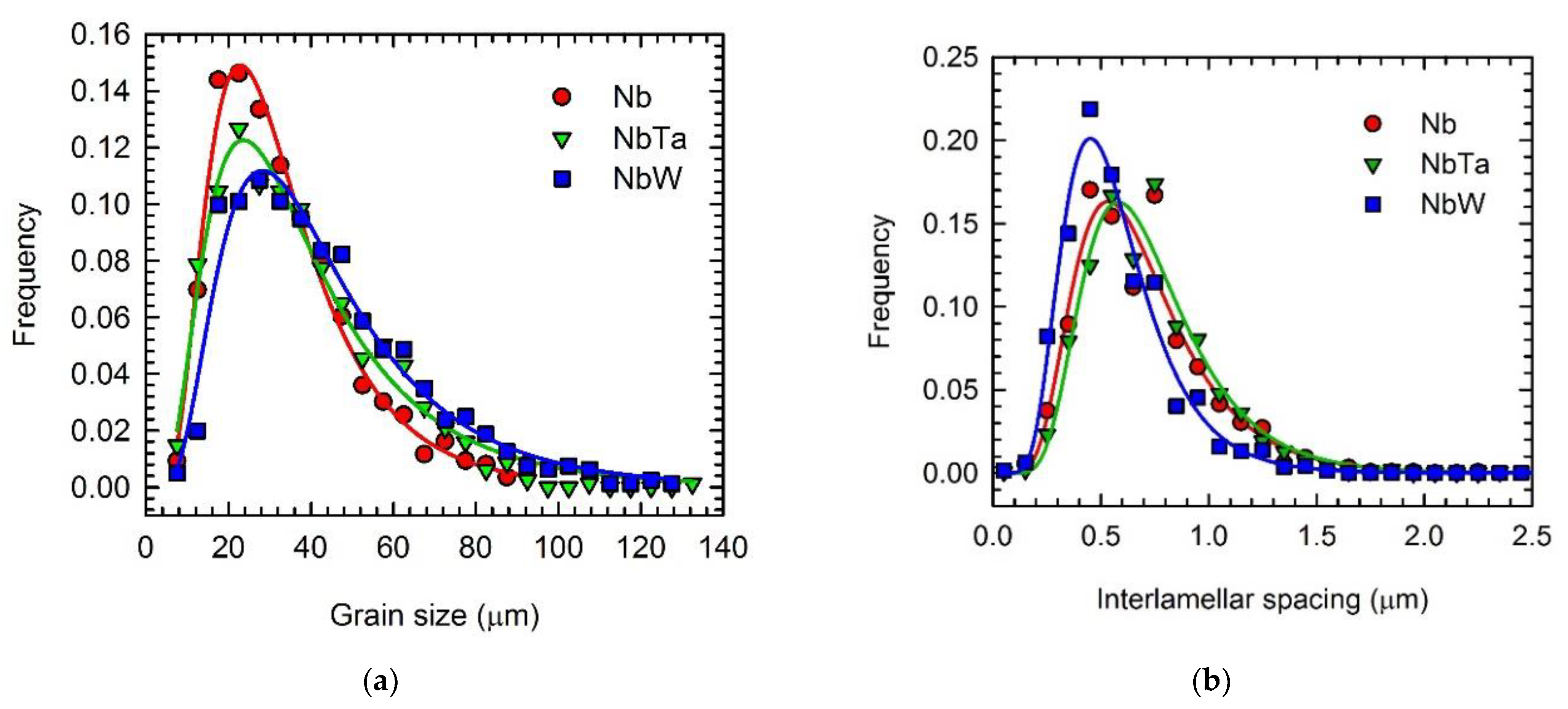
- The carbide particles serve as the nucleation sites for β dendrites during solidification and contribute effectively to the grain refinement of the studied tilt-cast Nb, NbTa, and NbW alloys. The alloying with W refines the lamellar α2 + γ microstructure and leads to the preservation of an untransformed irregularly shaped network of the β/B2 phase during solid-state phase transformations.
- The alloying with Ta and W has no significant effect on Vickers hardness and indentation elastic modulus of the studied Nb, NbTa, and NbW alloys. The measured nanohardness and indentation modulus of the reinforcing (Ti,Nb,Ta)2AlC particles in the Ta containing NbTa alloy are significantly lower compared to those of (Ti,Nb)2AlC or (Ti,Nb,W)2AlC phases of the Nb and NbW alloys, respectively. The Vickers microhardness of lamellar α2 + γ regions measured in the NbW alloy is significantly higher than that of the Nb and NbTa alloys.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Appel, F.; Paul, J.D.H.; Oehring, M. Gamma Titanium Aluminide Alloys: Science and Technology; Wiley-VCH Verlag & Co. KGaA: Weinheim, Germany, 2011. [Google Scholar]
- Clemens, H.; Mayer, S. Intermetallic titanium aluminides in aerospace applications—Processing, microstructure and properties. Mater. High Temp. 2016, 33, 560–570. [Google Scholar] [CrossRef]
- Kim, Y.W.; Kim, S.L. Advances in Gammalloy Materials–Processes–Application Technology: Successes, Dilemmas, and Future. Jom 2018, 70, 553–560. [Google Scholar] [CrossRef] [Green Version]
- Rios, O.; Goyel, S.; Kesler, M.S.; Cupid, D.M.; Seifert, H.J.; Ebrahimi, F. An evaluation of high-temperature phase stability in the Ti-Al-Nb system. Scr. Mater. 2009, 60, 156–159. [Google Scholar] [CrossRef]
- Appel, F.; Clemens, H.; Fischer, F.D. Modeling concepts for intermetallic titanium aluminides. Prog. Mater. Sci. 2016, 81, 55–124. [Google Scholar] [CrossRef]
- Bresler, J.; Neumeier, S.; Ziener, M.; Pyczak, F.; Göken, M. The influence of niobium, tantalum and zirconium on the microstructure and creep strength of fully lamellar γ/α2 titanium aluminides. Mater. Sci. Eng. A 2019, 744, 46–53. [Google Scholar] [CrossRef]
- Liu, Z.C.; Lin, J.P.; Li, S.J.; Chen, G.L. Effects of Nb and Al on the microstructures and mechanical properties of high Nb containing TiAl base alloys. Intermetallics 2002, 10, 653–659. [Google Scholar] [CrossRef]
- Ding, X.F.; Lin, J.P.; Zhang, L.Q.; Su, Y.Q.; Chen, G.L. Microstructural control of TiAl-Nb alloys by directional solidification. Acta Mater. 2012, 60, 498–506. [Google Scholar] [CrossRef]
- Lin, J.P.; Xu, X.J.; Wang, Y.L.; He, S.F.; Zhang, Y.; Song, X.P.; Chen, G.L. High temperature deformation behaviors of a high Nb containing TiAl alloy. Intermetallics 2007, 15, 668–674. [Google Scholar] [CrossRef]
- Ding, X.; Zhang, L.; He, J.; Zhang, F.; Feng, X.; Nan, H.; Lin, J.; Kim, Y.W. As-cast microstructure characteristics dependent on solidification mode in TiAl-Nb alloys. J. Alloys Compd. 2019, 809, 151862. [Google Scholar] [CrossRef]
- Liu, X.; Lin, Q.; Zhang, W.; Van Horne, C.; Cha, L. Microstructure design and its effect on mechanical properties in gamma titanium aluminides. Metals 2021, 11, 1644. [Google Scholar] [CrossRef]
- Jiang, H.; Zhang, K.; Hao, X.J.; Saage, H.; Wain, N.; Hu, D.; Loretto, M.H.; Wu, X. Nucleation of massive gamma during air cooling of Ti46Al8Ta. Intermetallics 2010, 18, 938–944. [Google Scholar] [CrossRef]
- Lapin, J.; Marek, K. Effect of continuous cooling on solid phase transformations in TiAl-based alloy during Jominy end-quench test. J. Alloys Compd. 2018, 735, 338–348. [Google Scholar] [CrossRef]
- Zhang, K.; Hu, R.; Lei, T.; Yang, J. Refinement of massive γ phase with enhanced properties in a Ta containing γ-TiAl-based alloys. Scr. Mater. 2019, 172, 113–118. [Google Scholar] [CrossRef]
- Zhang, K.; Hu, R.; Wang, X.; Yang, J. Precipitation of two kinds of γ laths in massive γ coexisting with γ lamellae in as-cast Ta-containing TiAl-Nb alloys. Mater. Lett. 2016, 185, 480–483. [Google Scholar] [CrossRef]
- Vojtěch, D.; Popela, T.; Kubásek, J.; Maixner, J.; Novák, P. Comparison of Nb- and Ta-effectiveness for improvement of the cyclic oxidation resistance of TiAl-based intermetallics. Intermetallics 2011, 19, 493–501. [Google Scholar] [CrossRef]
- Vojtěch, D.; Popela, T.; Hamáček, J.; Kützendörfer, J. The influence of tantalum on the high temperature characteristics of lamellar gamma+alpha 2 titanium aluminide. Mater. Sci. Eng. A 2011, 528, 8557–8564. [Google Scholar] [CrossRef]
- Lapin, J.; Pelachová, T.; Dománková, M. Long-term creep behaviour of cast TiAl-Ta alloy. Intermetallics 2018, 95, 24–32. [Google Scholar] [CrossRef]
- Lapin, J.; Pelachová, T.; Witusiewicz, V.T.; Dobročka, E. Effect of long-term ageing on microstructure stability and lattice parameters of coexisting phases in intermetallic Ti-46Al-8Ta alloy. Intermetallics 2011, 19, 121–124. [Google Scholar] [CrossRef]
- Beddoes, J.; Seo, D.Y.; Saari, H. Long term creep of TiAl + W + Si with polycrystalline and columnar grain structures. Scr. Mater. 2005, 52, 745–750. [Google Scholar] [CrossRef]
- Seo, D.Y.; Beddoes, J.; Zhao, L. Primary creep behavior of Ti-48Al-2W as a function of stress and lamellar morphology. Metall. Mater. Trans. A 2003, 34 A, 2177–2190. [Google Scholar] [CrossRef]
- Beddoes, J.; Seo, D.Y.; Chen, W.R.; Zhao, L. Relationship between tensile and primary creep properties of near γ-TiAl intermetallics. Intermetallics 2001, 9, 915–922. [Google Scholar] [CrossRef]
- Couret, A.; Monchoux, J.; Caillard, D. On the high creep strength of the W containing IRIS-TiAl alloy at 850 °C. Acta Mater. 2019, 181, 331–341. [Google Scholar] [CrossRef] [Green Version]
- Lapin, J.; Nazmy, M. Microstructure and creep properties of a cast intermetallic Ti–46Al–2W–0.5Si alloy for gas turbine applications. Mater. Sci. Eng. A 2004, 380, 298–307. [Google Scholar] [CrossRef]
- Lapin, J. Comparative study of creep of cast Ti-46Al-2W-0.5Si and Ti-45Al-2W-0.6Si-0.7B alloys. Kov. Mater. 2006, 44, 57–64. [Google Scholar]
- Lapin, J. Creep behaviour of a cast TiAl-based alloy for industrial applications. Intermetallics 2006, 14, 115–122. [Google Scholar] [CrossRef]
- Muñoz-Morris, M.A.; Gil, I.; Morris, D.G. Microstructural stability of γ-based TiAl intermetallics containing β phase. Intermetallics 2005, 13, 929–936. [Google Scholar] [CrossRef]
- Muñoz-Morris, M.A.; Fernández, I.G.; Morris, D.G. Softening produced by the microstructural instability of the intermetallic alloy Ti-46.5Al-2W-0.5Si. Scr. Mater. 2002, 46, 617–622. [Google Scholar] [CrossRef]
- Schwaighofer, E.; Rashkova, B.; Clemens, H.; Stark, A.; Mayer, S. Effect of carbon addition on solidification behavior, phase evolution and creep properties of an intermetallic β-stabilized γ-TiAl based alloy. Intermetallics 2014, 46, 173–184. [Google Scholar] [CrossRef] [Green Version]
- Song, L.; Hu, X.; Wang, L.; Stark, A.; Lazurenko, D.; Lorenz, U.; Lin, J.; Pyczak, F.; Zhang, T. Microstructure evolution and enhanced creep property of a high Nb containing TiAl alloy with carbon addition. J. Alloys Compd. 2019, 807, 151649. [Google Scholar] [CrossRef]
- Wang, L.; Oehring, M.; Lorenz, U.; Stark, A.; Pyczak, F. New insights into perovskite-Ti3AlC precipitate splitting in a Ti-45Al-5Nb-0.75C alloy by transmission electron microscopy. Intermetallics 2018, 100, 70–76. [Google Scholar] [CrossRef] [Green Version]
- Gabrisch, H.; Stark, A.; Schimansky, F.P.; Wang, L.; Schell, N.; Lorenz, U.; Pyczak, F. Investigation of carbides in Ti-45Al-5Nb-xC alloys (0 ≤ x ≤ 1) by transmission electron microscopy and high energy-XRD. Intermetallics 2013, 33, 44–53. [Google Scholar] [CrossRef] [Green Version]
- Tian, W.H.; Nemoto, M. Effect of carbon addition on the microstructures and mechanical properties of γ-TiAl alloys. Intermetallics 1997, 5, 237–244. [Google Scholar] [CrossRef]
- Wang, L.; Zenk, C.; Stark, A.; Felfer, P.; Gabrisch, H.; Göken, M.; Lorenz, U.; Pyczak, F. Morphology evolution of Ti3AlC carbide precipitates in high Nb containing TiAl alloys. Acta Mater. 2017, 137, 36–44. [Google Scholar] [CrossRef]
- Wang, L.; Gabrisch, H.; Lorenz, U.; Schimansky, F.P.; Schreyer, A.; Stark, A.; Pyczak, F. Nucleation and thermal stability of carbide precipitates in high Nb containing TiAl alloys. Intermetallics 2015, 66, 111–119. [Google Scholar] [CrossRef]
- Klimová, A.; Lapin, J. The effect of heat treatment on microstructure and hardness of in-situ Ti-38Al-7.5Nb-5C-0.9Mo composite. Kov. Mater. 2020, 58, 433–443. [Google Scholar] [CrossRef]
- Klimová, A.; Lapin, J. Effect of Al content on microstructure of Ti-Al-Nb-C-Mo composites reinforced with carbide particles. Kov. Mater. 2019, 57, 377–387. [Google Scholar] [CrossRef] [Green Version]
- Klimová, A.; Lapin, J. Effects of C and N additions on primary MAX phase particles in intermetallic Ti-Al-Nb-Mo matrix in-situ composites prepared by vacuum induction melting. Kov. Mater. 2019, 57, 151–157. [Google Scholar] [CrossRef] [Green Version]
- Lapin, J.; Štamborská, M.; Pelachová, T.; Bajana, O. Fracture behaviour of cast in-situ TiAl matrix composite reinforced with carbide particles. Mater. Sci. Eng. A 2018, 721, 1–7. [Google Scholar] [CrossRef]
- Chen, R.; Fang, H.; Chen, X.; Su, Y.; Ding, H.; Guo, J.; Fu, H. Formation of TiC/Ti2AlC and α2 +γ in in-situ TiAl composites with different solidification paths. Intermetallics 2017, 81, 9–15. [Google Scholar] [CrossRef]
- Lapin, J.; Klimová, A.; Gabalcová, Z.; Pelachová, T.; Bajana, O.; Štamborská, M. Microstructure and mechanical properties of cast in-situ TiAl matrix composites reinforced with (Ti,Nb)2AlC particles. Mater. Des. 2017, 133, 404–415. [Google Scholar] [CrossRef]
- Liu, J.; Zhang, F.; Na, H.; Feng, X.; Ding, X. Effect of C addition on as-cast microstructures of high Nb containing TiAl alloys. Metals 2019, 9, 1201. [Google Scholar] [CrossRef] [Green Version]
- Szkliniarz, W.; Szkliniarz, A. Microstructure and properties of TiAl-based alloys melted in graphite crucible. Metals 2021, 11, 669. [Google Scholar] [CrossRef]
- Lapin, J.; Klimová, A. Vacuum induction melting and casting of TiAl-based matrix in-situ composites reinforced by carbide particles using graphite crucibles and moulds. Vacuum 2019, 169, 108930. [Google Scholar] [CrossRef]
- Szkliniarz, W.; Szkliniarz, A. The characteristics of TiAl-based alloys melted in graphite crucibles. Mater. Sci. Technol. 2019, 35, 297–305. [Google Scholar] [CrossRef]
- Kamyshnykova, K.; Lapin, J. Vacuum induction melting and solidification of TiAl-based alloy in graphite crucibles. Vacuum 2018, 154, 218–226. [Google Scholar] [CrossRef]
- Barbosa, J.J.; Ribeiro, C.S. Influence of crucible material on the level of contamination in TiAI using induction melting. Int. J. Cast Met. Res. 2000, 12, 293–301. [Google Scholar] [CrossRef]
- Čegan, T.; Szurman, I.; Kursa, M.; Holešinský, J.; Vontorová, J. Preparation of TiAl-based alloys by induction melting in graphite crucibles. Kov. Mater. 2015, 53, 69–78. [Google Scholar] [CrossRef]
- Lapin, J.; Štamborská, M.; Pelachová, T.; Čegan, T.; Volodarskaja, A. Hot deformation behaviour and microstructure evolution of TiAl-based alloy reinforced with carbide particles. Intermetallics 2020, 127, 106962. [Google Scholar] [CrossRef]
- Lapin, J.; Pelachová, T.; Bajana, O. High temperature deformation behaviour and microstructure of cast in-situ TiAl matrix composite reinforced with carbide particles. J. Alloys Compd. 2019, 797, 754–765. [Google Scholar] [CrossRef]
- Štamborská, M.; Lapin, J.; Bajana, O. Effect of carbon on the room temperature compressive behaviour of Ti-44.5Al-8Nb-0.8Mo-xC alloys prepared by vacuum induction melting. Kov. Mater. 2018, 56, 349–356. [Google Scholar] [CrossRef] [Green Version]
- Fang, H.; Chen, R.; Chen, X.; Yang, Y.; Su, Y.; Ding, H.; Guo, J. Effect of Ta element on microstructure formation and mechanical properties of high-Nb TiAl alloys. Intermetallics 2019, 104, 43–51. [Google Scholar] [CrossRef]
- Zollinger, J.; Lapin, J.; Daloz, D.; Combeau, H. Influence of oxygen on solidification behaviour of cast TiAl-based alloys. Intermetallics 2007, 15, 1343–1350. [Google Scholar] [CrossRef]
- Huang, A.; Loretto, M.H.; Hu, D.; Liu, K.; Wu, X. The role of oxygen content and cooling rate on transformations in TiAl-based alloys. Intermetallics 2006, 14, 838–847. [Google Scholar] [CrossRef]
- Lefebvre, W.; Menand, A.; Loiseau, A. Influence of oxygen on phase transformations in a Ti-48 At. pct Al alloy. Metall. Mater. Trans. A 2003, 34, 2067–2075. [Google Scholar] [CrossRef]
- Wei, Y.; Zhang, Y.; Zhou, H.; Lu, G.; Xu, H. First-principles investigation on shear deformation of a TiAl/Ti3Al interface and effects of oxygen. Intermetallics 2012, 22, 41–46. [Google Scholar] [CrossRef]
- Lapin, J.; Kamyshnykova, K. Processing, microstructure and mechanical properties of in-situ Ti3Al+TiAl matrix composite reinforced with Ti2AlC particles prepared by centrifugal casting. Intermetallics 2018, 98, 34–44. [Google Scholar] [CrossRef]
- Kamyshnykova, K.; Lapin, J. Grain refinement of cast peritectic TiAl-based alloy by solid-state phase transformations. Kov. Mater. 2018, 56, 277–287. [Google Scholar] [CrossRef] [Green Version]
- Lapin, J.; Kamyshnykova, K.; Klimova, A. Comparative study of microstructure and mechanical properties of two TiAl-based alloys reinforced with carbide particles. Molecules 2020, 25, 3423. [Google Scholar] [CrossRef]
- Szkliniarz, W.; Szkliniarz, A. The chemical composition and microstructure of Ti-47Al-2W-0.5Si alloy melted in ceramic crucibles. Solid State Phenom. 2012, 191, 211–220. [Google Scholar] [CrossRef]
- Shatynski, S.R. The thermochemistry of transition metal carbides. Oxid. Met. 1979, 13, 105–118. [Google Scholar] [CrossRef]
- Witusiewicz, V.T.; Hallstedt, B.; Bondar, A.A.; Hecht, U.; Sleptsov, S.V.; Velikanova, T.Y. Thermodynamic description of the Al-C-Ti system. J. Alloys Compd. 2015, 623, 480–496. [Google Scholar] [CrossRef]
- Meng, F.L.; Zhou, Y.C.; Wang, J.Y. Strengthening of Ti2AlC by substituting Ti with V. Scr. Mater. 2005, 53, 1369–1372. [Google Scholar] [CrossRef]
- Liu, P.; Xie, J.; Wang, A.; Ma, D.; Mao, Z. An interatomic potential for accurately describing the atomic-scale deformation behaviors of Ti2AlC crystal. Comput. Mater. Sci. 2020, 182. [Google Scholar] [CrossRef]
- Lapin, J.; Kamyshnykova, K.; Pelachová, T.; Nagy, Š. Effect of carbon addition and cooling rate on lamellar structure of peritectic TiAl-based alloy. Intermetallics 2021, 128, 107007. [Google Scholar] [CrossRef]
- Appel, F.; Wagner, R. Microstructure and deformation of two-phase γ-titanium aluminides. Mater. Sci. Eng. R 1998, 22, 187–268. [Google Scholar] [CrossRef]
- Lapin, J. Effect of lamellar structure on microhardness and yield stress of directionally solidified intermetallic Ti-46Al-2W-0.5Si alloy. J. Mater. Sci. Lett. 2003, 22, 747–749. [Google Scholar] [CrossRef]
- Lapin, J.; Ondrúš, L.; Nazmy, M. Directional solidification of intermetallic Ti-46Al-2W-0.5Si alloy in alumina moulds. Intermetallics 2002, 10, 1019–1031. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Ti | Al | Nb | Ta | W | C | |
|---|---|---|---|---|---|---|---|
| Nb | nominal | 48 | 45 | 5 | - | - | 2 |
| measured | 48.1 ± 0.3 | 44.9 ± 0.3 | 5.0 ± 0.1 | - | - | 2.0 ± 0.1 | |
| NbTa | nominal | 46 | 45 | 5 | 2 | - | 2 |
| measured | 46.2 ± 0.2 | 44.9 ± 0.2 | 5.0 ± 0.1 | 2.0 ± 0.1 | - | 1.9 ± 0.1 | |
| NbW | nominal | 46 | 45 | 5 | - | 2 | 2 |
| measured | 46.0 ± 0.3 | 45.0 ± 0.3 | 5.1 ± 0.1 | - | 2.0 ± 0.1 | 2.1 ± 0.1 |
| Alloy | Region | Phase | Ti | Al | Nb | Ta | W | C |
|---|---|---|---|---|---|---|---|---|
| Nb | 1 | γ | 46.8 ± 0.2 | 48.1 ± 0.2 | 5.1 ± 0.1 | - | - | - |
| 2 | α2 + γ | 48.5 ± 0.1 | 45.8 ± 0.2 | 5.7 ± 0.1 | - | - | - | |
| 3 | TiC | 55.6 ± 0.8 | 1.5 ± 0.4 | 2.8 ± 0.2 | - | - | 40.1 ± 0.7 | |
| 4 | Ti2AlC | 44.2 ± 0.2 | 24.6 ± 0.1 | 4.3 ± 0.1 | - | - | 26.9 ± 0.4 | |
| NbTa | 1 | γ | 45.9 ± 0.2 | 47.6 ± 0.3 | 5.4 ± 0.1 | 1.1 ± 0.1 | - | - |
| 2 | α2 + γ | 46.7 ± 0.1 | 46.3 ± 0.2 | 5.8 ± 0.1 | 1.2 ± 0.1 | - | - | |
| 3 | TiC | 44.4 ± 0.1 | 0.4 ± 0.2 | 3.1 ± 0.1 | 5.8 ± 0.1 | - | 46.3 ± 0.5 | |
| 4 | Ti2AlC | 42.0 ± 0.3 | 23.6 ± 0.4 | 3.8 ± 0.1 | 3.9 ± 0.1 | 26.7 ± 0.5 | ||
| NbW | 1 | γ | 43.6 ± 0.2 | 50.5 ± 0.3 | 5.0 ± 0.2 | - | 0.9 ± 0.1 | - |
| 2 | α2 + γ | 45.3 ± 0.1 | 47.1 ± 0.2 | 6.2 ± 0.1 | - | 1.4 ± 0.1 | - | |
| 3 | TiC | 53.9 ± 0.9 | 2.1 ± 0.9 | 2.1 ± 0.4 | - | 0.2 ± 0.1 | 41.7 ± 0.4 | |
| 4 | Ti2AlC | 45.2 ± 0.9 | 23.7 ± 1.2 | 3.6 ± 0.2 | - | 0.4 ± 0.1 | 27.1 ± 0.6 | |
| 5 | β | 46.8 ± 0.1 | 38.6 ± 0.2 | 8.2 ± 0.1 | - | 6.4 ± 0.1 | - |
| Alloy | Lmaj (μm) | Lmin (μm) | SF | VC (vol.%) | d (μm) | λ (μm) |
|---|---|---|---|---|---|---|
| Nb | 13.0 ± 0.4 | 3.8 ± 0.1 | 0.36 ± 0.05 | 7.5 ± 0.4 | 33.6 ± 0.6 | 0.638 ± 0.019 |
| NbTa | 10.5 ± 0.4 | 2.3 ± 0.1 | 0.37 ± 0.05 | 7.1 ± 0.6 | 36.6 ± 0.7 | 0.678 ± 0.014 |
| NbW | 11.0 ± 0.3 | 3.6 ± 0.1 | 0.43 ± 0.01 | 7.7± 0.5 | 42.5 ± 0.8 | 0.531 ± 0.009 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lapin, J.; Kamyshnykova, K. Effect of Ta and W Additions on Microstructure and Mechanical Properties of Tilt-Cast Ti-45Al-5Nb-2C Alloy. Metals 2021, 11, 2052. https://doi.org/10.3390/met11122052
Lapin J, Kamyshnykova K. Effect of Ta and W Additions on Microstructure and Mechanical Properties of Tilt-Cast Ti-45Al-5Nb-2C Alloy. Metals. 2021; 11(12):2052. https://doi.org/10.3390/met11122052
Chicago/Turabian StyleLapin, Juraj, and Kateryna Kamyshnykova. 2021. "Effect of Ta and W Additions on Microstructure and Mechanical Properties of Tilt-Cast Ti-45Al-5Nb-2C Alloy" Metals 11, no. 12: 2052. https://doi.org/10.3390/met11122052
APA StyleLapin, J., & Kamyshnykova, K. (2021). Effect of Ta and W Additions on Microstructure and Mechanical Properties of Tilt-Cast Ti-45Al-5Nb-2C Alloy. Metals, 11(12), 2052. https://doi.org/10.3390/met11122052