
Effect of Quenching and Partitioning Heat Treatment on the Fatigue Behavior of 42SiCr Steel



Abstract
:1. Introduction
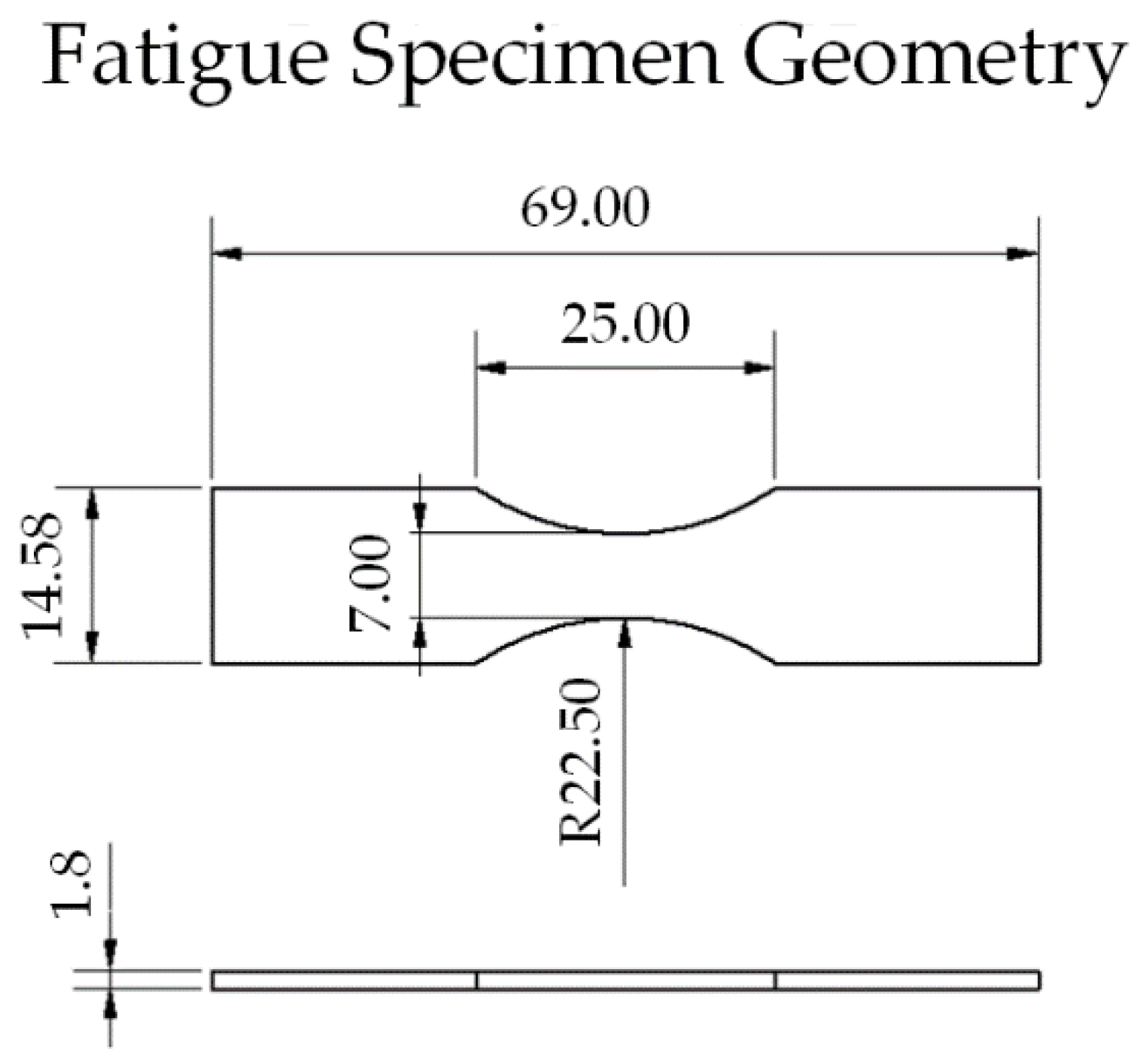
2. Materials and Methods
3. Results and Discussion
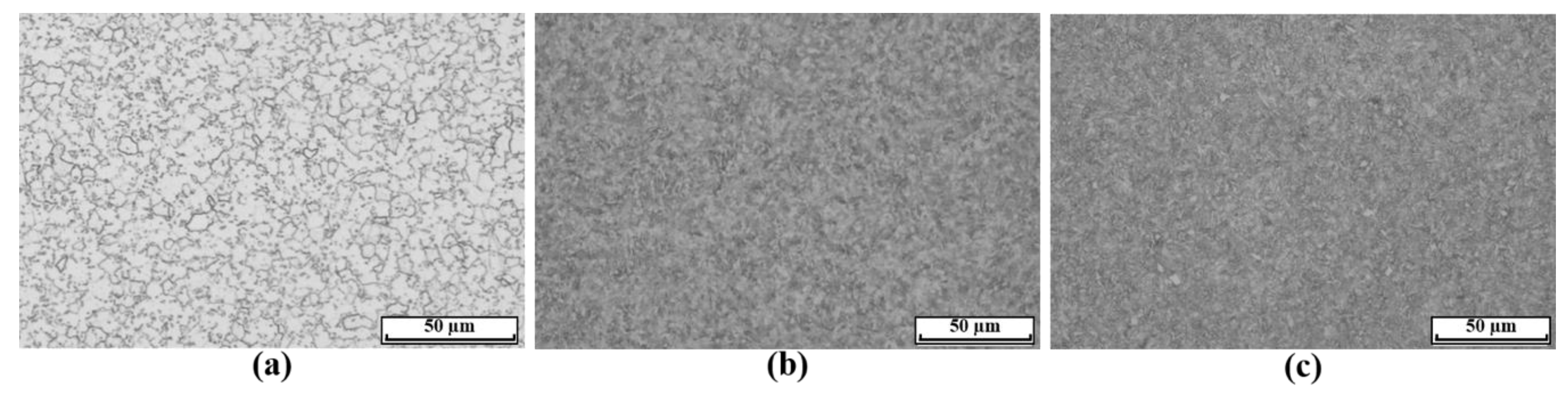
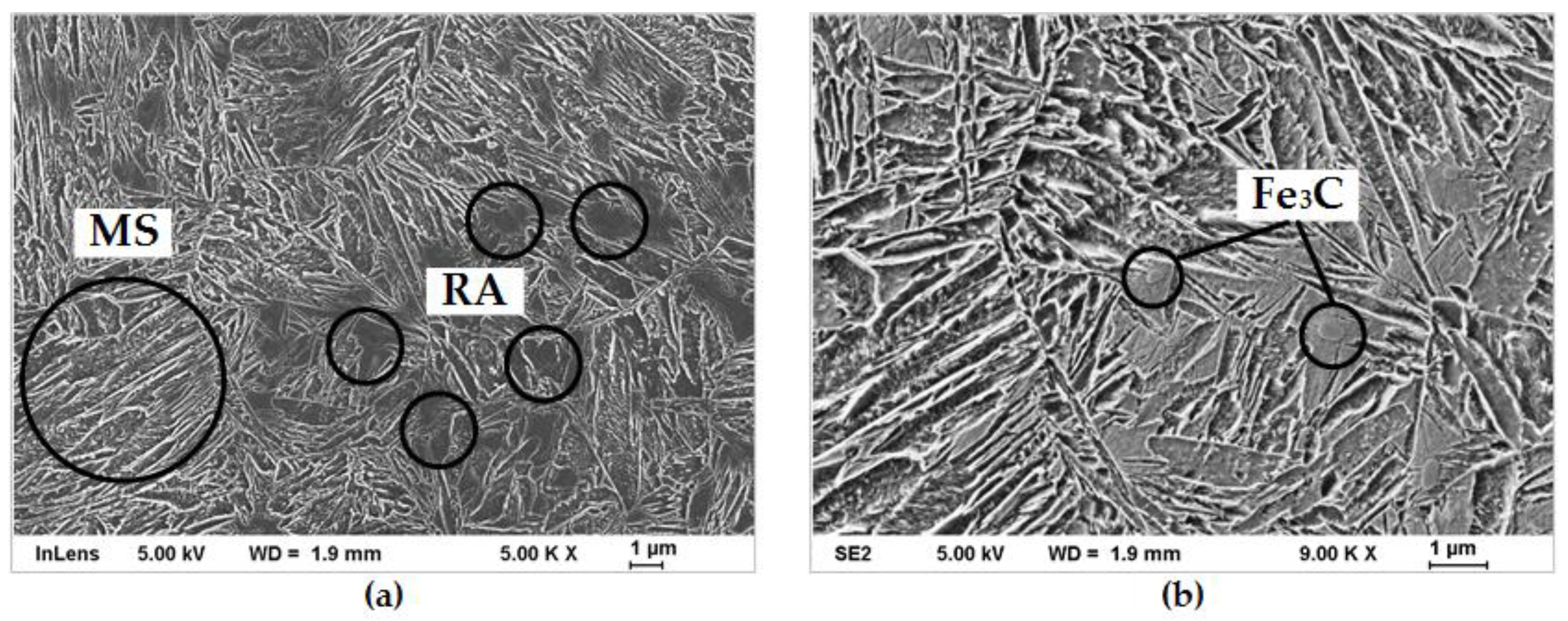
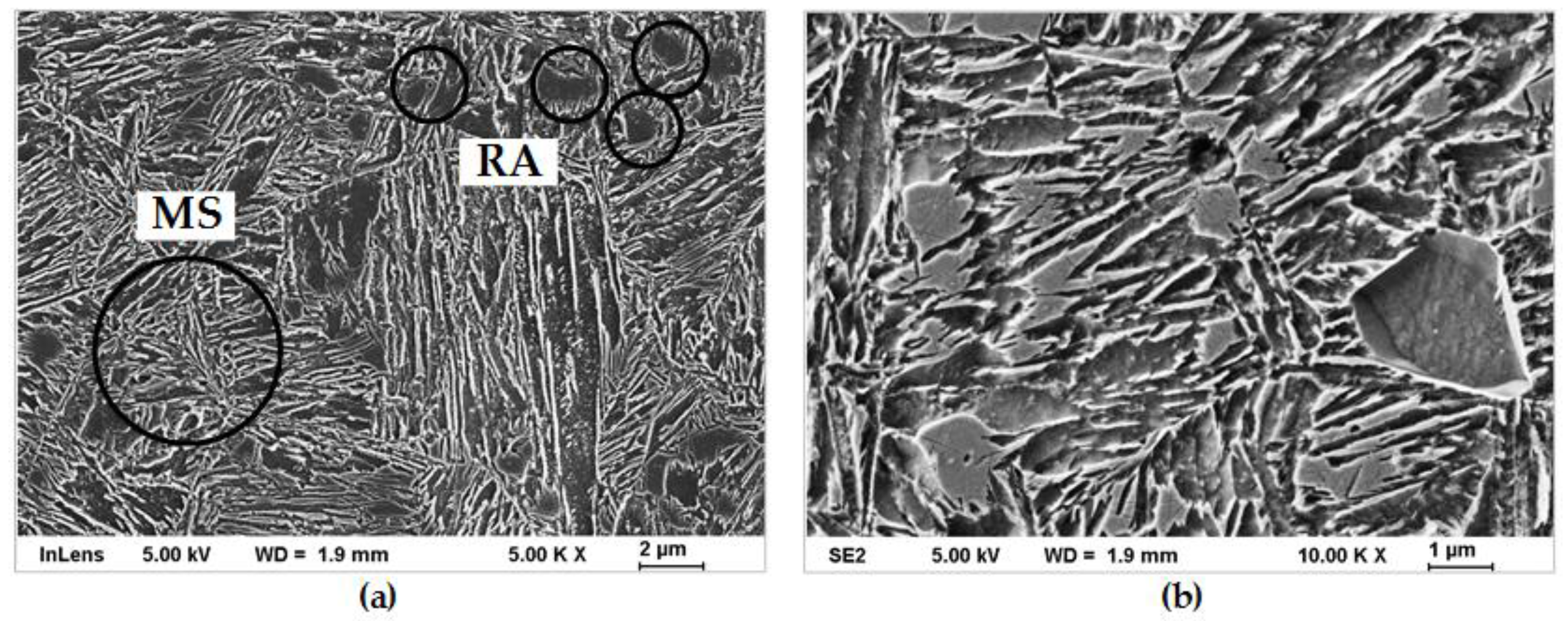
3.1. Microstructural Analysis
3.2. Determinaton of Retained Austenite by X-ray Diffraction
3.3. Monotonic Mechanical Testing
3.4. Cyclic Mechanical Testing
3.4.1. Load Increase Tests
3.4.2. Constant Amplitude Tests
4. Conclusions
- The QP1 process route with a lower quenching temperature of 200 °C as well as a lower partitioning temperature of 250 °C led to an expected higher amount of martensite and lower amount of retained austenite by 8.3% in the microstructure compared to the QP2 (quenching temperature 230 °C, partitioning temperature 380 °C), which reached 11.2% of retained austenite;
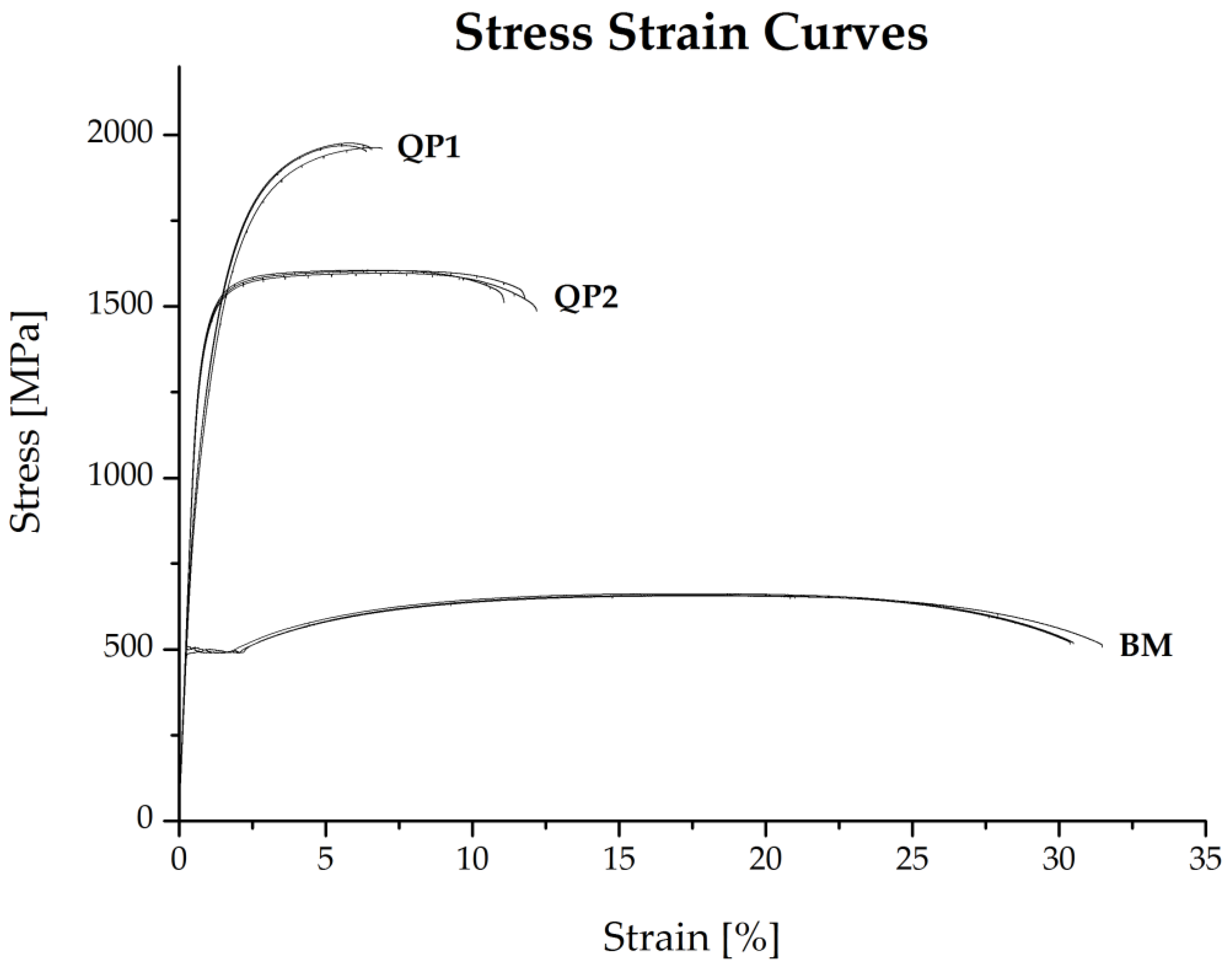
- The detected differences in the microstructures considerably affected the resulting mechanical properties. QP1 achieved a higher ultimate tensile strength of about 1970 MPa in comparison to 1600 MPa for QP2, whereas the ductility of QP2 was more pronounced, reaching 11% (QP1 5.6%) and therefore showed a typical quenching and partitioning relation between ultimate tensile strength and elongation at fracture;
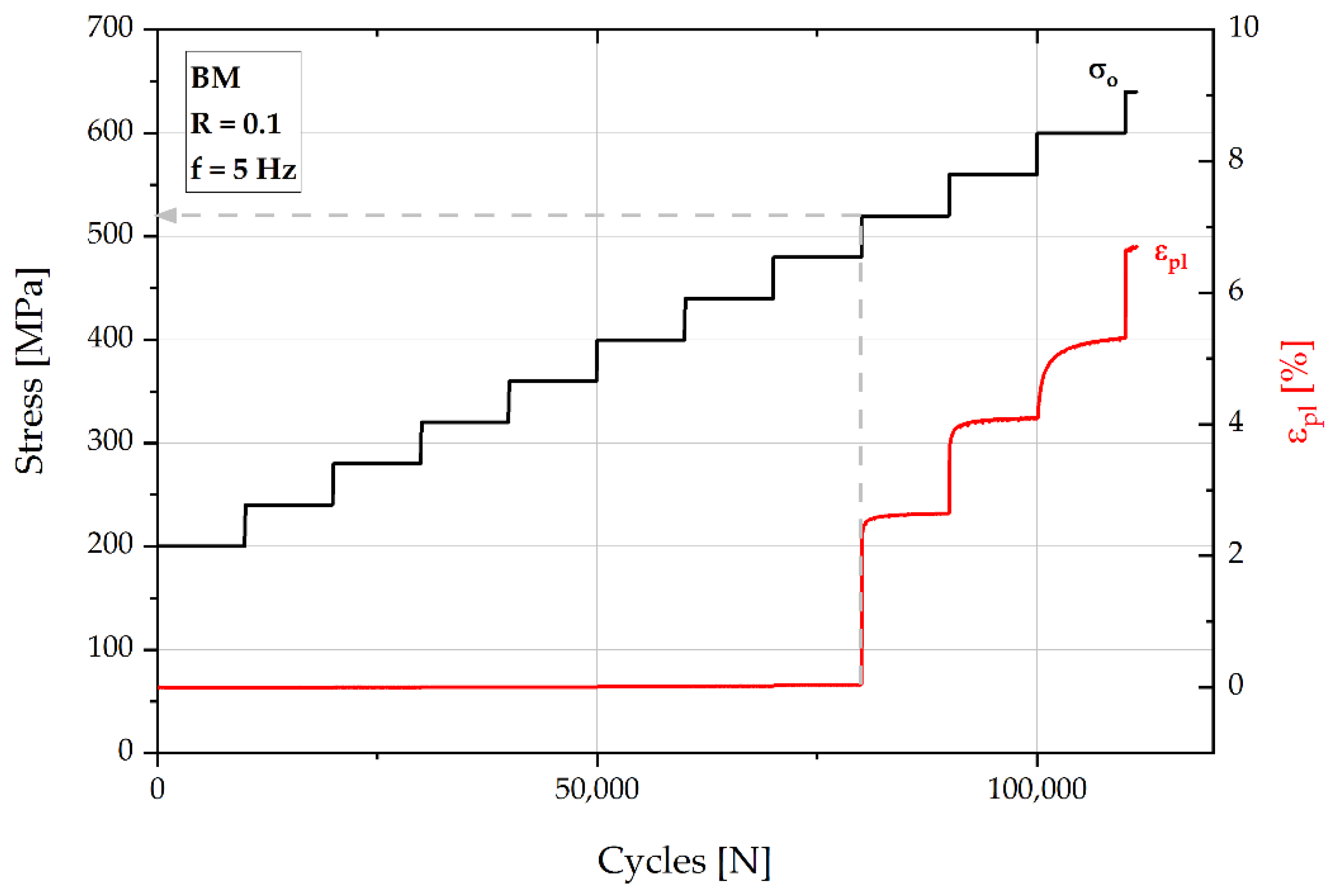
- Load increase tests revealed a higher estimated fatigue strength of 1030 MPa for the QP2 condition compared to 850 MPa for QP1, which could be attributed also to the differing amount of retained austenite. Thereby the higher RA content of QP2 as well as its higher stability due to the higher carbon content could led to this enhancement;
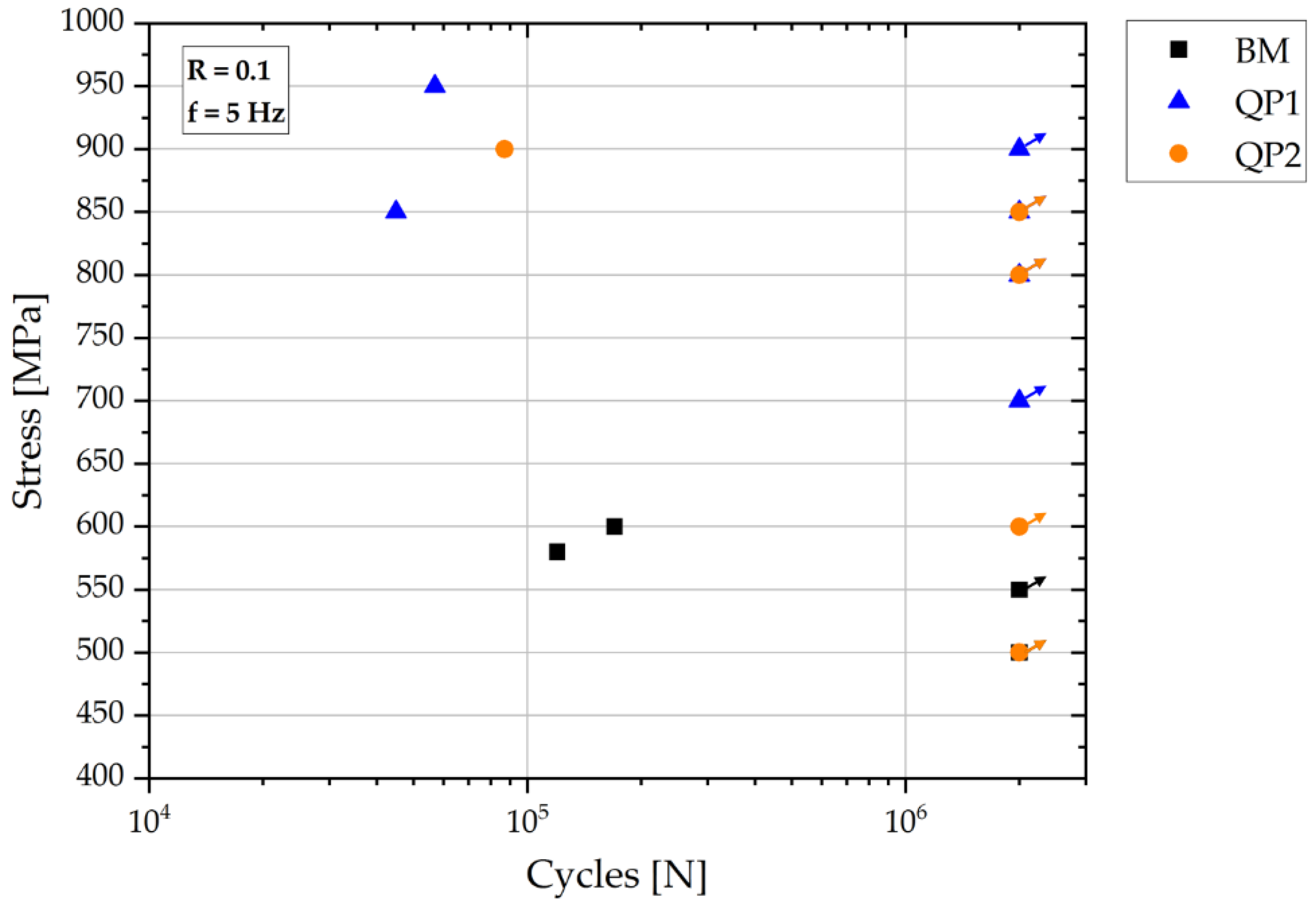
- Cyclic constant amplitude tests verified a good agreement of the estimated fatigue strength for the base material as well as the QP1 condition whereas the QP2 condition differed from this finding;
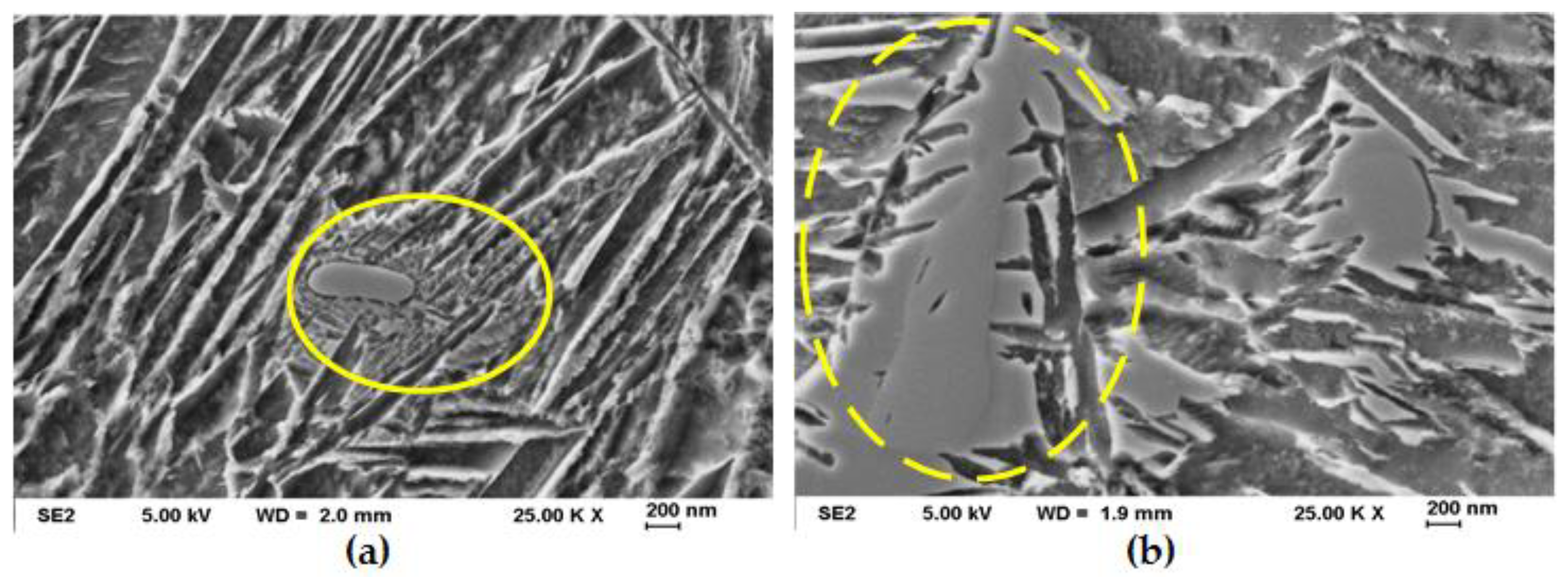
- Both quenching and partitioning conditions showed a similar fracture behavior with the starting point at the surface of the specimens and containing two different fracture areas. The smaller fatigue fracture area was characterized by transgranular failure and rest lines whereas the larger overload fracture area showed a typical honeycomb structure; and
- Regarding the microstructure of the runouts, the presence of retained austenite around globular carbides for QP2 in comparison to a finer martensitic lattice structure around the carbides for QP1 led to the assumption of a transition-induced plasticity during cyclic loading for QP1.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Mughrabi, H. Specific features and mechanisms of fatigue in the ultrahigh-cycle regime. Int. J. Fatigue 2006, 28, 1501–1508. [Google Scholar] [CrossRef]
- Starke, P.; Walther, F.; Eifler, D. PHYBAL—A new method for lifetime prediction based on strain, temperature and electrical measurements. Int. J. Fatigue 2006, 28, 1028–1036. [Google Scholar] [CrossRef]
- Starke, P.; Walther, F.; Eifler, D. New fatigue life calculation method for quenched and tempered steel SAE 4140. Mater. Sci. Eng. A 2009, 523, 246–252. [Google Scholar] [CrossRef]
- Ebel-Wolf, B.H. Characterisation of the Cyclic Deformation Behaviour of the Magnesium Die-Cast Alloys MRI 153M and MRI 230D. Ph.D. Thesis, Technische Universität Kaiserslautern, Kaiserslautern, Germany, 2007. [Google Scholar]
- Koster, M.; Wagner, G.; Eifler, D. Cyclic deformation behavior of a medium carbon steel in the VHCF regime. Procedia Eng. 2010, 2, 2189–2197. [Google Scholar] [CrossRef] [Green Version]
- Speer, J.; Matlock, D.K.; De Cooman, B.C.; Schroth, J.G. Carbon partitioning into austenite after martensite transformation. Acta Mater. 2003, 51, 2611–2622. [Google Scholar] [CrossRef]
- Speer, J.G.; Matlock, D.K.; Wang, L.; Edmonds, D.V. Quenched and Partitioned Steels. In Comprehensive Materials Processing: Quenched and Partitioned Steels; Speer, J.G., Matlock, D.K., Wang, L., Edmonds, V.D., Eds.; Elsevier: Amsterdam, The Netherlands, 2014; pp. 217–225. ISBN 9780080965338. [Google Scholar]
- Toji, Y.; Miyamoto, G.; Raabe, D. Carbon partitioning during quenching and partitioning heat treatment accompanied by carbide precipitation. Acta Mater. 2015, 86, 137–147. [Google Scholar] [CrossRef]
- Clarke, A.J.; Speer, J.G.; Miller, M.K.; Hackenberg, R.E.; Edmonds, D.V.; Matlock, D.K.; Rizzo, F.C.; Clarke, K.D.; de Moor, E. Carbon partitioning to austenite from martensite or bainite during the quench and partition (Q&P) process: A critical assessment. Acta Mater. 2008, 56, 16–22. [Google Scholar] [CrossRef]
- Jirková, H.; Mašek, B.; Wagner, M.F.-X.; Langmajerová, D.; Kučerová, L.; Treml, R.; Kiener, D. Influence of metastable retained austenite on macro and micromechanical properties of steel processed by the Q&P process. J. Alloys Compd. 2014, 615, S163–S168. [Google Scholar] [CrossRef]
- Diego-Calderón, I.d.; Rodriguez-Calvillo, P.; Lara, A.; Molina-Aldareguia, J.M.; Petrov, R.H.; de Knijf, D.; Sabirov, I. Effect of microstructure on fatigue behavior of advanced high strength steels produced by quenching and partitioning and the role of retained austenite. Mater. Sci. Eng. A 2015, 641, 215–224. [Google Scholar] [CrossRef]
- Jenicek, S.; Vorel, I.; Kana, J.; Opatova, K.; Rubesova, K.; Kotesovec, V.; Masek, B. Evolution of microstructure and mechanical properties during Q&P processing of medium-carbon steels with different silicon levels. IOP Conf. Ser. Mater. Sci. Eng. 2017, 181, 12035. [Google Scholar] [CrossRef] [Green Version]
- Kucerova, L.; Jirkova, H.; Hauserova, D.; Masek, B. (Eds.) Analysis of 42SiCr Steel after Quenching and Partitioning by Laser Scanning Confocal Microscopy, 1st ed.; Tanger Ltd.: Ostrava, Czech Republic, 2010. [Google Scholar]
- Melado, A.C.; Nishikawa, A.S.; Goldenstein, H.; Giles, M.A.; Reed, P.A.S. Effect of microstructure on fatigue behaviour of advanced high strength ductile cast iron produced by quenching and partitioning process. Int. J. Fatigue 2017, 104, 397–407. [Google Scholar] [CrossRef] [Green Version]
- Timokhina, I.B.; Hodgson, P.D.; Pereloma, E.V. Effect of microstructure on the stability of retained austenite in transformation-induced-plasticity steels. Metall. Mater. Trans. A 2004, 35, 2331–2341. [Google Scholar] [CrossRef] [Green Version]
- Gao, G.; Zhang, B.; Cheng, C.; Zhao, P.; Zhang, H.; Bai, B. Very high cycle fatigue behaviors of bainite/martensite multiphase steel treated by quenching-partitioning-tempering process. Int. J. Fatigue 2016, 92, 203–210. [Google Scholar] [CrossRef]
- Xie, Z.; Zheng, Y.; Tian, Q.; Wang, A.; Chen, Y.; Mao, X.; Lu, Y.; Wang, X. Experimental investigation on fatigue failure characteristics of QP-16 type ball-eye under bending load. Eng. Fail. Anal. 2018, 89, 1–14. [Google Scholar] [CrossRef]
- Zhao, P.; Zhang, B.; Cheng, C.; Misra, R.D.K.; Gao, G.; Bai, B.; Weng, Y. The significance of ultrafine film-like retained austenite in governing very high cycle fatigue behavior in an ultrahigh-strength MN–SI–Cr–C steel. Mater. Sci. Eng. A 2015, 645, 116–121. [Google Scholar] [CrossRef]
- Černý, I.; Mikulová, D.; Sís, J.; Mašek, B.; Jirková, H.; Malina, J. Fatigue properties of a low alloy 42SiCr steel heat treated by quenching and partitioning process. Procedia Eng. 2011, 10, 3310–3315. [Google Scholar] [CrossRef] [Green Version]
- Scott, C.P.; Drillet, J. A study of the carbon distribution in retained austenite. Scr. Mater. 2007, 56, 489–492. [Google Scholar] [CrossRef]
- DIN Deutsches Institut für Normung e. V. Luft- und Raumfahrt—Prüfverfahren für Metallische Werkstoffe—Schwerlastwechselermüdung (HCF) im kraftgesteuerten Versuch, 2010–01; Beuth Verlag GmbH: Berlin, Germany, 2010; p. 3987. [Google Scholar]
- DIN Deutsches Institut für Normung e. V. Schwingfestigkeitsversuch—Durchführung und Auswertung von Zyklischen Versuchen mit Konstanter Lastamplitude für Metallische Werkstoffproben und Bauteile, 2016–12; Beuth Verlag GmbH: Berlin, Germany, 2016. [Google Scholar]
- Mehner, T.; Morgenstern, R.; Frint, P.; Scharf, I.; Wagner, M.F.-X.; Lampke, T. Corrosion characteristics of a quenching and partitioning steel determined by electrochemical impedance spectroscopy. IOP Conf. Ser. Mater. Sci. Eng. 2018, 373, 12003. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Cr | Mn | P | S | Ni | Mo | Nb |
|---|---|---|---|---|---|---|---|---|---|
| Amount [wt%] | 0.38 | 1.92 | 1.39 | 0.66 | 0.011 | 0.0051 | 0.061 | 0.038 | 0.048 |
| Microstructural Properties | QP1 | QP2 |
|---|---|---|
| Martensite | ||
| Mass fraction [wt%] | 91.7 | 88.8 |
| Austenite | ||
| Mass fraction [wt%] | 8.3 | 11.2 |
| Lattice parameter a [nm] | 0.3591 | 0.3616 |
| Carbon content wC [wt%] | 0.55 | 1.31 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thomä, M.; Wagner, G. Effect of Quenching and Partitioning Heat Treatment on the Fatigue Behavior of 42SiCr Steel. Metals 2021, 11, 1699. https://doi.org/10.3390/met11111699
Thomä M, Wagner G. Effect of Quenching and Partitioning Heat Treatment on the Fatigue Behavior of 42SiCr Steel. Metals. 2021; 11(11):1699. https://doi.org/10.3390/met11111699
Chicago/Turabian StyleThomä, Marco, and Guntram Wagner. 2021. "Effect of Quenching and Partitioning Heat Treatment on the Fatigue Behavior of 42SiCr Steel" Metals 11, no. 11: 1699. https://doi.org/10.3390/met11111699
APA StyleThomä, M., & Wagner, G. (2021). Effect of Quenching and Partitioning Heat Treatment on the Fatigue Behavior of 42SiCr Steel. Metals, 11(11), 1699. https://doi.org/10.3390/met11111699