Friction Stir Welding of a TRIP Fe49Mn30Cr10Co10C1 High Entropy Alloy




Abstract
1. Introduction
2. Materials and Methods
3. Results
4. Discussion
5. Conclusions
- In the initial condition, the alloy had a recrystallized microstructure consisted mainly of the fcc γ phase, with a grain size of ~7 μm. The fractions of the ε phase and M23C6 carbides were ~5% and ~4%, respectively;
- Sound joints were obtained with all studied parameters of welding. FSW slightly decreased the fraction of the carbides to 1–2%, while the ɛ phase percentage remained at the same level. The grain size of the γ phase in the stir zone decreased to ~1–5 μm depending on the welding parameters;
- Due to a smaller grain size, the microhardness of the welds was higher than that of the base material; this increase in strength can be explained by static Hall–Petch strengthening with σ0 = 182 MPa and Ky = 521 MPa/μm−1/2. The highest value in both the microhardness and yield stress was obtained after FSW at the tool rotation speed of 400 rpm and the tool traverse speed of 100 mm/min. An increase in the tool rotation speed resulted in an increase in grain size and a decrease in the yield strength. A decrease in the tool traverse speed from 100 to 50 mm/min resulted in some decrease in both yield strength and microhardness;
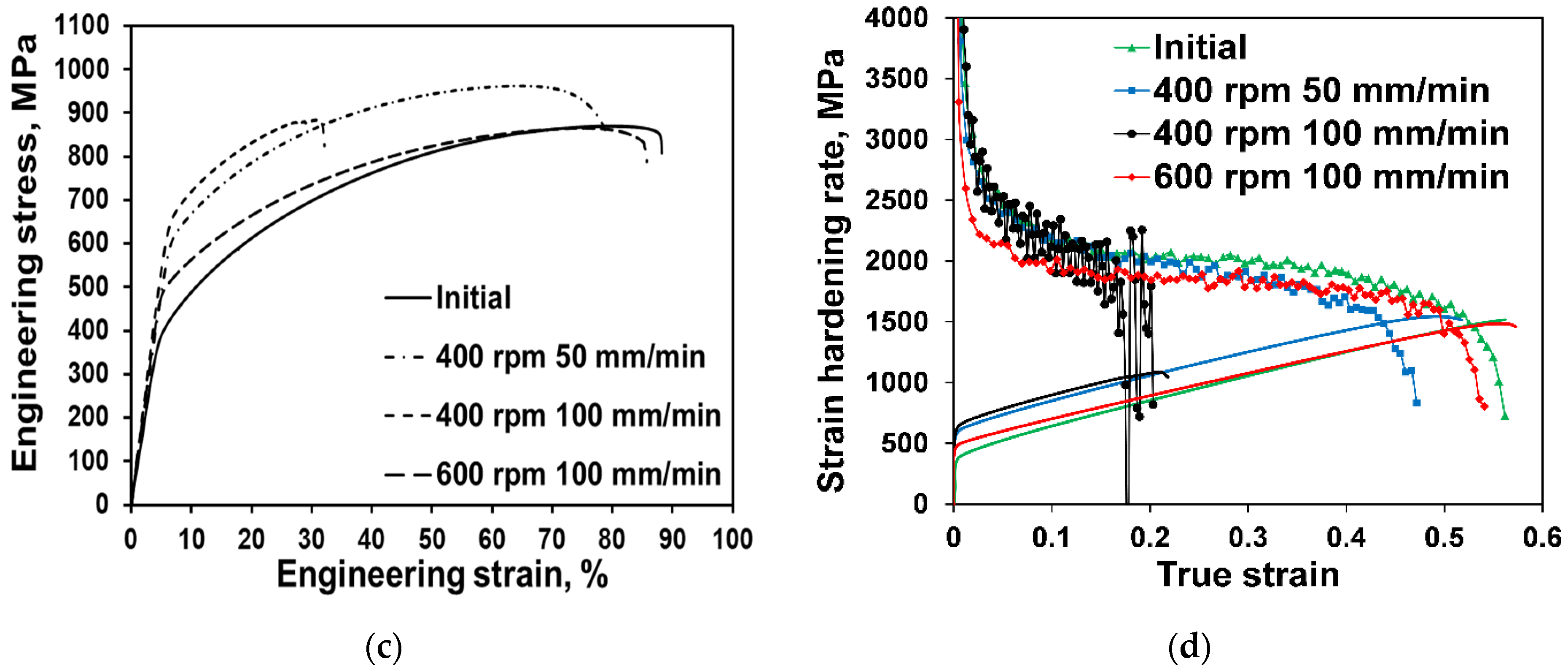
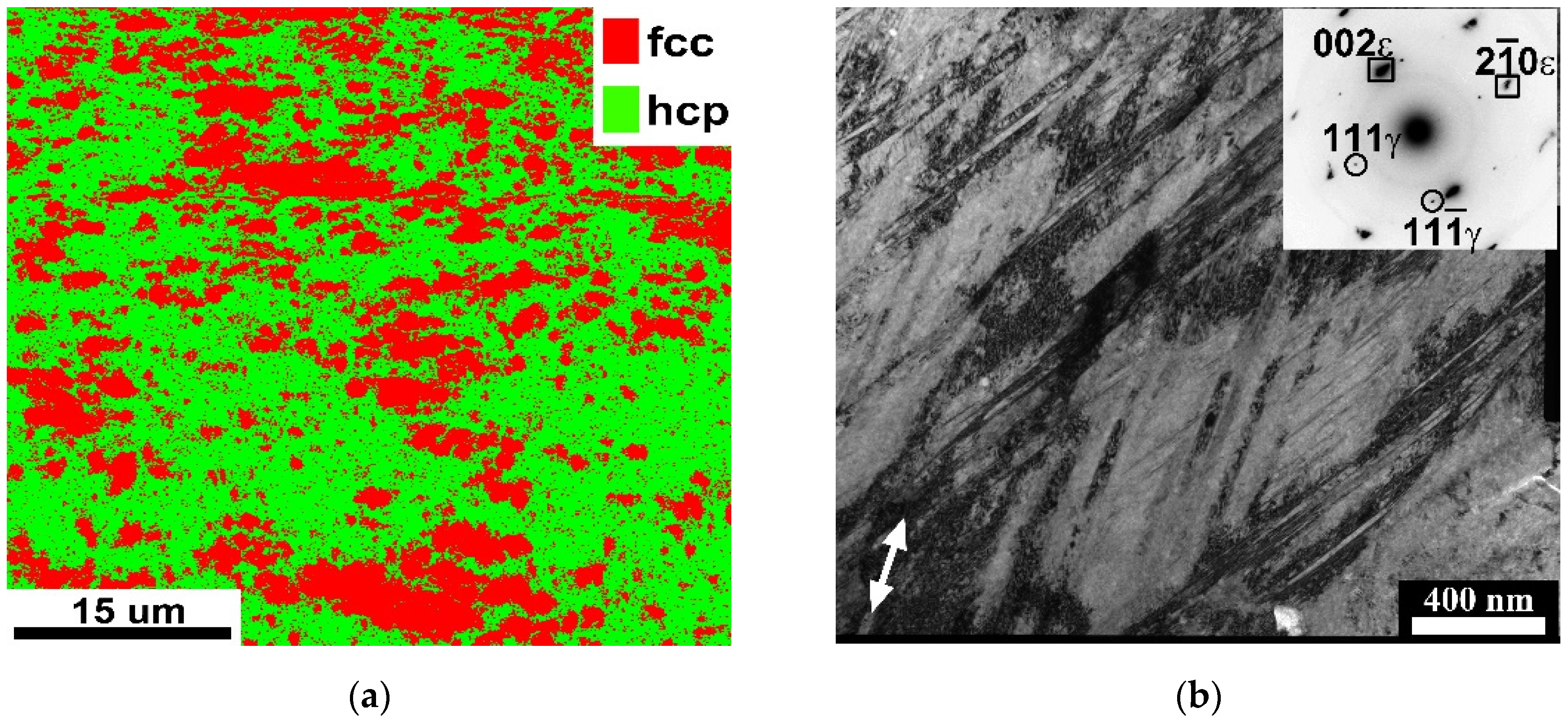
- The fcc γ to hcp ɛ martensitic transformation developed during a tensile test at room temperature, resulting in high values of both ultimate tensile strength and total elongation in all cases. For example, the tool rotation speed of 400 rpm and tool traverse speed of 100 mm/min resulted in the UTS and TE values of 962 MPa and 60%, respectively. The volume fraction of the ɛ martensite in this specimen after tensile testing was found to be 67%. The efficiency of the TRIP effect can be decreased due to the presence of carbon, which increases the stability of the γ phase.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Miracle, D.B.; Senkov, O.N. A critical review of high entropy alloys and related concepts. Acta Mater. 2017, 122, 448–511. [Google Scholar] [CrossRef]
- Cantor, B.; Chang, I.T.H.; Knight, P.; Vincent, A.J.B. Microstructural development in equiatomic multicomponent alloys. Mater. Sci. Eng. A 2004, 375–377, 213–218. [Google Scholar] [CrossRef]
- Yeh, J.W.; Chen, S.K.; Lin, S.J.; Gan, J.Y.; Chin, T.S.; Shun, T.T.; Tsau, C.H.; Chang, S.Y. Nanostructured high-entropy alloys with multiple principal elements: Novel alloy design concepts and outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- George, E.P.; Raabe, D.; Ritchie, R.O. High-entropy alloys. Nat. Rev. Mater. 2019, 4, 515–534. [Google Scholar] [CrossRef]
- Otto, F.; Yang, Y.; Bei, H.; George, E.P. Relative effects of enthalpy and entropy on the phase stability of equiatomic high-entropy alloys. Acta Mater. 2013, 61, 2628–2638. [Google Scholar] [CrossRef]
- Klimova, M.V.; Semenyuk, A.O.; Shaysultanov, D.G.; Salishchev, G.A.; Zherebtsov, S.V.; Stepanov, N.D. Effect of carbon on cryogenic tensile behavior of CoCrFeMnNi-type high entropy alloys. J. Alloys Compd. 2019, 811, 152000. [Google Scholar] [CrossRef]
- Klimova, M.; Shaysultanov, D.; Semenyuk, A.; Zherebtsov, S.; Salishchev, G.; Stepanov, N. Effect of nitrogen on mechanical properties of CoCrFeMnNi high entropy alloy at room and cryogenic temperatures. J. Alloys Compd. 2020, 849, 156633. [Google Scholar] [CrossRef]
- Klimova, M.; Shaysultanov, D.; Semenyuk, A.; Zherebtsov, S.; Stepanov, N. Effect of carbon on recrystallised microstructures and properties of CoCrFeMnNi-type high-entropy alloys. J. Alloys Compd. 2021, 851, 156839. [Google Scholar] [CrossRef]
- Aguilar-Hurtado, J.Y.; Vargas-Uscategui, A.; Zambrano-Mera, D.; Palma-Hillerns, R. The effect of boron content on the microstructure and mechanical properties of Fe 50-X Mn 30 Co 10 Cr 10 B X (x = 0, 0.3, 0.6 and 1.7 wt%) multi-component alloys prepared by arc-melting. Mater. Sci. Eng. A 2019, 748, 244–252. [Google Scholar] [CrossRef]
- Zhang, W.; Yan, D.; Lu, W.; Li, Z. Carbon and nitrogen co-doping enhances phase stability and mechanical properties of a metastable high-entropy alloy. J. Alloys Compd. 2020, 831, 154799. [Google Scholar] [CrossRef]
- Zhu, S.; Yan, D.; Gan, K.; Lu, W.; Li, Z. Awakening the metastability of an interstitial high entropy alloy via severe deformation. Scr. Mater. 2021, 191, 96–100. [Google Scholar] [CrossRef]
- Liu, K.; Nene, S.S.; Frank, M.; Sinha, S.; Mishra, R.S. Metastability-assisted fatigue behavior in a friction stir processed dual-phase high entropy alloy. Mater. Res. Lett. 2018, 6, 613–619. [Google Scholar] [CrossRef]
- Li, Z.; Tasan, C.C.; Springer, H.; Gault, B.; Raabe, D. Interstitial atoms enable joint twinning and transformation induced plasticity in strong and ductile high-entropy alloys. Sci. Rep. 2017, 7, 40704. [Google Scholar] [CrossRef] [PubMed]
- Li, Z.; Pradeep, K.G.; Deng, Y.; Raabe, D.; Tasan, C.C. Metastable high-entropy dual-phase alloys overcome the strength-ductility trade-off. Nature 2016, 534, 227–230. [Google Scholar] [CrossRef] [PubMed]
- Li, Z.; Raabe, D. Strong and Ductile Non-equiatomic High-Entropy Alloys: Design, Processing, Microstructure, and Mechanical Properties. Jom 2017, 69, 2099–2106. [Google Scholar] [CrossRef]
- Nene, S.S.; Liu, K.; Frank, M.; Mishra, R.S.; Brennan, R.E.; Cho, K.C.; Li, Z.; Raabe, D. Enhanced strength and ductility in a friction stir processing engineered dual phase high entropy alloy. Sci. Rep. 2017, 7, 16167. [Google Scholar] [CrossRef]
- Li, Z.; Tasan, C.C.; Pradeep, K.G.; Raabe, D. A TRIP-assisted dual-phase high-entropy alloy: Grain size and phase fraction effects on deformation behavior. Acta Mater. 2017, 131, 323–335. [Google Scholar] [CrossRef]
- Basu, S.; Li, Z.; Pradeep, K.G.; Raabe, D. Strain rate sensitivity of a TRIP-assisted dual-phase high-entropy alloy. Front. Mater. 2018, 5, 1–10. [Google Scholar] [CrossRef]
- Lu, W.; Liebscher, C.H.; Dehm, G.; Raabe, D.; Li, Z. Bidirectional Transformation Enables Hierarchical Nanolaminate Dual-Phase High-Entropy Alloys. Adv. Mater. 2018, 30, 1804727. [Google Scholar] [CrossRef]
- He, Z.F.; Jia, N.; Wang, H.W.; Liu, Y.; Li, D.Y.; Shen, Y.F. The effect of strain rate on mechanical properties and microstructure of a metastable FeMnCoCr high entropy alloy. Mater. Sci. Eng. A 2020, 776, 138982. [Google Scholar] [CrossRef]
- Li, Z.; Raabe, D. Influence of compositional inhomogeneity on mechanical behavior of an interstitial dual-phase high-entropy alloy. Mater. Chem. Phys. 2018, 210, 29–36. [Google Scholar] [CrossRef]
- Su, J.; Raabe, D.; Li, Z. Hierarchical microstructure design to tune the mechanical behavior of an interstitial TRIP-TWIP high-entropy alloy. Acta Mater. 2019, 163, 40–54. [Google Scholar] [CrossRef]
- Park, S.; Nam, H.; Na, Y.; Kim, H.; Moon, Y.; Kang, N. Effect of Initial Grain Size on Friction Stir Weldability for Rolled and Cast CoCrFeMnNi High-Entropy Alloys. Met. Mater. Int. 2020, 26, 641–649. [Google Scholar] [CrossRef]
- Park, S.; Nam, H.; Park, J.; Na, Y.; Kim, H.; Kang, N. Superior-tensile property of CoCrFeMnNi alloys achieved using friction-stir welding for cryogenic applications. Mater. Sci. Eng. A 2020, 788, 139547. [Google Scholar] [CrossRef]
- Filho, F.C.G.; Monteiro, S.N. Welding joints in high entropy alloys: A short-review on recent trends. Materials 2020, 13, 1411. [Google Scholar] [CrossRef]
- Lopes, J.G.; Oliveira, J.P. A short review on welding and joining of high entropy alloys. Metals 2020, 10, 212. [Google Scholar] [CrossRef]
- Qin, X.; Xu, Y.; Sun, Y.; Fujii, H.; Zhu, Z.; Shek, C.H. Effect of process parameters on microstructure and mechanical properties of friction stir welded CoCrFeNi high entropy alloy. Mater. Sci. Eng. A 2020, 782, 139277. [Google Scholar] [CrossRef]
- Shaysultanov, D.; Stepanov, N.; Malopheyev, S.; Vysotskiy, I.; Sanin, V.; Mironov, S.; Kaibyshev, R.; Salishchev, G.; Zherebtsov, S. Friction stir welding of a carbon-doped CoCrFeNiMn high-entropy alloy. Mater. Charact. 2018, 145, 353–361. [Google Scholar] [CrossRef]
- Shaysultanov, D.G.; Stepanov, N.D.; Vysotskiy, I.V.; Zherebtsov, S.V. Effect of friction stir welding on the structure and mechanical properties of the CoCrFeNiMn-0.9%C alloy. In AIP Conference Proceedings; AIP Publishing LLC.: Melville, NY, USA, 2019; Volume 2167, p. 4. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Zhilyaev, A.P.; Shakhova, I.; Belyakov, A.; Kaibyshev, R.; Langdon, T.G. Wear resistance and electroconductivity in copper processed by severe plastic deformation. Wear 2013, 305, 89–99. [Google Scholar] [CrossRef]
- Zhu, Z.G.; Sun, Y.F.; Ng, F.L.; Goh, M.H.; Liaw, P.K.; Fujii, H.; Nguyen, Q.B.; Xu, Y.; Shek, C.H.; Nai, S.M.L.; et al. Friction-stir welding of a ductile high entropy alloy: Microstructural evolution and weld strength. Mater. Sci. Eng. A 2018, 711, 524–532. [Google Scholar] [CrossRef]
- Song, K.H.; Fujii, H.; Nakata, K. Effect of welding speed on microstructural and mechanical properties of friction stir welded Inconel 600. Mater. Des. 2009, 30, 3972–3978. [Google Scholar] [CrossRef]
- Zhu, Z.G.; Sun, Y.F.; Goh, M.H.; Ng, F.L.; Nguyen, Q.B.; Fujii, H.; Nai, S.M.L.; Wei, J.; Shek, C.H. Friction stir welding of a CoCrFeNiAl0.3 high entropy alloy. Mater. Lett. 2017, 205, 142–144. [Google Scholar] [CrossRef]
- Fonda, R.W.; Knipling, K.E. Texture development in friction stir welds. Sci. Technol. Weld. Join. 2011, 16, 288–294. [Google Scholar] [CrossRef]
- Mironov, S.; Sato, Y.S.; Kokawa, H.; Inoue, H.; Tsuge, S. Structural response of superaustenitic stainless steel to friction stir welding. Acta Mater. 2011, 59, 5472–5481. [Google Scholar] [CrossRef]
- Yang, Z.; Yan, D.; Lu, W.; Li, Z. A TWIP-TRIP quinary high-entropy alloy: Tuning phase stability and microstructure for enhanced mechanical properties. Mater. Sci. Eng. A 2021, 801, 140441. [Google Scholar] [CrossRef]
- Otto, F.; Dlouhý, A.; Somsen, C.; Bei, H.; Eggeler, G.; George, E.P. The influences of temperature and microstructure on the tensile properties of a CoCrFeMnNi high-entropy alloy. Acta Mater. 2013, 61, 5743–5755. [Google Scholar] [CrossRef]
- Chen, L.B.; Wei, R.; Tang, K.; Zhang, J.; Jiang, F.; He, L.; Sun, J. Heavy carbon alloyed FCC-structured high entropy alloy with excellent combination of strength and ductility. Mater. Sci. Eng. A 2018, 716, 150–156. [Google Scholar] [CrossRef]
- Wu, Z.; Bei, H.; Pharr, G.M.; George, E.P. Temperature dependence of the mechanical properties of equiatomic solid solution alloys with face-centered cubic crystal structures. Acta Mater. 2014, 81, 428–441. [Google Scholar] [CrossRef]
- Klimova, M.V.; Shaysultanov, D.G.; Chernichenko, R.S.; Sanin, V.N.; Stepanov, N.D.; Zherebtsov, S.V.; Belyakov, A.N. Recrystallized microstructures and mechanical properties of a C-containing CoCrFeNiMn-type high-entropy alloy. Mater. Sci. Eng. A 2019, 740–741. [Google Scholar] [CrossRef]
- Chen, L.B.; Wei, R.; Tang, K.; Zhang, J.; Jiang, F.; Sun, J. Ductile-brittle transition of carbon alloyed Fe40Mn40Co10Cr10 high entropy alloys. Mater. Lett. 2019, 236, 416–419. [Google Scholar] [CrossRef]
- Kashaev, N.; Ventzke, V.; Stepanov, N.; Shaysultanov, D.; Sanin, V.; Zherebtsov, S. Laser beam welding of a CoCrFeNiMn-type high entropy alloy produced by self-propagating high-temperature synthesis. Intermetallics 2018, 96, 63–71. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Designation | ω, rpm | ν, mm/min |
|---|---|---|
| 400-50 | 400 | 50 |
| 400-100 | 400 | 100 |
| 600-100 | 600 | 100 |
| 800-100 | 800 | 100 |
| 1000-100 | 1000 | 100 |
| Specimen | ||||||||
|---|---|---|---|---|---|---|---|---|
| Area # | Structure parameter | 400-50 | 400-100 | 600-100 | 800-100 | 1000-100 | Initial | |
| 1 | d, µm | 1.6 ± 1.2 | 1.0 ± 0.6 | 2.3 ± 1.9 | 2.3 ± 1.0 | 2.0 ± 1.9 | d, µm | 7.0 ± 3.2 |
| hcp fraction, % | 0.1 | 5.0 | 0.2 | 0.3 | 0.3 | hcp fraction, % | 4.9 | |
| GND density, ×1014 m2 | 7.68 | 6.07 | 5.7 | 5.0 | 3.94 | GND density, ×1014 m2 | 1.72 | |
| 2 | d, µm | 2.3 ± 2.0 | 1.8 ± 1.5 | 4.9 ± 3.8 | 4.3 ± 3.5 | 5.4 ± 4.3 | - | |
| hcp fraction, % | 0.2 | 3.0 | 0.2 | 0.2 | 0.2 | |||
| GND density, ×1014 m2 | 7.72 | 3.71 | 4.73 | 3.1 | 2.4 | |||
| 3 | d, µm | 4.7 ± 3.7/1.7 ± 1.1 | 2.3 ± 1.6/1.0 ± 0.6 | 3.4 ± 2.3/1.2 ± 0.9 | 3.9 ± 3.0/1.5 ± 1.0 | 4.4 ± 4.1/1.9 ± 1.3 | ||
| hcp fraction, % | 0.5 | 1.5 | 0.3 | 0.2 | 2.0 | |||
| GND density, ×1014 m2 | 7.67 | 5.12 | 6.71 | 4.0 | 2.37 | |||
| Carbon content, at.% | 0 | 0.1 | 0.2 | 0.3 | 0.4 | 0.5 | 0.6 | 0.7 | 0.8 | 0.9 | 1.0 |
| ΔGfcc-hcp, kJ/mole | 0.1 | 0.39 | 0.4 | 0.4 | 0.41 | 0.42 | 0.42 | 0.43 | 0.44 | 0.45 | 0.47 |
| Condition:ω-ν | YS 1, MPa | UTS 2, MPa | TE 3, % |
| Transversalspecimens | |||
| Initial | 385 ± 5 | 874 ± 17 | 81 |
| 400-50 | 390 ± 5 | 879 ± 17 | 31 |
| 400-100 | 385 ± 5 | 706 ± 13 | 12 |
| 600-100 | 390 ± 5 | 809 ± 15 | 25 |
| 800-100 | 388 ± 5 | 818 ± 16 | 30 |
| 1000-100 | 385 ± 5 | 625 ± 12 | 11 |
| Longitudinal specimens | |||
| Initial | 360 ± 5 | 870 ± 17 | 70 |
| 400-50 | 565 ± 8 | 962 ± 18 | 60 |
| 400-100 | 610 ± 9 | 884 ± 17 | 25 |
| 600-100 | 465 ± 7 | 865 ± 16 | 68 |
| 800-100 | 480 ± 7 | 785 ± 15 | 35 |
| 1000-100 | 475 ± 7 | 767 ± 15 | 32 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shaysultanov, D.; Raimov, K.; Stepanov, N.; Zherebtsov, S. Friction Stir Welding of a TRIP Fe49Mn30Cr10Co10C1 High Entropy Alloy. Metals 2021, 11, 66. https://doi.org/10.3390/met11010066
Shaysultanov D, Raimov K, Stepanov N, Zherebtsov S. Friction Stir Welding of a TRIP Fe49Mn30Cr10Co10C1 High Entropy Alloy. Metals. 2021; 11(1):66. https://doi.org/10.3390/met11010066
Chicago/Turabian StyleShaysultanov, Dmitry, Kazimzhon Raimov, Nikita Stepanov, and Sergey Zherebtsov. 2021. "Friction Stir Welding of a TRIP Fe49Mn30Cr10Co10C1 High Entropy Alloy" Metals 11, no. 1: 66. https://doi.org/10.3390/met11010066
APA StyleShaysultanov, D., Raimov, K., Stepanov, N., & Zherebtsov, S. (2021). Friction Stir Welding of a TRIP Fe49Mn30Cr10Co10C1 High Entropy Alloy. Metals, 11(1), 66. https://doi.org/10.3390/met11010066