Abstract
Tin was recovered in metal from an industrial tin-bearing byproduct containing Na2SO4 by carbothermic reduction smelting, and the effects of basicity (Na2O/SiO2), temperature, and reaction time on the recovery of tin were studied. Na2SO4 was reduced by carbon and formed into sodium silicate slag (Na2O–SiO2) in the presence of SiO2. Tin content in slag decreased with the increase of Na2O/SiO2 ratio in slag, temperature, and reaction time, but the recovery of tin was affected by volatilization of tin in high temperature and high silica region of basicity. In this study, the maximum recovery rate of tin was 94.8% at the experimental condition of 1200 °C, 2 h, and 0.55 of Na2O/SiO2 ratio. The major impurities in produced metal were Bi, Pb, Cu, Fe, and most of Bi, Pb, Cu were distributed to the metal phase, but the distribution of Fe was closely related to basicity.
1. Introduction
Tin has been widely used in electronic solder, tinplate, alloys, and chemicals, and it is also crucial for the future because it is a key metal to both the Fourth Industrial Revolution and the Green Revolution. Tin is mainly extracted from cassiterite which is a tin-bearing natural mineral. In recent years, recycling has become more important to meet the global tin consumption, and global green policy is encouraging reuse, repair and collection of e-waste and other tin-containing products. The largest potential source of recycled tin is solder in electronic wastes (e-wastes) [1,2]. The recent copper smelting industry treats a lot of e-wastes as a secondary resource, and therefore tin, used as a soldering material on the printed circuit board (PCB) of electronic devices, comes into the copper smelting industry. It is expected that more tin would flow into the copper smelting industry because the amount of collected e-wastes has been increasing due to recent advancement in electronic and electrical technologies [3], and in addition, there has been much development of alternative solder alloy largely based upon tin due to environmental issue of lead-based solder [4]. According to research results about the behavior of tin in the copper smelting process [5,6,7,8,9,10,11], it is distributed not only to copper and slag but also to gas because SnS and SnO are relatively volatile. Sukhomlinov et al. confirmed the strong tendencies of tin to vaporize at 1300 °C and its volatile species to be predominantly SnS (g) [5]. Klemettinen et al. observed notable vaporization of tin in the oxidizing conditions [6]. Avamaa et al. described that almost all tin was vaporized at an oxygen partial pressure range of 10−5–10−7 atm [7,8,9]. According to Anindya et al., Montanwerke Brixlegg smelter has published distribution ratio of tin into metal, slag, and fume in the secondary copper smelting process, and its ratio is calculated to be 2% to copper anode, 65% to slag, 33% to gas through smelting, converting, and fire refining step [10]. Forsen et al. explained that less than 10% of the initial amount of tin ends up in blister copper [11]. Actually, it is not practical to recover tin from slag because of low concentration of tin in slag and large amount of slag to be treated, and therefore, copper smelting dust and copper anode slime could be a good source to recover tin in the copper smelting industry. A by-product produced in the process of recovering some rare metals at a copper smelter in South Korea contains a relatively high concentration of tin. The present work aimed to figure out the ways to recover metallic tin from the tin-bearing material produced in the copper smelting industry.
Cassiterite is associated with metal oxide and gangue minerals, and the reduction smelting is the feasible method to extract metallic tin. However, the industrial tin-bearing materials, such as tin slag, hardhead, used tin plates, tin alloys, and e-wastes, have different tin contents and impurities from those of cassiterite. Therefore, different technologies should be applied to recover tin from each tin-bearing source [1]. Volatilization is an efficient way to recover tin from middle-grade tin materials, and the form of volatilized tin is SnO (g) in reduction roasting and SnS (g) in sulfuration roasting [12,13]. Carbothermic reduction smelting is considered an effective way to extract tin from tin-bearing materials in the presence of gangue materials [14].
The form of tin in the tin-bearing material used in this work was SnO2, and its major impurity was Na2SO4. However, it was rare to find the research cases handling the tin-bearing materials containing Na2SO4. Therefore, this study was focused on separating tin from the tin-bearing material in the presence of Na2SO4. The high-temperature carbothermic reduction was selected to separate tin from the tin-bearing by-product, and SiO2 was used as a fluxing substance to make the slag with Na2O, which was produced from the reaction of Na2SO4 and metals in the reduction atmosphere. The behavior of tin with the parameters such as basicity, reaction temperature, reaction time was investigated, the optimum conditions to get the highest tin recovery were determined, and the distribution behavior of minor elements was studied at the highest tin recovery condition.
2. Materials and Methods
2.1. Material
The industrial tin-bearing material used in this study was provided by a copper smelter in South Korea. Figure 1 shows the results of X-ray diffraction (XRD) analysis of the tin-bearing material. XRD analysis was conducted with a scanning range of 10 to 90° under a step size of 0.026°. The result of XRD analysis for the tin-bearing material indicated that it was composed of SnO2, which is not perfect in its crystallinity, and crystalline Na2SO4. The FWHM (Full Width at Half Maximum) of the diffraction peak for SnO2 was 4.5°.
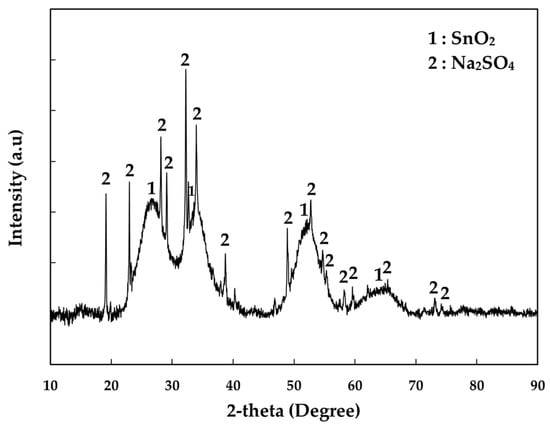
Figure 1.
X-ray diffraction (XRD) patterns of the tin-bearing material.
Table 1 shows that the tin-bearing material consisted of tin, sodium, sulfur, and some other minor elements such as bismuth, lead, copper, iron, and aluminum. The fluxing agent, used to adjust the basicity of slag, was a reagent-grade SiO2 powder (Dae Jung, Korea).

Table 1.
The chemical composition of the tin-bearing material.
2.2. Experimental Apparatus and Procedures
A vertical super-kanthal electric furnace with MoSi2 heating elements was used for the reduction smelting experiments. The temperature was controlled by a B-type thermocouple (Pt-30%Rh/Pt-6%Rh) and a proportional integral differential controller. Before experiments, the furnace temperature was calibrated by actual temperature measured in the experimental zone using another external B-type thermocouple. A schematic diagram of the experimental apparatus is shown in Figure 2. The chemical compositions of experimental samples were determined by inductively coupled plasma optical emission spectrometry (ICP-OES, 720-ES, Agilent, Santa Clara, CA, USA) and Carbon/Sulfur analyzer (CS-600, LECO, St. Joseph, MI, USA). The phase was characterized by XRD (X’Pert PRO MPD, PANanalytical, Almelo, Netherlands), and the morphological examination was conducted by field emission scanning electron microscopy (Fe-SEM, JSM-7001F, JEOL, Tokyo, Japan) with oxford energy-dispersive X-ray (EDX).
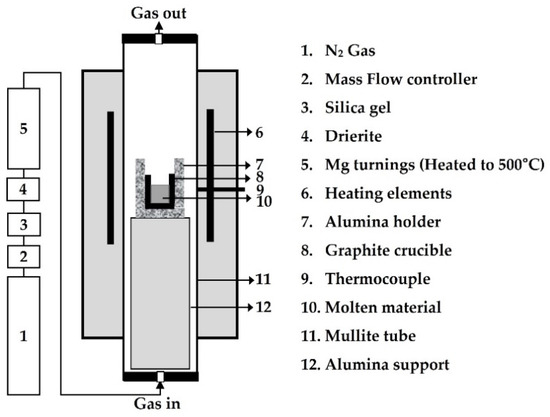
Figure 2.
A schematic diagram of experimental apparatus.
Fifteen grams of tin-bearing material was well mixed with SiO2 powder and charged into the graphite crucible (OD; 30 mm, ID; 25 mm, HT; 40 mm). SiO2 powder was added as much as the required amount to make the molar ratio of Na2O/SiO2 become 0.3–0.7. The molar ratio for experiments was determined in the range of low melting temperatures in the high silica region of the Na2O–SiO2 binary system [15]. Reducing agents were not added because preliminary experiments showed the tin-bearing material was able to be reduced enough to metallic tin by graphite crucible itself without additional reducing agents and the amount of carbon was not an experimental variable in this study. The furnace was heated to the set temperatures at 4.5 °C/min. of heating rate from room temperature to 1000 °C, and 3.0 °C/min. above 1000 °C under nitrogen gas. The crucible was placed in the constant-temperature zone of the furnace when the furnace temperature reached the set temperatures, and then the nitrogen gas was shut off to maintain the CO gas atmosphere. The experiments were conducted in the temperature range of 1150 °C to 1300 °C and time intervals of 2 h to 4 h. After holding the crucible in the furnace at the set temperatures and times, it was taken out and quenched in the water. After separating slag and metal from the quenched sample, slag samples were grinded and metal samples were crushed into small pieces for analysis. Si was analyzed by gravimetric method after vaporizing Si using hydrofluoric acid. A small amount of sample was dissolved by acids like aqua regia and sulfuric acid, and it was filtered and washed, and then the remainder, which was undissolved SiO2, was heated in platinum crucible in an electric furnace and cooled to room temperature and it was dissolved by hydrofluoric acid in platinum crucible and vaporized in an electric furnace, and then the mass of platinum crucible was measured before and after volatilization of silicon fluoride. Sulfur was analyzed by Carbon-Sulfur combustion analyzer. A small amount of sample was mixed with accelerator to facilitate ignition of sample, supplied by analyzer maker, in a small ceramic crucible and then it was heated to high temperature under oxygen atmosphere in the combustion analyzer and releasing sulfur from sample was oxidized and the sulfur concentration was measured in the analyzer. Other elements were analyzed by ICP-OES. A small amount of sample was dissolved by acids and the dissolved elements were analyzed by ICP-OES. Metallic tin could be fully dissolved in aqua rigia. Slag was first dissolved in hydrofluoric acid to remove SiO2, and then it could be fully dissolved in aqua rigia.
3. Results
3.1. The Effect of Basicity (Na2O/SiO2)
In the carbothermic reduction process, Na2SO4 reacts with carbon producing Na2S, but it could be converted to sodium silicate, Na2O-SiO2 system, producing metal sulfide in the presence of silicon oxide and metal components which have an affinity with sulfur [16,17]. Figure 3 shows the results of XRD analysis for slag produced after experiments. The slags were mainly amorphous state which shows broad X-ray scattering profiles both in a lower Na2O/SiO2 ratio and a higher Na2O/SiO2 in all experiments in the range of experimental conditions. Figure 4 shows that sulfur content in slag decreased to zero level with an increase of added SiO2, which indicates Na2SO4 was fully converted to amorphous sodium silicate in the presence of SiO2.
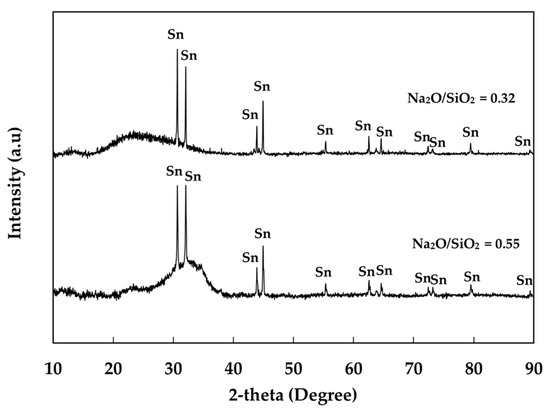
Figure 3.
XRD patterns of slag produced after experiments.
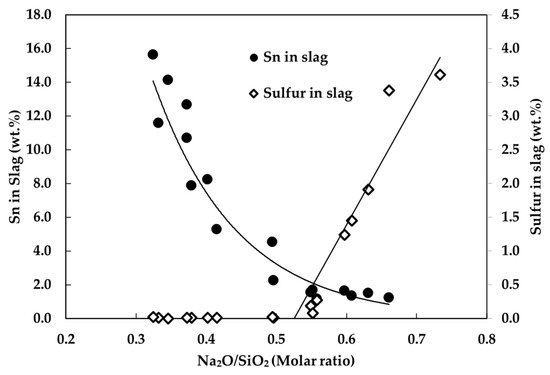
Figure 4.
Effect of Na2O/SiO2 molar ratio on the residual tin and sulfur cosntent in slag (1200 °C, 2 h).
The effect of Na2O/SiO2 on the recovery of tin was studied in the range of 0.3–0.7 at 1200 °C and 2 h. In this study, the behavior of tin with Na2O/SiO2 was characterized by reduction and volatilization in the process of reduction smelting. In the reduction behavior, Figure 4 shows that tin content in slag strongly depends on Na2O/SiO2 ratio. As Na2O/SiO2 ratio increased, tin content in slag steeply decreased and reached from 15.6 wt.% at the 0.32 of Na2O/SiO2 to 1.5 wt.% at 0.55 of Na2O/SiO2 ratio. This behavior of tin on basicity could be explained by the formation of stannous silicate (SnO·SiO2) in slag with the increase of SiO2. Other researchers studied that SnO2 could be reduced to SnO, intermediate phase, during reduction smelting process and be reacted with SiO2 to form SnO·SiO2. Because the SnO in the SnO–SiO2 system had low activity, SnO was hardly reduced to metallic tin and left in slag [18,19]. In addition, according to the result measuring the activity of SnO in the molten SnO–SiO2 conducted by Koike [20] and Grau [21], the activity of SnO sharply decreased as the molar fraction of SiO2 was raised. From this activity behavior of SnO in SnO–SiO2, the steep slope of tin content in slag with Na2O/SiO2 ratio in this study could be understood.
The distribution rate of tin with Na2O/SiO2, shown in Figure 5, indicates the volatile behavior of tin in the high temperature. As Na2O/SiO2 decreased, more tin was volatilized and distributed into the gas phase from 4.0% at 0.55 of Na2O/SiO2 to 13.7% at 0.32 of Na2O/SiO2. The distributed amount of tin into the gas phase was calculated from mass balance based on the amounts and composition of raw material, produced metal, and slag. The amount of tin in raw material was 6.36 g, and the amount of tin in metals and slags was shown in Table 2. This result could be understood by the formation of tin sulfide (SnS) following the reactions:
Na2SO4 + 4C = Na2S + 4CO(g); ΔG0 = 522,560 − 646.089 T
SnO2 + C = SnO + CO(g); ΔG0 = 206,836 − 209.064 T
Na2S + SnO + 2SiO2 = SnS + Na2SiO3; ΔG0 = − 92,726 − 9.983 T
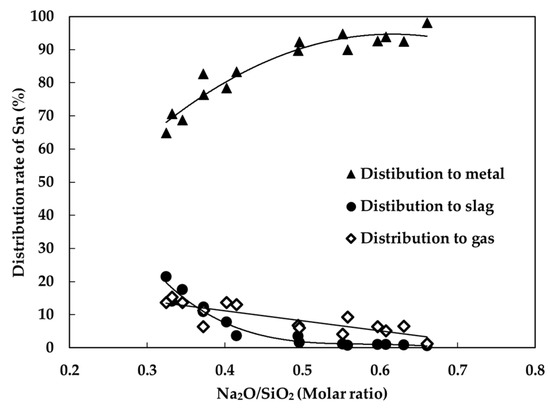
Figure 5.
Effect of Na2O/SiO2 molar ratio on distribution rate of tin (1200 °C, 2 h).
Table 2.
The amount of tin in produced metal and slag with different basicity (1200 °C, 2 h).
The Gibbs free energy changes as a function of temperature in the above equation were calculated from Van’t Hoff equation using the equilibrium constant in the temperature range from 1000 °C to 1500 °C.
Because SnS has a large vapor pressure, volatilization methods by sulfuration roasting to recover tin from tin-bearing materials have been developed. In the process of sulfuration roasting of tin-containing materials, tin is sulfurized by the added pyrite (FeS2) at about 1200 °C and then volatilized as SnS (g) [22,23]. In this study, it is inferred that Na2SO4 was converted to sodium silicate producing SnS through the reaction (1) to (3) in the presence of SiO2, and tin was volatilized as SnS (g) in the high-temperature condition.
Another factor could be the volatile behavior of SnO at high temperatures. According to Zhang et al. [18], in the tin smelting process, more than 5 wt% of tin was volatilized into the fume and dust in the form of SnO (g) because SnO has relatively a large vapor pressure at high temperatures. Another research showed that as the amount of the SiO2 increases, more tin was volatilized in a stronger reductive atmosphere [19]. SnO was easily reduced to metallic tin in a strong reductive atmosphere, but in the presence of SiO2, SnO remained in the form of SnO·SiO2, which made a positive impact on the volatilization of SnO. Moreover, in this study, more tin remained unreduced in slag as the amount of SiO2 increased, which could promote the volatilization of tin.
3.2. The Effect of Temperature
In this study, Na2O/SiO2 was fixed at 0.40 and 0.55, which were the ratio to maintain a liquid state even at around 900 °C in the phase diagram of the Na2O-SiO2 binary system [15]. However, the experimental result showed that the tin-bearing material mixed with the fluxing agent was not fully melted at under 1150 °C, and therefore the effect of temperature on the recovery of tin was studied in the range of 1150 °C to 1300 °C with 2 h of reaction time. Figure 6a shows that tin content in slag decreased with increasing temperature, and tin content in slag at 0.40 of Na2O/SiO2 ratio was lowered from from 17.7% at 1150 °C to 2.4 wt.% at 1300 °C, and tin content in slag at 0.55 of Na2O/SiO2 was lowered from 3.7% at 1150 °C to 1.3 wt.% at 1250 °C and 1.1 wt.% at 1300 °C. This result could be explained by thermodynamic and kinetic considerations for the carbothermic reduction of tin oxide. Figure 7 shows the Gibbs free energy changes of the possible reactions for the carbothermic reduction of tin oxide. Under the experimental temperature of this study, the reaction of SnO2 by carbon is the most favorable and takes place more favorably with an increase in temperature. The kinetic study by Sohn et al. [24] showed that the carbothermic reduction rate of tin oxide with graphite was increased by 323.8 kJ/mol of activation energy with an increase in temperature in the range of 925 °C to 1000 °C, and Mitchell et al. [25] also showed the similar kinetic behavior with 276.8 kJ/mol of activation energy for the reduction of SnO2 with electrode graphite at temperature of 800 °C to 1000 °C.
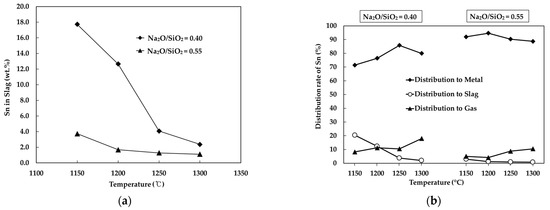
Figure 6.
The effect of temperature (a) on the tin content in slag and (b) on the distribution of tin.
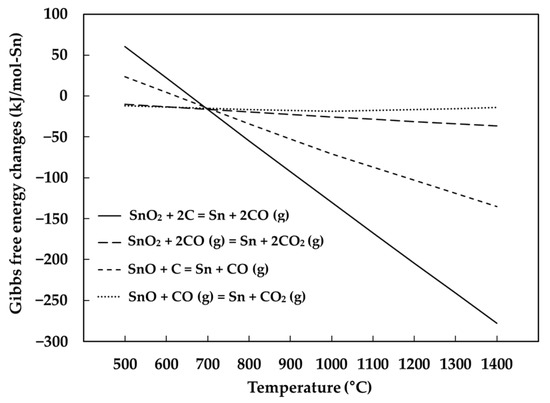
Figure 7.
The Gibbs free energy changes for carbothermic reduction of SnO2.
Figure 6b shows the distribution rate of tin with temperature. When Na2O/SiO2 ratio was 0.55, the recovery of tin, distributed to metal, was 94.8% at 1200 °C and rather decreased slightly at above 1250 °C, and when the ratio was 0.40, more tin in the slag was reduced to metal with increasing temperature, but the recovery of tin was 85.8% at 1250 °C and rather decreased at 1300 °C. This behavior was due to the distribution of more tin into the gas phase with an increase of temperature. At 0.55 of Na2O/SiO2, the distribution rate of tin into gas phase with temperature increased from 5.0% at 1150 °C to 10.5% at 1300 °C, and at 0.40 of Na2O/SiO2, it increased from 8.2% at 1150 °C to 18.0% at 1300 °C. This could be understood as a result caused by more volatilization of SnO (g) due to an increase in vapor pressure at higher temperatures.
The condensed phase of volatilized tin was determined to be tin dioxide (SnO2) from the stoichiometric point of view for the composition analyzed by SEM/EDX, shown in Figure 8, which was thought to be due to oxidation of SnO (g) during cooling in the atmosphere.
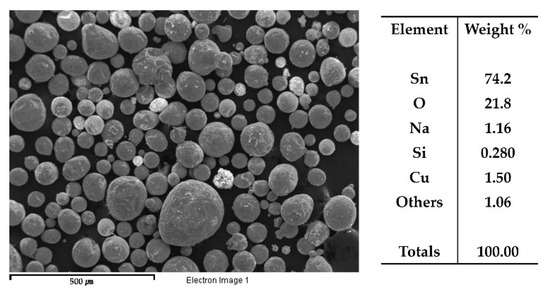
Figure 8.
The condensed phase of volatilized tin by SEM/EDX analysis.
3.3. The Effect of Reaction Time
The effect of reaction time on the recovery of tin was studied in the range of 2–4 h at different temperatures and basicity. Figure 9a,b shows the effect of reaction time on the tin content in slag and distribution rate of tin at 0.40 of Na2O/SiO2 and temperatures in the range of 1150 °C to 1250 °C, and Figure 9c,d shows the effect of reaction time at 0.55 of Na2O/SiO2 and temperatures of 1150 °C and 1200 °C. The experiment at temperatures exceeding 1200 °C at 0.55 of Na2O/SiO2 was not conducted because remained tin content in slag was sufficiently lowered to 1.0 wt.% at 1200 °C.
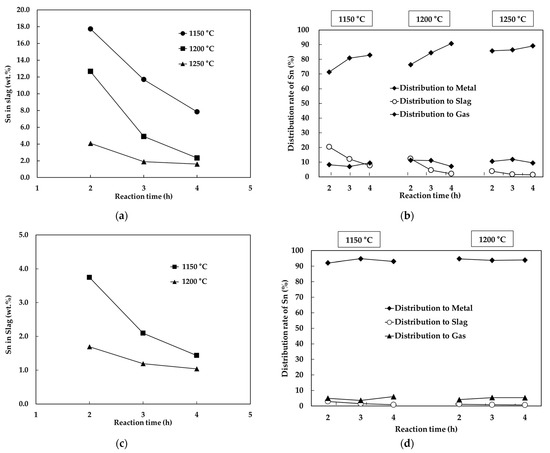
Figure 9.
The effect of time (a) on the tin content in slag (Na2O/SiO2 = 0.40); (b) on the distribution of tin (Na2O/SiO2 = 0.40); (c) on the tin content in slag (Na2O/SiO2 = 0.55); (d) on the distribution of tin (Na2O/SiO2 = 0.55).
The residual tin content in slag decreased with reaction time. At 0.40 of Na2O/SiO2, tin content in slag was lower from 17.7 wt.% at 2 h to 7.8 wt.% at 4 h at 1150 °C, 12.7 wt.% to 2.3 wt.% at 1200 °C and 4.1 wt.% to 1.6 wt.% at 1250 °C, and at 0.55 of Na2O/SiO2, it was lowered from 3.7 wt.% at 2 h to 1.4 wt.% at 4 h at 1150 °C, 1.7 wt.% to 1.0 wt.% at 1200 °C.
In terms of distribution, more tin was distributed to the metal phase as reaction time increased. The recovery of tin, at 0.40 of Na2O/SiO2, was increased from 71.4% at 2 h to 82.9% at 4 h at 1150 °C, 76.4% to 90.8% at 1200 °C and 85.8% to 89.1% at 1250 °C, and at 0.55 of Na2O/SiO2, it did not differ significantly from 92.0% at 2 h to 93.1% at 4 h at 1150 °C, 94.8% to 93.9% at 1200 °C. The distribution of tin into the gas phase was little changed with reaction time at the same temperature and basicity. It is inferred that temperature rather than time has a greater effect on the volatilization of tin.
From the experimental results for basicity, temperature, and reaction time in this study, the maximum recovery of tin was 94.8%, and its experimental conditions were 1150 °C, 3 h, and 1200 °C, 2 h at 0.55 of Na2O/SiO2. Table 3 shows the chemical composition of produced metal and slag at these conditions.
Table 3.
The chemical composition of produced metal and slag (*: ppm unit).
3.4. The Behavior of Impurities in Metals
In this study, the major impurities in metals produced from the experiments were Bi, Pb, Cu, Fe, which were reduced by carbothermic reaction in the experimental temperatures. Figure 10 shows the Gibbs free energy changes for the carbothermic reduction of some metal oxides and a metal sulfate. It shows that Bi2O3, PbSO4, Cu2O, FeO, Fe2O3, which are metal forms expected to be present in the tin-bearing material used in this work, can be reduced to metal phase and sulfide phase by carbothermic reaction in the temperature range of this study. Therefore, these minor metal oxides were reduced to metal and formed an alloy with metallic tin. It is inferred that even if lead sulfate was reduced to form lead sulfide, the reduced lead sulfide reacted with tin to produce gaseous tin sulfide because the metals produced from the experiments did not contain sulfur and tin has a higher affinity for sulfur than lead.
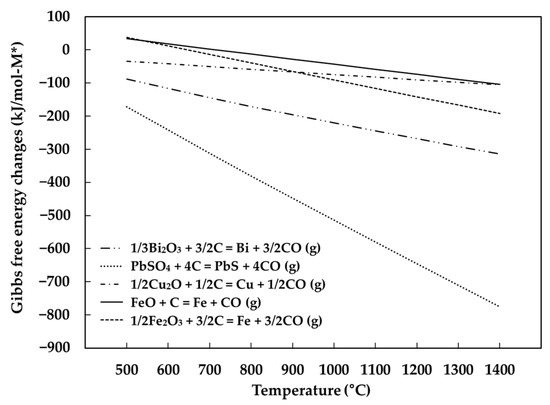
Figure 10.
The Gibbs free energy changes for carbothermic reduction of some metal oxides and sulfates (* M: Element of Metal).
Figure 11a shows that most of Bi, Pb, Cu were distributed to the metal phase, but 51% of Fe was distributed to the metal phase at the highest tin recovery condition of 1200 °C, 2 h and 0.55 of Na2O/SiO2. Figure 11b shows that the distribution rate of Fe closely depended on basicity, and the distribution rate to slag increased with decreasing Na2O/SiO2. According to the study on the activity of FeO in NaO0.5-SiO2-FeO Slag by Takeda and Yazawa [26], the increase in SiO2 content in slag resulted in the decrease in FeO activity in the lower region than 0.5 of Na2O/(Na2O+SiO2) molar ratio and more iron content remained in slag with the increase of SiO2 in that region, which could explain the behavior of iron in slag in this study.
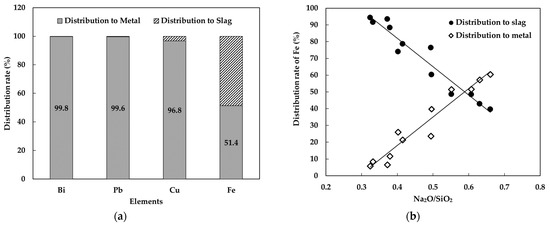
Figure 11.
The distribution rate (a) of impurities (1200 °C, 2 h, Na2O/SiO2 = 0.55); (b) of Fe with Na2O/SiO2 ratio (1200 °C, 2 h).
4. Conclusions
The recovery of metallic tin from an industrial tin-bearing material containing Na2SO4 by carbothermic reduction smelting was studied with the effect of basicity, temperature, and reaction time, and the behavior of minor elements which could act as the impurities in tin metal was also investigated, and the following results were obtained:
- Na2SO4 could be completely removed in slag in the form of sodium silicate in the presence of proper SiO2.
- The reduction behavior of SnO2 strongly depended on Na2O/SiO2 ratio. As the amount of SiO2 increased, tin content in slag increased due to the formation of SnO·SiO2, and tin was volatilized in the form of SnS (g) and SnO (g) in the high temperature. Therefore, the recovery of tin decreased with increase of SiO2.
- The effect of temperature on the recovery of tin showed that as temperature increased, tin content in slag decreased, but the distribution rate of tin into the gas phase increased. Therefore, the recovery of tin increased with temperature but rather decreased from a certain temperature which was 1300 °C at 0.40 of Na2O/SiO2 and 1250 °C at 0.44 of Na2O/SiO2.
- The effect of reaction time on the recovery of tin showed that as time increased, the residual tin content in slag decreased, more tin was distributed to the metal phase, and the distribution of tin into the gas phase was little changed with reaction time at the same temperature and basicity.
- The maximum recovery rate of tin was 94.8% at the experimental conditions of 1150 °C, 3 h and 1200 °C, 2 h with 0.55 of Na2O/SiO2 ratio.
- The major impurities in produced metals were Bi, Pb, Cu, Fe. The distribution of the impurities at the maximum tin recovery condition showed that most of Bi, Pb, Cu were distributed to the metal phase, but 51% of Fe was distributed to the metal phase due to the reaction of FeO and SiO2.
It is considered possible enough to recover tin from an industrial tin-bearing material containing Na2SO4 by carbothermic reduction smelting. However, to maximize the recovery of tin in actual operation, the operating condition would need to be precisely controlled due to the reaction of tin oxide with silica and the volatile behavior of tin. The smelting dust would need to be returned to the furnace to recover the volatilized tin. The impurities in a metallic tin would have to be removed in separate refining steps to make high-purity metallic tin.
Author Contributions
Conceptualization, J.C. and H.S.; methodology, J.C.; investigation, J.C.; data curation, J.C.; writing—original draft preparation, J.C.; writing—review and editing, H.S.; visualization, J.C.; supervision, H.S. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
Data sharing is not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Su, Z.; Zhang, Y.; Liu, B.; Lu, M.; Li, G.; Jiang, T. Extraction and separation of tin from tin-bearing secondary resources: A review. JOM 2017, 69, 2364–2372. [Google Scholar] [CrossRef]
- Tin Recycling-International Tin Association. Available online: https://www.internationaltin.org/recycling (accessed on 14 June 2021).
- Wan, X.; Fellman, J.; Jokilaakso, A.; Klemettinen, L.; Marjakoski, M. Behavior of Waste Circuit Board (WPCB) Materials in the Copper Matte Smelting Process. Metals 2018, 8, 887. [Google Scholar] [CrossRef]
- Bieler, T.R.; Lee, T.K. Lead-Free Solder. In Reference Module in Materials Science and Materials Engineering; Elsevier: Amsterdam, The Netherlands, 2017; pp. 1–12. [Google Scholar]
- Sukhomlinov, D.; Klemettinen, L.; O’brien, H.; Taskinen, P.; Jokilaakso, A. Behavior of Ga, In, Sn, and Te in copper Matte Smelting. Metall. Mater. Tranctions B 2019, 50B, 2073–2732. [Google Scholar] [CrossRef]
- Klemettinen, L.; Avarmaa, K.; O’brien, H.; Taskinen, P.; Jokilaakso, A. Behavior of Tin and Antimony in Secondary Smelting Process. Minerals 2019, 9, 39. [Google Scholar] [CrossRef]
- Avarmaa, K.; Yliaho, S.; Taskinen, P. Recoveries of rare elements Ga, Ge, In and Sn from waste electric and electronic equipment through secondary copper smelting. Waste Manag. 2018, 71, 400–410. [Google Scholar] [CrossRef]
- Avarmaa, K.; Taskinel, P. The Influence of Aluminum on Indium and Tin Behavior During Secondary Copper Smelting, Extraction 2018. In Proceedings of the First Global Conference on Extractive Metallurgy, Ottawa, ON, Canada, 26–29 August 2018; pp. 1061–1071. [Google Scholar]
- Avarmaa, K.; Klemettinen, L.; O’brien, H.; Taskinen, P. The behavior of tin in black copper smelting conditions with different iron-silicate based slags. In Proceedings of the EMC 2019, Dusseldorf, Germany, 23–26 June 2019; pp. 497–510. [Google Scholar]
- Anindya, A.; Swinbourne, D.; Reuter, M.A.; Matusewicz, R. Tin distribution during smelting of WEEE with copper scrap. In Proceedings of the EMC 2009, Innsbruck, Austria, 28 June–1 July 2009; pp. 555–568. [Google Scholar]
- Forsén, O.; Aromaa, J.; Lundström, M. Primary Copper Smelter and Refinery as a Recycling Plant—A System Integrated Approach to Estimate Secondary Raw Material Tolerance. Recycling 2017, 2, 19. [Google Scholar] [CrossRef]
- Jing, J.; Guo, Y.; Chen, F.; Zheng, F.; Yang, L. Volatilization Behavior of Tin During Carbothermic Reduction Of Tin-Bearing Middling To Recover Tin. J. Min. Metall. Sect. B-Metall. 2018, 54 B, 419–426. [Google Scholar] [CrossRef]
- Pommier, L.W. Effect of Coke in the Volatilization of Tin. JOM 1979, 31, 161–162. [Google Scholar] [CrossRef]
- López, F.A.; García-Díaz, I.; Largo, O.R.; Polonio, F.G.; Llorens, T. Recovery and Purification of Tin from Tailings from the Penouta Sn–Ta–Nb Deposit. Minerals 2018, 8, 20. [Google Scholar] [CrossRef]
- Zaitsev, A.I.; Shelkova, N.E.; Mogutnov, B.M. Thermodynamics of Na2O-SiO2 Melts. Inorg. Mater. 2000, 36, 529–543. [Google Scholar] [CrossRef]
- Liu, Y.; Lv, X.; You, Z.; Lv, X. Kinetics study on non-isothermal carbothermic reduction of nickel laterite ore in presence of Na2SO4. Powder Technol. 2020, 362, 486–492. [Google Scholar] [CrossRef]
- Lv, W.; Bai, C.; Lv, X.; Hu, K.; Lv, X.; Xiang, J.; Song, B. Carbothermic reduction of ilmenite concentrate in semi-molten state by adding sodium sulfate. Powder Technol. 2018, 340, 354–361. [Google Scholar] [CrossRef]
- Zhang, Y.; Liu, B.; Su, Z.; Chen, J.; Li, G.; Jiang, T. Effect of Na2CO3 on the preparation of metallic tin from cassiterite roasted under strong reductive atmosphere. J. Min. Metall. Sect. B-Metall. 2016, 52 B, 9–15. [Google Scholar] [CrossRef]
- Zhang, Y.; Su, Z.; Liu, B.; Zhou, Y.; Jiang, T.; Li, G. Reduction behavior of SnO2 in the tin-bearing iron concentrates under CO–CO2 atmosphere. Part II: Effect of quartz. Powder Technol. 2016, 291, 337–343. [Google Scholar] [CrossRef]
- Koike, K.; Fujii, Y.; Otomo, T.; Taguchi, N. Activity Measurements of SnO in the Molten SnO-SiO2 System. J. Soc. Mater. Eng. Resour. Jpn. 1997, 10, 9–18. (In Japanese) [Google Scholar] [CrossRef][Green Version]
- Grau, A.E.; Flengas, S.N. Activities of SnO in the SnO-SiO System. J. Electrochem. Soc. 1976, 123, 852–856. [Google Scholar] [CrossRef]
- Wang, J.C.; Li, L.; Yu, Y. Tin recovery from a low-grade tin middling with high Si content and low Fe content by reduction–sulfurization roasting with anthracite coal. Int. J. Miner. Metall. Mater. 2021, 28, 210–220. [Google Scholar] [CrossRef]
- Zhang, R.J.; Li, L.; Yu, Y. Reduction Roasting of Tin-Bearing Iron Concentrates Using Pyrite. ISIJ Int. 2016, 6, 953–959. [Google Scholar] [CrossRef]
- Padilla, R.; Sohn, H.Y. The reduction of Stannic Oxide with Carbon. Metall. Tract. B 1979, 10B, 109–115. [Google Scholar] [CrossRef]
- Michell, A.R.; Parker, R.H. The reduction of SnO2 and Fe2O3 by solid carbon. Miner. Eng. 1988, 1, 53–66. [Google Scholar] [CrossRef]
- Takeda, Y.; Yazawa, A. Activity of FeO and Solubility of Copper in NaO0.5-SiO2-FeO Slag Saturated with Solid Iron. Trans. Jpn. Inst. Met. 1988, 29, 224–235. [Google Scholar] [CrossRef][Green Version]











Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).