
Performance Assessment and Chip Morphology Evaluation of Austenitic Stainless Steel under Sustainable Machining Conditions

 , ,
, ,  ,
,  and
and 
Abstract
:1. Introduction
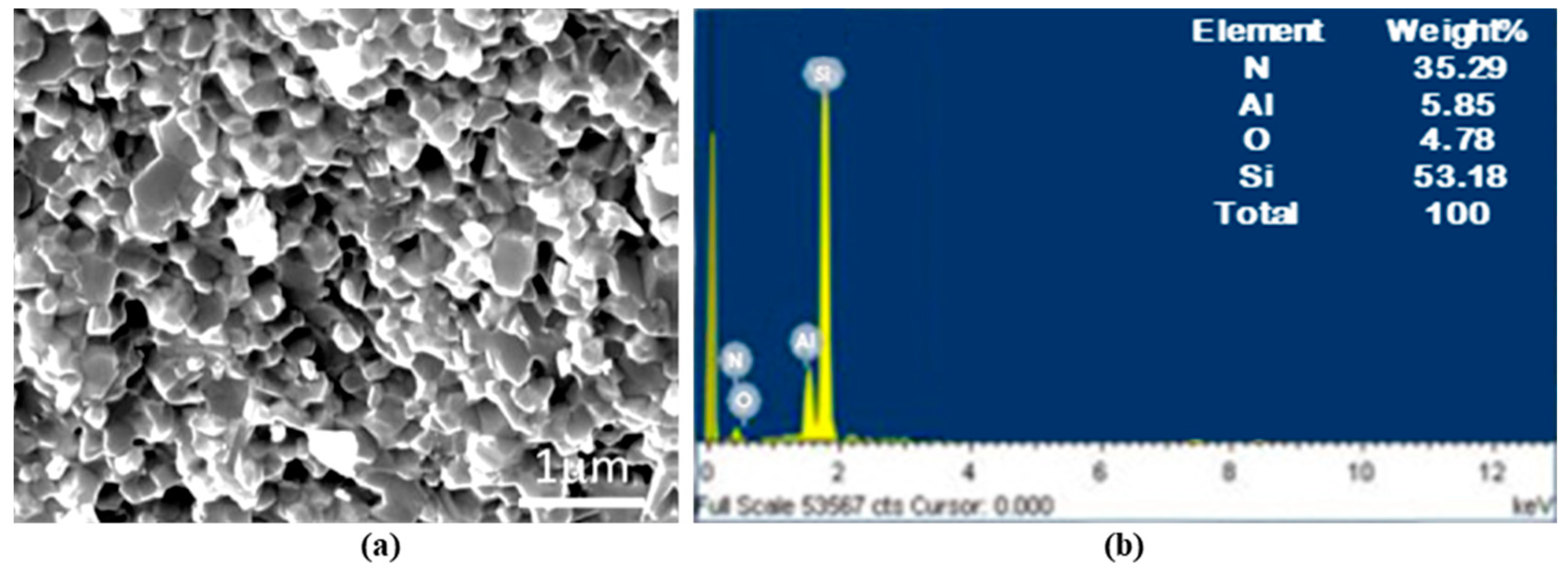
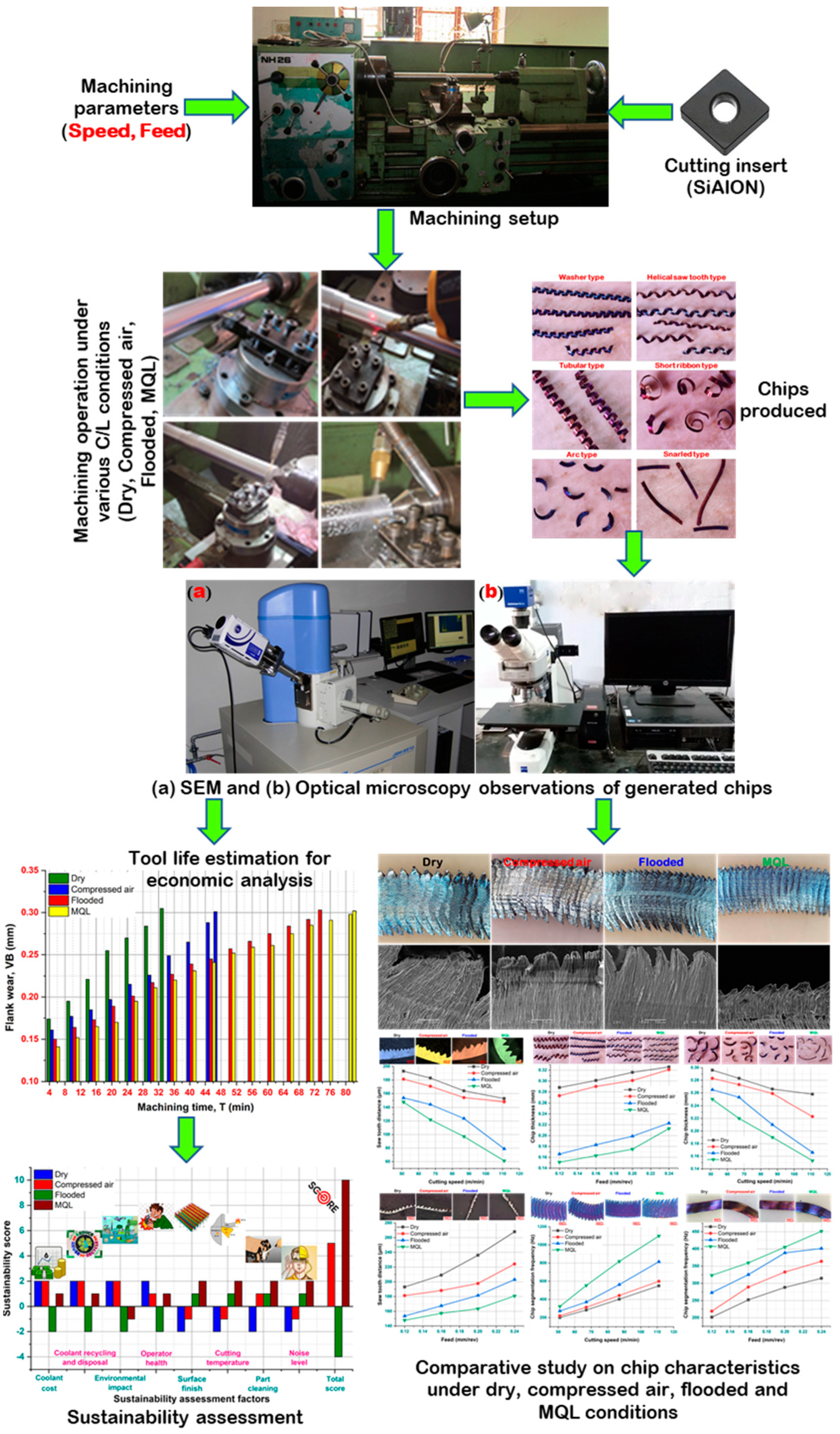
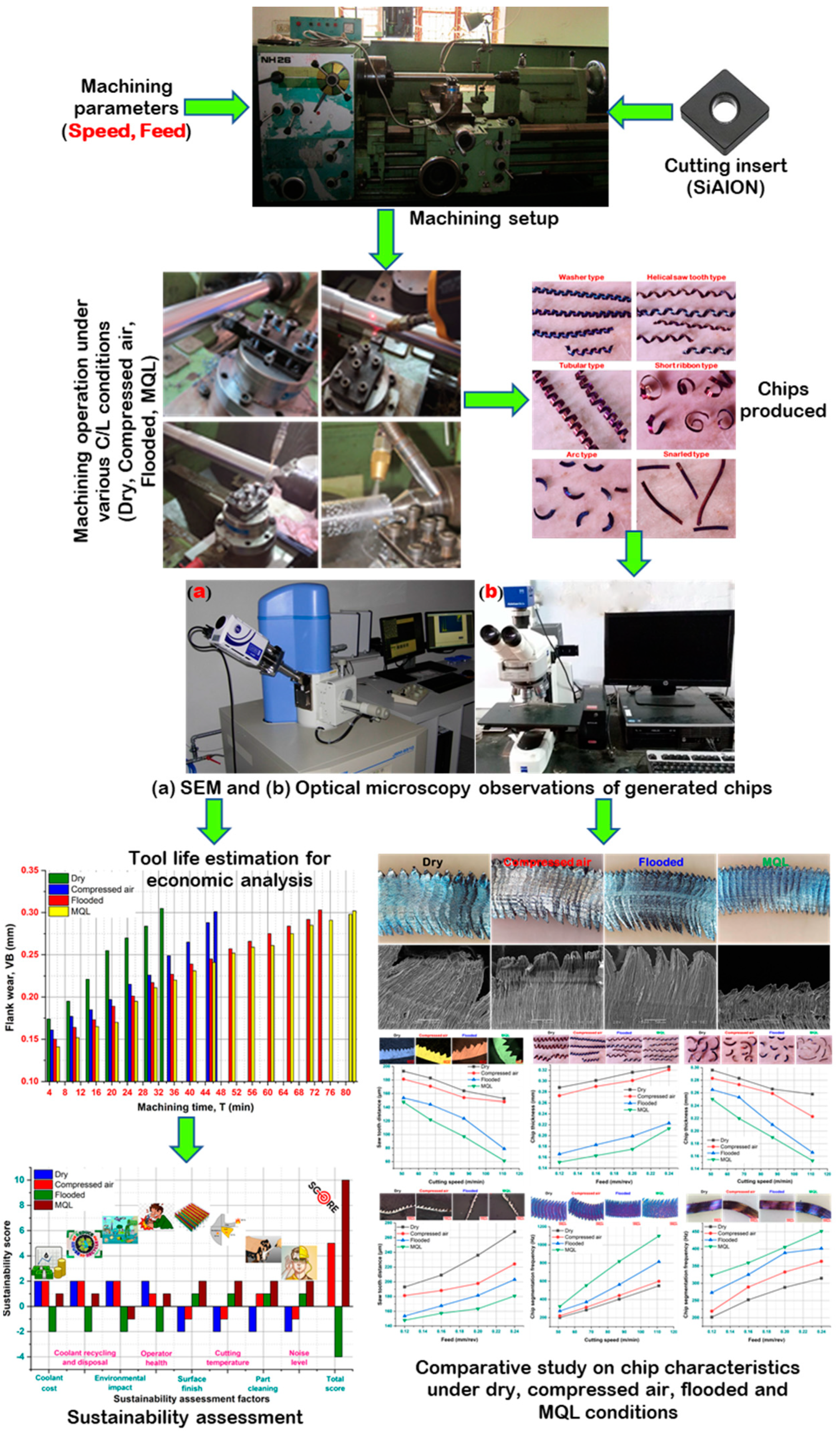
2. Experimental Setup and Procedures
3. Discussion of Results
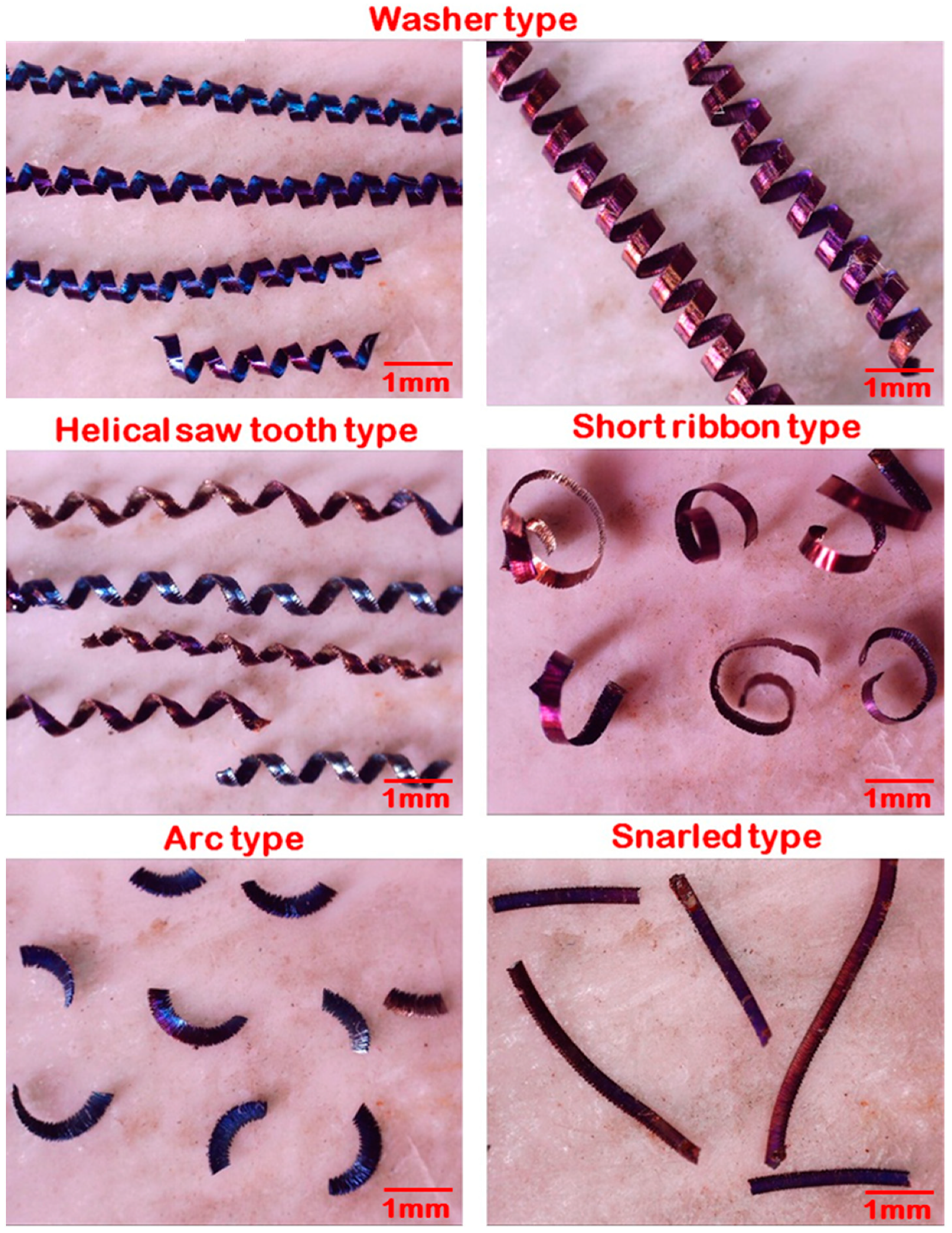
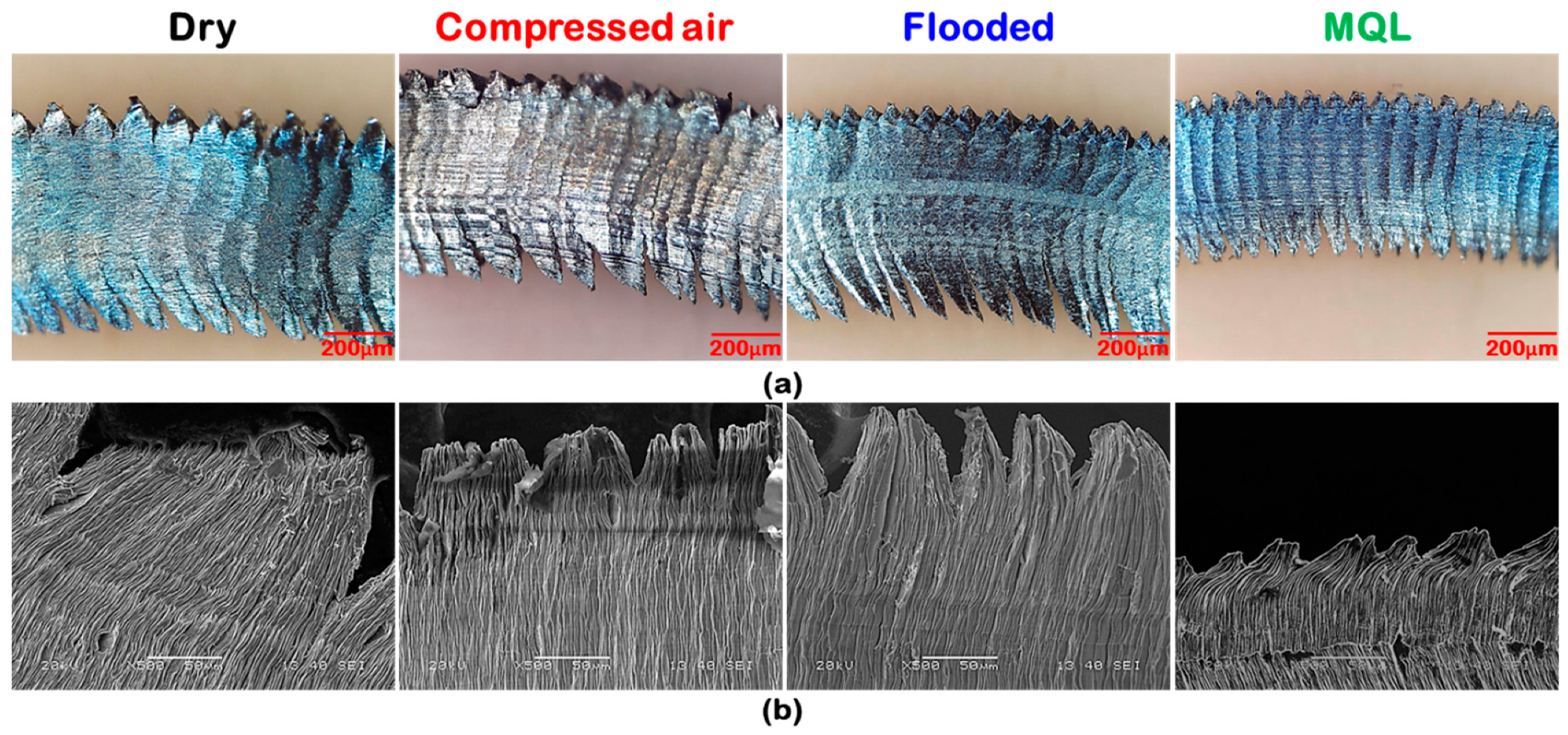
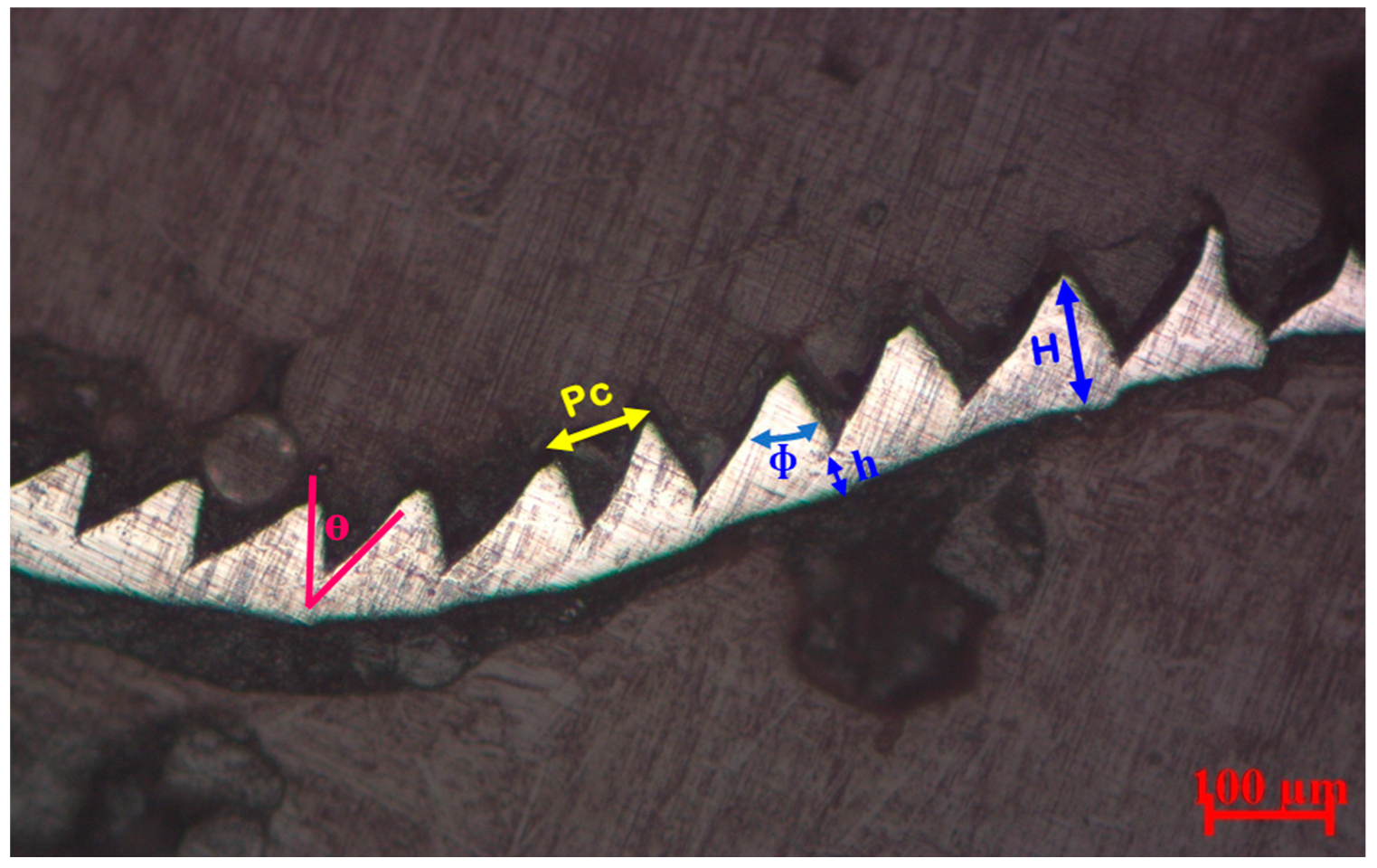
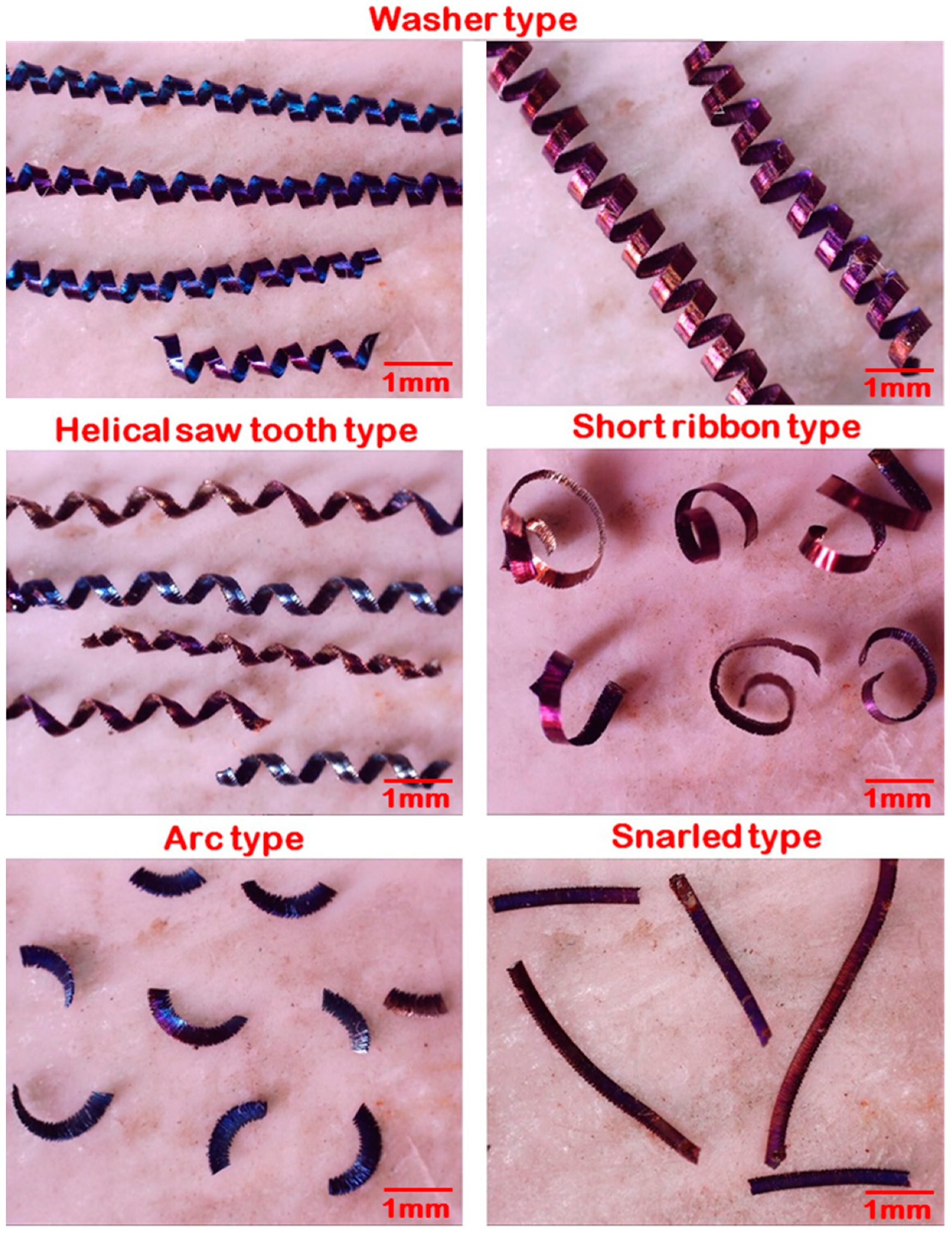
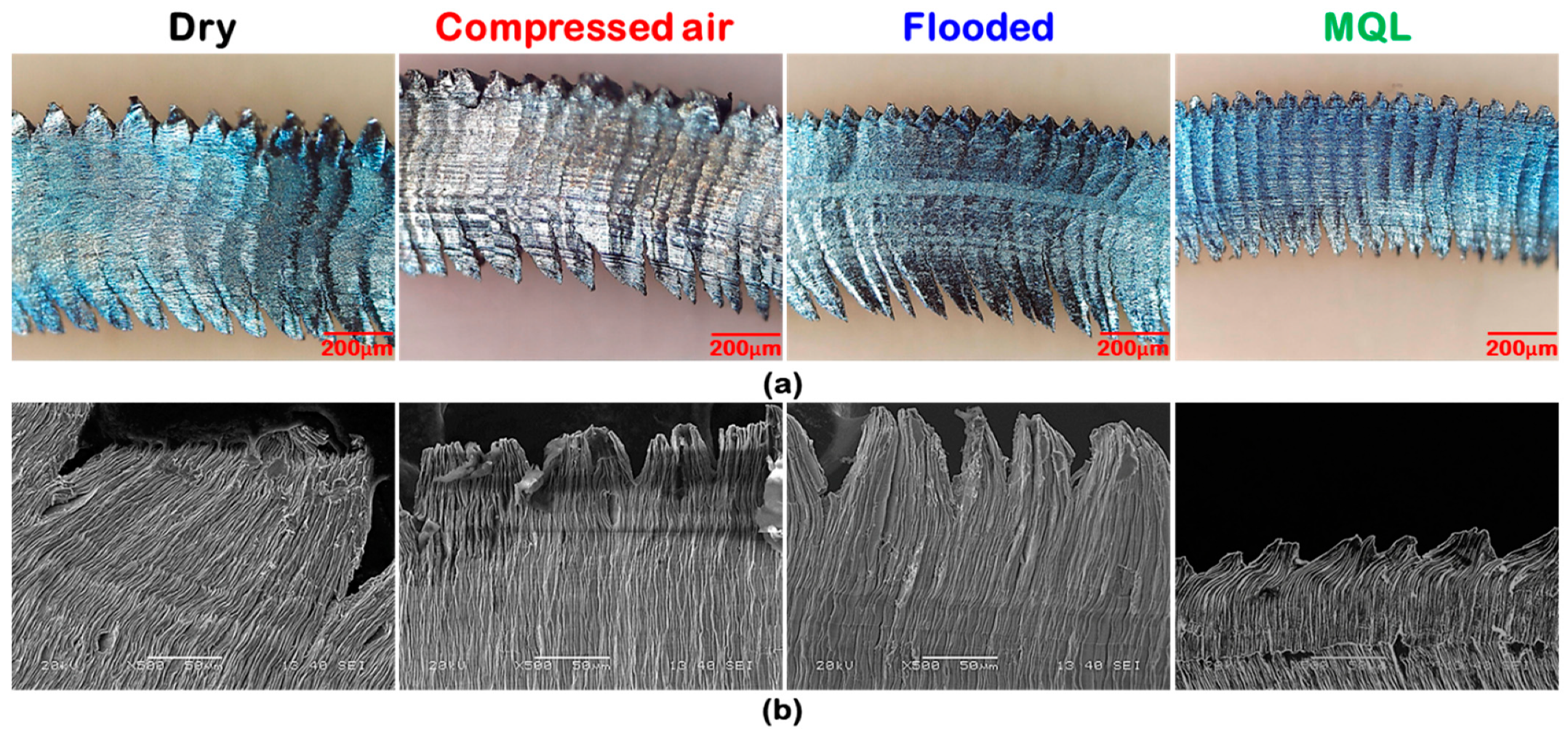
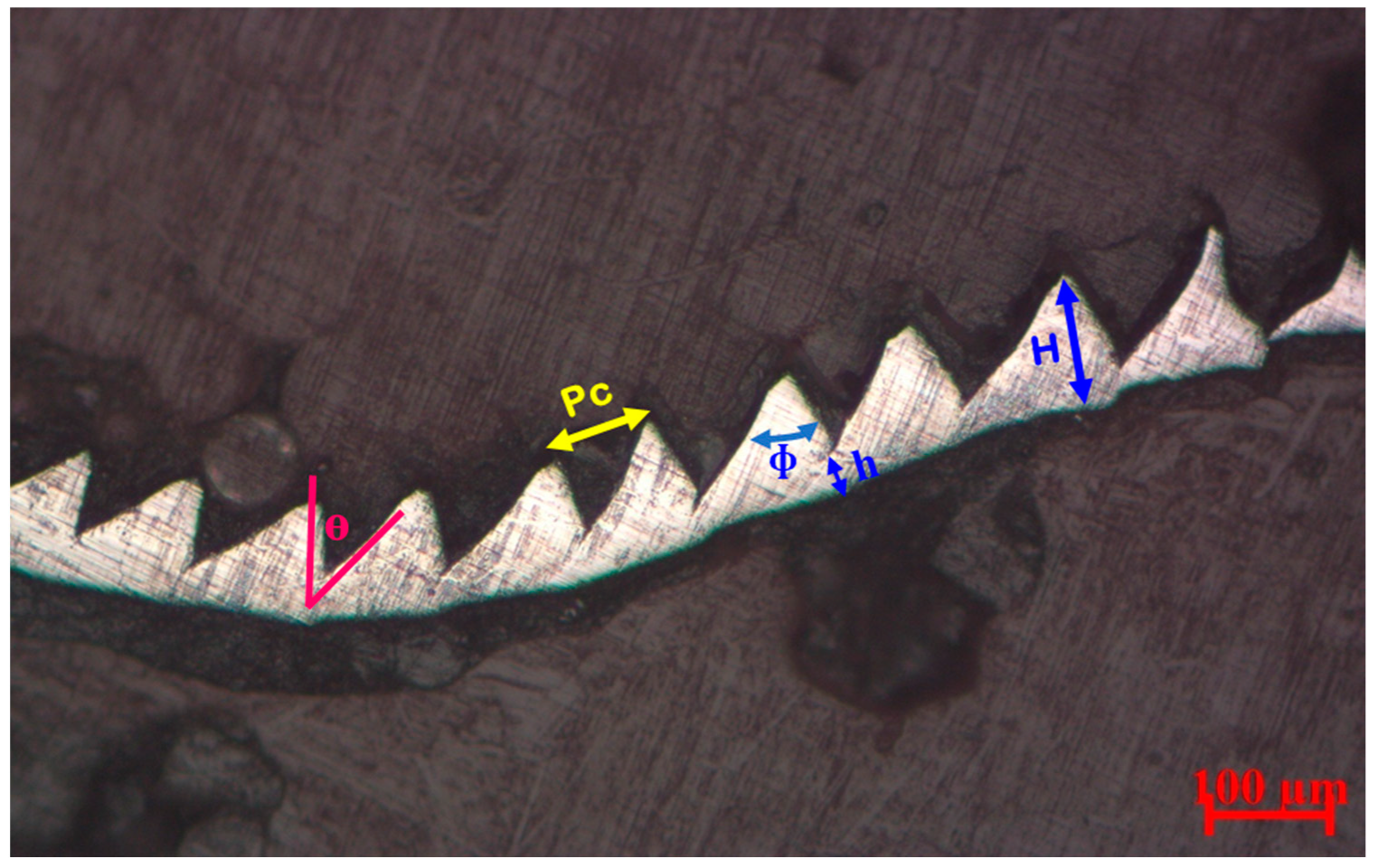
3.1. Analysis of Chip Morphology
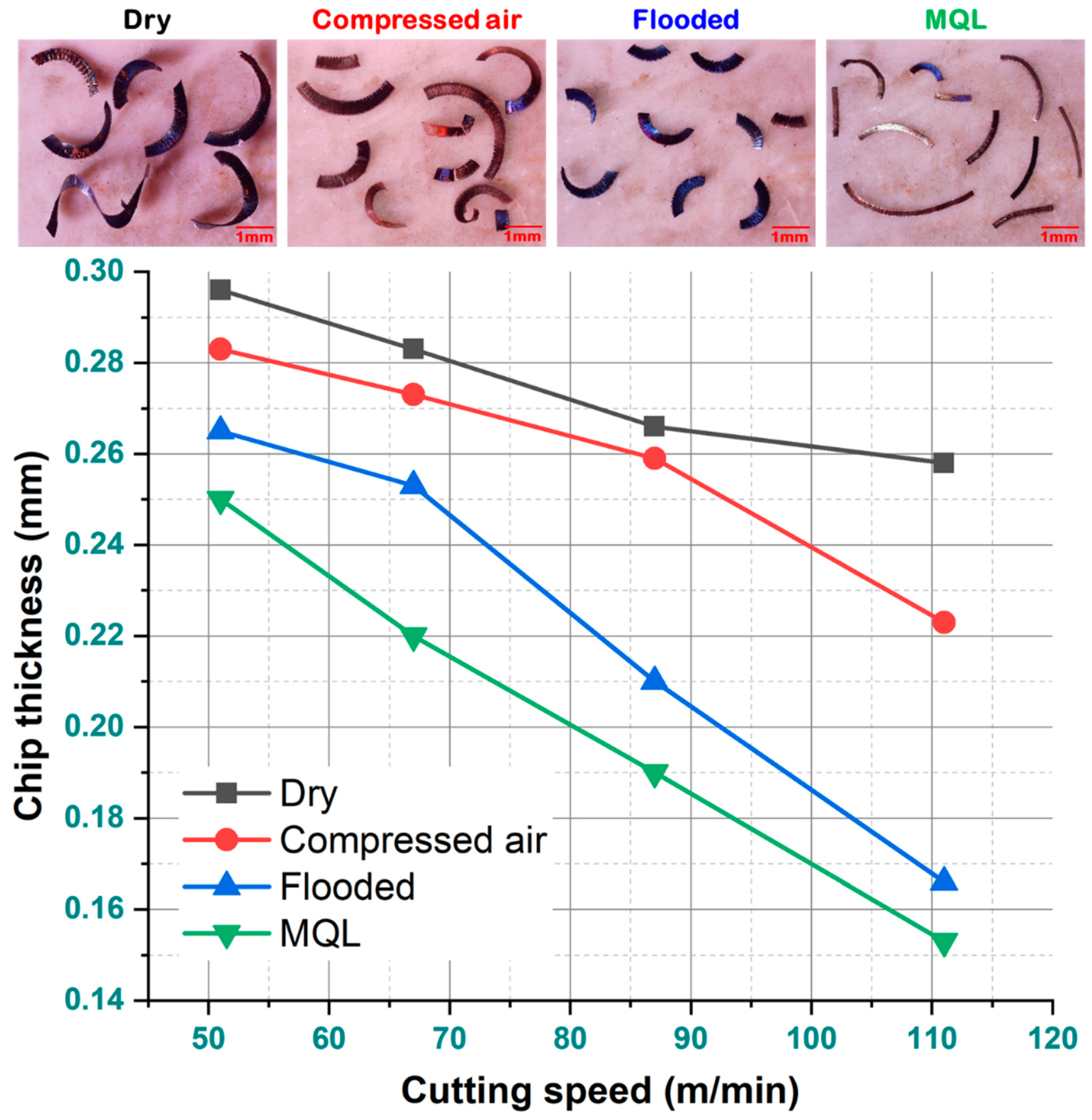
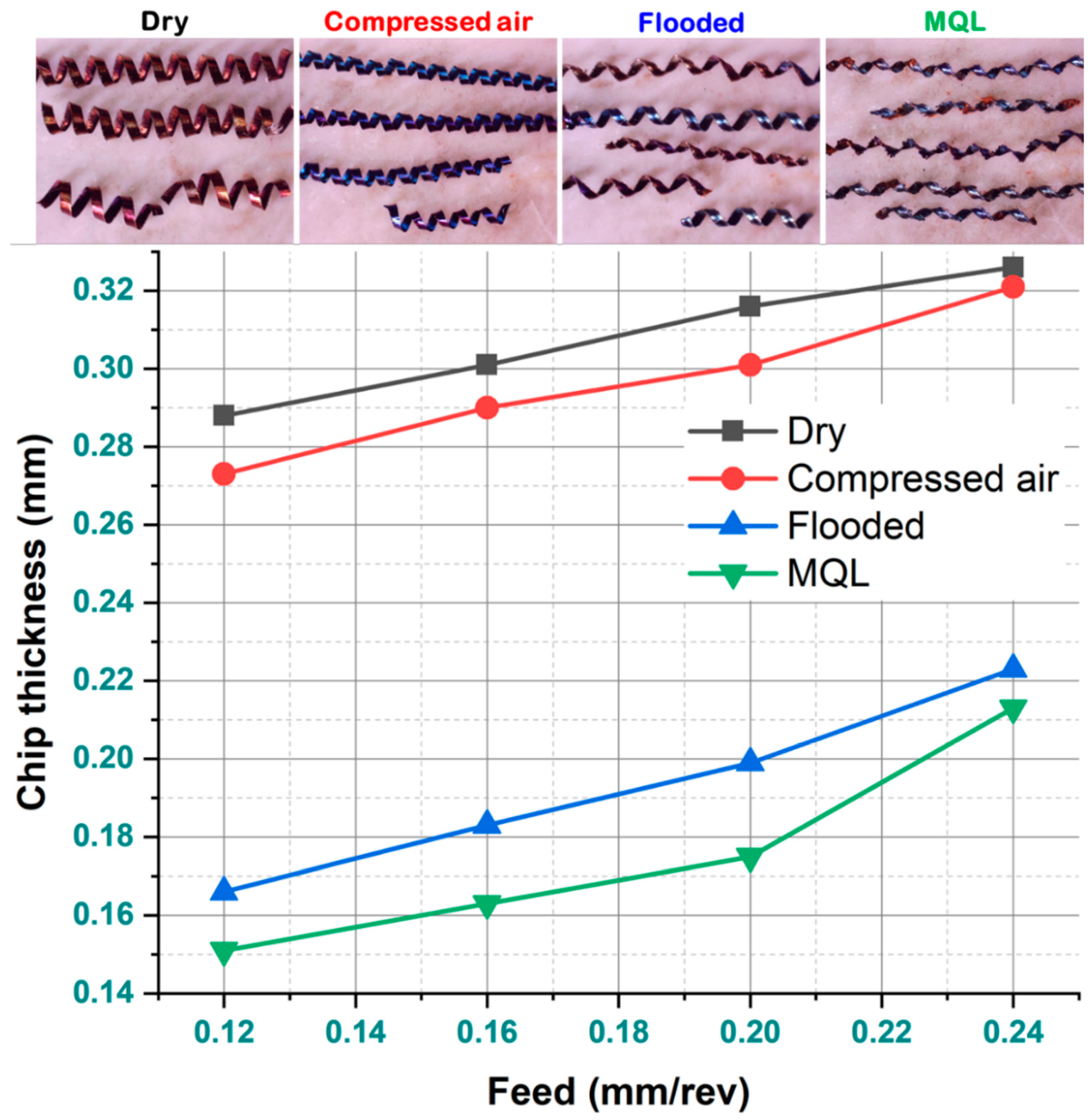
3.2. Analysis on Chip Thickness
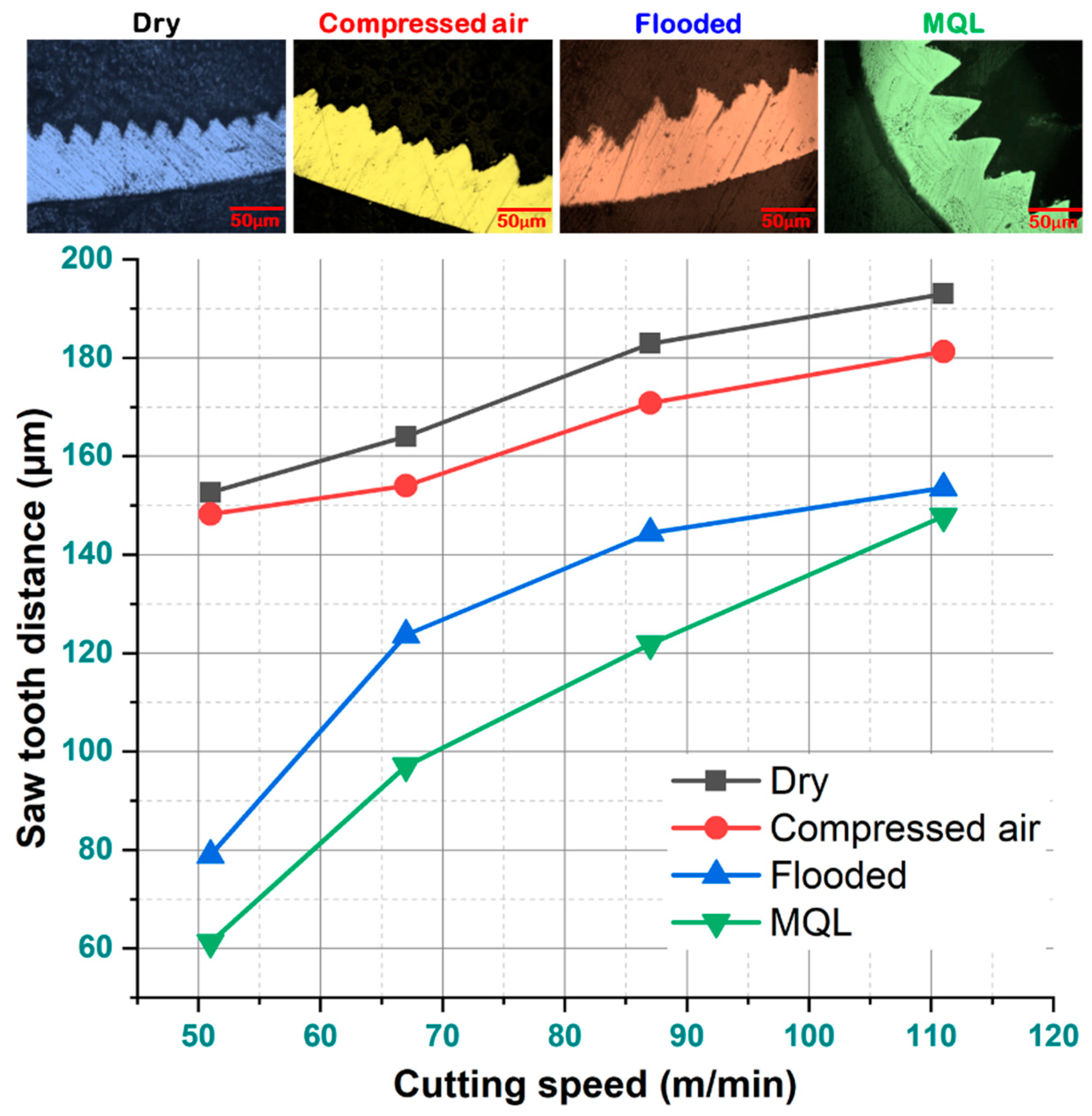
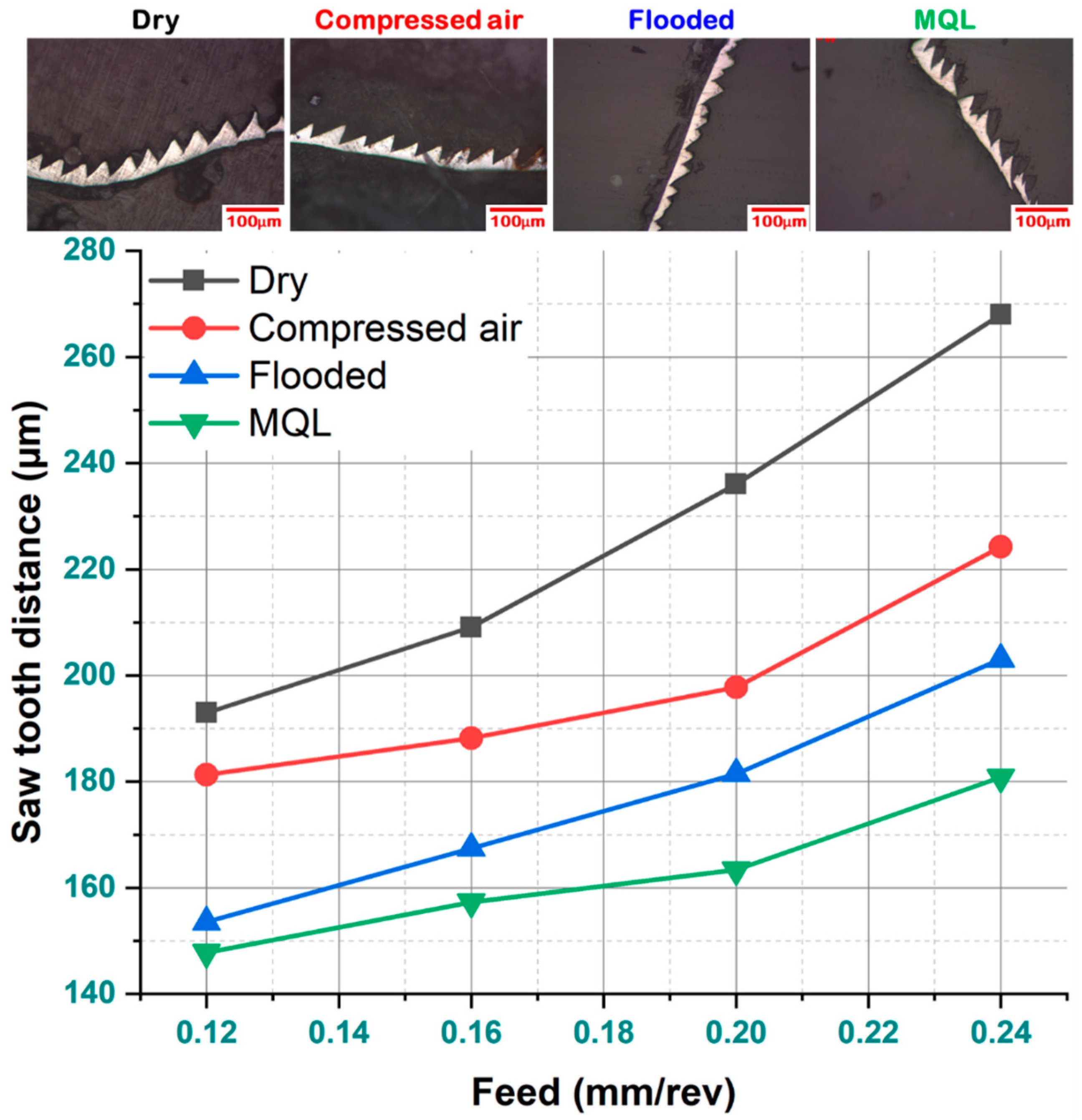
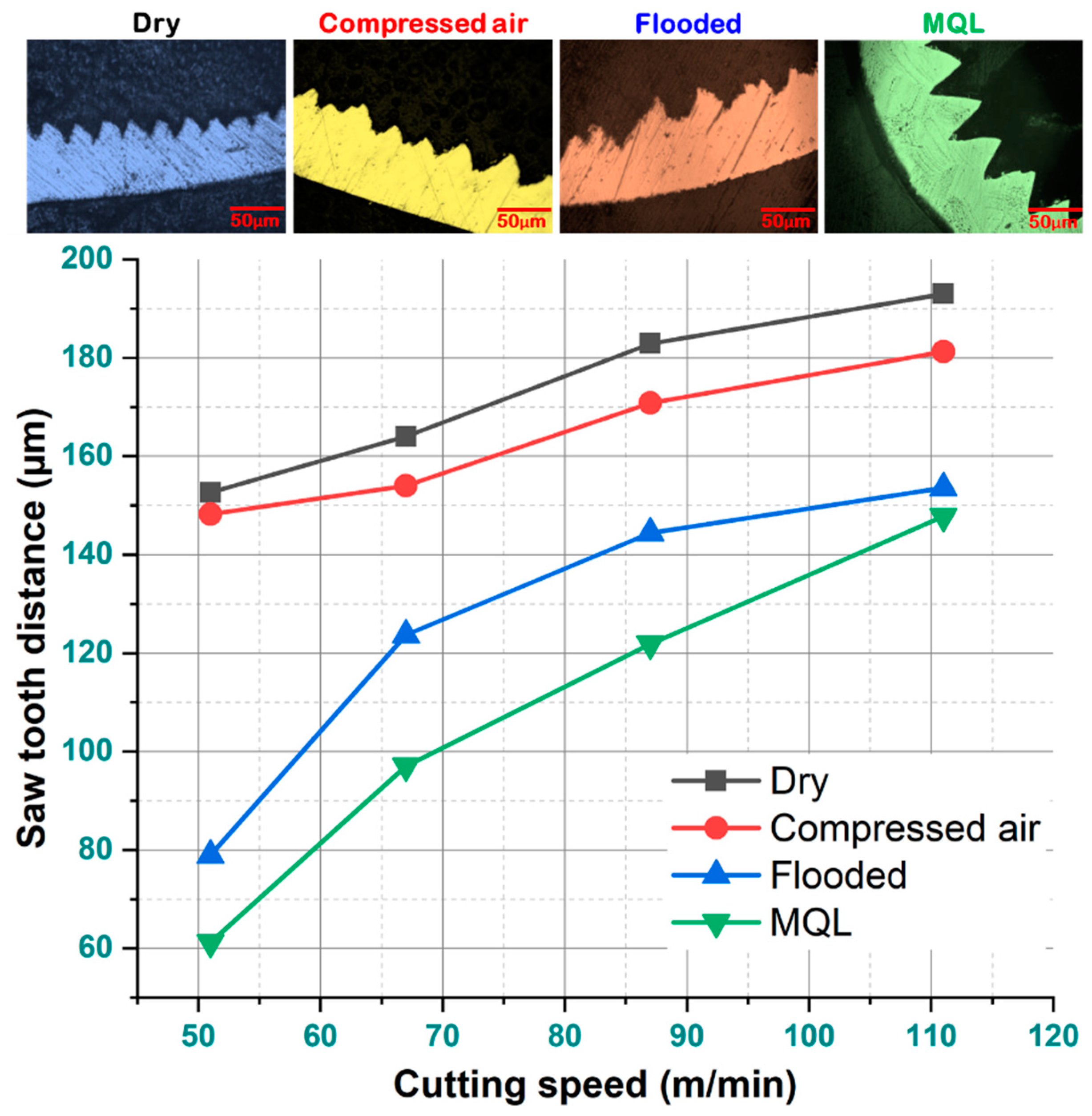
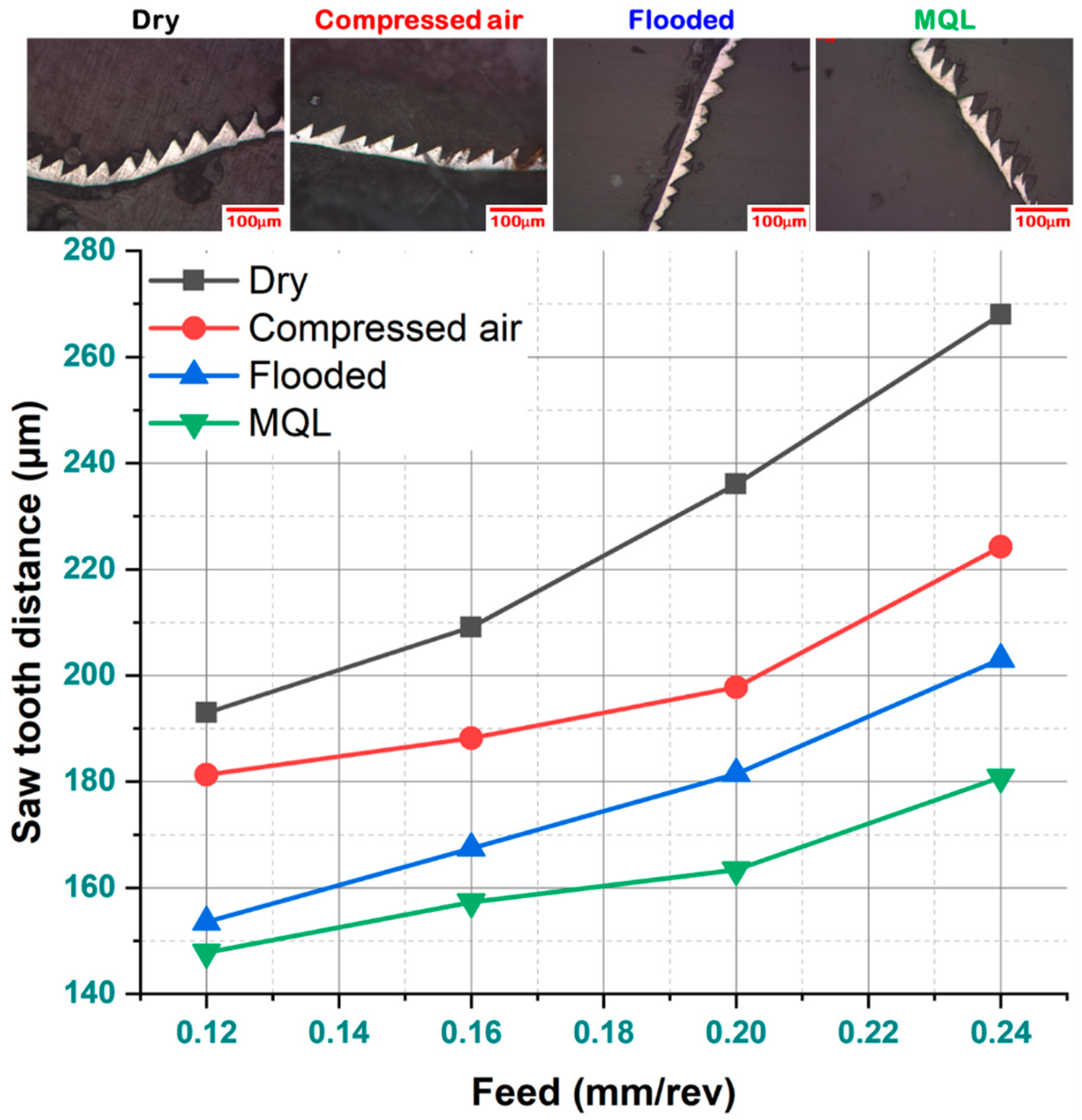
3.3. Analysis on Chip Saw Tooth Distance
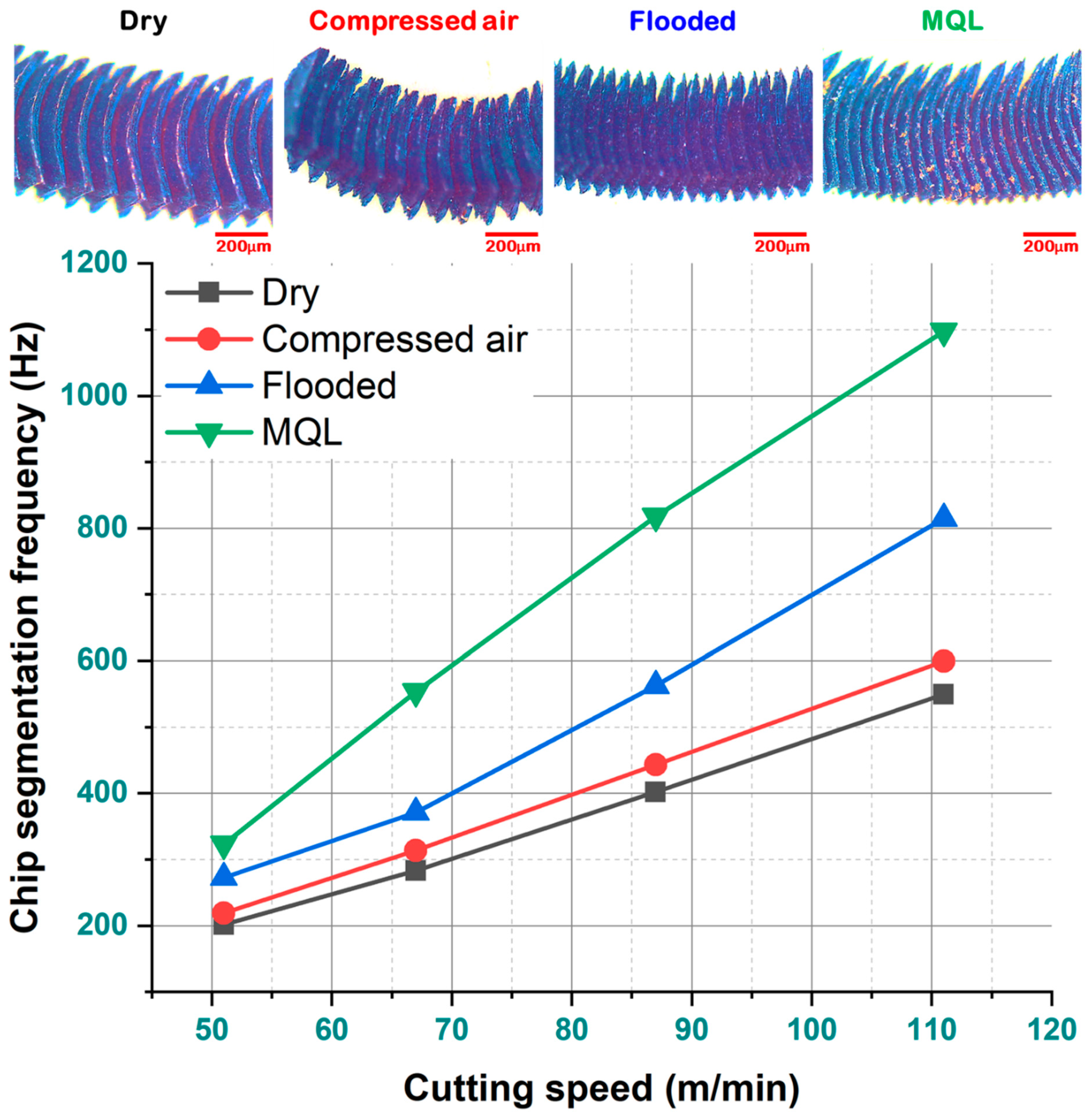
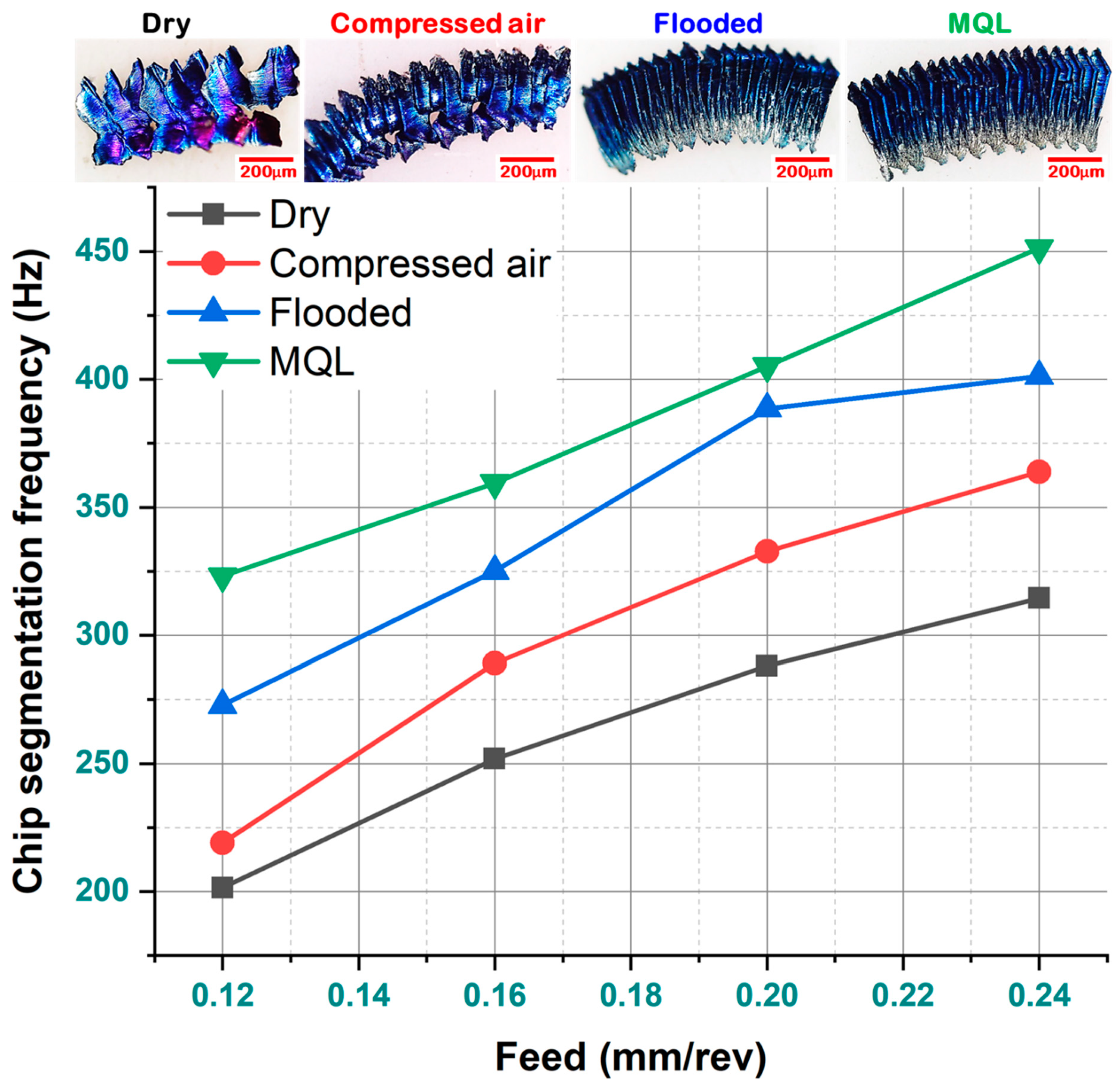
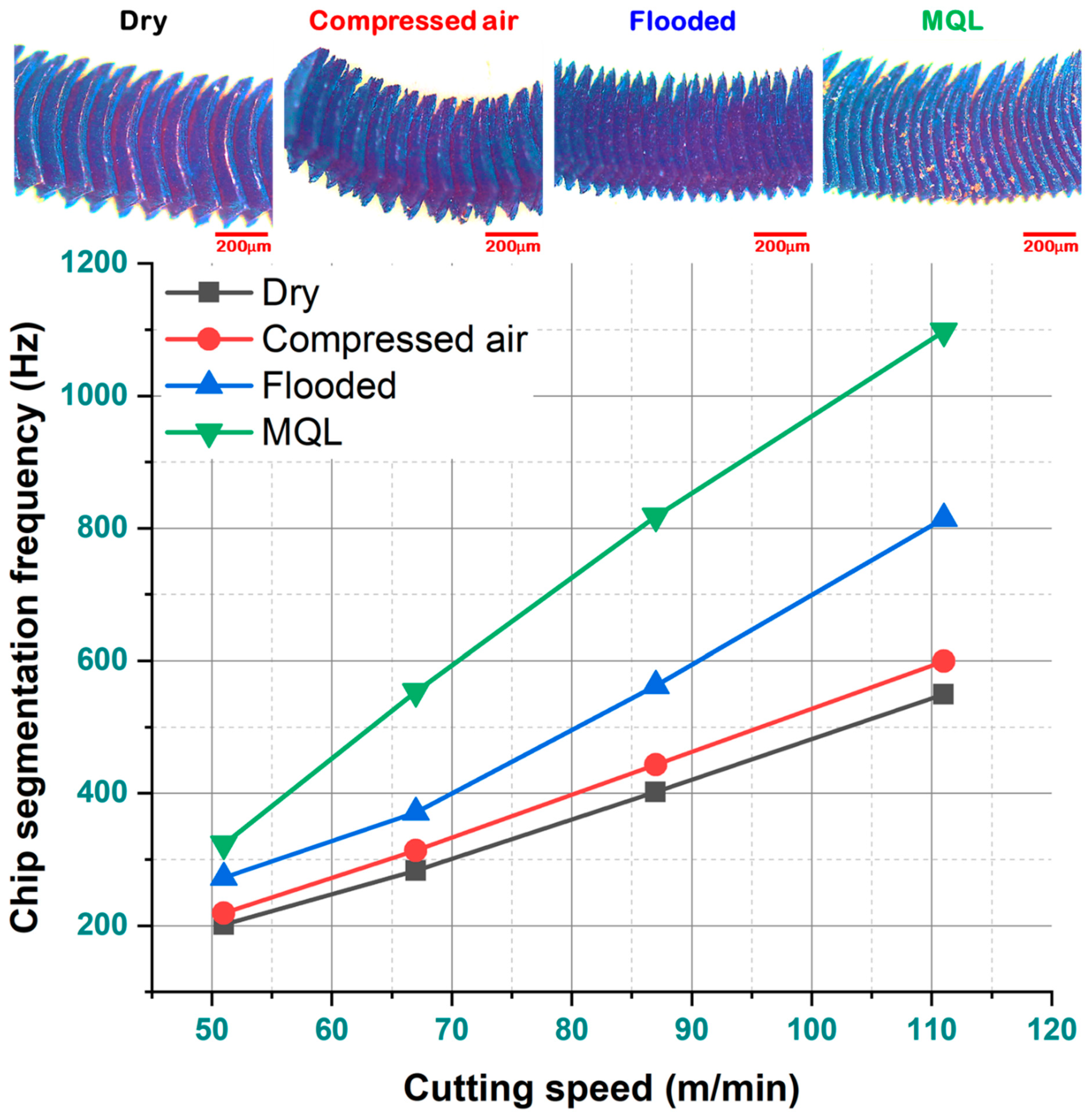
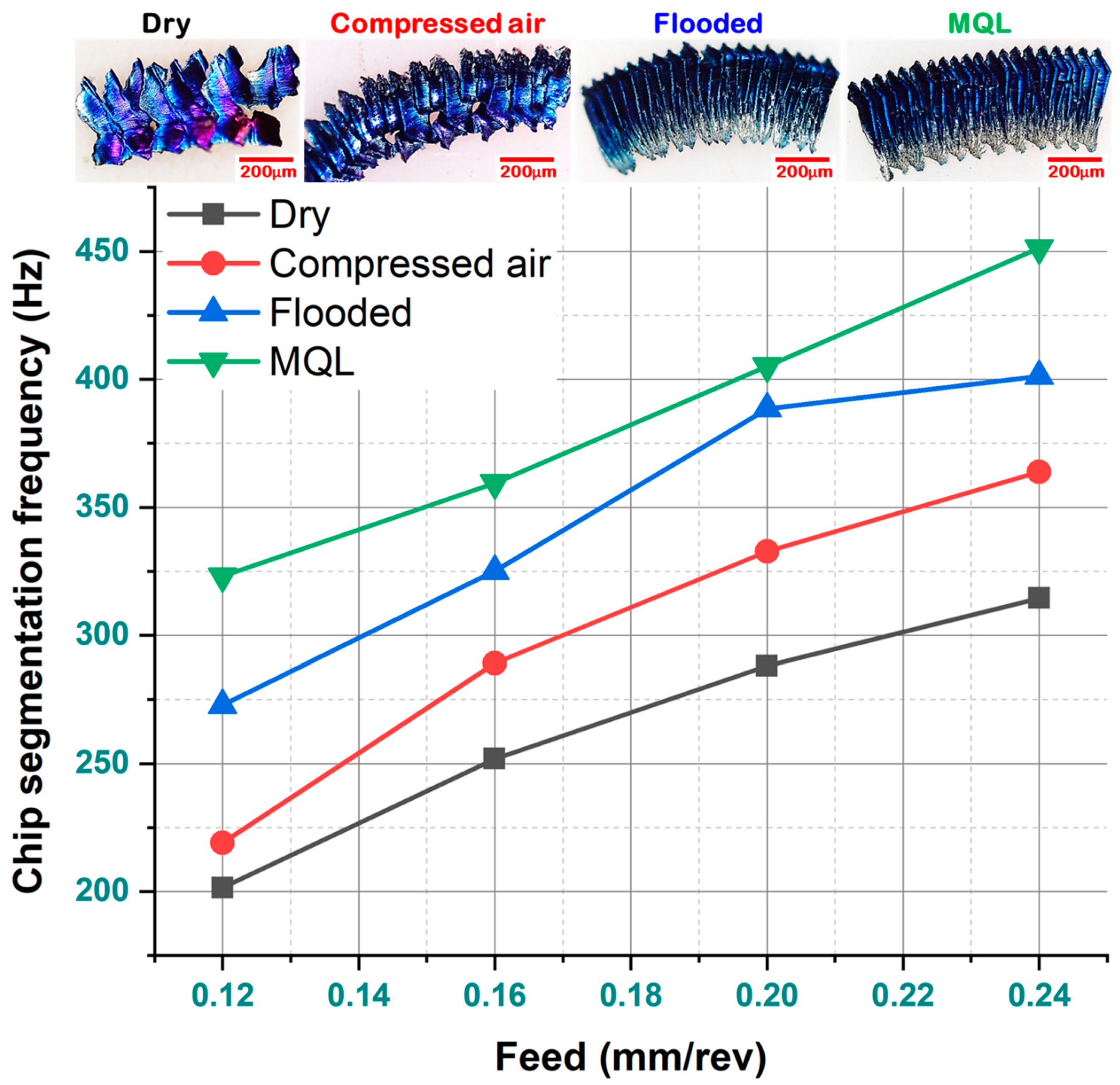
3.4. Analysis on Chip Segmentation Frequency
3.5. Economic Analysis
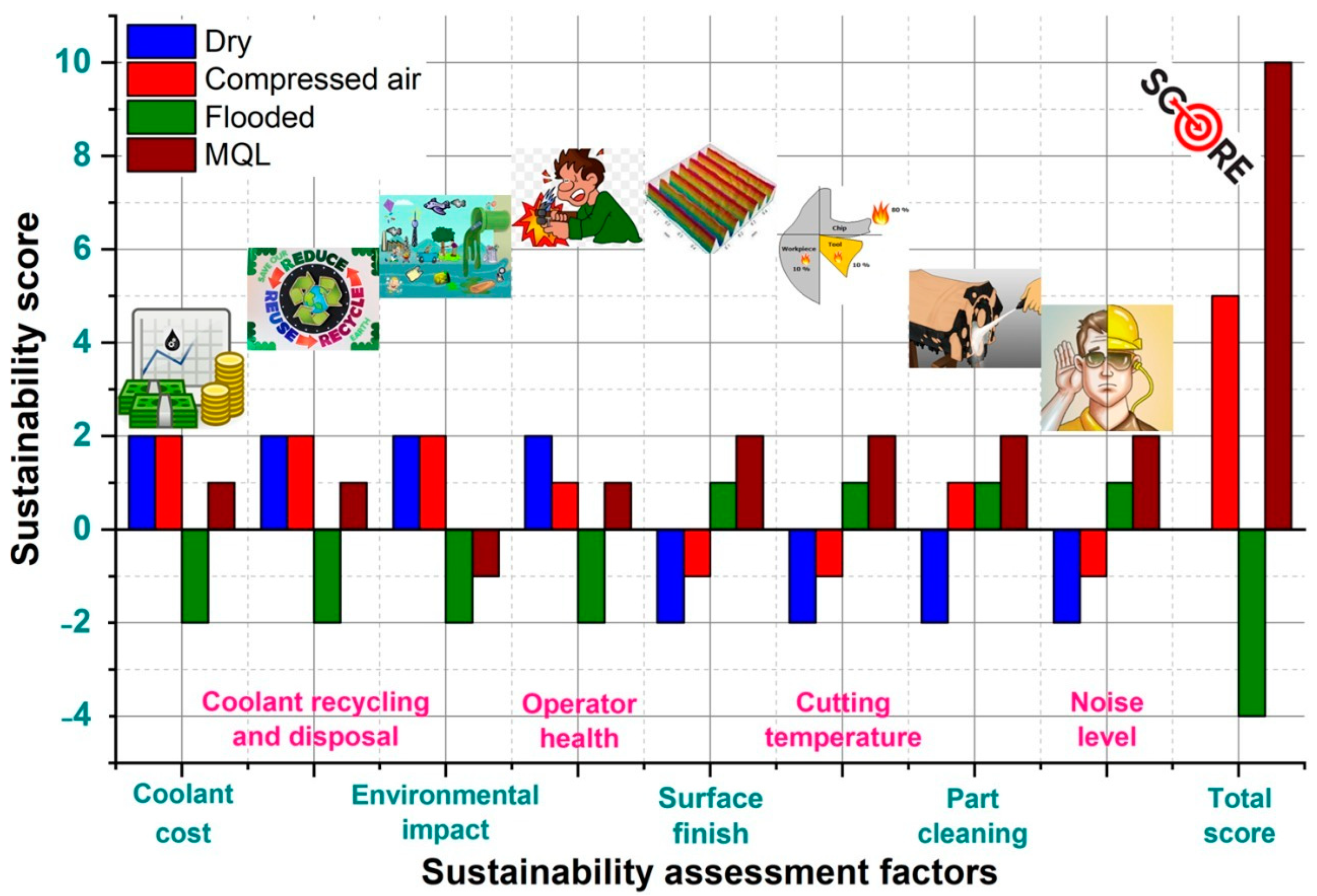
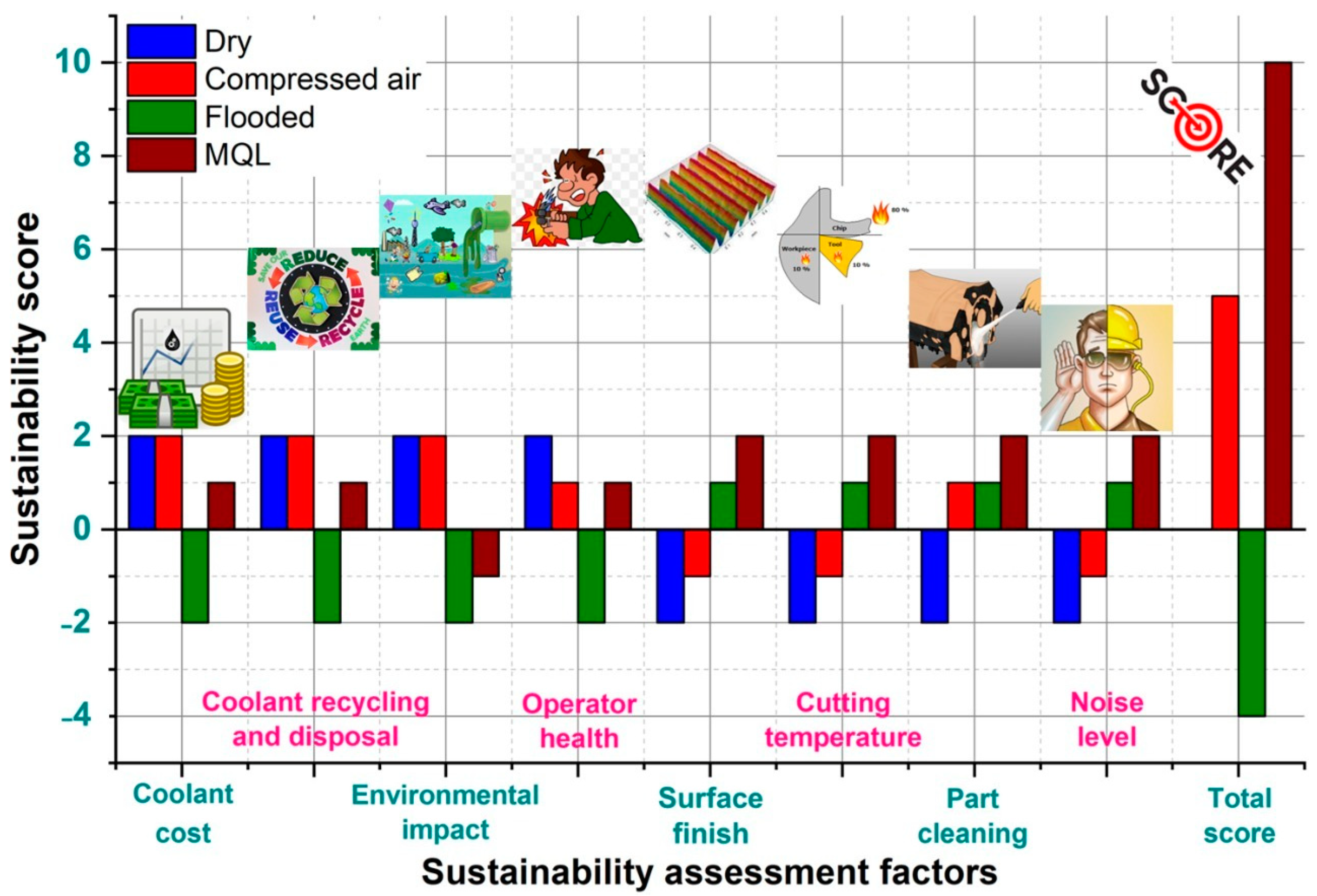
3.6. Sustainability Assessment
4. Conclusions
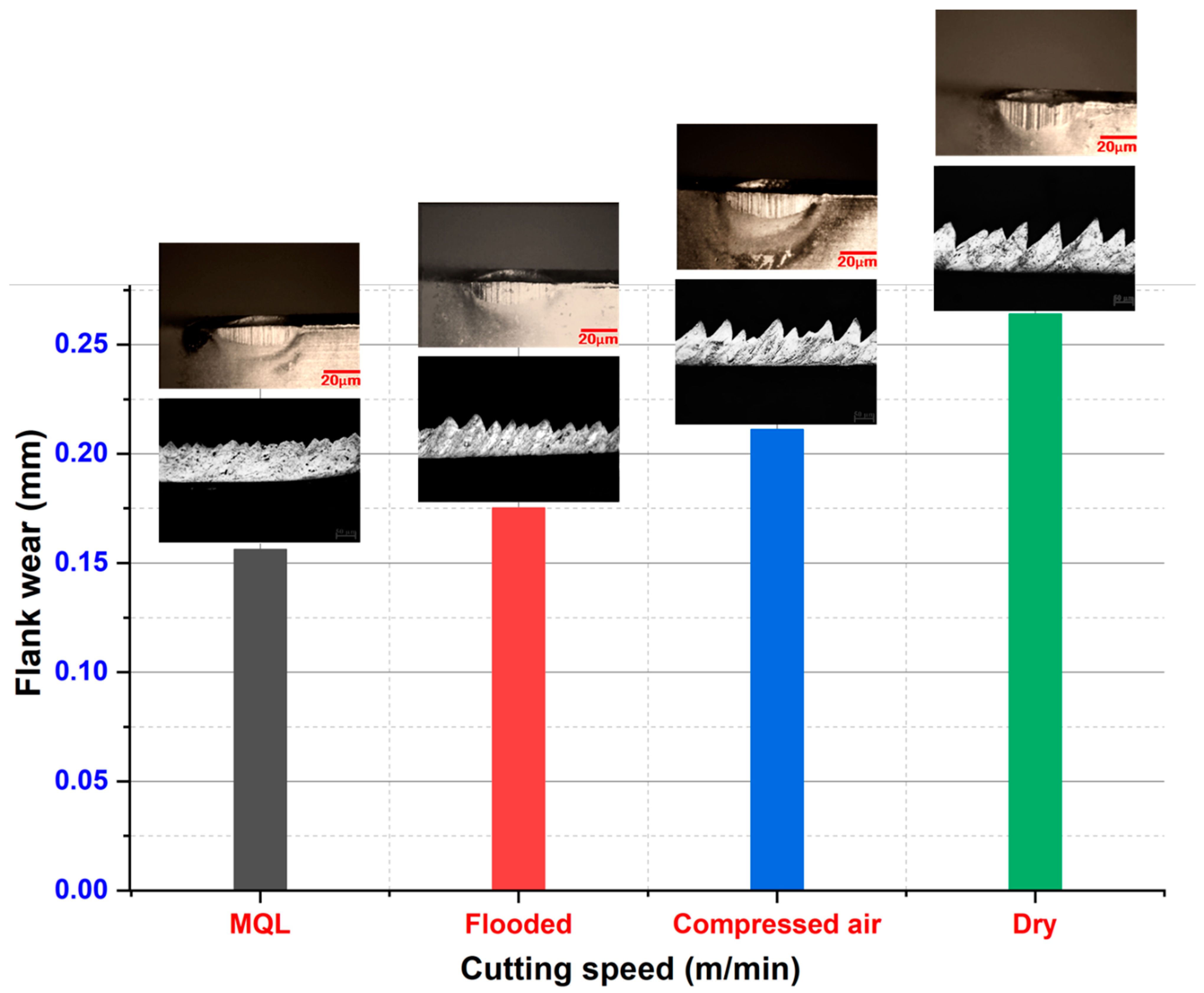
- Out of the four cutting environments, it can be concluded that machining with MQL relatively performed well as compared to above three precited C/L conditions.
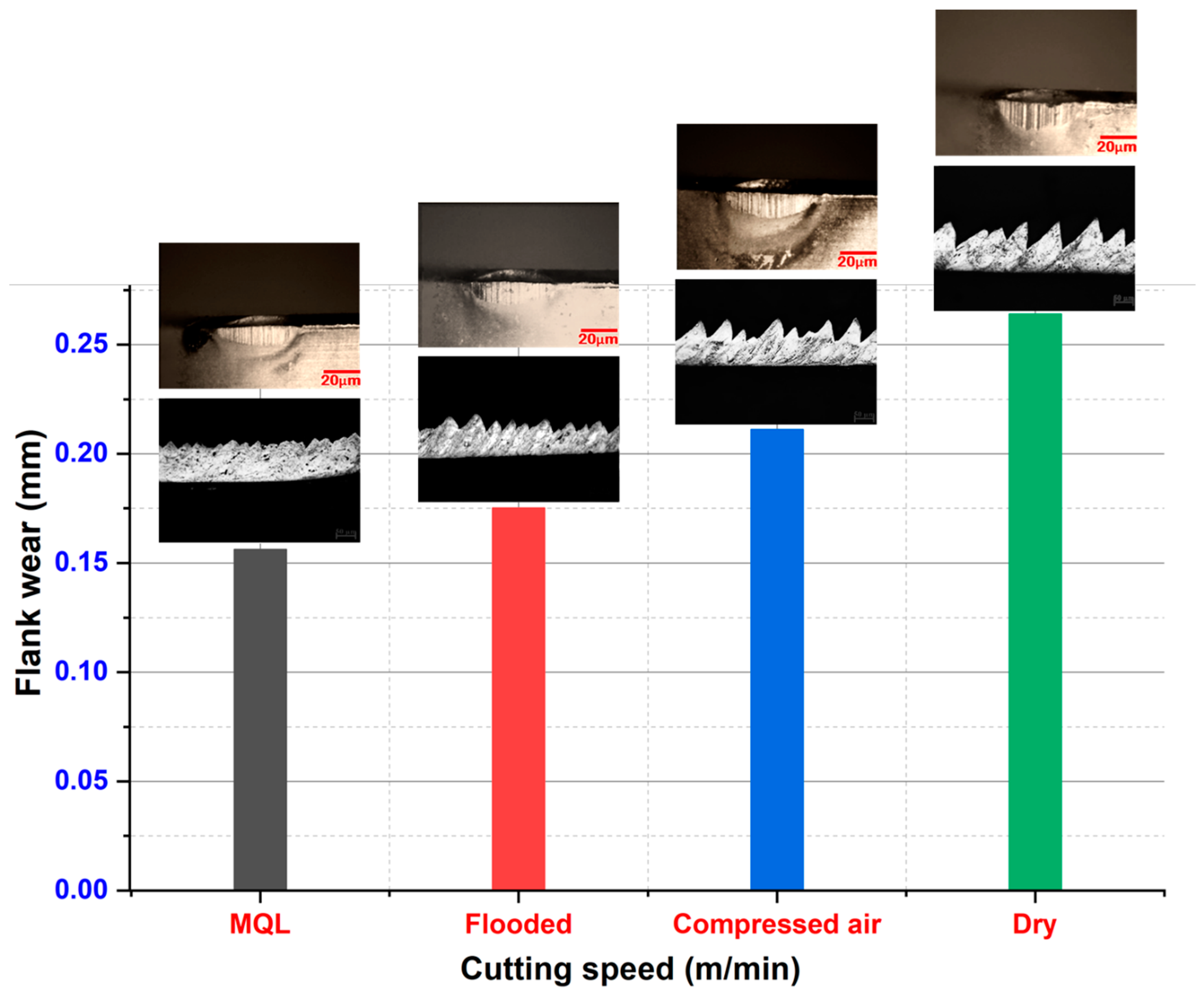
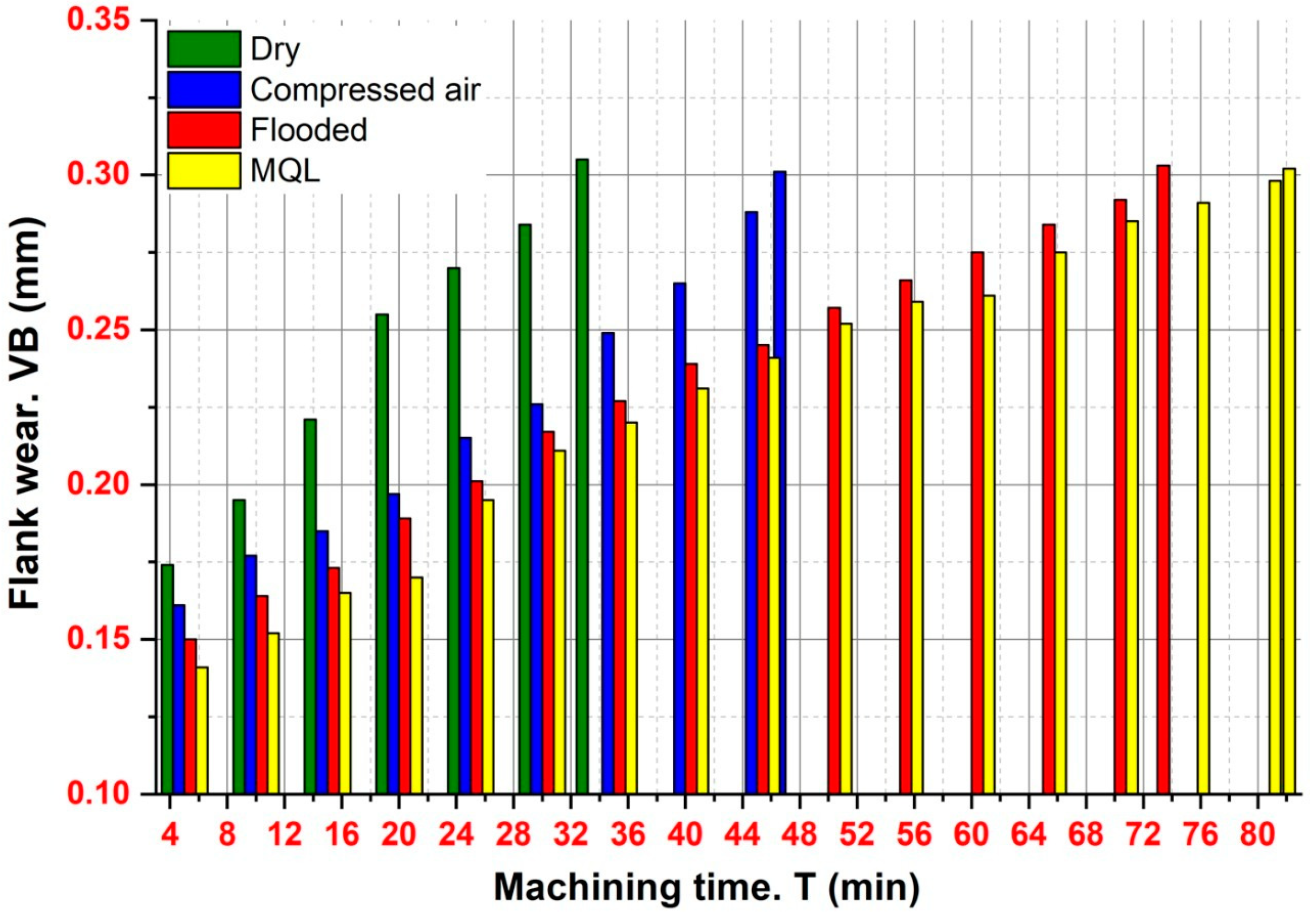
- Based upon the experimental analysis, as in the MQL condition, cutting fluid is applied to the nano-mist particles in a spray jet form. It offers an effective cooling- lubrication approach at the machining zone and outperformed better regarding (i) chip characteristics due to less heat generation as well as friction, (ii) longer tool life, and (iii) considerable economic advantages.
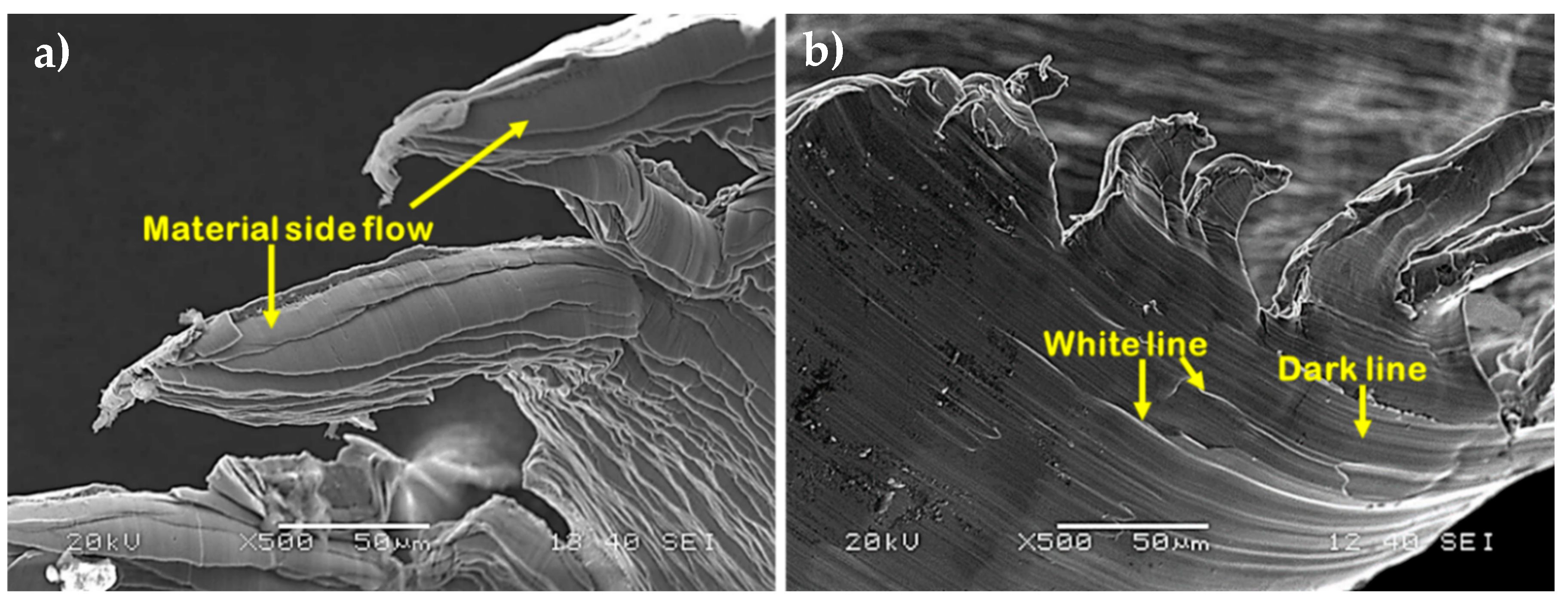
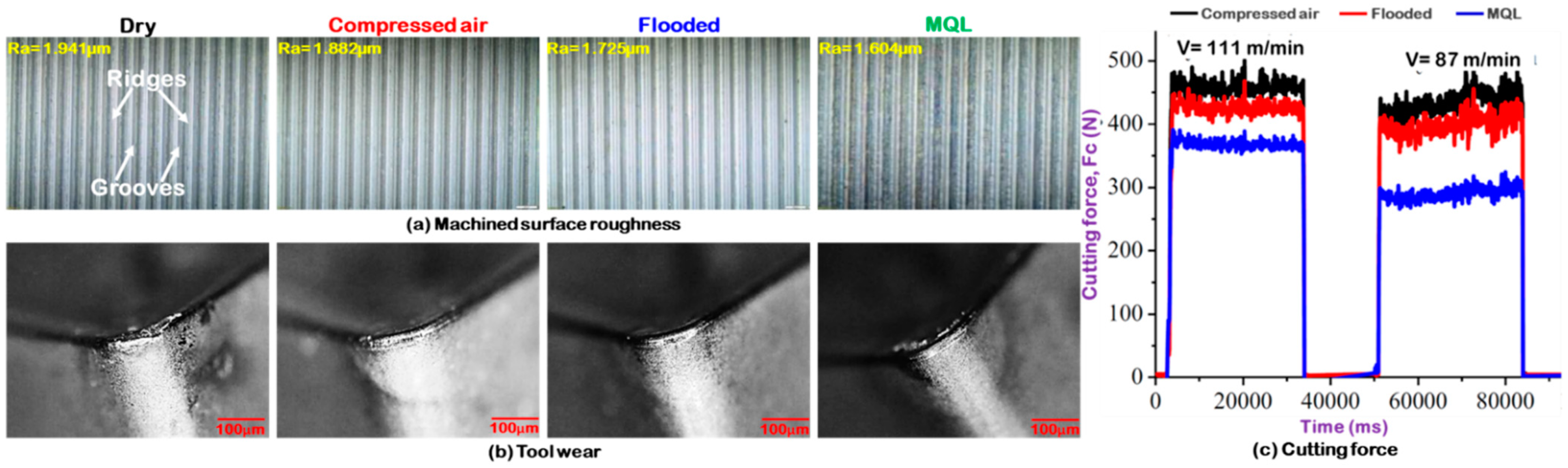
- Less serrated chips are observed during MQL machining. Side flow of material was observed with MQL and flooded coolant condition. Ridges and feed marks are detected on chip surface in the dry cutting condition. In MQL machining, no such marks are observed.
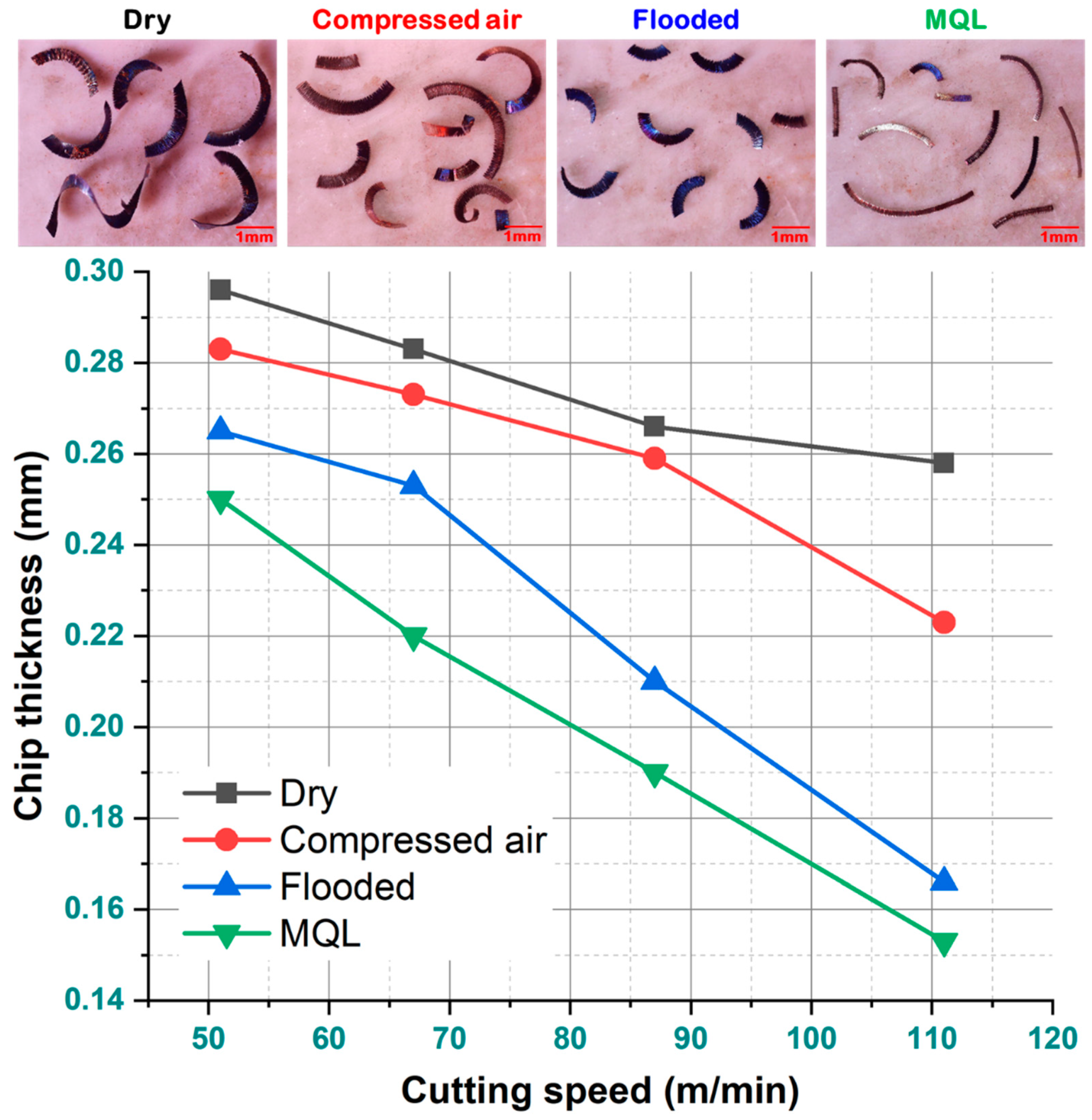
- Decrement of chip thickness was observed with cutting speed for all the cutting environments. Thinner chips are observed in MQL. Chips with the highest thickness were noticed in dry cutting condition. Better performance was observed in the flooded condition with respect to both dry and compressed air.
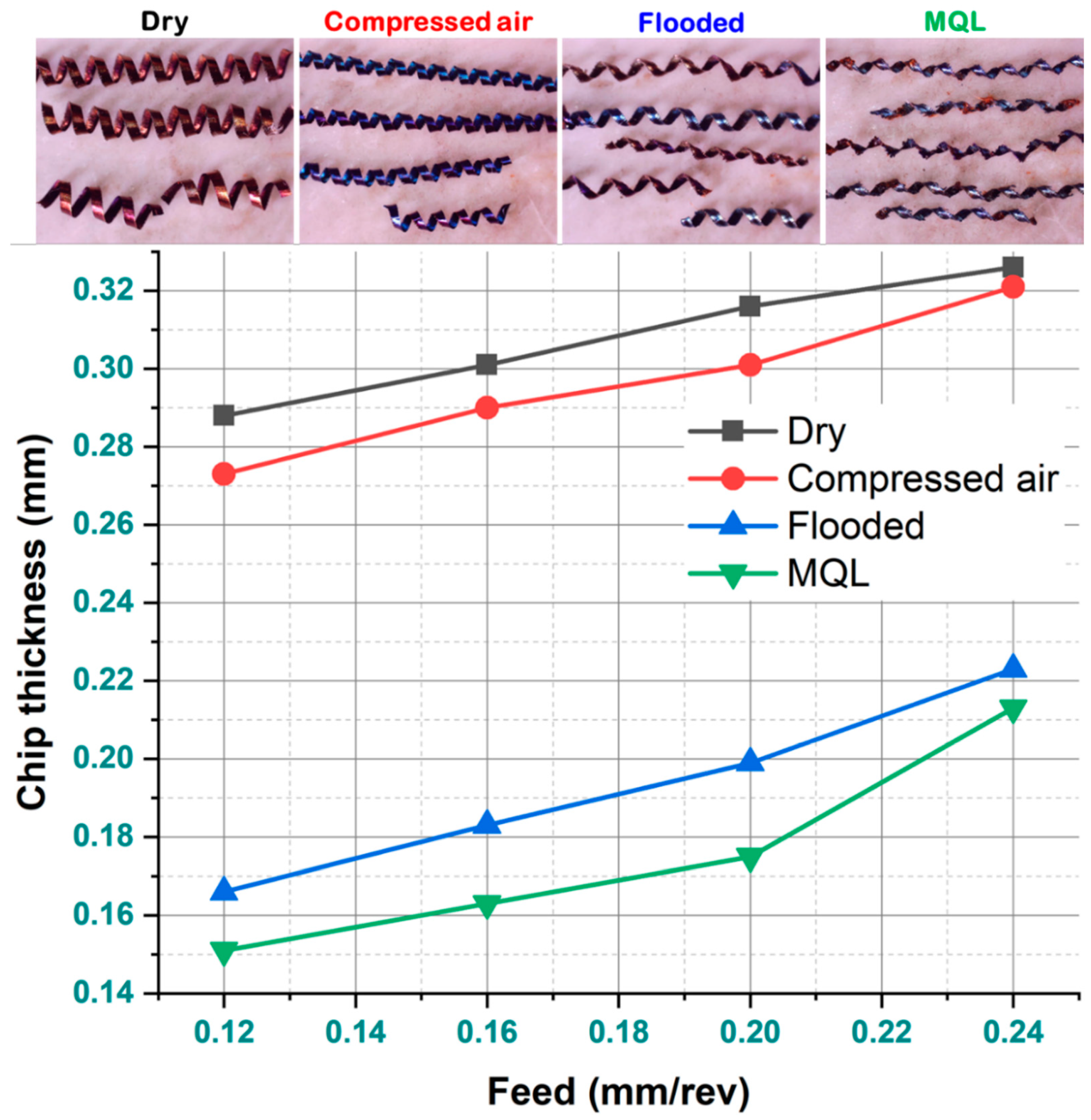
- With feed, an increment in chip thickness was found for all the cutting conditions. The highest chip thickness was observed for dry cutting and least was observed for MQL condition. With increment in feed, self-excited vibration was noticed in dry and compressed air so that leads to more tool wear resulting thicker chips. In MQL and flooded cooling, the vibration was reduced due to coolant application which leads to less tool wear (causing thinner chips).
- In MQL condition, chips with less saw tooth distance were observed, while in dry cutting, chips with a greater saw tooth distance were observed. With cutting speed, saw tooth distance increased for all the cutting conditions. Due to the effectiveness of cooling and lubrication in MQL, better results were achieved.
- The frequency of the chip segmentation is reciprocal of saw tooth distance. As the saw tooth distance was greater in dry cutting, less frequency was observed. In the MQL condition, more chip segmentation frequency was noticed. This might be due to less tool wear, nominal material adhesion, and BUE formation.
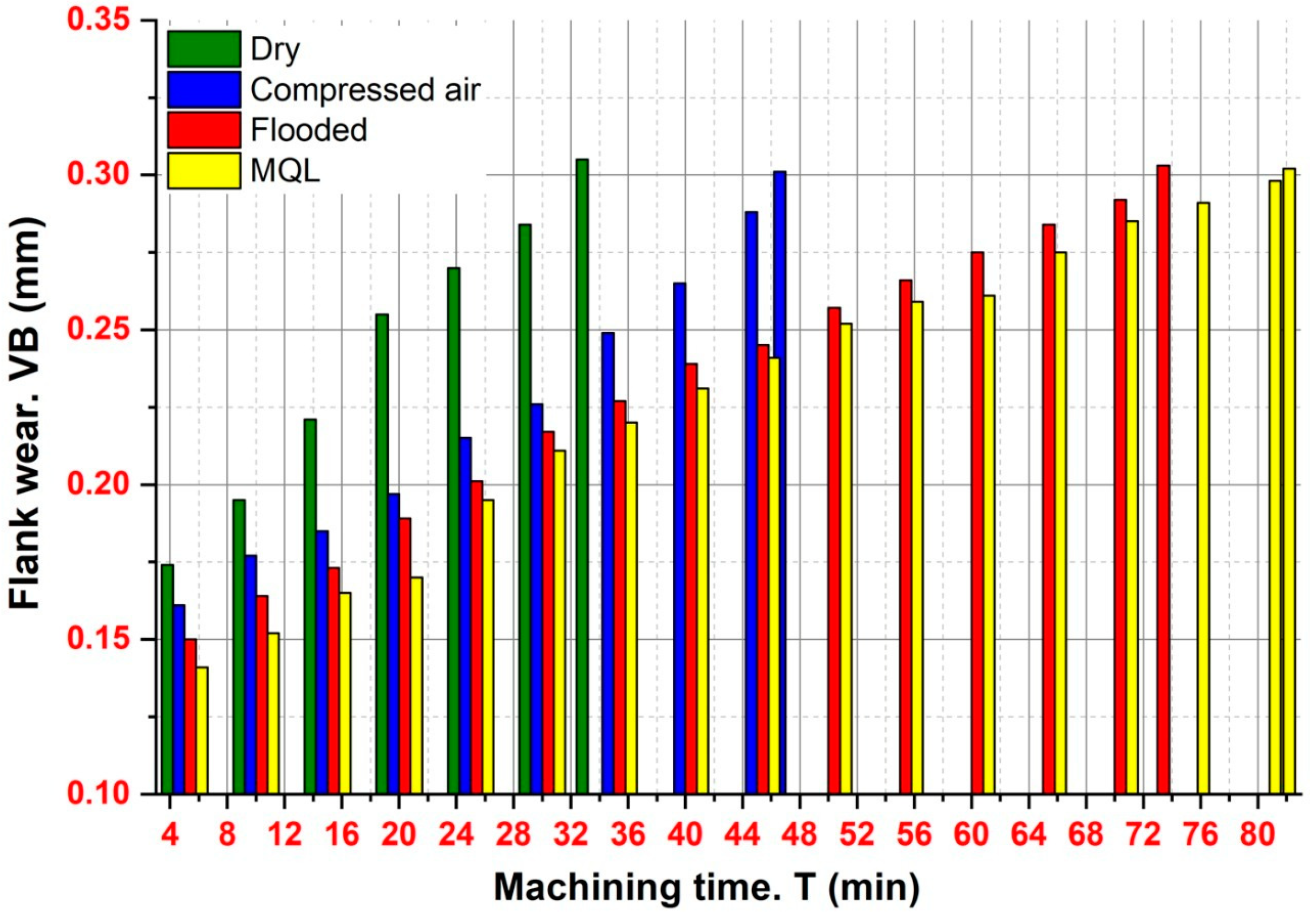
- During the investigation, a tool life of 81 min was recorded for the MQL condition, whereas it was found to be 34 min, 47 min, and 73 min in the case of dry cutting, compressed air-cooled, and flooded conditions, respectively. Result shows that the tool life under MQL machining is 138%, 72%, and 11% greater than the dry, compressed air, flooded conditions, respectively. The use of a SiAlON ceramic tool results in a more economically viable method under the MQL environment as the overall machining cost per component is lower ($0.27) as compared to dry ($0.36), compressed air ($0.31), and flooded ($0.29) machining conditions.
- Compared with compressed air-cooled, dry and flooded cooling strategy, machining under MQL condition provides environment friendliness, and is both technologically viable and economically feasible for improving sustainability.
- The application of ecofriendly radiator coolant in the form of pressurized coolant jet is implementable and preferable over dry as well as flooded machining, attributed to the sufficient cooling and lubrication effects designed to reduce the friction at tool–workpiece contact point created by MQL.
- In terms of future work, this study can be extended to include the application of other different cooling-lubrication (C/L) methods such as spray impingement cooling, nanofluid assisted MQL, and cryogenic cooling to compare the effectiveness of different C/L approaches towards machinability improvement. Moreover, the comprehensive study on power consumption, surface roughness, tool wear, and cutting force analysis will be thoroughly discussed in the future to physically understand the machinability performance of Nitronic 60 under these C/L techniques. An attempt on modeling, and then the optimization of machining performance characteristics, represents scope of future work for machinability improvement and for comprehensive understanding of the selection of appropriate cooling techniques and cutting conditions.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhao, C.; Stewart, D.; Jiang, J.; Dunne, F.P. A comparative assessment of iron and cobalt-based hard-facing alloy deformation using HR-EBSD and HR-DIC. Acta Mater. 2018, 159, 173–186. [Google Scholar] [CrossRef]
- Ahmadein, M.; Elsheikh, A.H.; Alsaleh, N.A. Modeling of cooling and heat conduction in permanent mold casting process. Alex. Eng. J. 2021, 61, 1757–1768. [Google Scholar] [CrossRef]
- Zhou, H.; Wu, C.; Tang, D.-y.; Shi, X.; Xue, Y.; Huang, Q.; Zhang, J.; Elsheikh, A.H.; Ibrahim, A.M.M. Tribological Performance of Gradient Ag-Multilayer Graphene/TC4 Alloy Self-Lubricating Composites Prepared By Laser Additive Manufacturing. Tribol. Trans. 2021, 1–11. [Google Scholar] [CrossRef]
- Ahmadein, M.; El-Kady, O.A.; Mohammed, M.M.; Essa, F.A.; Alsaleh, N.A.; Djuansjah, J.; Elsheikh, A.H. Improving the mechanical properties and coefficient of thermal expansion of molybdenum-reinforced copper using powder metallurgy. Mater. Res. Express 2021, 8, 096502. [Google Scholar] [CrossRef]
- Elsheikh, A.H.; Guo, J.; Huang, Y.; Ji, J.; Lee, K.-M. Temperature field sensing of a thin-wall component during machining: Numerical and experimental investigations. Int. J. Heat Mass Transf. 2018, 126, 935–945. [Google Scholar] [CrossRef]
- Salman, K.h.; Elsheikh, A.H.; Ashham, M.; Ali, M.K.A.; Rashad, M.; Haiou, Z. Effect of cutting parameters on surface residual stresses in dry turning of AISI 1035 alloy. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 349. [Google Scholar] [CrossRef]
- Khoshaim, A.B.; Elsheikh, A.H.; Moustafa, E.B.; Basha, M.; Mosleh, A.O. Prediction of residual stresses in turning of pure iron using artificial intelligence-based methods. J. Mater. Res. Technol. 2021, 11, 2181–2194. [Google Scholar] [CrossRef]
- Elsheikh, A.H.; Muthuramalingam, T.; Shanmugan, S.; Mahmoud Ibrahim, A.M.; Ramesh, B.; Khoshaim, A.B.; Moustafa, E.B.; Bedairi, B.; Panchal, H.; Sathyamurthy, R. Fine-tuned artificial intelligence model using pigeon optimizer for prediction of residual stresses during turning of Inconel 718. J. Mater. Res. Technol. 2021, 15, 3622–3634. [Google Scholar] [CrossRef]
- Elsheikh, A.H.; Shanmugan, S.; Muthuramalingam, T.; Thakur, A.K.; Essa, F.A.; Ibrahim, A.M.M.; Mosleh, A.O. A comprehensive review on residual stresses in turning. Adv. Manuf. 2021, 1–26. [Google Scholar] [CrossRef]
- Ucak, N.; Aslantas, K.; Cicek, A. The effects of Al2O3 coating on serrated chip geometry and adiabatic shear banding in orthogonal cutting of AISI 316L stainless steel. J. Mater. Res. Technol. 2020, 9, 10758–10767. [Google Scholar] [CrossRef]
- Koklu, U.; Çoban, H. Effect of dipped cryogenic approach on thrust force, temperature, tool wear and chip formation in drilling of AZ31 magnesium alloy. J. Mater. Res. Technol. 2020, 9, 2870–2880. [Google Scholar] [CrossRef]
- Maruda, R.W.; Krolczyk, G.M.; Nieslony, P.; Wojciechowski, S.; Michalski, M.; Legutko, S. The influence of the cooling conditions on the cutting tool wear and the chip formation mechanism. J. Manuf. Process. 2016, 24, 107–115. [Google Scholar] [CrossRef]
- Elsheikh, A.H.; Elaziz, M.A.; Das, S.R.; Muthuramalingam, T.; Lu, S. A new optimized predictive model based on political optimizer for eco-friendly MQL-turning of AISI 4340 alloy with nano-lubricants. J. Manuf. Process. 2021, 67, 562–578. [Google Scholar] [CrossRef]
- Panday, G.; Ashraf, M.Z.I.; Muneer, K.I.; Hossain, K.S.; Ashik, M.F.K.; Kamruzzaman, M. Assessing near-dry lubrication (35 mL/h) performance in hard turning process of hardened (48 HRC) AISI 1060 carbon steel. Int. J. Adv. Manuf. Technol. 2018, 99, 2045–2057. [Google Scholar] [CrossRef]
- Yücel, A.; Yıldırım, Ç.V.; Sarıkaya, M.; Şirin, Ş.; Kıvak, T.; Gupta, M.K.; Tomaz, Í.V. Influence of MoS2 based nanofluid-MQL on tribological and machining characteristics in turning of AA 2024 T3 aluminum alloy. J. Mater. Res. Technol. 2021, 15, 1688–1704. [Google Scholar] [CrossRef]
- Abas, M.; Sayd, L.; Akhtar, R.; Khalid, Q.S.; Khan, A.M.; Pruncu, C.I. Optimization of machining parameters of aluminum alloy 6026-T9 under MQL-assisted turning process. J. Mater. Res. Technol. 2020, 9, 10916–10940. [Google Scholar] [CrossRef]
- Ali, M.A.M.; Azmi, A.I.; Murad, M.N.; Zain, M.Z.M.; Khalil, A.N.M.; Shuaib, N.A. Roles of new bio-based nanolubricants towards eco-friendly and improved machinability of Inconel 718 alloys. Tribol. Int. 2020, 144, 106106. [Google Scholar] [CrossRef]
- Danish, M.; Gupta, M.K.; Rubaiee, S.; Ahmed, A.; Korkmaz, M.E. Influence of hybrid Cryo-MQL lubri-cooling strategy on the machining and tribological characteristics of Inconel 718. Tribol. Int. 2021, 163, 107178. [Google Scholar] [CrossRef]
- Korkmaz, M.E.; Gupta, M.K.; Boy, M.; Yaşar, N.; Krolczyk, G.M.; Günay, M. Influence of duplex jets MQL and nano-MQL cooling system on machining performance of Nimonic 80A. J. Manuf. Process. 2021, 69, 112–124. [Google Scholar] [CrossRef]
- Shah, P.; Khanna, N.; Zadafiya, K.; Bhalodiya, M.; Maruda, R.W.; Krolczyk, G.M. In-house development of eco-friendly lubrication techniques (EMQL, Nanoparticles+ EMQL and EL) for improving machining performance of 15–5 PHSS. Tribol. Int. 2020, 151, 106476. [Google Scholar] [CrossRef]
- Yıldırım, Ç.V.; Kıvak, T.; Sarıkaya, M.; Şirin, Ş. Evaluation of tool wear, surface roughness/topography and chip morphology when machining of Ni-based alloy 625 under MQL, cryogenic cooling and CryoMQL. J. Mater. Res. Technol. 2020, 9, 2079–2092. [Google Scholar] [CrossRef]
- Özbek, O.; Saruhan, H. The effect of vibration and cutting zone temperature on surface roughness and tool wear in eco-friendly MQL turning of AISI D2. J. Mater. Res. Technol. 2020, 9, 2762–2772. [Google Scholar] [CrossRef]
- Rajaguru, J.; Arunachalam, N. A comprehensive investigation on the effect of flood and MQL coolant on the machinability and stress corrosion cracking of super duplex stainless steel. J. Mater. Process. Technol. 2020, 276, 116417. [Google Scholar]
- Thakur, A.; Gangopadhyay, S. Evaluation of micro-features of chips of Inconel 825 during dry turning with uncoated and chemical vapour deposition multilayer coated tools. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 232, 979–994. [Google Scholar] [CrossRef]
- Dash, L.; Padhan, S.; Das, S.R. Experimental investigations on surface integrity and chip morphology in hard tuning of AISI D3 steel under sustainable nanofluid-based minimum quantity lubrication. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 1–25. [Google Scholar] [CrossRef]
- Sahoo, A.K.; Sahoo, B. A comparative study on performance of multilayer coated and uncoated carbide inserts when turning AISI D2 steel under dry environment. Measurement 2013, 46, 2695–2704. [Google Scholar] [CrossRef]
- Mia, M.; Gupta, M.K.; Singh, G.; Królczyk, G.; Pimenov, D.Y. An approach to cleaner production for machining hardened steel using different cooling-lubrication conditions. J. Clean. Prod. 2018, 187, 1069–1081. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Cr | Mn | Si | Ni | P | S | N | Fe | |
|---|---|---|---|---|---|---|---|---|---|---|
| Weight percentage | 0.04 | 17.3 | 7.4 | 3.8 | 8.6 | 0.007 | 0.011 | 0.158 | Remainder | |
| Properties | Density | Poisons ratio | Tensile strength | Modulus of elasticity | Thermal conductivity | Vickers hardness | ||||
| 7622 kg/mm3 | 0.298 | 395 MPa | 200 GPa | 51.9 W/mK | 115 HV | |||||
| Sl. No. | Production Costs and Times | Dry | Compressed Air | Flood | MQL |
|---|---|---|---|---|---|
| 1 | Machine and operator rate (x) per min | $0.067 | $0.07 | $0.081 | $0.073 |
| 2 | Machining time per component (Tc) | 2.55 min | 2.55 min | 2.55 min | 2.55 min |
| 3 | Direct labour and machining cost per component, (xTc) | $0.17 | $0.18 | $0.21 | $0.19 |
| 4 | Machine downtime to replace a tool (Td) | 5 min | 5 min | 5 min | 5 min |
| 5 | Tool life per cutting edge (T) | 34 min | 47 min | 73 min | 81 min |
| 6 | Tool replacement cost per component, | $0.025 | $0.019 | $0.014 | $0.011 |
| 7 | Cost of SiAlON cutting insert | $8.75 | $8.75 | $8.75 | $8.75 |
| 8 | Average cost of single cutting edge (y) | $2.19 | $2.19 | $2.19 | $2.19 |
| 9 | Tooling cost per component, | $0.16 | $0.12 | $0.076 | $0.069 |
| 10 | Total machining cost expenditure per component, | $0.36 | $0.31 | $0.29 | $0.27 |
| Work diameter (d) = 45 mm, axial length of cut (l) = 480 mm, machining time per component | |||||
| Sustainability Assessment Factors | Weightage | |||
|---|---|---|---|---|
| Dry | Compressed Air | Flooded | MQL | |
| Coolant cost | +2 | +2 | −2 | 1 |
| Coolant recycling and disposal | 2 | 2 | −2 | 1 |
| Environmental impact | 2 | 2 | −2 | −1 |
| Operator health | +2 | +1 | −2 | +1 |
| Surface finish | −2 | −1 | 1 | 2 |
| Cutting temperature | −2 | −1 | 1 | 2 |
| Part cleaning | −2 | 1 | 1 | 2 |
| Noise level | −2 | −1 | 1 | 2 |
| Total score | 0 | 5 | −4 | 10 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Das, A.; Padhan, S.; Das, S.R.; Alsoufi, M.S.; Ibrahim, A.M.M.; Elsheikh, A. Performance Assessment and Chip Morphology Evaluation of Austenitic Stainless Steel under Sustainable Machining Conditions. Metals 2021, 11, 1931. https://doi.org/10.3390/met11121931
Das A, Padhan S, Das SR, Alsoufi MS, Ibrahim AMM, Elsheikh A. Performance Assessment and Chip Morphology Evaluation of Austenitic Stainless Steel under Sustainable Machining Conditions. Metals. 2021; 11(12):1931. https://doi.org/10.3390/met11121931
Chicago/Turabian StyleDas, Anshuman, Smita Padhan, Sudhansu Ranjan Das, Mohammad S. Alsoufi, Ahmed Mohamed Mahmoud Ibrahim, and Ammar Elsheikh. 2021. "Performance Assessment and Chip Morphology Evaluation of Austenitic Stainless Steel under Sustainable Machining Conditions" Metals 11, no. 12: 1931. https://doi.org/10.3390/met11121931
APA StyleDas, A., Padhan, S., Das, S. R., Alsoufi, M. S., Ibrahim, A. M. M., & Elsheikh, A. (2021). Performance Assessment and Chip Morphology Evaluation of Austenitic Stainless Steel under Sustainable Machining Conditions. Metals, 11(12), 1931. https://doi.org/10.3390/met11121931