
Towards Qualification in the Aviation Industry: Impact Toughness of Ti6Al4V(ELI) Specimens Produced through Laser Powder Bed Fusion Followed by Two-Stage Heat Treatment




Abstract
:1. Introduction
2. Materials and Methods
2.1. Specimen Preparation
2.2. Two-Stage Heat Treatment
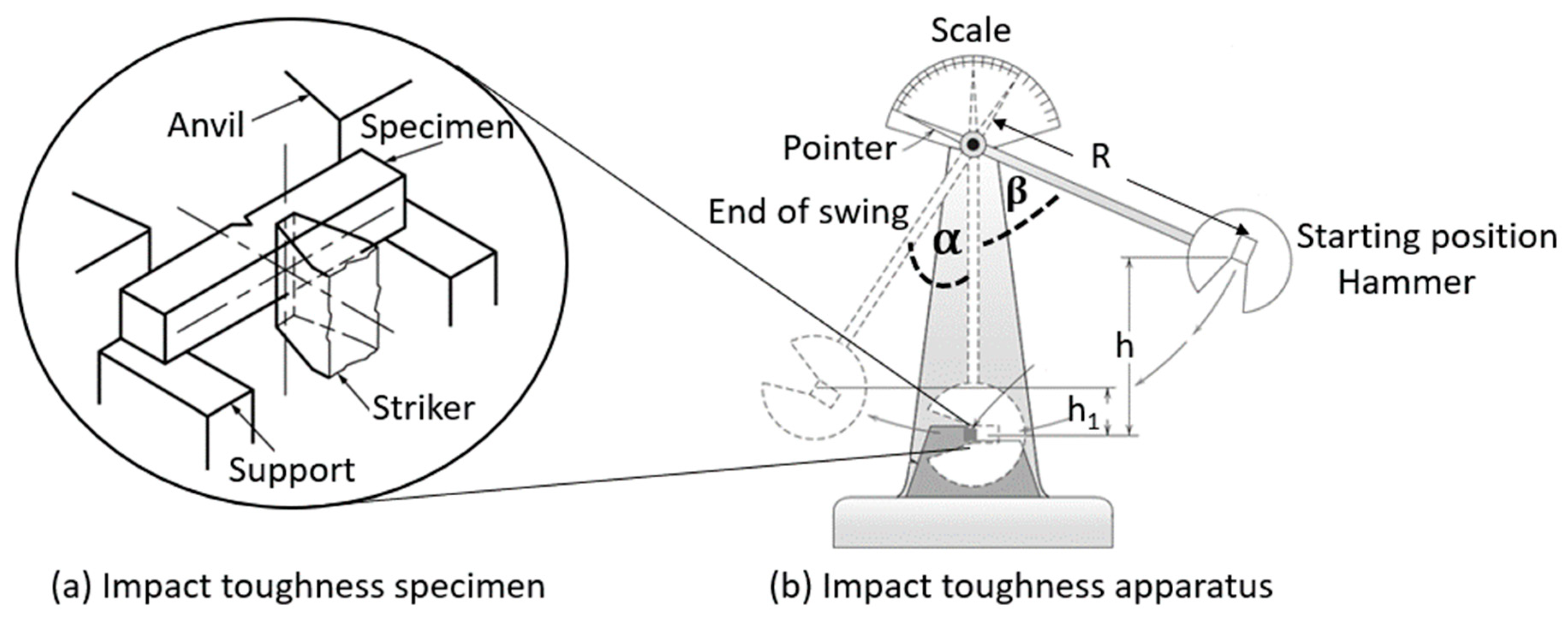
2.3. Testing Procedure
2.4. Fractography
3. Results and Discussions
3.1. Impact Toughness
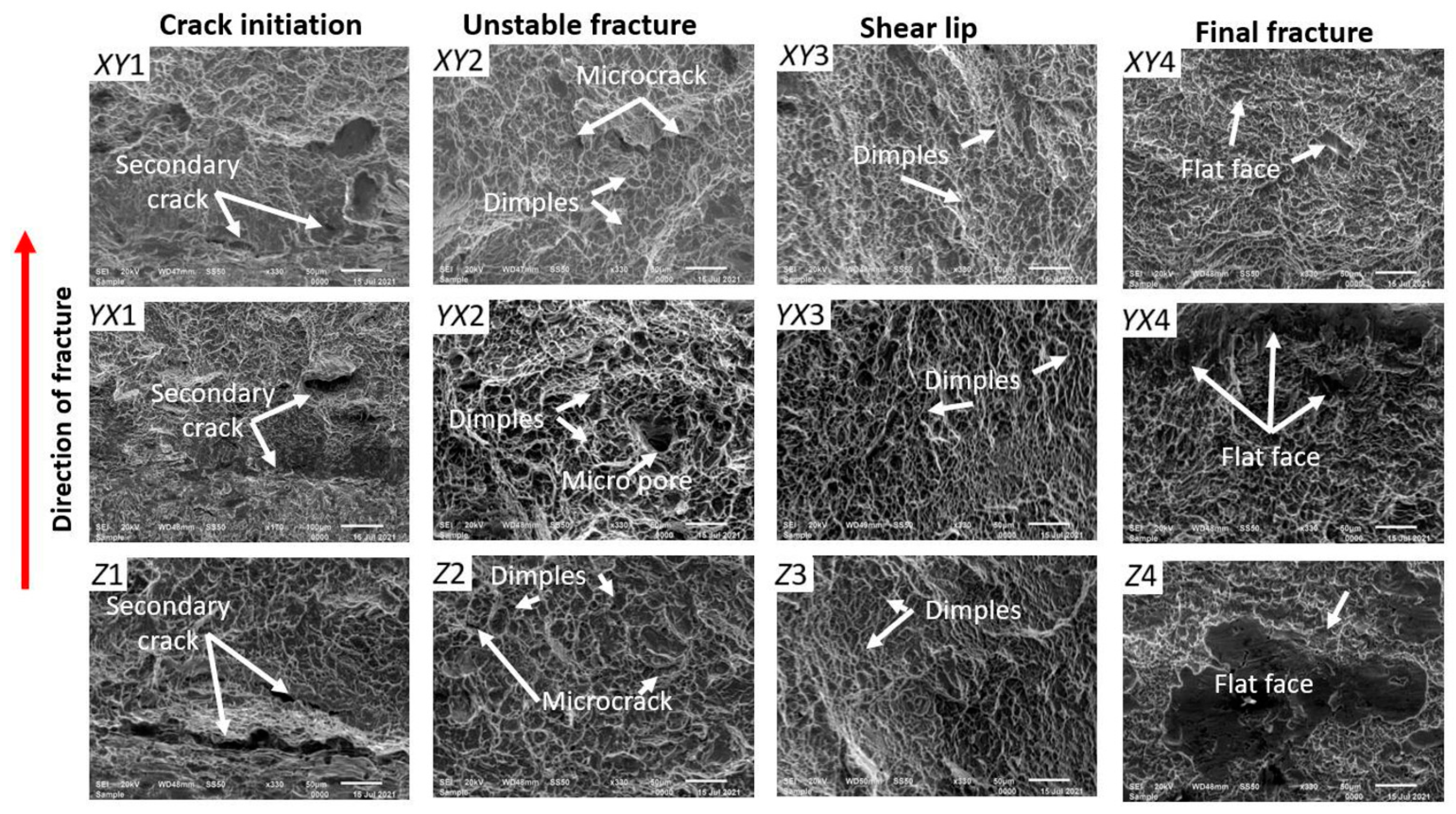
3.2. Fractography Results
4. Conclusions
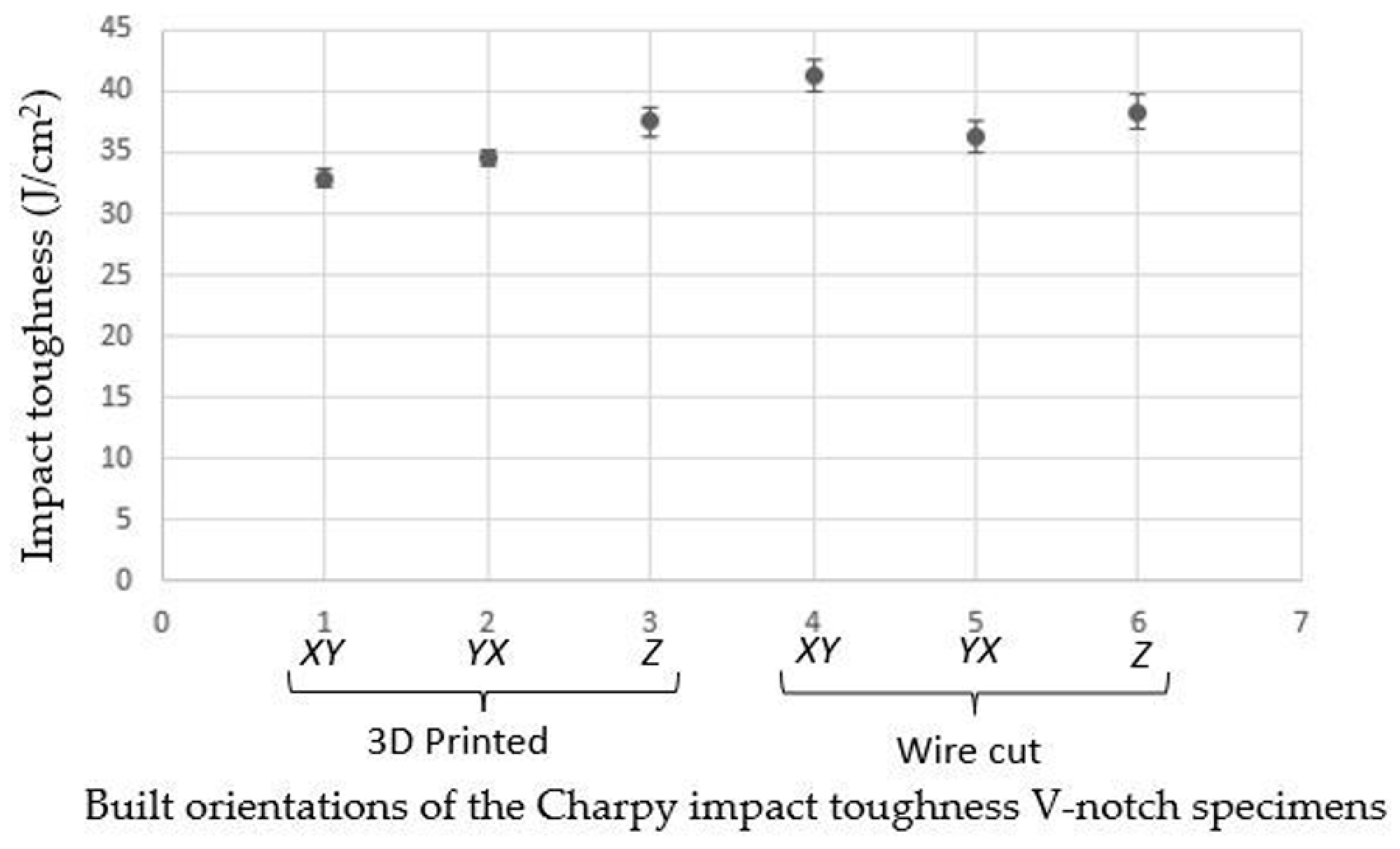
- Specimens with wire-cut V-notches have a higher value of impact toughness as compared to that of 3D-printed V-notches for all build orientations. Therefore, wire-cut V-notches resist impact energy better than the 3D-printed notches.
- The impact toughness determined for specimens with 3D-printed V-notches along the XY built orientation significantly differs from that measured for the wire-cut V-notch specimens.
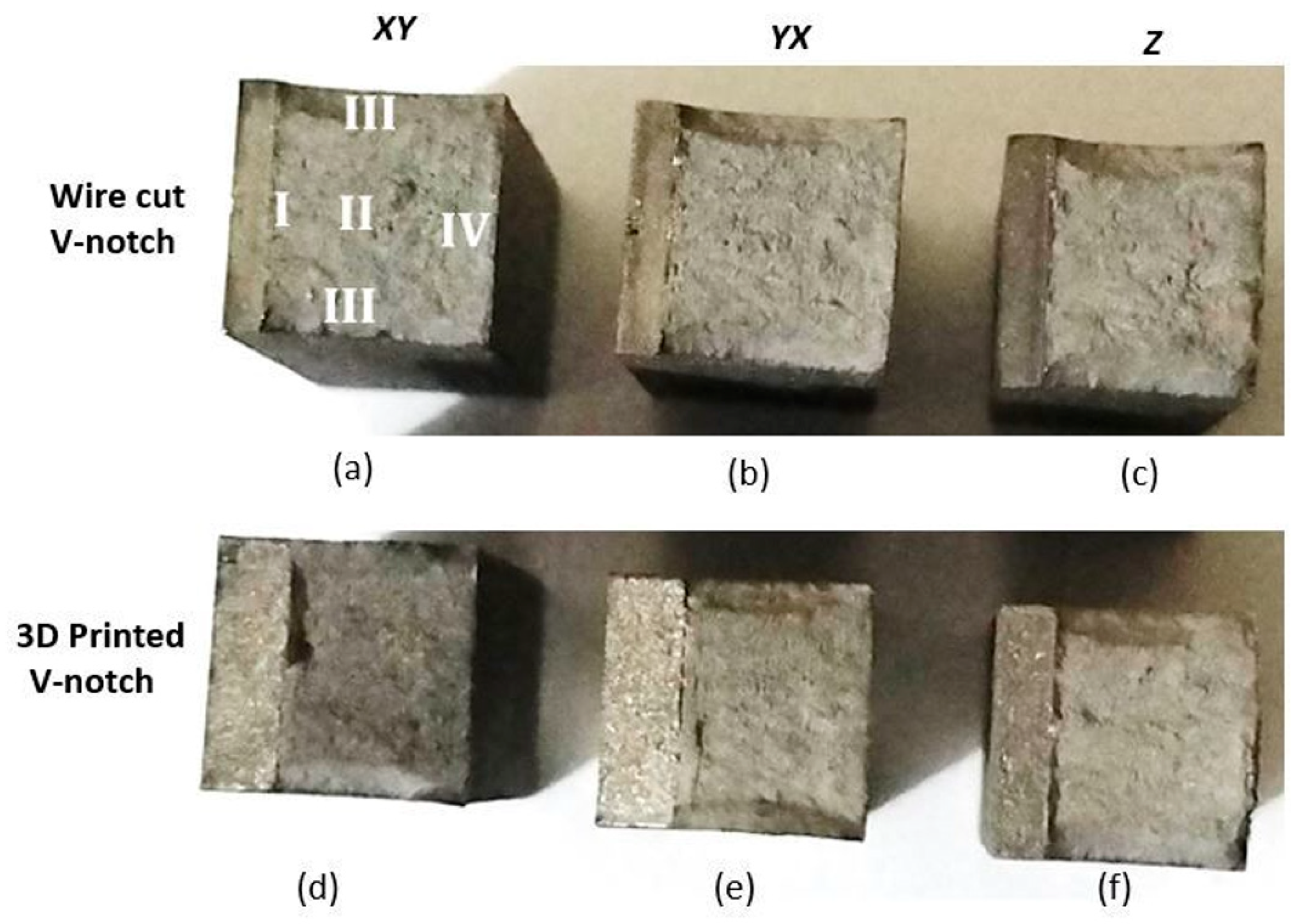
- The percentage shear fracture area of the specimens with 3D-printed V-notches was larger than that of specimens with wire-cut V-notches.
- The presence of the 3D-printed V-notch can reduce the impact toughness by 3.5–20% as compared to the wire-cut V-notch.
- All build orientations of the specimens revealed acceptable impact energy after two-stage heat treatment when compared to the toughness required in the aircraft industry.
- Two-stage heat treatment improved the impact toughness of the Ti6Al4V(ELI) specimens built through L-PBF by approximately 40%. Such improvement is 8% more than the requirement of the aerospace industry.
- The microstructure obtained after two-stage heat treatment consists of acicular α and a small amount of β.
- The surface roughness in the root of the 3D-printed V-notches of the Ti6Al4V(ELI) specimens significantly reduced the impact toughness as compared to the impact toughness value of the wire-cut V-notches.
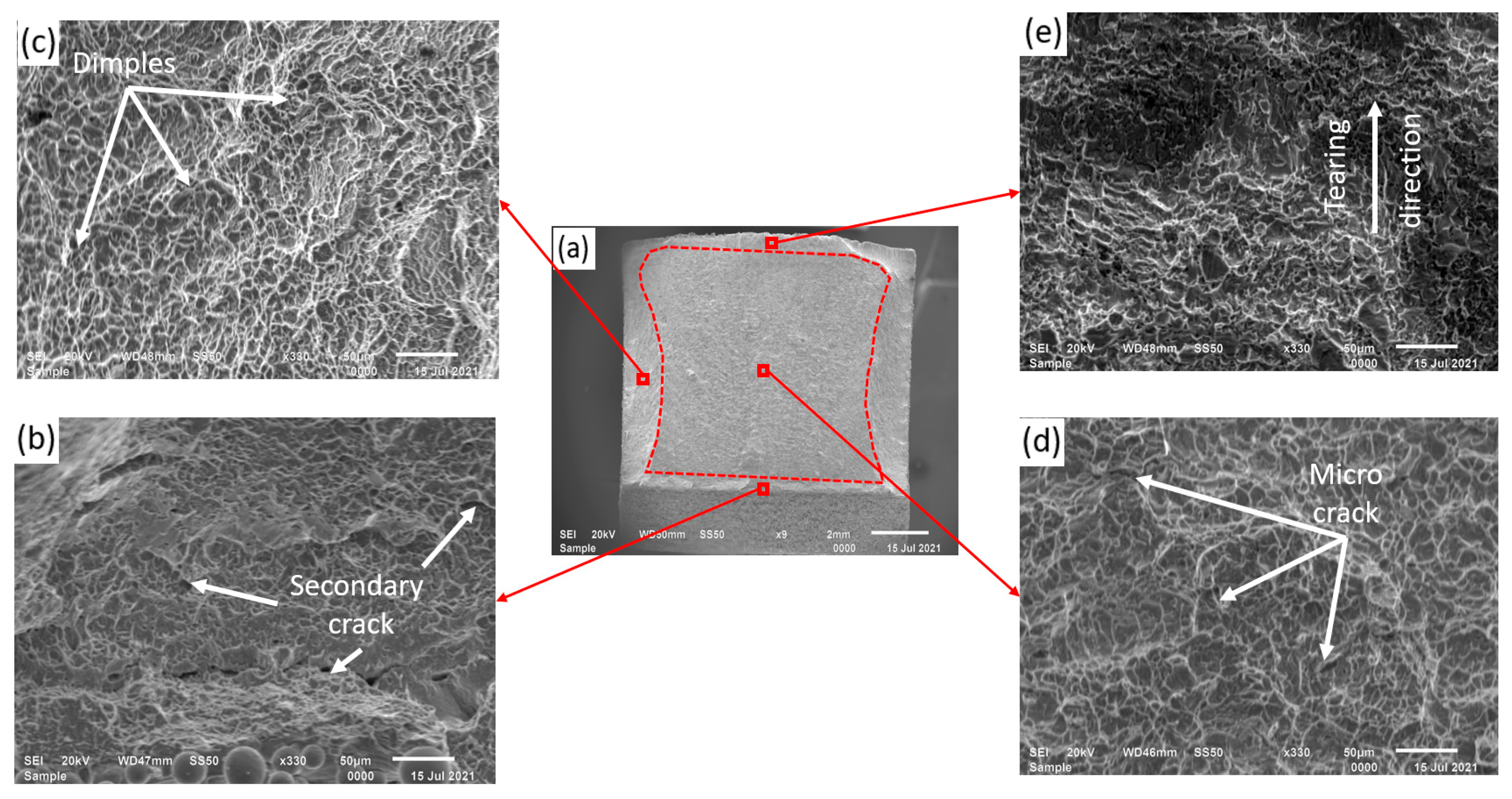
- The Ti6Al4V(ELI) specimens consist of a ductile fracture mechanism, since it consists of tortuous fracture surfaces with dimples in the shear lip region, when subjected to impact load.
- The final fracture region of the Ti6Al4V(ELI) specimens subjected to impact load has a flat face fracture surrounded by dimples, pointing towards a mixed fracture mode (ductile and brittle fracture).
- Parts that were built using L-PBF have impact toughness acceptable for the production of aircraft structural parts which operate at a low temperature of −50 °C.
- The current study provides the data for future work on the qualitative relationship between fracture toughness and impact toughness of Ti6Al4V(ELI) produced through L-PBF and annealing. Future quantitative fractographic analyses of the ductile dimple’s morphology, e.g., shape and size, could also provide additional information on the impact behavior of this alloy.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Conner, B.P.; Manogharam, G.P.; Martof, A.N.; Rodomsky, L.M.; Rodomsky, C.M.; Jordan, D.C.; Limperos, J.W. Making sense of 3-D printing: Creating a map of additive manufacturing products and services. Addit. Manuf. 2014, 1, 64–76. [Google Scholar] [CrossRef]
- Monaheng, L.F.; Preez, W.B.; Kotze, N.; Vermeulen, M. Topology optimisation of an aircraft nose-wheel fork for production in Ti6Al4V by the Aeroswift high-speed laser powder bed fusion machine. In Proceedings of the 14th World Conference on Titanium, MATEC Web of conferences, Nantes, France, 12 October 2020. [Google Scholar]
- Moletsane, M.G.; Krakhmalev, P.; Kazantseva, N.; du Plessis, A.; Yadroitsava, I.; Yadroitsev, I. Tensile properties and microstructure of direct metal laser-sintered Ti6Al4V (ELI) alloy. South. African J. Ind. Eng. 2016, 27, 110–121. [Google Scholar] [CrossRef] [Green Version]
- Lee, K.A.; Kim, Y.K.; Yu, J.H.; Park, S.H.; Kim, M.C. Effect of heat treatment on microstructure and impact toughness of Ti-6Al- 4V manufactured by selective laser melting process. Arch. Metall. Mater. 2017, 62, 1341–1346. [Google Scholar] [CrossRef] [Green Version]
- Becker, T.H.; Beck, M.; and Scheffer, C. Microstructure and mechanical properties of direct metal laser sintered TI-6AL-4V. South. African J. Ind. Eng 2015, 26, 6. [Google Scholar] [CrossRef] [Green Version]
- Donachie, M.J. Titanium: A Technical Guide, 2nd ed.; ASM International: Geauga County, OH, USA, 2000. [Google Scholar]
- Singh, P.; Pungotra, H.; Kalsi, N. On the characteristics of titanium alloys for the aircraft applications. Mater. Proc. 2017, 4, 8971–8982. [Google Scholar] [CrossRef]
- Kruth, J.P.; Levy, G.; Klocke, F.; Childs, T.H.C. Consolidation phenomena in laser and powder-bed based layered manufacturing. CIRP Ann. Manuf. Technol. 2007, 56, 730–759. [Google Scholar] [CrossRef]
- ASTM F2792-12a. Standard Terminology for Additive Manufacturing Technologies. Available online: http://www.ciri.org.nz/nzrma/technologies.html (accessed on 2 July 2021).
- EOS, DMLS Technology for Metal 3D Printer. Available online: https://www.eos.info/en/industrial-3d-printing/additive-manufacturing-how-it-works/dmls-metal-3d-printing (accessed on 15 October 2021).
- Khorasan, I.M.; Ghasemi, A.H.; Rolfe, B.; Gibson, I. Additive manufacturing a powerful tool for the aerospace industry. Rapid Prototyp. J. 2021. [Google Scholar] [CrossRef]
- Singamneni, S.; LV, Y.; Hewitt, A.; Chalk, R.; Thomas, W.; Jordison, D. Additive Manufacturing for the Aircraft Industry: A Review. J. Aeronaut. Aerosp. Eng. 2019, 8, 215. [Google Scholar] [CrossRef] [Green Version]
- Portolés, L.; Jordá, O.; Jordá, L.; Uriondo, A.; Esperon-Miguez, M.; Perinpanayagam, S. A qualification procedure to manufacture and repair aerospace parts with electron beam melting. J. Manuf. Syst. 2016, 41, 65–75. [Google Scholar] [CrossRef]
- Gibbons, D.W.; Serfontein, J.P.L.; van der Merwe, A.F. Mapping the path to certification of metal laser powder bed fusion for aerospace applications. Rapid Prototyp. J. 2021, 27, 355–361. [Google Scholar] [CrossRef]
- Federal Aviation Administration: Part 23-Airworthiness Standards: Normal, Utility, Acrobatic, and Commuter Category Airplane. Available online: https://www.govinfo.gov/content/pkg/CFR-2011-title14-vol1/pdf/CFR-2011-title14-vol1-part23.pdf (accessed on 15 October 2010).
- ASTM E23-18. Standard Test Methods for Notched Bar Impact Testing of Metallic Materials. Available online: https://www.astm.org/Standards/E23 (accessed on 28 October 2020).
- Callister, D.; William, J. Failure. In Materials Science and Engineering: An Introduction, 7th ed.; Hyton, J., Ed.; John Wiley & Sons, Inc.: New York, NY, USA, 2007; pp. 206–251. [Google Scholar]
- Reda, R.; Nofal, A.; Hussein, A.H. Effect of single and duplex stage heat treatment on the microstructure and mechanical properties of cast Ti-6Al-4V alloy. Met. Microstruct. Anal. 2013, 2, 388–393. [Google Scholar] [CrossRef] [Green Version]
- Buirette, C.; Huez, J.; Gey, N.; Vassel, A.; Andrieu, E. Study of crack propagation mechanisms during Charpy impact toughness tests on both equiaxed and lamellar microstructures of Ti6Al4V titanium alloy. Mater. Sci. Eng. A 2014, 618, 546–557. [Google Scholar] [CrossRef] [Green Version]
- Singh, A.P.; Yang, F.; Torrens, R.; Gabbitas, B. Heat treatment, impact properties, and fracture behaviour of Ti6Al4V Alloy produced by powder compact extrusion. Materials 2019, 12, 3824. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sallica-Leva, E.; Jardini, A.L.; Fogagnolo, J.B. Microstructure and mechanical behavior of porous Ti6Al4V parts obtained by selective laser melting. J. Mech. Behav. Biomed. Mater. 2013, 26, 98–108. [Google Scholar] [CrossRef] [PubMed]
- Muiruri, A.; Maringa, M.; du Preez, W.B.; Masu, L. Variation of impact toughness of as-built DMLS Ti6Al4V (ELI) specimens with temperature. S. Afr. J. Ind. Eng. 2018, 29, 284–298. [Google Scholar]
- ASM Aerospace Specification Metals Inc. Titanium Ti6Al4V (Grade 5), ELI, Annealed. Available online: http://asm.matweb.com/search/SpecificMaterial.asp?bassnum=MTP643 (accessed on 29 June 2021).
- Ding, L.; Tan, S.; Chen, W.; Jin, Y.; Zhang, Y. Manufacturability analysis of extremely fine porous structures for selective laser melting process of Ti6Al4V alloy. Rapid Prototyp. J. 2021, 27, 1523–1537. [Google Scholar] [CrossRef]
- Muiruri, A.; Maringa, M.; du Preez, W.B.; Masu, L. Effects of stress-relieving heat treatment on impact toughness of direct metal laser sintering (DMLS)-produced Ti6Al4V (ELI) parts. JOM 2019, 72, 1175–1185. [Google Scholar] [CrossRef]
- Duan, W.; Han, J.; Xia, Q.; Wang, K.; Wu, M.; Song, D. Investigation on the relationship between bending angle of the overhanging surface and overhanging surface quality printed using selective laser melting. Rapid Prototyp. J. 2021, 27, 1573–1579. [Google Scholar] [CrossRef]
- Li, L.; Pan, T.; Zhang, Y.C.; Cui, W.; Yan, L.; Liou, F. Deformations and stresses prediction of cantilever structures fabricated by selective laser melting process. Rapid Prototyp. J. 2021, 27, 453–464. [Google Scholar] [CrossRef]
- Yasa, E.; Deckers, J.; Kruth, J.P.; Rombouts, M.; Luyten, J. Charpy impact testing of metallic selective laser melting parts. Virtual Phys. Prototype. 2010, 5, 89–98. [Google Scholar] [CrossRef]
- Thejane, K.; Chikosha, S.; du Preez, W.B. Characterisation and monitoring of Ti6Al4V (ELI) powder used in different selective laser melting systems. S. Afr. J. Ind. Eng. 2017, 28, 161–171. [Google Scholar] [CrossRef] [Green Version]
- ASTM F3001-14. Standard Specification for Addtivive Manufacturing Titanium 6 Aluminum 4 Vanadium ELI (Extra Low Interstitial) with Powder Bed Fusion. Available online: https://www.astm.org/Standards/F3001.htm (accessed on 28 October 2020).
- Panin, S.V.; Maruschak, P.O.; Vlasov, I.V.; Ovechkin, B.B. Impact toughness of 12Cr1MoV steel. Part 1—Influence of temperature on energy and deformation parameters of fracture. Theor. Appl. Fract. Mech. 2016, 83, 105–113. [Google Scholar] [CrossRef]
- Panin, S.V.; Maruschak, P.O.; Vlasov, I.V.; Sergeev, V.P.; Ovechkin, B.B.; Neifeld, V.V. Impact toughness of 12Cr1MoV steel. Part 2—Influence of high intensity ion beam irradiation on energy and deformation parameters and mechanisms of fracture. Theor. Appl. Fract. Mech. 2016, 83, 82–92. [Google Scholar] [CrossRef]
- Lütjering, G. Influence of processing on microstructure and mechanical properties of (α + β) titanium alloys. Mater. Sci. Eng. A. 1998, 243, 32–45. [Google Scholar] [CrossRef]
- Vrancken, B.; Thijs, L.; Kruth, J.P.; Van Humbeeck, J. Heat treatment of Ti6Al4V produced by selective laser melting: Microstructure and mechanical properties. J. Alloys Compd. 2012, 541, 177–185. [Google Scholar] [CrossRef] [Green Version]
- Kysar, J.W. Energy dissipation mechanisms in ductile fracture. J. Mech. Physic Solid 2003, 51, 795–824. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Titanium (Ti) | Aluminum (Al) | Vanadium (V) | Iron (Fe), max | Oxygen (O), max | Nitrogen (N), max |
|---|---|---|---|---|---|---|
| TLS powder [29] | 90.30% | 5.56% | 4.02% | 0.23% | 0.12% | 0.04% |
| ASTM F3001-14 [30] | Balance | 5.5–6.5% | 3.5–4.5% | 0.25% | 0.13% | 0.05% |
| Notch | Build Orientations | Charpy Impact Toughness (J/cm²) | ||||||
|---|---|---|---|---|---|---|---|---|
| Values | Min | Max | Mean | Standard Deviation | ||||
| 3D Printed | XY | 33 | 34 | 33 | 33 | 34 | 33 | 0.7 |
| YX | 35 | 35 | 34 | 34 | 35 | 35 | 0.7 | |
| Z | 36 | 38 | 39 | 36 | 39 | 38 | 1.3 | |
| Wire cut | XY | 40 | 41 | 43 | 40 | 43 | 41 | 1.3 |
| YX | 35 | 36 | 38 | 35 | 38 | 36 | 1.3 | |
| Z | 38 | 38 | 40 | 38 | 40 | 38 | 1.4 | |
| Materials and References | L-PBF Machine Type | Testing Environment | Specimen Conditions | Impact Energy (J) |
|---|---|---|---|---|
| Ti6Al4V(ELI) [22] | EOSINT M280 | −50 °C | As-built | 13.3 |
| Ti6Al4V(ELI) [25] | Stress relieved at 650 °C for 3 h | 14.9 | ||
| Ti6Al4V [28] | SLM | Ambient | As-built | 11.5 |
| Annealed at 730 °C for 2 h | 10.1 | |||
| Ti6Al4V [4] | SLM | Ambient | As-built | 6.0 |
| Stress relieved at 650 °C for 3 h | 7.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Monaheng, L.F.; du Preez, W.B.; Polese, C. Towards Qualification in the Aviation Industry: Impact Toughness of Ti6Al4V(ELI) Specimens Produced through Laser Powder Bed Fusion Followed by Two-Stage Heat Treatment. Metals 2021, 11, 1736. https://doi.org/10.3390/met11111736
Monaheng LF, du Preez WB, Polese C. Towards Qualification in the Aviation Industry: Impact Toughness of Ti6Al4V(ELI) Specimens Produced through Laser Powder Bed Fusion Followed by Two-Stage Heat Treatment. Metals. 2021; 11(11):1736. https://doi.org/10.3390/met11111736
Chicago/Turabian StyleMonaheng, Lehlohonolo Francis, Willie Bouwer du Preez, and Claudia Polese. 2021. "Towards Qualification in the Aviation Industry: Impact Toughness of Ti6Al4V(ELI) Specimens Produced through Laser Powder Bed Fusion Followed by Two-Stage Heat Treatment" Metals 11, no. 11: 1736. https://doi.org/10.3390/met11111736
APA StyleMonaheng, L. F., du Preez, W. B., & Polese, C. (2021). Towards Qualification in the Aviation Industry: Impact Toughness of Ti6Al4V(ELI) Specimens Produced through Laser Powder Bed Fusion Followed by Two-Stage Heat Treatment. Metals, 11(11), 1736. https://doi.org/10.3390/met11111736