
Deformation Characteristics in a Stretch-Based Dimensional Correction Method for Open, Thin-Walled Extrusions




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Experiments
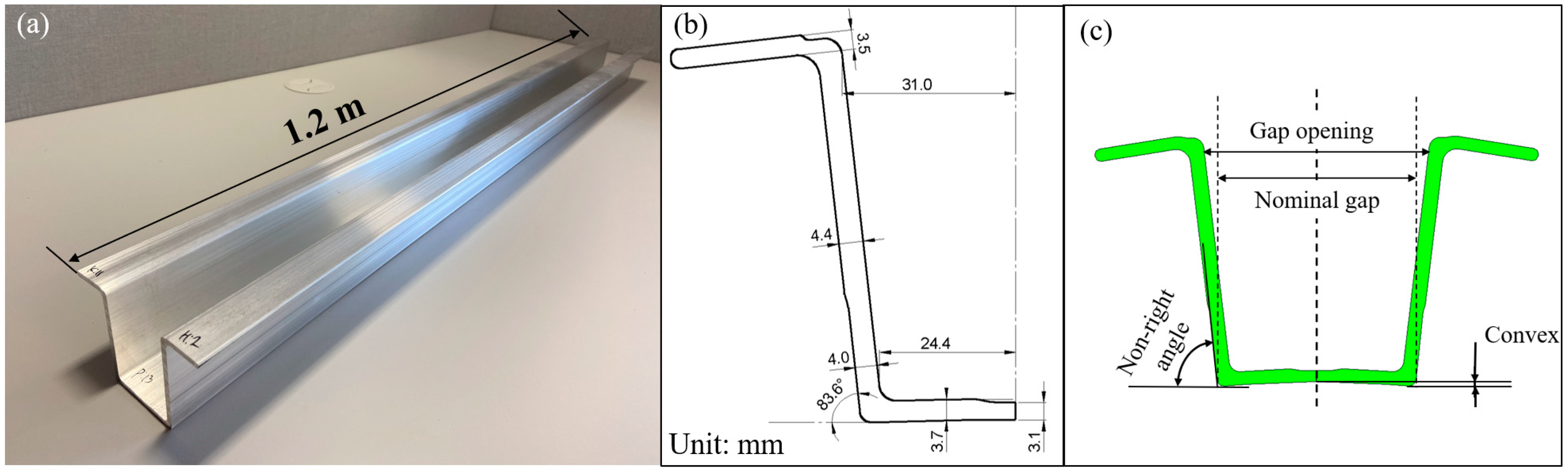
2.1.1. Sample Description
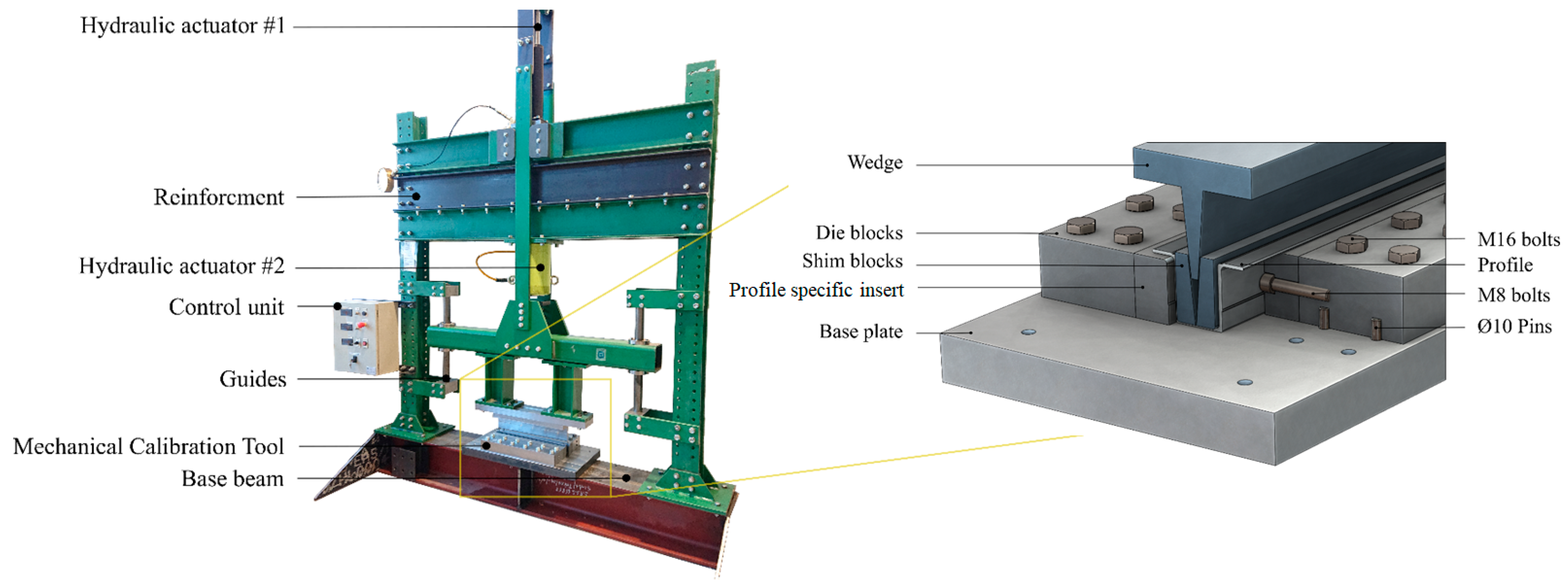
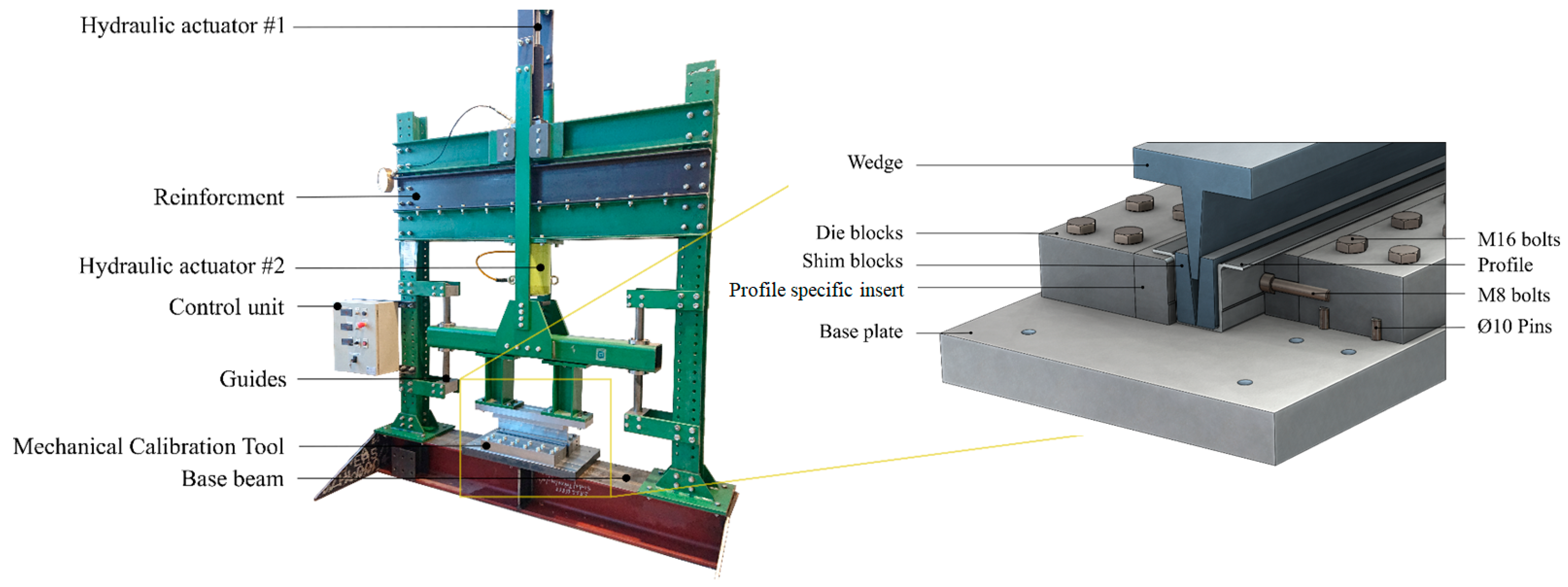
2.1.2. Experimental Setup
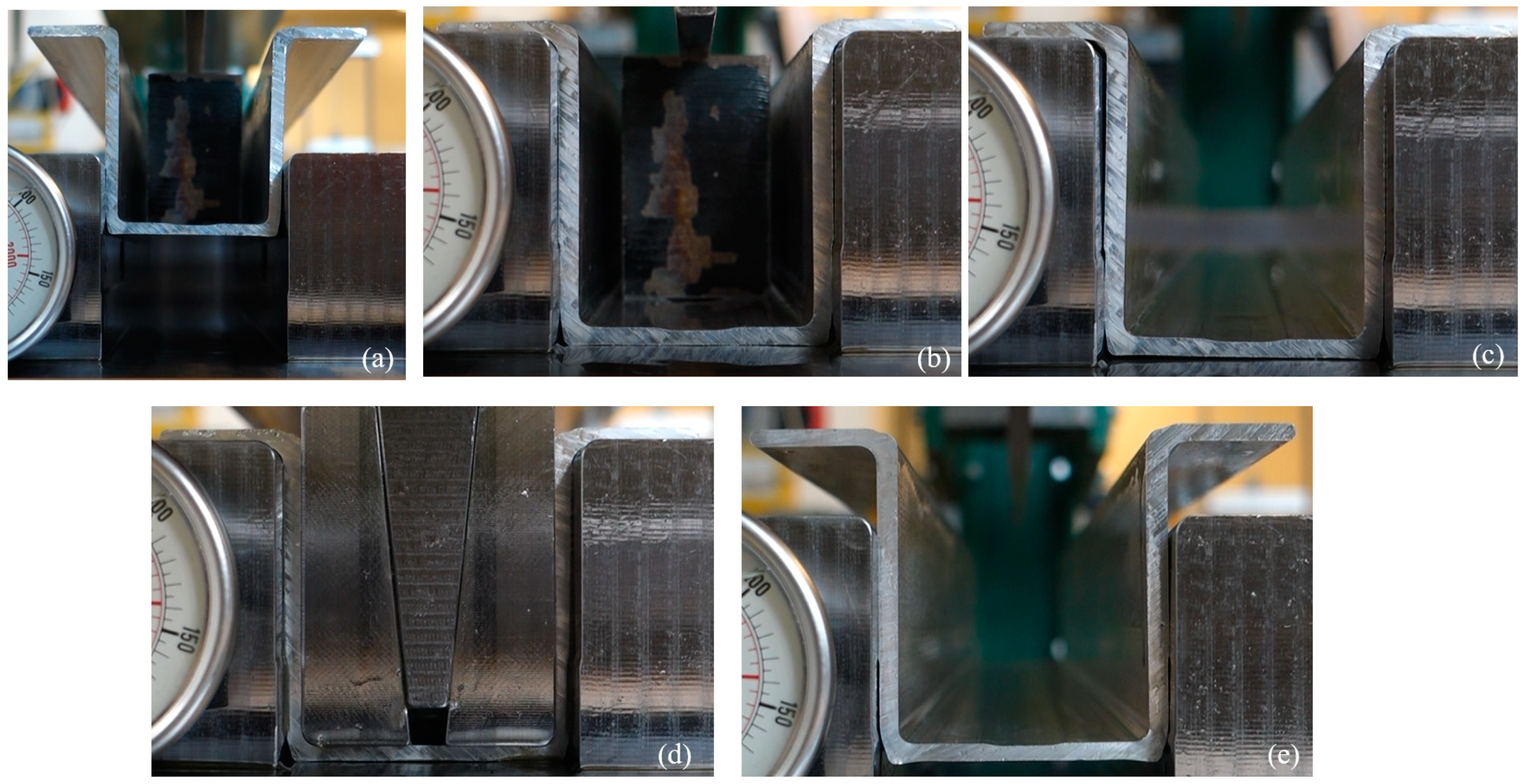
2.1.3. Experimental Procedures
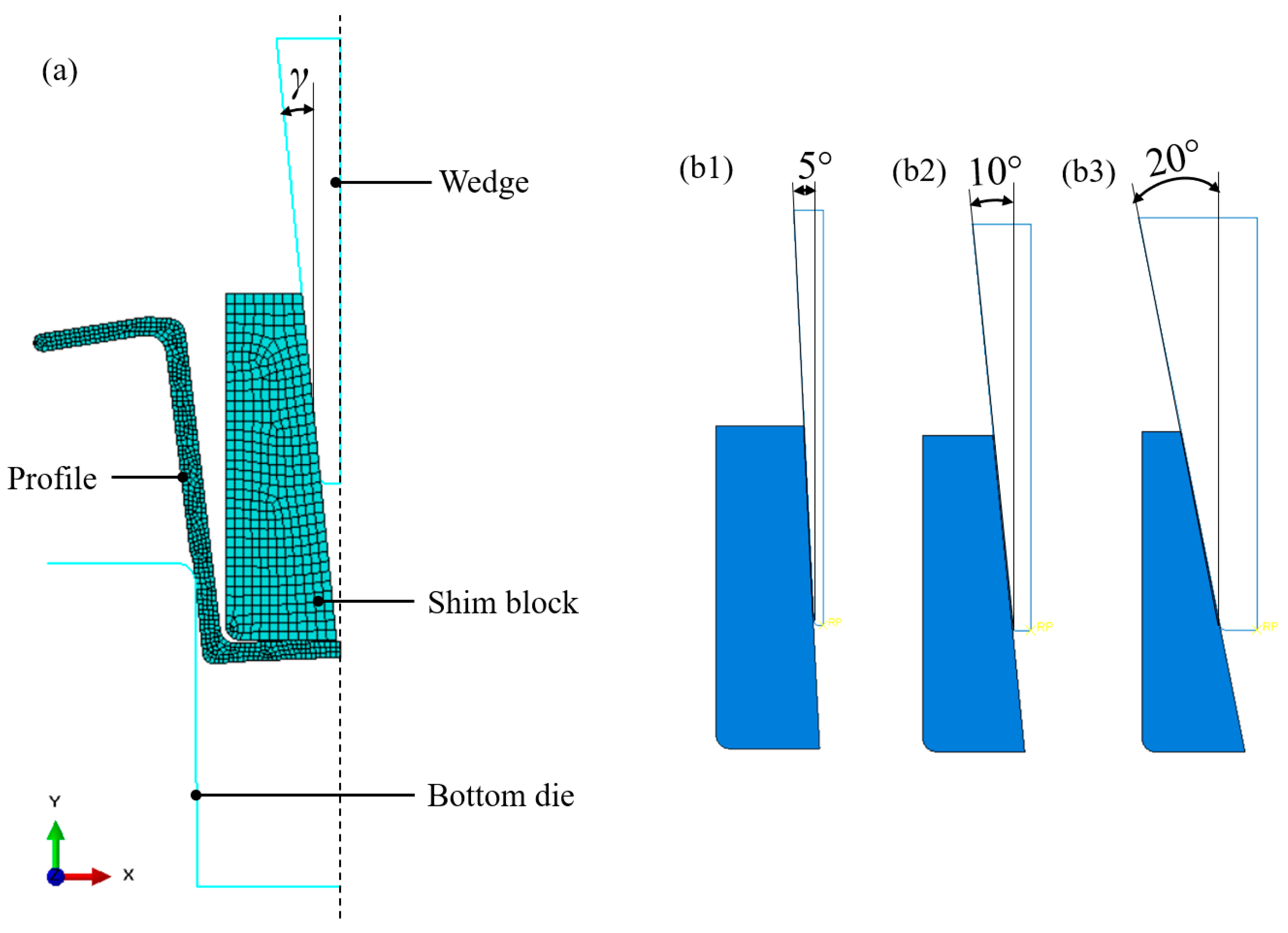
2.2. Finite Element Modelling
3. Results and Discussion
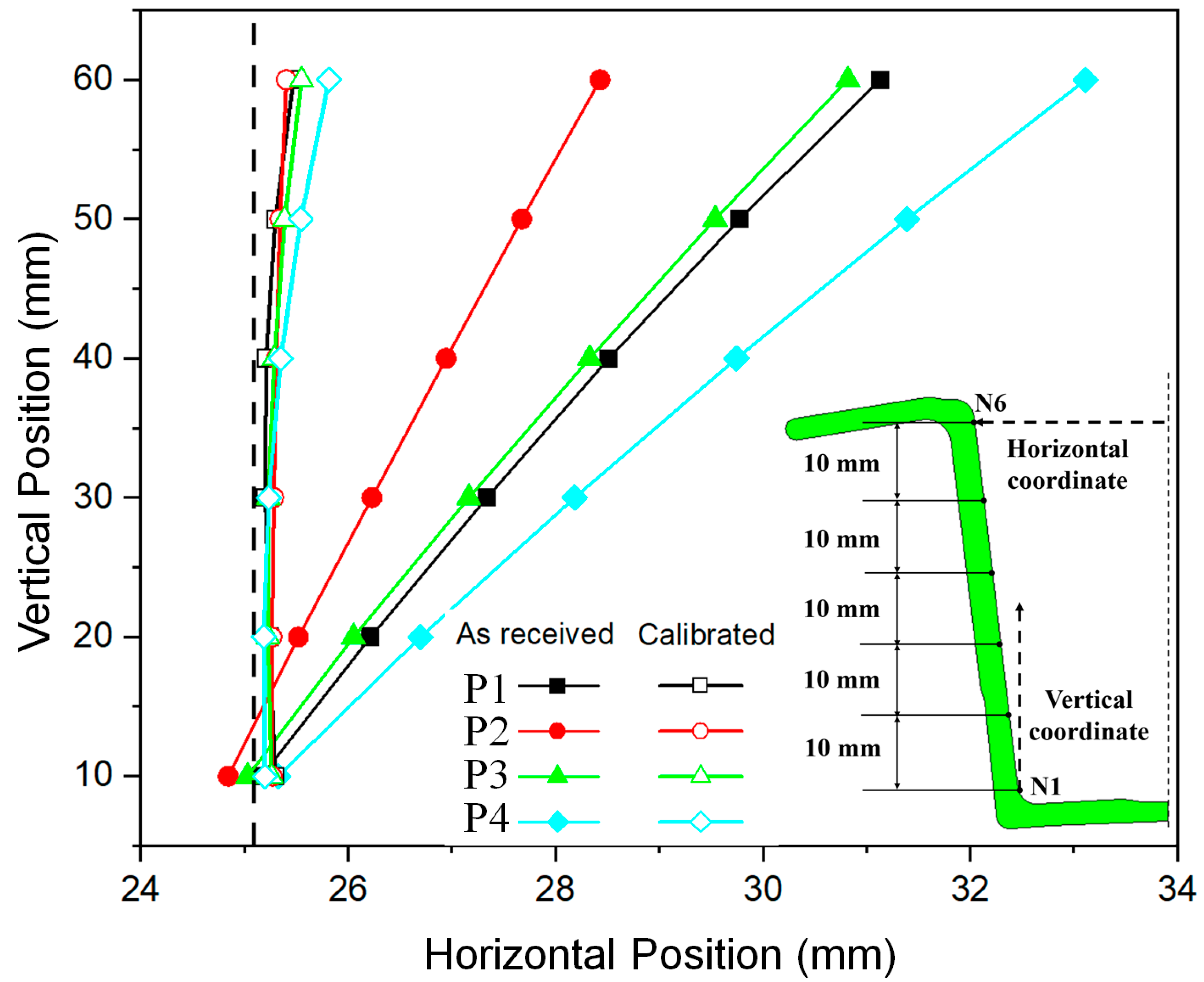
3.1. Experimental Results
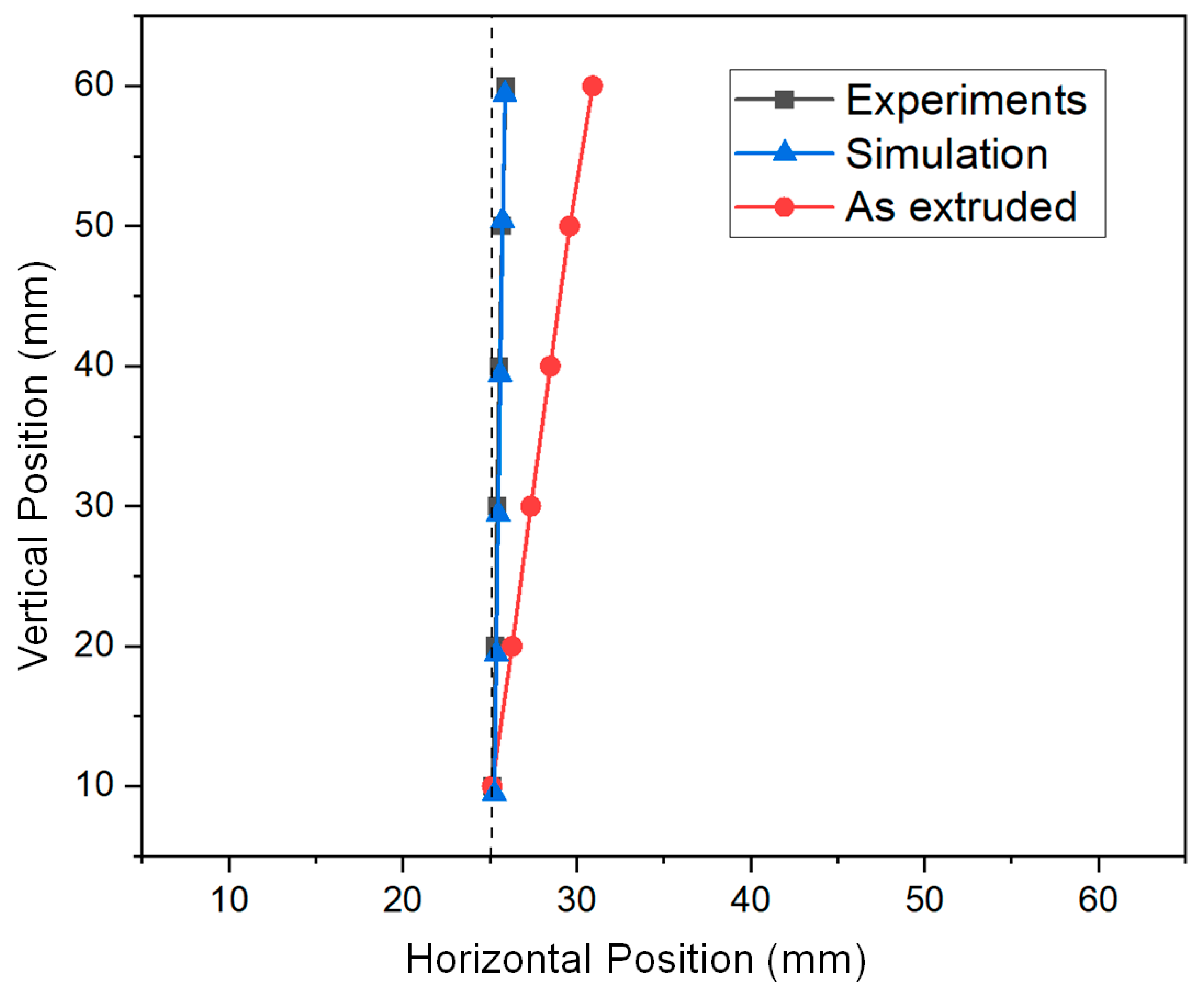
3.2. Verification of FE Model
3.3. Deformation Evolution
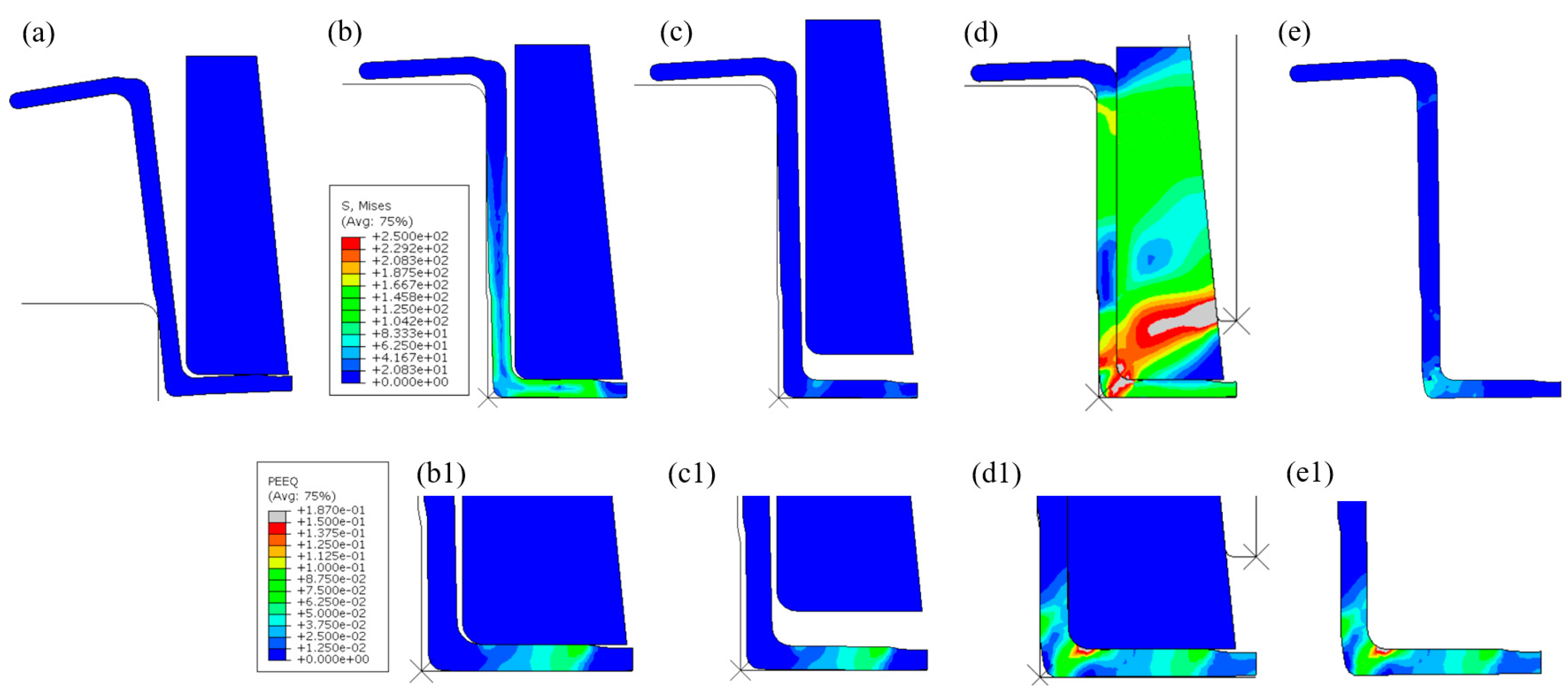
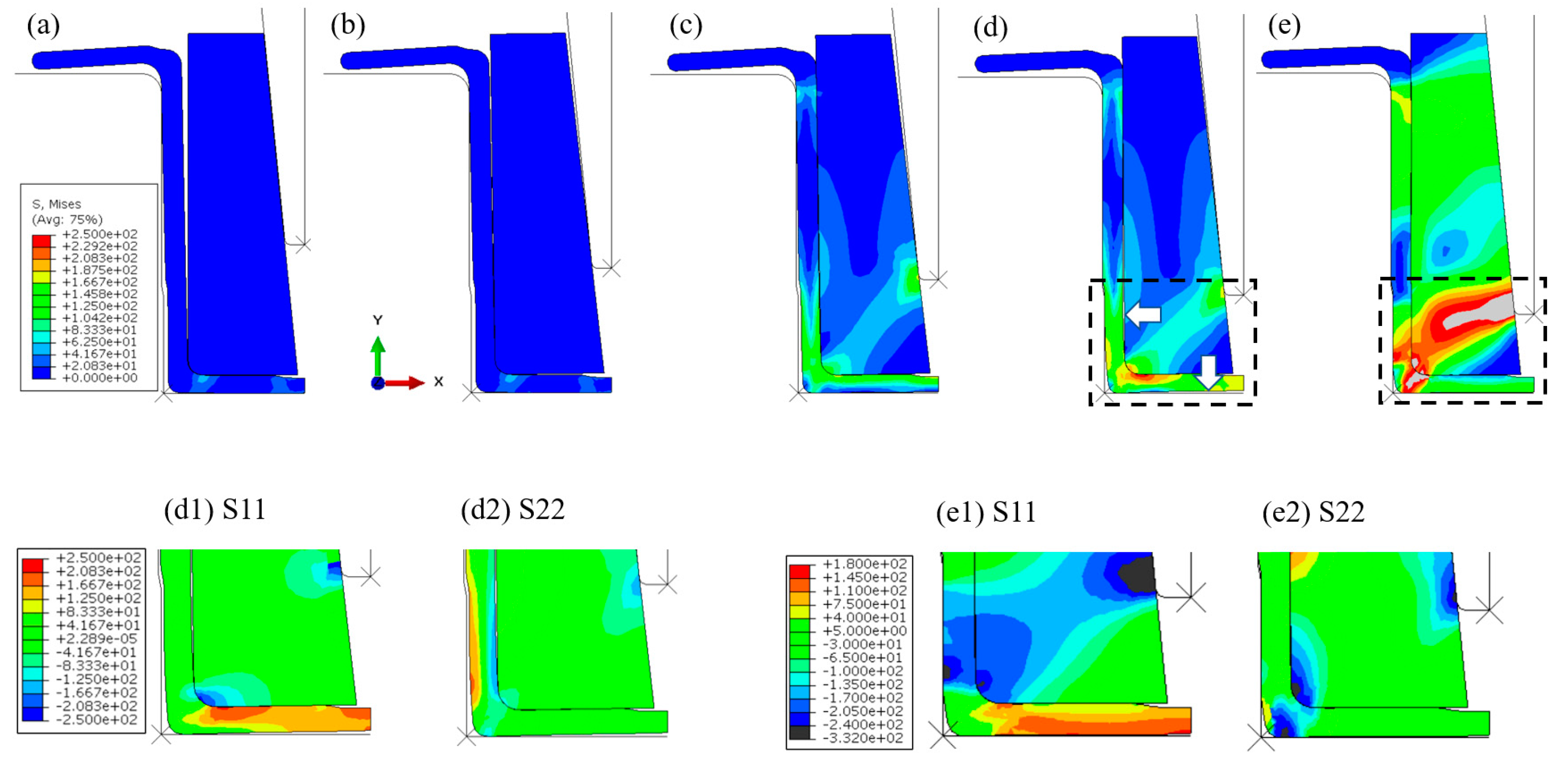
3.3.1. Analysis of Stress and Strain Evolution
3.3.2. Analysis of Dimensional Evolution
3.3.3. Effect of Wedge Slope on Dimensional Accuracy Improvement
4. Conclusions
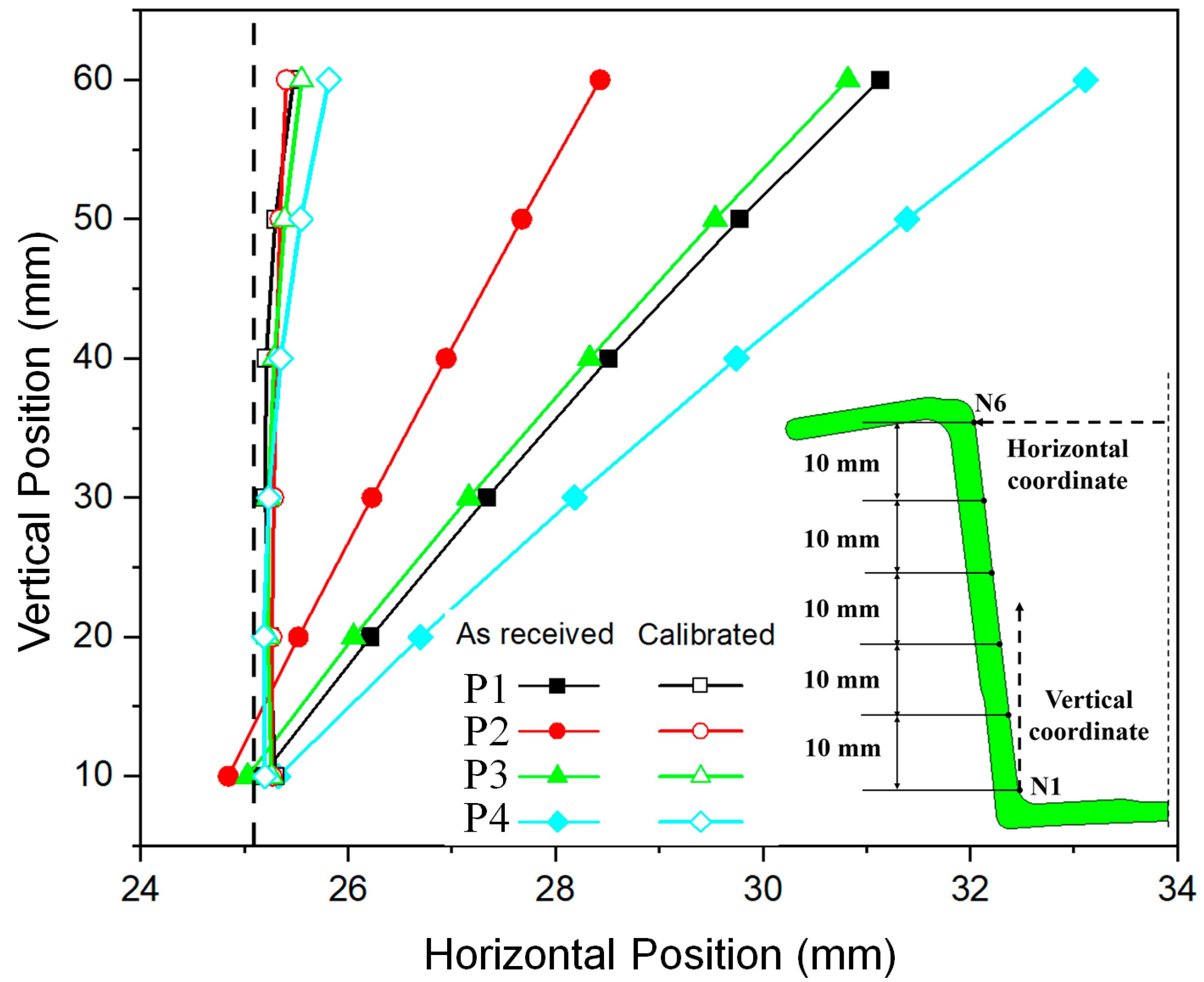
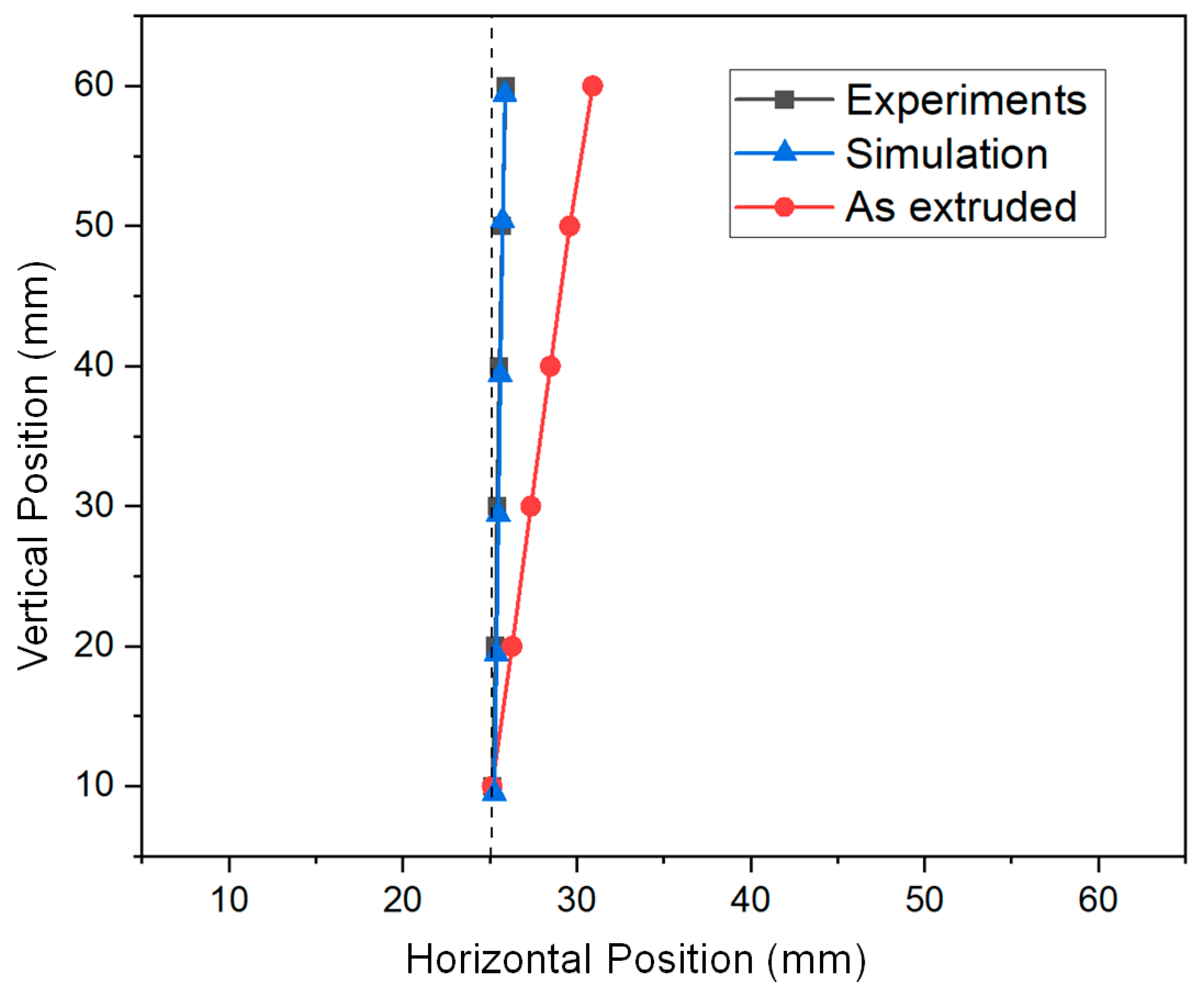
- It is experimentally validated that the novel TSLB technique is capable of improving the dimensional accuracy for the thin-walled extrusions, with an average dimensional improvement of 92% for the four selected cases.
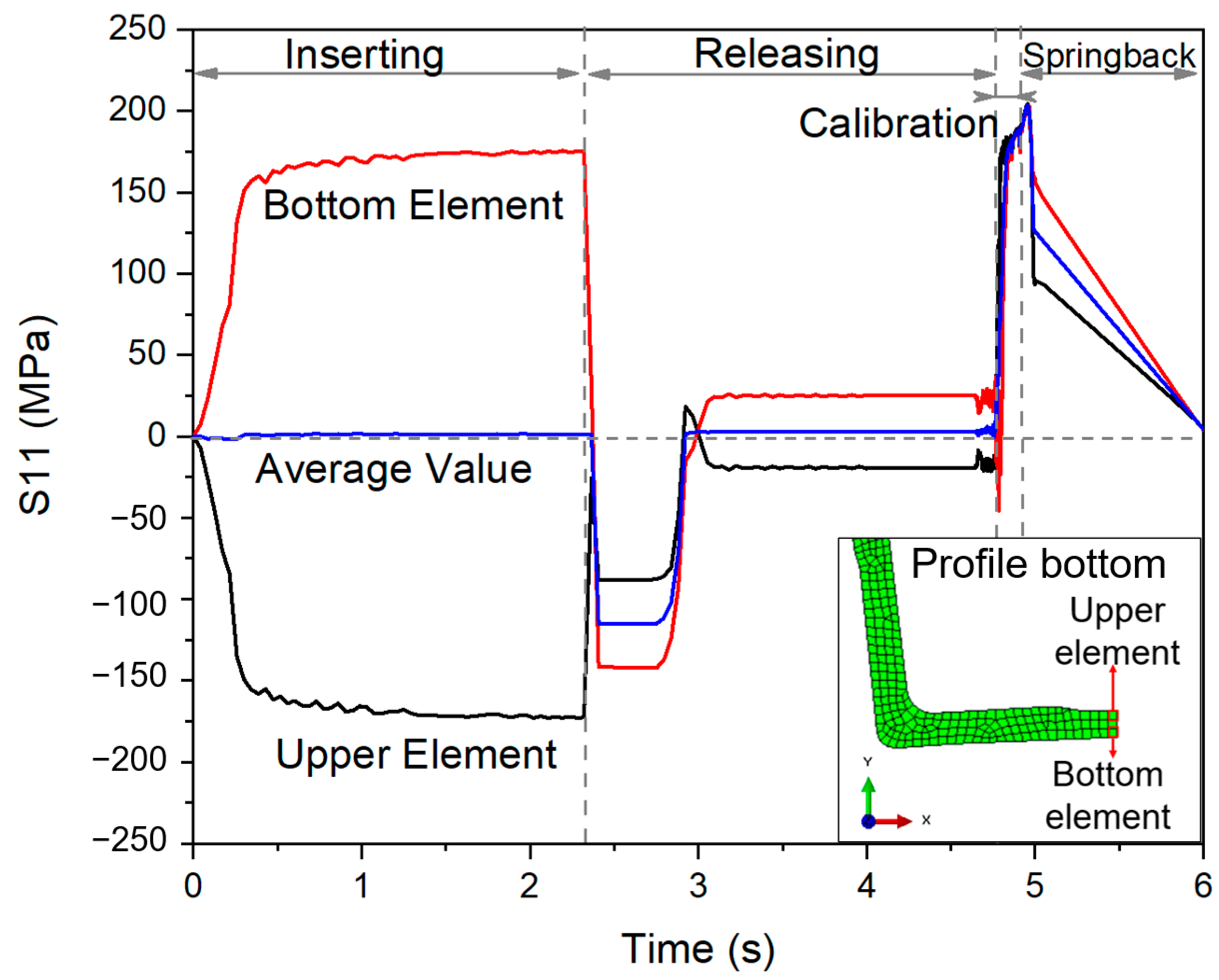
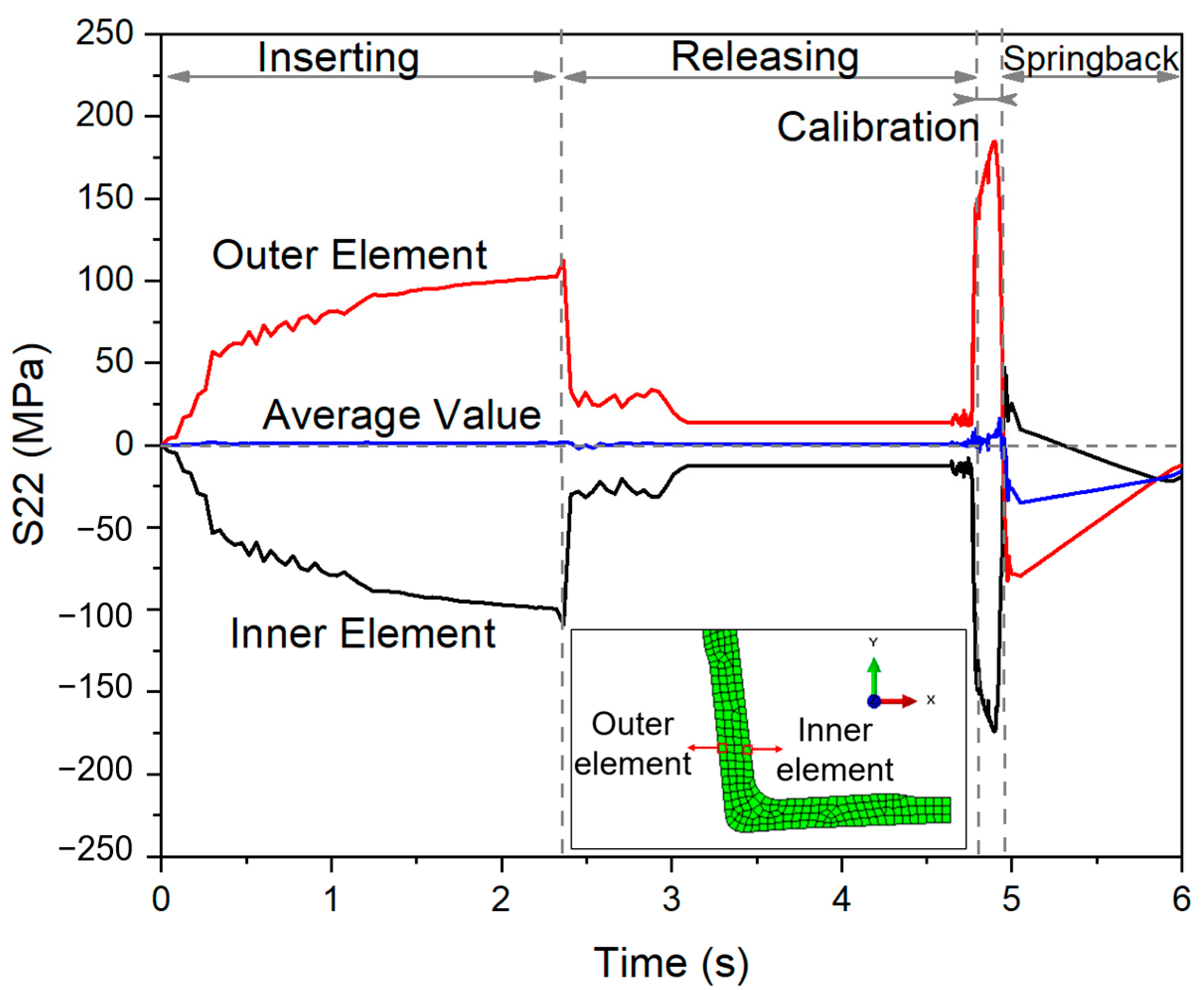
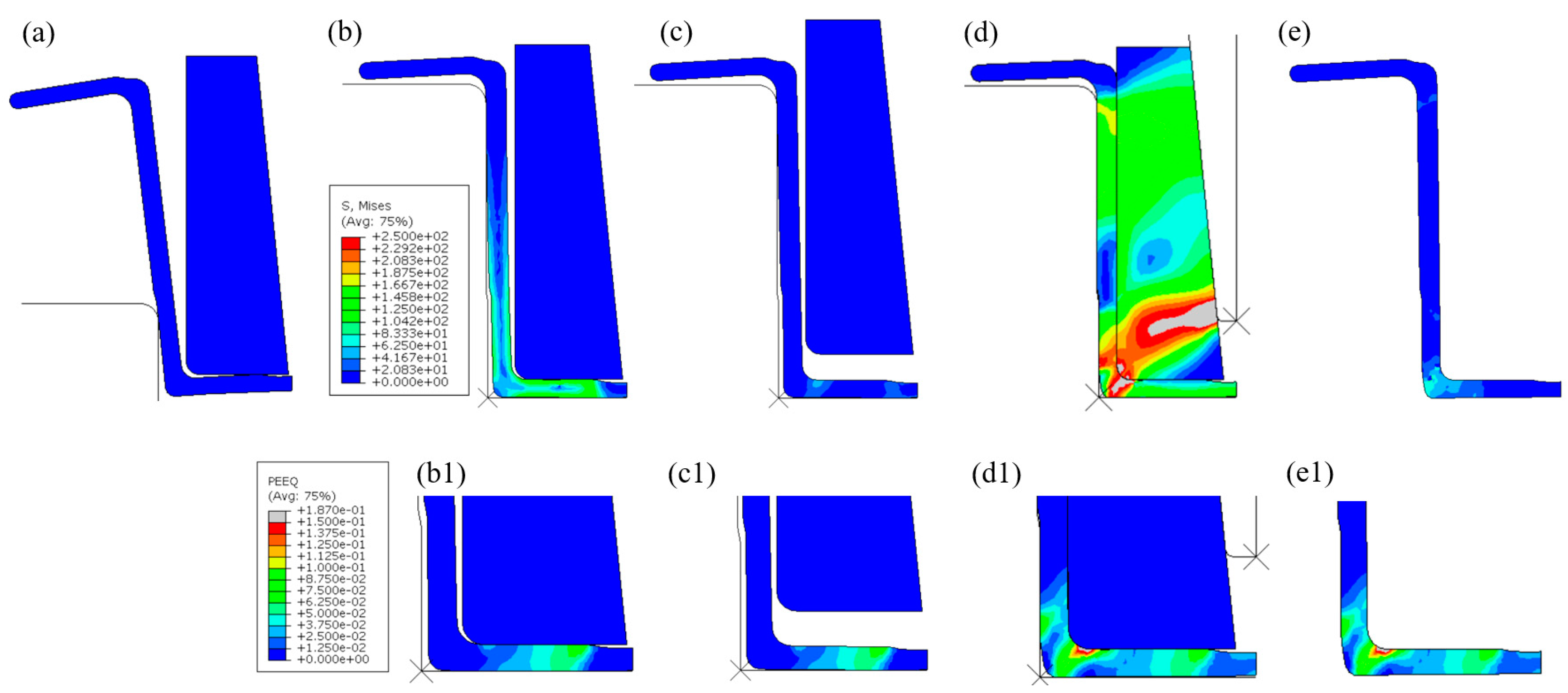
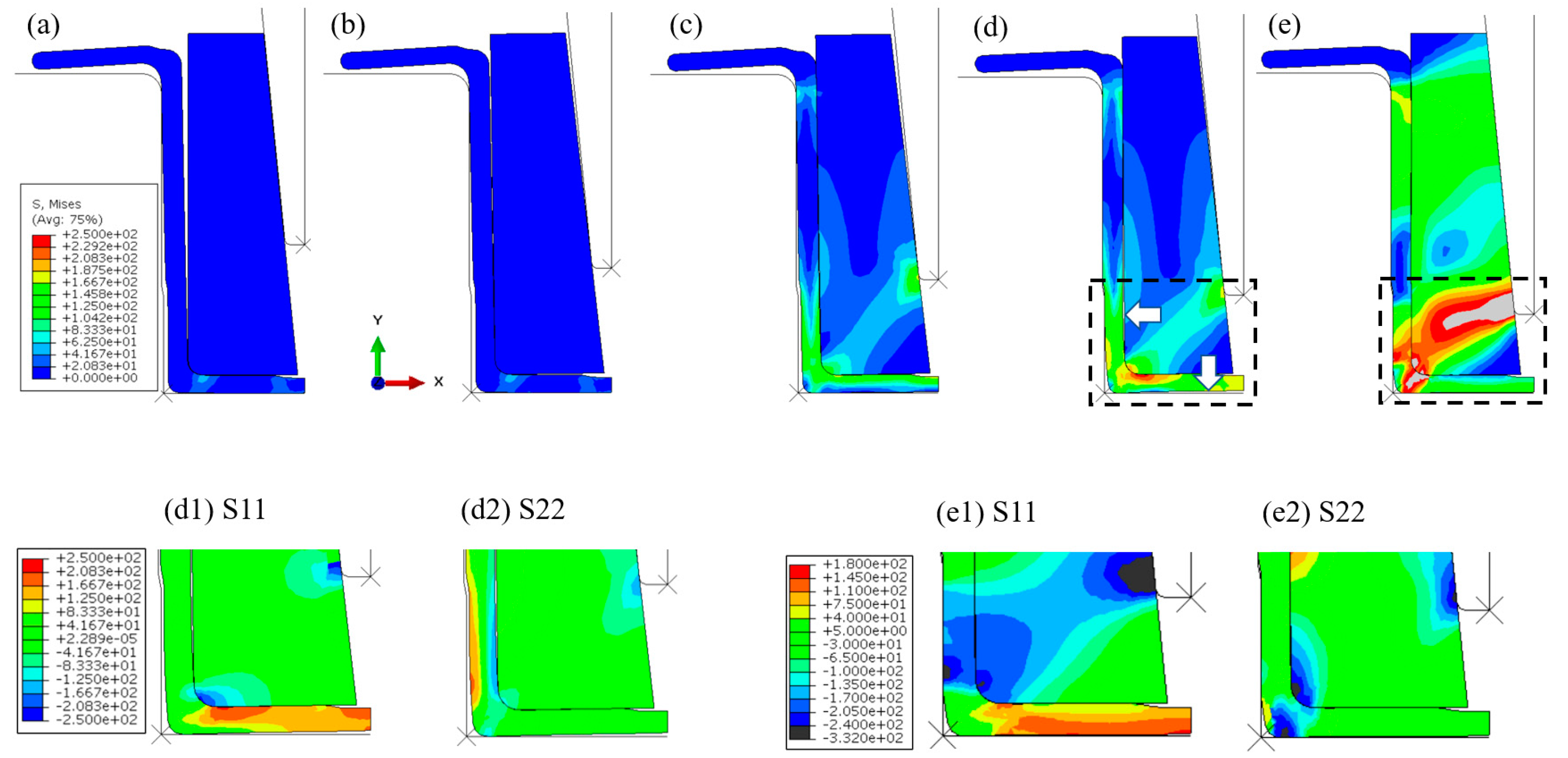
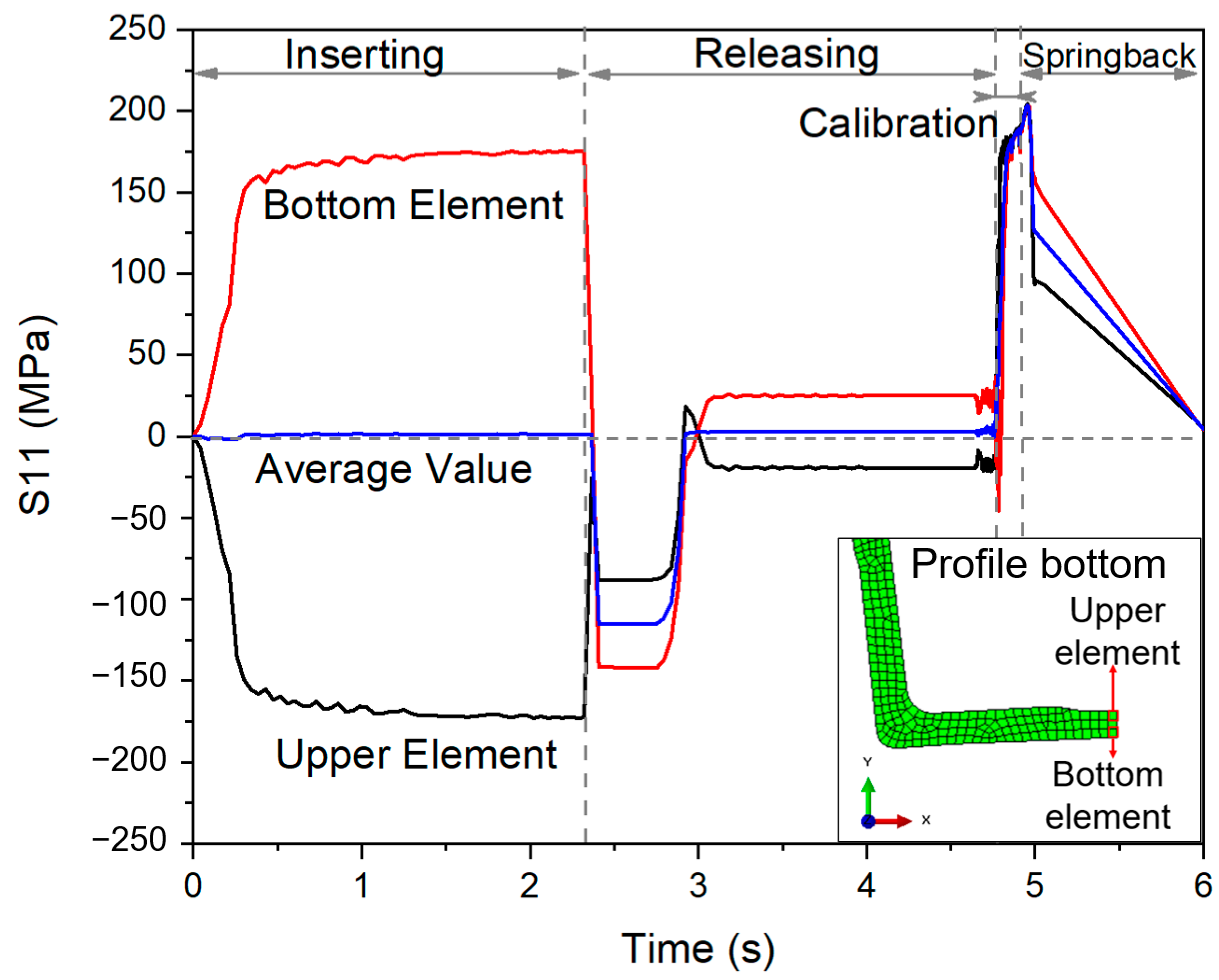
- During the TSLB process, the profile sidewall is mainly subject to a pure bending state, while the profile bottom is under pure bending in the inserting stage and changes to the stretching stress state in the calibration stage. The bending of the sidewall provides a benefit in terms of correcting the sidewall inclination and the top gap opening. The bending of the bottom contributes to correcting the sidewall inclination and narrowing the top gap opening, while the stretching facilitates the straightening of the bottom convex.
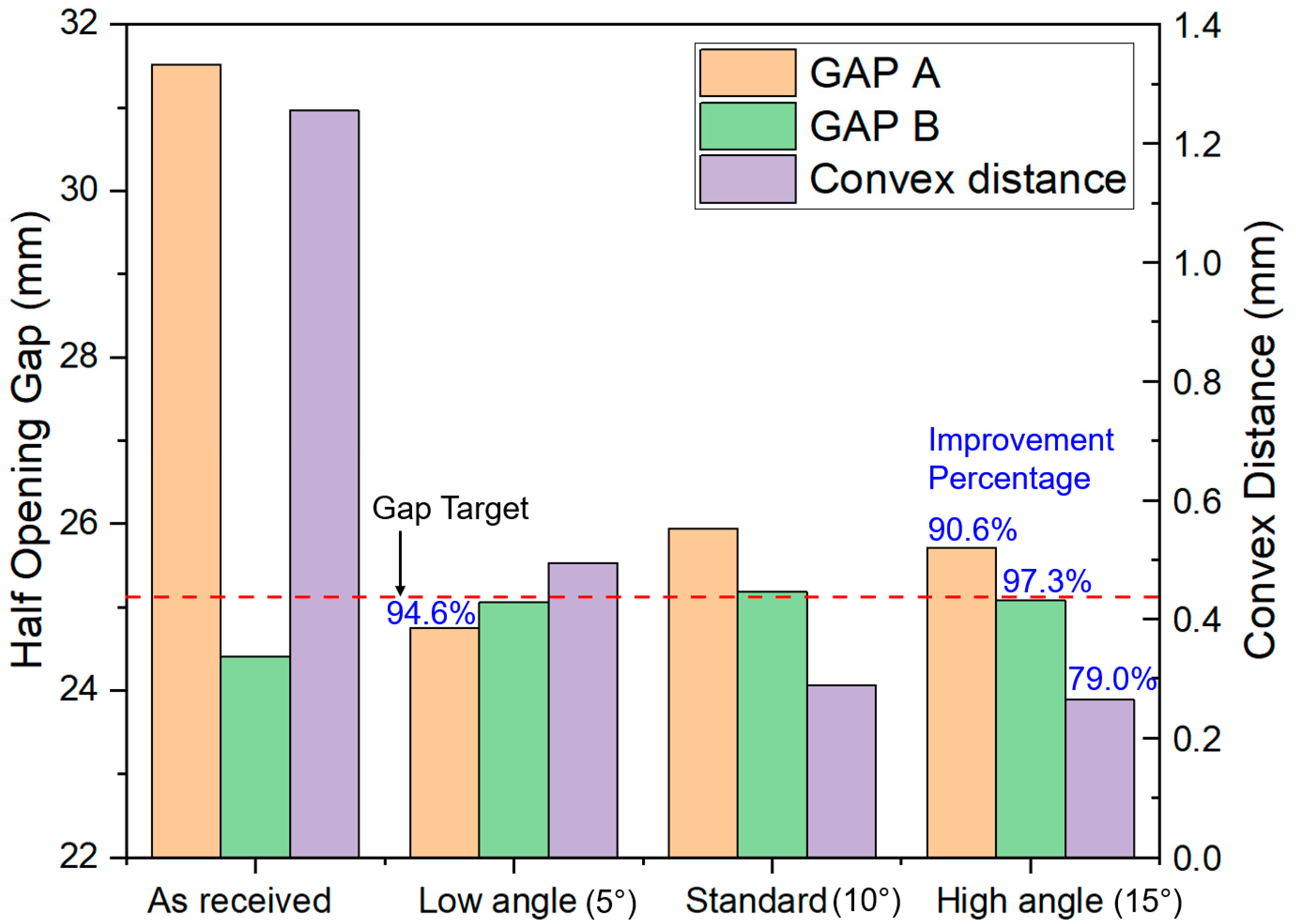
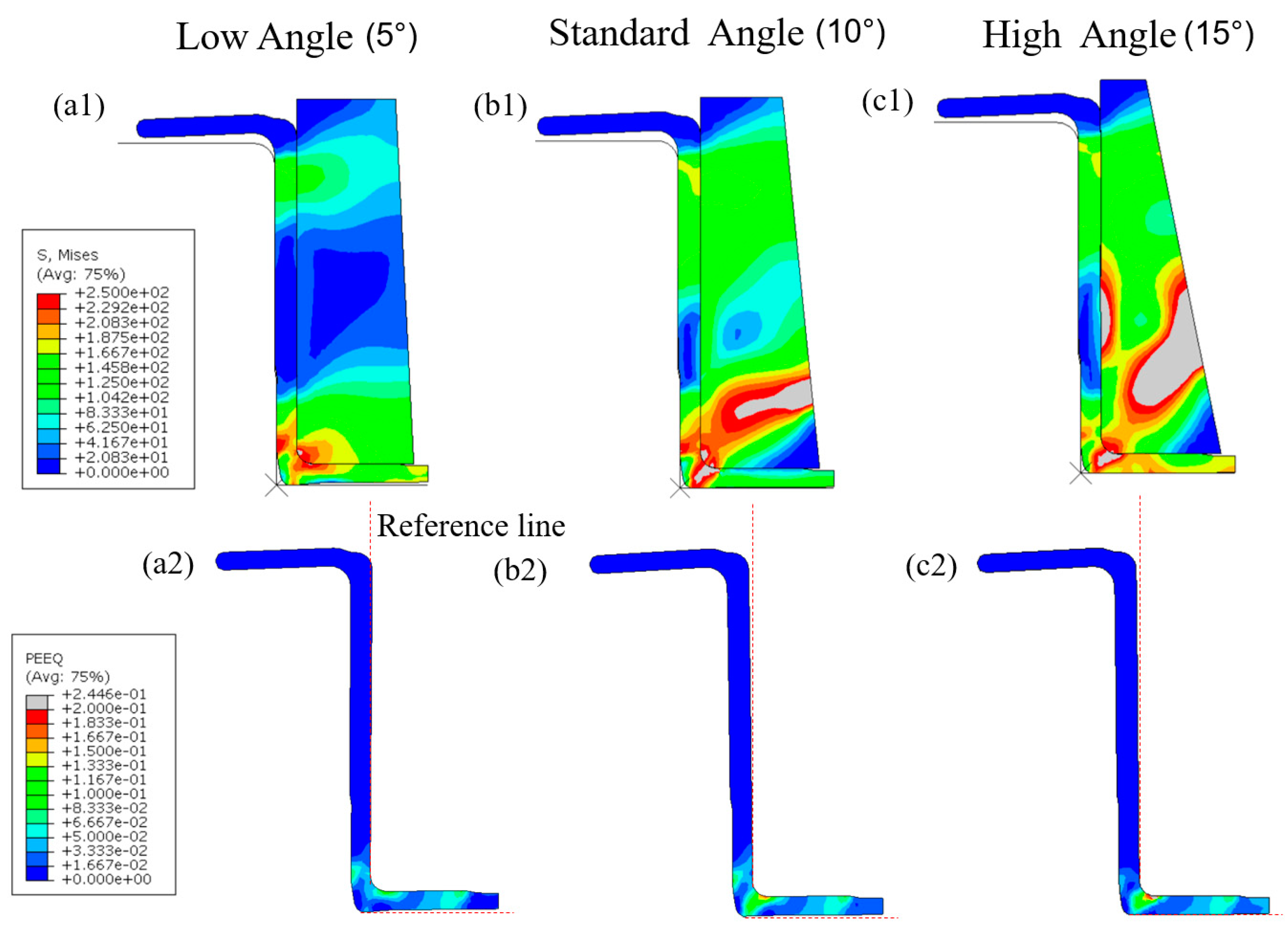
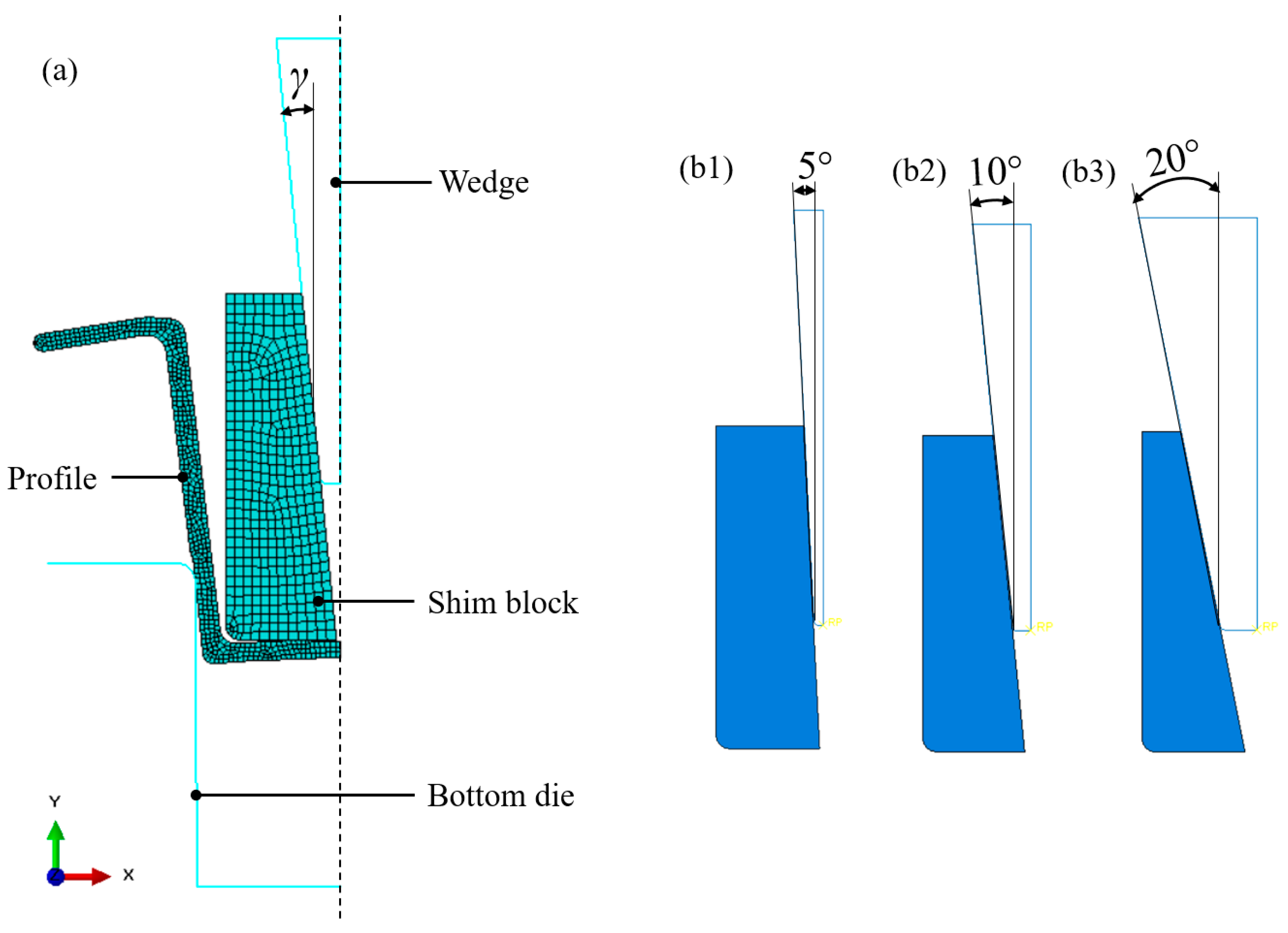
- The wedge angle affects the stress distribution on the profile. The high angle facilitates the reduction in bottom convex owing to the strong compression on the bottom surface, but it leads to severe plastic deformation and high springback after unloading. The low angle would be good for correcting the sidewall inclination and gap opening, but its capability for reducing the convex is limited. It is important to optimise the wedge angle during the tool design stage.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Mallick, P.K. Materials, Design and Manufacturing for Lightweight Vehicles; Elsevier: Amsterdam, The Netherlands, 2020. [Google Scholar]
- Cao, J.; Banu, M. Opportunities and Challenges in Metal Forming for Lightweighting: Review and Future Work. J. Manuf. Sci. Eng. 2020, 142, 1–24. [Google Scholar] [CrossRef]
- Rosenthal, S.; Maaß, F.; Kamaliev, M.; Hahn, M.; Gies, S.; Tekkaya, A.E. Lightweight in Automotive Components by Forming Technology. Automot. Innov. 2020, 3, 195–209. [Google Scholar] [CrossRef]
- Zheng, J.H.; Lin, J.; Allwood, J.M.; Dean, T. A universal mass-based index defining energy efficiency of different modes of passenger transport. Int. J. Light. Mater. Manuf. 2021, 4, 423–433. [Google Scholar] [CrossRef]
- Welo, T.; Ringen, G.; Ma, J. An overview and evaluation of alternative forming processes for complex aluminium products. Procedia Manuf. 2020, 48, 82–89. [Google Scholar] [CrossRef]
- Hirsch, J. Aluminium in innovative light-weight car design. Mater. Trans. 2011, 52, 818–824. [Google Scholar] [CrossRef] [Green Version]
- Zhu, L.; Li, N.; Childs, P.R.N. Light-weighting in aerospace component and system design. Propuls. Power Res. 2018, 7, 103–119. [Google Scholar] [CrossRef]
- Rong, Q.; Shi, Z.; Li, Y.; Lin, J. Constitutive modelling and its application to stress-relaxation age forming of AA6082 with elastic and plastic loadings. J. Mater. Process. Technol. 2021, 295, 117168. [Google Scholar] [CrossRef]
- Zheng, K.; Politis, D.J.; Wang, L.; Lin, J. A review on forming techniques for manufacturing lightweight complex d shaped aluminium panel components. Int. J. Light. Mater. Manuf. 2018, 1, 55–80. [Google Scholar] [CrossRef]
- Zhou, W.; Lin, J.; Dean, T.A.; Wang, L. Analysis and modelling of a novel process for extruding curved metal alloy profiles. Int. J. Mech. Sci. 2018, 138, 524–536. [Google Scholar] [CrossRef]
- Zheng, K.; Zhu, L.; Lin, J.; Dean, T.A.; Li, N. An experimental investigation of the drawability of AA6082 sheet under different elevated temperature forming processes. J. Mater. Process. Technol. 2019, 273, 116225. [Google Scholar] [CrossRef]
- Zhou, W.; Shao, Z.; Yu, J.; Lin, J. Advances and trends in forming curved extrusion profiles. Materials 2021, 14, 1603. [Google Scholar] [CrossRef]
- Allwood, J.M.; Duncan, S.R.; Cao, J.; Groche, P.; Hirt, G.; Kinsey, B.; Kuboki, T.; Liewald, M.; Sterzing, A.; Tekkaya, A.E. Closed-loop control of product properties in metal forming. CIRP Ann. Manuf. Technol. 2016, 65, 573–596. [Google Scholar] [CrossRef] [Green Version]
- Zhou, W.; Yu, J.; Lin, J.; Dean, T.A. Effects of die land length and geometry on curvature and effective strain of profiles produced by a novel sideways extrusion process. J. Mater. Process. Technol. 2020, 282, 116682. [Google Scholar] [CrossRef]
- Li, Y.; Rong, Q.; Shi, Z.; Sun, X.; Meng, L.; Lin, J. An accelerated springback compensation method for creep age forming. Int. J. Adv. Manuf. Technol. 2019, 102, 121–134. [Google Scholar] [CrossRef] [Green Version]
- Vollertsen, F.; Sprenger, A.; Kraus, J.; Arnet, H. Extrusion, channel, and profile bending: A review. J. Mater. Process. Technol. 1999, 87, 1–27. [Google Scholar] [CrossRef]
- Li, P.; Wang, L.; Li, M. Flexible-bending of profiles with asymmetric cross-section and elimination of side bending defect. Int. J. Adv. Manuf. Technol. 2016, 87, 2853–2859. [Google Scholar] [CrossRef]
- Zhou, Y.; Li, P.; Li, M.; Wang, L. Application and correction of L-shaped thin-wall aluminum in flexible-bending processing. Int. J. Adv. Manuf. Technol. 2017, 92, 981–988. [Google Scholar] [CrossRef]
- Allwood, J.M.; Cleaver, C.J.; Loukaides, E.G.; Music, O.; Nagy-Sochacki, A. Folding-shearing: Shrinking and stretching sheet metal with no thickness change. CIRP Ann. 2019, 68, 285–288. [Google Scholar] [CrossRef]
- Zhang, Z.Q.; Yan, Y.H.; Yang, H.L. A simplified model of maximum cross-section flattening in continuous rotary straightening process of thin-walled circular steel tubes. J. Mater. Process. Technol. 2016, 238, 305–314. [Google Scholar] [CrossRef]
- Zhang, Z. Modeling and simulation for cross-sectional ovalization of thin-walled tubes in continuous rotary straightening process. Int. J. Mech. Sci 2019, 153–154, 83–102. [Google Scholar] [CrossRef]
- Li, K.Y.; Chen, C.K.; Yang, S.C. Profile determination of a tube-straightening roller by envelope theory. J. Mater. Process. Technol. 1999, 94, 157–166. [Google Scholar] [CrossRef]
- Bell, C.; Corney, J.; Zuelli, N.; Savings, D. A state of the art review of hydroforming technology: Its applications, research areas, history, and future in manufacturing. Int. J. Mater. Form. 2020, 13, 789–828. [Google Scholar] [CrossRef] [Green Version]
- Abrantes, J.P.; Szabo-Ponce, A.; Batalha, G.F. Experimental and numerical simulation of tube hydroforming (THF). J. Mater. Process. Technol. 2005, 164–165, 1140–1147. [Google Scholar] [CrossRef]
- Lang, L.; Gu, G.; Li, T.; Zhou, X. Numerical and experimental confirmation of the calibration stage’s effect in multi-operation sheet hydroforming using poor-formability materials. J. Mater. Process. Technol. 2008, 201, 97–100. [Google Scholar] [CrossRef]
- Wolfgang, K.; Andreas, S. 6xxx-crash alloys from HAI: An example of the success storey of the complete value chain under one roof. In Proceedings of the Aluminium 2000 Conference, Florence, Italy, 12–16 May 2015. [Google Scholar]
- Baringbing, H.A.; Welo, T.; Søvik, O.P. A new method for reducing dimensional variability of extruded hollow sections. AIP Conf. Proc. 2007, 908, 975–980. [Google Scholar] [CrossRef]
- Ma, J.; Welo, T. Analytical springback assessment in flexible stretch bending of complex shapes. Int. J. Mach. Tools Manuf. 2021, 160, 103653. [Google Scholar] [CrossRef]
- Ma, J.; Welo, T.; Blindheim, J.; Ha, T. Effect of Stretching on Springback in Rotary Stretch Bending of Aluminium Alloy Profiles. Key Eng. Mater. 2021, 883, 175–180. [Google Scholar] [CrossRef]
- Cao, J. Springback. In CIRP Encyclopedia of Production Engineering; Springer: Berlin/Heidelberg, Germany, 2019; p. 1592. [Google Scholar] [CrossRef]
- Tian, F.; Li, N. Investigation of the feasibility of a novel heat stamping process for producing complex-shaped Ti-6Al-4V panel components. Procedia Manuf. 2020, 47, 1374–1380. [Google Scholar] [CrossRef]
- Lin, J.; Dean, T.A.; Garrett, R.P.; Foster, A.D. Process for Forming Metal Alloy Sheet Components. British Patent WO2008/059242A2, 2008. [Google Scholar]
- Li, N.; Zheng, J.; Zhang, C.; Zheng, K.; Lin, J.; Dean, T.A. Investigation on fast and energy-efficient heat treatments of AA6082 in HFQ processes for automotive applications. MATEC Web Conf. 2015, 21, 05015. [Google Scholar] [CrossRef] [Green Version]
- Ma, J.; Welo, T.; Wan, D. The impact of thermo-mechanical processing routes on product quality in integrated aluminium tube bending process. J. Manuf. Process. 2021, 67, 503–512. [Google Scholar] [CrossRef]
- Li, Y.; Yu, L.; Zheng, J.H.; Guan, B.; Zheng, K. A physical-based unified constitutive model of AA7075 for a novel hot forming condition with pre-cooling. J. Alloys Compd. 2021, 876, 160142. [Google Scholar] [CrossRef]
- Zheng, K.; Li, Y.; Yang, S.; Fu, K.; Zheng, J.; He, Z.; Yuan, S. Investigation and modeling of the preheating effects on precipitation and hot flow behavior for forming high strength AA7075 at elevated temperatures. J. Manuf. Mater. Process. 2020, 4, 76. [Google Scholar] [CrossRef]
- Raknes, C.A.; Ma, J.; Welo, T.; Paulsen, F. A new mechanical calibration strategy for U-channel extrusions. Int. J. Adv. Manuf. Technol. 2020, 110, 241–253. [Google Scholar] [CrossRef]
- Qamar, S.Z.; Pervez, T.; Chekotu, J.C. Die defects and die corrections in metal extrusion. Metals 2018, 8, 380. [Google Scholar] [CrossRef] [Green Version]





Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, X.; Welo, T.; Ma, J.; Tronvoll, S.A. Deformation Characteristics in a Stretch-Based Dimensional Correction Method for Open, Thin-Walled Extrusions. Metals 2021, 11, 1786. https://doi.org/10.3390/met11111786
Zhou X, Welo T, Ma J, Tronvoll SA. Deformation Characteristics in a Stretch-Based Dimensional Correction Method for Open, Thin-Walled Extrusions. Metals. 2021; 11(11):1786. https://doi.org/10.3390/met11111786
Chicago/Turabian StyleZhou, Xianyan, Torgeir Welo, Jun Ma, and Sigmund A. Tronvoll. 2021. "Deformation Characteristics in a Stretch-Based Dimensional Correction Method for Open, Thin-Walled Extrusions" Metals 11, no. 11: 1786. https://doi.org/10.3390/met11111786
APA StyleZhou, X., Welo, T., Ma, J., & Tronvoll, S. A. (2021). Deformation Characteristics in a Stretch-Based Dimensional Correction Method for Open, Thin-Walled Extrusions. Metals, 11(11), 1786. https://doi.org/10.3390/met11111786