
Effects of Impeller Rotational Speed and Immersion Depth on Flow Pattern, Mixing and Interface Characteristics for Kanbara Reactors Using VOF-SMM Simulations



Abstract
:1. Introduction
2. Mathematical Model
2.1. Governing Equations of VOF Model
2.2. Turbulence Model
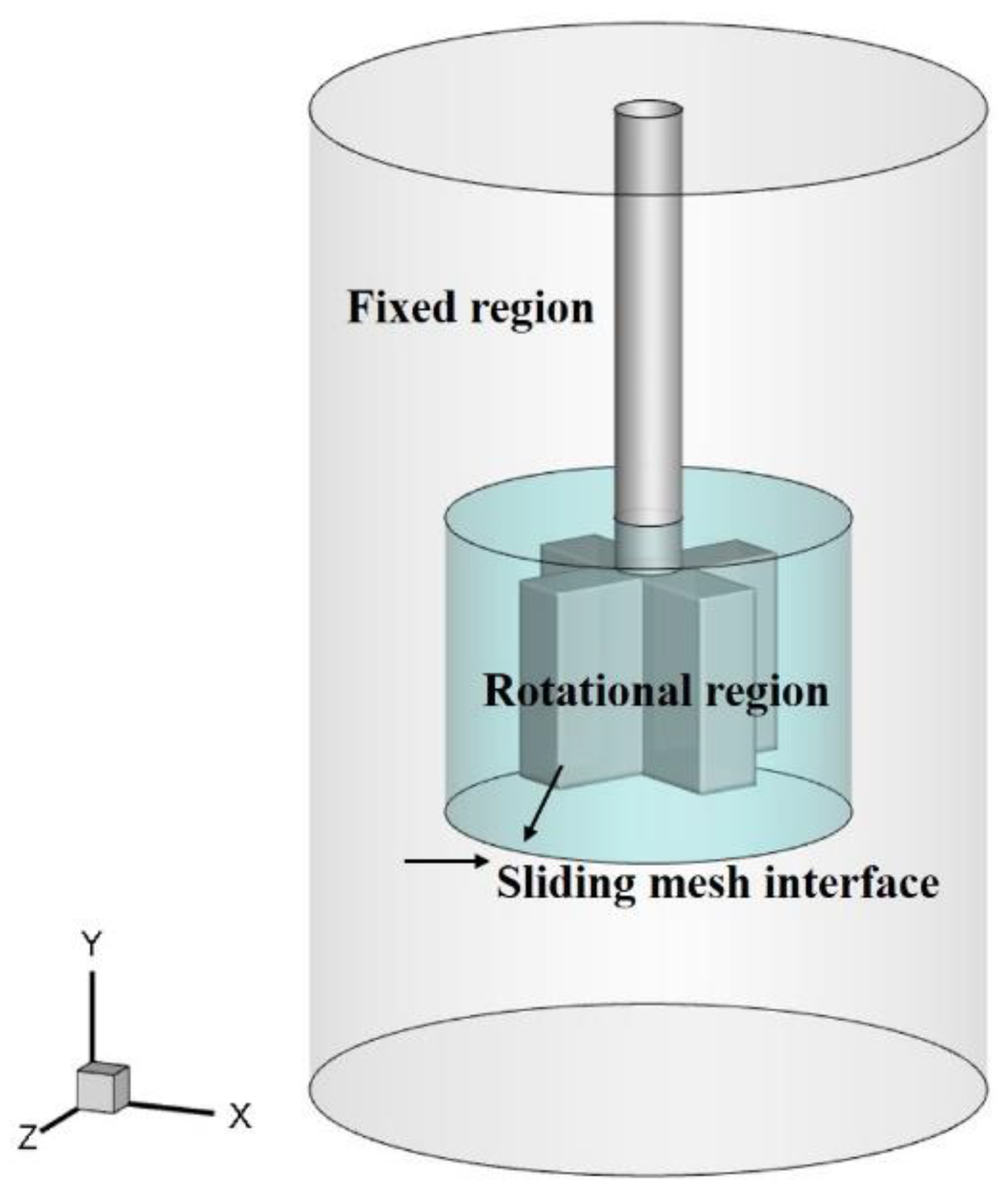
2.3. Sliding Mesh Method for Impeller Motion
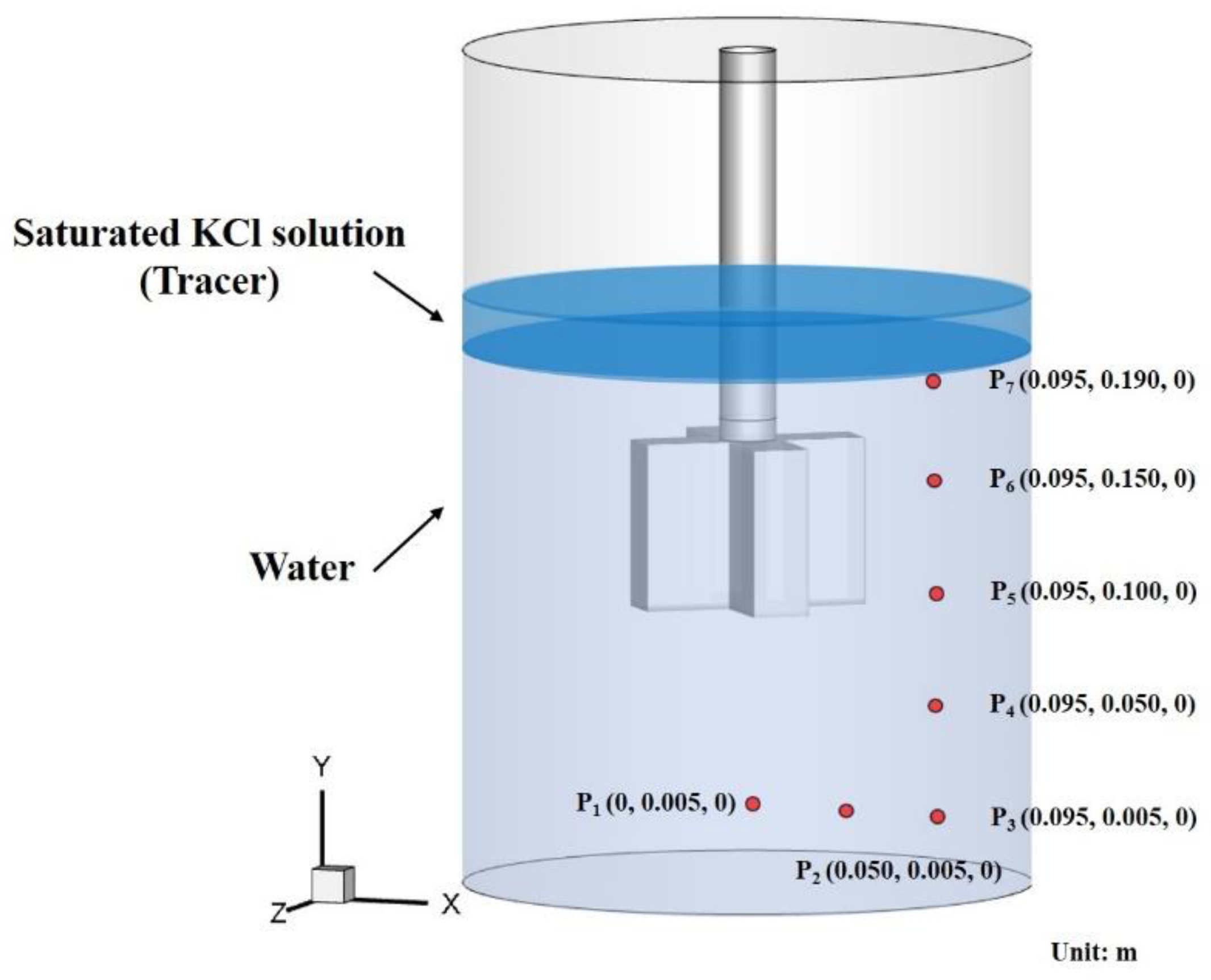
2.4. Tracer Transport Equation
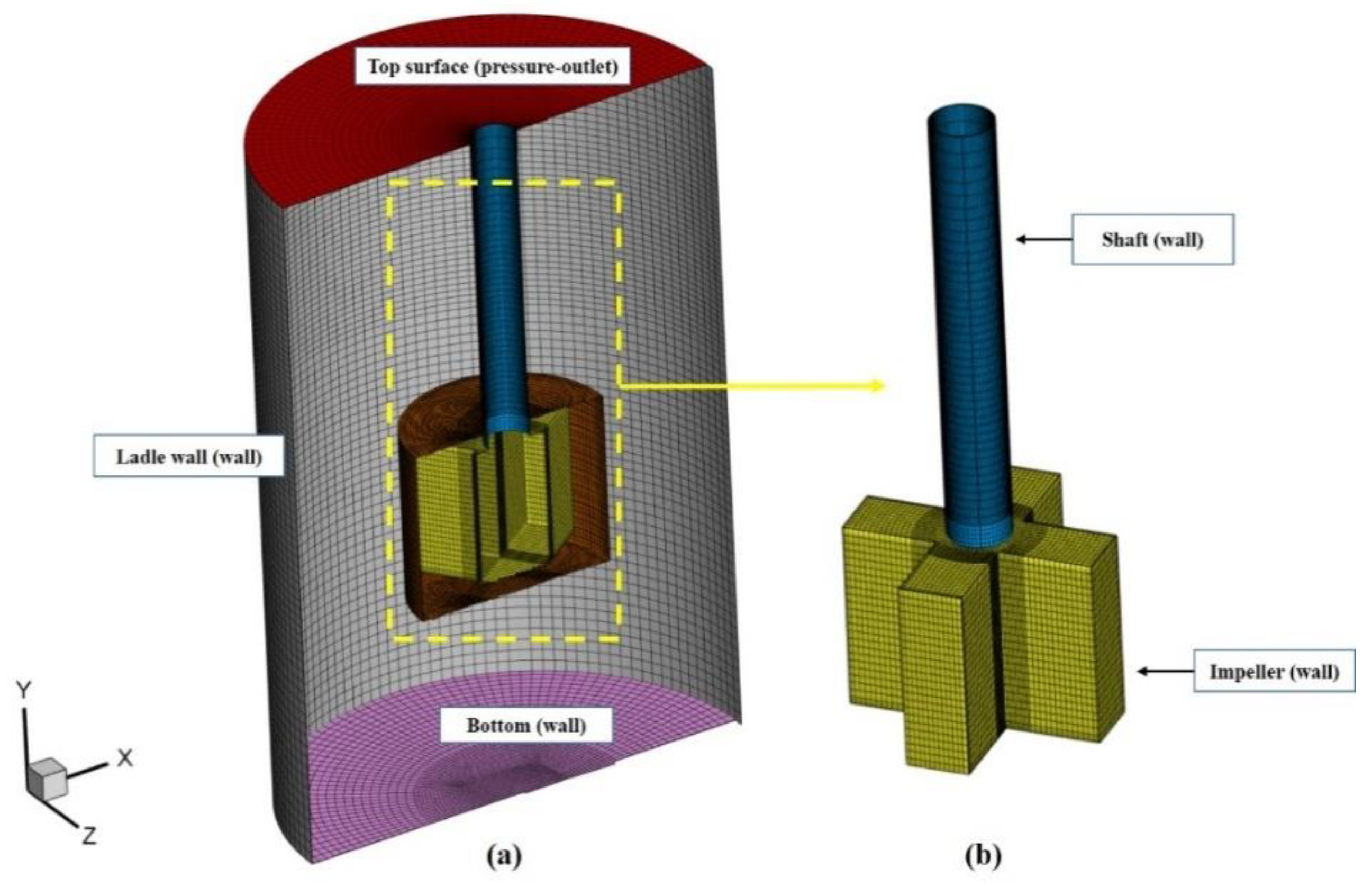
2.5. Computational Details and Boundary Conditions
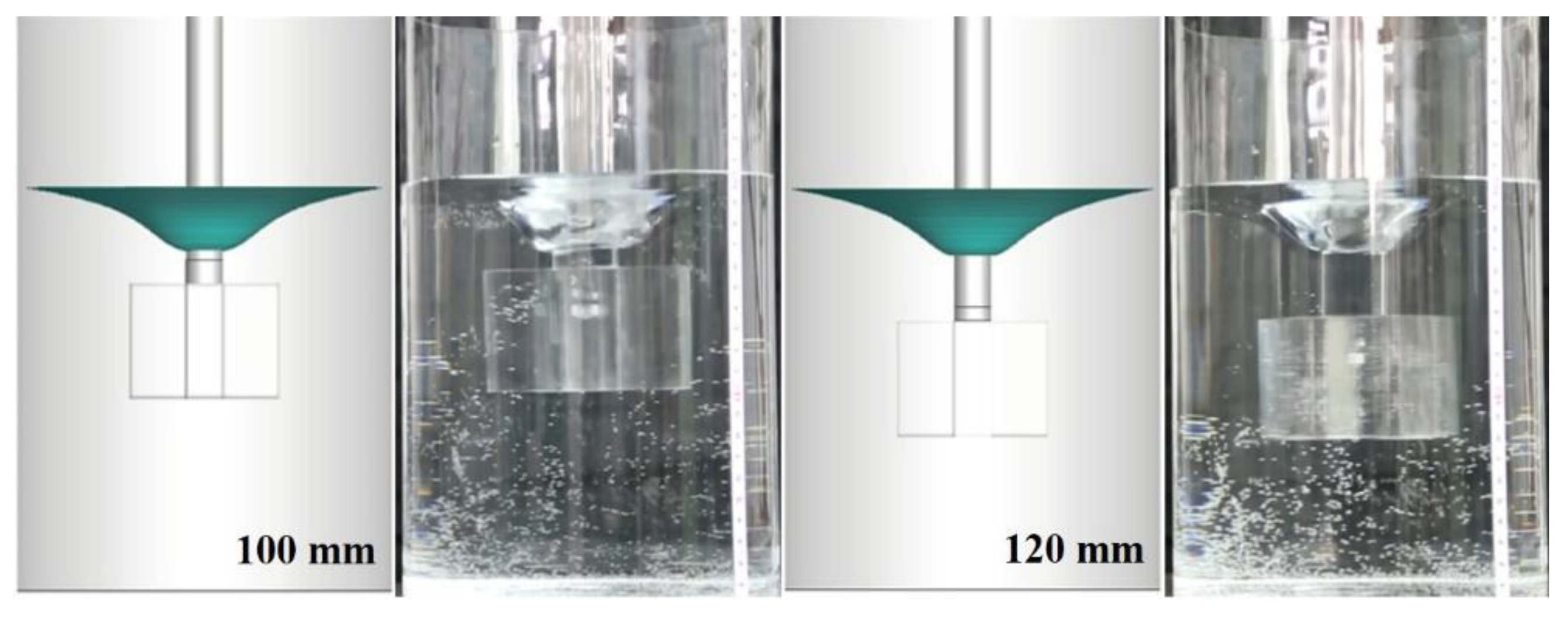
2.6. Model Validation
3. Results and Discussion
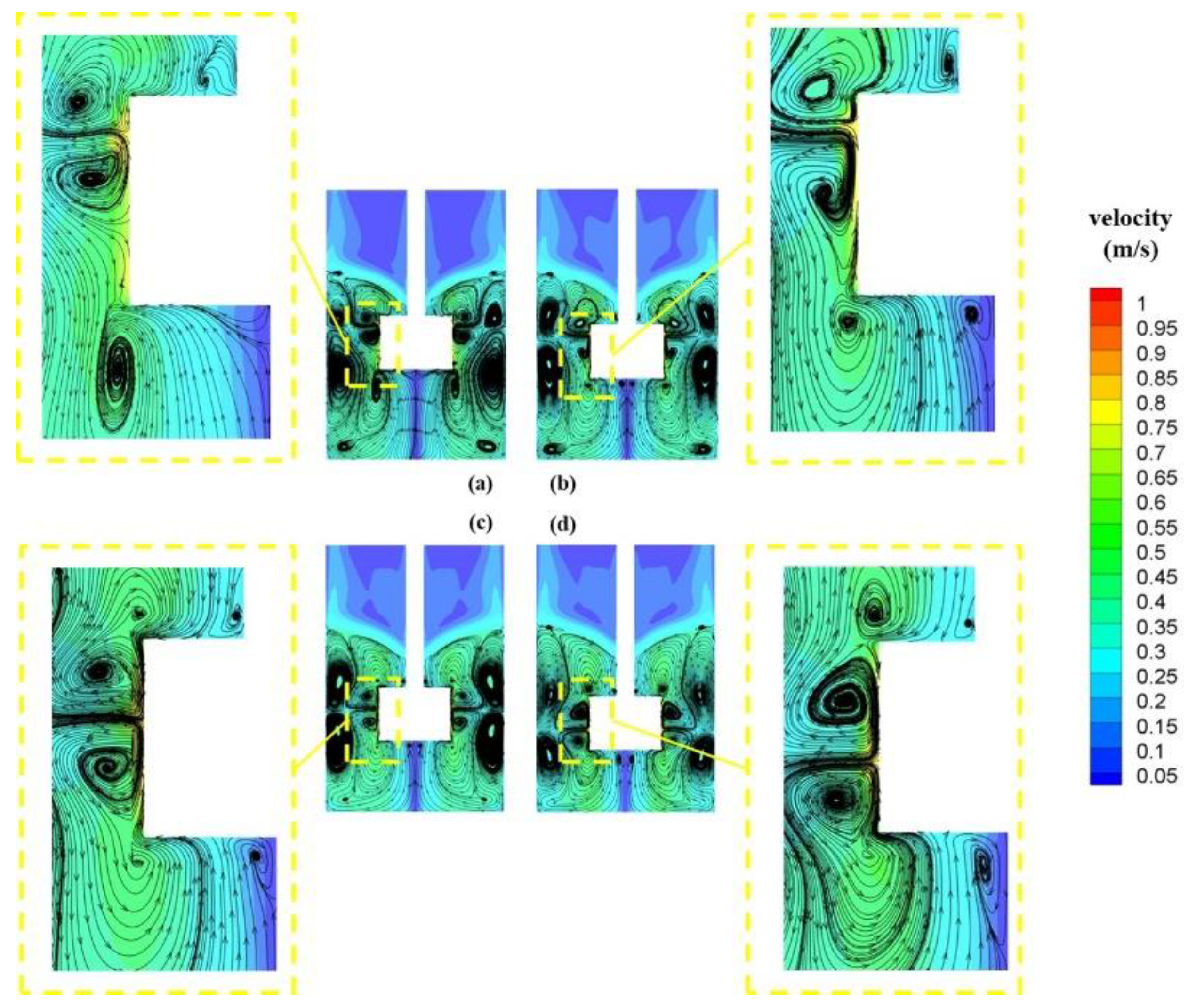
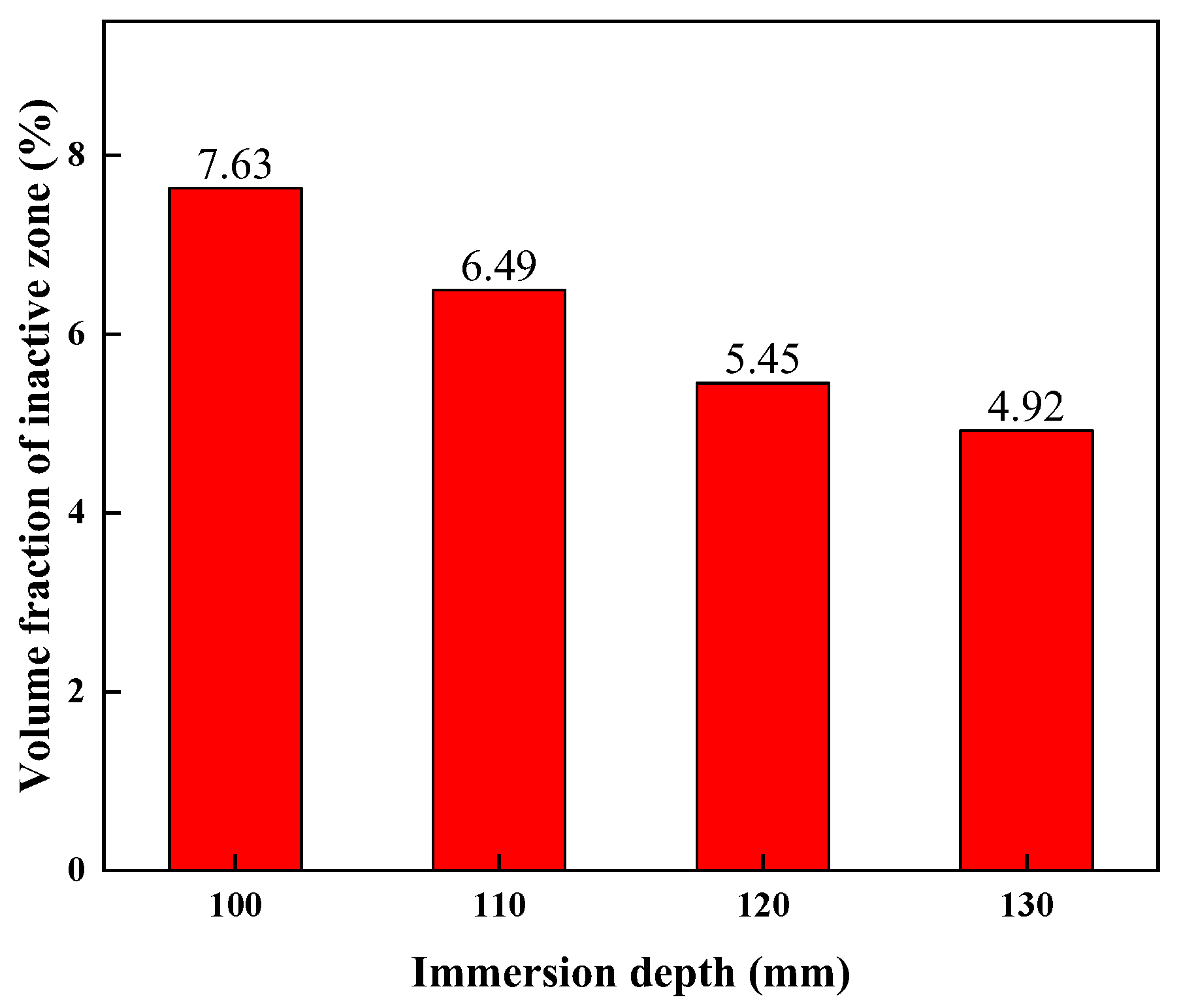
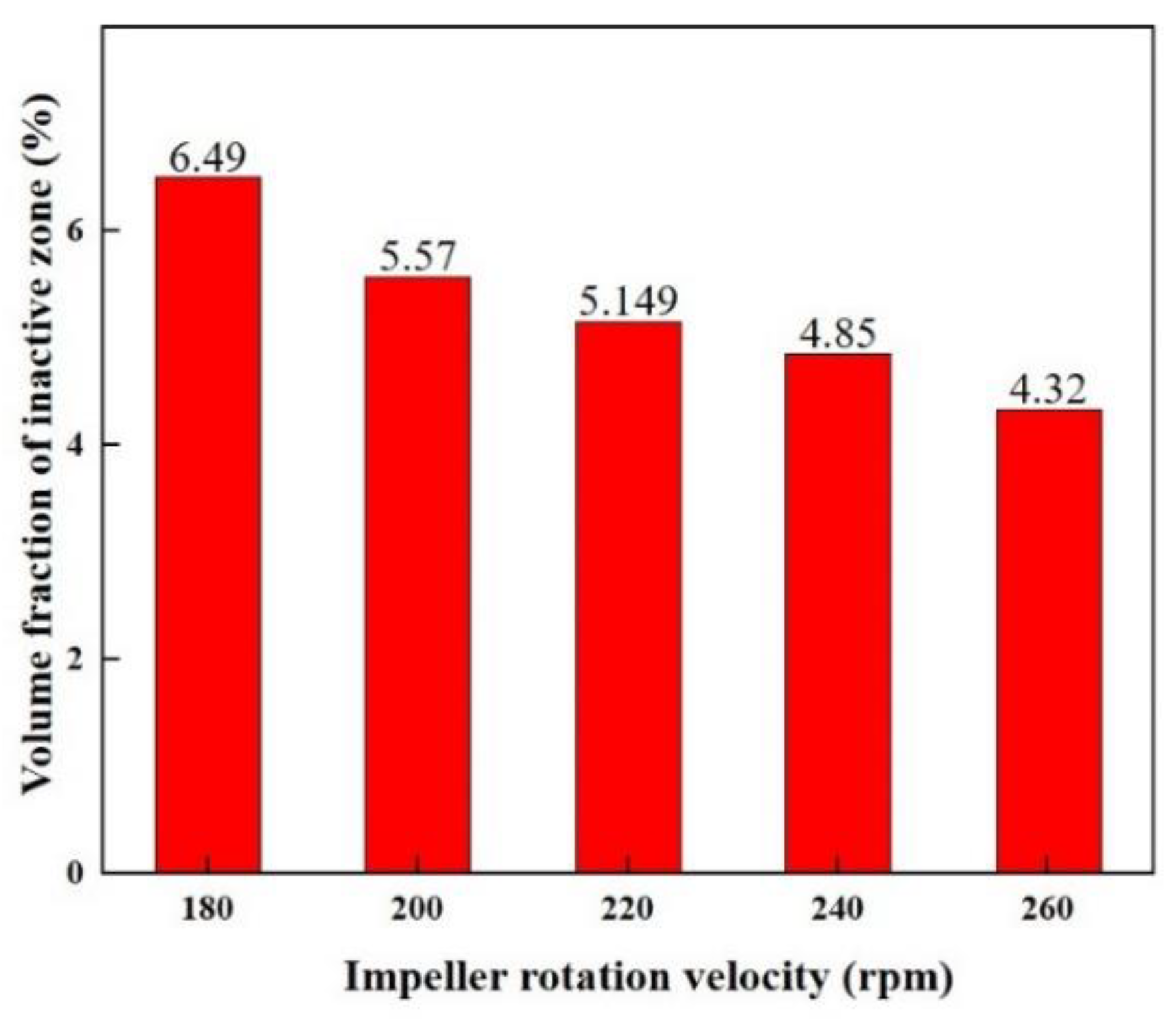
3.1. Fluid Flow Pattern and Qualifying Inactive Zone
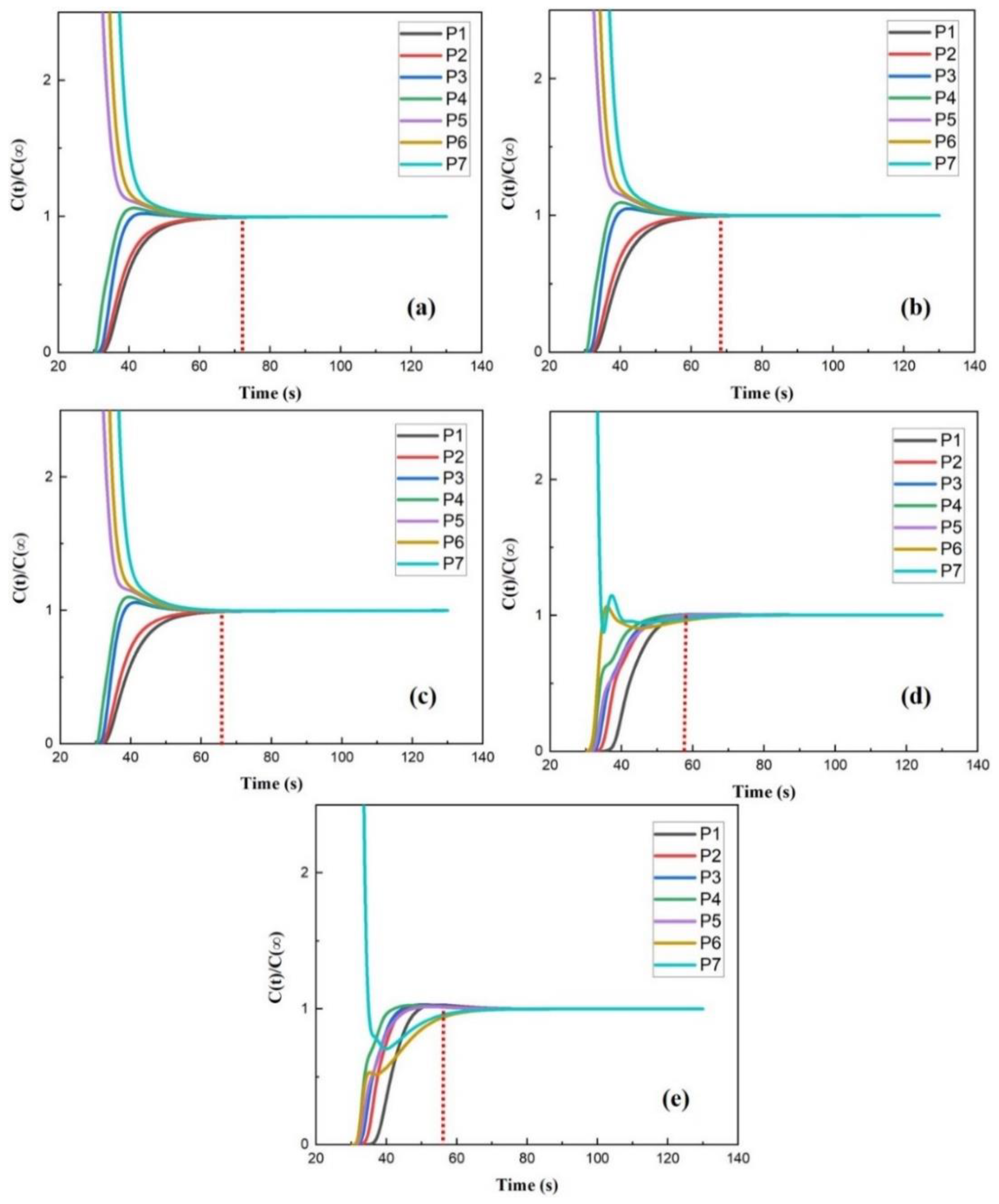
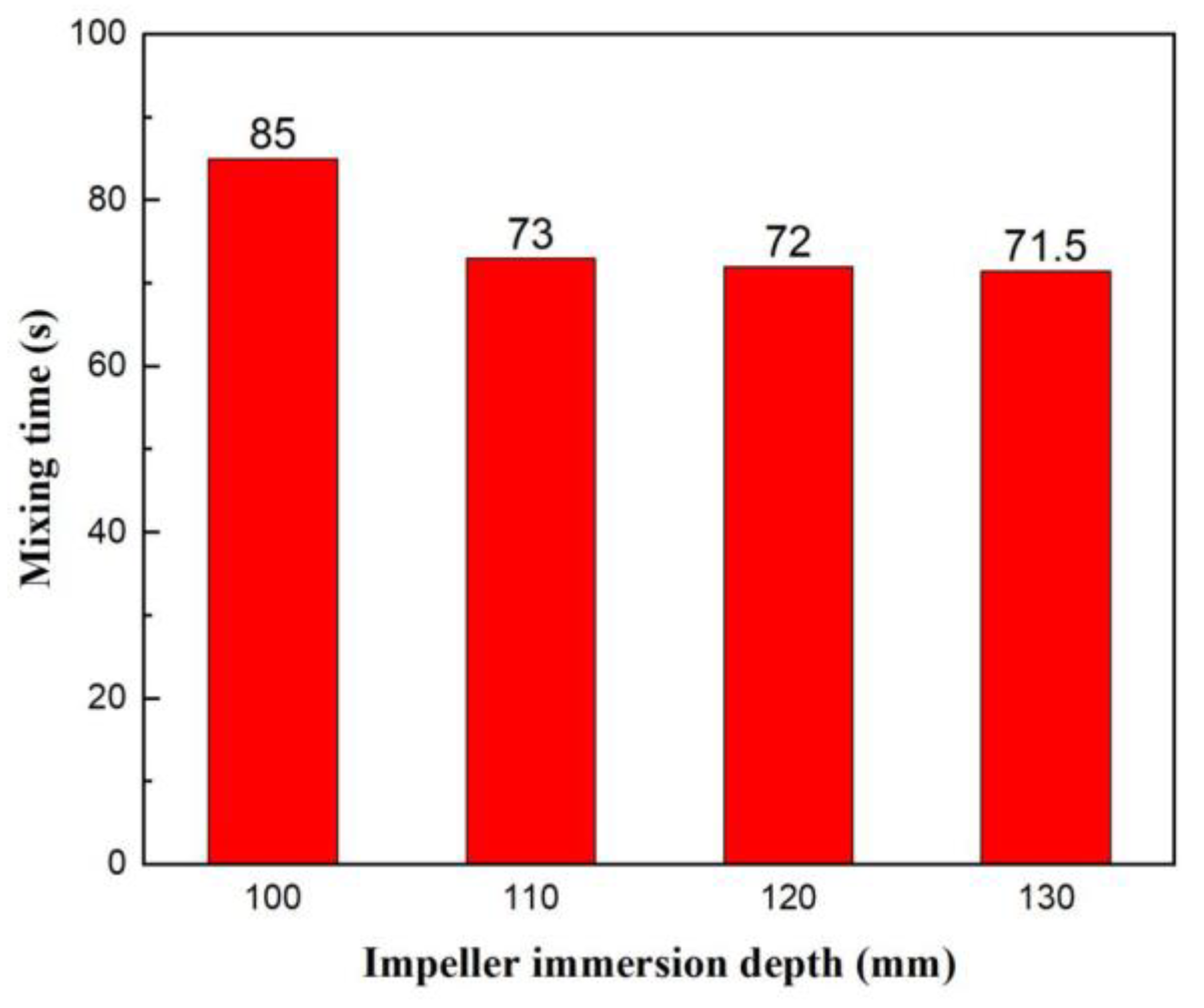
3.2. Mixing Time
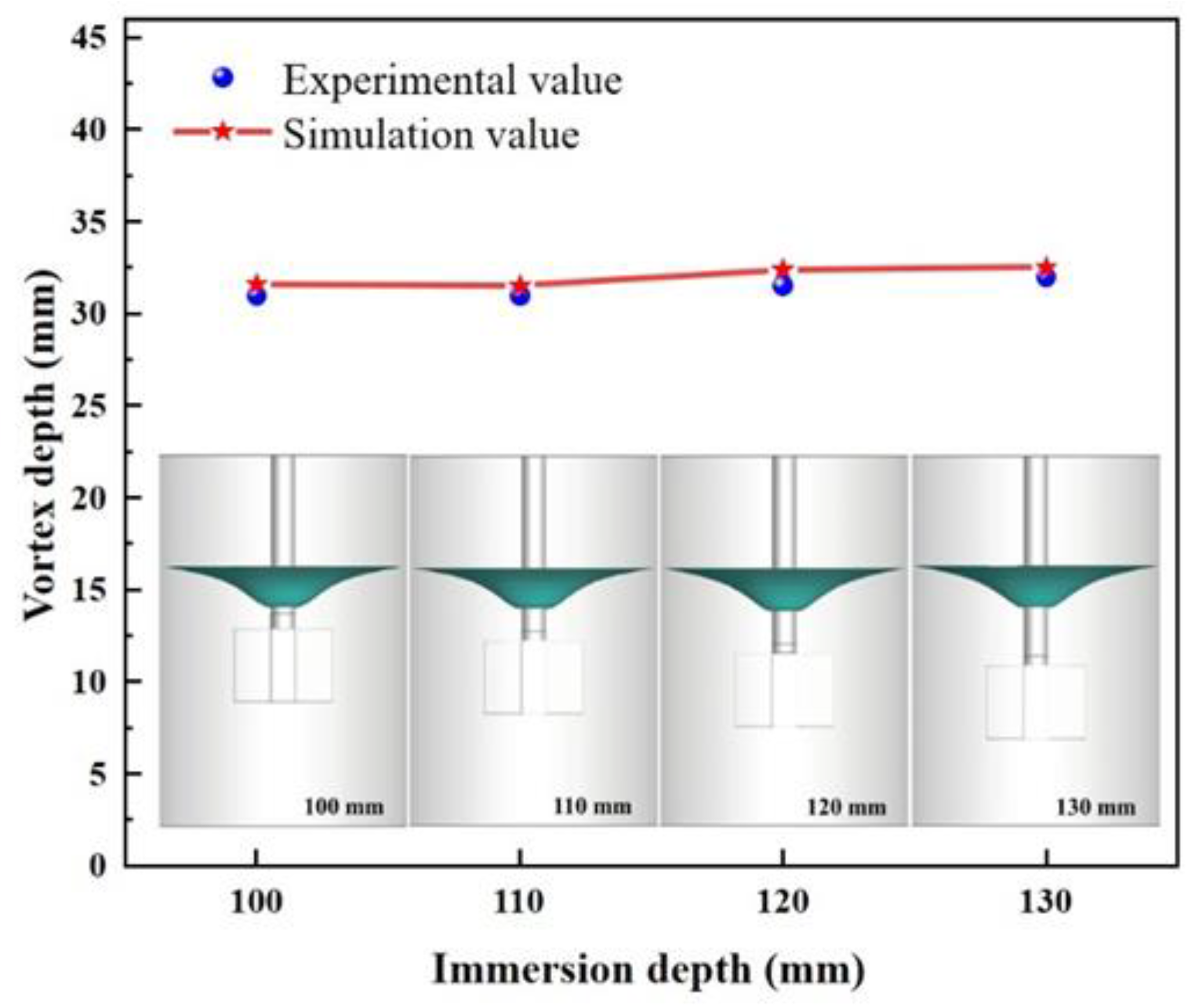
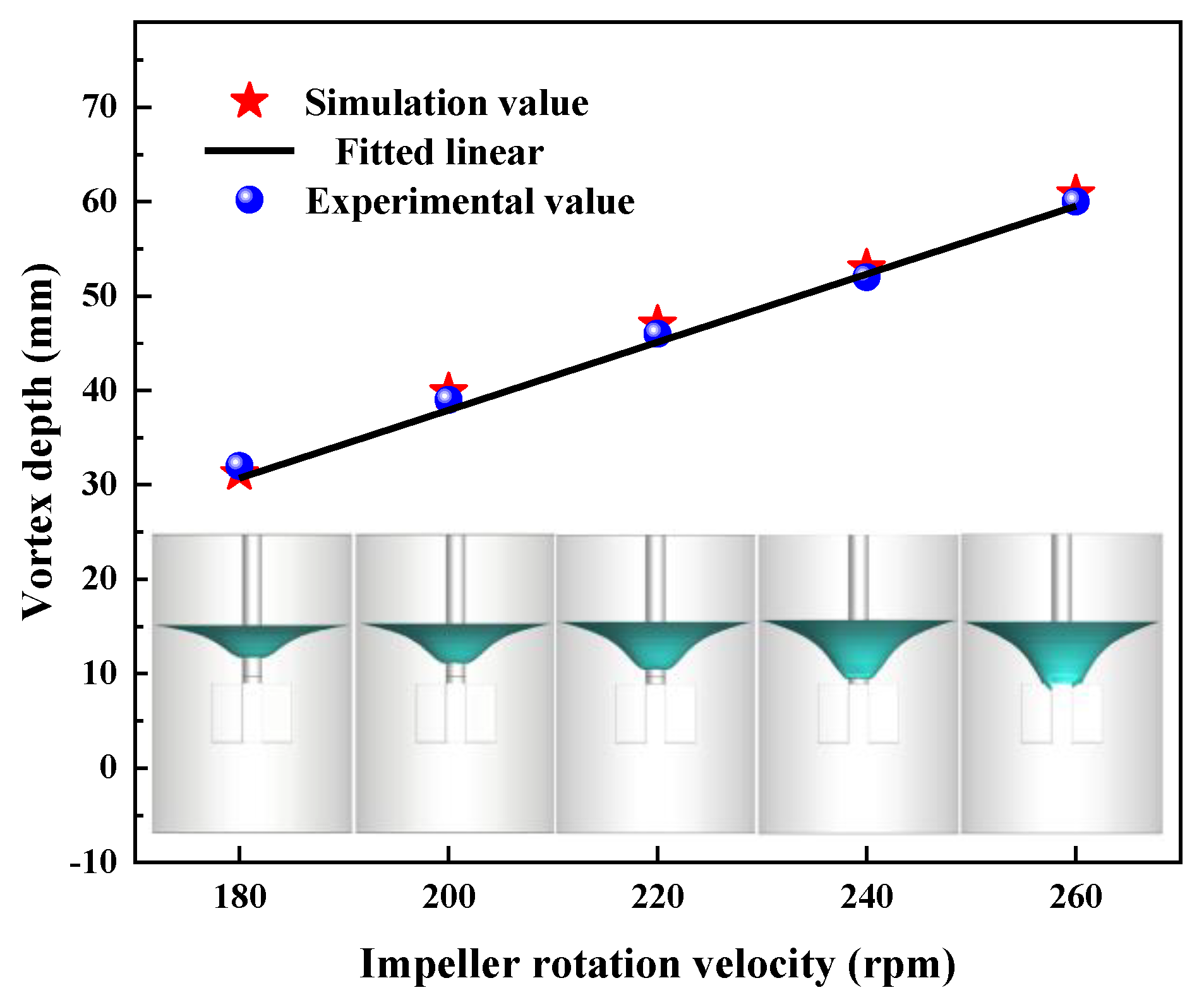
3.3. Vortex Core Depth
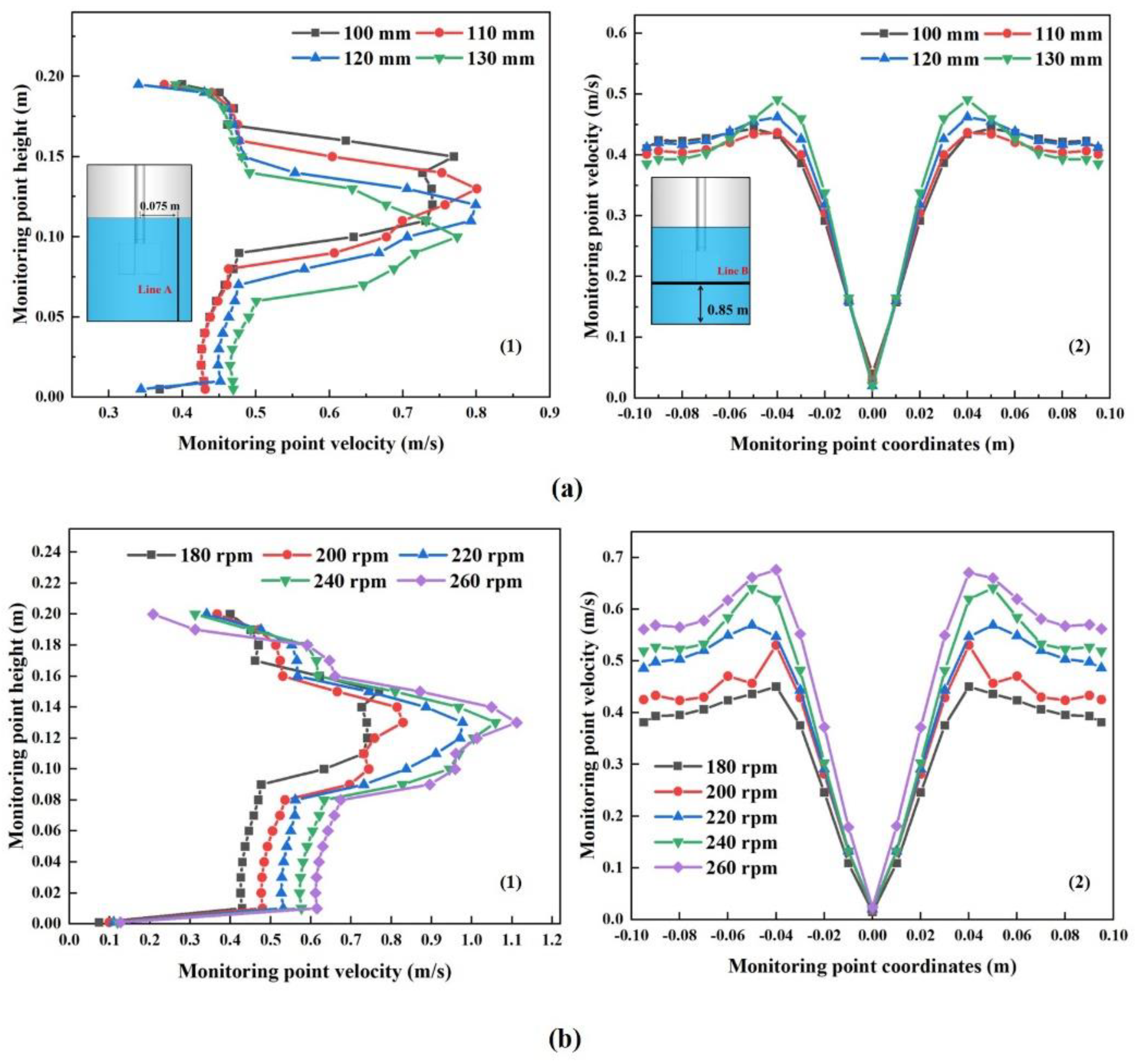
3.4. Free Surface Velocity
4. Conclusions
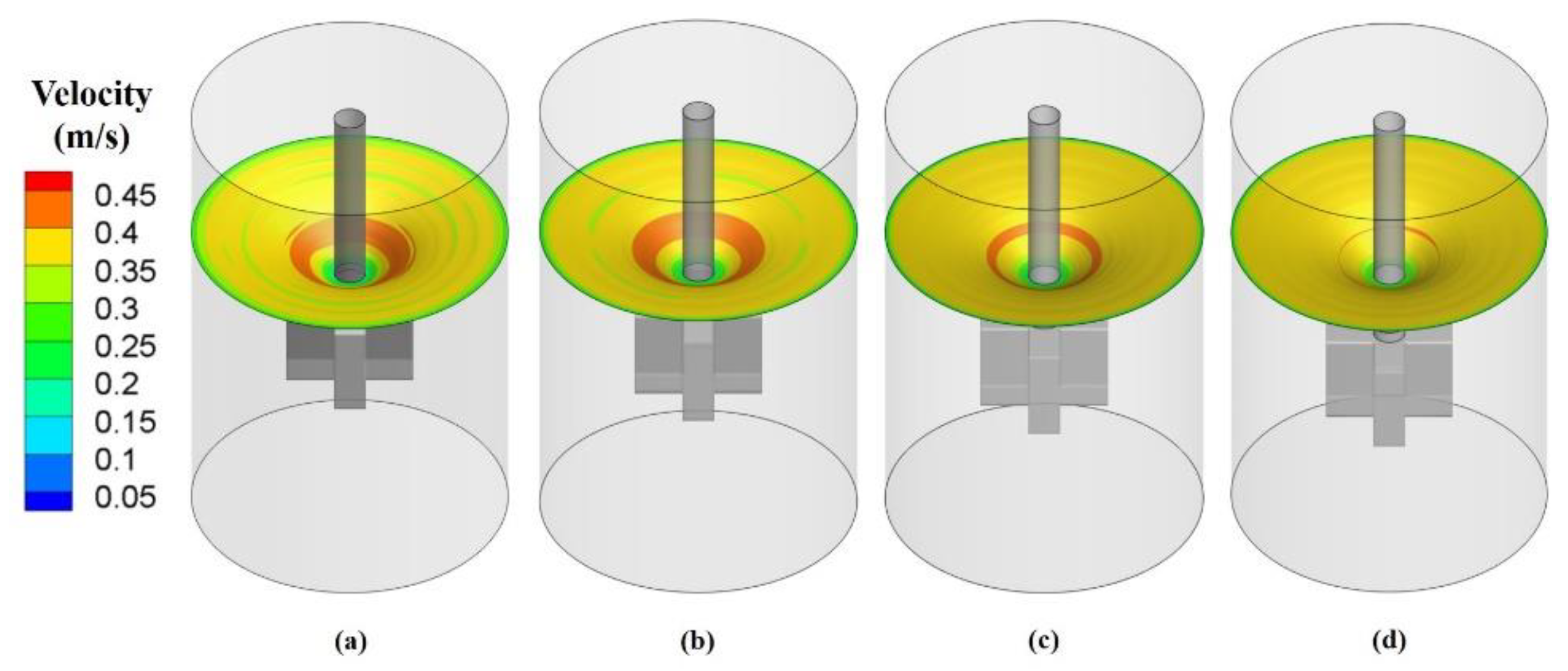
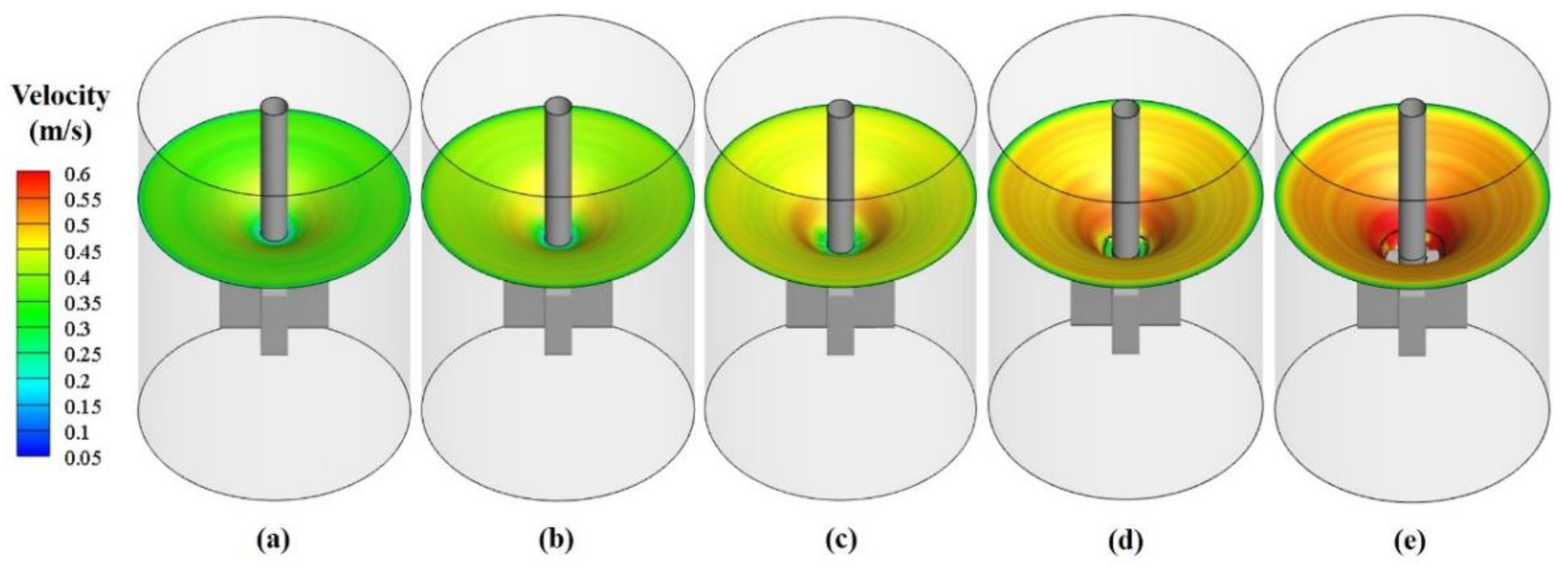
- Impeller immersion depth and rotation speed have different effects on the fluid flow pattern of the bath under the present study range. The root location of the discharge flow moves downward with the impeller immersion depth increasing, but the discharge strength and the mean velocity of the bath show hardly any change. Comparatively, the increase in the impeller rotation speed significantly improves the mean velocity, but there is little change in the position of discharge flow. Furthermore, increasing impeller immersion depth or rotation speed can effectively reduce the volume fraction of the inactive zone, but it cannot eliminate it. As a result, the correlation equations of γ as a function of ω or I are formulated under the range of and , respectively.
- Increasing impeller rotation speed is the most direct and effective way to shorten the mixing time. However, the impeller immersion depth has a limited impact on the mixing time by comparison. In the present study, a minimum mixing time of 55 s is achieved at the maximum impeller rotation speed of 260 rpm.
- The vortex core depth and the velocity at the gas–liquid interface increase significantly with the increasing impeller rotation speed, and a linear fitting regression has been proposed. However, while the impeller immersion depth has little effect on the vortex core depth, it has a visible influence on the velocity distribution of the free surface. The velocity gradient on the gas–liquid interface between the axis to walls becomes steep with the decreasing impeller immersion depth.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Visuri, V.-V.; Vuolio, T.; Haas, T.; Fabritius, T. A Review of Modeling Hot Metal Desulfurization. Steel Res. Int. 2020, 91, 1–25. [Google Scholar] [CrossRef] [Green Version]
- Schrama, F.N.H.; Beunder, E.M.; Berg, B.V.D.; Yang, Y.; Boom, R. Sulphur removal in ironmaking and oxygen steelmaking. Ironmak. Steelmak. 2017, 44, 333–343. [Google Scholar] [CrossRef]
- Kanbara, K.; Nisugi, S.; Shiraishi, O.; Katakeyama, T. Desulfurization approach with mechanically stirred. Tetsu-To-Hagané 1972, 58, S26–S34. [Google Scholar]
- Nakai, Y.; Sumi, I.; Kikuchi, N.; Tanaka, K.; Miki, Y. Powder Blasting in Hot Metal Desulfurization by Mechanical Stirring Process. ISIJ Int. 2017, 57, 1029–1036. [Google Scholar] [CrossRef] [Green Version]
- Wang, Q.; Jia, S.; Tan, F.; Li, G.; Ouyang, D.; Zhu, S.; Sun, W.; He, Z. Numerical Study on Desulfurization Behavior during Kanbara Reactor Hot Metal Treatment. Metall. Mater. Trans. B. 2021, 52, 1085–1094. [Google Scholar] [CrossRef]
- Shao, P.; Zhang, T.; Liu, Y.; Zhao, H.; He, J. Numerical Simulation on Fluid Flow in Hot Metal Pretreatment. J. Iron Steel Res. Int. 2011, 18, 129–134. [Google Scholar]
- Yamamoto, T.; Kato, W.; Komarov, S.V.; Ishiwata, Y. Investigation on the Surface Vortex Formation during Mechanical Stirring with an Axial-Flow Impeller Used in an Aluminum Process. Met. Mater. Trans. A 2019, 50, 2547–2556. [Google Scholar] [CrossRef]
- Yamamoto, T.; Fang, Y.; Komarov, S.V. Surface vortex formation and free surface deformation in an unbaffled vessel stirred by on-axis and eccentric impellers. Chem. Eng. J. 2019, 367, 25–36. [Google Scholar] [CrossRef]
- Kato, K.; Yamamoto, T.; Komarov, S.V.; Taniguchi, R.; Ishiwata, Y. Evaluation of Mass Transfer in an Aluminum Melting Furnace Stirred Mechanically during Flux Treatment. Mater. Trans. 2019, 60, 2008–2015. [Google Scholar] [CrossRef] [Green Version]
- Komarov, S.; Yamamoto, T.; Arai, H. Incorporation of Powder Particles into an Impeller-Stirred Liquid Bath through Vortex Formation. Materials 2021, 14, 2710. [Google Scholar] [CrossRef]
- He, M.; Wang, N.; Hou, Q.; Chen, M.; Yu, H. Coalescence and sedimentation of liquid iron droplets during smelting reduction of converter slag with mechanical stirring. Powder Technol. 2020, 362, 550–558. [Google Scholar] [CrossRef]
- He, M.; Wang, N.; Chen, M.; Li, C. Distribution and motion behavior of desulfurizer particles in hot metal with mechanical stirring. Powder Technol. 2020, 361, 455–461. [Google Scholar] [CrossRef]
- Li, M.; Tan, Y.; Sun, J.; Xie, D.; Liu, Z. Drawdown mechanism of light particles in baffled stirred tank for the KR desulphurization process. Chin. J. Chem. Eng. 2019, 27, 247–256. [Google Scholar] [CrossRef]
- Li, M.; Tan, Y.; Liu, Y.; Sun, J.; Xie, D.; Liu, Z. Effects of geometrical and physical factors on light particles dispersion by agitation characteristic curve. Chin. J. Chem. Eng. 2019, 27, 2313–2324. [Google Scholar] [CrossRef]
- Nakai, Y.; Sumi, I.; Matsuno, H.; Kikuchi, N.; Kishimoto, Y. Effect of Flux Dispersion Behavior on Desulfurization of Hot Metal. ISIJ Int. 2010, 50, 403–410. [Google Scholar] [CrossRef] [Green Version]
- Nakai, Y.; Hino, Y.; Sumi, I.; Kikuchi, N.; Uchida, Y.; Miki, Y. Effect of Flux Addition Method on Hot Metal Desulfurization by Mechanical Stirring Process. ISIJ Int. 2015, 55, 1398–1407. [Google Scholar] [CrossRef] [Green Version]
- Ji, J.-H.; Liang, R.-Q.; He, J.-C. Simulation on Mixing Behavior of Desulfurizer and High-sulfur Hot Metal Based on Variable-velocity Stirring. ISIJ Int. 2016, 56, 794–802. [Google Scholar] [CrossRef] [Green Version]
- Sahu, M.K.; Sahu, R.K. Optimization of Stirring Parameters Using CFD Simulations for HAMCs Synthesis by Stir Casting Process. Trans. Indian Inst. Met. 2017, 70, 2563–2570. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, T.-A.; Sano, M.; Wang, Q.; Ren, X.-D.; He, J.-C. Mechanical stirring for highly efficient gas injection refining. Trans. Nonferrous Met. Soc. China 2011, 21, 1896–1904. [Google Scholar] [CrossRef]
- Li, Q.; Shen, X.; Guo, S.; Li, M.; Zou, Z. Computational Investigation on Effect of Impeller Dimension on Fluid Flow and Interface Behavior for Kanbara Reactor Hot Metal Treatment. Steel Res. Int. 2021, 92, 1–15. [Google Scholar] [CrossRef]
- Li, M.; Shao, L.; Li, Q.; Zou, Z. A Numerical Study on Blowing Characteristics of a Dynamic Free Oxygen Lance Converter for Hot Metal Dephosphorization Technology Using a Coupled VOF-SMM Method. Met. Mater. Trans. A 2021, 52, 1–12. [Google Scholar] [CrossRef]
- Ubbink, O.; Issa, R. A Method for Capturing Sharp Fluid Interfaces on Arbitrary Meshes. J. Comput. Phys. 1999, 153, 26–50. [Google Scholar] [CrossRef] [Green Version]
- Hirt, C.W.; Nichols, B.D. Volume of fluid (VOF) method for the dynamics of free boundaries. J. Comput. Phys. 1981, 39, 201–225. [Google Scholar] [CrossRef]
- Chuprov, P.; Utkin, P.; Fortova, S. Numerical Simulation of a High-Speed Impact of Metal Plates Using a Three-Fluid Model. Metals 2021, 11, 1233. [Google Scholar] [CrossRef]
- Wang, Y.; Cao, L.; Cheng, Z.; Blanpain, B.; Guo, M. Mathematical Methodology and Metallurgical Application of Turbulence Modelling: A Review. Metals 2021, 11, 1297. [Google Scholar] [CrossRef]
- Luo, J.Y.; Gosman, A.D.; Issa, R.I.; Middleton, J.C.; Fitzgerald, M.K. Full flow field computation of mixing in baffled stirred vessels. Chem. Eng. Res. Des. 1993, 71, 342–344. [Google Scholar]
- Torotwa, I.; Ji, C. A Study of the Mixing Performance of Different Impeller Designs in Stirred Vessels Using Computational Fluid Dynamics. Designs 2018, 2, 10. [Google Scholar] [CrossRef] [Green Version]
- Tanaka, R.; Uddin, A.; Kato, Y. Flow Characteristics Related to Liquid/liquid Mixing Pattern in an Impeller-stirred Vessel. ISIJ Int. 2018, 58, 620–626. [Google Scholar] [CrossRef] [Green Version]
- Wang, Q.; Liu, Y.; Cao, Y.; Li, G. Study on Sulfur Transfer Behavior during Refining of Rejected Electrolytic Manganese Metal. Metals 2019, 9, 751. [Google Scholar] [CrossRef] [Green Version]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Items | Values |
|---|---|
| Ladle diameter, D (mm) | 200 |
| Ladle height, H (mm) Blade length, d (mm) Blade height, h (mm) Blade thickness, w (mm) Impeller immersion depth, I (mm) Impeller rotation speed, ω (rpm) Height filled with liquid water, H2 (mm) Water density, ρs (kg/m3) Water dynamic viscosity, μs (Pa·s) Top air density, ρo (kg/m3) Top air dynamic viscosity, μo (Pa·s) Total mesh number (-) | 300 80 60 20 100, 110, 120, 130 180, 200, 220, 240, 260 200 998.2 0.001 1.225 1.79 × 10−5 ~450,000 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Q.; Ma, S.; Shen, X.; Li, M.; Zou, Z. Effects of Impeller Rotational Speed and Immersion Depth on Flow Pattern, Mixing and Interface Characteristics for Kanbara Reactors Using VOF-SMM Simulations. Metals 2021, 11, 1596. https://doi.org/10.3390/met11101596
Li Q, Ma S, Shen X, Li M, Zou Z. Effects of Impeller Rotational Speed and Immersion Depth on Flow Pattern, Mixing and Interface Characteristics for Kanbara Reactors Using VOF-SMM Simulations. Metals. 2021; 11(10):1596. https://doi.org/10.3390/met11101596
Chicago/Turabian StyleLi, Qiang, Suwei Ma, Xiaoyang Shen, Mingming Li, and Zongshu Zou. 2021. "Effects of Impeller Rotational Speed and Immersion Depth on Flow Pattern, Mixing and Interface Characteristics for Kanbara Reactors Using VOF-SMM Simulations" Metals 11, no. 10: 1596. https://doi.org/10.3390/met11101596
APA StyleLi, Q., Ma, S., Shen, X., Li, M., & Zou, Z. (2021). Effects of Impeller Rotational Speed and Immersion Depth on Flow Pattern, Mixing and Interface Characteristics for Kanbara Reactors Using VOF-SMM Simulations. Metals, 11(10), 1596. https://doi.org/10.3390/met11101596