
Ultra Low-Cycle Fatigue Behavior Comparison between Additively Manufactured and Rolled 17-4 PH (AISI 630) Stainless Steels

Abstract
:1. Introduction
2. Sample Fabrication, Mechanical Testing, and Material Characterization Procedures
3. Results and Discussion
3.1. Effect of Heat Treatment Processes on Tensile Behavior
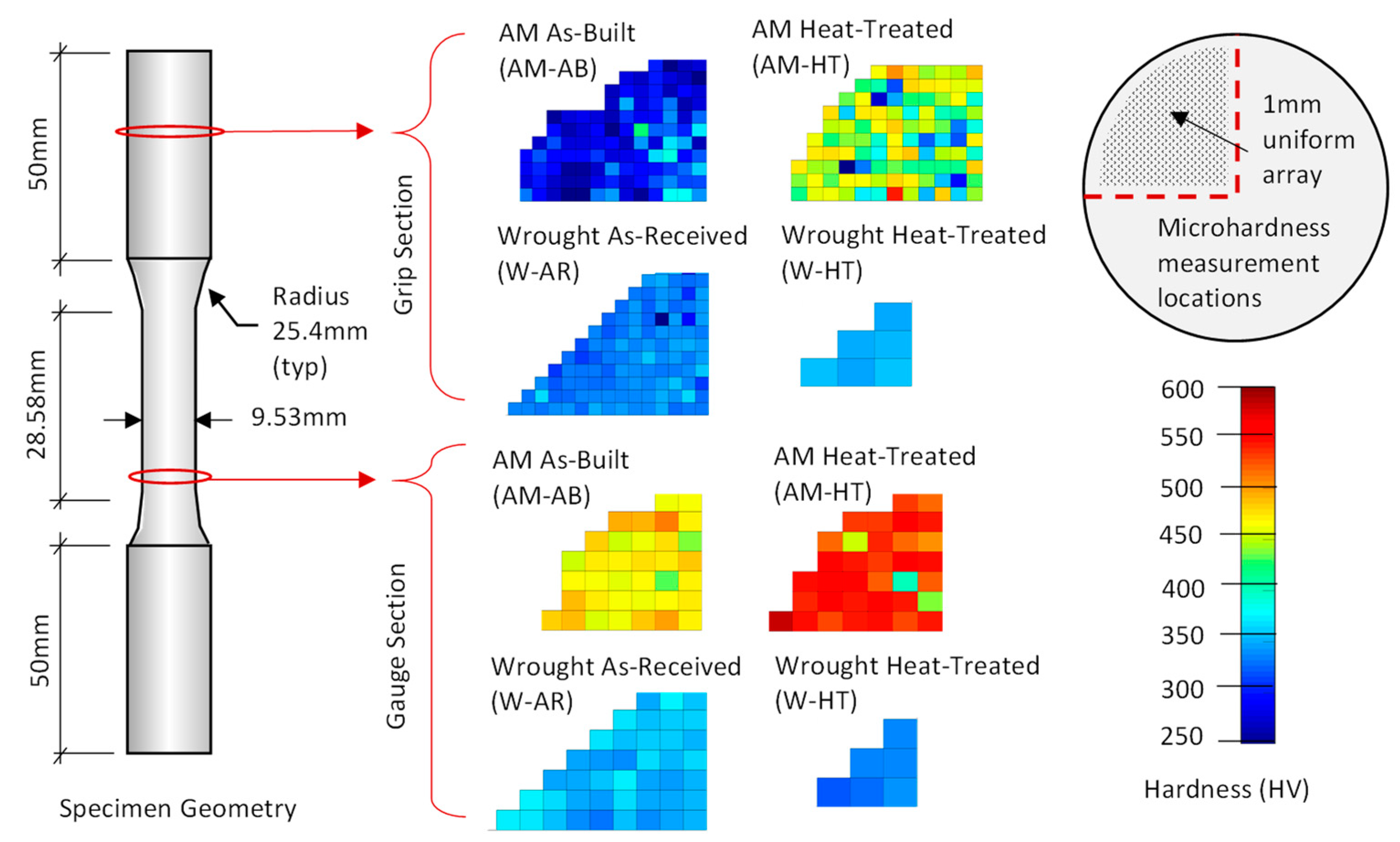
3.2. Results from Micro-Hardness Investigations
3.3. Results from XRD Phase Analysis
3.4. Observations from Fatigue Testing and Effect of Heat Treatment on ULCF Performance
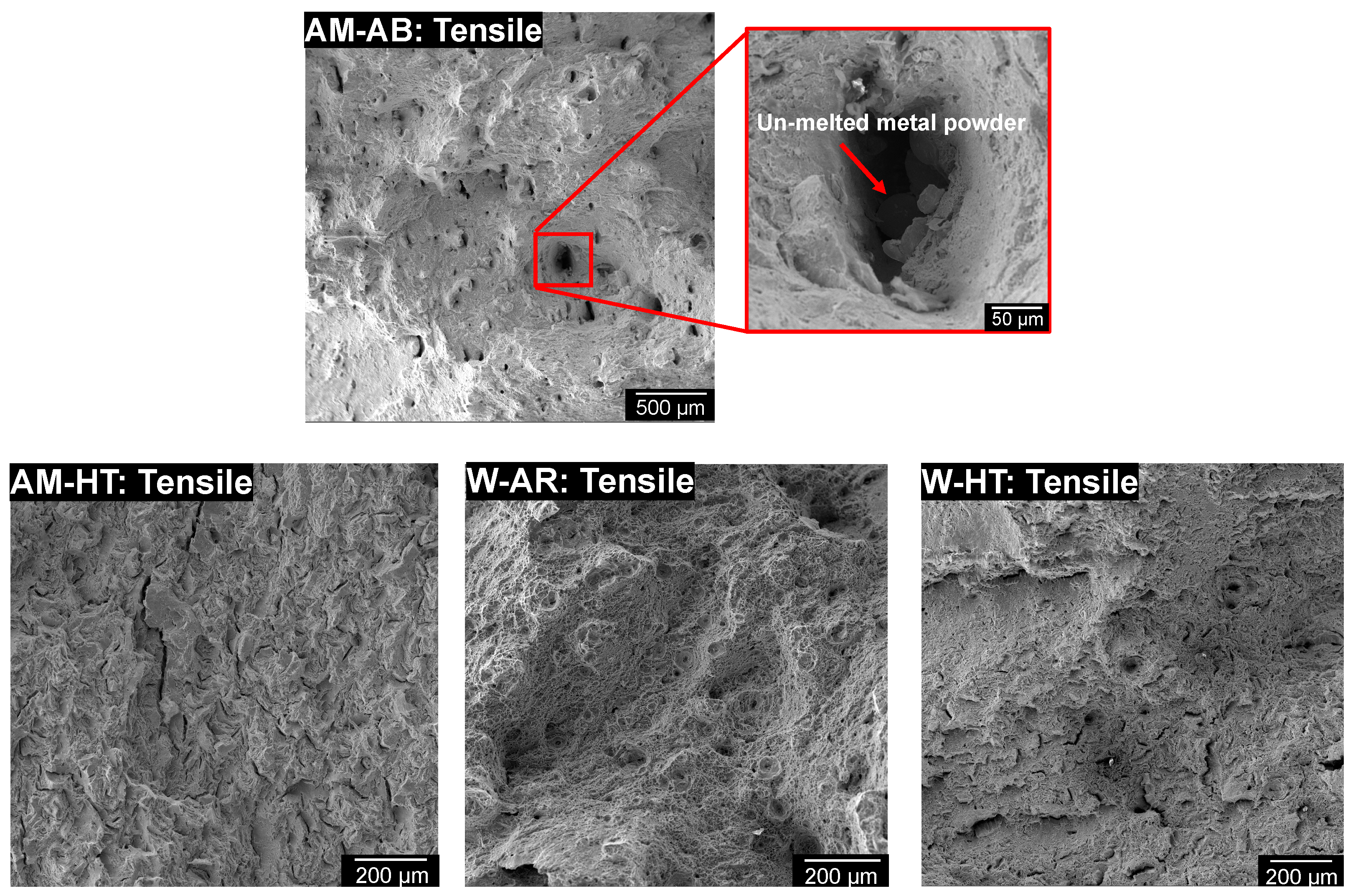
3.5. Observations of ULCF Initiation Mechanisms from Fractographic Investigations
3.6. AM 17-4 PH Fatigue-Life Comparison with Existing LCF Prediction Models
4. Conclusions
- 1.
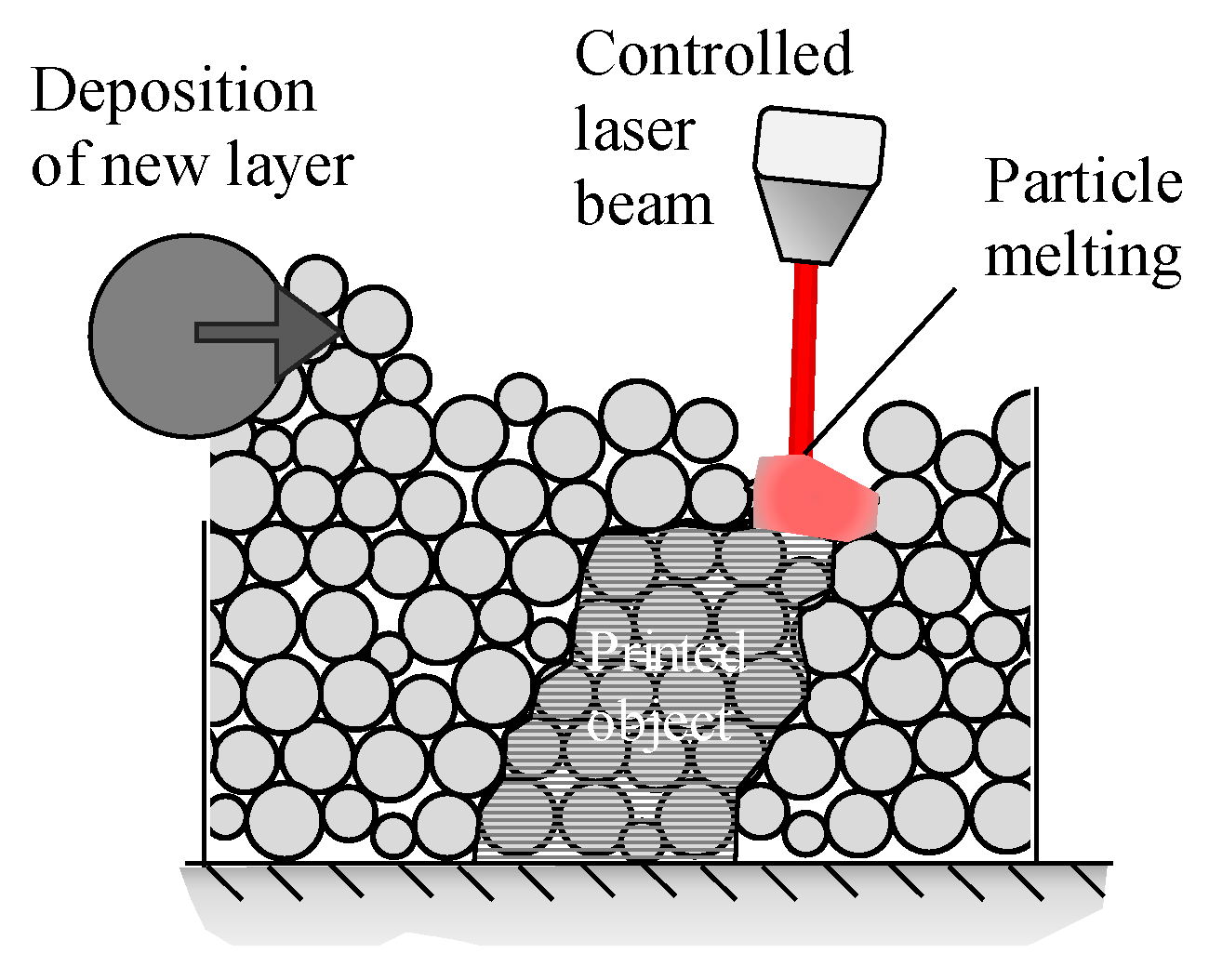
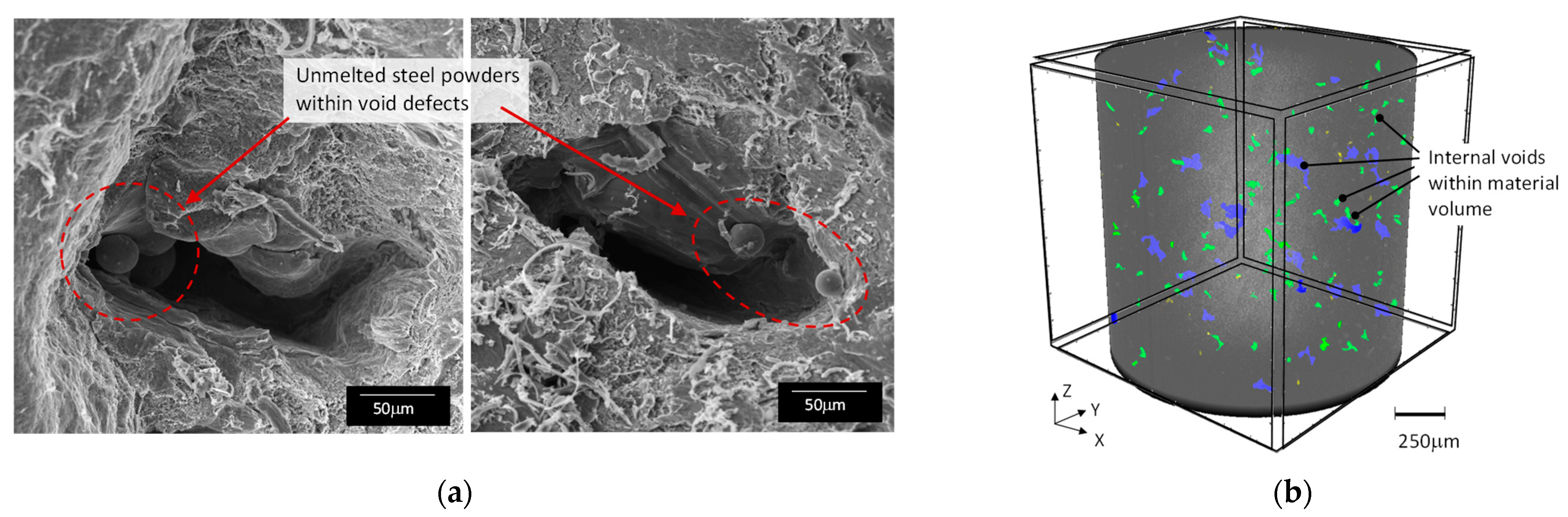
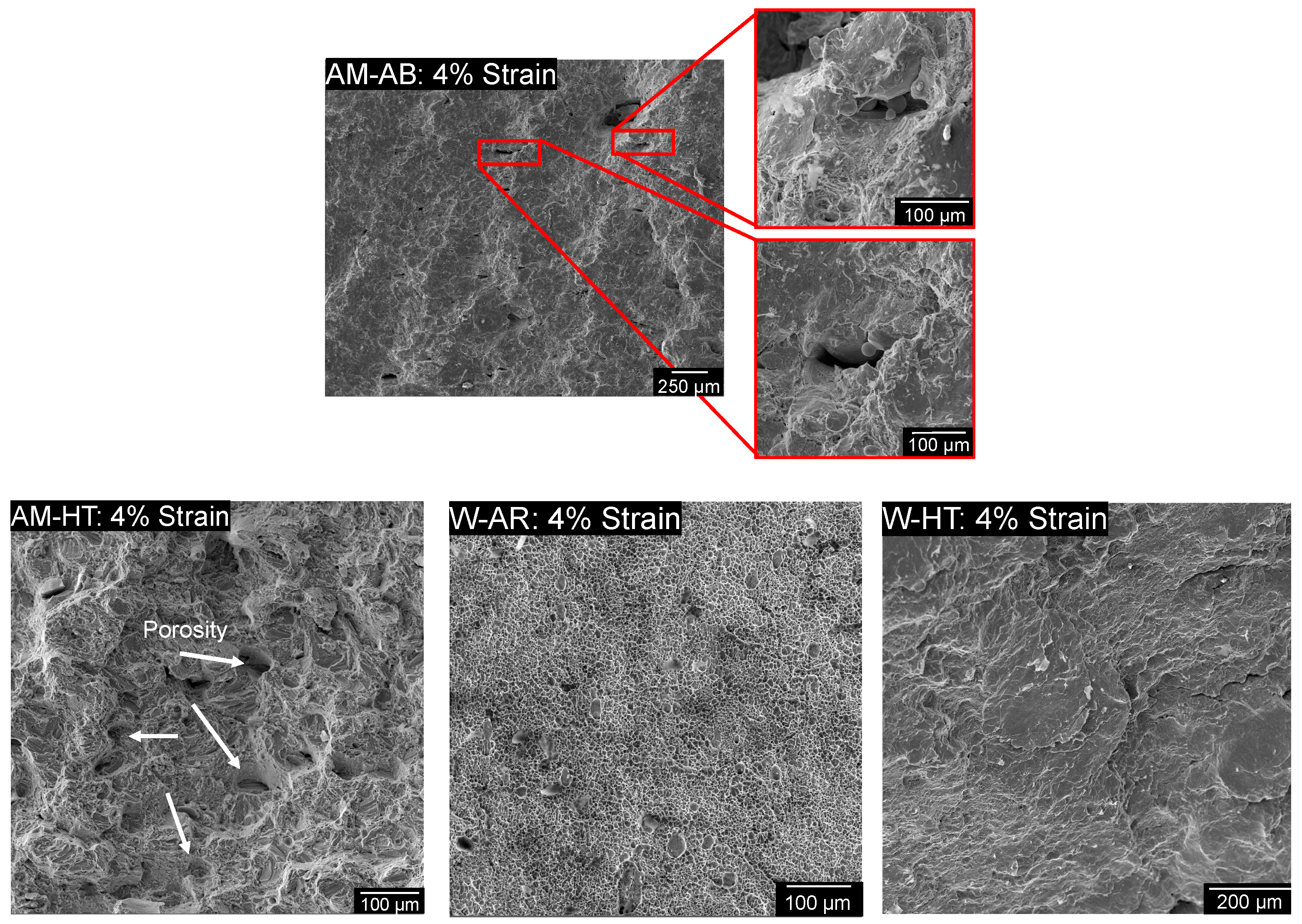
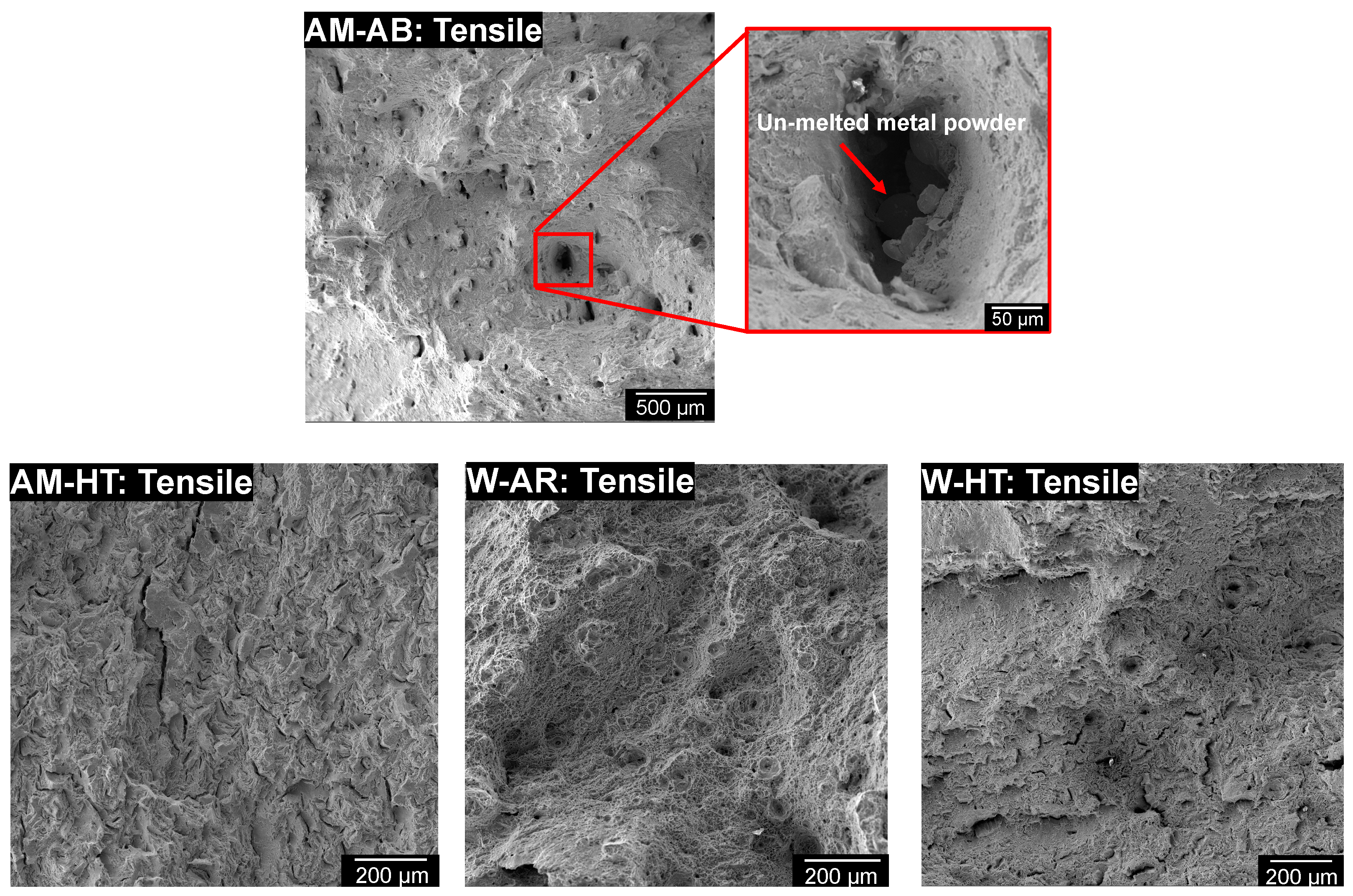
- SLM AM fabrication processes result in un-melted particles and gas entrapment which can create internal material voids on the order of 100 to 200 μm.
- 2.
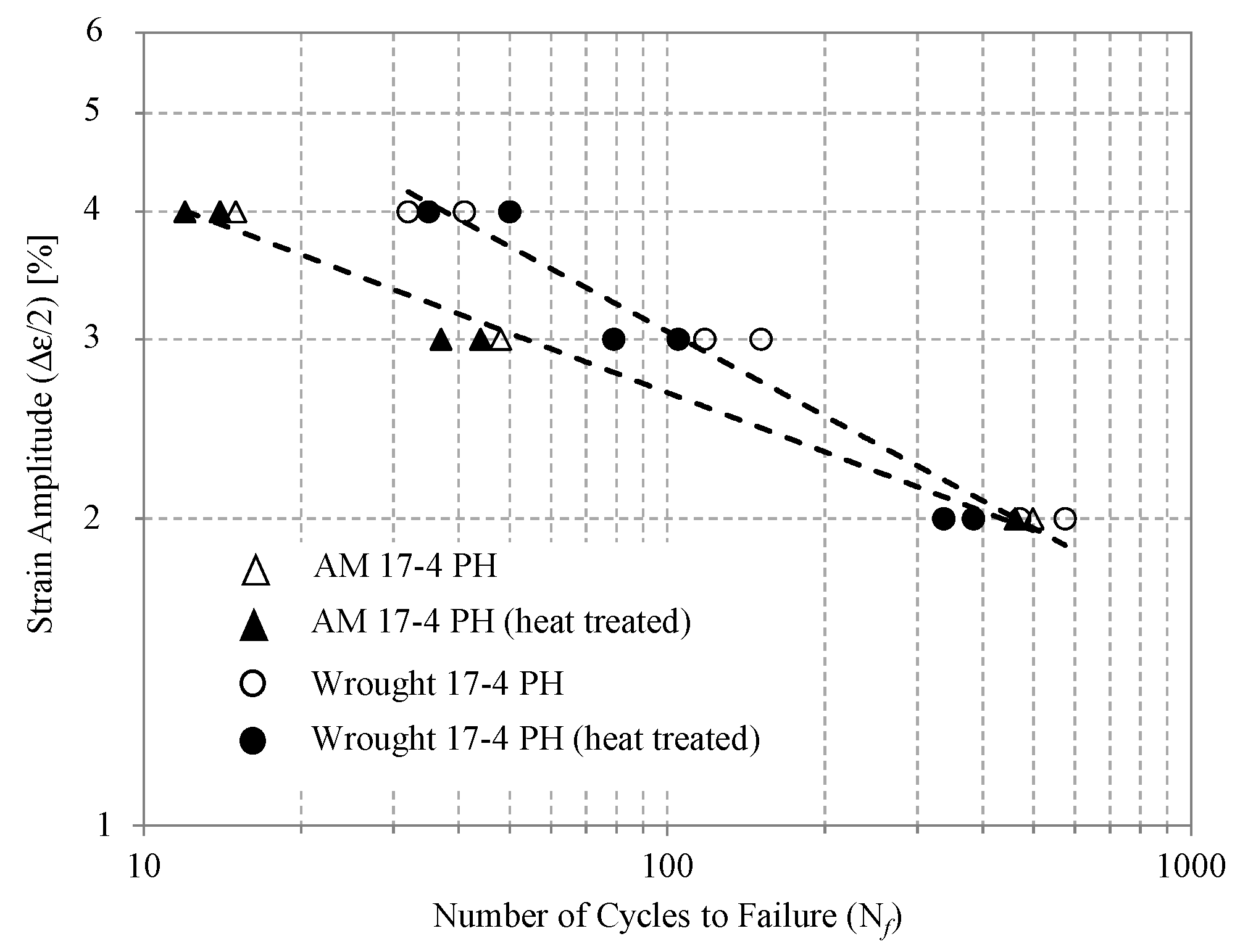
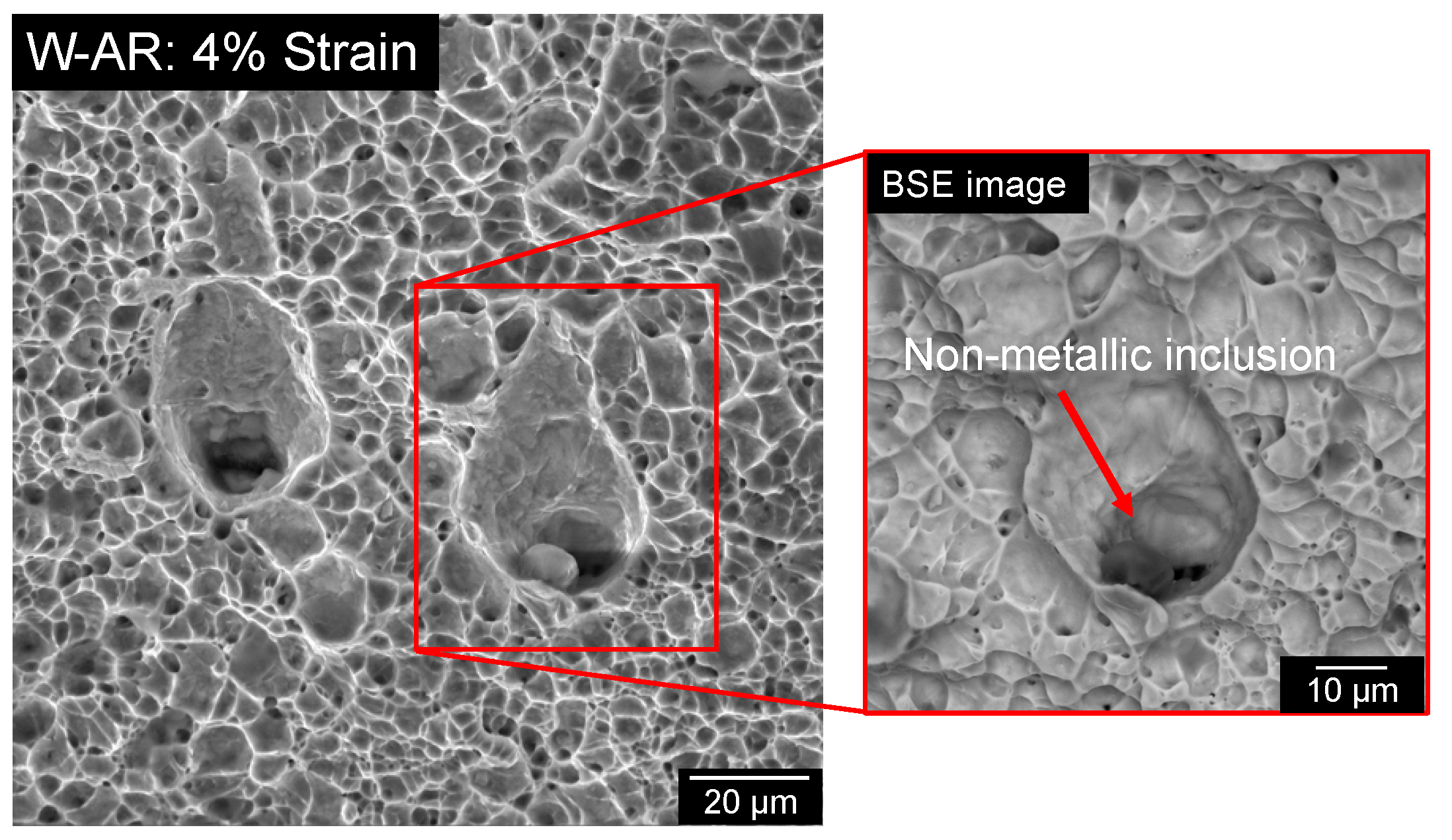
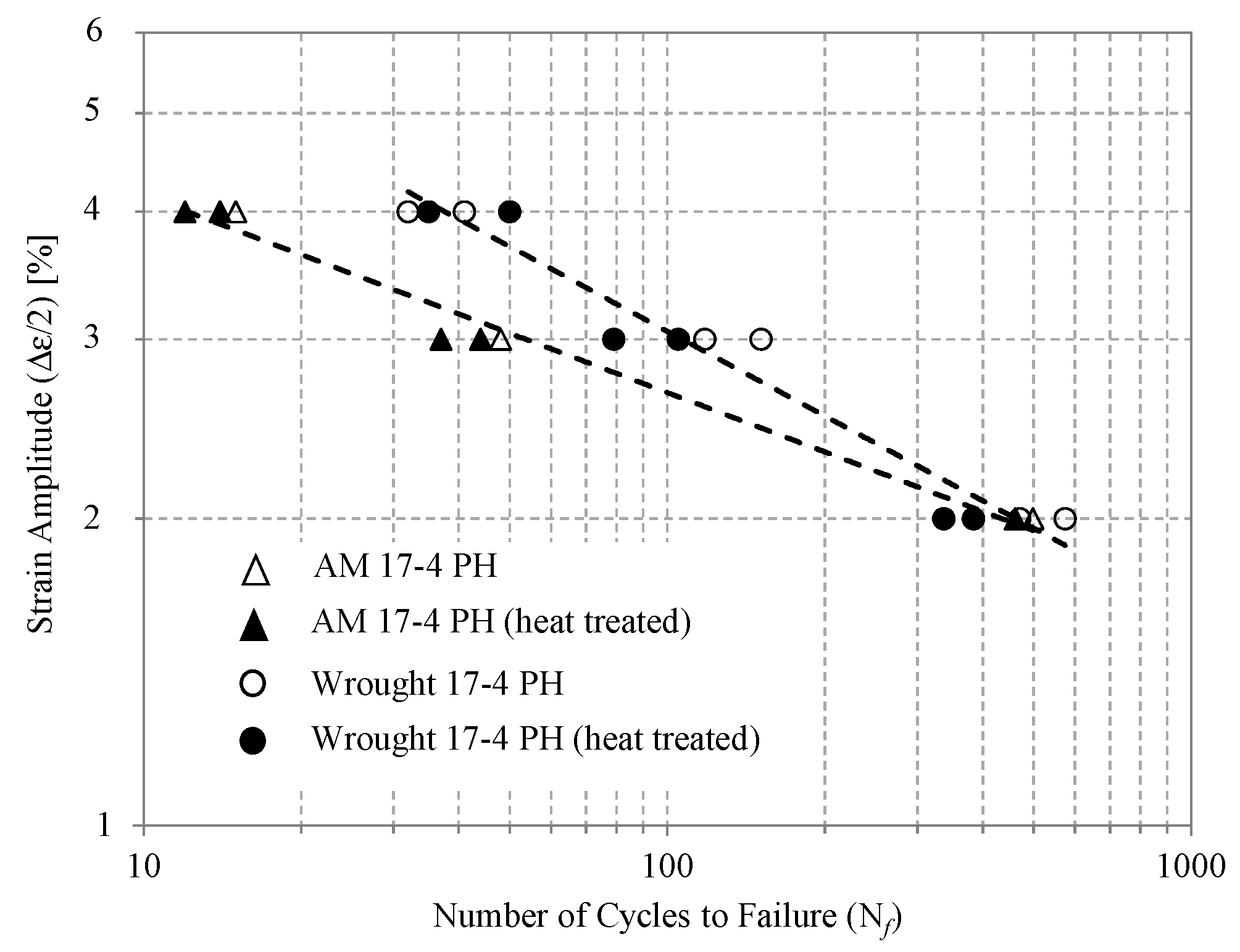
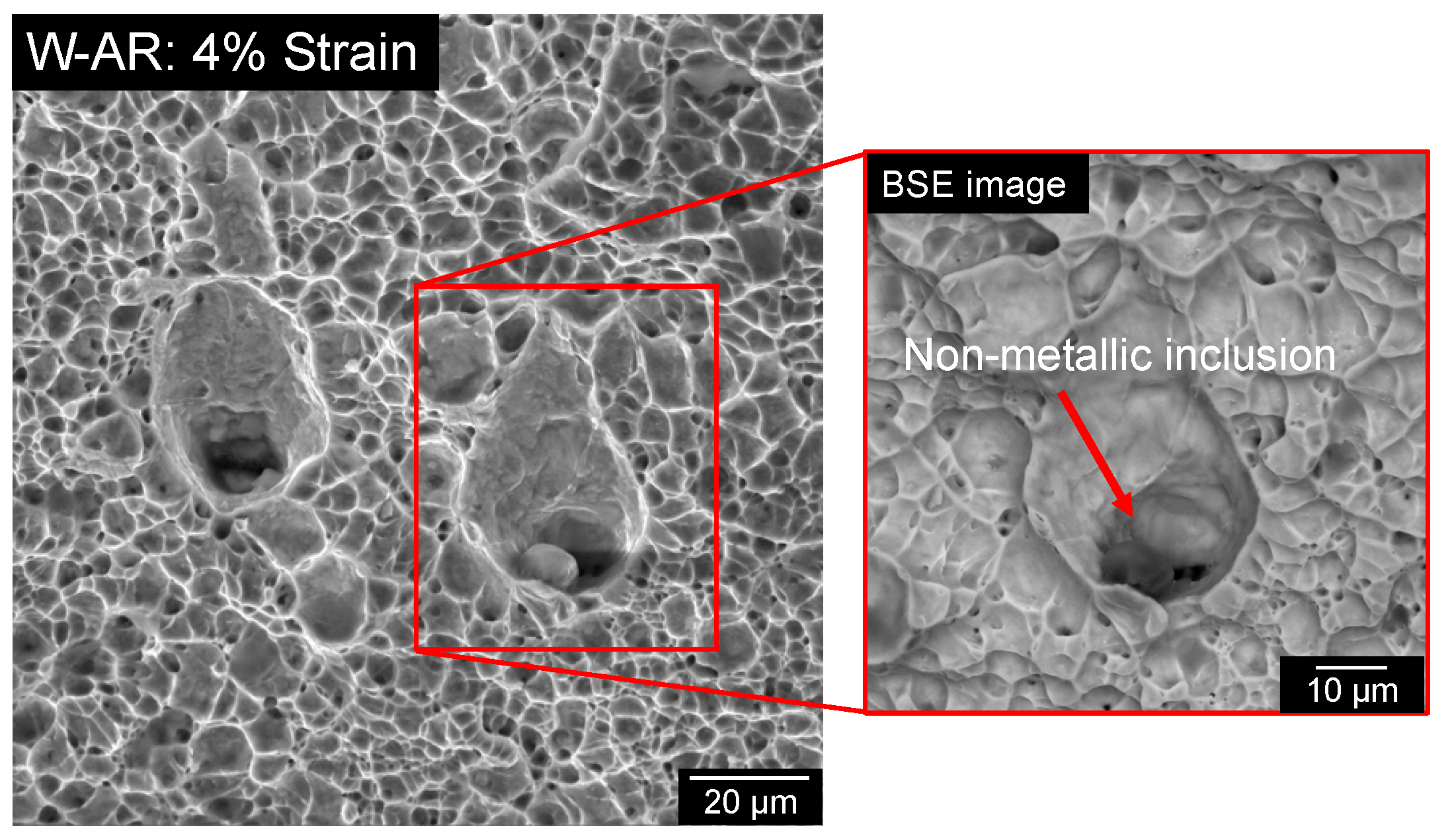
- Large internal void defects result in decreased ULCF performance for AM 17-4 PH steel specimens as compared to the wrought steel counterparts, which have inclusion defects of approximately 20 μm. A decrease in fatigue life of between 62% and 65% was observed at strain amplitudes of 3% and 4%, respectively.
- 3.
- Within the LCF regime (Nf > 100, resulting from strain amplitudes near 2%), fatigue behavior of the AM and wrought steel specimens are similar.
- 4.
- Post fabrication heat treatment processes done in this work have no observable effect on the ULCF or LCF behavior of AM 17-4 PH stainless steel materials. Although heat treatment processes were found to alter the AM material tensile properties (yield, strain hardening, etc.), the ULCF behavior of heat-treated and non-heat-treated AM 17-4 PH stainless steels were similar (likely due to the fatigue processes being governed by void/defect size).
- 5.
- The existing Coffin–Manson universal slopes equation for LCF prediction over-estimated the fatigue life of the AM specimens at applied strain amplitudes of 3% and 4%. Fatigue-life predictions at the 3% and 4% strain amplitudes were over-estimated by 119% and 213%, respectively.
- 6.
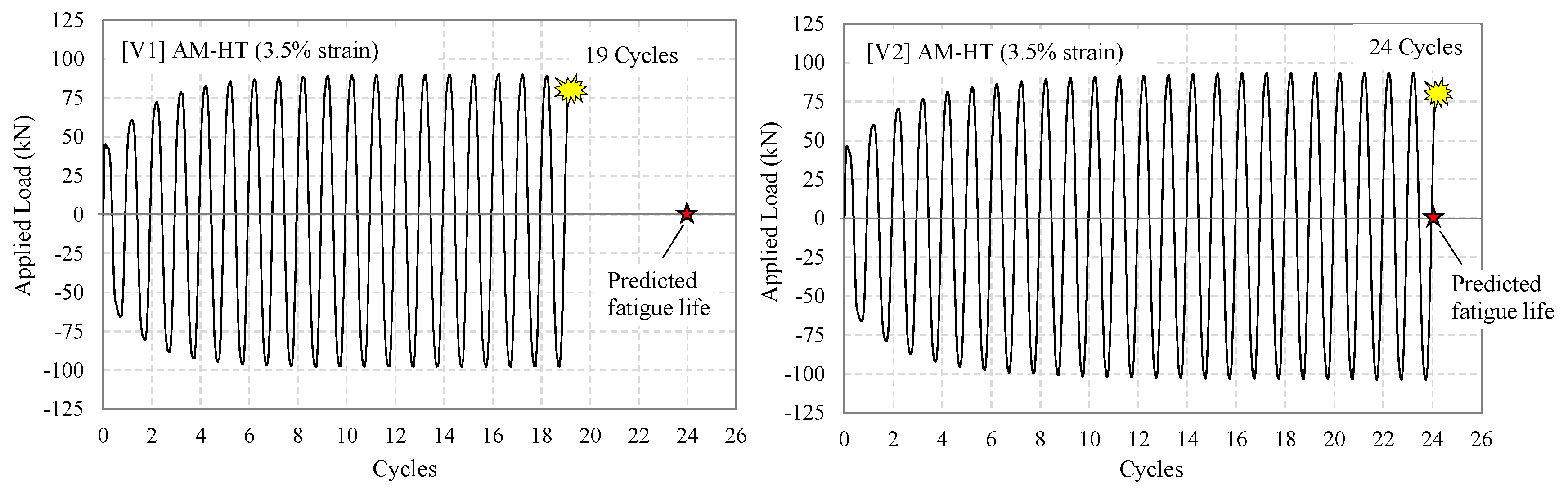
- An empirical ULCF capacity equation for AM 17-4 PH stainless steel is proposed herein. Additional testing demonstrated good agreement with the proposed equation predictions (providing fatigue-life estimations within 10% on average between the two additional verification tests). Future ULCF testing would be beneficial in further refining the proposed empirical model.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Carlton, H.D.; Haboub, A.; Gallegos, G.F.; Parkinson, D.Y.; MacDowell, A.A. Damage Evolution and Failure Mechanisms in Additively Manufactured Stainless Steel. Mater. Sci. Eng. A 2016, 651, 406–414. [Google Scholar] [CrossRef] [Green Version]
- Bao, J.; Wu, S.; Withers, P.J.; Wu, Z.; Li, F.; Fu, Y.; Sun, W. Defect Evolution during High Temperature Tension-Tension Fatigue of SLM AISi10Mg Alloy by Synchrotron Tomography. Mater. Sci. Eng. A 2020, 792, 139809. [Google Scholar] [CrossRef]
- Haghdadi, N.; Laleh, M.; Moyle, M.; Primig, S. Additive Manufacturing of Steels: A Review of Achievements and Challenges. J. Mater. Sci. 2021, 56, 64–107. [Google Scholar] [CrossRef]
- Karthik, G.M.; Kim, H.S. Heterogeneous Aspects of Additive Manufactured Metallic Parts: A Review. Met. Mater. Int. 2021, 27, 1–39. [Google Scholar] [CrossRef]
- Zhao, L.; Santos Macías, J.G.; Douillard, T.; Li, Z.; Simar, A. Unveiling Damage Sites and Fracture Path in Laser Powder Bed Fusion AlSi10Mg: Comparison between Horizontal and Vertical Loading Directions. Mater. Sci. Eng. A 2021, 807, 140845. [Google Scholar] [CrossRef]
- Ben, D.D.; Ma, Y.R.; Yang, H.J.; Meng, L.X.; Shao, X.H.; Liu, H.Q.; Wang, S.G.; Duan, Q.Q.; Zhang, Z.F. Heterogeneous Microstructure and Voids Dependence of Tensile Deformation in a Selective Laser Melted AlSi10Mg Alloy. Mater. Sci. Eng. A 2020, 798, 140109. [Google Scholar] [CrossRef]
- Shifeng, W.; Shuai, L.; Qingsong, W.; Yan, C.; Sheng, Z.; Yusheng, S. Effect of Molten Pool Boundaries on the Mechanical Properties of Selective Laser Melting Parts. J. Mater. Process. Technol. 2014, 214, 2660–2667. [Google Scholar] [CrossRef]
- Xiong, Z.H.; Liu, S.L.; Li, S.F.; Shi, Y.; Yang, Y.F.; Misra, R.D.K. Role of Melt Pool Boundary Condition in Determining the Mechanical Properties of Selective Laser Melting AlSi10Mg Alloy. Mater. Sci. Eng. A 2019, 740–741, 148–156. [Google Scholar] [CrossRef]
- LeBrun, T.; Nakamoto, T.; Horikawa, K.; Kobayashi, H. Effect of Retained Austenite on Subsequent Thermal Processing and Resultant Mechanical Properties of Selective Laser Melted 17–4 PH Stainless Steel. Mater. Des. 2015, 81, 44–53. [Google Scholar] [CrossRef]
- Liverani, E.; Toschi, S.; Ceschini, L.; Fortunato, A. Effect of Selective Laser Melting (SLM) Process Parameters on Microstructure and Mechanical Properties of 316L Austenitic Stainless Steel. J. Mater. Process. Technol. 2017, 249, 255–263. [Google Scholar] [CrossRef]
- Mahmoudi, M.; Elwany, A.; Yadollahi, A.; Thompson, S.M.; Bian, L.; Shamsaei, N. Mechanical Properties and Microstructural Characterization of Selective Laser Melted 17-4 PH Stainless Steel. Rapid Prototyp. J. 2017, 23, 280–294. [Google Scholar] [CrossRef] [Green Version]
- Mower, T.M.; Long, M.J. Mechanical Behavior of Additive Manufactured, Powder-Bed Laser-Fused Materials. Mater. Sci. Eng. A 2016, 651, 198–213. [Google Scholar] [CrossRef]
- Brodie, E.G.; Richter, J.; Wegener, T.; Niendorf, T.; Molotnikov, A. Low-Cycle Fatigue Performance of Remelted Laser Powder Bed Fusion (L-PBF) Biomedical Ti25Ta. Mater. Sci. Eng. A 2020, 798, 140228. [Google Scholar] [CrossRef]
- Yadollahi, A.; Shamsaei, N.; Thompson, S.M.; Elwany, A.; Bian, L. Effects of Building Orientation and Heat Treatment on Fatigue Behavior of Selective Laser Melted 17-4 PH Stainless Steel. Int. J. Fatigue 2017, 94, 218–235. [Google Scholar] [CrossRef]
- Yadollahi, A.; Shamsaei, N. Additive Manufacturing of Fatigue Resistant Materials: Challenges and Opportunities. Int. J. Fatigue 2017, 98, 14–31. [Google Scholar] [CrossRef] [Green Version]
- Rafi, H.K.; Pal, D.; Patil, N.; Starr, T.L.; Stucker, B.E. Microstructure and Mechanical Behavior of 17-4 Precipitation Hardenable Steel Processed by Selective Laser Melting. J. Mater. Eng. Perform. 2014, 23, 4421–4428. [Google Scholar] [CrossRef]
- Huo, C.Y.; Gao, H.L. Strain-Induced Martensitic Transformation in Fatigue Crack Tip Zone for a High Strength Steel. Mater. Charact. 2005, 55, 12–18. [Google Scholar] [CrossRef]
- Kanvinde, A.M.; Deierlein, G.G. Continuum Based Micro-Models for Ultra Low Cycle Fatigue Crack Initiation in Steel Structures. In Proceedings of the Structures Congress 2005, 18 April 2005; American Society of Civil Engineers: Reston, VA, USA, 2005. [Google Scholar] [CrossRef]
- Kanvinde, A.M.; Deierlein, G.G. Cyclic Void Growth Model to Assess Ductile Fracture Initiation in Structural Steels Due to Ultra Low Cycle Fatigue. J. Eng. Mech. 2007, 133, 701–712. [Google Scholar] [CrossRef]
- Pereira, J.C.R.; de Jesus, A.M.P.; Xavier, J.; Fernandes, A.A. Ultra Low-Cycle Fatigue Behaviour of a Structural Steel. Eng. Struct. 2014, 60, 214–222. [Google Scholar] [CrossRef]
- Yonekura, D.; Arai, Y.; Komotori, J.; Shimizu, M. Fracture Mechanism of Ferritic Ductile Cast Iron in Extremely Low Cycle Fatigue. Jpn. Soc. Mech. Eng. Part A. 1999, 65, 821–826. [Google Scholar] [CrossRef] [Green Version]
- Prinz, G.S.; Richards, P.W. Demands on Reduced Beam Section Connections with Out-of-Plane Skew. J. Struct. Eng. 2016, 142, 04015095. [Google Scholar] [CrossRef]
- Desrochers, C.; Prinz, G.S.; Richards, P.W. Column Axial Load Effects on the Performance of Skewed SMF RBS Connections. J. Constr. Steel Res. 2018, 150, 505–513. [Google Scholar] [CrossRef]
- ASTM Standard E 606-12–Standard Practice for Strain-Controlled Fatigue Testing; American Society for Testing and Materials, Int.: West Conshohocken, PA, USA, 2012.
- Kanvinde, A.M.; Deierlein, G.G. Validation of Cyclic Void Growth Model for Fracture Initiation in Blunt Notch and Dogbone Steel Specimens. J. Struct. Eng. 2008, 134, 1528–1537. [Google Scholar] [CrossRef]
- Rice, J.R.; Tracey, D.M. On the Ductile Enlargement of Voids in Triaxial Stress Fields∗. J. Mech. Phys. Solids 1969, 17, 201–217. [Google Scholar] [CrossRef] [Green Version]
- Wen, H.; Mahmoud, H. New Model for Ductile Fracture of Metal Alloys. II: Reverse Loading. J. Eng. Mech. 2016, 142, 04015089. [Google Scholar] [CrossRef]
- Kanvinde, A.M.; Deierlein, G.G. Micromechanical Simulation of Earthquake-Induced Fracture in Steel Structures; Stanford University: Stanford, CA, USA, 2004. [Google Scholar]
- Coffin, L.F., Jr. A Study of the Effects of Cyclic Thermal Stresses in Ductile Metals. ASME 1954, 76, 931–950. [Google Scholar]
- Manson, S.S. Behavior of Materials under Conditions of Thermal Stress. National Advisory Committee for Aeronautics. Report No. 1170. 1953.
- Prinz, G.S.; Coy, B.; Richards, P.W. Experimental and Numerical Investigation of Ductile Top-Flange Beam Splices for Improved Buckling-Restrained Braced Frame Behavior. J. Struct. Eng. 2014, 140, 04014052. [Google Scholar] [CrossRef] [Green Version]
- de Castro e Sousa, A. Ultra Low Cycle Fatigue of Welded Steel Joints under Multiaxial Loading. Ph.D. Thesis, Ecole Polytechnique Federale de Lausanne (EPFL), Lausanne, Switzerland, 2017. [Google Scholar]
- de Castro e Sousa, A.; Nussbaumer, A. Multiaxial Ultra Low Cycle Fatigue in Welded High Strength Steel Structural Components. J. Constr. Steel Res. 2019, 153, 473–482. [Google Scholar] [CrossRef]
- Manson, S.S. Fatigue: A Complex Subject—Some Simple Approximations. Exp. Mech. 1965, 5, 193–226. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Cr (wt%) | Ni (wt%) | Cu (wt%) | Mn (wt%) | Si (wt%) | Mo (wt%) | Nb (wt%) | C (wt%) |
|---|---|---|---|---|---|---|---|---|
| Nominal Values | 15–17.5 | 3–5 | 3–5 | Max. 1 | Max. 1 | Max. 0.5 | 0.15–0.45 | Max. 0.07 |
| Sample Description | Material Type | Fracture Strain (εf) | Yield Stress (σy (0.2%)) (MPa) | Ultimate Stress (σu) (MPa) | Vickers Hardness (HV) | |
|---|---|---|---|---|---|---|
| Grip | Gage | |||||
| Wrought—as received | W-AR | 0.153 | 881 | 1060 | 335 | 356 |
| Wrought—heat treated | W-HT | 0.152 | 882 | 1017 | 356 | 333 |
| AM—as built | AM-AB | 0.190 | 630 | 1025 | 294 | 475 |
| AM—heat treated | AM-HT | 0.153 | 512 | 1495 | 432 | 535 |
| Material Type | Specimen No. | Strain Amplitude (Δε/2) (%) | Nf (Cycles) |
|---|---|---|---|
| W-AR | 1 | 2 | 384 |
| 2 | 2 | 337 | |
| 3 | 3 | 79 | |
| 4 | 3 | 105 | |
| 5 | 4 | 35 | |
| 6 | 4 | 50 | |
| W-HT | 7 | 2 | 575 |
| 8 | 2 | 471 | |
| 9 | 3 | 118 | |
| 10 | 3 | 151 | |
| 11 | 4 | 41 | |
| 12 | 4 | 32 | |
| AM-AB | 13 | 2 | 515 |
| 14 | 3 | 47 | |
| 15 | 4 | 14 | |
| 16 | 4 | 15 | |
| AM-HT | 17 | 2 | 462 |
| 18 | 3 | 44 | |
| 19 | 3 | 37 | |
| 20 | 4 | 14 | |
| 21 | 4 | 12 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gonzalez-Nino, D.; Strasser, T.; Prinz, G.S. Ultra Low-Cycle Fatigue Behavior Comparison between Additively Manufactured and Rolled 17-4 PH (AISI 630) Stainless Steels. Metals 2021, 11, 1726. https://doi.org/10.3390/met11111726
Gonzalez-Nino D, Strasser T, Prinz GS. Ultra Low-Cycle Fatigue Behavior Comparison between Additively Manufactured and Rolled 17-4 PH (AISI 630) Stainless Steels. Metals. 2021; 11(11):1726. https://doi.org/10.3390/met11111726
Chicago/Turabian StyleGonzalez-Nino, David, Timothy Strasser, and Gary S. Prinz. 2021. "Ultra Low-Cycle Fatigue Behavior Comparison between Additively Manufactured and Rolled 17-4 PH (AISI 630) Stainless Steels" Metals 11, no. 11: 1726. https://doi.org/10.3390/met11111726
APA StyleGonzalez-Nino, D., Strasser, T., & Prinz, G. S. (2021). Ultra Low-Cycle Fatigue Behavior Comparison between Additively Manufactured and Rolled 17-4 PH (AISI 630) Stainless Steels. Metals, 11(11), 1726. https://doi.org/10.3390/met11111726