
Molten Pool Behaviors in Double-Sided Pulsed GMAW of T-Joint: A Numerical Study


Abstract
:1. Introduction
2. Numerical Model
2.1. Basic Assumptions
- (1)
- The fluid flow in the weld pool is laminar, and the molted metal is incompressible.
- (2)
- The electric arc is not explicitly considered. Instead, the thermal and mechanical interactions between arcs and weld pools are considered by source terms.
- (3)
- The influences of metal vapor are ignored.
- (4)
- The physical and geometric heterogeneity of wire and base metal can be ignored.
- (5)
- The drop size and drop transfer frequency are assumed to be uniform.
2.2. Governing Equations
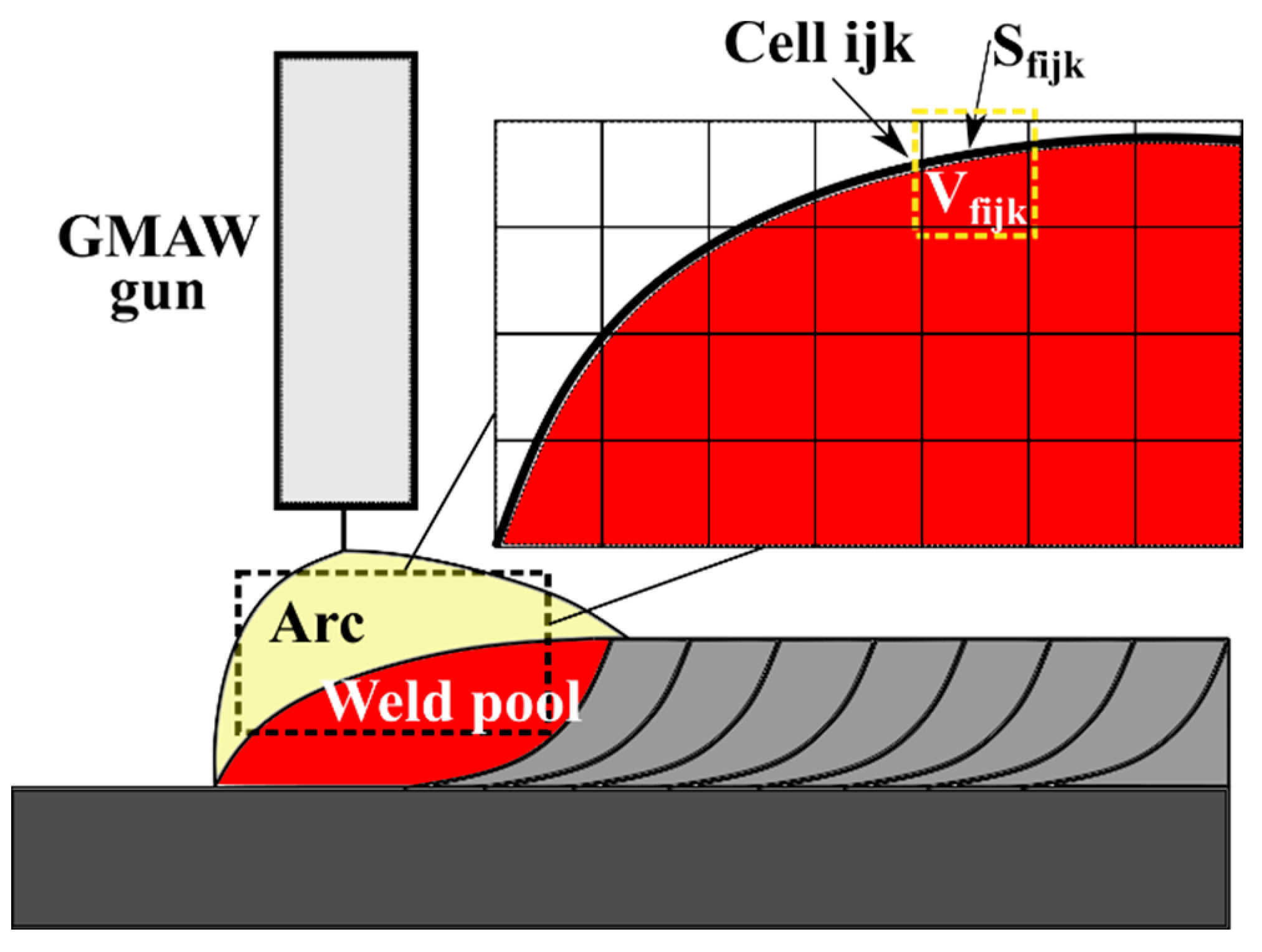
2.3. Source Terms
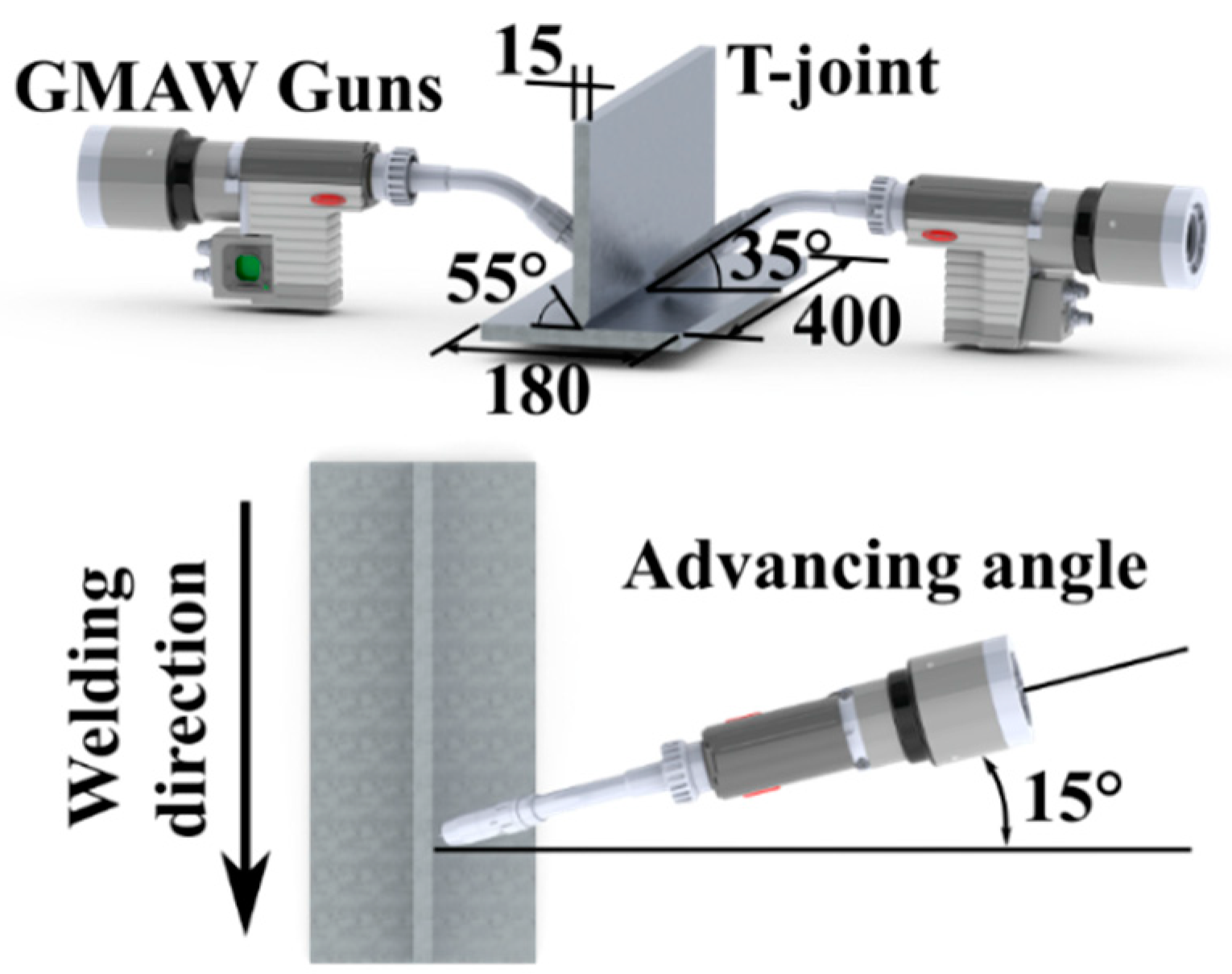
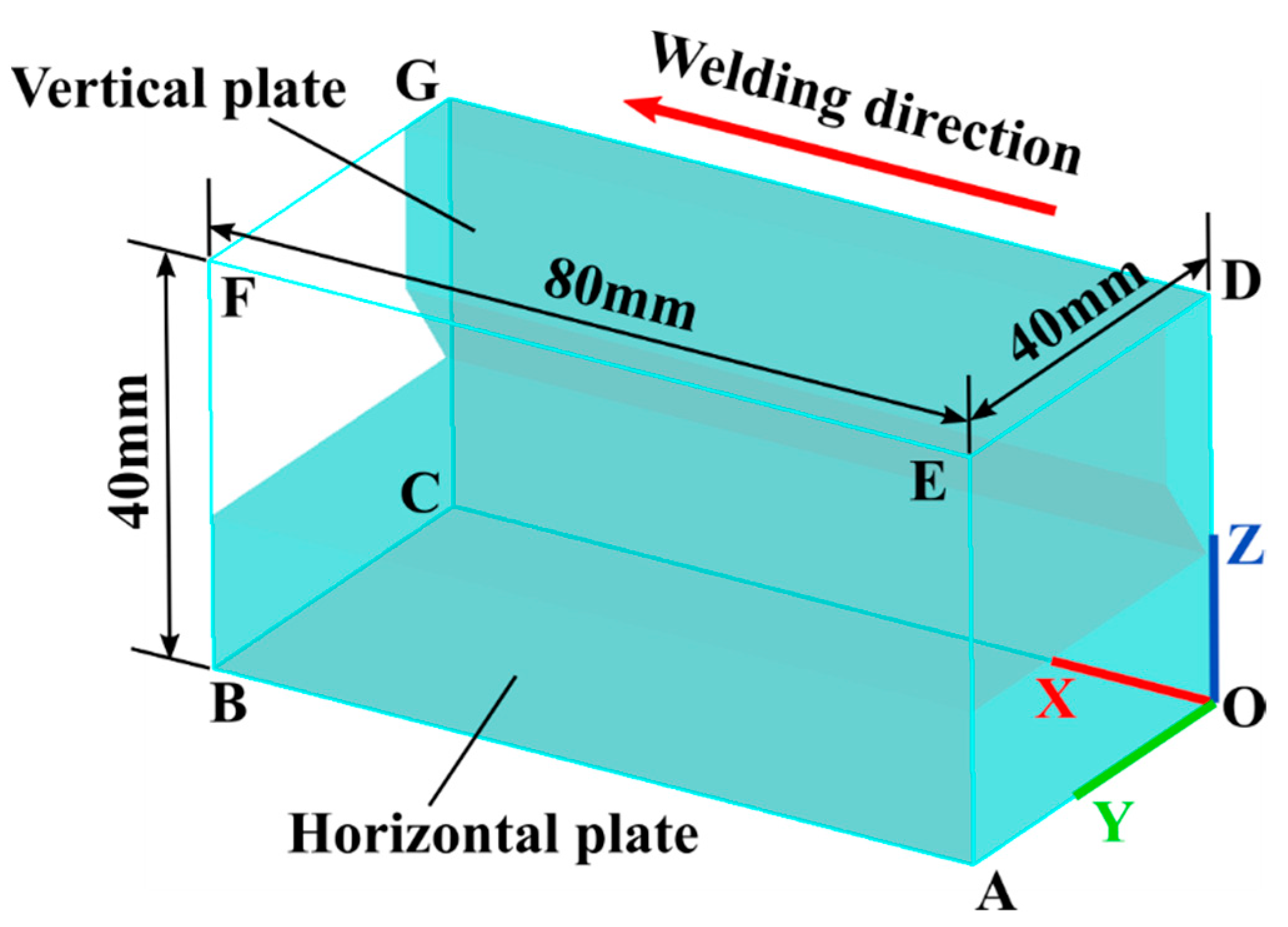
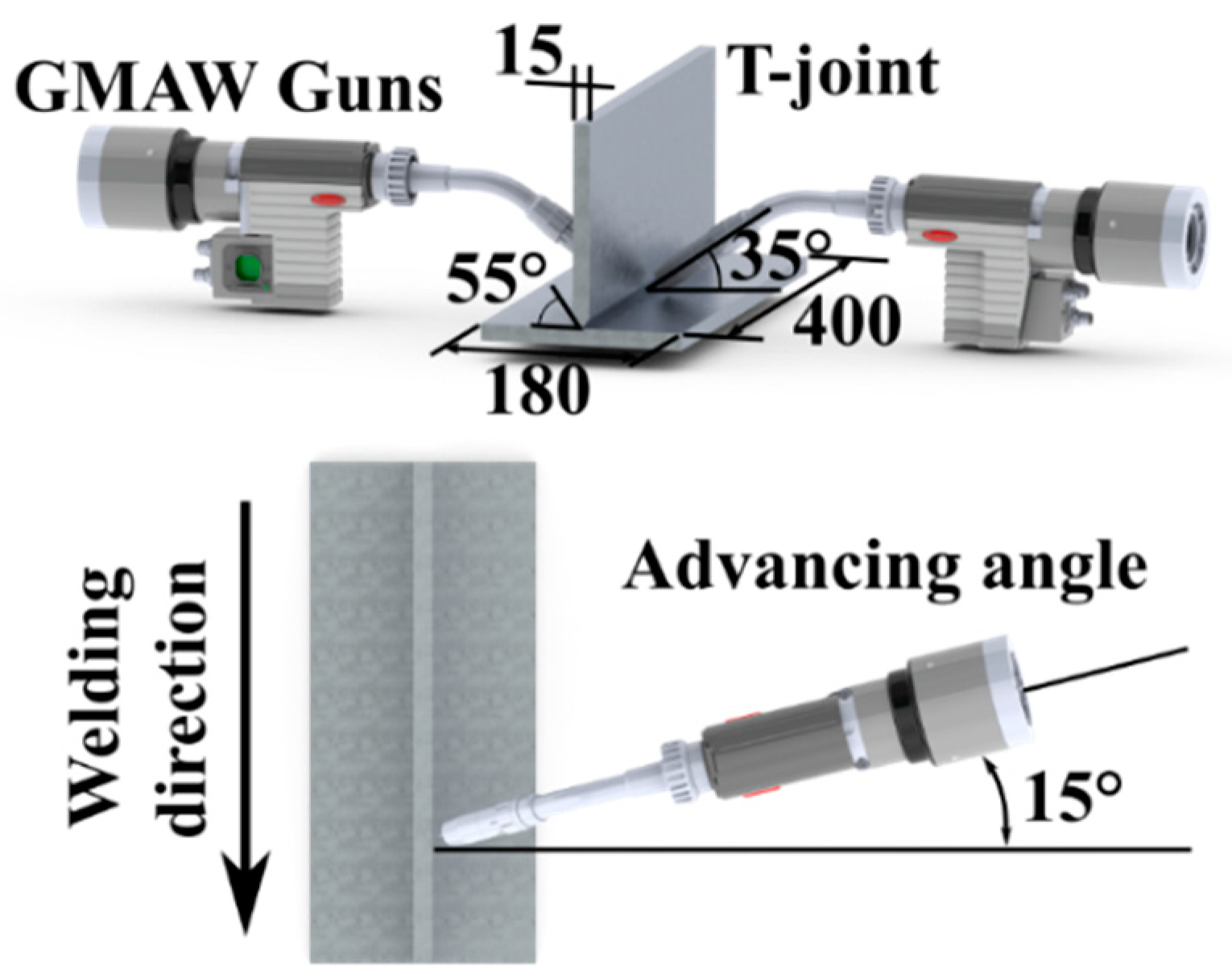
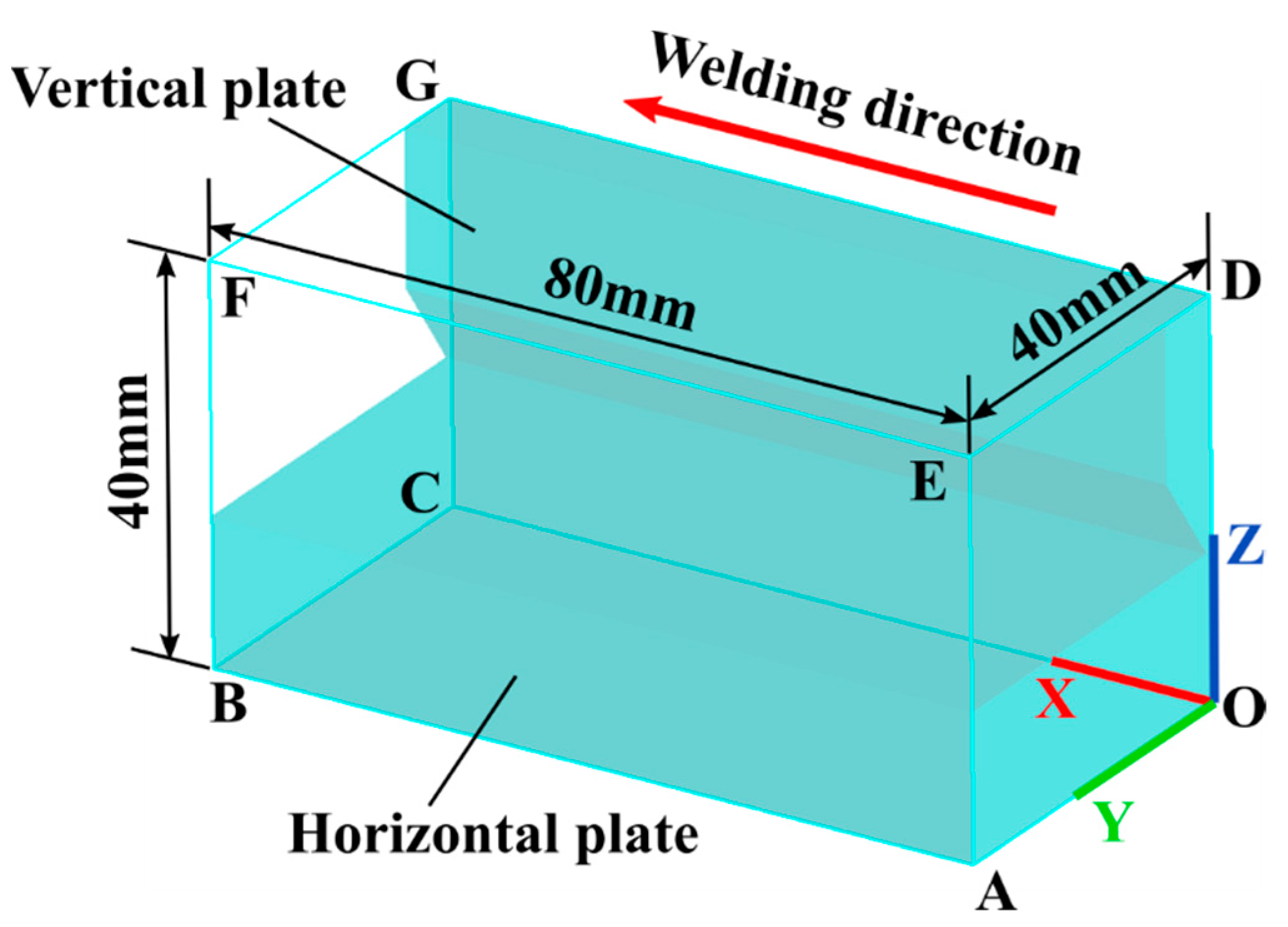
2.4. Computational Domain, Boundary Conditions
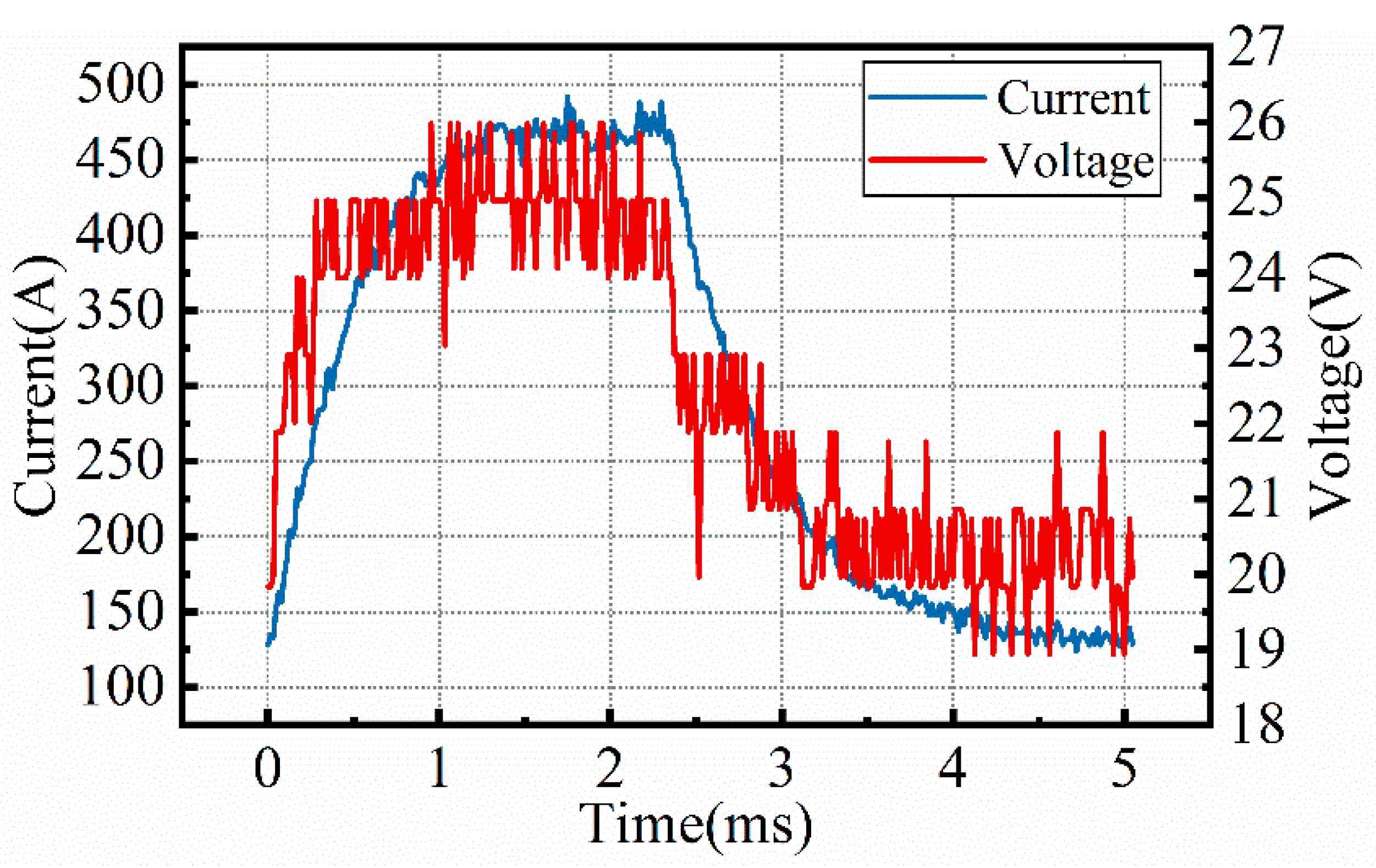
2.5. Simulated Welding Conditions
3. Results and Discussion
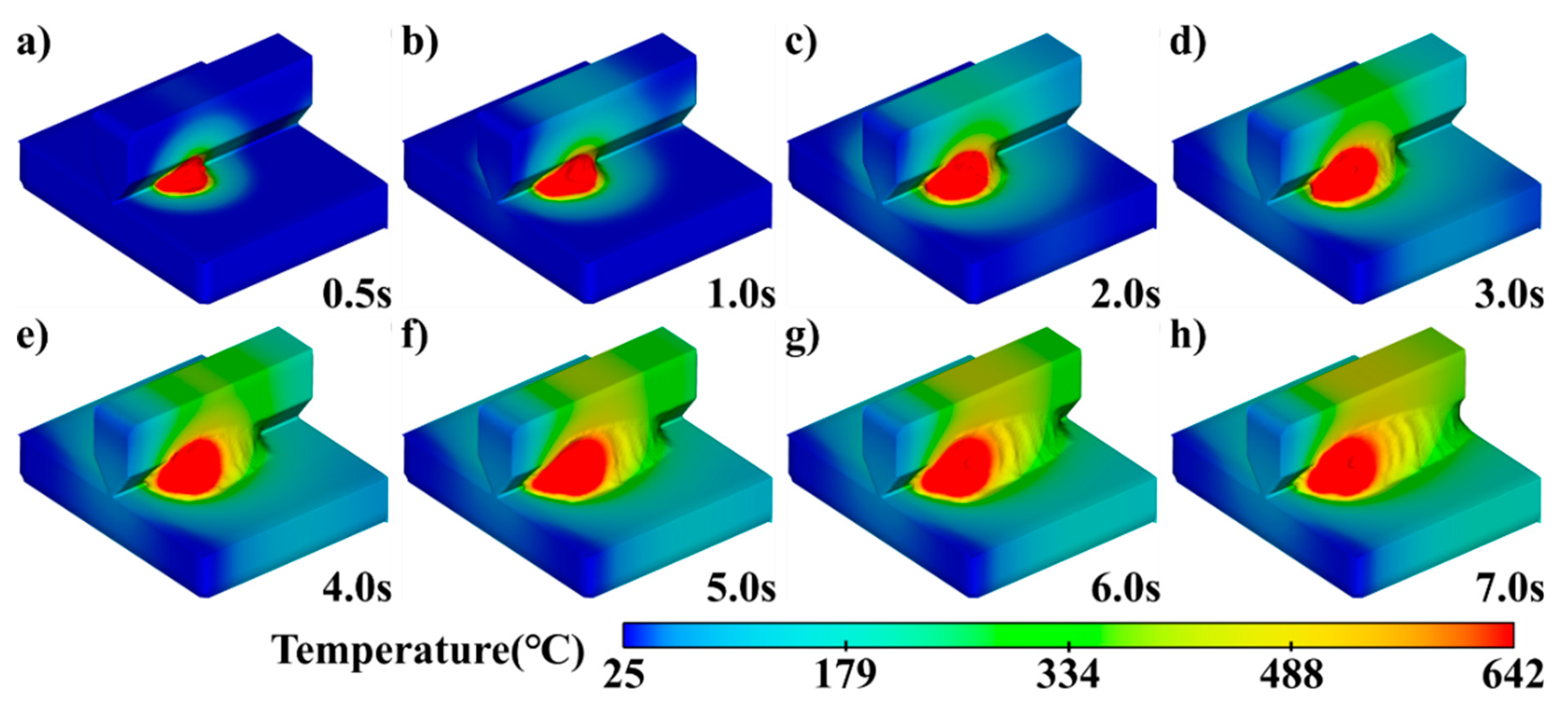
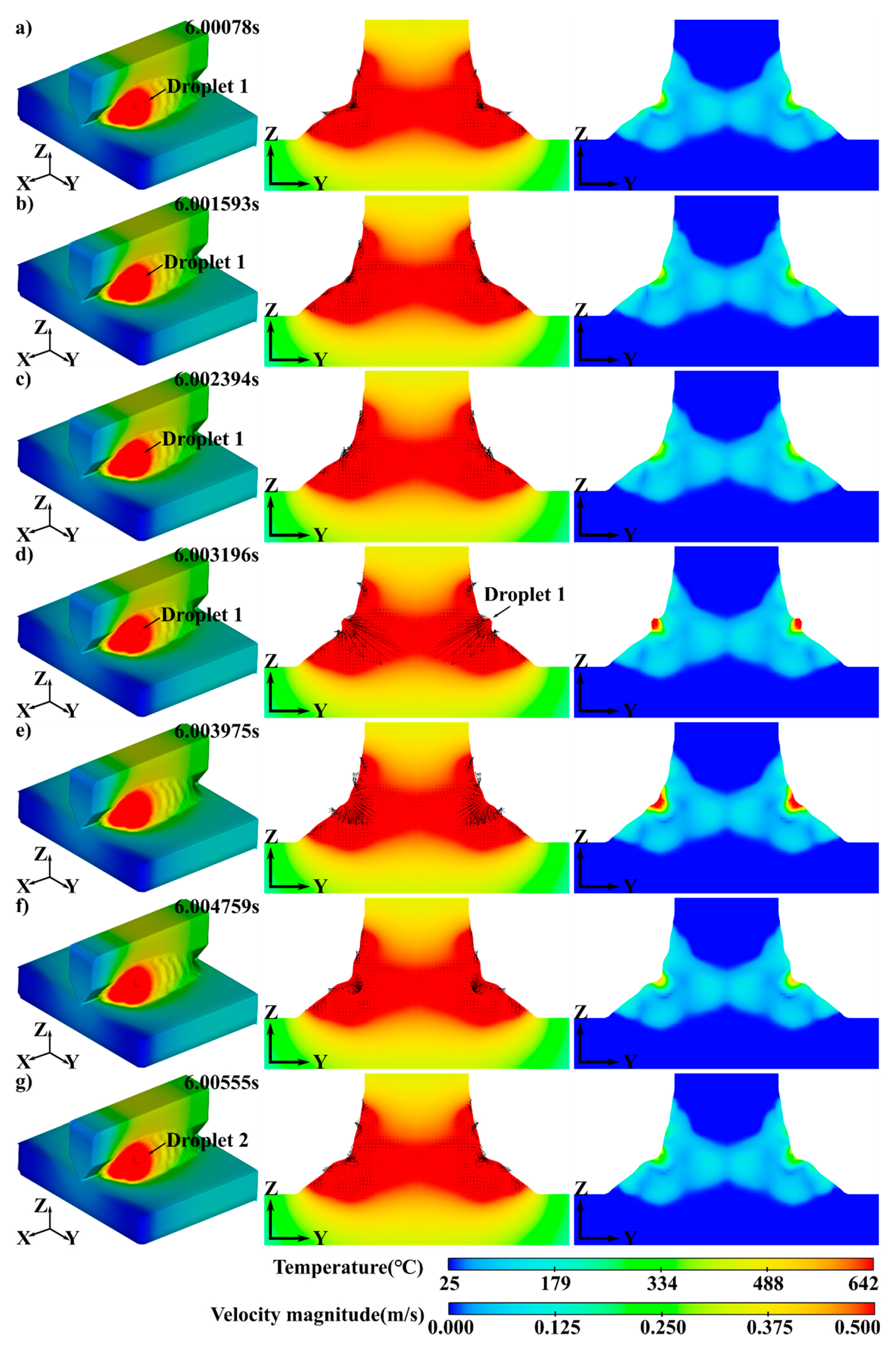
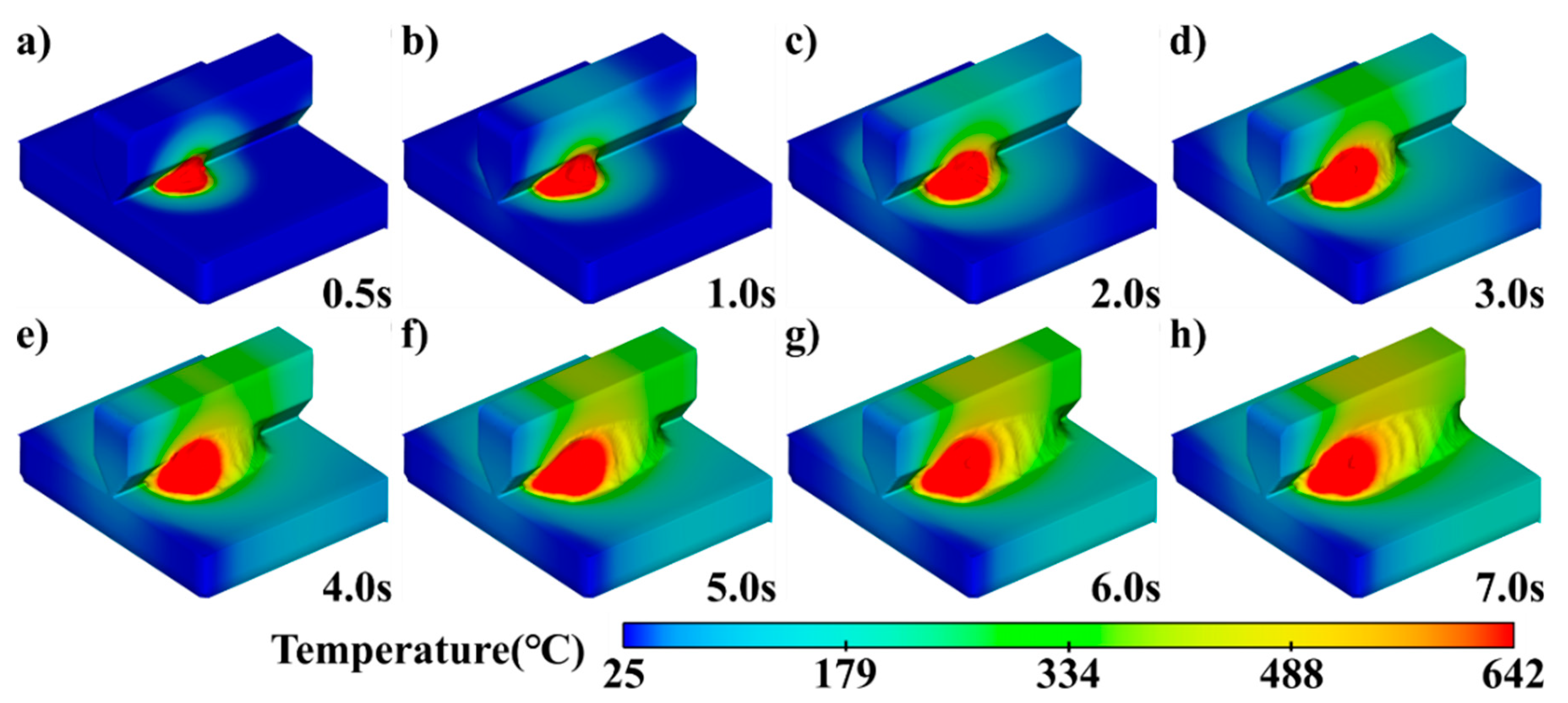
3.1. Basic Transient Molten Pool Behaviors
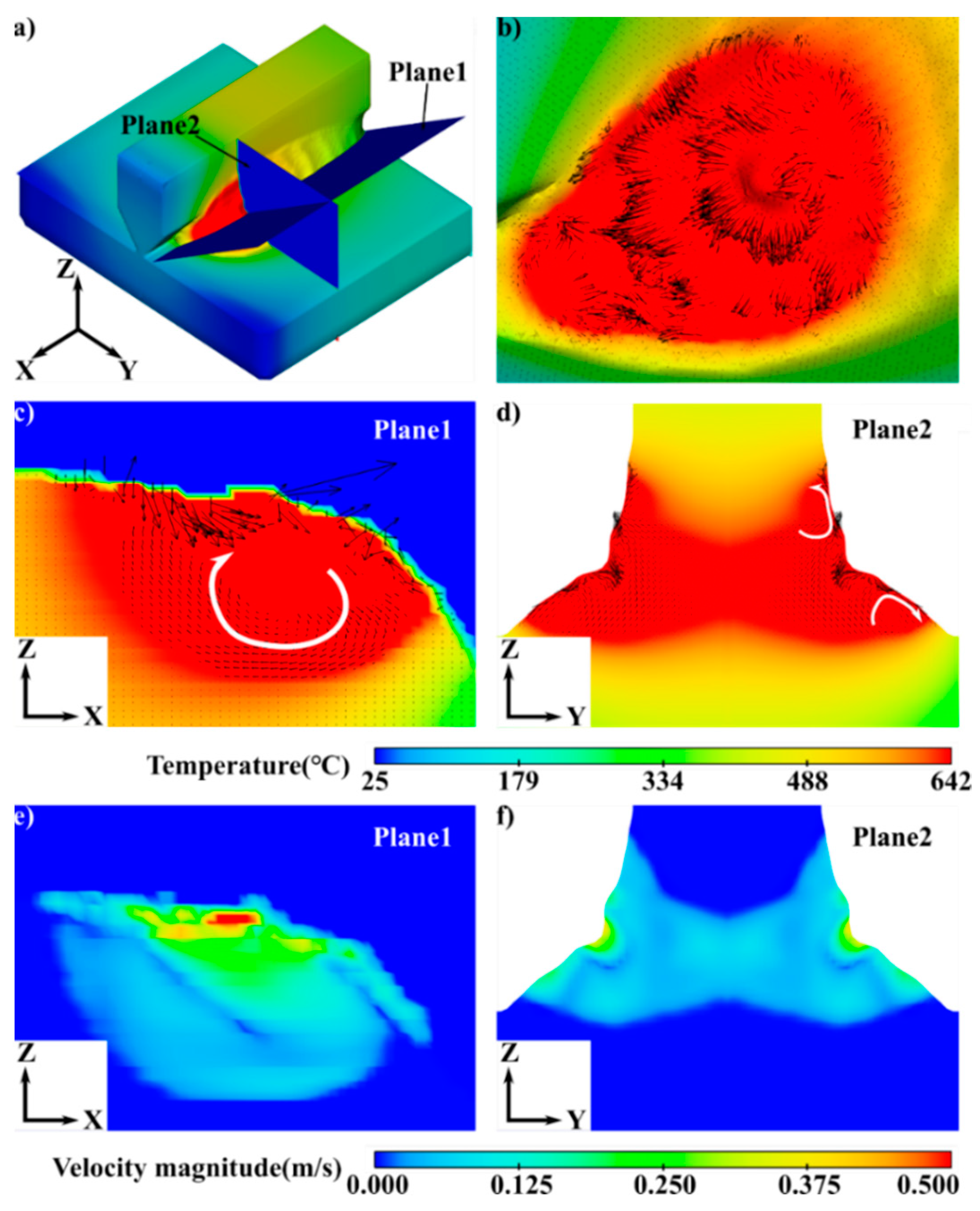
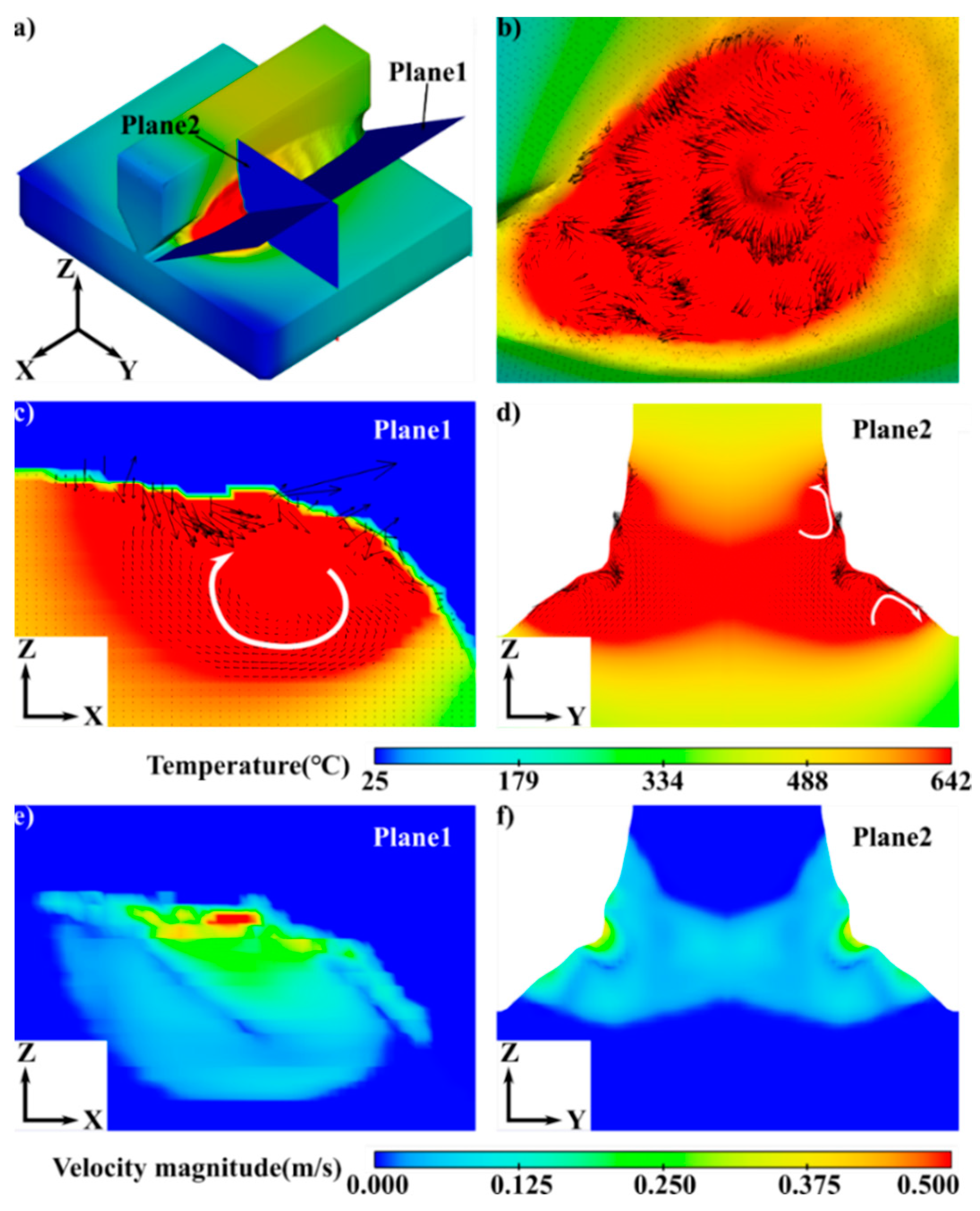
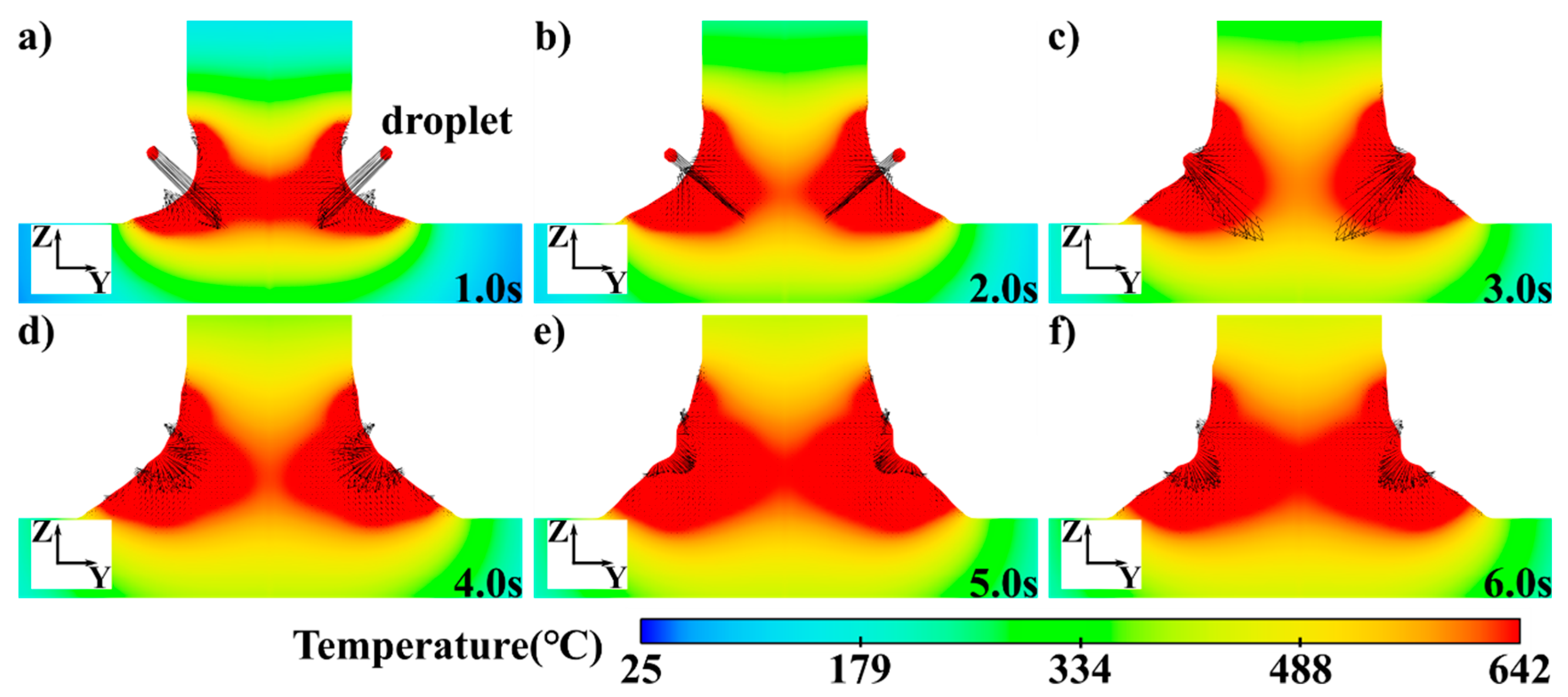
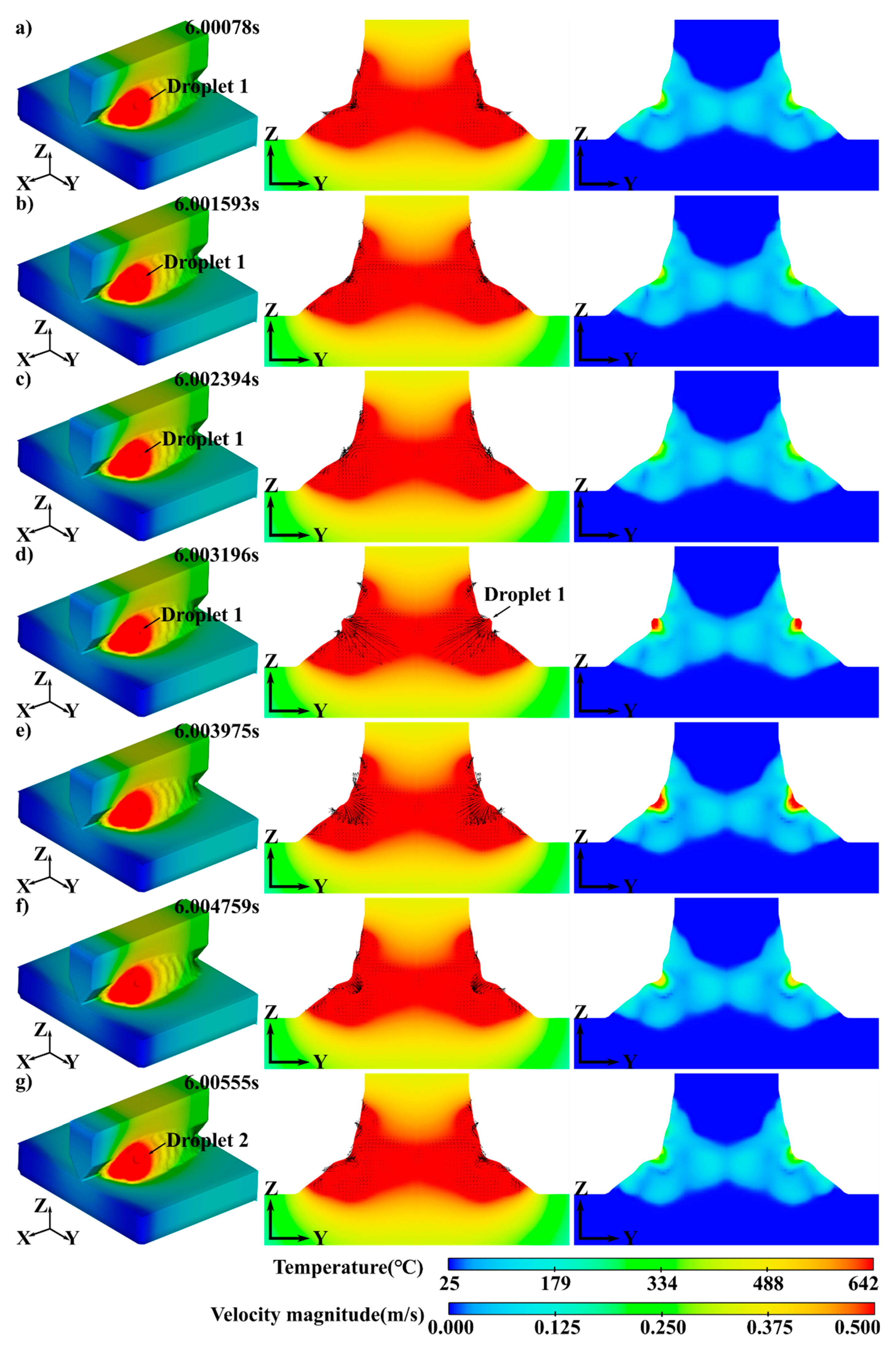
3.2. Fluid Flow during a Single Pulse Cycle
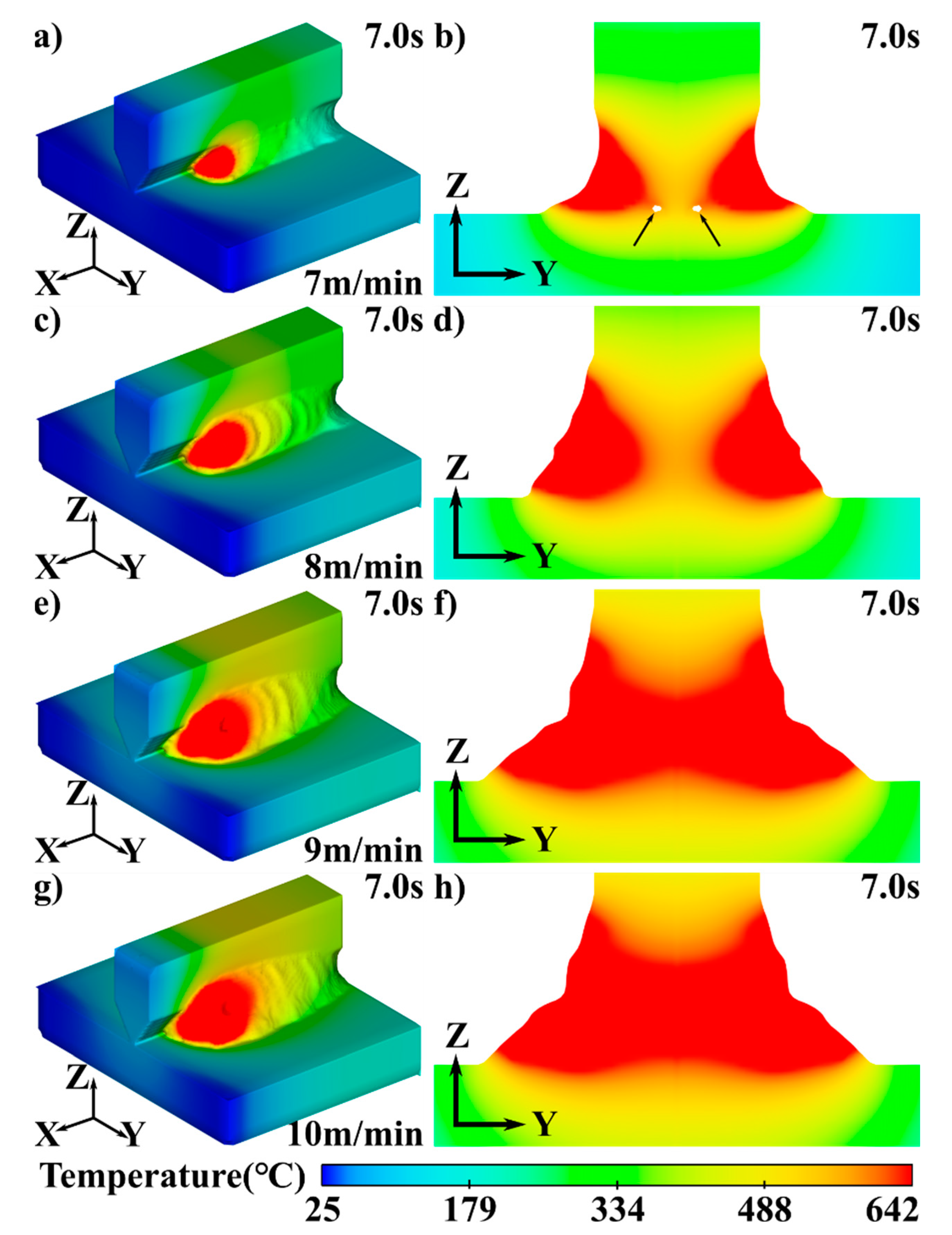
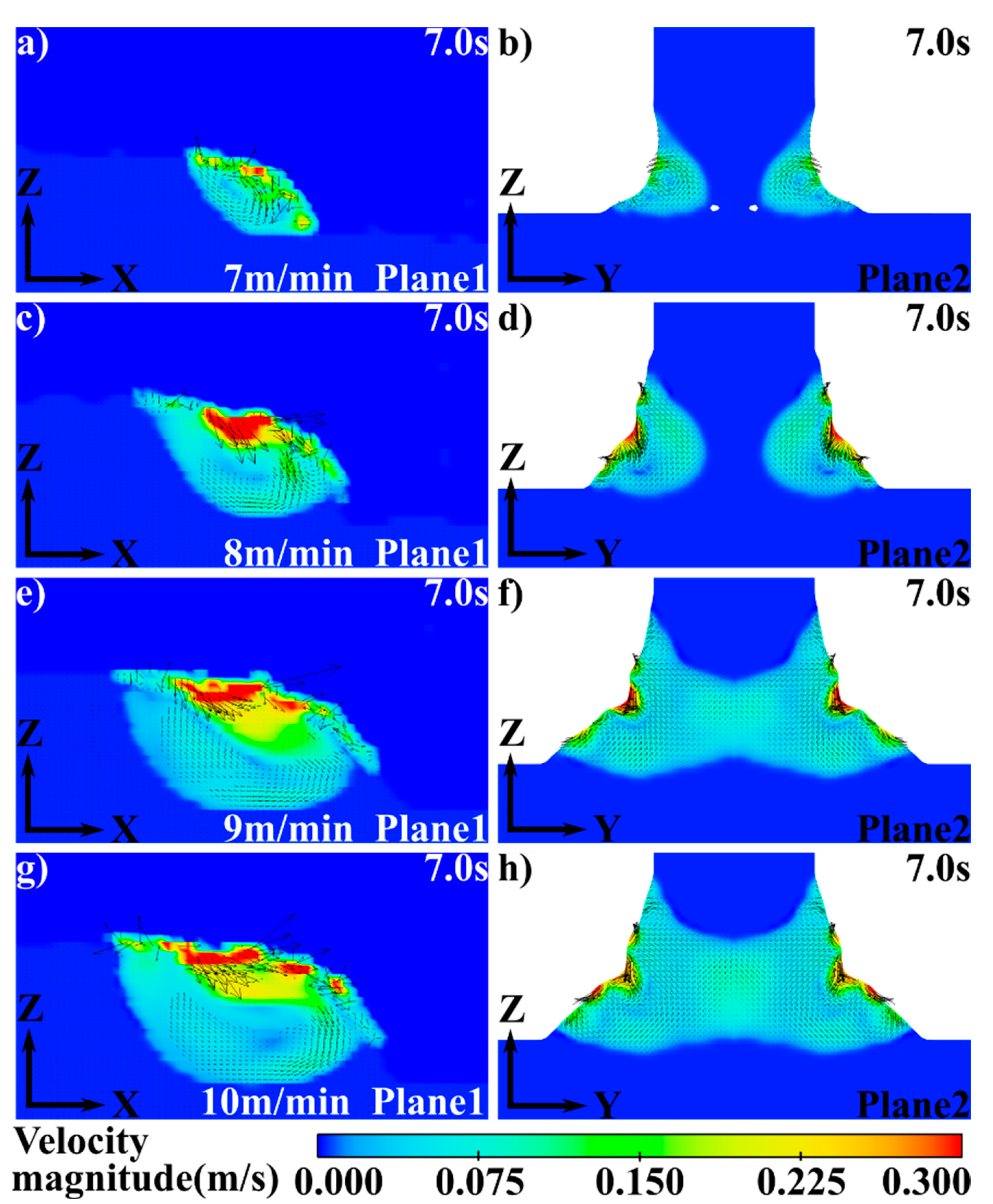
3.3. Influences of the Wire Feed Speed
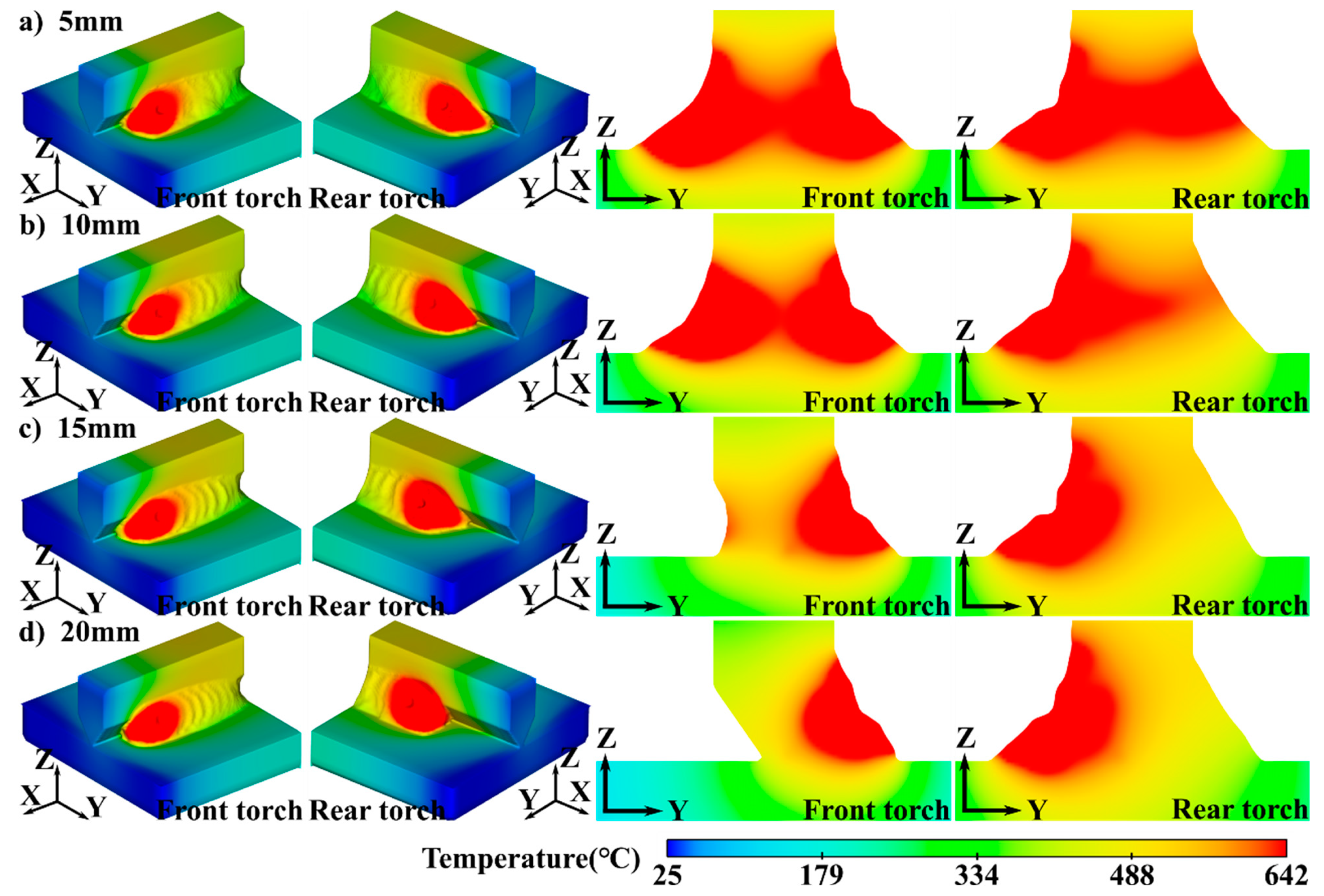
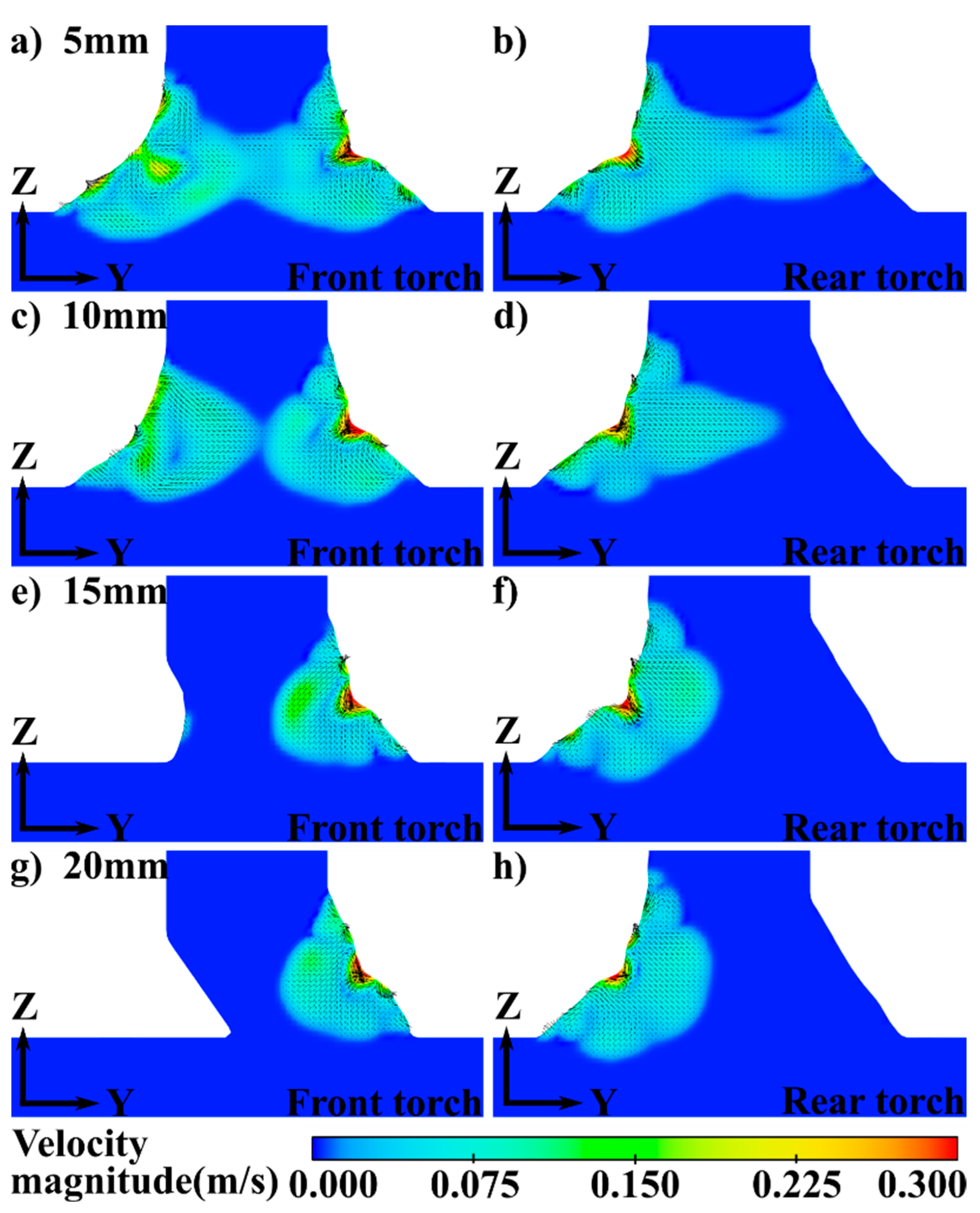
3.4. Influences of the Torch Distance
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Prajapati, P.; Badheka, V.J.; Mehta, K. An Outlook on Comparison of Hybrid Welds of Different Root Pass and Filler Pass of FCAW and GMAW with Classical Welds of Similar Root Pass and Filler Pass. Sādhanā 2018, 43, 75. [Google Scholar] [CrossRef] [Green Version]
- Prajapati, P.; Badheka, V.J.; Mehta, K.P. Hybridization of Filler Wire in Multi-Pass Gas Metal Arc Welding of SA516 Gr70 Carbon Steel. Mater. Manuf. Process. 2018, 33, 315–322. [Google Scholar] [CrossRef]
- Giętka, T.; Ciechacki, K.; Kik, T. Numerical Simulation of Duplex Steel Multipass Welding. Arch. Metall. Mater. 2016, 61, 1975–1984. [Google Scholar] [CrossRef] [Green Version]
- Kik, T.; Górka, J.; Kotarska, A.; Poloczek, T. Numerical Verification of Tests on the Influence of the Imposed Thermal Cycles on the Structure and Properties of the S700MC Heat-Affected Zone. Metals 2020, 10, 974. [Google Scholar] [CrossRef]
- Kik, T.; Moravec, J.; Novakova, I. Numerical Simulations of X22CrMoV12-1 Steel Multilayer Welding. Arch. Metall. Mater. 2019, 64, 1441–1448. [Google Scholar] [CrossRef]
- Kik, T.; Moravec, J.; Novakova, I. New Method of Processing Heat Treatment Experiments with Numerical Simulation Support. IOP Conf. Ser. Mater. Sci. Eng. 2017, 227, 012069. [Google Scholar] [CrossRef] [Green Version]
- Chang, K.-H.; Lee, C.-H. Finite Element Analysis of the Residual Stresses in T-Joint Fillet Welds Made of Similar and Dissimilar Steels. Int. J. Adv. Manuf. Technol. 2009, 41, 250–258. [Google Scholar] [CrossRef]
- Luca, A.D.; Greco, A.; Mazza, P.; Caputo, F. Numerical Investigation on the Residual Stresses in Welded T-Joints Made of Dissimilar Materials. Procedia Struct. Integr. 2019, 24, 800–809. [Google Scholar] [CrossRef]
- Zhang, Q.; Ma, Y.; Cui, C.; Chai, X.; Han, S. Experimental Investigation and Numerical Simulation on Welding Residual Stress of Innovative Double-Side Welded Rib-to-Deck Joints of Orthotropic Steel Decks. J. Constr. Steel Res. 2021, 179, 106544. [Google Scholar] [CrossRef]
- Khoshroyan, A.; Darvazi, A.R. Effects of Welding Parameters and Welding Sequence on Residual Stress and Distortion in Al6061-T6 Aluminum Alloy for T-Shaped Welded Joint. Trans. Nonferrous Met. Soc. China 2020, 30, 76–89. [Google Scholar] [CrossRef]
- Zhang, C.; Li, S.; Hu, L.; Deng, D. Effects of Pass Arrangement on Angular Distortion, Residual Stresses and Lamellar Tearing Tendency in Thick-Plate T-Joints of Low Alloy Steel. J. Mater. Process. Technol. 2019, 274, 116293. [Google Scholar] [CrossRef]
- Zhang, C.; Li, S.; Sun, J.; Wang, Y.; Deng, D. Controlling Angular Distortion in High Strength Low Alloy Steel Thick-Plate T-Joints. J. Mater. Process. Technol. 2019, 267, 257–267. [Google Scholar] [CrossRef]
- Chu, Q.; Kong, X.; Tan, W. Introducing Compressive Residual Stresses into a Stainless-Steel T-Pipe Joint by an Overlay Weld. Metals 2021, 11, 1109. [Google Scholar] [CrossRef]
- Perić, M.; Tonković, Z.; Rodić, A.; Surjak, M.; Garašić, I.; Boras, I.; Švaić, S. Numerical Analysis and Experimental Investigation of Welding Residual Stresses and Distortions in a T-Joint Fillet Weld. Mater. Des. 2014, 53, 1052–1063. [Google Scholar] [CrossRef]
- Rong, Y.; Zhang, G.; Huang, Y. Study on Deformation and Residual Stress of Laser Welding 316L T-Joint Using 3D/Shell Finite Element Analysis and Experiment Verification. Int. J. Adv. Manuf. Technol. 2017, 89, 2077–2085. [Google Scholar] [CrossRef]
- Liang, W.; Hu, X.; Zheng, Y.; Deng, D. Determining Inherent Deformations of HSLA Steel T-Joint under Structural Constraint by Means of Thermal Elastic Plastic FEM. Thin-Walled Struct. 2020, 147, 106568. [Google Scholar] [CrossRef]
- Lan, X.; Chan, T.-M.; Young, B. Structural Behaviour and Design of High Strength Steel CHS T-Joints. Thin-Walled Struct. 2021, 159, 107215. [Google Scholar] [CrossRef]
- Lan, X.; Chan, T.-M.; Young, B. Testing, Finite Element Analysis and Design of High Strength Steel RHS T-Joints. Eng. Struct. 2021, 227, 111184. [Google Scholar] [CrossRef]
- Luo, P.; Asada, H.; Tanaka, T. Limit Analysis for Partial-Joint-Penetration Weld T-Joints with Arbitrary Loading Angles. Eng. Struct. 2020, 213, 110459. [Google Scholar] [CrossRef]
- Matti, F.N.; Mashiri, F.R. Experimental and Numerical Studies on SCFs of SHS T-Joints Subjected to Static out-of-Plane Bending. Thin-Walled Struct. 2020, 146, 106453. [Google Scholar] [CrossRef]
- Gadallah, R.; Tsutsumi, S.; Tanaka, S.; Osawa, N. Accurate Evaluation of Fracture Parameters for a Surface-Cracked Tubular T-Joint Taking Welding Residual Stress into Account. Mar. Struct. 2020, 71, 102733. [Google Scholar] [CrossRef]
- Kou, S.; Sun, D.K. Fluid Flow and Weld Penetration in Stationary Arc Welds. Metall. Trans. A 1985, 16, 11. [Google Scholar] [CrossRef]
- Cho, D.-W.; Na, S.-J.; Cho, M.-H.; Lee, J.-S. Simulations of Weld Pool Dynamics in V-Groove GTA and GMA Welding. Weld World 2013, 57, 223–233. [Google Scholar] [CrossRef]
- Cho, D.-W.; Na, S.-J. Molten Pool Behaviors for Second Pass V-Groove GMAW. Int. J. Heat Mass Transf. 2015, 88, 945–956. [Google Scholar] [CrossRef]
- Bahrami, A.; Helenbrook, B.T.; Valentine, D.T.; Aidun, D.K. Fluid Flow and Mixing in Linear GTA Welding of Dis-similar Ferrous Alloys. Int. J. Heat Mass Transf. 2016, 93, 729–741. [Google Scholar] [CrossRef]
- Jeong, H.; Park, K.; Kim, Y.; Kim, D.-Y.; Kang, M.-J.; Cho, J. Numerical Analysis of Weld Pool for Galvanized Steel with Lap Joint in GTAW. J. Mech. Sci. Technol. 2017, 31, 2975–2983. [Google Scholar] [CrossRef]
- Hao, H.; Gao, J.; Huang, H. Numerical Simulation for Dynamic Behavior of Molten Pool in Tungsten Inert Gas Welding with Reserved Gap. J. Manuf. Process. 2020, 58, 11–18. [Google Scholar] [CrossRef]
- Cho, D.-W.; Park, J.-H.; Moon, H.-S. A Study on Molten Pool Behavior in the One Pulse One Drop GMAW Process Using Computational Fluid Dynamics. Int. J. Heat Mass Transf. 2019, 139, 848–859. [Google Scholar] [CrossRef]
- Wang, D.; Lu, H. Numerical Analysis of Internal Flow of Molten Pool in Pulsed Gas Tungsten Arc Welding Using a Fully Coupled Model with Free Surface. Int. J. Heat Mass Transf. 2021, 165, 120572. [Google Scholar] [CrossRef]
- Ikram, A.; Chung, H. Numerical Simulation of Arc, Metal Transfer and Its Impingement on Weld Pool in Variable Polarity Gas Metal Arc Welding. J. Manuf. Process. 2021, 64, 1529–1543. [Google Scholar] [CrossRef]
- Traidia, A.; Roger, F.; Schroeder, J.; Guyot, E.; Marlaud, T. On the Effects of Gravity and Sulfur Content on the Weld Shape in Horizontal Narrow Gap GTAW of Stainless Steels. J. Mater. Process. Technol. 2013, 213, 1128–1138. [Google Scholar] [CrossRef]
- Liu, J.W.; Rao, Z.H.; Liao, S.M.; Tsai, H.L. Numerical Investigation of Weld Pool Behaviors and Ripple Formation for a Moving GTA Welding under Pulsed Currents. Int. J. Heat Mass Transf. 2015, 91, 990–1000. [Google Scholar] [CrossRef]
- Cheon, J.; Kiran, D.V.; Na, S.-J. CFD Based Visualization of the Finger Shaped Evolution in the Gas Metal Arc Welding Process. Int. J. Heat Mass Transf. 2016, 97, 1–14. [Google Scholar] [CrossRef]
- Meng, X.; Qin, G.; Zou, Z. Investigation of Humping Defect in High Speed Gas Tungsten Arc Welding by Numerical Modelling. Mater. Des. 2016, 94, 69–78. [Google Scholar] [CrossRef]
- Pan, J.; Hu, S.; Yang, L.; Wang, D. Investigation of Molten Pool Behavior and Weld Bead Formation in VP-GTAW by Numerical Modelling. Mater. Des. 2016, 111, 600–607. [Google Scholar] [CrossRef]
- Hamed Zargari, H.; Ito, K.; Kumar, M.; Sharma, A. Visualizing the Vibration Effect on the Tandem-Pulsed Gas Metal Arc Welding in the Presence of Surface Tension Active Elements. Int. J. Heat Mass Transf. 2020, 161, 120310. [Google Scholar] [CrossRef]
- Qin, G.; Feng, C.; Ma, H. Suppression Mechanism of Weld Appearance Defects in Tandem TIG Welding by Numerical Modeling. J. Mater. Res. Technol. 2021, 14, 160–173. [Google Scholar] [CrossRef]
- Qiao, J.; Wu, C.; Li, Y. Numerical Analysis of Keyhole and Weld Pool Behaviors in Ultrasonic-Assisted Plasma Arc Welding Process. Materials 2021, 14, 703. [Google Scholar] [CrossRef] [PubMed]
- Jian, X.; Wu, H. Influence of the Longitudinal Magnetic Field on the Formation of the Bead in Narrow Gap Gas Tungsten Arc Welding. Metals 2020, 10, 1351. [Google Scholar] [CrossRef]
- Hu, Z.; Hua, L.; Qin, X.; Ni, M.; Ji, F.; Wu, M. Molten Pool Behaviors and Forming Appearance of Robotic GMAW on Complex Surface with Various Welding Positions. J. Manuf. Process. 2021, 64, 1359–1376. [Google Scholar] [CrossRef]
- Xu, W.H.; Dong, C.L.; Zhang, Y.P.; Yi, Y.Y. Characteristics and Mechanisms of Weld Formation during Oscillating Arc Narrow Gap Vertical up GMA Welding. Weld World 2017, 61, 241–248. [Google Scholar] [CrossRef]
- Lang, R.; Han, Y.; Bai, X.; Hong, H. Prediction of the Weld Pool Stability by Material Flow Behavior of the Perforated Weld Pool. Materials 2020, 13, 303. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhu, C.; Cheon, J.; Tang, X.; Na, S.-J.; Lu, F.; Cui, H. Effect of Swing Arc on Molten Pool Behaviors in Narrow-Gap GMAW of 5083 Al-Alloy. J. Mater. Process. Technol. 2018, 259, 243–258. [Google Scholar] [CrossRef]
- Cai, X.; Dong, B.; Lin, S.; Murphy, A.B.; Fan, C.; Yang, C. Heat Source Characteristics of Ternary-Gas-Shielded Tandem Narrow-Gap GMAW. Materials 2019, 12, 1397. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Saso, S.; Mouri, M.; Tanaka, M.; Koshizuka, S. Numerical Analysis of Two-Dimensional Welding Process Using Particle Method. Weld World 2016, 60, 127–136. [Google Scholar] [CrossRef] [Green Version]
- Cho, W.-I.; Na, S.-J.; Kim, C.-H. Influence of Driving Forces on Weld Pool Dynamics in GTA and Laser Welding. Weld World 2013, 57, 257–264. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Case No. | Wire Feed Speed (m/min) | Welding Speed (mm/s) | Droplet Transfer Frequency (Hz) | Wire Diameter (mm) | Torch Distance (mm) |
|---|---|---|---|---|---|
| 1 | 9 | 5.6 | 220 | 1.2 | 0 |
| 2 | 7 | 5.6 | 132 | 1.2 | 0 |
| 3 | 8 | 5.6 | 178 | 1.2 | 0 |
| 4 | 10 | 5.6 | 214 | 1.2 | 0 |
| 5 | 9 | 5.6 | 220 | 1.2 | 5 |
| 6 | 9 | 5.6 | 220 | 1.2 | 10 |
| 7 | 9 | 5.6 | 220 | 1.2 | 15 |
| 8 | 9 | 5.6 | 220 | 1.2 | 20 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Wang, C.; Lin, S. Molten Pool Behaviors in Double-Sided Pulsed GMAW of T-Joint: A Numerical Study. Metals 2021, 11, 1594. https://doi.org/10.3390/met11101594
Zhang H, Wang C, Lin S. Molten Pool Behaviors in Double-Sided Pulsed GMAW of T-Joint: A Numerical Study. Metals. 2021; 11(10):1594. https://doi.org/10.3390/met11101594
Chicago/Turabian StyleZhang, Haicang, Chunsheng Wang, and Sanbao Lin. 2021. "Molten Pool Behaviors in Double-Sided Pulsed GMAW of T-Joint: A Numerical Study" Metals 11, no. 10: 1594. https://doi.org/10.3390/met11101594
APA StyleZhang, H., Wang, C., & Lin, S. (2021). Molten Pool Behaviors in Double-Sided Pulsed GMAW of T-Joint: A Numerical Study. Metals, 11(10), 1594. https://doi.org/10.3390/met11101594