Investigation of Vanadium-Containing Sludge Oxidation Roasting Process for Vanadium Extraction

 , , ,
, , ,
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Oxidation Roasting
2.2.2. X-Ray Diffraction Analysis
2.2.3. Thermogravimetric Analysis
2.2.4. Thermodynamic Calculation
3. Results and Discussion
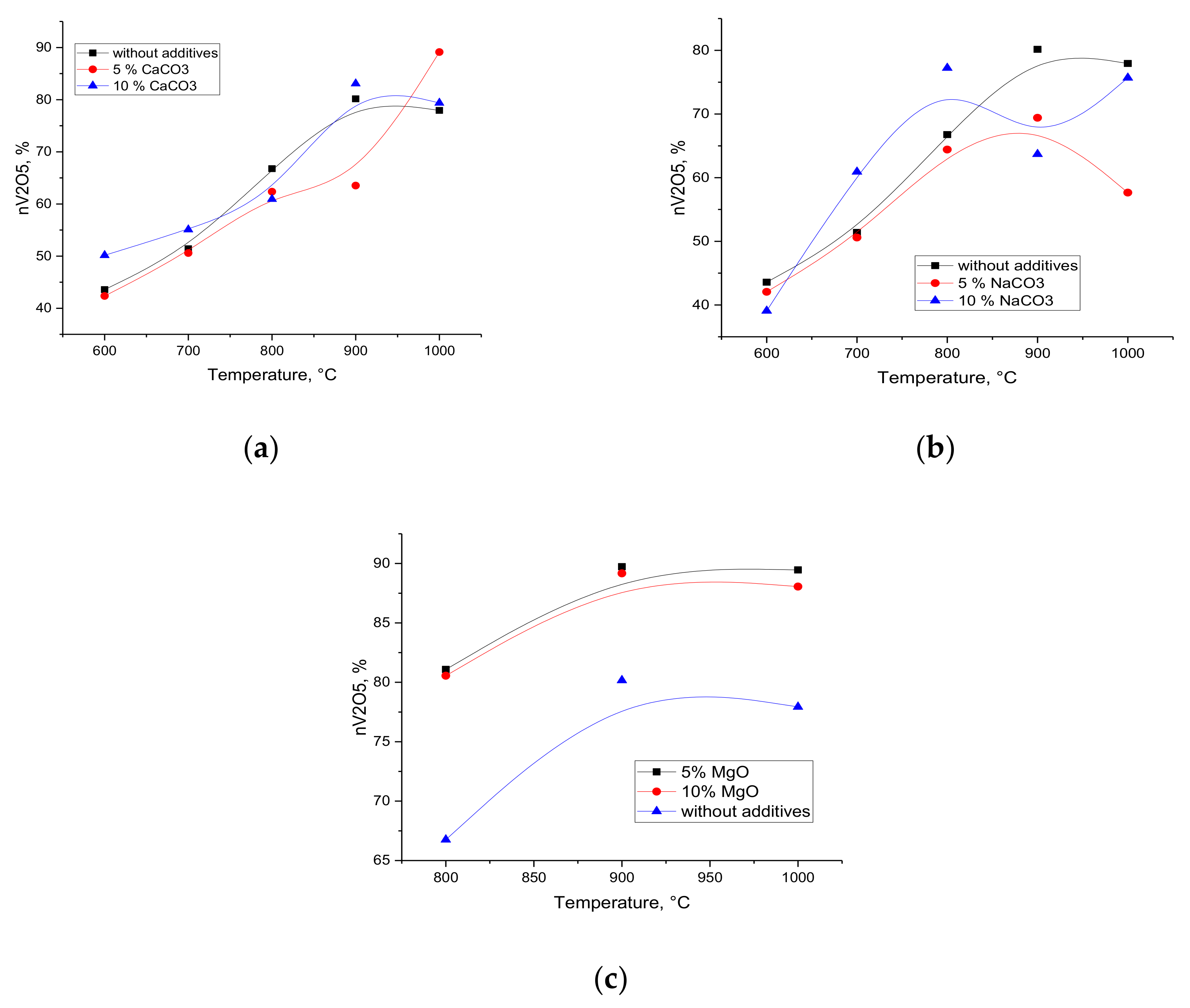
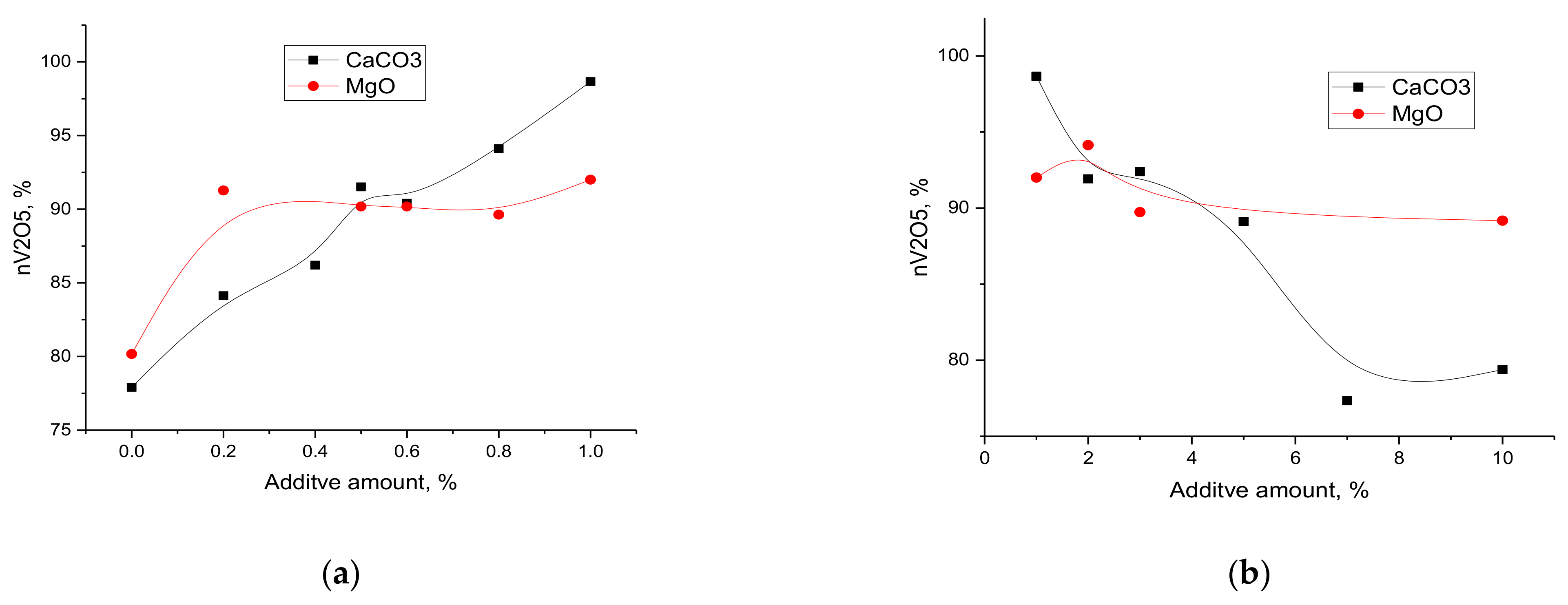
3.1. The Oxidation Roasting Efficiency
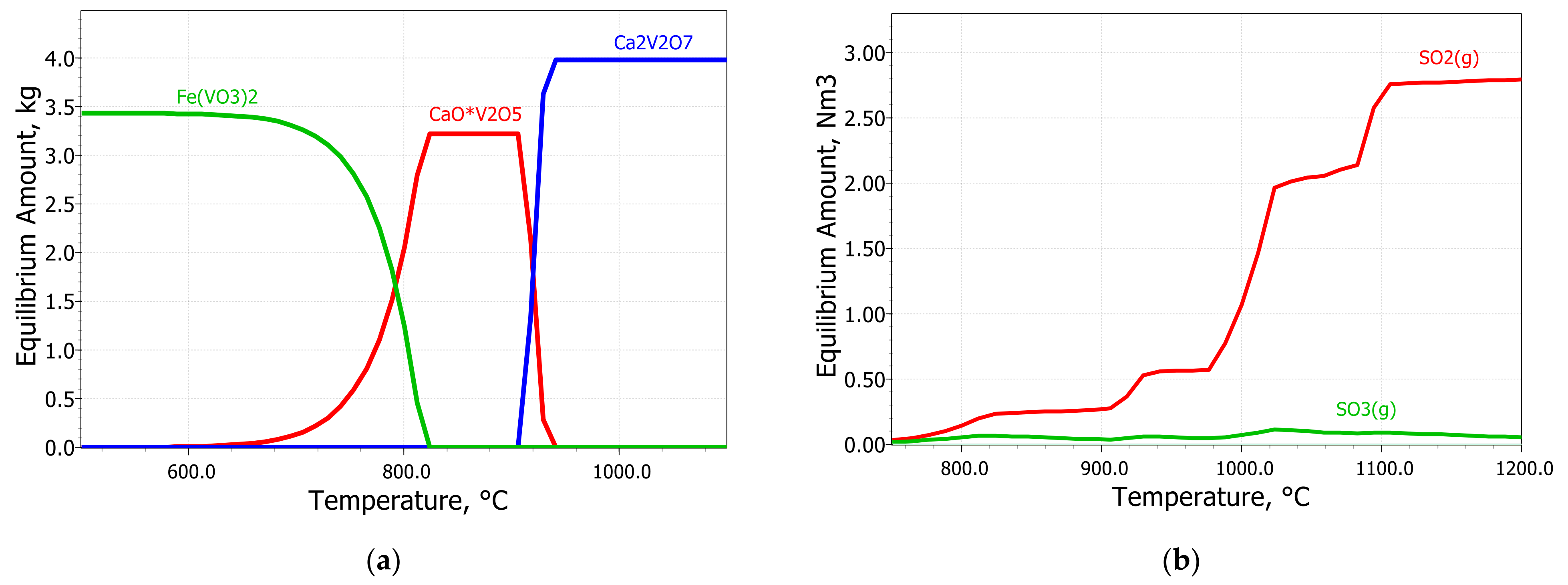
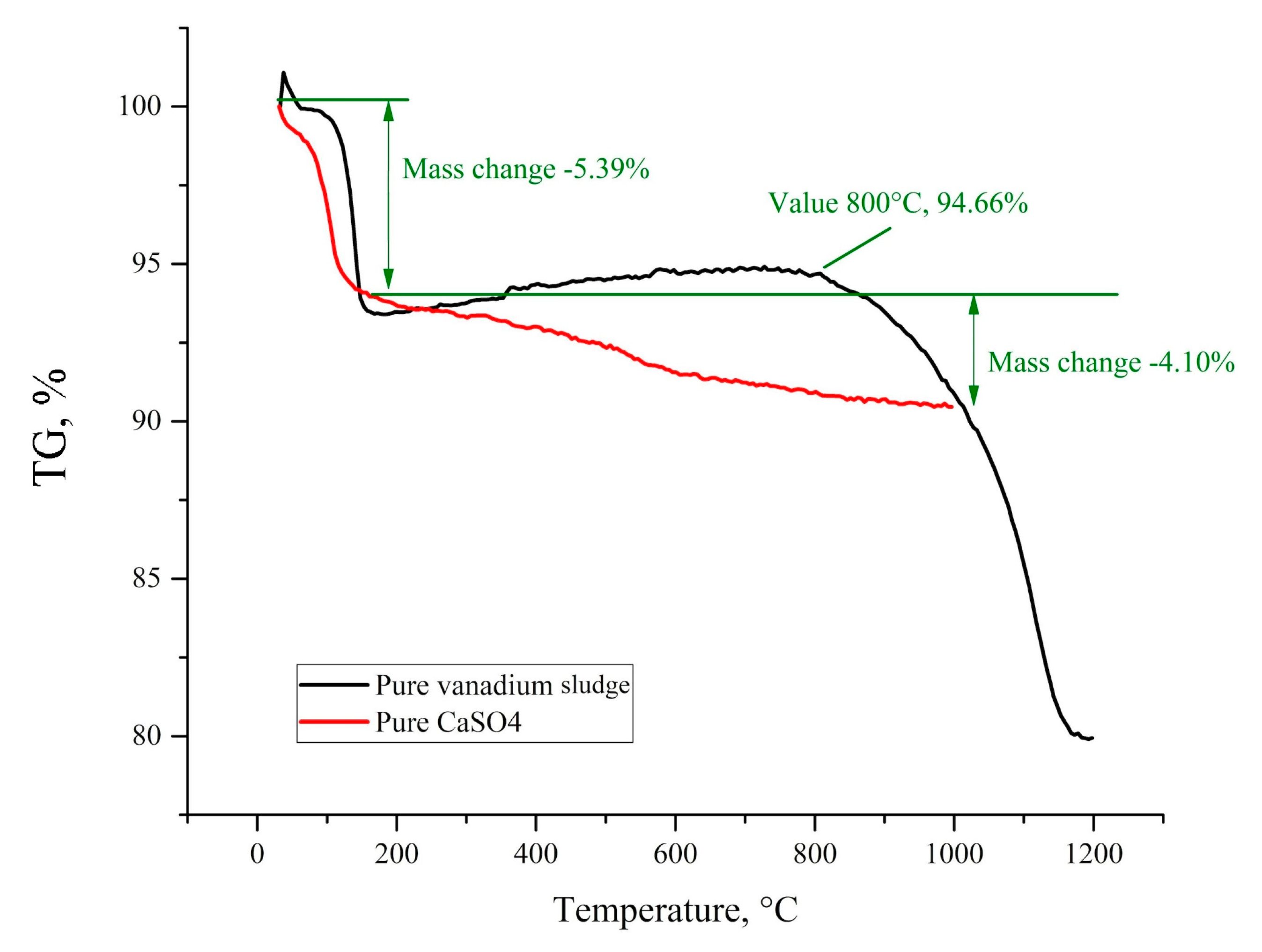
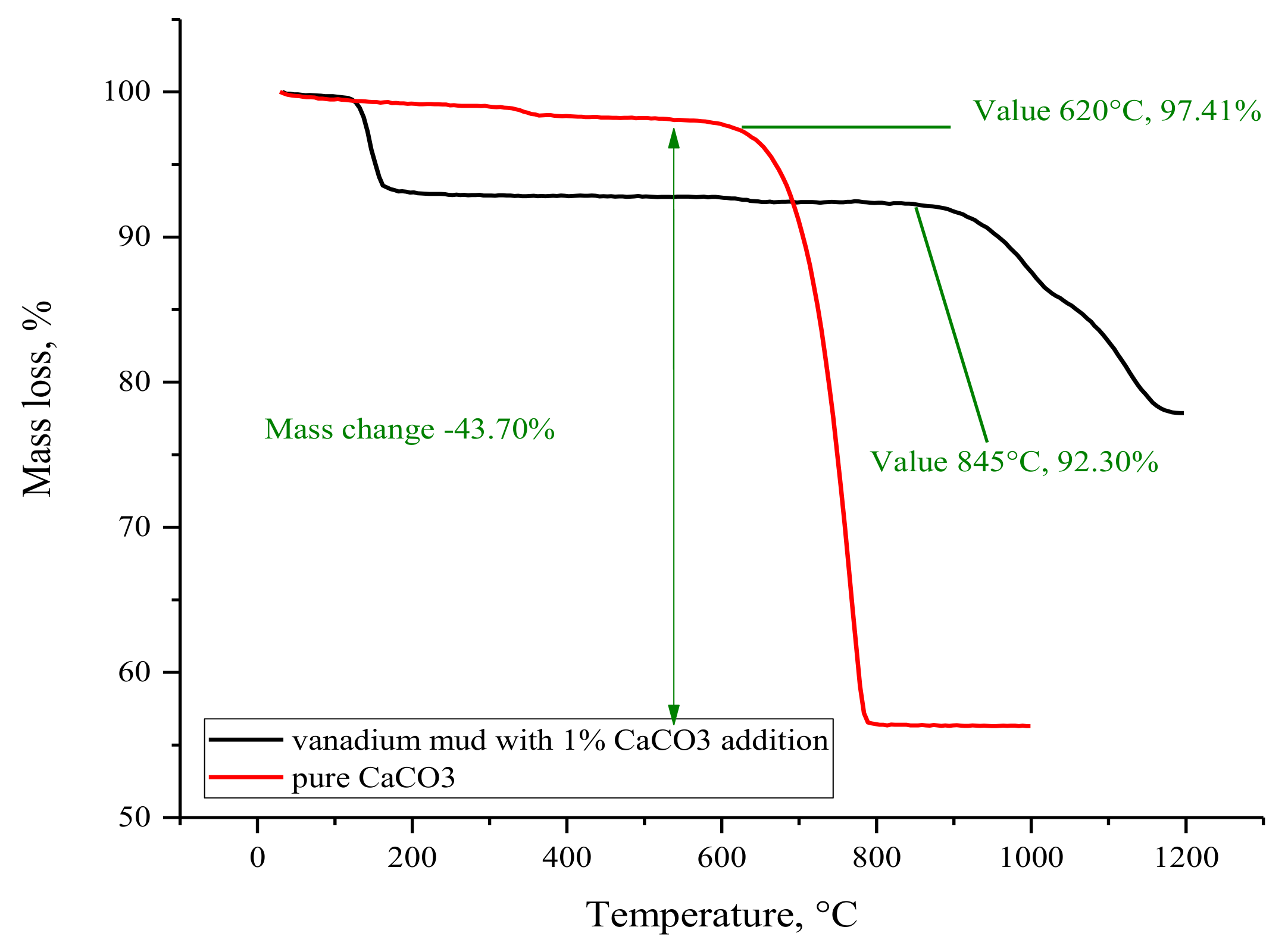
3.2. Thermodynamic Modelling and Thermogravimetric Analysis
4. Conclusions
- Oxidative roasting is the most important step in the processing of vanadium-containing raw materials for further extraction of vanadium. Oxidation roastings of vanadium-containing sludges with and without additives such as CaCO3, MgO and Na2CO3 at temperatures of 600–1000 °C were investigated. The influence of the roasting temperature and the additive consumption on the technological ratio value was shown. The optimal roasting conditions are 1% CaCO3 additive and roasting temperature 1000 °C. At these optimal conditions, the highest technological ratio value is 98.7%.
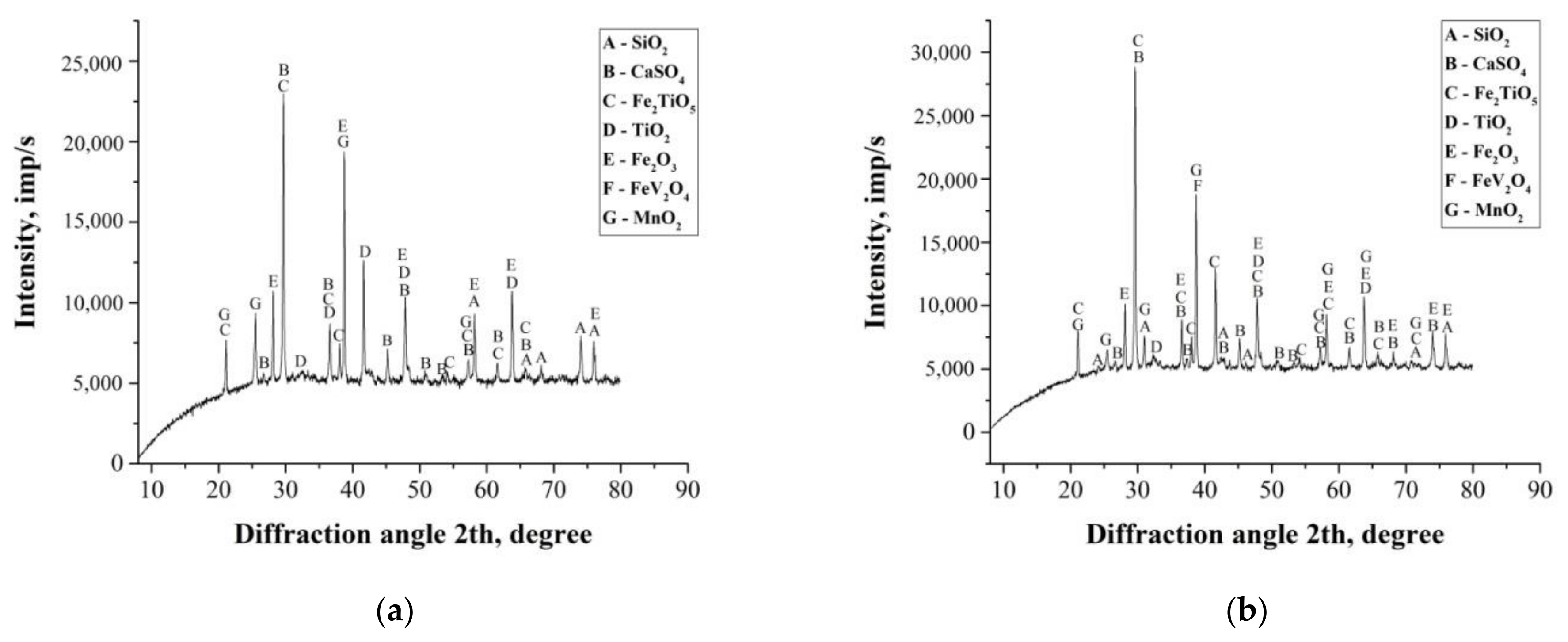
- The results of X-ray phase analysis of the roasted sludge with 1% CaCO3 additive show a decrease in the spinel content from 3 to 0.4 wt.% after treatment.
- The mechanism of transformation spinel into acid-soluble phases during the roasting process was studied. Formation of acid-soluble vanadium compounds during oxidation roasting is possible without any additives. Calcium vanadates are formed at temperatures above 800 °C by the direct reaction of oxidized spinel (iron vanadate) and gypsum. An increase of the vanadium extraction degree into the solution with an increase of temperature was probably associated with a better solubility of calcium pyrovanadate in sulfuric acid. Calcium carbonate addition to the sludge during the oxidation roasting led to reduction in the temperature of well acid-soluble vanadate formation and an increases in the vanadium extraction degree.
Author Contributions
Funding
Conflicts of Interest
References
- Zhang, G.; Zhang, Y.; Bao, S.; Yuan, Y.; Jian, X.; Li, R. Selective vanadium extraction from vanadium bearing ferro-phosphorus via roasting and pressure hydrogen reduction. Sep. Purif. Technol. 2019, 220, 293–299. [Google Scholar] [CrossRef]
- Hu, P.C.; Zhang, Y.M.; Huang, J.; Liu, T.; Yuan, Y.Z.; Xue, N.N. Eco-friendly leaching and separation of vanadium over iron impurity from vanadium-bearing shale using oxalic acid as a leachant. ACS Sustain. Chem. Eng. 2018, 6, 1900–1908. [Google Scholar] [CrossRef]
- Hu, P.C.; Zhang, Y.M.; Liu, T.; Huang, J.; Yuna, Y.Z.; Xue, N.N. Source separation of vanadium over iron from roasted vanadium-bearing shale during acid leaching via ferric fluoride surface coating. J. Clean. Prod. 2018, 181, 399–407. [Google Scholar] [CrossRef]
- Wang, F.; Zhang, Y.M.; Liu, T.; Huang, J.; Zhao, J.; Zhang, G.B.; Liu, J. Comparison of direct acid leaching process and blank roasting acid leaching process in extracting vanadium from stone coal. Int. J. Miner. Process. 2014, 128, 40–47. [Google Scholar] [CrossRef]
- Pessoa, J.C.; Etcheverry, S.; Gambino, D. Vanadium compounds in medicine. Coord. Chem. Rev. 2015, 301–302, 24–48. [Google Scholar] [CrossRef]
- Lam, T.-N.; Trinh, M.-G.; Huang, C.-C.; Kung, P.-C.; Huang, W.-C.; Chang, W.; Amalia, L.; Chin, H.-H.; Tsou, N.-T.; Shih, S.-J.; et al. Investigation of Bone Growth in Additive-Manufactured Pedicle Screw Implant by Using Ti-6Al-4V and Bioactive Glass Powder Composite. Int. J. Mol. Sci. 2020, 21, 7438. [Google Scholar] [CrossRef]
- Zaki, Z.I.; El-Sadek, M.H.; Ali, H.H.; Ahmed, H. Synthesis of Vanadium Carbide by Mechanical Activation Assisted Carbothermic Reduction. Materials 2020, 13, 4408. [Google Scholar] [CrossRef]
- Zhang, Y.; Liao, X.; Lin, Q.; Mu, D.; Lu, J.; Huang, H.; Huang, H. Reactive Infiltration and Microstructural Characteristics of Sn-V Active Solder Alloys on Porous Graphite. Materials 2020, 13, 1532. [Google Scholar] [CrossRef]
- Beltrán-Partida, E.; Moreno-Ulloa, A.; Valdez-Salas, B.; Velasquillo, C.; Carrillo, M.; Escamilla, A.; Valdez, E.; Villarreal, F. Improved Osteoblast and Chondrocyte Adhesion and Viability by Surface-Modified Ti6Al4V Alloy with Anodized TiO2 Nanotubes Using a Super-Oxidative Solution. Materials 2015, 8, 867–883. [Google Scholar] [CrossRef]
- Cecilia, J.A.; Soriano, M.D.; Natoli, A.; Rodríguez-Castellón, E.; López Nieto, J.M. Selective Oxidation of Hydrogen Sulfide to Sulfur Using Vanadium Oxide Supported on Porous Clay Heterostructures (PCHs) Formed by Pillars Silica, Silica-Zirconia or Silica-Titania. Materials 2018, 11, 1562. [Google Scholar] [CrossRef]
- Zhu, X.; Li, W.; Guan, X. Vanadium extraction from titano-magnetite by hydrofluoric acid. Int. J. Miner. Proc. 2016, 157, 55–59. [Google Scholar] [CrossRef]
- Wang, S.; Guo, Y.; Zheng, F.; Chen, F.; Yang, L.; Jiang, T.; Qiu, G. Behavior of vanadium during reduction and smelting of vanadium titanomagnetite metallized pellets. Trans. Nonferrous Met. Soc. China 2020, 30, 1687–1696. [Google Scholar] [CrossRef]
- Xiao, Q.G.; Chen, Y.; Gao, Y.Y.; Xu, H.B.; Zhang, Y. Leaching of silica from vanadiumbearing steel slag in sodium hydroxide solution. Hydrometallurgy 2010, 102, 216–221. [Google Scholar] [CrossRef]
- Qiu, H.D.; Zhang, H.; Zhao, B.; Zhu, J.F.; Liu, D.R. Dynamics study on vanadium extraction technology from chloride leaching steel slag. Rare Met. Mater. Eng. 2013, 42, 696–699. [Google Scholar] [CrossRef]
- Silin, I.; Hahn, K.M.; Gürsel, D.; Kremer, D.; Gronen, L.; Stopić, S.; Friedrich, B.; Wotruba, H. Mineral Processing and Metallurgical Treatment of Lead Vanadate Ores. Minerals 2020, 10, 197. [Google Scholar] [CrossRef]
- Liu, Y.; Liu, Z.; Mnichowicz, B.; Harinath, A.V.; Li, H.; Bahrami, B. Chemical deactivation of commercial vanadium SCR catalysts in diesel emission control application. Chem. Eng. J. 2016, 287, 680–690. [Google Scholar] [CrossRef]
- Mishra, D.; Chaudhury, G.R.; Kim, D.J.; Ahn, J.G. Recovery of metal values from spent petroleum catalyst using leaching-solvent extraction technique. Hydrometallurgy 2010, 101, 35–40. [Google Scholar] [CrossRef]
- Dai, S.F.; Zheng, X.; Wang, X.B.; Finkelman, R.B.; Jiang, Y.F.; Ren, D.Y.; Yan, X.Y.; Zhou, Y.P. Stone coal in China: A review. Int. Geol. Rev. 2018, 60, 736–753. [Google Scholar] [CrossRef]
- Zhang, Y.-M.; Bao, S.-X.; Liu, T.; Chen, T.-J.; Huang, J. The technology of extracting vanadium from stone coal in China: History, current status and future prospects. Hydrometallurgy 2011, 109, 116–124. [Google Scholar] [CrossRef]
- Li, C.; Ma, H.; Xie, B.; Zhang, B.; Zhao, X.; Wang, M.; He, Z.; Li, W.; Chen, J. A Comparison of Mineralogical and Thermal Storage Characteristics for Two Types of Stone Coal. Minerals 2019, 9, 594. [Google Scholar] [CrossRef]
- Qu, Y.; Li, H.; Wang, X.; Tian, W.; Shi, B.; Yao, M.; Cao, L.; Yue, L. Selective Parameters and Bioleaching Kinetics for Leaching Vanadium from Red Mud Using Aspergillus niger and Penicillium tricolor. Minerals 2019, 9, 697. [Google Scholar] [CrossRef]
- Volkov, A.I. State and prospects of the use of rare metals in ferrous metallurgy. Razved. Okhr. Nedr 2020, 3, 11–18. (In Russian) [Google Scholar]
- Volkov, A.I.; Kologrieva, U.A.; Kovalev, A.I.; Vainshtein, D.L. Effect of degree of oxidation and element form in vanadium slag on its treatment production capacity. Metallurgist 2019, 63, 813–818. [Google Scholar] [CrossRef]
- Peng, H. A literature review on leaching and recovery of vanadium. J. Environ. Chem. Eng. 2019, 7, 103313. [Google Scholar] [CrossRef]
- Zaiko, V.P.; Zhuchkov, V.I.; Leontiev, L.I.; Karnaukhov, V.N.; Voronov, Y.I. Technology of Vanadium-Containing Ferroalloys; Akademkniga: Moscow, Russia, 2004; p. 515. (In Russian) [Google Scholar]
- Viktorov, V.V.; Sirina, T.P.; Krasnenko, T.I.; Solovyov, G.V. Properties of Vanadates in Water-Salt Systems and Their Practical Application; Chelyabinsk State Pedagogical University: Chelyabinsk, Russia, 2015; p. 136. (In Russian) [Google Scholar]
- Kologrieva, U.A.; Volkov, A.I.; Stulov, P.E.; Mirakova, M.G.; Zinoveev, D.V. Counterflow Leaching Technology for Vanadium from Vanadium Pentoxide Hydrometallurgical Production Slurry. Metallurgist 2020, 64, 542–547. [Google Scholar] [CrossRef]
- Kologrieva, U.A.; Volkov, A.I.; Kirichenko, A.S.; Ermolov, V.M.; Mirakova, M.G. Development of a Production Scheme for Utilizing Vanadium Pentoxide Hydrometallurgical Production Waste. Metallurgist 2019, 63, 403–408. [Google Scholar] [CrossRef]
- Lin, M.; Wang, C.; Xie, B.; Li, H.-Y. Study on the roasting mechanism of vanadium–chromium slag with sodium hydroxide. In Book Rare Metal Technology; Springer: Berlin/Heidelberg, Germany, 2019; pp. 51–59. [Google Scholar]
- Li, D.-Q.; Yang, Y.; Li, H.-Y.; Xie, B. Study on vanadium phase evolution law in vanadium slag during the interface reaction process of sodium roasting. In Book Rare Metal Technology; Springer: Berlin/Heidelberg, Germany, 2020; pp. 253–264. [Google Scholar]
- Wen, J.; Jiang, T.; Zheng, X.; Wang, J.; Cao, J.; Zhou, M. Efficient separation of chromium and vanadium by calcification roasting–sodium carbonate leaching from high chromium vanadium slag and V2O5 preparation. Sep. Purif. Technol. 2019, 230, 115881. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, W.; Zhang, L.; Gu, S. Mechanism of vanadium slag roasting with calcium oxide. Int. J. Miner. Process. 2015, 138, 20–29. [Google Scholar] [CrossRef]
- Wang, C.; Yuan, Y.; Xie, B.; Li, H.-Y. Mechanism of extraction of vanadium from vanadium slag with MgO. In Book Rare Metal Technology; Springer: Berlin/Heidelberg, Germany, 2020; pp. 317–324. [Google Scholar]
- Yuan, J.; Cao, Y.; Fan, G.; Du, H.; Dreisinger, D.; Han, G.; Li, M. Study on the mechanisms for vanadium phases’ transformation of vanadium slag non-salt roasting process. In Book Rare Metal Technology; Springer: Berlin/Heidelberg, Germany, 2020; pp. 235–242. [Google Scholar]
- Li, M.; Liu, B.; Zheng, S.; Wang, S.; Du, H.; Dreisinger, D.B.; Zhang, Y. A cleaner vanadium extraction method featuring non-salt roasting and ammonium bicarbonate leaching. J. Clean. Prod. 2017, 149, 206–217. [Google Scholar] [CrossRef]
- Volkov, A.I.; Osipov, K.B.; Zhdanov, P.A. X-ray fluorescence analysis of vanadium slag after borate melting. Zavod. Lab. Diagnost. Materialov. 2016, 82, 8–15. (In Russian) [Google Scholar]
- Volkov, A.; Kologrieva, U.; Kovalev, A.; Wainstein, D.; Vakhrushev, V. Vanadium Chemical Compounds forms in Wastes of Vanadium Pentoxide Production. Materials 2020, 13, 4889. [Google Scholar] [CrossRef] [PubMed]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | V2O5 | V2O5a.s | MgO | Al2O3 | SiO2 | P2O5 | K2O | CaO | TiO2 | Cr2O3 | MnO | Fe2O3 | SO3 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 3.59 | 1.4 | 1.04 | 1.56 | 11.8 | 0.03 | 0.11 | 12.1 | 7.3 | 3.35 | 6.52 | 36.7 | 15.9 |
| 2 | 3.79 | 1.5 | 1.33 | 1.5 | 11.82 | 0.03 | 0.14 | 11.9 | 7.4 | 3.25 | 6.54 | 36.6 | 15.7 |
| 3 | 3.67 | 1.4 | 0.84 | 1.42 | 11.6 | 0.03 | 0.11 | 12 | 7.6 | 3.35 | 6.68 | 36.5 | 16.2 |
| Roasting Temperature, °C | V2O5a.s. | ||||||
|---|---|---|---|---|---|---|---|
| Without Additive | CaCO3 | Na2CO3 | MgO | ||||
| 5% | 10% | 5% | 10% | 5% | 10% | ||
| 600 | 1.56 | 1.44 | 1.63 | 1.43 | 1.27 | – | – |
| 700 | 1.84 | 1.72 | 1.79 | 1.72 | 1.98 | – | – |
| 800 | 2.39 | 2.12 | 1.98 | 2.19 | 2.51 | 3 | 2.9 |
| 900 | 2.87 | 2.16 | 2.70 | 2.36 | 2.07 | 3.32 | 3.21 |
| 1000 | 2.79 | 3.03 | 2.58 | 1.96 | 2.46 | 3.31 | 3.17 |
| Content of Additive, % | Additive | |
|---|---|---|
| CaCO3 | MgO | |
| 0 | 2.79 | 2.87 |
| 0.2 | 3.18 | 3.45 |
| 0.4 | 3.25 | - |
| 0.5 | 3.45 | 3.40 |
| 0.6 | 3.40 | 3.40 |
| 0.8 | 3.54 | 3.37 |
| 1.0 | 3.70 | 3.45 |
| 2.0 | 3.41 | 3.53 |
| 3.0 | 3.40 | - |
| 5.0 | 3.03 | 3.32 |
| 7.0 | 2.90 | - |
| 10.0 | 2.58 | 3.21 |
| Phases | Original Sludge | Roasted Sludge with Additives | |
|---|---|---|---|
| 1% CaCO3 | 2% MgO | ||
| Gypsum (CaSO4·2H2O) | - | <0.1 | <0.1 |
| Bassanite (CaSO4·0.5H2O) | 17.3 | <0.1 | <0.1 |
| Anhydride (CaSO4) | - | 30.2 | 34.2 |
| Spinel (FeO∙V2O3) | 3.0 | 0.4 | 0.8 |
| Hematite (Fe2O3) | 30.6 | 33.0 | 32.9 |
| Armalcolite(Fe2TiO5) | 13.5 | 12.2 | 19.7 |
| Rutile (TiO2) | 1.2 | 1.4 | 2.5 |
| Ramsdellite(MnO2) | 0.8 | 11.8 | 3.4 |
| Quartz (SiO2) | 4.5 | <0.1 | 4.4 |
| Grossular (Ca3Al2Si3O12) | - | <0.1 | <0.1 |
| Calcite (CaCO3) | - | <0.1 | <0.1 |
| Periclase (MgO) | - | <0.1 | <0.1 |
| Amorphous phase | 11.1 | 2.1 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kologrieva, U.; Volkov, A.; Zinoveev, D.; Krasnyanskaya, I.; Stulov, P.; Wainstein, D. Investigation of Vanadium-Containing Sludge Oxidation Roasting Process for Vanadium Extraction. Metals 2021, 11, 100. https://doi.org/10.3390/met11010100
Kologrieva U, Volkov A, Zinoveev D, Krasnyanskaya I, Stulov P, Wainstein D. Investigation of Vanadium-Containing Sludge Oxidation Roasting Process for Vanadium Extraction. Metals. 2021; 11(1):100. https://doi.org/10.3390/met11010100
Chicago/Turabian StyleKologrieva, Ulyana, Anton Volkov, Dmitry Zinoveev, Irina Krasnyanskaya, Pavel Stulov, and Dmitry Wainstein. 2021. "Investigation of Vanadium-Containing Sludge Oxidation Roasting Process for Vanadium Extraction" Metals 11, no. 1: 100. https://doi.org/10.3390/met11010100
APA StyleKologrieva, U., Volkov, A., Zinoveev, D., Krasnyanskaya, I., Stulov, P., & Wainstein, D. (2021). Investigation of Vanadium-Containing Sludge Oxidation Roasting Process for Vanadium Extraction. Metals, 11(1), 100. https://doi.org/10.3390/met11010100