
Research on Hydraulic Push-Pull Bending Process of Ultra-Thin-Walled Tubes


Abstract
:1. Introduction
2. Experimental Procedure and Simulation Methods
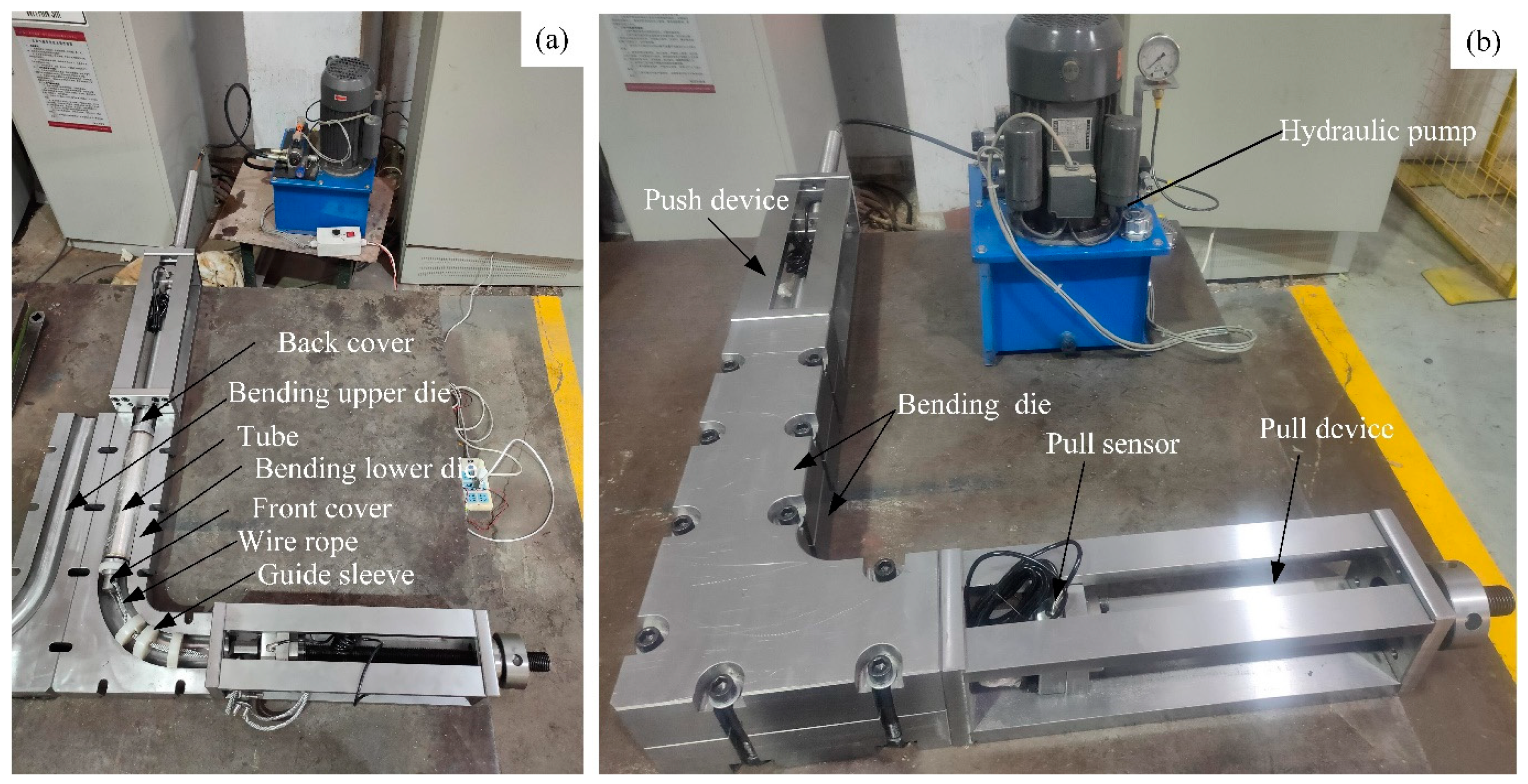
2.1. Forming Process
2.2. Finite Element Simulation
2.2.1. Modeling
2.2.2. Material Properties
2.2.3. Interactions, Boundary Conditions, and Meshes
3. Results and Discussion of Simulation
3.1. The Influence of Internal Pressure on the Hydraulic Push-Pull Bending Process
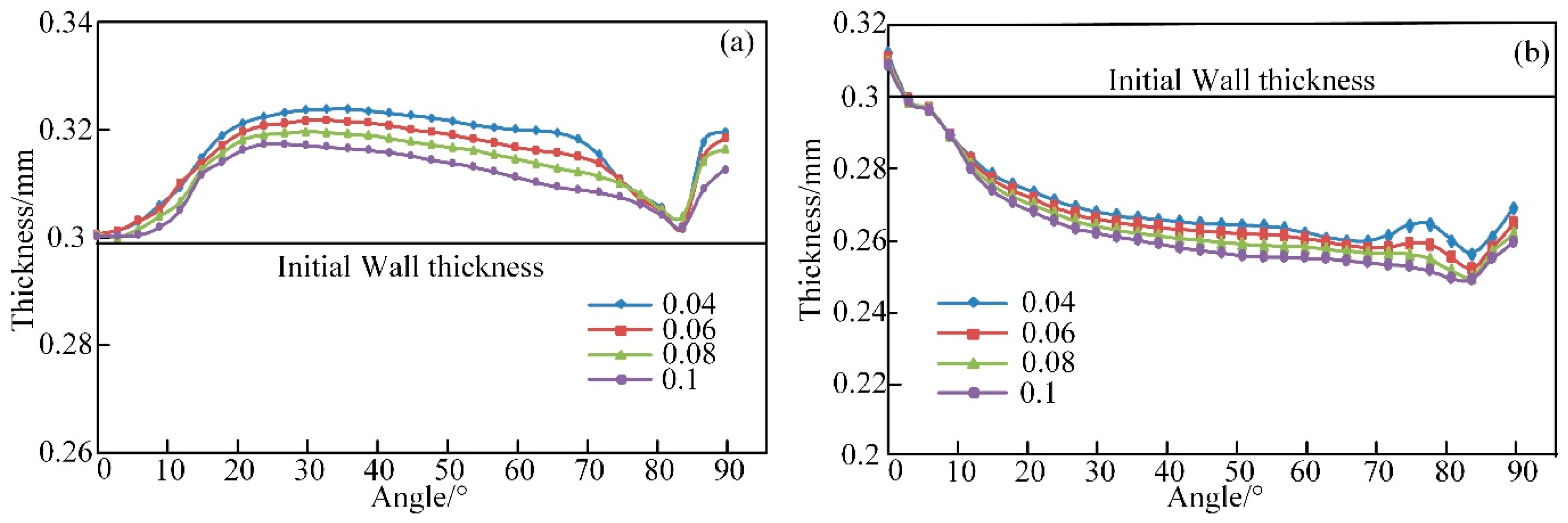
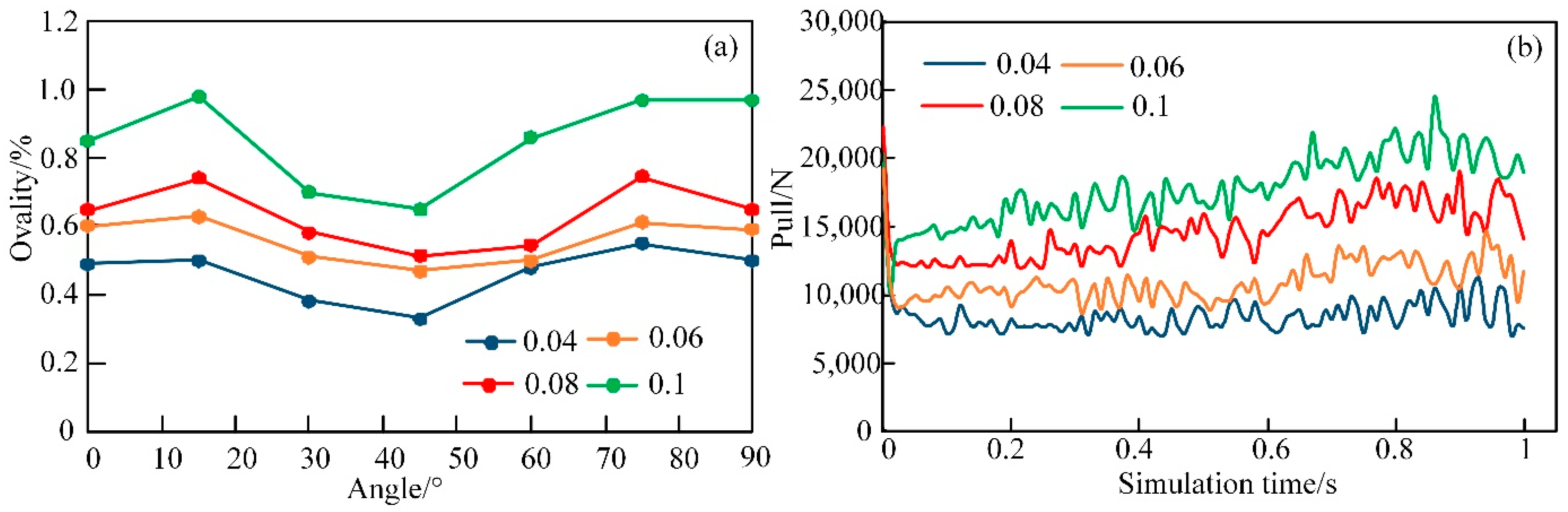
3.2. The Influence of Friction on the Hydraulic Push-Pull Bending Process
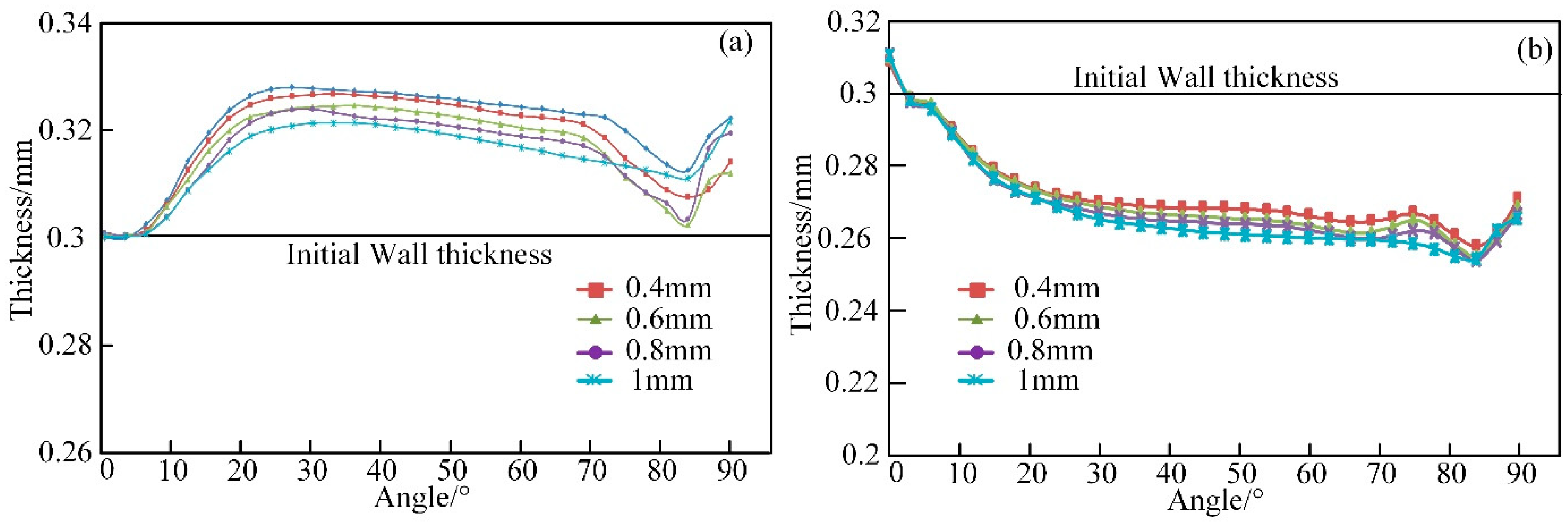
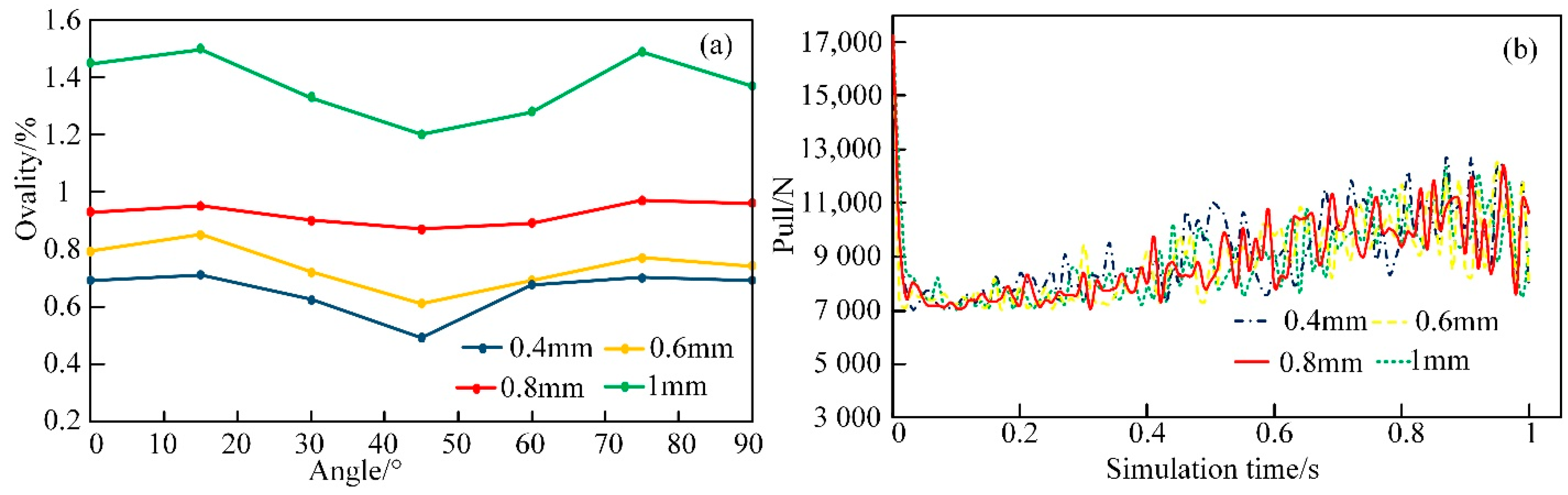
3.3. The Influence of Die Clearance on the Hydraulic Push-Pull Bending Process
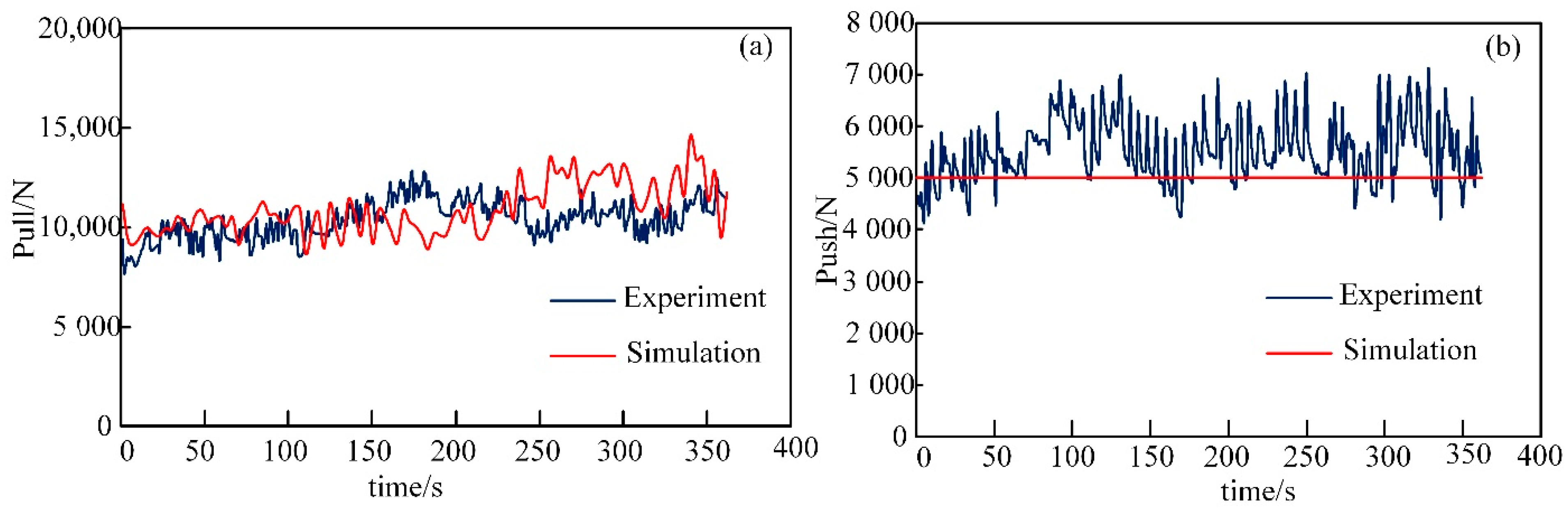
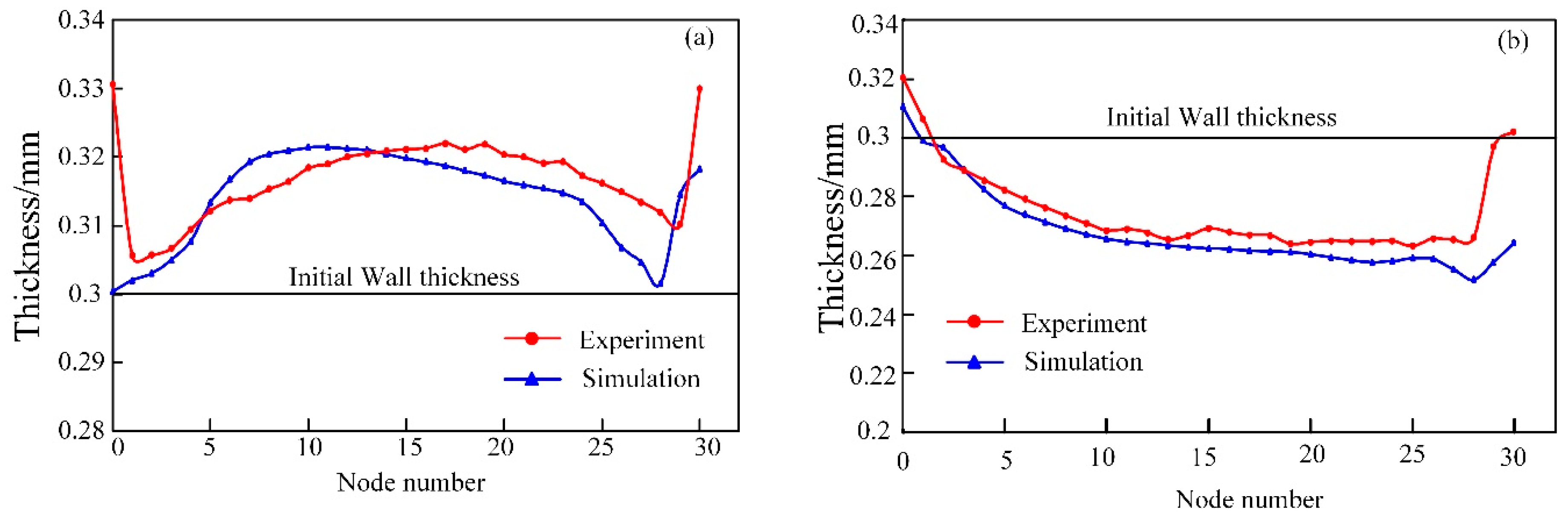
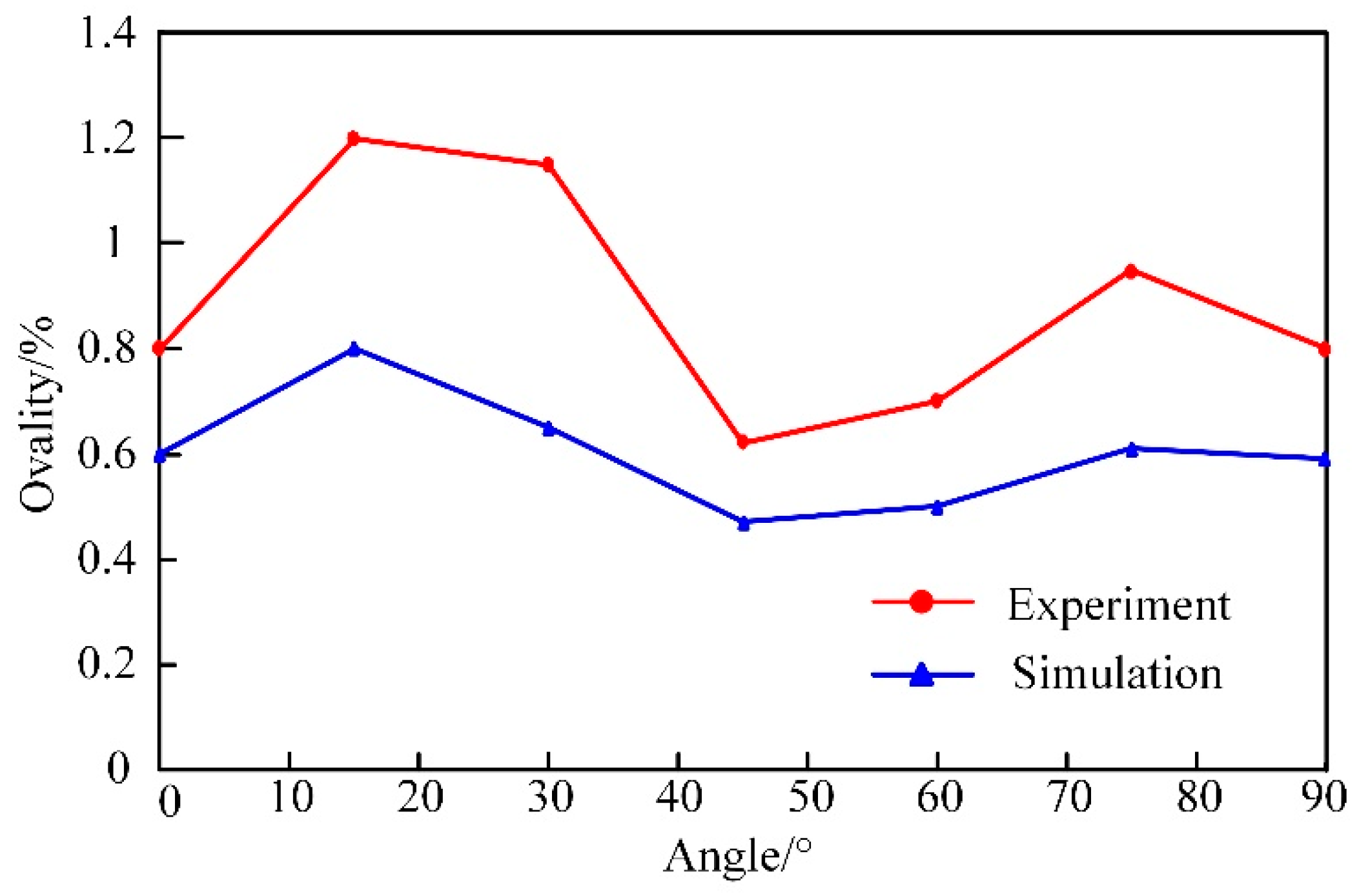
4. Experimental Verification
5. Conclusions
- (1)
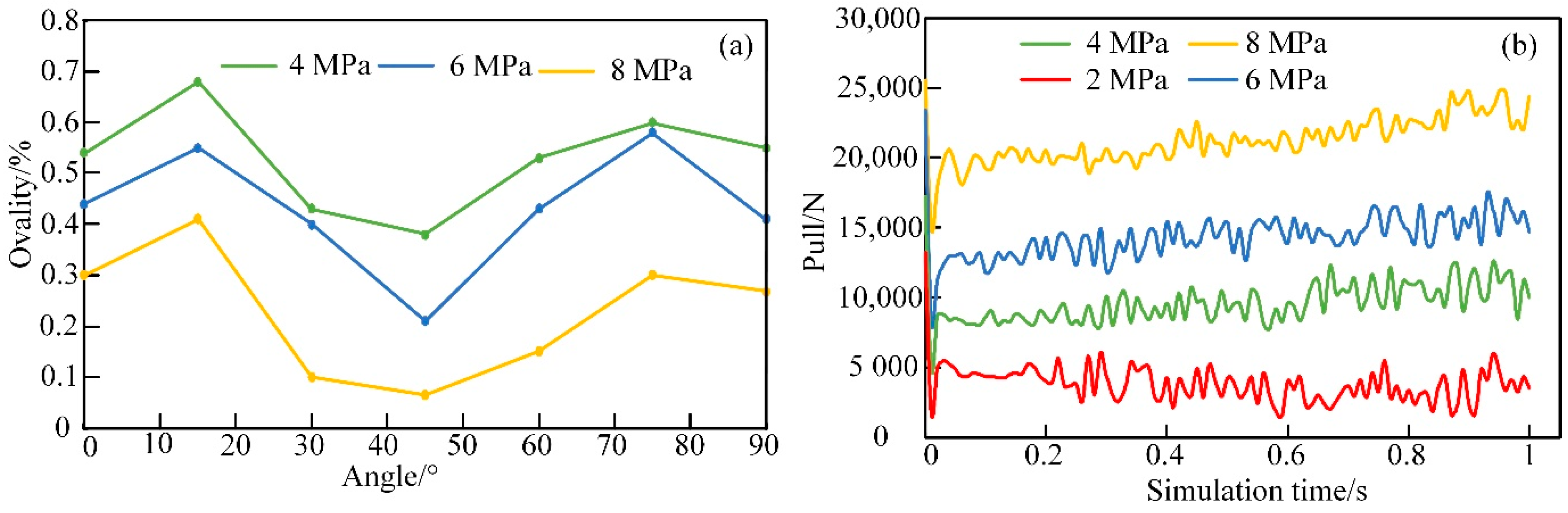
- Wrinkling and cross-section deformation tend to occur when bending an ultra-thin-walled tube. However, wrinkling and cross-section deformation can be suppressed by increasing internal pressure.
- (2)
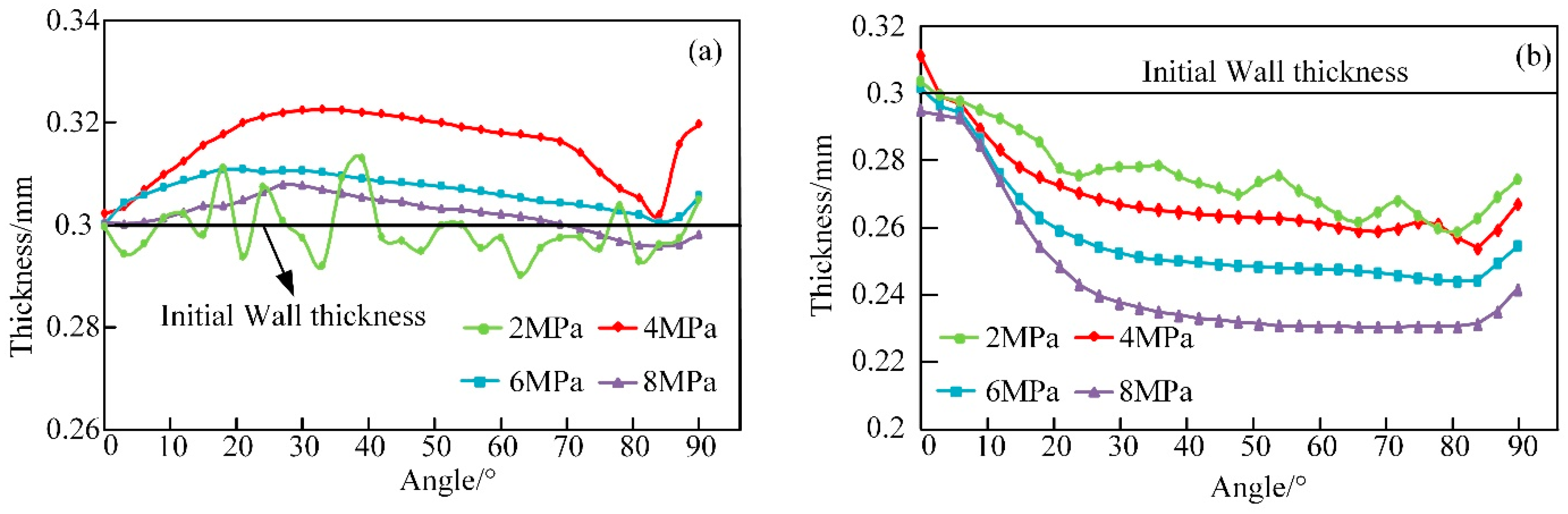
- Large internal pressure, friction, and die clearance can suppress the increase of inner wall thickness of the bent tube but worsen the thinning of outer wall thickness. The optimal process parameters of 4 MPa internal pressure, 0.06 friction coefficient, and 0.8 mm die clearance were determined by the simulation.
- (3)
- The bent tubes with an initial wall thickness of 0.3 mm, diameter of 60 mm, bending radius of 165 mm, and bending angle of 90° were successfully obtained through the experiments and the accuracy of the finite element model was verified.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yang, H.; Li, H.; Zhang, Z.Y.; Zhan, M.; Liu, J.; Li, G.J. Advances and trends on tube bending forming technologies. Chin. J. Aeronaut. 2012, 25, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Hashmi, S. Comprehensive Materials Processing; Elsevier: Amsterdam, The Netherlands, 2014; pp. 321–350. [Google Scholar]
- Totten, G.E.; Tiryakioğlu, M.; Kessler, O. Encyclopedia of Aluminum and Its Alloys; CRC Press: Boca Raton, FL, USA, 2019; pp. 2732–2750. [Google Scholar]
- Liu, N.; Yang, H.; Li, H.; Yan, S.L. Plastic wrinkling prediction in thin-walled part forming process: A review. Chin. J. Aeronaut. 2016, 29, 1–14. [Google Scholar] [CrossRef] [Green Version]
- Liu, N.; Yang, H.; Li, H.; Tao, Z.J.; Hu, X. An imperfection-based perturbation method for plastic wrinkling prediction in tube bending under multi-die constraints. Int. J. Mech. Sci. 2015, 98, 178–194. [Google Scholar] [CrossRef]
- Li, H.; Yang, H.; Zhan, M. A study on plastic wrinkling in thin-walled tube bending via an energy-based wrinkling prediction model. Model. Simul. Mater. Sci. Eng. 2009, 17, 035007. [Google Scholar] [CrossRef]
- Limam, A.; Lee, L.H.; Corona, E.; Kyriakides, S. Inelastic wrinkling and collapse of tubes under combined bending and internal pressure. Int. J. Mech. Sci. 2010, 52, 637–647. [Google Scholar] [CrossRef]
- Gholipour, J.; Worswick, M.J.; Oliveira, D. Application of Damage Models in Bending and Hydroforming of Aluminum Alloy Tube; SAE Technical Paper; SAE International: Warrendale, PA, USA, 2004. [Google Scholar] [CrossRef]
- Li, H.; Yang, H.; Zhan, M. A Study on critical thinning in thin-walled tube bending of al-alloy 5052O via coupled ductile fracture criteria. In AIP Conference Proceedings; American Institute of Physics: College Park, MD, USA, 2010; Volume 1252, pp. 1286–1294. [Google Scholar]
- Safdarian, R. Investigation of tube fracture in the rotary draw bending process using experimental and numerical methods. Int. J. Mater. Form. 2020, 13, 493–516. [Google Scholar] [CrossRef]
- Liu, H.; Zhang, S.H.; Song, H.W.; Shi, G.L.; Cheng, M. 3D FEM-DEM coupling analysis for granular-media-based thin-wall elbow tube push-bending process. Int. J. Mater. Form. 2019, 12, 985–994. [Google Scholar] [CrossRef]
- Song, H.W.; Xie, W.L.; Zhang, S.H.; Jing, W.H.; Lăzărescu, L.; Banabic, D. Granular media filler assisted push bending method of thin-walled tubes with small bending radius. Int. J. Mech. Sci. 2021, 198, 106365. [Google Scholar] [CrossRef]
- Xu, X.F.; Wu, K.W.; Wu, Y.W.; Fu, C.L.; Fan, Y.B. Push-bending method development of thin-walled tube with relative bending radius of 1 using sectional elastomers as mandrel. Int. J. Adv. Manuf. Technol. 2019, 105, 995–1008. [Google Scholar] [CrossRef]
- Jiang, W.H.; Xie, W.L.; Song, H.W.; Lazarescu, L.; Zhang, S.H.; Banabic, D. A modified thin-walled tube push-bending process with polyurethane mandrel. Int. J. Adv. Manuf. Technol. 2020, 106, 2509–2521. [Google Scholar] [CrossRef]
- Bai, L.; Liu, J.; Wang, Z.; Zou, S.G. Optimal Design of the Shape of a Non-Ball Mandrel for Thin-Walled Tube Small Radius Cold Bending. Metals 2021, 11, 1221. [Google Scholar] [CrossRef]
- Lăzărescu, L. Effect of internal fluid pressure on quality of aluminum alloy tube in rotary draw bending. Int. J. Adv. Manuf. Technol. 2013, 64, 85–91. [Google Scholar] [CrossRef]
- Montazeri, S.; Gorji, A.; Bakhshi, M. A new method for compression bending of thin-walled tubes in hydro-bending process. Int. J. Adv. Manuf. Technol. 2016, 85, 557–571. [Google Scholar] [CrossRef]
- Yasui, H.; Miyagawa, T.; Yoshihara, S.; Furushima, T.; Yamada, R.; Ito, Y. Influence of internal pressure and axial compressive displacement on the formability of small-diameter ZM21 magnesium alloy tubes in warm tube hydroforming. Metals 2020, 10, 674. [Google Scholar] [CrossRef]
- Wang, J.; Agarwal, R. Tube bending under axial force and internal pressure. J. Manuf. Sci. Eng.-Trans. ASME 2006, 128, 598–605. [Google Scholar] [CrossRef]
- Zeng, Y.S.; Li, Z.Q. Experimental research on the tube push-bending process. J. Mater. Process. Technol. 2002, 122, 237–240. [Google Scholar] [CrossRef]
- Oh, I.Y.; Han, S.W.; Woo, Y.Y.; Ra, J.H.; Moon, Y.H. Tubular blank design to fabricate an elbow tube by a push-bending process. J. Mater. Process. Technol. 2018, 260, 112–122. [Google Scholar] [CrossRef]
- Baudin, S.; Ray, P.; Mac Donald, B.J.; Hashmi, M.S.J. Development of a novel method of tube bending using finite element simulation. J. Mater. Process. Technol. 2004, 153–154, 128–133. [Google Scholar] [CrossRef]
- Goodarzi, M.; Kuboki, T.; Murata, M. Effect of initial thickness on shear bending process of circular tubes. J. Mater. Process. Technol. 2007, 191, 136–140. [Google Scholar] [CrossRef]
- Goodarzi, M.; Kuboki, T.; Murata, M. Deformation analysis for the shear bending process of circular tubes. J. Mater. Process. Technol. 2005, 162–163, 492–497. [Google Scholar] [CrossRef]
- Teng, B.G.; Hu, L.; Yuan, S.J. Deformation behavior of thin-walled tube bending with internal pressure. Rev. Adv. Mater. Sci. 2013, 33, 436–441. [Google Scholar]
- Hu, L.; Teng, B.; Yuan, S.J. Effect of internal pressure on hydro bending of double-layered tube. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2012, 226, 1717–1726. [Google Scholar] [CrossRef]
- Nakajima, K.; Utsumi, N.; Saito, Y.; Yoshida, M. Deformation Property and Suppression of Ultra-Thin-Walled Rectangular Tube in Rotary Draw Bending. Metals 2020, 10, 1074. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tube Diameter D/mm | Tube Thickness t/mm | Tube Length L/mm | Bending Angle θ/° | Bending Radius R/mm |
|---|---|---|---|---|
| 60 | 0.3 | 300 | 90 | 165 |
| Density ρ/(g·cm−3) | Young’s Modulus E/GPa | Poisson’s Ratio ν | Tensile Yield Strength σs/MPa | Ultimate Tensile Strength σb/MPa | Elongation δ/% |
|---|---|---|---|---|---|
| 7.93 | 201 | 0.3 | 291 | 1033 | 42 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Zhao, C.; Du, B.; Chen, D.; Li, Y.; Han, Z. Research on Hydraulic Push-Pull Bending Process of Ultra-Thin-Walled Tubes. Metals 2021, 11, 1932. https://doi.org/10.3390/met11121932
Zhang X, Zhao C, Du B, Chen D, Li Y, Han Z. Research on Hydraulic Push-Pull Bending Process of Ultra-Thin-Walled Tubes. Metals. 2021; 11(12):1932. https://doi.org/10.3390/met11121932
Chicago/Turabian StyleZhang, Xin, Changcai Zhao, Bing Du, Duan Chen, Yang Li, and Zhaojian Han. 2021. "Research on Hydraulic Push-Pull Bending Process of Ultra-Thin-Walled Tubes" Metals 11, no. 12: 1932. https://doi.org/10.3390/met11121932
APA StyleZhang, X., Zhao, C., Du, B., Chen, D., Li, Y., & Han, Z. (2021). Research on Hydraulic Push-Pull Bending Process of Ultra-Thin-Walled Tubes. Metals, 11(12), 1932. https://doi.org/10.3390/met11121932