
The Evolution of the Nugget Zone for Dissimilar AA6061/AA7075 Joints Fabricated via Multiple-Pass Friction Stir Welding


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
- (1)
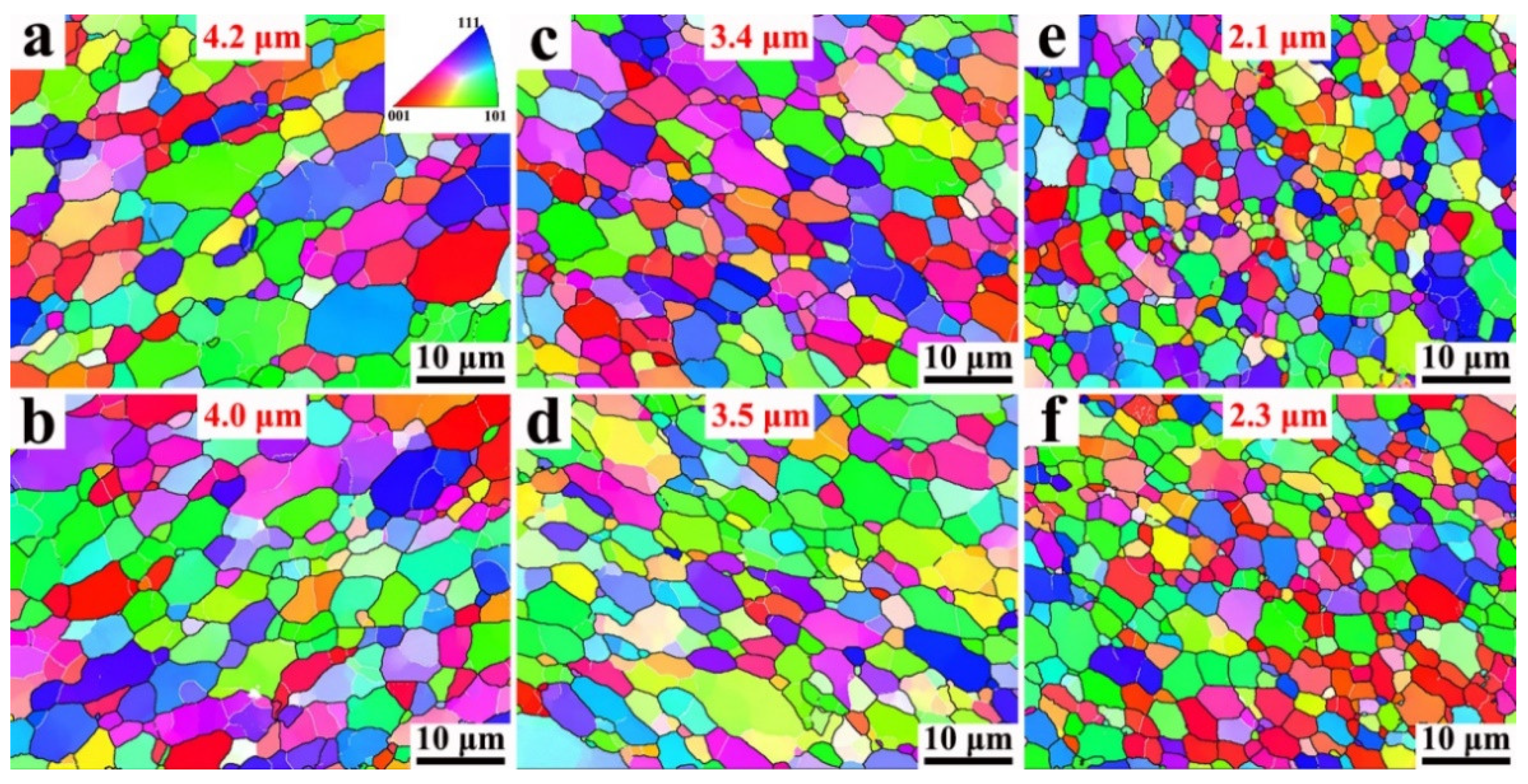
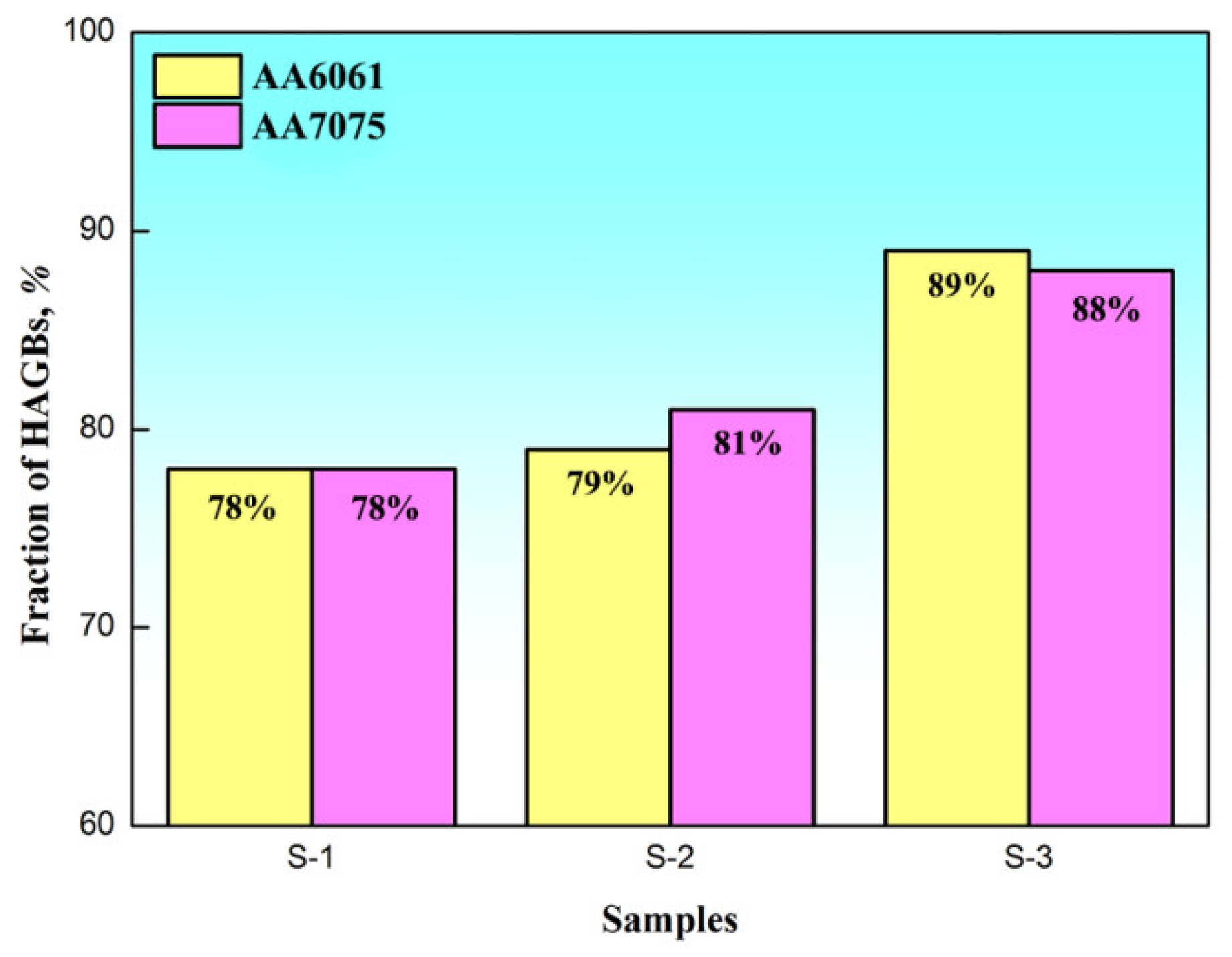
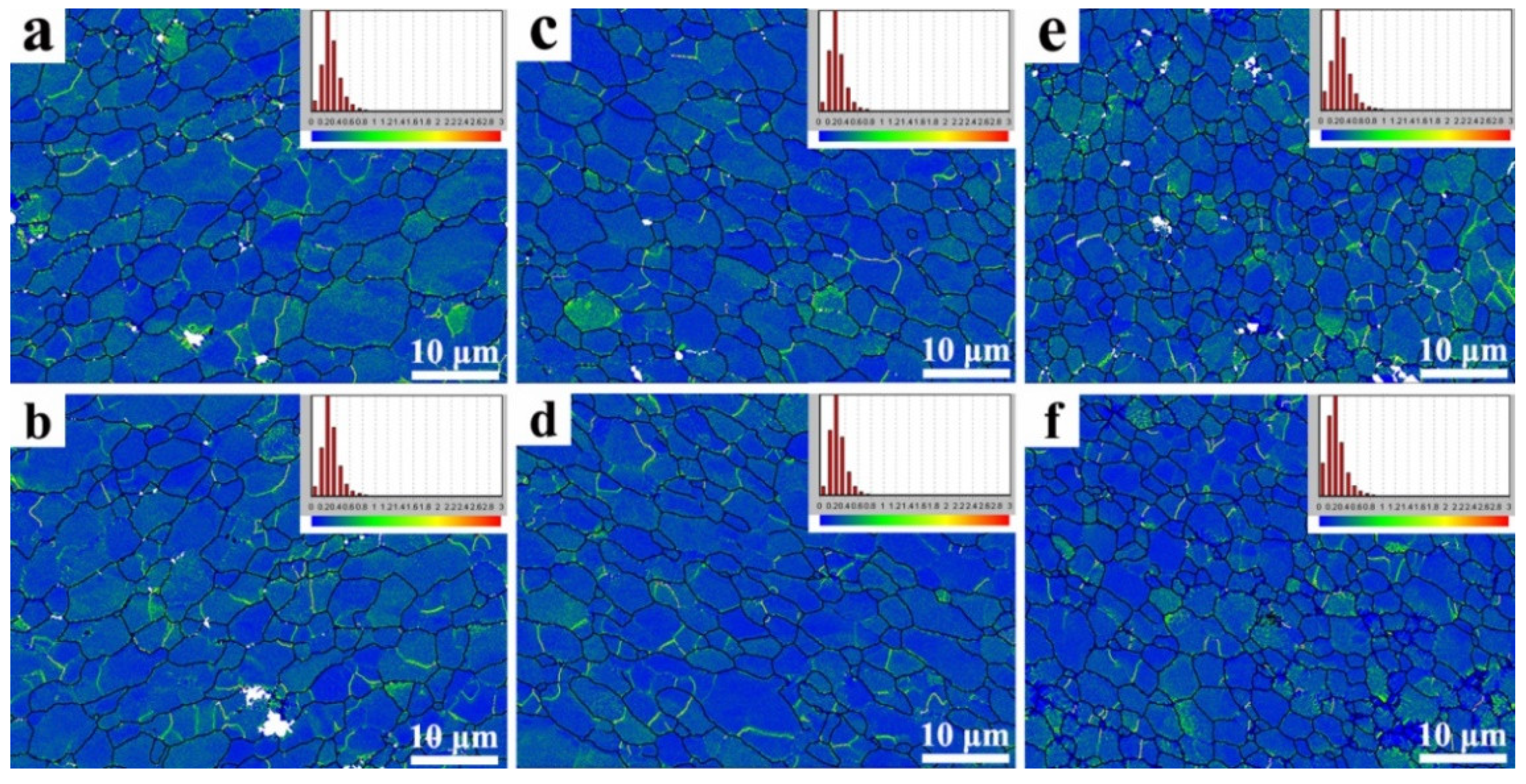
- Compared with single-pass FSW, the DRX time was prolonged with the application of a second overlapping pass, and sufficient DRX during the multiple-pass FSW led to finer grains (20% decrease in average grain size) with increased HAGBs (2% increase in fraction) in the NZ. Additionally, reversing the welding direction of the second overlapping pass enhanced the vertical flow of materials, increasing the FSW strain in the NZ. Consequently, the grain refinement and mixing of dissimilar materials during the second overlapping pass was significant, with the grains becoming further refined from 4.2 μm to 2.1 μm.
- (2)
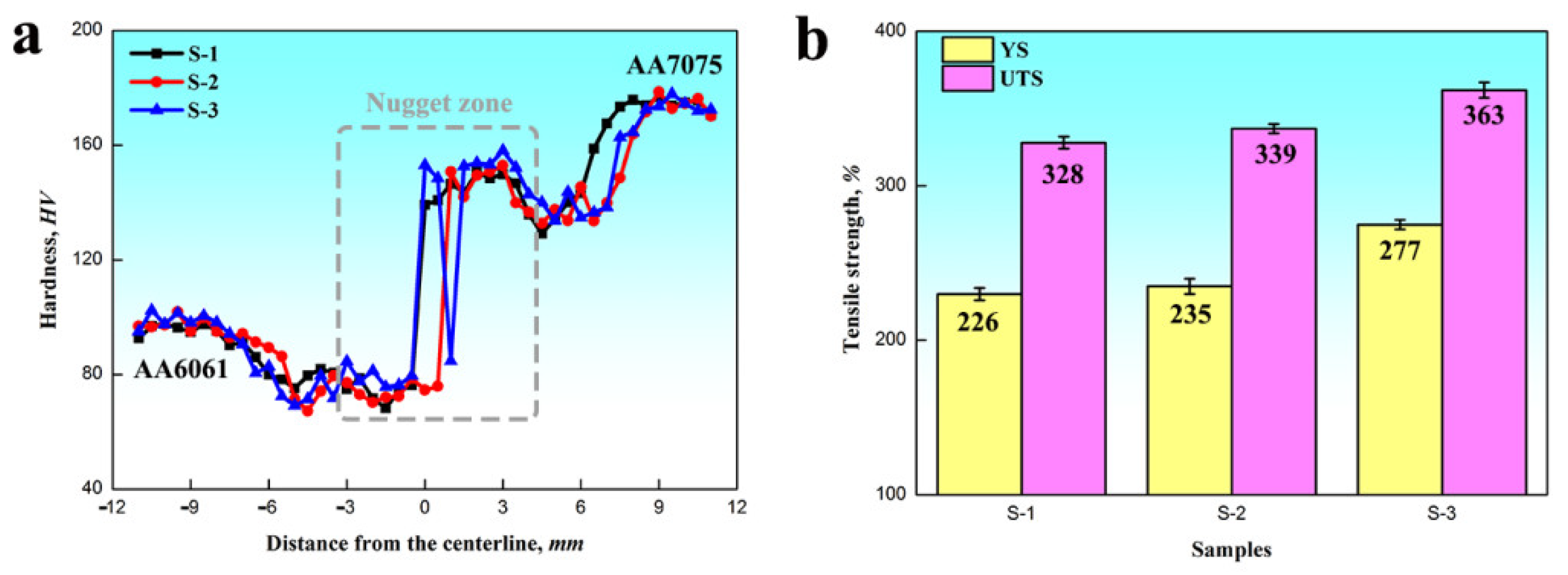
- In comparison to the single-pass FSW, the NZ was strengthened after the second overlapping pass, which was caused by both the grain refinement and the mechanical interlocking of the AA6061/AA7075. A 3% increase was observed in both yield strength and ultimate tensile strength. Moreover, the NZ fabricated via the multiple-pass FSW with an opposite welding direction showed the highest tensile strength among all FSW samples, and the yield strength and ultimate tensile strength was increased by more than 50/30 MPa by conducting a second overlapping pass.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Thomas, W.M.; Nicholas, E.D. Friction stir welding for the transportation industries. Mater. Des. 1997, 18, 269–273. [Google Scholar] [CrossRef]
- Flores, A.O.V.; Kennedy, A.C.; Murr, A.L.E.; Brown, A.D.; Pappu, A.S.; Nowak, A.B.M.; McClure, A.J.C. Microstructural issues in a friction stir welded aluminum alloy. Scripta Mater. 1998, 38, 703–708. [Google Scholar] [CrossRef]
- Rhodes, C.G.; Mahoney, M.W.; Bingel, W.H.; Spurling, R.A.; Bampton, C.C. Effects of friction stir welding on microstructure of 7075 aluminum. Scripta Mater. 1997, 36, 69–75. [Google Scholar] [CrossRef]
- Qian, Q.; Su, Y.S.; Cao, H.; Zhang, D.; Ouyang, Q.B. Effect of post-weld heat treatment on double-sided friction stir welded joint of 120 mm ultra-thick SiCp/Al composite plates. Mater. Charact. 2020, 169, 110668. [Google Scholar]
- Chen, Y.; Jiang, Y.F.; Zhang, F.H.; Ding, H.; Zhao, J.W.; Ren, Z.H. Water Cooling Effects on the Microstructural Evolution and Mechanical Properties of Friction-Stir-Processed Al-6061 Alloy. Trans. Indian Inst. Met. 2018, 71, 3077–3087. [Google Scholar] [CrossRef]
- Chen, Y.; Ding, H.; Li, J.Z.; Cai, Z.H.; Zhao, J.W.; Yang, W.J. Influence of multi-pass friction stir processing on the microstructure and mechanical properties of Al-5083 alloy. Mater. Sci. Eng. A 2016, 650, 281–289. [Google Scholar] [CrossRef]
- Zhou, N.; Song, D.F.; Qi, W.J.; Li, X.Z.; Zou, J.; Attallah, M.M. Influence of the kissing bond on the mechanical properties and fracture behaviour of AA5083-H112 friction stir welds. Mater. Sci. Eng. A 2018, 719, 12–20. [Google Scholar] [CrossRef] [Green Version]
- Leal, R.M.; Loureiro, A. Effect of overlapping friction stir welding passes in the quality of welds of aluminium alloys. Mater. Des. 2008, 29, 982–991. [Google Scholar] [CrossRef]
- Cui, G.R.; Ni, D.R.; Ma, Z.Y.; Li, S.X. Effects of Friction Stir Processing Parameters and In Situ Passes on Microstructure and Tensile Properties of Al-Si-Mg Casting. Metall. Mater. Trans. A 2014, 45, 5318–5331. [Google Scholar] [CrossRef]
- Muribwathoho, O.; Msomi, V.; Mabuwa, S.; Motshwanedi, S.S. Impact of multi-pass friction stir processing on microhardness of AA1050/AA6082 dissimilar joints. Mater. Today Proc. 2021, 46, 651–657. [Google Scholar] [CrossRef]
- El-Rayes, M.M.; El-Danaf, E.A. The influence of multi-pass friction stir processing on the microstructural and mechanical properties of Aluminum Alloy 6082. J. Mater. Process. Tech. 2012, 212, 1157–1168. [Google Scholar] [CrossRef]
- Brown, R.; Tang, W.; Reynolds, A.P. Multi-pass friction stir welding in alloy 7050-T7451: Effects on weld response variables and on weld properties. J. Mater. Process. Tech. 2009, 513, 115–121. [Google Scholar] [CrossRef]
- Msomi, V.; Mabuwa, S. Analysis of material positioning towards microstructure of the friction stir processed AA1050/AA6082 dissimilar joint. Adv. Ind. Manuf. Eng. 2020, 1, 100002. [Google Scholar] [CrossRef]
- Yu, H.L.; Su, L.H.; Lu, C.; Tieu, K.; Li, H.J.; Li, J.T. Enhanced mechanical properties of ARB-processed aluminum alloy 6061 sheets by subsequent asymmetric cryorolling and ageing. Mater. Sci. Eng. A 2016, 674, 256–261. [Google Scholar] [CrossRef] [Green Version]
- Janadaghi, M.R.; Pouraliakbar, H.; Saboori, A.; Hong, S.I.; Pavese, M. Comparative insight into the interfacial phase evolutions during solution treatment of dissimilar friction stir welded AA2198-AA7475 and AA2198-AA6013 aluminum sheets. Materials 2020, 14, 1290. [Google Scholar] [CrossRef] [PubMed]
- Guo, W.; Guo, J.Y.; Wang, J.D.; Yang, M.; Li, H.; Wen, X.Y.; Zhang, J.W. Evolution of precipitate microstructure during stress aging of an Al–Zn–Mg–Cu alloy. Mater. Sci. Eng. A 2015, 634, 167–175. [Google Scholar] [CrossRef]
- Jandaghi, M.R.; Pouraliakbar, H.; Hong, S.I.; Pavese, M. Grain bounaary transition associated intergranular failure analysis at TMAZ/SZ interface of dissimilar AA7475-AA2198 joints by friction stir welding. Mater. Lett. 2020, 280, 128557. [Google Scholar] [CrossRef]
- Jandaghi, M.R.; Badini, C.; Pavese, M. Dissimilar friction stir welding of AA2198 and AA7475: Effect of solution treatment and aging on the microstructure and mechanical strength. J. Manuf. Process. 2020, 57, 712–724. [Google Scholar] [CrossRef]
- Krishnan, K.N. On the formation of onion rings in friction stir welds. Mater. Sci. Eng. A 2002, 327, 246–251. [Google Scholar] [CrossRef]
- Liu, X.C.; Sun, Y.F.; Morisada, Y.; Fujii, H. Dynamics of rotational flow in friction stir welding of aluminium alloys. J. Mater. Process. Tech. 2018, 252, 643–651. [Google Scholar] [CrossRef]
- Chen, Y.; Wang, H.; Li, H.Y.; Ding, H.; Zhao, J.W.; Zhang, F.H. Investigation into the Dissimilar Friction Stir Welding of AA5052 and AA6061 Aluminum Alloys Using Pin-Eccentric Stir Tool. Metals 2019, 9, 718. [Google Scholar] [CrossRef] [Green Version]
- Chen, Y.; Wang, H.; Wang, X.Y.; Ding, H.; Zhao, J.W.; Zhang, F.H.; Ren, Z.H. Influence of tool pin eccentricity on microstructural evolution and mechanical properties of friction stir processed Al-5052 alloy. Mater. Sci. Eng. A 2019, 739, 272–276. [Google Scholar] [CrossRef]
- Li, Y.; Murr, L.E.; McClure, J.C. Solid-state flow visualization in the friction stir welding of 2024 Al to 6061 Al. Scripta Mater. 1999, 40, 1041–1046. [Google Scholar] [CrossRef]
- Guerra, M.; Schmidt, C.; McClure, J.C.; Murr, L.E.; Nunes, A.C. Flow patterns during friction stir welding. Mater. Charact. 2002, 49, 95–101. [Google Scholar] [CrossRef] [Green Version]
- Mishra, R.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Jata, K.V.; Semiatin, S.L. Continuous dynamic recrystallization during friction stir welding of high strength aluminum alloy. Scripta Mater. 2000, 43, 743–749. [Google Scholar] [CrossRef]
- Murr, L.E.; Liu, G.; McClure, J.C. Dynamic recrystallization in friction stir welding of aluminum alloy 1100. J. Mater. Sci. Lett. 1997, 16, 1081–1803. [Google Scholar] [CrossRef]
- Luo, X.C.; Kang, L.M.; Liu, H.L.; Li, J.Z.; Liu, Y.F.; Zhang, D.T.; Chen, D.L. Enhancing mechanical properties of AZ61 magnesium alloy via friction stir processing: Effect of processing parameters. Mater. Sci. Eng. A 2020, 797, 139945. [Google Scholar] [CrossRef]
- Azimzadegan, T.; Serajzadeh, S. An Investigation into Microstructures and Mechanical Properties of AA7075-T6 during Friction Stir Welding at Relatively High Rotational Speeds. J. Mater. Eng. Perform. 2010, 19, 1256–1263. [Google Scholar] [CrossRef]
- Liu, X.C.; Wu, C.S. Material flow in ultrasonic vibration enhanced friction stir welding. J. Mater. Process. Tech. 2015, 225, 32–44. [Google Scholar] [CrossRef]
- Sun, Z.P.; Yang, X.Q.; Li, D.X.; Cui, L. The local strength and toughness for stationary shoulder friction stir weld on AA6061-T6 alloy. Mater. Charact. 2016, 111, 114–121. [Google Scholar] [CrossRef]
- Li, D.X.; Yang, X.Q.; Cui, L.; He, F.Z.; Zhang, X. Investigation of stationary shoulder friction stir welding of aluminum alloy 7075-T651. J. Mater. Process. Tech. 2015, 222, 391–398. [Google Scholar] [CrossRef]
- Gavras, A.G.; Lado, D.A.; Champagne, V.K.; Warren, R.J. Effects of processing on microstructure evolution and fatigue crack growth mechanisms in cold-spray 6061 aluminum alloy. Int. J. Fatigue 2018, 110, 49–62. [Google Scholar] [CrossRef]
- Sato., Y.S.; Urata, M.; Kokawa, H. Parameters controlling microstructure and hardness during friction-stir welding of precipitation-hardenable aluminum alloy 6063. Metall. Mater. Trans. A 2002, 33, 625–635. [Google Scholar] [CrossRef]
- Su, J.Q.; Nelson, T.W.; Mishra, R.; Mahoney, M. Microstructural investigation of friction stir welded 7050-T651 aluminium. Acta Mater. 2003, 51, 713–729. [Google Scholar] [CrossRef]
- Kumar, P.V.; Reddy, G.M.; Rao, K.S. Microstructure, mechanical and corrosion behavior of high strength AA7075 aluminum alloy friction stir welds-Effect of post weld heat treatment. Def. Technol. 2015, 11, 362–369. [Google Scholar] [CrossRef] [Green Version]
- Sharma, C.; Dwivedi, D.K.; Kumar, P. Effect of post weld heat treatments on microstructure and mechanical properties of friction stir welded joints of Al-Zn-Mg alloy AA7039. Mater. Des. 2013, 43, 134–143. [Google Scholar] [CrossRef]
- Chandra, T.; Tsuzaki, K.; Militzer, M.; Ravindran, C. Grain growth behavior and mechanical properties of the friction stir welded zone of 7055 Al alloy followed by post weld heat treatment. Mater. Sci. Forum 2007, 239–534, 4087–4092. [Google Scholar]
- Feng, X.; Liu, H.; Babu, S.S. Effect of grain size refinement and precipitation reactions on strengthening in friction stir processed Al–Cu alloys. Scripta Mater. 2011, 65, 1057–1060. [Google Scholar] [CrossRef]
- Zande, J.; Sandstorm, R. One parameter model for strength properties of hardenable aluminium alloys. Mater. Des. 2008, 29, 1540–1548. [Google Scholar] [CrossRef]
- Kalinenko, A.; Kim, K.; Vysotskiy, I.; Zuiko, I.; Malopheyev, S.; Mironov, S.; Kaibyshev, R. Microstructure-strength relationship in friction-stir welded 6061-T6 aluminum alloy. Mater. Sci. Eng. A 2020, 793, 139858. [Google Scholar] [CrossRef]
- Ji, S.D.; Meng, X.C.; Liu, Z.L.; Huang, R.F.; Li, Z.W. Dissimilar friction stir welding of 6061 aluminum alloy and AZ31 magnesium alloy assisted with ultrasonic. Mater. Lett. 2017, 201, 173–176. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| AA6061 | Mg | Si | Cu | Mn | Fe | Cr | Al |
| 1.11 | 0.65 | 0.19 | 0.22 | 0.69 | 0.28 | Bal | |
| AA7075 | Zn | Mg | Cu | Mn | Fe | Cr | Al |
| 5.72 | 2.36 | 1.65 | 0.22 | 0.31 | 0.24 | Bal |
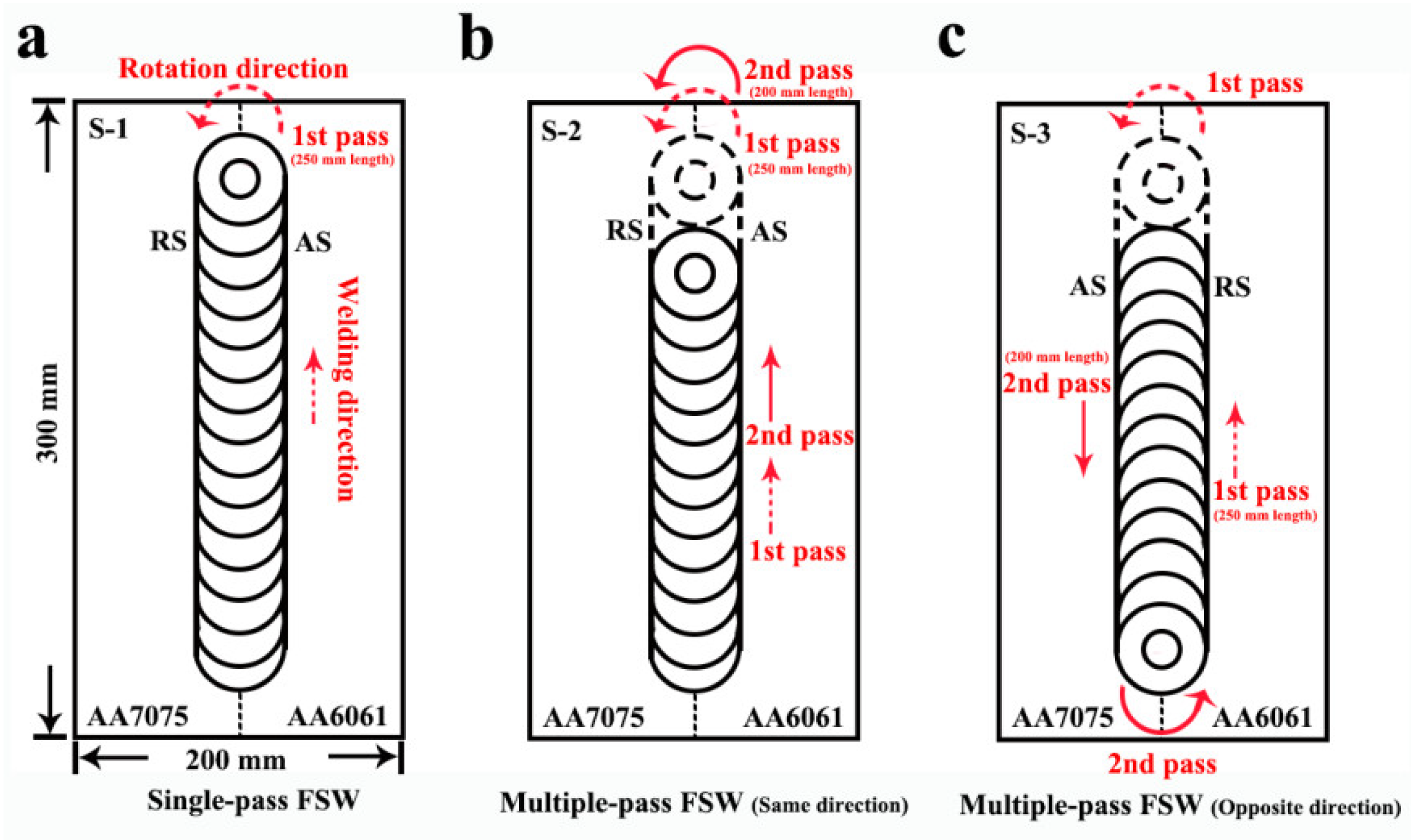
| Sample | Rotational Speed | Welding Speed | Plunge Depth | Tilt Angle | Pass Number | Direction of Second Pass |
|---|---|---|---|---|---|---|
| S-1 | 1200 rpm | 200 mm/min | 0.2 mm | 2.5° | 1 | - |
| S-2 | 1200 rpm | 200 mm/min | 0.2 mm | 2.5° | 2 | Same as the first pass |
| S-3 | 1200 rpm | 200 mm/min | 0.2 mm | 2.5° | 2 | Opposite to the first pass |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Y.; Cai, Z.; Ding, H.; Zhang, F. The Evolution of the Nugget Zone for Dissimilar AA6061/AA7075 Joints Fabricated via Multiple-Pass Friction Stir Welding. Metals 2021, 11, 1506. https://doi.org/10.3390/met11101506
Chen Y, Cai Z, Ding H, Zhang F. The Evolution of the Nugget Zone for Dissimilar AA6061/AA7075 Joints Fabricated via Multiple-Pass Friction Stir Welding. Metals. 2021; 11(10):1506. https://doi.org/10.3390/met11101506
Chicago/Turabian StyleChen, Yu, Zhihui Cai, Hua Ding, and Fenghe Zhang. 2021. "The Evolution of the Nugget Zone for Dissimilar AA6061/AA7075 Joints Fabricated via Multiple-Pass Friction Stir Welding" Metals 11, no. 10: 1506. https://doi.org/10.3390/met11101506
APA StyleChen, Y., Cai, Z., Ding, H., & Zhang, F. (2021). The Evolution of the Nugget Zone for Dissimilar AA6061/AA7075 Joints Fabricated via Multiple-Pass Friction Stir Welding. Metals, 11(10), 1506. https://doi.org/10.3390/met11101506